ГОСТ 34478.2-2018
(EN 1807-2:2013)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность деревообрабатывающих станков
СТАНКИ ЛЕНТОЧНОПИЛЬНЫЕ
Часть 2
Станки ленточнопильные для распиловки бревен
Safety of woodworking machines. Band sawing machines. Part 2. Log sawing machines
МКС 13.110
79.120.10
ОКП 38 33113
Дата введения 2021-08-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе официального перевода на русский язык немецкоязычной версии указанного в пункте 5 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 ноября 2018 г. N 54)
За принятие проголосовали:
Краткое наименование страны по МК (ИСO 3166) 004-97 | Код страны по МК (ИСO 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2020 г. N 1102-ст межгосударственный стандарт ГОСТ 34478.2-2018 (ЕN 1807-2:2013) введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2021 г.
5 Настоящий стандарт является модифицированным по отношению к европейскому стандарту EN 1807-2:2013* "Безопасность деревообрабатывающих станков. Станки ленточнопильные. Часть 2. Станки ленточнопильные для распиловки бревен" ("Sicherheit von Holzbearbeitungsmaschinen - ![]() - Teil 2:
- Teil 2: ![]() ", MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, а также изменения отдельных фраз, которые выделены по тексту курсивом**.
", MOD) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту, а также изменения отдельных фраз, которые выделены по тексту курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", 2 "Нормативные ссылки", Приложении ДА и Приложении ДВ приводятся обычным шрифтом; остальные по тексту документа выделены курсивом. - .
Европейский стандарт разработан Техническим комитетом по стандартизации CEN/TC 142 "Деревообрабатывающие станки. Безопасность".
Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского стандарта приведено в дополнительном приложении ДБ.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте, приведены в дополнительном приложении ДВ
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Настоящий стандарт является стандартом типа C в соответствии с EN ISO 12100.
В настоящем стандарте рассмотрены опасные ситуации и угрожающие жизни и здоровью случаи, возникающие при работе на ленточнопильных станках для распиловки бревен, и установлены требования безопасности и/или защитные меры по устранению угроз и снижению рисков при эксплуатации применяемых станков.
В настоящем стандарте также приведена информация, которую производитель станка обязан предоставить пользователю.
Настоящий стандарт предназначен для конструкторов, производителей, потребителей, поставщиков и импортеров ленточнопильных станков для распиловки бревен.
В настоящем стандарте проведены выборочные сокращения отдельных пунктов и подпунктов в целях исключения типовых сведений общетехнического и конструктивного характера, излагаемых в конкретных руководствах по эксплуатации, включаемых в комплект документации, поставляемой с каждым станком.
В частности, в настоящем стандарте применены следующие технические и стилистические отклонения:
- раздел 1 "Область применения".
В область применения внесены изменения, а именно: к слову "ошибочное" добавлена фраза "применение не по назначению…", слово "автоматической…" заменено на "автоматизированной…";
- раздел 2 "Нормативные ссылки".
В разделе 2 исключена значительная часть стандартов общеотраслевого характера, не имеющих целевого принципиального отношения к деревообрабатывающим станкам, и оставлены только стандарты, необходимые для применения настоящего стандарта.
Все оставшиеся ссылочные международные и европейские стандарты заменены на гармонизированные межгосударственные стандарты;
- раздел 3 "Термины и определения".
Откорректирована или изменена часть определений в целях их конкретизации, поскольку область применения настоящего стандарта распространена на деревообрабатывающие станки, в перечне которых на практике не встречается ленточнопильный станок для распиловки бревен с подвижным столом, в частности:
- 3.21 - вместо фразы "каждое движение" внесено следующее изменение: "каждый элемент управления в производственном процессе (пуск, останов и пр.) производится оператором";
- 3.18 - в предложении исключено выражение: "например, на вращающиеся ролики подачи подвижный стол или возвратно-поступательную каретку, т.е. когда нет" и вместо этого добавлен предлог "без";
- 3.6 - предложение откорректировано с учетом временного фактора и сущности самого процесса в следующем виде: "Зона, в которой ленточной пилой выполняется процесс резания: деформирование, разрушение материала и стружкообразование";
- 3.14 - "нережущая зона" - определение также откорректировано с учетом вышеуказанных в 3.6 факторов: "Зона, в которой ленточной пилой непосредственно не выполняется процесс резания".
Подраздел 3.2 оформлен в виде отдельного раздела 4, в котором приведены основные части станков;
- раздел 5 "Перечень существенных опасностей".
Исключены некоторые пункты в таблице 1 ввиду аналогичности с уже имеющимися или несущественности их признаков, например:
- в пункте 1 исключено перечисление d) ввиду его аналогичности с перечислением с) и перечислением e) ввиду обеспечения прочности контролируемого при конструировании и контроле процесса изготовления станка (пилорамы);
- раздел 6 "Требования безопасности и/или защитные меры".
В подпунктах 6.3.2.2, 6.3.2.3, 6.3.3.1, 6.3.3.2 сокращена информация общетехнического содержания, в пункте 6.3.4 исключены подпункты перечислений по конкретизации станков, изложенные в разделе 7. В пункте 6.3.7 исключены подпункты, описывающие конструктивные особенности отдельных видов станков, что соответствует разделу 7. В пункте 6.4.2 исключены подпункты, включающие общетехнические положения. Пункт 6.4.4 сокращен ввиду исключения положения общетехнических характеристик. Пункты 6.4.5 и 6.4.14 исключены как не имеющие отношения к безопасности;
- раздел 7 "Информация для пользователя".
Раздел 7 исключен полностью как не имеющий отношения к безопасности.
1 Область применения
Настоящий стандарт рассматривает все представленные в разделе 5 существенные опасности, опасные ситуации и опасные случаи, касающиеся стационарных и передвижных ленточнопильных станков для распиловки бревен с ручной либо автоматизированной загрузкой и/или разгрузкой (далее - станки), которые предназначены для резания массивной древесины. Настоящий стандарт устанавливает требования безопасности и/или защитные меры для данного вида станков, если они используются по назначению в соответствии с условиями изготовителя станков, включая их ошибочное применение не по назначению.
Настоящий стандарт не рассматривает:
a) ленточнопильные со столом и ленточнопильные делительные станки.
Примечание - Ленточнопильные со столом станки и ленточнопильные делительные станки рассмотрены в ГОСТ EN 1807-1;
b) специфические опасности, связанные с автоматической загрузкой и/или разгрузкой отдельных станков;
c) опасности, связанные с использованием станков не как отдельных единиц, а при применении в комбинации с другими станками (например, как часть линии с автоматической системой загрузки и/или разгрузки);
d) опасности, связанные с другими режимами обработки древесины (например, фрезерованием и пилением), которые следует рассматривать дополнительно при использовании определенных станков или режимов обработки (например, станки для получения стружки и круглопильные станки).
Настоящий стандарт не распространяется на специфические опасности, связанные с тепловым двигателем и коробкой отбора мощности, которыми может быть снабжен станок.
Настоящий стандарт применяется к станкам, изготовленным до даты его введения.
Примечание - Станки, рассмотренные в настоящем стандарте, представлены в [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ ИСО 230-5-2002 Испытания станков. Часть 5. Определение шумовых характеристик
ГОСТ EN 1807-1-2015 Безопасность деревообрабатывающих станков. Станки ленточнопильные. Часть 1. Станки ленточнопильные со столом и ленточнопильные делительные
ГОСТ ISO 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса
ГОСТ ISO 12100-2013 Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска
ГОСТ ISO 13849-1-2014 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ ISO 12100, а также следующие термины с соответствующими определениями:
3.1 время выбега (run-down time, Auslaufzeit): Время, прошедшее от приведения в действие устройства управления рабочей остановкой до полной остановки шкива ленточной пилы.
3.2 время разбега (run-up time, Hochlaufzeit): Время, прошедшее от приведения в действие устройства управления пуском до достижения заданного числа оборотов шкива ленточной пилы.
3.3 встроенное программное обеспечение SRESW, системное программное обеспечение (firmware system software, Embedded-Software SRESW): Программное обеспечение, которое поставляется производителем как часть системы и недоступно для изменения пользователем станка.
3.4 зажимное устройство для бревна (logdogging arrangement, Stammaufspanneinrichtung): Средство для обеспечения надежного положения бревна.
3.5 защитная функция (safety function Sicherheitsfunktion): Функция станка, сбой которой может приводить к непосредственному повышению риска(ов).
3.6 зона резания (cutting zone, Schneidbereich): Зона, в которой ленточной пилой выполняется процесс резания: деформирование, разрушение материала и стружкообразование.
3.7 информация поставщика (provider information, ![]() ): Пояснительные записки, материалы продаж, проспекты или другие документы, в которых изготовитель (или поставщик) подтверждает либо характеристики, либо соответствие материала или продукции соответствующему стандарту.
): Пояснительные записки, материалы продаж, проспекты или другие документы, в которых изготовитель (или поставщик) подтверждает либо характеристики, либо соответствие материала или продукции соответствующему стандарту.
3.8 ленточнопильный станок (band sawing machine, ![]() ): Станок с одним или несколькими полотнами ленточной пилы в форме бесконечных лент, каждая из которых установлена и движется на двух или более шкивах.
): Станок с одним или несколькими полотнами ленточной пилы в форме бесконечных лент, каждая из которых установлена и движется на двух или более шкивах.
3.9 ленточнопильный станок для распиловки бревен (log band sawing machine, ![]() ): Ленточнопильный станок, предназначенный для первичной обработки бревен.
): Ленточнопильный станок, предназначенный для первичной обработки бревен.
3.9.1 ленточнопильный станок для распиловки бревен с подвижным столом (log band sawing machine with travelling table, ![]() mit beweglichem Tisch): Ленточнопильный станок для распиловки бревен с ручной или механической подачей, оборудованный подвижным столом и зажимным устройством для бревна.
mit beweglichem Tisch): Ленточнопильный станок для распиловки бревен с ручной или механической подачей, оборудованный подвижным столом и зажимным устройством для бревна.
3.9.2 ленточнопильный станок для распиловки бревен с возвратно-поступательным движением каретки (log band sawing machine with reciprocating carriage, ![]() mit hin- und herghendem Laufwagen): Ленточнопильный станок для продольной распиловки бревен с механической подачей, с возвратно-поступательным движением каретки для подачи бревна и устройством для зажима бревна.
mit hin- und herghendem Laufwagen): Ленточнопильный станок для продольной распиловки бревен с механической подачей, с возвратно-поступательным движением каретки для подачи бревна и устройством для зажима бревна.
3.9.3 ленточнопильный станок для распиловки бревен с конвейером подачи (log band sawing machine with convey fed, ![]() mit
mit ![]() ): Ленточнопильный станок для распиловки бревен с механической подачей, осуществляемой подающим устройством.
): Ленточнопильный станок для распиловки бревен с механической подачей, осуществляемой подающим устройством.
3.9.4 ленточнопильный станок для распиловки бревен с подвижным пильным агрегатом (портальный ленточнопильный станок для распиловки бревен) [gantry log band saw, Blokbandsagemaschinene mit verfahrbarem ![]() (Portal-Blokbandsagemaschine)]: Ленточнопильный станок с подвижным пильным агрегатом.
(Portal-Blokbandsagemaschine)]: Ленточнопильный станок с подвижным пильным агрегатом.
3.10 механическая подача (mechanical feed, mechanischer Vorschub): Во время обработки движение и его направление обрабатываемой заготовки и элемента станка, несущего режущий инструмент, осуществляются встроенным в станок механизмом подачи заготовки или полотна ленточной пилы.
Примечание - Механизм подачи заготовки или ленточнопильного полотна, интегрированного в станок и с помощью которого обрабатываемая заготовка или элемент станка механически удерживаются и управляются с помощью инструмента, содержащегося в нем во время обработки.
3.11 направляющие полотна ленточной пилы (guide to the band saw blade, ![]() ): Устройства, обеспечивающие положение полотна ленточной пилы на ее шкивах.
): Устройства, обеспечивающие положение полотна ленточной пилы на ее шкивах.
3.12 напряжение полотна ленточной пилы (tensioning, Spannen des ![]() ): Способ правки поперечного сечения полотна ленточной пилы либо вальцеванием, либо расплющиванием, для того чтобы гарантировать, что передний и задний края полотна ленточной пилы бегут по ее шкивам.
): Способ правки поперечного сечения полотна ленточной пилы либо вальцеванием, либо расплющиванием, для того чтобы гарантировать, что передний и задний края полотна ленточной пилы бегут по ее шкивам.
3.13 натяжение полотна ленточной пилы (saw blade straining, ![]() ): Сила, обеспечивающая натяжение полотна ленточной пилы во время резания для его удержания в правильном положении на шкивах.
): Сила, обеспечивающая натяжение полотна ленточной пилы во время резания для его удержания в правильном положении на шкивах.
3.14 нережущая зона (not the cutting area, nicht schneidender Bereich): Зона, в которой ленточной пилой непосредственно не выполняются процессы резания.
3.15 передвижной станок (mobile machine, verschiebbare Machine): Установленный на полу станок, неподвижный во время работы и оборудованный устройством, обычно колесами, который позволяет перемещать его на другое место установки.
3.16 привод станка (mechanical drive of machine, Maschinenantrieb): Механическое устройство для обеспечения на станке механических движений.
3.17 программируемый логический контроллер безопасности PLC (pro-grammable logic controller PLC, Programmierbares Sicherheits ![]() ): Программируемый логический контроллер, предназначенный для обеспечения требований безопасности применения согласно ГОСТ ISO 13849-1.
): Программируемый логический контроллер, предназначенный для обеспечения требований безопасности применения согласно ГОСТ ISO 13849-1.
3.18 ручная загрузка станков с механической подачей (manual loading of machines with mechanical feed, Handbeschickung von Maschinen mit mechanischem Vorschub): Процесс, при котором обрабатываемая заготовка подается оператором на встроенный механизм подачи станка без промежуточного загрузочного устройства для принятия и передачи обрабатываемой заготовки от оператора на встроенный механизм подачи.
3.19 ручная подача (manual feed, Handvorschub): Установка и/или перемещение вручную обрабатываемой заготовки, включая использование перемещаемой вручную тележки, на которой обрабатываемая заготовка установлена или зафиксирована вручную или с использованием съемного механизма подачи.
3.20 ручная разгрузка станков с механической подачей (manual unloading of machines with mechanical feed, Handabnahme bei Maschinen mit mechanischem Vorschub): Процесс, при котором обработанная заготовка удаляется со станка оператором путем выталкивания прямо на выходе подачи из станка, т.е. при отсутствии промежуточного разгрузочного устройства, для снятия и передачи обработанной заготовки от станка к оператору.
3.21 ручное управление (manual control, Handsteuerung): Управление, когда каждый элемент управления в производственном процессе (пуск, останов и пр.) производится оператором.
3.22 специальное программное обеспечение SRASW (special software SRASW, Anwendungssoftware SRASW): Программное обеспечение, специально разработанное для применения производителем станка и, как правило, содержащее логические последовательности, пределы и выражения, которые управляют соответствующими входами, выходами, расчетами и решениями, необходимыми для выполнения требований SRP/CS.
Примечания
1 Фирменное или системное программное обеспечение - синонимы для микропроцессорного программного обеспечения.
2 "Изготовитель" означает "изготовитель станка" или "изготовитель системы управления".
3 Например, производственная система устройства контроля скорости.
3.23 станок с приводом от вала отбора мощности (machine with feedclutchshaft, Maschine mit Zapfwellenantrieb): Передвижной станок, сконструированный для установки на подвижной рабочей машине, например на тракторе, приводимый в действие через вал отбора мощности.
3.24 стационарный станок (fixed machine, ![]() ): Станок, сконструированный таким образом, чтобы устанавливаться на горизонтальной плоскости автономно или на других строительных конструкциях и находиться в неподвижном положении во время работы.
): Станок, сконструированный таким образом, чтобы устанавливаться на горизонтальной плоскости автономно или на других строительных конструкциях и находиться в неподвижном положении во время работы.
3.25 уровень качества PL (performance Level PL): Дискретный уровень, определяющий способность связанных с безопасностью элементов управления выполнять защитную функцию при предвидимых условиях.
3.26 часть системы управления, связанная с безопасностью (part of the control system associated with the security SRP/CS, sicherheitsbezogenes Teil einer Steuerung SRP/CS): Часть системы управления, которая реагирует на связанные с безопасностью входящие сигналы и выдает исходящие сигналы, связанные с безопасностью.
4 Основные части станков
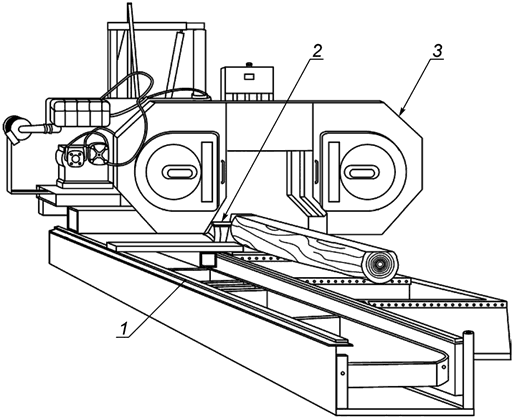
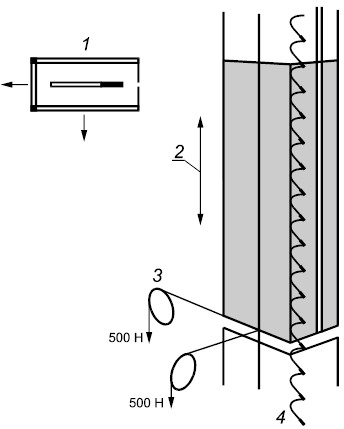
Основные части станков представлены на рисунках 1-4.
|
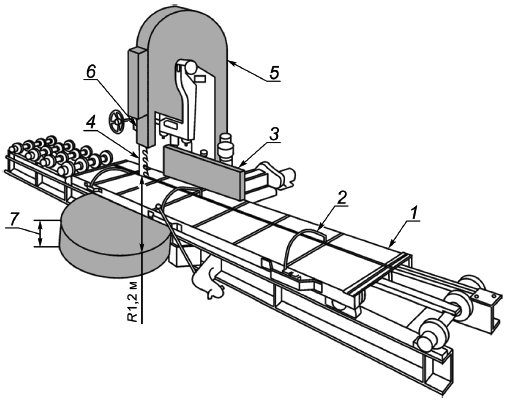
1 - подвижный стол; 2 - зажимное устройство; 3 - направляющая (базирующая) линейка; 4 - полотно ленточной пилы; 5 - разъемное защитное устройство для шкива ленточной пилы; 6 - передвижное разъемное защитное устройство для полотна ленточной пилы; 7 - низ подвижного стола на высоте не более чем 100 мм
Рисунок 1 - Станок с подвижным столом
|
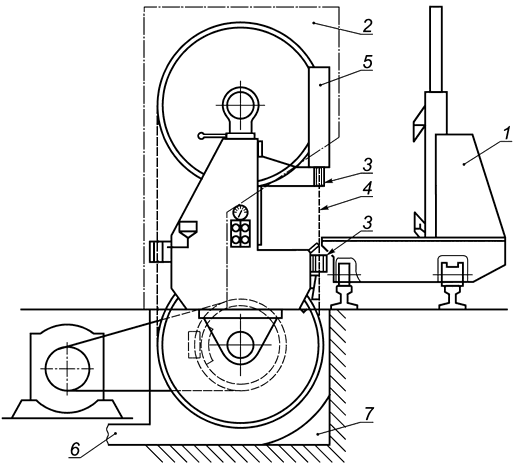
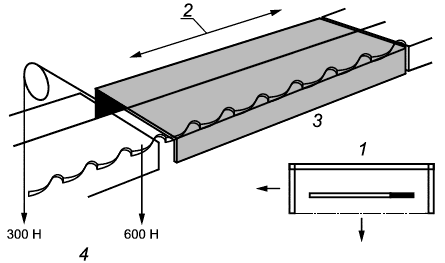
1 - возвратно-поступательная каретка; 2 - разъемное защитное устройство для шкива ленточной пилы; 3 - направляющие устройства для полотна ленточной пилы; 4 - полотно ленточной пилы; 5 - передвижное разъемное защитное устройство для полотна ленточной пилы; 6 - вытяжной патрубок для отсоса пыли; 7 - траншея (яма, канава)
Рисунок 2 - Пример станка с возвратно-поступательным движением каретки
|

1 - цепной конвейер подачи; 2 - полотно ленточной пилы; 3 - натяжной поддерживающий рифленый ролик; 4 - разъемное защитное устройство для шкива ленточной пилы
Рисунок 3 - Пример станка с устройством подачи
|
1 - передвижной ленточнопильный агрегат; 2 - полотно ленточной пилы; 3 - разъемное защитное устройство для шкива ленточной пилы
Рисунок 4 - Пример станка с передвижным пильным агрегатом
5 Перечень существенных опасностей
В настоящем разделе представлены все существенные опасности, опасные ситуации и опасные случаи по ГОСТ ISO 12100 (приложение В), присущие станкам, которые по результатам оценки рисков приняты для данного вида станков как существенные, требующие защитных мероприятий для устранения или снижения рисков. Настоящий стандарт рассматривает эти существенные опасности в плане установления требований безопасности и/или защитных мер или ссылки на соответствующие стандарты.
В таблице 1 представлены существенные опасности при эксплуатации станков.
Таблица 1 - Перечень существенных опасностей при использовании станков для распиловки бревен
N п/п | Существенные опасности, опасные ситуации и опасные случаи | ГОСТ ISO 12100 | Соответствующий пункт в настоящем стандарте |
1 | Механические опасности: | ||
- из-за элементов станка или обрабатываемой заготовки в зависимости: | |||
а) от формы | 6.2.2.1, 6.2.2.2, 6.3 | 6.3.2, 6.3.7, 6.3.8, 6.4.3 | |
b) относительного расположения | 6.2.2, 6.3.3, 6.3.7 | ||
с) массы и устойчивости (потенциальная энергия элементов, которые могут передвигаться под действием силы тяжести) | 6.2.5, 6.2.10, 6.3.3 | ||
d) недостаточной механической прочности | 6.3.2, 6.3.4, приложения A, С | ||
1.1 | Опасность ранения | - | |
1.2 | Опасность разрезания или отрезания | 6.2.3, 6.2.4, 6.2.5, | |
1.3 | Опасность захвата или наматывания | 6.2.7, 6.2.8, 6.2.9, | |
1.4 | Опасность затягивания или попадания в ловушку | 6.3.4, 6.3.6, 6.3.7 | |
1.5 | Опасность удара | 6.2.3, 6.2.4, 6.2.5, 6.2.7, 6.2.8, 6.2.9, 6.3.4, 6.3.6, 6.3.7 | |
1.6 | Опасность от трения или истирания | 6.2.3, 6.2.4, 6.2.7, 6.2.9, 6.3.4, 6.3.7 | |
2 | Электрические опасности: | ||
2.1 | из-за прямого контакта персонала с частями, находящимися под напряжением | 6.2.9, 6.3.5.4 | 6.4.4 |
3 | Опасности от шума, в результате: | ||
3.1 | потеря слуха (глухота), другие физиологические нарушения (потеря равновесия, ослабление внимания) | 6.2.2.2, 6.3 | 6.4.2, приложение С |
5 | Опасности от материалов и веществ (и их составляющих), которые обрабатываются на станках или используются станком, в том числе: | ||
5.1 | опасности от контакта или вдыхания паров вредных жидкостей и пыли | 6.2.3, 6.2.4 | 6.4.3 |
5.2 | опасности пожара | 6.2.4 | 6.4.1 |
6 | Опасности от пренебрежения эргономическими принципами при проектировании станка, в результате: | ||
6.1 | вредная осанка (поза) или чрезмерное напряжение | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 6.2.2 |
6.2 | конструкция, размещение или опознаваемость приводимых в действие вручную элементов управления | 6.2.8 f), 6.2.11.8 | 6.2.2 |
7 | Неожиданный пуск, поворот, прокручивание (или любой подобный сбой), причиной которых является: | ||
7.1 | отказ/повреждение системы управления | 6.2.11, 6.3.5.4 | 6.2.1 |
7.2 | восстановление подачи энергоснабжения после прерывания | 6.2.11.4 | 6.2.10 |
7.3 | ошибка в программном обеспечении | 6.2.11.7 | 6.2.1.3 |
8 | Невозможность останавливать станок при оптимальных условиях | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 6.2.4, 6.2.5, 6.2.7 |
9 | Изменение скорости вращения инструментов | 6.2.2.2, 6.2.3 | 6.2.8 |
10 | Отказ энергоснабжения | 6.2.11.1, 6.2.11.4 | 6.2.10 |
11 | Отказ системы управления | 6.2.11, 6.3.5.4 | 6.2.1 |
12 | Поломка в процессе работы | 6.2.3 | 6.3.2 |
13 | Падение или выброс предметов или жидкостей | 6.2.3, 6.2.10 | 6.3.2, 6.3.3, 6.3.5, приложение С |
14 | Потеря устойчивости/опрокидывание станка | 6.3.2.6 | 6.3.1 |
6 Требования безопасности и/или защитные меры
6.1 Общие положения
Станок должен соответствовать требованиям безопасности и/или мерам защиты, рассматриваемым в разделе 6.
В отношении возможных, но не существенных опасностей, которые не рассмотрены в настоящем стандарте (например, острые кромки станины), проектирование станков осуществляют в соответствии с основными положениями ГОСТ ISO 12100.
При проектировании станков по вопросам снижения риска руководствуются ГОСТ ISO 12100 (подраздел 6.2), а относительно применения защитных мер - ГОСТ ISO 12100 (подраздел 6.3).
6.2 Системы и органы управления
6.2.1 Безопасность и надежность систем управления
6.2.1.1 Общие положения
Относящийся к этим вопросам документ охватывает связанную с обеспечением безопасности часть системы управления станка от пусковых устройств, например переключателя, позиционного переключателя или датчика, до элемента переключения конечного рабочего механического привода станка, например двигателя или тормоза включительно. Части системы управления, связанные с обеспечением безопасности станка согласно соответствующим функциям, должны по уровню качества PL соответствовать приведенным ниже требованиям по ГОСТ ISO 13849-1, а именно:
- пуск и повторный пуск - PL=c (6.2.3);
- остановка - PL=c (6.2.4);
- экстренная остановка (если требуется) - PL=c (6.2.5);
- изменение числа оборотов перекладыванием ремней - PL=c (6.2.8);
- контроль числа оборотов - PL=c (6.2.8);
- блокировки - PL=c (6.2.3, 6.2.8, 6.3.4, 6.3.7);
- блокировки со стопором ограждения - PL=c (6.2.8, 6.3.7);
- выбор режимов работы (если требуется) - PL=c (6.2.7);
- открытие и закрытие передвижного разъемного защитного устройства полотна ленточной пилы во время движения каретки с возвратно-поступательным движением, подвижного ленточнопильного агрегата конвейера подачи или подвижного стола - PL=c (6.3.7);
- торможение - PL=b или PL=c (6.3.4);
- отключение тормоза - PL=c (6.3.4);
- устройство переключения с самостоятельным возвратом в исходное положение - PL=с (6.2.3 и 6.3.8);
- устройства, работающие по активному оптоэлектронному принципу (при наличии), - PL=c.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем и визуальным контролем станка.
6.2.1.2 Применение неразъемных защитных устройств
Неразъемные защитные устройства, представленные ниже, должны соответствовать специальным стандартам и следующим требованиям:
a) магнитные переключатели (датчики) положения отвечают требованиям нормативного документа*, а соответствующая система управления, по меньшей мере, имеет PL=c согласно ГОСТ ISO 13849-1;
________________
* См. [2].
b) при использовании реле задержки времени его запускают по методу, защищенному от ошибок, либо оно соответствует, по меньшей мере, PL=c по ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем, измерением и функциональным испытанием станка.
Примечание - Относительно свойств компонентов можно использовать заявления их изготовителей о соответствии качеству.
6.2.2 Расположение органов управления
Органы управления, необходимые для нормальной работы станка, располагают на высоте от 600 до 1800 мм над уровнем пола, и они должны быть:
a) удалены как минимум на расстояние от 1 до 2 м от зоны резания, как представлено на рисунке 5;
b) отделены от зоны резания устройством удержания/воспрепятствования, которое должно находиться на расстоянии как минимум от 1 до 2 м от полотна ленточной пилы.
|
1 - 1200 мм - расстояние до полотна ленточной пилы
Рисунок 5 - Опасная зона вокруг полотна ленточной пилы.
Органы управления настройкой/наладкой, которые не затребованы во время процесса обработки, располагают на расстоянии в пределах 1-2 м от зоны резания.
Органы управления не располагают на пути каретки с возвратно-поступательным движением, в зоне конвейера подачи, подвижного ленточнопильного агрегата, подвижного стола или другого оборудования для подачи бревна, перемещаемого вручную.
Когда станок находится внутри защитного ограждения или органы управления размещены в отдельной кабине управления, необходимо обеспечивать оператору возможность со своей рабочей позиции видеть: незащищенную часть полотна ленточной пилы; весь путь движения каретки с возвратно-поступательным движением или другие соответствующие движения [непосредственно или путем использования вспомогательного устройства, например зеркала, устройства видеонаблюдения (ССТV)].
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, измерением, визуальным контролем станка и его функциональным испытанием.
6.2.3 Пуск
Перед пуском или повторным включением станка все блокируемые разъемные защитные ограждения должны находиться на своем месте (см. 6.3.7) и быть дееспособными. Это достигается с помощью устройств блокировки, описанных в 6.3.7. Информация о неблокируемых разъемных защитных ограждениях приведена в 6.3.2.1.
Пуск или повторное включение возможны только путем приведения в действие предусмотренного для этой цели механизма подачи.
К станкам с электрическим приводом относятся требования по нормативному документу*, кроме исключений.
________________
* См. [3]. В Российской Федерации действует ГОСТ Р МЭК 60204-1-2007.
Приводной двигатель для шкива ленточной пилы может быть запущен только после того, как каждое блокируемое разъемное защитное ограждение будет освобождено и дееспособно.
В автоматическом производстве пуск механической подачи возможен только при движении ленточной пилы. При другом способе производства, когда оператор находится непосредственно у станка, необходимость включать привод ленточной пилы отсутствует.
Примечание - Это может быть достигнуто использованием переключателя схемы "треугольник" или реле времени.
Часть системы управления, связанная с обеспечением безопасности (см. также 6.2.1) для пуска приведенных в 6.3.7 блокирующих устройств, должна соответствовать, по меньшей мере, PL=c в соответствии с ГОСТ ISO 13849-1.
На станках с ручным управлением устройство управления движением механической подачи выполняют как устройство управления с самостоятельным обратным ходом при условии, что станок установлен внутри блокируемого и закрытого ограждения.
На станках с ручным управлением устройство управления поворотом бревна выполняют как устройство управления с самостоятельным обратным ходом только в том случае, если станок находится внутри опасной зоны, огражденной по периметру неподвижным и закрытым "забором".
Связанная с обеспечением безопасности часть системы управления (см. 6.2.1) устройством переключения с самостоятельным обратным ходом должна соответствовать, по меньшей мере, PL=с согласно ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.4 Нормальная остановка
Станок снабжают командным устройством, которое может приводить станок к полной остановке. Процесс отключения отсекает от подачи энергии все силовые приводы станка, за исключением прижима обрабатываемой заготовки. Станок должен приходить к полной остановке на каждой скорости вращения.
Если станок оборудован пружинным тормозом для прижима, то система управления остановкой должна соответствовать категории "0" по требованиям нормативного документа* (пункт 9.2.2).
________________
* См. [3]. В Российской Федерации действует ГОСТ Р МЭК 60204-1-2007.
Если станок оборудован другим видом тормоза, например электрическим, то командное устройство для полной остановки должно соответствовать категории "1" по требованиям нормативного документа** (пункт 9.2.2).
________________
** См. [3].
При наличии системы управления для полной остановки, выполненной по категории "1", последовательность отключения должна быть следующей:
a) отключение электропитания всех приводов станка, кроме прижима обрабатываемой заготовки (если имеется), и тормоза;
b) отключение энергоснабжения тормоза (если электрический тормоз имеется) после того, как приведенный в действие шкив ленточной пилы остановится, например вводом задержки времени по перечислению 6.2.1.2 b).
Система управления должна быть выполнена таким образом, чтобы соблюдалась последовательность действий для обеспечения непрерывной работы. Если используют реле задержки времени, то время задержки должно быть, по меньшей мере, таким же, как наибольшее время выбега. Время задержки должно быть постоянным либо устройство задержки времени должно быть опломбировано.
Часть системы управления, связанная с обеспечением безопасности (см. также 6.2.1) для непрерывной работы, должна соответствовать, по меньшей мере, PL=c в соответствии с требованиями ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.5 Экстренная остановка
Станки, имеющие более одного механического привода, оборудуют устройством управления экстренной (аварийной) остановкой, соответствующим требованиям нормативного документа* (подпункт 9.2.5.4.2 и подраздел 10.7).
________________
* См. [3].
Устройство управления аварийной остановкой выполняют как самозапирающееся устройство продолжительного действия.
Устройство управления аварийной остановкой (при наличии) располагают в соответствии с 6.2.2.
Если станок оснащен механическим тормозом прижима, то согласно нормативному документу* (пункт 9.2.2) система управления аварийной остановкой должна соответствовать категории "0".
________________
* См. [3].
Если станок оборудован другим видом тормоза, например электрическим, то согласно нормативному документу* (пункт 9.2.2) командное устройство для полной остановки должно быть выполнено по категории "1".
________________
* См. [3].
При наличии командного устройства для полной остановки категории "1" последовательность остановки должна быть следующей:
a) отключение от электропитания всех приводов станка, кроме прижима обрабатываемой заготовки, если имеется, и тормоза;
b) отключение подвода энергоснабжения к тормозу (если имеется электрический тормоз) после полной остановки приведенного в действие шкива ленточной пилы в результате торможения, например посредством использования задержки времени по перечислению b) 6.2.1.2.
Если используют устройство задержки времени, то время задержки должно быть не меньше наибольшего времени выбега. Время задержки должно быть постоянным или устройство, регулирующее задержку времени, после установки времени задержки должно быть опломбировано.
Связанная с обеспечением безопасности часть системы управления (см. 6.2.1) аварийной остановкой согласно ГОСТ ISO 13849-1 должна соответствовать, по меньшей мере, PL=c.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, измерением, визуальным контролем станка и его функциональным испытанием.
6.2.6 Режим работы по установке движения полотна ленточной пилы
Должно быть возможным устанавливать движение полотна ленточной пилы, например, наклоном одного из шкивов ленточной пилы. Движение полотна ленточной пилы устанавливают:
a) при открытых разъемных защитных устройствах поворотами шкивов ленточной пилы вручную. В этом случае не допускается отключать тормоз прежде, чем шкивы ленточной пилы остановятся полностью;
b) при закрытых разъемных защитных устройствах во время выбега без торможения. В этом случае должен быть в наличии переключатель выбора режимов работы по 6.2.7.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.7 Выбор режимов работы
На станках, предусмотренных как для ручной загрузки, так и для автоматической загрузки/разгрузки, необходимо иметь в наличии переключатель выбора режимов работы, обеспечивающий выбор любого из этих режимов.
Такой переключатель должен соответствовать следующим требованиям:
a) его система управления должна быть приоритетной перед всеми другими системами управления, кроме системы управления аварийной остановкой;
b) он должен быть запирающимся, например посредством кодового ключа;
c) изменение режима работы не должно вызывать никаких движений в станке.
Если имеется другой соответствующий принципам ГОСТ ISO 12100 (подпункт 6.2.11.10) переключатель выбора режимов работы для регулировки шкивов ленточной пилы во время выбега без торможения, то такой переключатель должен удовлетворять следующим требованиям:
1) его система управления должна быть приоритетной перед всеми;
2) он должен быть запирающимся, например посредством кодового ключа;
3) изменение режима работы не должно вызывать новых отклонений в станке.
Относящаяся к безопасности часть системы управления (см. также 6.2.1) для выбора режимов работы должна иметь, по меньшей мере, PL=c в соответствии с требованиями ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей, визуальным контролем станка и его функциональным испытанием.
6.2.8 Управление числом оборотов
6.2.8.1 Общие положения
Если станок проектируют для работы с более чем одной скоростью полотна ленточной пилы, то выполняют все требования, установленные в подпунктах 6.2.8.2-6.2.8.4. Перед пуском полотна ленточной пилы выбранное число оборотов должно быть четко объявлено оператору или хорошо просматриваться с его рабочего места.
Примечание - Для более четкого понимания параметров можно использовать соответствующие пояснения их производителя.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.8.2 Изменение числа оборотов сменой места ремня на ременных шкивах
На станках, у которых изменение скорости достигается путем смены места приводного ремня на ременных шкивах, систему управления для отображения числа оборотов, при наличии, выполняют таким образом, чтобы был достигнут, как минимум, PL=c согласно ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.8.3 Изменение числа оборотов двигателем со ступенчатым изменением числа оборотов
На станках, оборудованных двигателем со ступенчатым изменением числа оборотов, например пневматическим, выбранное число оборотов указывают рядом с устройством включения пуска. Выбор числа оборотов осуществляют таким образом, чтобы был достигнут, как минимум, PL=c согласно ГОСТ ISO 13849-1.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.8.4 Плавное изменение числа оборотов посредством преобразователя частоты
У станков с автоматическим устройством плавного изменения числа оборотов (например, преобразователем частоты) должен быть шпиндель с приводным двигателем. Это устройство выполняют таким образом, чтобы фактическое число оборотов шкива не превышало выбранного числа оборотов более чем на 10%. Выбранная величина числа оборотов должна быть легко читаемой оператором. Фактическое число оборотов шкива ленточной пилы постоянно сравнивают с выбранным числом оборотов. Если фактическое число оборотов превышает выбранное число оборотов более чем на 10%, шкив ленточной пилы останавливается автоматически. Полная остановка должна соответствовать категории "0" по нормативному документу* (пункт 9.2.2).
________________
* См. [3].
Связанная с безопасностью часть системы управления контролем выбранной скорости должна соответствовать минимум PL=c по ГОСТ ISO 13849-1.
Требования к программному обеспечению соответствуют ГОСТ ISO 13849-1 (подраздел 4.6).
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.9 Сблокированные органы управления
В соответствии с требованиями ГОСТ ISO 12100, при наличии сблокированных органов управления, принцип управления должен быть выполнен таким образом, чтобы по мере надобности в определенный момент был задействован только один орган управления.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.2.10 Нарушение энергоснабжения
В соответствии с требованиями нормативного документа* (подраздел 7.5, абзацы 1 и 3) на станках с электрическим приводом в случае прерывания подачи напряжения должен быть предотвращен автоматический повторный пуск станка после восстановления его передачи.
________________
* См. [3].
Автоматический повторный пуск станка должен быть предотвращен при восстановлении после прерывания пневматического или гидравлического энергоснабжения, при его наличии.
Опасные движения, вызванные силой тяжести, давлением и т.д., следует предотвращать, например, автоматическими, механическими блокировочными или прижимными устройствами.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.3 Защитные меры против механических опасностей
6.3.1 Устойчивость
Станки должны быть устойчивыми во время процесса пиления.
Должно быть возможным крепление стационарных станков к близлежащим неподвижным горизонтальным частям здания, например к полу. Средствами для крепления являются, например, крепежные отверстия в станине станка.
Передвижные станки должны иметь устройства, позволяющие стабилизировать их устойчивость во время резания.
Шкивы ленточной пилы, каждый в отдельности, должны быть сбалансированными по ГОСТ ISO 1940-1 (G.6.3).
Контроль осуществляют проверкой соответствующих чертежей, визуальным контролем станка и его функциональным испытанием.
6.3.2 Опасность из-за поломки во время работы
6.3.2.1 Характеристика разъемных защитных ограждений
Размещаемые на станине станка разъемные защитные устройства для обеспечения безопасности полотна ленточной пилы изготовляют из материала, у которого предел прочности на растяжение и соответствующая толщина стенки должны, по меньшей мере, соответствовать требованиям, приведенным в таблице 2.
Таблица 2 - Материалы для изготовления разъемных защитных устройств
Диаметр шкивов ленточной пилы, мм | Сталь с пределом прочности на растяжение 350 Н/мм | Алюминий с пределом прочности 180 Н/мм | Поликарбонат | Чугун с пределом прочности на растяжение 200 Н/мм |
Наименьшая толщина стенки, мм | ||||
<315 | 1,00 | 2,50 | 2,00 | 5,00 |
316-999 | 1,50 | 3,00 | 3,00 | 5,00 |
>1000 | 2,00 | 3,50 | 5,00 | 5,00 |
Для других материалов и/или размеров проверку проводят по приложению С.
Контроль осуществляют проверкой соответствующих чертежей, измерением предела прочности, для пластмасс, кроме поликарбоната, по приложению С и визуальным контролем станка.
Примечание - Для подтверждения предела прочности материала можно использовать документы изготовителя этого материала.
6.3.2.2 Чистка
Станки, предназначенные для работы с натянутыми полотнами ленточной пилы, оснащают устройствами, обеспечивающими чистку полотна и шкивов ленточной пилы во время работы, например щетками или скребками (рисунок 6).
|

Рисунок 6 - Чистка полотна и шкива ленточной пилы
6.3.2.3 Смазывание
Станки для распиловки бревен снабжают устройством для нанесения на полотно ленточной пилы и/или шкивы ленточной пилы разделительной жидкости во время работы станка (рисунок 7).
|
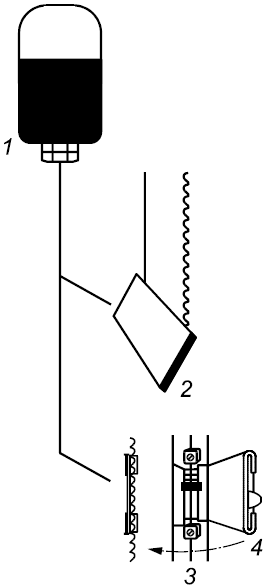
1 - капельное смазочное устройство; 2 - очиститель полотна пилы; 3 - устройство для чистки полотна в открытом положении; 4 - закрыто после чистки
Рисунок 7 - Смазывание полотна ленточной пилы
6.3.3 Конструкция полотна ленточной пилы и его крепления
6.3.3.1 Натяжение и направление полотна ленточной пилы
Предусматривают устройства для фиксации натяжения полотна ленточной пилы.
|
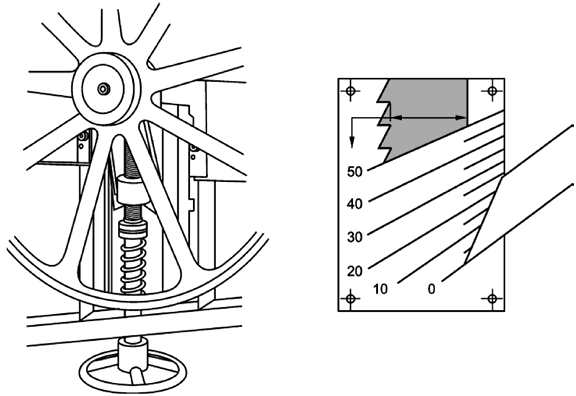
Рисунок 8 - Пример устройства для натяжения полотна ленточной пилы, маркировка и показания
|

1 - наклоняемый шкив; 2 - полотно ленточной пилы
Рисунок 9 - Направление полотна ленточной пилы
6.3.3.2 Направляющие для полотна ленточной пилы
Станки снабжают направляющими для полотна ленточной пилы, соответствующими требованиям, приведенным в таблице 3.
Таблица 3 - Направляющие для полотна ленточной пилы
Исполнение станка | Исполнение направляющих полотна ленточной пилы | Требуемое положение | Регулируемое положение | |||
Ролик | Скребок | Прижим | направляющих полотна ленточной пилы | направляющих полотна ленточной пилы | ||
Вертикальное положение | Ненатянутое полотно | Х | Х | - | Над и под обрабатываемой | Над обрабатываемой |
полотна ленточной пилы | Натянутое полотно | - | Х | Х | заготовкой | заготовкой |
Горизонтальное положение | Ненатянутое полотно | Х | Х | - | На обеих сторонах обрабатываемой | На обеих сторонах обрабатываемой |
полотна ленточной пилы | Натянутое полотно | - | Х | Х | заготовки | заготовки максимально близко к не приведенным в действие шкивам ленточной пилы |
На станках, предназначенных для использования ненатянутых полотен ленточной пилы, задняя направляющая (нажимной ролик) должна находиться выше обрабатываемой заготовки, чтобы во время пиления поддерживать положение полотна ленточной пилы (см. рисунки 10, 11).
Примечание - Можно комбинировать скребковые и роликовые направляющие, если оба применимы, а при кулачковых направляющих исключается направление под нажимом.
Контроль осуществляют проверкой соответствующих чертежей, визуальным контролем станка и его функциональным испытанием.
|
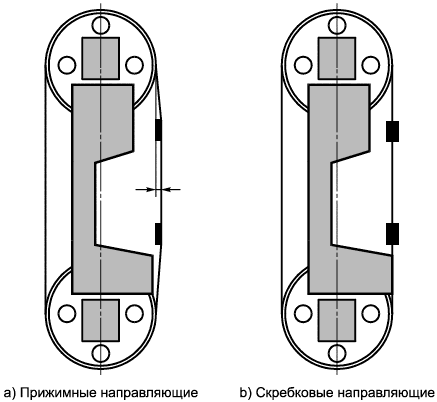
Рисунок 10 - Направляющие полотна ленточной пилы. Натянутые полотна ленточной пилы
|
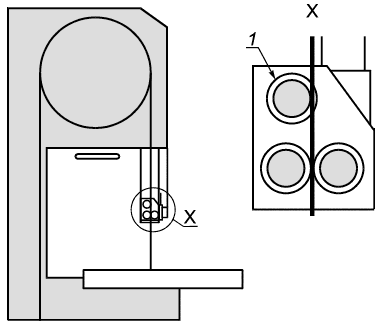
1 - нажимной ролик
Рисунок 11 - Ненатянутое полотно ленточной пилы. Задняя направляющая (прижимной ролик)
6.3.4 Торможение
Если время выбега без торможения превышает 10 с, предусматривают автоматический тормоз для приведенного в действие шкива ленточной пилы.
Время выбега с торможением не должно превышать 10 с. Если время разбега более 10 с, то время выбега должно быть менее, чем время разбега, но не более 30 с.
Контроль осуществляют проверкой соответствующих чертежей и/или электрических схем, визуальным контролем станка и его функциональным испытанием.
6.3.5 Устройства, минимизирующие возможность или последствия выброса
Данные приведены в 6.3.2.1.
6.3.6 Опорные поверхности и направляющие для обрабатываемой заготовки
Устройства для установки и позиционирования обрабатываемой заготовки должны быть в наличии до начала процесса резания.
Кроме того, должны быть устройства для эффективной опоры и направления обрабатываемой заготовки во время обработки, например столы, каретки, ролики подачи, системы зажима заготовки, зажимные приспособления, упоры (относительно зажима заготовки информация приведена в 6.3.8).
Контроль осуществляют проверкой соответствующих чертежей и/или схем включения, визуальным контролем станка, измерением и функциональным испытанием на станке.
6.3.7 Предотвращение доступа к подвижным компонентам станка
6.3.7.1 Общие положения
Оператор должен иметь обзор всей управляемой им и не защищенной ограждением рабочей зоны непосредственно со своего рабочего места.
Контроль осуществляют проверкой соответствующих чертежей и визуальным контролем станка.
На всех станках, на которых отсутствует ручное управление перемещением ленточнопильного агрегата, рамной тележки с возвратно-поступательным движением, другим механизмом подачи, например конвейером (т.е. оператор не управляет каждым отдельным процессом резания), доступ к перемещающимся опасным частям до их полной остановки предотвращают, например, сплошным ограждением с минимальной высотой 1,8 м. Все двери доступа в этом ограждении снабжают блокировкой со стопором.
6.4 Защитные меры против немеханических опасностей
6.4.1 Пожар
Для минимизации риска возникновения пожара соблюдают требования по 6.4.3 и 6.4.4, а во избежание искры в результате соприкосновения полотна ленточной пилы с краями паза в столе станка - согласно 6.3.6.
Контроль осуществляют проверкой соответствующих чертежей, визуальным контролем станка и его функциональным испытанием.
6.4.2 Шум
При проектировании станков учитывают содержащуюся в общеотраслевой нормативной документации информацию и результаты проведения технических мероприятий по борьбе с шумом в источнике возникновения, в частности по ГОСТ ISO 230-5. Основным источником шума является движущееся полотно ленточной пилы.
6.4.3 Эмиссия стружки и пыли
Для станков, за исключением используемых под открытым небом, предусматривают устройства для отсоса стружки и пыли либо посредством встроенной системы их отсоса и сбора, либо при помощи механической вытяжной системы, либо обеспечением возможности подсоединения станка к общей отсасывающей системе с помощью отсасывающих патрубков.
На станках, используемых в зданиях, разъемное защитное устройство для ленточной пилы оборудуют патрубком для отсоса стружки и пыли (см. рисунок 2).
Контроль осуществляют проверкой соответствующих чертежей и визуальным контролем станка.
6.4.4 Электрические опасности
Для предотвращения электрических опасностей действительны требования нормативного документа*.
________________
* См. [3].
Если станок оснащен гибкими шлангами для отсоса стружки и пыли, эти шланги заземляют.
Контроль осуществляют проверкой соответствующих чертежей и визуальным контролем станка.
Приложение А
(обязательное)
Испытание регулируемого разъемного защитного устройства над зоной резания полотна ленточной пилы
Проверку должны проводить при установке регулируемого разъемного защитного устройства в его крайнюю позицию, т.е. при защите всей зоны резания (см. рисунок А.1, позиция 3).
При максимальном отклонении под действием прилагаемых сил, как показано на рисунке А.1, позиция 4, разъемное защитное устройство не должно касаться полотна.
|
а) Вертикальное положение ленточной пилы
Рисунок А.1, лист 1 - Испытание регулируемого разъемного защитного устройства полотна ленточной пилы над зоной резания
|
b) Горизонтальное положение ленточной пилы
1 - поперечное сечение разъемного защитного устройства; 2 - установка позиции; 3 - положение разъемного защитного ограждения при проведении испытаний; 4 - испытательные силы и место их приложения
Рисунок А.1, лист 2
Приложение B
(обязательное)
Производственные условия для измерения шума
B.1 Общие положения:
a) производственные условия для измерения шума, издаваемого станками, должны соответствовать нормативному документу* (см. приложение J, разделы 1-4), также должен быть заполнен приведенный в настоящем приложении технический паспорт;
________________
* См. [4].
b) при необходимости должны быть равным образом учтены и применены следующие пункты:
1) во время измерения должны находиться в рабочем состоянии все встроенные вспомогательные устройства, например привод механической подачи, пневматические зажимные устройства,
2) во время измерения должны находиться на месте все соответствующие разъемные и неразъемные защитные устройства, встроенные противошумные оболочки и т.д.,
3) во время измерения должны быть включены вытяжные устройства, но влияние издаваемого ими шума следует исключать или уменьшать по возможности, например применением противошумных перегородок или корректировкой, учитывающей фоновый шум,
4) если размеры станка превышают по длине или ширине 7 м, а по высоте 3 м, то вместо уровня звуковой мощности следует указывать эквивалентный уровень продолжительного звукового давления, измеренный в определенных местах вокруг станка на расстоянии 1 м от поверхности кожуха станка и на высоте 1,6 м от уровня пола,
5) при отсутствии возможности выполнить любое из условий измерения это отступление от требований следует указывать в отчете об измерении.
B.2 Общий технический паспорт
Для станков, не включенных в приложение, данная форма технического паспорта приведена в нормативном документе*.
________________
* См. [4].
Общий паспорт | ||||||||||||||||||||||||
Условия эксплуатации должны соответствовать 5.4.2 и приложению B. Условия эксплуатации должны быть типичными для того вида работы, который предполагается выполнить на данном станке. Общий технический паспорт должен быть заполнен таким образом, чтобы описанные измерения могли воспроизводиться тем же самым способом и для сомнительных (спорных) станков. | ||||||||||||||||||||||||
Испытательная лаборатория (или другое место) | ||||||||||||||||||||||||
Фирма/оборудование | ||||||||||||||||||||||||
Адрес | ||||||||||||||||||||||||
Телефон | Номер факсимильного аппарата | |||||||||||||||||||||||
Испытание проведено | Местонахождение | |||||||||||||||||||||||
Дата | ||||||||||||||||||||||||
Характеристика станка | ||||||||||||||||||||||||
Изготовитель | ||||||||||||||||||||||||
Тип (модель) | включая фотографию или чертеж станка | |||||||||||||||||||||||
Год изготовления | Серийный номер | |||||||||||||||||||||||
Общие габариты станка | ||||||||||||||||||||||||
Длина | Ширина | Высота | ||||||||||||||||||||||
Структура станка | ||||||||||||||||||||||||
Станок должен быть установлен в соответствии с инструкцией изготовителя для нормальной работы и надлежащим образом оборудован. | ||||||||||||||||||||||||
Станок оборудован устройством для отсоса стружки и пыли в соответствии с указаниями изготовителя | ||||||||||||||||||||||||
Да | Нет (замечания) | |||||||||||||||||||||||
Станок оборудован амортизатором | ||||||||||||||||||||||||
Да | Нет | |||||||||||||||||||||||
Станок оборудован шумозащитным кожухом | ||||||||||||||||||||||||
Да | Нет | |||||||||||||||||||||||
Другие мероприятия по контролю шума | ||||||||||||||||||||||||
Да | Нет | |||||||||||||||||||||||
Примечание - Части, выступающие над станком и от станка, не влияющие на шумовую эмиссию, например штурвалы и т.п., можно не учитывать. | ||||||||||||||||||||||||
Общий паспорт (продолжение) | ||||
Измерение шума | ||||
Диаметр шкивов ленточной пилы | м | |||
Число оборотов шкивов ленточной пилы | мин | |||
Скорость резания | м/с | |||
Ширина полотна ленточной пилы | мм | |||
Подача на зуб | мм | |||
Толщина полотна ленточной пилы | мм | |||
Скорость подачи | м/мин | |||
Бревно | мягкая древесина | |||
Длина | м | |||
Глубина резания | мм | |||
Начальное позиционирование | мм | |||
Номер станка | ||||
Размер, м | ||||
| ||||
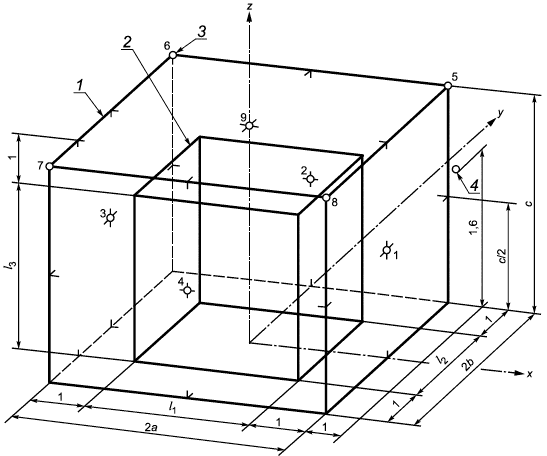
1 - измеряемая поверхность; 2 - базовая поверхность; 3 - позиции микрофона; 4 - точка измерения вблизи уха; 5-9 - микрофоны | ||||
Примечание - Необходимо фиксировать позиции оператора и микрофонов согласно 1-9. | ||||
Приложение C
(обязательное)
Метод испытания разъемных защитных устройств на ударную прочность
C.1 Общие положения
Настоящее приложение описывает испытание на ударную прочность используемых на станках разъемных защитных ограждений. Целью такого испытания является снижение риска выброса из рабочей зоны частей полотна ленточной пилы или обрабатываемой заготовки.
Настоящее приложение применимо для испытания как разъемных защитных ограждений, так и образцовых материалов, из которых они изготовлены.
C.2 Методы испытания
C.2.1 Вводные замечания
Этот метод испытания воспроизводит опасность, возникающую при выбросах во время резания на станке частей полотен ленточной пилы и/или обрабатываемой заготовки. Проверка позволяет оценить сопротивление (прочность) разъемных защитных ограждений или образцов материалов, из которых они изготовлены, выбросу из станка частей полотна ленточной пилы и обрабатываемой заготовки.
C.2.2 Испытательное оборудование
Испытательное оборудование состоит из приводного устройства, "снаряда", опоры для крепления объекта испытания и системы измерения и регистрации скорости "снаряда" с точностью ±5%.
C.2.3 Снаряд для разъемного защитного ограждения
Снаряд для разъемного защитного ограждения представляет собой шар диаметром 8 мм, изготовленный из стали со следующими свойствами:
a) прочность ![]() =(560-690) Н/мм
=(560-690) Н/мм;
b) предел текучести при растяжении ![]() 330 Н/мм
330 Н/мм;
c) предельное удлинение на разрыв А20%;
d) твердость до (![]() ) HRC на глубине не менее 0,5 мм.
) HRC на глубине не менее 0,5 мм.
C.2.4 Образец
Испытание проводят с разъемным защитным ограждением и/или образцом материала, из которого оно изготовлено. Крепление разъемного защитного ограждения должно быть идентичным его креплению на станке. Для испытания могут быть использованы образцы материалов, из которых изготовлены разъемные защитные ограждения, закрепленные на рамке с отверстием размером 450450 мм. Рамка должна быть достаточно устойчивой. Образец не должен крепиться путем кинематического замыкания.
C.2.5 Порядок проведения испытаний
Испытание на ударную прочность следует проводить с использованием описанного в С.2.3 снаряда, перемещаемого со скоростью (70±5) м/с.
Направление удара должно быть перпендикулярным к проверяемой поверхности образца или разъемного защитного ограждения. Мишенью для снаряда должны быть наиболее слабые и неблагоприятные места на испытуемом разъемном защитном ограждении или центр образца материала.
C.3 Результаты
После удара повреждения на разъемном защитном ограждении и на образце материала должны классифицироваться следующим образом:
a) выпучивание/коробление (постоянная деформация без трещин);
b) начальные трещины (видимые только на поверхности);
c) сквозная трещина (трещина, видимая насквозь);
d) проникновение (проникновение снаряда в объект испытания);
e) рамка с образцом сорвана с крепления;
f) разъемное защитное ограждение сорвано с крепления.
C.4 Оценка
Проверка выполнена, если в испытуемом объекте отсутствуют сквозные трещины и проникновения или повреждения по перечислениям e) и f) C.3.
C.5 Отчет об испытании
Отчет о проведенном испытании должен содержать, как минимум, следующую информацию:
a) дата, место проведения испытания, название проверяющей организации;
b) масса, габариты, скорость перемещаемого снаряда;
c) идентификация заказчика;
d) конструкция, материал и габариты испытуемого объекта;
e) способ крепления или фиксации испытуемого объекта;
f) направление и точка удара перемещаемого снаряда;
g) результат проверки.
C.6 Оборудование для испытания на ударную прочность
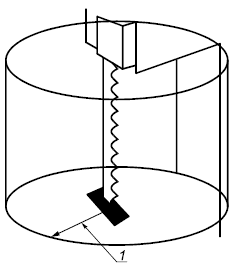
Устройство для пуска снаряда состоит из баллона сжатого воздуха с прикрепленным к нему стволом, как показано на рисунке C.1. Для пуска перемещаемого снаряда в направлении испытуемого объекта сжатый воздух через клапан подается в ствол.
|
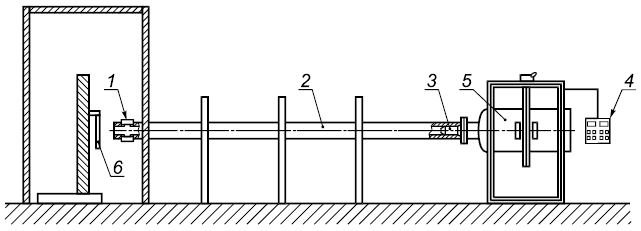
1 - измеритель скорости снаряда; 2 - ствол; 3 - перемещаемый снаряд; 4 - пульт управления; 5 - баллон сжатого воздуха; 6 - испытуемый объект
Рисунок C.1 - Пример устройства для испытания на ударную прочность
Баллон сжатого воздуха заправляется от компрессора. Скорость перемещаемого снаряда регулируется с помощью изменения давления и объема воздуха.
Скорость перемещаемого снаряда измеряют на выходе из ствола прибором для измерения скорости, например бесконтактным датчиком или фотоэлементом.
Приложение D
(обязательное)
Испытание торможения
D.1 Условия для всех испытаний:
a) сборка станка должна соответствовать указаниям изготовителя (например, натяжение ремня);
b) при выборе числа оборотов и полотен ленточной пилы следует выбирать такие условия, при которых достигается наибольшая кинетическая энергия для данной конструкции станка;
c) перед началом проверки станок должен прогреваться в течение минимум 15 мин при работе на холостом ходу;
d) необходимо удостовериться в том, что фактическое число оборотов приведенного в действие шкива ленточной пилы не превышает ±10% от номинального числа оборотов.
D.2 Испытания
D.2.1 Время выбега без торможения
Время выбега без торможения должно быть замерено следующим образом:
a) включить двигатель приводного шкива ленточной пилы и использовать определенное время для набора номинального числа оборотов;
b) отключить двигатель приводного шкива ленточной пилы и измерить время выбега без торможения; приводной двигатель должен быть в покое минимум 10 с;
c) повторить этапы по перечислениям а) и b) не менее двух раз.
Время выбега без торможения определяют как среднее арифметическое значение из трех произведенных измерений.
D.2.2 Время разбега
Время разбега должно быть измерено следующим образом:
a) включить двигатель приводного шкива ленточной пилы и измерить время разбега;
b) отсоединить энергоснабжение двигателя приводного шкива ленточной пилы дождаться полной остановки шкива ленточной пилы; приводной двигатель должен находиться в покое минимум 10 с;
c) повторить этапы не менее двух раз по перечислениям а) и b).
Время разбега определяют как среднее арифметическое значение из трех произведенных измерений.
D.2.3 Время выбега с торможением
Время выбега с торможением измеряют следующим образом:
a) останавливают вращение приводного шкива ленточной пилы. Время выбега с торможением исчисляют от приведения в действие органов управления остановкой до остановки вращения приводного шкива ленточной пилы;
b) повторный пуск приводного шкива ленточной пилы производят спустя 60 мин или через (Р/7,5) мин [Р - номинальное (расчетное) значение мощности двигателя, кВт], в зависимости от того, какое значение меньше, но не менее 1 мин;
c) холостой ход в течение 60 мин или более (Р/7,5) мин (Р - номинальное значение мощности двигателя, кВт), в зависимости от того, какое значение меньше, но не менее 1 мин.
Для станков с мощностью двигателя не более 7,5 кВт повторяют указанный цикл [этапы по перечислениям а)-в)] десять раз, результатом служит среднее арифметическое значение десяти измерений.
Для станков с мощностью двигателя более 7,5 кВт указанный цикл [этапы по перечислениям а)-с)] повторяют три раза и в качестве результата принимают наибольшее значение из трех измерений.
Приложение ДА
(справочное)
Перечень действующих межгосударственных стандартов, касающихся станков
В настоящем приложении приведен действующий межгосударственный стандарт для данного вида станков:
- ГОСТ 12.2.026.0-2016* Оборудование деревообрабатывающее. Требования безопасности к конструкции (раздел 5, пункт 5.3).
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 12.2.026.0-2015. - .
Приложение ДБ
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского стандарта
Таблица ДБ.1
Структура настоящего стандарта | Структура европейского стандарта EN 1807-2:2013 |
1 Область применения | 1 Область применения |
2 Нормативные ссылки | 2 Нормативные ссылки |
3 Термины и определения | 3 Термины и определения |
4 Основные части станков | 3.2 Наименования* |
5 Перечень существенных опасностей | 4 Перечень существенных опасностей |
6 Требования безопасности и/или защитные меры | 5 Требования безопасности и/или защитные меры |
** | 6 Информация для пользователя |
Приложение А Испытание регулируемого разъемного защитного устройства над зоной резания полотна ленточной пилы | Приложение А Испытание регулируемого разъемного защитного устройства над зоной резания полотна ленточной пилы |
Приложение В Производственные условия для измерения шума | Приложение В Производственные условия для измерения шума |
Приложение C Метод испытания разъемных защитных устройств на ударную прочность | Приложение C Метод испытания разъемных защитных устройств на ударную прочность |
Приложение D Испытание торможения | Приложение D Испытание торможения |
Приложение ДA Перечень действующих межгосударственных стандартов, касающихся станков | - |
Приложение ДБ Сопоставление структуры настоящего стандарта со структурой примененного в нем европейского стандарта | - |
Приложение ДB Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте | - |
* Настоящий подраздел изложен в качестве отдельного раздела 4. | |
Приложение ДВ
(обязательное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте
Таблица ДВ.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
ГОСТ ИСО 230-5-2002 | IDT | ISO 230-5:2000 "Нормы и правила испытаний металлорежущих станков. Часть 5. Определение уровня шума" |
ГОСТ EN 1807-1-2015 | IDT | ГОСТ EN 1807-1-2015 "Безопасность деревообрабатывающих станков. Станки ленточнопильные. Часть 1. Станки ленточнопильные со столом и ленточнопильные делительные" |
ГОСТ ISO 1940-1-2007 | IDT | ISO 1940-1:2007 "Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса" |
ГОСТ ISO 12100-2013 | IDT | ISO 12100:2013 "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
ГОСТ ISO 13849-1-2014 | IDT | ISO 13849-1:2014 "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: | ||
Библиография
[1] | Директивы 2006/42/EC | О безопасности машин и оборудования (Machinery Directive) |
[2] | ЕН 1088:1995 | Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора |
(EN 1088:1995 +A2:2008) | (Safety of machinery. Interlocking devices associated with guards. Principles for design and selection) | |
[3] | МЭК 60204-1-2007 | Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования |
(IEC 60204-1:2007) | (Safety of machinery - Electrical equipment of machines - Part 1: General requirements) | |
[4] | ИСО 7960:1995 | Шум станков, передаваемый по воздуху. Условия эксплуатации для деревообрабатывающих станков |
(ISO 7960:1995) | (Airborne noise emitted by machine tools - Operating conditions for woodworking machines) |
УДК 621.9.02-434.5:006.354 | МКС 13.110 | ОКП 38 33113 | MOD |
79.120.10 | |||
Ключевые слова: безопасность станков, деревообрабатывающие станки, ленточнопильные станки, ленточные пилы, определения, требования безопасности, меры защиты, механические опасности, опасные зоны, применение, информация, маркировка, технические предупреждения | |||
Электронный текст документа
и сверен по:
, 2020
{kind=link}