ГОСТ EN 12417-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность металлообрабатывающих станков
ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ
Safety of machine tools. Machining centres
МКС 13.110, 25.080.20
ОКП 38 1000
Дата введения 2018-07-01
Предисловие
Цели, принципы и порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе официального перевода на русский язык немецкоязычной версии указанного в п.5 стандарта, который выполнен Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 августа 2016 г. N 90-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 июня 2017 г. N 592-ст международный стандарт ГОСТ EN 12417-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 12417:2001+А2:2009* "Безопасность металлообрабатывающих станков. Центры обрабатывающие" ("Werkzeugmaschinen - Sicherheit - Bearbeitungszentren", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский региональный стандарт разработан техническим комитетом по стандартизации CEN/TK 143 "Станки. Безопасность".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае, пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт является стандартом типа "С" в соответствии с ISO 12100.
Если требования этого стандарта отличаются от тех, которые даны в стандартах типа А или В, предпочтение имеют требования настоящего стандарта.
Обрабатывающие центры создают широкую область опасностей, угрожающих жизни или здоровью, не в последнюю очередь из-за многостороннего использования станков с вращающимся инструментом и заготовок, закрепляемых для общей холодной обработки металлов резанием.
Особую важность представляет защита обслуживающего и прочего персонала от контакта с движущимся режущим инструментом, от попадания между инструментальным магазином и шпинделем во время смены механического инструмента при высоком числе оборотов шпинделя, а также от быстро движущихся заготовок.
Если предусматриваются механические устройства для транспортировки заготовки, то и они могут привести к опасной ситуации при загрузке/выгрузке, а также при установке и обработке этой заготовки.
Полное закрытие рабочей зоны посредством изолирующего защитного устройства выполнимо только на маленьких станках.
На больших станках, применяемых для обработки заготовок с широким диапазоном форм, персонал необходимо защищать другими средствами (например, ограждениями, защиты рабочего места устройствами иного принципа действия).
Подвесные пульты управления дают персоналу, обслуживающему большие станки, возможность, продвигаясь вокруг станка, наблюдать рабочую зону, загрузку, установку, зажим, обработку резанием, выгрузку, ведя за собой подвесной пульт управления.
Установленные настоящим стандартом существенные опасности приведены в разделе 4. Требования безопасности и/или защитные меры для устранения или минимизации этих опасностей содержатся в таблице 1; методы испытания на соответствие этим требованиям или мерам описаны в разделе 5.
Рисунки в приложении С являются только примерами и не должны рассматриваться как единственно возможное толкование.
1 Область применения
1.1 Настоящий стандарт устанавливает технические требования безопасности и меры защиты, которые должны соблюдаться теми, кто занимается проектированием, созданием, а также непосредственно эксплуатацией обрабатывающих центров, включая их установку, демонтаж и мероприятия по транспортировке и техническому обслуживанию (см. 3.1).
1.2 Настоящий стандарт рассматривает применение станка по назначению, но включает и предсказуемое неправильное применение, техническое обслуживание, очистку и процессы наладки и настройки. В стандарте предусматривается подход к станку с любой стороны. Описаны средства минимизации рисков, как для обслуживающего, так и для прочего персонала, подвергающегося опасности.
1.3 Настоящий стандарт касается также устройств транспортировки заготовки, если они являются встроенной частью станка.
1.4 Настоящий стандарт рассматривает существенные опасности от обрабатывающих центров при их использовании по назначению в условиях, предусмотренных изготовителем (см. раздел 4).
1.5 Опасности, проистекающие от других способов обработки (например, шлифования, точения, формовки, электроэрозии, обработки лазером), отражены в других стандартах (см. [1]-[22]).
1.6 Настоящий стандарт распространяется на станки, изготовленные после даты его издания.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты*, обязательные для применения. При недатированных ссылках действительно последнее издание приведенного стандарта, включая все его изменения.
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 349:1993+А1:2008 Sicherheit von Maschinen - ![]() zur Vermeidung des Quetschens von
zur Vermeidung des Quetschens von ![]()
(Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела;
EN 349:1993+А1:2008 Safety of machinery - Minimum gaps to avoid crushing of parts of the human body)
EN 547-1:1996+A1:2008 Sicherheit von Maschinen - ![]() des Menschen - Teil 1: Grundlagen zur Bestim-mung von Abmessungen
des Menschen - Teil 1: Grundlagen zur Bestim-mung von Abmessungen
![]() an
an ![]()
(Безопасность машин. Антропометрические размеры человека. Часть 1. Принципы измерений с учетом антропометрических данных для размещения на рабочем месте всего тела;
EN 547-1:1996+А1:2008, Safety of machinery - Human body measurement - Part 1: Principles for determining the dimenshions required for access for whole body access into machinery)
EN 547-2:1996+A1:2008 Sicherheit von Maschinen - ![]() des Menschen - Teil 2: Grundlagen zur Bemes-sung von
des Menschen - Teil 2: Grundlagen zur Bemes-sung von ![]()
(Безопасность машин. Антропометрические размеры человека. Часть 2. Принципы для определения размеров с учетом входных отверстий;
EN 547-2:1996+А1:2008 Safety of machinery - Human body measurement - Part 2: Principles for determining the dimenshions required for access openings)
EN 547-3:1996+A1:2008, Sicherheit von Maschinen - ![]() des Menschen - Teil 3:
des Menschen - Teil 3: ![]()
(Безопасность машин. Размеры тела человека. Часть 3. Антропометрические данные;
EN 547-3:1996+А1:2008, Safety of machinery - Human body measurements - Part 3: Anthropometric data)
EN 574:1996+A1:2008, Sicherheit von Maschinen - Zweihandschaltungen - Funktionelle Aspekte - ![]()
(Безопасность машин. Двуручное управляющее устройство. Функциональные аспекты. Принципы проектирования;
EN 574:1996+А1:2008, Safety of machinery - Two-hand control devices - Functional aspects; principles for design)
EN 614-1 Sicherheit von Maschinen - Ergonomische ![]() - Teil 1: Begriffe und allgemeine
- Teil 1: Begriffe und allgemeine ![]()
(Безопасность машин. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы;
EN 614-1, Safety of machinery - Ergonomic principles - Part 1: Terminology, definitions and general principles)
EN 614-2 Sicherheit von Maschinen - Ergonomische ![]() - Teil 2: Wechselwirkungen zwischen der Gestaltung von Maschinen und den Arbeitsaufgaben
- Teil 2: Wechselwirkungen zwischen der Gestaltung von Maschinen und den Arbeitsaufgaben
(Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами;
EN 614, Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks)
EN 626-1:1994, Sicherheit von Maschinen - Reduzierung des Gesundheitsrisikos durch Gefahrstoffe, die von Maschinen ausgehen
(Безопасность машин. Снижение риска для здоровья, вызываемого вредными веществами, выделяемыми машинами;
EN 626-1:1994 Safety of machinery - Reduction of risks to health from hazardous substances emitted bymachinery - Part 1: Principles and specifications for machinery manufacturers)
EN 894-1:1997+A1:2008 Sicherheit von Maschinen - Ergonomische Anforderungen die Gestaltung von Anzeigen und Stellteilen-Teil 1: Allgemeine
![]()
Benutzer-lnteraktion mitAnzeigen und Stellteilen
(Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления;
EN 894-1:1997+А1:2008 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators)
EN 894-2 Sicherheit von Maschinen - Ergonomische Anforderungen an die Gestaltung von Anzeigen und Stellteilen - Teil 2: Anzeigen
(Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 2. Дисплеи;
EN 894-2 Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators)
EN 894-3:2000+A1:2008 Sicherheit von Maschinen - Ergonomische Anforderungen an die Gestaltung von Indikatoren und ![]() - Teil 3: Bedienelemente
- Teil 3: Bedienelemente
(Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления;
EN 894-3:2000+А1:2008 Safety of machinery. Ergonomics requirements for the design of displays and control actuators. Part 3. Control actuators)
EN 953:1997+A2:2009 Sicherheit von Maschinen - Trennenden Schutzeinrichtungen - Allgemeine Anforderungen an Gestaltung und Bau von feststehenden und beweglichen trennenden Schutzeinrichtungen
(Безопасность машин. Защитные ограждения. Общие требования по конструированию и изготовлению неподвижных и перемещаемых ограждений;
EN 953:1997+A1:2009 Safety of machinery - Guards - General requirements forthe design and construction of fixed and movable guards)
EN 999 Sicherheit von Maschinen - Anordnung von Schutzeinrichtungen im Hinblick auf ![]() von
von ![]()
(Безопасность машин. Расположение защитного оборудования с учетом скорости приближения к частям тела человека;
EN 999 Safety of machinery - The positioning of protective equipment in respect of approach speed of parts of the human body)
EN 1005-1:2001+A1:2008 Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 1: Begriffe
Leistung - Teil 1: Begriffe
(Безопасность машин. Физические возможности человека. Часть 1. Термины и определения;
EN 1005-1:2001+А1:2008 Safety of machinery - Human physical performance - Part 1: Terms and definitions)
EN 1005-2:2003+A1:2008 Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 2: Manuelle Hand-habung von
Leistung - Teil 2: Manuelle Hand-habung von ![]() in Verbindung mit Maschinen
in Verbindung mit Maschinen
(Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами;
EN 1005-2:2003+А1:2008 Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery)
EN 1005-3:2002+A1:2008 Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 3: Empfohlene Kraftgrenzen
Leistung - Teil 3: Empfohlene Kraftgrenzen
![]()
(Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах;
EN 1005-3:2002+А1:2008 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation)
EN 1037:1995+A1:2008 Sicherheit von Maschinen - Vermeidung von unerwartetem Anlauf
(Безопасность машин. Предотвращение неожиданного повторного пуска;
EN 1037:1995+А1:2008 Safety of machinery - Prevention of unexpected start-up)
EN 1088:1995 Sicherheit von Maschinen - Verriegelungseinrichtungen in Verbindung mit trennenden Schutzeinrichtungen - ![]()
Gestaltung und Auswahl
(Безопасность машин. Защитные ограждения с устройствами блокировки. Основные положения по конструированию и выбору;
EN 1088:1995 Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EN 1127-1 ![]() - Explosionsschutz - Teil 1: Grundlagen und Methodik
- Explosionsschutz - Teil 1: Grundlagen und Methodik
(Взрывоопасные среды. Предотвращение взрыва и защита. Часть 1. Основные понятия и методология;
EN 1127-1 Explosive atmospheres - Explosion prevention and protection - Part 1: Basic concepts and methodology)
EN 1760-1:1997 Sicherheit von Maschinen - Druckempfindliche Schutzeinrichtungen - Teil 1: Allgemeine ![]()
die Gestaltung und
![]() von Schaltmatten und Schaltplatten
von Schaltmatten und Schaltplatten
(Безопасность машин. Защитные устройства с реакцией на давление. Часть 1. Общие положения по конструированию и испытанию электроковриков и панелей переключения;
EN 1760-1:1997 Safety of machinery. Pressure sensitive protective devices. General principles for the design and testing of pressure sensitive mats and pressure sensitive floors)
EN 1837 Sicherheit von Maschinen - Maschinenintegrierte Beleuchtung
(Безопасность машин. Встроенное освещение машин;
EN 1837:1999 Safety of machinery - Integral lighting of machines)
EN 13478 Sicherheit von Maschinen - Brandschutz
(Безопасность машин. Противопожарная защита;
EN 13478 Safety of machinery. Fire prevention and protection)
EN 50081-2 Elektromagnetische ![]() (EMV) - Fachgrundnorm
(EMV) - Fachgrundnorm ![]() - Teil 2: Industriebereich
- Teil 2: Industriebereich
(Электромагнитная совместимость (ЭМС). Отраслевые нормативы на излучение помех. Часть 2. Сфера производства;
EN 50081-2 Electromagnetic compatibility. Generic emission standard. Industrial environment)
EN 60204-1 Sicherheit von Maschinen - Elektrische ![]() von Maschinen - Teil 1: Allgemeine Anforderungen
von Maschinen - Teil 1: Allgemeine Anforderungen
(Безопасность машин. Электрооборудование машин. Часть 1. Общие требования;
EN 60204-1 Safety of machinery - Electrical equipment of machines - Part 1: General requirements)
EN 60529 Schutzarten durch Gehause (IP-Code)
[EN 60529 Степени защиты, обеспечиваемые корпусами (Код IP);
EN 60529 Degrees of protection provided by enclosures (IP code)]
EN 60825-1 Sicherheit von Laser-Einrichtungen - Teil 1: Klassifizierung von Anlagen Anforderungen und Benutzer-Richtlinien
(Безопасность лазерных устройств. Часть 1. Классификация аппаратуры, требования и руководство пользователя;
EN 60825-1 Safety of laser products - Part 1: Equipment classification, requirements and user's guide)
EN 61000-6-2 Elektromagnetische ![]() (EMV)-Teil 6-2: Fachgrundnormen-
(EMV)-Teil 6-2: Fachgrundnormen-![]() - Industriebereich
- Industriebereich
(Электромагнитная совместимость. Часть 6-2. Общие стандарты. Помехоустойчивость к промышленной окружающей среде;
EN 61000-6-2 Electromagnetic compatibility (EMC) - Part 6-2: Generic standards - Immunity for industrial environments)
EN 61496-1 Sicherheit von Maschinen - ![]() wirkende Schutzeinrichtungen - Teil 1: Allgemeine Anforderungen und
wirkende Schutzeinrichtungen - Teil 1: Allgemeine Anforderungen und ![]() (Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания)
(Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания)
EN 61496-2 Sicherheit von Maschinen - Электрочувствительные Schutzeinrichtungen - Teil 2: Weitere Anforderungen an die ![]() , die aktive optoelektronische Schutzeinrichtungen (AOPD)
, die aktive optoelektronische Schutzeinrichtungen (AOPD)
[EN 61496-2 Безопасность машин. Электрочувствительные защитные устройства. Часть 2. Дополнительные требования к устройствам, использующим активные оптоэлектронные защитные устройства (AOPD)
EN 61496-2 Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirement using for equipment using active optoelectronic protective devices (AOPDs)]
EN ISO 3744 Akustik - Bestimmung der Schallleistungs-und Schallenergiepegel von Ggerauschquelle aus Schalldruckmessungen - Hullflachtnverfahren der Genauigkeitskiasse 2 fur ein im Wesentlichen freies Schallfeid ubereiner reflektierenden Ebene (ISO 3744)
[Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в условиях свободного звукового поля над звукоотражающей плоскостью (ISO 3744);
EN ISO 3744 Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744)]
EN ISO 3746 Akustik - Bestimmung der Schallleistungspegel von ![]() aus Schalldruckmessungen -
aus Schalldruckmessungen - ![]() der Genauigkeitskiasse 3
der Genauigkeitskiasse 3 einer reflektierenden Ebene
(Акустика. Определение уровня звуковой мощности источников шума с применением звукового давления. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения;
EN ISO 3746 Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane)
EN ISO 4413 Hydraulics - Allgemeine Regeln und Sicherheitssysteme und deren Komponenten
(Гидравлика. Общие правила и требования безопасности систем и их компонентов;
EN ISO 4413 Pneumaticfluid power-General rules and safety requirements forsystems and theircomponents)
EN ISO 4414 Pneumatics - Allgemeine Regeln und Sicherheitssysteme und deren Komponenten
(Пневматика. Общие правила и требования безопасности систем и их компонентов;
EN ISO 4414 Hydraulic fluid power. General rules and safety requirements for systems and their components)
EN ISO 4871 Akustik - Angabe und Nachpriifung von Gerauschemissionswerten von Maschinen und ![]()
(Акустика. Определение и проверка шума машин и оборудования;
EN ISO 4871 Acoustics - Determination and verification of noise emission values of machinery and equipment)
EN ISO 9614-1:1995 Akustik - Bestimmung der Schallleistungspegel von ![]() aus
aus ![]() -Teil 1: Messungen an diskreten Punkten
-Teil 1: Messungen an diskreten Punkten
(Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерения в отдельных точках;
EN ISO 9614-1:1995 Acoustics. Determination of sound power levels of noise sources using sound intensity - Part 1: Measurements at discrete points)
EN ISO 11202, Akustik - ![]() von Maschinen und
von Maschinen und ![]() - Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren der Genauigkeitsklasse 3
- Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren der Genauigkeitsklasse 3 Messungen unter Einsatzbedingungen
(Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте;
EN ISO 11202 Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections)
EN ISO 11204:1995 Akustik - ![]() von Maschinen und
von Maschinen und ![]() - Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren mit Umgebungskorrekturen
- Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren mit Umgebungskorrekturen
(Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод с коррекцией на окружающую среду;
EN ISO 11204:1995 Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions - Method requiring environmental corrections)
EN ISO 11688-1 Akustik - Richtlinien fur die Ggestaltung larmarmer Maschinen und gerate - Teil 1: Planung (ISO/TR 11688-1:1995)
(Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ISO/TR 11688-1:1995);
EN ISO 11688 Akustik - Richtlinien fur die Ggestaltung larmarmer Maschinen und gerate - Teil 1 Planung)
EN ISO 12100 Sicherheit von Maschinen. Allgemeine ![]()
die Berechnung - Risikobewertung und Risikominderung
(Безопасность машин. Общие принципы расчета. Оценка рисков и снижение рисков;
EN ISO 12100 Safety of machinery - General principles for design - Risk assessment and risk reduction)
EN ISO 13849-1:2006 Sicherheit von Maschinen - Sicherheitsbezogene Teile von Steuerungen - Teil 1: Allgemeine Gestaltungsleitsatze
(Безопасность машин. Детали систем управления, обеспечивающие безопасность. Часть 1. Основные принципы конструкции;
EN ISO 13849-1:2006 Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design)
EN ISO 13857:2008 Sicherheit von Maschinen. ![]() zum verhindern des Zugriffs der oberen und unteren
zum verhindern des Zugriffs der oberen und unteren ![]() in die
in die ![]() Zone
Zone
(Безопасность машин. Безопасные расстояния для предотвращения доступа верхних и нижних конечностей в опасные зоны;
EN ISO 13857:2008 Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs)
EN ISO 14122-2:2001 Sicherheit von Maschinen - Ortsfeste ![]() zu Maschinen und industrielle Anlagen -Teil 2:
zu Maschinen und industrielle Anlagen -Teil 2: ![]() und Laufstege
und Laufstege
(Безопасность машин. Постоянные средства доступа к машинам. Часть 2. Рабочие платформы и мостики;
EN ISO 14122-2:2001 Safety of machinery - Permanent means of access to machinery - Part 2: Working platforms and walkways)
EN ISO 14122-3:2001 Sicherheit von Maschinen - Ortsfeste ![]() zu Maschinen und industrielle Anlagen -Teil 3: Treppen, Treppenleitern
zu Maschinen und industrielle Anlagen -Teil 3: Treppen, Treppenleitern ![]()
(Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Трапы, приставные лестницы и перила;
EN ISO 14122-3:2001 Safety of machinery - Permanent means of access to machinery - Part 3: Stairs, stepladders and gand-rails)
EN ISO 15641 ![]()
die Hochgeschwindigkeitsbearbeitung - Sicherheitstechnische Anforderungen
(Фрезы для высокоскоростной обработки. Требования техники безопасности;
EN ISO 15641 Milling cutters for high speed machining - Safety requirements)
ISO/TR 11688-2:1998 Akustik - Richtlinien die Gestaltung
![]() Maschinen und
Maschinen und ![]() - Teil 2: Einfuhrung in die Physik der
- Teil 2: Einfuhrung in die Physik der ![]() durch konstruktive
durch konstruktive ![]()
(Акустика. Рекомендуемая практика проектирования малошумных машин и оборудования. Часть 2. Введение в физику проектирования с уменьшенным уровнем звука;
ISO/TR 11688-2:1998 Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1. Planning).
3 Термины и определения
В настоящем стандарте используются термины и определения по EN ISO 12100, а также следующие термины с соответствующими определениями:
3.1 обрабатывающий центр (machining centre*, Bearbeitungszentrum**): Станок с числовым программным управлением, как правило, с горизонтальным или вертикальным расположением шпинделя, на котором можно выполнять два или более видов обработки (например, фрезерование, сверление, расточку), снабженный устройствами, позволяющими производить автоматическую смену инструмента из магазина при помощи устройства автоматической смены инструмента в соответствии с программой обработки. Такие станки могут быть оборудованы устройствами и для ручного управления.
________________
* en.
** de.
3.2 числовое программное управление (numerical control, computerised nuermical control NC, CNC*, numerische Steuerung**): Автоматическое управление процессом при помощи устройства, использующего введенные числовые данные (см. ISO 2806, 2.1.1).
________________
* en.
** de.
3.3 рабочая зона (work zone*, Arbeitsbereich**): Помещение, в котором имеет место процесс обработки.
________________
* en.
** de.
3.4 устройство загрузки/выгрузки (loading/unloading arrangement*, ![]() ,
, ![]() **): Соединенный со станком механизм, при помощи которого загруженная в специальное устройство заготовка подводится к позиции обработки (например, устройство смены паллет или поддон для транспортировки штучных грузов - см. приложение С, рисунки С.1, С.2, С.3 и С.4).
**): Соединенный со станком механизм, при помощи которого загруженная в специальное устройство заготовка подводится к позиции обработки (например, устройство смены паллет или поддон для транспортировки штучных грузов - см. приложение С, рисунки С.1, С.2, С.3 и С.4).
________________
* en.
** de.
3.5 электронный переключатель (маховичок) (electronic handwheel*, elektronisches Handrad**): Используемое вручную устройство, поворотом которого подается входной импульс, осуществляющий запуск и направление осевого перемещения.
________________
* en.
** de.
4 Перечень существенных опасностей
4.1 В таблице 1 приведен перечень существенных опасностей (в соответствии с EN ISO 12100), полученный в результате распознавания опасностей и оценки рисков для широкого диапазона фрезерных и сверлильно-фрезерных станков, подпадающих под действие настоящего стандарта Требования безопасности, меры защиты и указания для пользователя, содержащиеся в разделах 5 и 7, базируются на оценке рисков и относятся к тем распознанным опасностям, для которых они либо полностью устраняют, либо снижают воздействие риска.
4.2 Риск оценивается как для предусмотренного доступа к станку со всех сторон, так и для неожиданного пуска. Поскольку доступ в опасную зону может потребоваться как обслуживающему, так и прочему персоналу, риски распознаются с учетом тех опасностей, которые могут возникнуть при различных условиях на протяжении жизненного цикла станка (например, при вводе в эксплуатацию, наладке, производстве, техническом обслуживании, ремонте, выводе из эксплуатации). Оценка включает анализ воздействия неполадок в системе управления.
4.3 Дополнительно пользователь настоящего стандарта (конструктор, изготовитель, поставщик) должен подтверждать, что оценка риска полностью соответствует рассматриваемому станку при учете следующих факторов:
- использования станка по назначению, включая техническое обслуживание, наладку и очистку, а также обоснованно предсказуемое неправильное использование,
- распознавания связанных с этим станком существенных опасностей.
Таблица 1 - Перечень существенных опасностей и основных источников этих опасностей применительно к обрабатывающим центрам
Описание | Пример соответствующей опасной ситуации | Действия по назначению | Соответствующая опасная зона | Ссылка на раздел 5 (таблица 2) | |
1 | Механические опасности | ||||
1.1 | Сдавливание | Крепление | Загрузка, обработка, выгрузка | Между заготовкой и зажимом | 1.4 |
Перемещение при автоматической смене инструмента | Механическая смена инструмента | Зона между инструментальным магазином и шпинделем | 1.3 | ||
Перемещение | Техническое обслуживание | Внутри ямы | 1.7 | ||
Перемещение рабочей площадки | Обработка, техническое обслуживание | На станке или вблизи него | 1.8 | ||
1.2 | Порез | Перемещение осей | Загрузка заготовки вручную | Между инструментом и шпинделем или столом и заготовкой | 1.1.6.3, |
1.3 | Отрезание или разрезание | Стружка, вращающийся шпиндель или инструмент | Вращающийся | Вблизи шпинделя или инструмента | 1.1-1.1.6.4 |
1.4 | Захват или запутывание | Перемещение при автоматической смене инструмента | Механическая смена инструмента | Габариты перемещения устройства автоматической смены инструмента между шпинделем и инструментальным магазином | 1.3 |
Удаление стружки | Механическое удаление стружки | Зона сбора и удаления стружки | 1.5 | ||
1.5 | Затягивание или улавливание | Быстрый ход стола или передней бабки | Механическое перемещение заготовки со столом или инструмента в шпинделе | Площадь заготовки на столе при осевом перемещении; зона перемещения инструмента в шпиндельной головке | 1.1 |
1.5 | Затягивание или улавливание | Вращающийся | Техническое | Внутри станка или вокруг него | 1.6 |
1.6 | Удар | Вращающийся инструмент | Вращающийся | Вблизи шпинделя или инструмента | 1.1-1.1.6.4 |
Автоматическая смена инструмента | Механическая смена инструмента | Зона перемещения при смене инструмента | 1.3 | ||
Автоматическая загрузка/ выгрузка заготовки | Механическая | Зона перемещения заготовки и транспортного средства | 1.4 | ||
1.7 | Прокол, укол | Вращающийся инструмент (особенно эксцентрический) | Вращающийся | Вблизи шпинделя или инструмента | 1.1-1.1.6.4 |
Перемещение при автоматической смене инструмента | Механическая смена инструмента | Пространство между инструментальным магазином и шпинделем | 1.3 | ||
Ручное обращение с инструментом | Смена инструмента или загрузка магазина вручную | У острой режущей кромки | 7 | ||
Ручное обращение со стружкой | При загрузке/ выгрузке и очистке | У заготовки, у стола и в зоне сбора и удаления стружки | 7 | ||
2 | Электрические опасности | ||||
2.1 | Прямой контакт человека с частями, находящимися под напряжением | Контакт с токоведущими частями или соединениями | Во время пуска, обслуживания, устранения неисправностей | Электрораспределительный шкаф, коробки отключения, пульт управления на станке | 2.1 |
2.2 | Контакт человека с частями, попавшими под напряжение из-за аварии | Контакт с токоведущими частями или соединениями | Процесс обработки, осмотр, обслуживание станка | На станке или на его неисправных частях | 2.2 |
4 | Опасности, вызванные шумом | ||||
4.1 | Потеря слуха (глухота), иной физиологический ущерб (например, нарушение равновесия, снижение внимания) | Перемещение элементов, передающих усилие, процесс резания и работа гидросистемы | Производственный цикл станка | Поблизости от станка | 4 |
4.2 | Помехи разговорной связи и звуковым сигналам | Воздушная струя для очистки инструмента или места крепления заготовки | Производственный цикл станка | Поблизости от станка | 4 |
6 | Опасности, вызванные излучением | ||||
6.5 | Лазер | Длительное нахождение напротив прямого или отраженного лазерного излучения | Работы по обслуживанию лазерных измерительных систем | Внутри станка | 6.5 |
7 | Опасности от обрабатываемых и прочих используемых материалов | ||||
7.1 | Касание или вдыхание вредных жидкостей, газов, аэрозолей, дыма и пыли | Выброс вблизи станка частиц обрабатываемого материала, капель жидкости или смазочно-охлаждающих аэрозолей | Производственный цикл станка | Поблизости от станка | 7.1 |
7.2 | Опасность возгорания или взрыва | Огнеопасные обрабатываемые и смазочно- | Производственный цикл станка | На станке или вблизи него | 7.2 |
7.3 | Биологические или микроби- | Контакт с гидравлической или смазочно-охлаждающей жидкостью, аэрозолями, осадками, где могут содержаться бактерии, вирусы | Наблюдение за производственным процессом, техническое обслуживание станка | На станке или вблизи него | 7.3 |
8 | Опасности, вызванные пренебрежением эргономическими принципами при конструировании формы станка | ||||
8.1 | Неудобная поза или чрезмерные (повторяемые) нагрузки и напряжения | Подъем и установка вручную заготовок, инструмента и частей станка | Погрузка/выгрузка, наблюдение за производственным процессом, техобслуживание | В местах погрузки/ выгрузки, приема инструмента и обслуживания | 8.1 |
8.2 | Недостаточный учет анатомии верхних и нижних конечностей | Нецелесообразное расположение элементов управления | Погрузка/выгрузка, наблюдение за производственным процессом, техническое обслуживание | В местах погрузки/ выгрузки, приема инструмента и обслуживания | 8.2 |
8.4 | Недостаточное местное освещение | Снижение профессионализма и точности при ручной обработке, установке инструмента и заготовки | Погрузка/выгрузка, наблюдение за производственным процессом, ручное обращение с инструментом | В местах погрузки/ выгрузки и приема инструмента | 8.4 |
8.6 | Человеческий | Непредсказуемое злоупотребление; не преднамеренный пуск элементов управления, плохое владение инструментом, неверная наладка и материал | Погрузка/выгрузка, наблюдение за производственным процессом, при ручном обращении с инструментом | В местах погрузки/ выгрузки; приема инструмента | 8.6 |
8.7 | Неудачная форма, расположение и обозначение элементов ручного управления | Непреднамеренный пуск элементов ручного управления | Наладка, производственный цикл | На станке или вблизи него | 8.7 |
8.8 | Неудачная форма или расположение визуальных оповещений | Ложная интерпретация представленной информации | Наладка, производственный цикл | На станке или вблизи него | 8.8 |
10 | Неожиданный пуск, пробег или чрезмерное число оборотов | ||||
10.1 | Отказ/повреж- | Механические опасности в связи с определенными движениями станка | Наладка, настройка, очистка | На станке | 10.1 |
10.2 | Возобновление подачи энергии после поломки | Неожиданные движения станка | Наладка, настройка, очистка; техобслуживание | На станке или вблизи него | 10.2 |
10.3 | Внешнее воздействие на электро- | Непредусмотренное поведение электронной системы управления из-за магнитных помех | Наладка, настройка, очистка, техобслуживание | На станке или вблизи него | 10.3 |
13 | Отказ системы энергоснабжения | Отказ системы управления с последующим действием остаточных сил. Выход из строя зажима заготовки, переключателя числа оборотов. Вредоносные движения частей станка под действием остаточных сил (инерции, тяжести, электроэнергии) | Наблюдение за производственным процессом, техническое обслуживание | На станке | 13 |
14 | Отказ системы управления | Неожиданный пуск станка | Наладка, настройка, очистка, техобслуживание | На станке или вблизи него | 14 |
15 | Неправильный монтаж станка | Отказ или неожиданные колебания | Наладка, настройка, очистка, техобслуживание | На станке | 15 |
17 | Опасности из-за выпадающих или выбрасываемых предметов или жидкостей | Выброс частей станка, заготовок, или инструмента, из-за отказа зажимных устройств, системы управления, из-за ошибочных данных | Во время производственного цикла станка | На станке или вблизи него | 1.2.6, 17 |
18 | Потеря устойчивости, опрокидывание станка | Наклон или падение незакрепленного станка или его частей, находящихся на позиции только под действием силы тяжести | Загрузка/выгрузка тяжелых или громоздких заготовок, наблюдение за процессом обработки, техобслуживание | На станке | 18 |
19 | Опасности из-за возможности человека поскользнуться, споткнуться, свалиться | Выброс или вытекание смазочных или смазочно-охлаждающих средств и гидравлических жидкостей, работа на высоте | Загрузка/выгрузка заготовки, наладка/ настройка, наблюдение за процессом обработки, заполнением жидкости (например, смазки), техобслуживание, работа на высоте | Стол станка, зона пола вокруг станка и заготовки; стационарные подходы к станку | 19 |
| |||||
5 Требования безопасности и/или меры защиты
5.1 Общие требования
Обрабатывающие центры должны соответствовать требованиям безопасности и мерам защиты, установленным в данном разделе.
Дополнительно при создании таких станков должны быть учтены основные положения EN ISO 12100, касающиеся соответствующих несущественных опасностей, которые в настоящем стандарте не рассматриваются.
5.2 Особые требования
Таблица 2 - Перечень требований безопасности и мер защиты. Способ установления соответствия между ними
Примечание - Нумерация опасностей, данная в этой таблице, соответствует таблице 1, следовательно, отсутствующие номера отнесены к несущественным опасностям.
Опасности | Требования безопасности и защитные меры | Способ установления соответствия | ||
1 Механические опасности | 1.1 Рабочая зона | |||
1.1.1 Основное защитное оборудование | Визуальный контроль | |||
1.1.2 Стратегия защиты | ||||
1.1.2.1 Общие положения | Визуальный | |||
1.1.2.2 Кожух | Визуальный контроль и проверка чертежей | |||
1.1.2.3 Альтернатива кожуху | Визуальный | |||
Если из-за конфигурации станка или иных производственных надобностей кабину установить невозможно, тогда доступ к рабочему месту должен исключать недопустимое приближение к опасной зоне. Если при наличии кабины для обслуживания станка требуется доступ в рабочую зону, например, для наладки или наблюдения за процессом, конструкция кабины должна обеспечивать безопасный проход из кабины через регулируемые перемещающиеся ограждения. Такого же эффекта можно достигнуть, если есть возможность забрать с собой из кабины средство ручного управления. Работа станка в режиме "1" (автоматическом) не может быть продолжена, когда устройство ручного управления снова окажется в кабине. Всякое иное механическое движение станка станет возможным только путем подбора соответствующего режима работы (о режимах работы см. ниже). | Визуальный | |||
1.1.3 Различные рабочие зоны | Визуальный | |||
Непроизвольные движения станка в граничащей неактивной зоне должны предотвращаться ограничивающим устройством (например, механическим ограничителем, концевым выключателем, световым барьером и т.п.) | Проверка соответствия чертежам и другим нормативам | |||
1.1.4 Характеристики разъемных ограждений | ||||
1.1.4.1 Высота и расположение | Измерения, подтверждающие соответствие EN ISO 12100 | |||
1.1.4.2 Устойчивость против воздействий | Практические | |||
1.1.4.3 Наблюдение | Визуальный | |||
1.1.5 Запорные устройства | ||||
1.1.5.1 Все перемещающиеся защитные ограждения, через которые требуется частый доступ в рабочую зону (т.е. больше одного раза за смену) должны иметь запорное устройство. | Визуальный | |||
1.1.5.2 Если открытие перемещаемого защитного ограждения с блокировкой подвергает работающего приведенным в таблице 1, 1.1-1.7 опасностям, должно быть предусмотрено запорное устройство (см. EN 1088, а также разделы 5 и 7) | Практические | |||
1.6 Вид работы | ||||
1.1.6.1 Общие положения | Визуальный | |||
1.1.6.2 Вид работы "1" - автоматическое производство | Практические | |||
1.1.6.3 Вид работы "2" - работы по наладке/настройке | Практические | |||
- электронного переключателя (маховичка); | ||||
- ручного ввода данных, производимого командой запуска цикла совместно с устройством согласования; | ||||
b) ограничение числа оборотов шпинделя возможно посредством тормоза; для полного торможения не должно требоваться более двух оборотов. Запуск и поддержание вращения шпинделя производится только следующими устройствами: | Измерения | |||
с) предельные значения числа оборотов шпинделя и осевых перемещений должны соответствовать установленным выше в а) и b); превышение предела должно прерываться при помощи управляемого останова (категории 1 - см. EN 60204-1, 9.2.2.); | Контроль панели | |||
|
| |||
е) необходимо предотвращать самопроизвольную смену инструмента или заготовки. Позволять эти автоматические перемещения может только обновленный выбор вида работ "1"; | Практические | |||
f) незащищенные перемещения транспортера по отводу стружки должны запускаться и поддерживаться только посредством командного устройства с автоматическим возвратом в исходное положение; | Визуальный | |||
g) если командные устройства с автоматическим возвратом в исходное положение установлены в нескольких местах, то одновременно может работать только одно из них | Практические | |||
а) этот вид работы может применяться только в том случае, если известны подробности его применения и уровень знания исполнителем соответствующего учебного пособия достаточен для безопасного выполнения работы, см. перечисление g) 7.2; | Проверка | |||
b) векторная скорость подачи по одной или нескольким осям ограничена до 5 м/мин; | Измерения | |||
с) число оборотов шпинделя ограничивается при помощи тормозного устройства; для полного торможения требуется не более 5 оборотов; | Измерения | |||
d) выполнение этой программы должно производиться командным устройством запуска цикла совместно с устройством согласования; | Практические | |||
е) незапрограммированные перемещения должны выполняться в такой последовательности: | ||||
1) вращение шпинделя должно запускаться и поддерживаться командным устройством запуска цикла в связке с устройством согласования. Пуск устройства должен иметь останов категории 1 по EN 60204, 9.2.2, | Контроль панели включения. Практические испытания | |||
2) перемещения осей должны запускаться и поддерживаться следующими устройствами: | Практические | |||
f) должны соблюдаться пределы числа оборотов и скорости подачи [см. перечисления b) и с)]; при их превышении необходимо прерывать энергоснабжение привода при помощи управляемого останова категории 1 (см. EN 60204-1); | Практические | |||
g) равным образом следует учитывать требования перечислений d), е) , f) и g) 1.1.6.3 для вида работ "2"; | См. перечисления d), е), f) и g) 1.1.6.3 | |||
Если по эргономическим причинам при проведении работ вида "3" применение устройства согласования нецелесообразно (например, из-за необходимости длительного наблюдения за процессом и/или из-за того, что длительность вмешательства превышает время утомления работающего, или ввод нескольких параметров в управляющее устройство препятствует устойчивой работе устройства согласования), подключение такого устройства следует осуществлять посредством комбинации других технико-экономических средств. Два примера приемлемых организационно-технических средств даны в перечислениях h) и i); | Оценка необходимости проведения вида работ "3" без устройства согласования | |||
- соблюдение пониженного числа оборотов или скорости; | ||||
Примечание 3 - Возможно применение других организационно-технических мер, обеспечивающих снижение уровня рисков, сравнимое с указанным в перечислениях h) и i). | Оценка необходимости проведения вида работ "3" без устройства согласования | |||
1.1.7 Освобождение блокированных или захваченных людей В случае необходимости должны быть приняты меры против движения осей станка (например, для освобождения блокированных или захваченных людей). Примеры таких мер: | Визуальный контроль, контроль панели включения, практические испытания | |||
1.2 Инструментальный магазин | ||||
1.2.1 Доступ к потенциально опасным подвижным частям инструментального магазина должен быть предотвращен стационарными и/или перемещаемыми защитными ограждениями с блокировкой (см. EN 1088, раздел 7 и приложения) | Визуальный | |||
1.2.2 При открытых защитных ограждениях с блокировкой привод инструментального магазина должен быть остановлен, а его дальнейшее движение предотвращено (см. также 1.1.5 настоящей таблицы) | Контроль панели включения. Практические испытания | |||
1.2.3 Открывание доступа должно соответствовать EN 547-1, EN 547-2 и EN 547-3 | Измерения | |||
1.2.4 Если предусматривается доступ оператора всем телом в охраняемую зону инструментального магазина, необходимо, чтобы в этой зоне человек находился под защитой устройства с реакцией на приближение. При отключении | Контроль панели включения, практические испытания | |||
1.2.4 Если предусматривается доступ оператора всем телом в охраняемую зону инструментального магазина, необходимо, чтобы в этой зоне человек находился под защитой устройства с реакцией на приближение. При отключении такого устройства необходимо препятствовать любому движению инструментального магазина или другим потенциально опасным движениям станка | Контроль панели включения, практические испытания | |||
1.2.5 Если при открытых защитных ограждениях с блокировкой необходимы механические перемещения для смены инструмента, для работ по установке или обслуживанию, они допустимы под управлением командного устройства с автоматическим возвратом в исходное положение (толчкового переключателя) или посредством двуручного включения. Эти устройства должны соответствовать EN 60204-1, 9.2.5.7, тип 3 (см. также EN 574). | Контроль панели включения, измерения, практические испытания | |||
1.2.6 Инструменты должны быть надежно закреплены в зажимах магазина, чтобы препятствовать выпадению или выбросу. Конструктивные данные для крепления инструмента (например, предельная величина массы, момента инерции, опрокидывающего момента, габариты инструмента) должны быть предоставлены пользователю (см. раздел 7) | Практические испытания надежности крепления самого тяжелого инструмента | |||
1.3 Устройство автоматической смены инструмента | ||||
1.3.1 Допуск к потенциально опасным перемещениям с любого направления должен предотвращаться стационарными или перемещаемыми защитными ограждениями с блокировкой; иначе такие перемещения должны останавливаться или предотвращаться защитными средствами иного типа (см. EN 1088, раздел 7 и приложения). | Визуальный | |||
1.4 Устройство загрузки/выгрузки заготовки (например, устройство смены паллет или устройство автоматической смены заготовки) | ||||
1.4.1 Рабочее место оператора, производящего загрузку/выгрузку заготовки, должно находиться вне зоны обработки и быть удалено от других опасных движущихся устройств (например, устройства автоматической смены инструмента) | Визуальный | |||
1.4.2 Доступ к потенциально опасным движущимся частям должен осуществляться через неподвижные или перемещающиеся ограждения с блокировкой, а иные защитные средства должны либо предотвращать опасные перемещения, либо останавливать их (например, посредством электрочувствительного защитного оборудования или активного светового затвора) | Визуальный контроль, практические испытания | |||
1.4.3 Если требуется доступ к устройствам загрузки/выгрузки заготовки при открытом защитном ограждении или при внешнем воздействии на защитное устройство иного типа, механические движения могут осуществляться только шаговым способом под управлением устройства согласования совместно с командным устройством с автоматическим возвратом (толчковым переключателем), если требуется | Контроль панели включения измерения, практические испытания | |||
1.4.4 Если требуется доступ к устройствам загрузки/выгрузки заготовки при открытом защитном ограждении или при внешнем воздействии на защитное устройство иного типа, механические движения могут осуществляться только шаговым способом под управлением устройства согласования совместно с командным устройством с автоматическим возвратом (толчковым переключателем). Если требуется непрерывное движение, необходимо иметь двуручный переключатель, соответствующий EN 60204-1, 9.2.5.7, тип 3 и находящийся на безопасном расстоянии от опасной зоны (см. EN 574 и EN 999). | Контроль панели включения, измерения, практические испытания | |||
1.5 Сбор и удаление стружки | ||||
1.5.1 Доступ к опасным движущимся элементам системы сбора и удаления стружки должен предотвращаться стационарными защитными ограждениями. Если обслуживающему персоналу требуется доступ чаще, чем один раз за смену, необходимо наличие перемещающегося защитного ограждения с блокировкой, соответствующего EN 953 | Визуальный контроль, практические испытания | |||
1.5.2 Открытие перемещающихся ограждений с блокировкой, предназначенных для защиты от опасных движущихся частей системы сбора и удаления стружки должно приводить к остановке и стопорению таких движений (см. 1.1.5 и 14.1.1 данной таблицы) | Контроль панели включения, практические испытания | |||
1.5.3 Если необходимо движение элементов системы сбора и удаления стружки при открытом ограждении с блокировкой (например, для очистки), оно должно происходить под контролем командного устройства с автоматическим возвратом в исходное положение (толчкового переключателя), с находящимся в непосредственной близости аварийным выключателем. | Контроль панели включения, практические испытания | |||
1.6 Элементы привода (например, приводной вал, ремень, ролики, редуктор) | ||||
1.6.1 Доступ к опасным движущимся частям привода (например, ремням, цепям, шестерням, ременным шкивам, валам) должен быть предотвращен стационарными защитными ограждениями. Если обслуживающему персоналу требуется доступ к ним чаще, чем один раз за смену, необходимо наличие перемещающегося защитного ограждения с блокировкой, соответствующего EN 953 | Визуальный | |||
1.6.2 Открытие перемещающегося защитного ограждения с блокировкой при движущихся частях привода должно приводить к остановке и застопориванию этого движения (см. 1.1.5 и 14.1.1 этой таблицы). Устройства блокировки должны соответствовать EN 1088 и не менее категории 1 по EN ISO 13849-1 | Визуальный | |||
1.6.3 Если потенциально опасные движущиеся части могут оказаться доступными до их полной остановки, следует применять удерживающие устройства, предотвращающие открытие защитного ограждения до полной остановки движения этих частей | Визуальный | |||
1.7 Ямы, углубления | ||||
1.7.1 Ямы или углубления в самом станке или вокруг него должны быть закрыты (например, решеткой) или защищены от падения в них человека, например: | Визуальный | |||
1.7.2 Если требуется доступ к яме в целях установки/регулировки, наблюдения или обслуживания, безопасность такого доступа должна обеспечиваться запирающимися дверями, движения станка предотвращаться по виду работ "1". В том случае, когда механические движения станка необходимы, запуск частей станка должен выполняться при условиях, приведенных в 1.1.6.3, 1.2, 1.3, 1.4 и 1.5 данной таблицы | Визуальный | |||
1.7.3 Безопасное расстояние между движущимися частями станка и стенками ямы или другими неподвижными частями должно соответствовать EN 349. Если не удается соблюсти это условие, требуются дополнительные меры защиты для снижения риска сдавливания или захвата | Измерение расстояний, практические испытания | |||
1.8 Рабочие площадки (EN ISO 14122-2) | ||||
1.8.1 Конструкция рабочих площадок должна: | Визуальный | |||
- иметь достаточное освещение и вентиляцию; | ||||
1.8.2 При открытых защитных ограждениях механические движения станка допустимы только в том случае, если выполняются требования для видов работ "2" и "3" | Визуальный контроль, практические испытания | |||
1.8.3 Необходимо обеспечивать возможность отвода с рабочей площадки потока смазочно-охлаждающих материалов | Практические | |||
1.8.4 Для рабочих площадок, имеющих возможность перемещаться как по горизонтали, так и по вертикали, контактирующих с какой либо подвижной частью станка, должны быть предприняты меры защиты против сдавливания или столкновения (например, сильфоны, защитные устройства с реакцией на давление) | Визуальный | |||
1.8.5 Механические перемещения рабочих площадок (например, для наблюдения за процессами обработки) допустимы только для видов работ "2" и "3" под управлением командного устройства с автоматическим возвратом в исходное положение (толчкового переключателя) и при наличии аварийного выключателя | Визуальный контроль, практические испытания | |||
2 Электрические опасности | 2.1 Защита от прямого контакта | Установление соответствия требованиям EN 60204-1, в частности разделу 19 | ||
2.2 Защита от непрямого контакта (определение см. в EN 60204-1, 3.27) | Визуальный | |||
2.3 Защита коммутационной аппаратуры | ||||
4 Опасности, вызываемые шумом | 4.1 Опасности, вызываемые шумом | |||
4.1.1 Воздействие на источники шума | Контроль уровня шума | |||
а) шум силовой передачи | амортизатор механизма передачи | |||
b) выпуск сжатого воздуха | заглушка | |||
с) силовая станция | глушение или поглощение | |||
d) шум от снятия стружки | глушение или поглощение внутри обшивки рабочей зоны | |||
е) замена инструмента | ||||
f) замена заготовки | ||||
4.1.2 Воздействие на каналы распространения шума Для того чтобы известными мерами снизить до допустимого предела уровень шума на его источнике, можно оснастить машину соответствующими средствами защиты (например, шумозащитной обшивкой, установкой на машине звукозащитных экранов или глушителей). Вышеприведенный перечень не является исчерпывающим | Контроль уровня шума | |||
6 Опасности, вызываемые излучениями | 6.5 Лазер | Проверка чертежей конструкции, практические испытания | ||
7 Опасности, вызываемые обрабаты- | 7.1 Жидкости, туман, дым или пыль | Визуальный | ||
7.1.1 Разбрызгивание, просачивание и вытекание смазочно-охлаждающей жидкости (СОЖ) необходимо предотвращать конструктивными мерами | ||||
7.1.2 Емкости для жидкости и другие элементы системы (например, трубы, шланги) должны изготовляться из соответствующих, достаточно стойких материалов. Должна предусматриваться информация о применяемых материалах | ||||
7.1.3 Конструкция устройств подачи и удаления смазочно-охлаждающей жидкости должна исключать возможность ее распыления | ||||
7.1.4 Если прогнозируется возникновение аэрозолей из вредного тумана, паров или дыма, следует предусматривать задерживающие устройства, препятствующие улетучиванию этих частиц. Дополнительно следует предусматривать устройства сбора или отсоса (см. EN 626-1). | ||||
7.1.5 Во избежание перегрева и излишнего испарения жидкости, масса смазочно-охлаждающего материала должна соответствовать масштабу и виду работ машины. В противном случае необходимо предусматривать охладитель | ||||
7.1.6 Чтобы в зоне резания не создавались опасные испарения, для смазочно-охлаждающей системы требуется достаточное количество жидкости | ||||
7.1.7 Если предполагается необходимость проникновения рук обслуживающего персонала в опасную зону (например, при погрузке/ выгрузке, или наладке), подача смазочно-охлаждающих материалов должна автоматически прерываться или отводиться | ||||
7.1.8 Емкости для смазочно-охлаждающих материалов должны быть оснащены хорошо видимыми указателями уровня и легкодоступными патрубками для заливки | Визуальный контроль, проверка чертежей конструкции, практические испытания | |||
7.1.9 Все элементы смазочно-охлаждающей системы должны быть спроектированы таким образом, чтобы обслуживающий персонал как можно меньше соприкасался с СОЖ | ||||
7.1.10 Для предотвращения накапливания в станке или в системе СОЖ, стружки и других связанных с металлообработкой материалов должны быть предусмотрены фильтры | ||||
7.2 Возгорание или взрыв | Визуальный контроль, проверка чертежей конструкции, практические испытания | |||
7.3 Минимизация биологических и микробиологических опасностей, вызываемых смазочно-охлаждающими материалами | ||||
7.3.1 Во время механической обработки весь объем смазочно-охлаждающего материала в системе должен перемешиваться так, чтобы не было никаких застойных масс, за исключением тех, которые подлежат удалению | Визуальный | |||
7.3.2 Чтобы воспрепятствовать застою в станке остатков смазочно-охлаждающего материала, конструкция системы должна обеспечивать стекание его в резервуар под действием силы тяжести | ||||
7.3.3 Во избежание грязевых отложений сливные трубы должны иметь достаточный диаметр и уклон | ||||
7.3.4 Для удаления чужеродных материалов в конструкции смазочно-охлаждающей системы должны быть предусмотрены соответствующие фильтры (см. 7.1.9 данной таблицы) | ||||
7.3.5 Конструкция смазочно-охлаждающей системы должна обеспечивать противодействие отложениям и легкую очистку (например, закругленные углы резервуаров), причем очистка не должна требовать опорожнения всей системы | ||||
7.3.6 Внутренние поверхности резервуаров не должны способствовать росту бактерий (быть, например, гладкими, отлакированными) | Визуальный | |||
7.3.7 Конструкция смазочно-охлаждающей системы должна позволять полное опустошение резервуаров | ||||
7.3.8 Облицовка резервуаров для смазочно-охлаждающих материалов должна препятствовать проникновению чужеродных материалов | ||||
7.3.9 Следует избегать загрязнения смазочно-охлаждающих материалов маслами или жирами (например, машинной смазкой) или оснащать систему устройствами для их систематического удаления | ||||
7.3.10 Обслуживания смазочно-охлаждающей системы включает, как минимум, следующие процедуры: | ||||
8 Опасности, вызываемые пренебре- | 8.1 Нездоровая рабочая поза или чрезмерное перенапряжение (повторяемые нагрузки) | Практические испытания с целью установить соответствие усилий, расстояний и положений тела эргономическим принципам, принятым в данном стандарте | ||
8.2 Учет анатомических особенностей верхних и нижних конечностей | Практические испытания с целью установить соответствие усилий, расстояний и положений тела эргономическим принципам, принятым в данном стандарте | |||
8.4 Освещение | Измерения, | |||
8.6 Человеческий фактор (ошибочное поведение) | ||||
8.6.1 Обозначения гнезд для крепления инструмента в инструментальном магазине должны быть четкими и однозначными | Визуальный | |||
8.6.2 Для установки и обслуживания станка следует заранее подготовить оборудование и принадлежности, предписанные Руководством по эксплуатации [см. также перечисление d) 7.2] | Практические | |||
8.7 Конструкция, расположение и обозначение ручных элементов управления (например, клавиатур, панелей включения, кнопочных выключателей) должны соответствовать EN 894-1, EN 894-2, EN 894-3 | Визуальный | |||
8.8 Конструкция и размещение визуальных указателей Информация, представленная на экране, должна быть четкой и однозначной. Необходимо минимизировать отражение и затенение (см. EN 894-1, EN 894-2) | Визуальный | |||
10 Опасности, вызываемые неожиданным пуском, превышением числа оборотов | 10.1 Отключение или повреждение системы управления | Проверка панели включения, практические испытания | ||
10.2 Повторное включение энергоснабжения после прерывания | Проверка панели включения, практические испытания | |||
10.3 Внешние воздействия на электрооборудование Электромагнитная совместимость | Использование методов испытаний, описанных в EN 50081-2 MEN 61000-6-2 | |||
13 Выход из строя систем | 13.1 Нарушение энергоснабжения | |||
энерго- | 13.1.1 Системы энергоснабжения должны быть выполнены так, чтобы нарушение проводимости в любой цепи (например, в проводах, трубах или шлангах) не приводило к отключению функций безопасности (см. также EN 60204-1, EN ISO 4413 и EN ISO 4414) | Проверка панели включения, практические испытания | ||
13.1.2 Поломка или отключение подачи любой энергии не должны приводить к опасной ситуации. Необходимо своевременно распознавать недостаточное давление или напряжение, препятствовать опасным движениям станка или прерывать их | Проверка панели включения, практические испытания | |||
13.1.3 Необходимо предусматривать устройства для перекрытия энергоснабжения и удаления остаточной энергии (см. EN ISO 4413, EN ISO 4414 и EN 60204-1, 5.3) | Проверка панели включения, практические испытания | |||
14 Отказ системы управления | 14.1 Функции безопасности системы управления | |||
14.1.1 Выполнение системой управления функций безопасности должно обеспечиваться применением составных частей, соответствующих требованиям безопасности, изготовленных и применяемых в соответствии с EN ISO 13849-1. Останов опасных движений после отказа функций безопасности должен соответствовать категории 1 по EN 60204-1, 9.2.2 и исключать неожиданные пуски. Функции безопасности системы управления должны соответствовать категориям, приведенным в EN ISO 13849-1 | Проверка соответствия панели включения и спецификации | |||
Отключение и восстановление функций безопасности. Способ, зона действия | Категория | Проверка панели включения и спецификации | ||
a) блокировка совместно с перемещающимися защитными ограждениями для: | ||||
- рабочей зоны; | 3 | |||
- механических трансмиссионных и приводных устройств; |
| |||
- устройства автоматической смены инструмента и инструментального магазина; |
| |||
- погрузочно-разгрузочных устройств; | ||||
- инструментальный магазин; | 3 | |||
- транспортера для отвода стружки; | 3* | |||
- подхода к ямам, дверям ограждения; | 3* | |||
b) командное устройство с автоматическим возвратом (толчковый выключатель), двуручный выключатель; | 3** | |||
c) согласующее устройство; | 3 | |||
d) управление ограничителем скорости, включая сигнализатор для инструмента; |
| |||
e) регулировка крепления инструмента; | 1 | |||
f) бесконтактные защитные устройства (электрочувствительное защитное оборудование, соответствующее требованиям типа 4 по EN 61496-1); |
| |||
g) аварийное отключение; | 3 | |||
h) защитные устройства с реакцией на давление, соответствующие требованиям EN 1760-1, 4.15 |
| |||
* При частоте доступа менее одного раза в час допускается применение устройств категории 1; | ||||
Наблюдение за рабочим процессом осуществляется следующими способами: | ||||
15 Ошибки монтажа | 15.1 Конструкция составных частей станка должна исключать ошибки монтажа (например, асимметричное расположение штекеров и гнезд для них). В противном случае следует обеспечивать пользователя указаниями по монтажу | Практические | ||
17* Выпадающие или выбрасываемые предметы или жидкости | 17.1 Выброс материалов и жидкостей в процессе обработки | Визуальный | ||
17.2 Выброс деталей. Установка защитного ограждения | Расчет соответствующей прочности материала, исходя из критериев, данных в приложении А, или другими равноценными методами | |||
Если защитные ограждения, предназначенные для задержания выбрасываемых частей, оборудованы смотровыми окнами, следует сосредоточить особое внимание на выборе материала для них и способа крепления (см. EN 953, 5.5.2). Такие материалы, как поликарбонат, с течением времени вследствие загрязнения (например, смазками, смазочно-охлаждающими или чистящими средствами, растворителями) или стирания имеют тенденцию к уменьшению ударопрочности ("старению"), следует снабжать дополнительной защитой (например, запрессованной компаундной или многослойной структурой. В противном случае, в течение всего жизненного цикла станка противодействие таким вредным воздействиям следует обеспечивать за счет увеличения толщины материала для защитных ограждений | ||||
17.3 Зажим и натяжение инструмента | Практические | |||
18 Потеря устойчивости, опрокидывание станка | 18.1 Станок должен быть установлен так, чтобы при прогнозируемых условиях эксплуатации он был устойчив и не создавал никакой опасности опрокидывания, падения или неожиданного изменения положения. Если для предотвращения опрокидывания необходимо жесткое соединение станка с фундаментом, изготовитель должен установить необходимые требования к фундаменту и жесткому соединению [см. также перечисление b) 7.2] | Визуальный | ||
19 Опасность поскальзывания, спотыкания, падения | 19.1 Общие требования | Визуальный | ||
19.2 Загрязнение опорной поверхности | Визуальный контроль, практические испытания с использованием жидкости | |||
19.3 Лежащие высоко элементы станка, которые можно дополнительно использовать при обслуживании станка или для устранения помех | Визуальный | |||
________________ | ||||
6 Установление соответствия мер защиты требованиям безопасности
Соответствие мер защиты требованиям безопасности, приведенным в разделе 5, устанавливается методами, рекомендованными в графе 3 таблицы 2.
7 Информация для пользователя
7.1 Общие положения
Устройства предупреждения на станке (например, акустические и оптические сигналы), опознавательные средства (например, знаки, символы) информационные материалы (например, Руководство по эксплуатации и техническому обслуживанию) должны соответствовать, EN ISO 12100.
7.2 Руководство по эксплуатации
Помимо требований, изложенных в 7.1, по каждому станку Руководство по эксплуатации должно включать следующие данные:
a) наименование и адрес изготовителя/поставщика;
b) вся необходимая информация для надежной установки станка и его систем защиты (например, допустимая нагрузка на пол, крепеж, установка амортизаторов, размещение защитных устройств);
c) руководство по предварительному испытанию станка и устройств защиты перед вводом в эксплуатацию;
d) руководство по регулярному обслуживанию и контролю станка, защитных ограждений и иных средств защиты, как и других элементов безопасности прямого действия (например, составных частей тормоза шпинделя);
e) руководство по всем испытаниям, которые необходимо проводить после замены отдельных частей станка, влияющих на его надежность специальными приспособлениями (как в механизмах, так и в числовом управлении);
f) руководство по безопасной эксплуатации, наладке и обслуживанию, как и по безопасным способам работы, по необходимому обучению с целью получения оператором требуемой квалификации;
g) использование станка по назначению с учетом вида работ "3";
h) функциональное описание системы управления, включая схемы электрической, гидравлической и пневматической систем;
i) уровень шума, определяемый методами, установленными в 7.3;
j) описание возможных неполадок и указания по их обнаружению, а также по их устранению за счет регулярного обслуживания и своевременной корректировки;
k) спецификация всех жидкостей, используемых для смазки, торможения, привода;
l) руководство по правильному выбору, подготовке, использованию смазочно-охлаждающих материалов и/или смазочных средств и уходу за ними;
m) описание мер по освобождению лиц, захваченных или удерживаемых станком;
n) информация, описывающая остаточные риски (например, условия, при которых уровень шума может превысить 80 дБ (А), опасности, исходящие от острого или горячего инструмента или частей станка;
о) рекомендации по дополнительным мерам защиты (например, по персональным средствам защиты);
р) информация, устанавливающая максимальные значения массы, момента инерции, опрокидывающего момента станка и необходимого для него пространства;
q) информация, устанавливающая предельные значения необходимого пространства и массы, положение центра тяжести инструмента и устройств для его крепления;
r) способы, позволяющие избежать ошибки монтажа при проведении на станке работ по техническому обслуживанию;
s) предупреждение об опасностях из-за острого инструмента или кромок заготовки и о необходимости использования персональных средств защиты);
t) в частности, для станков, обслуживаемых вручную (например, с ручной подачей, загрузкой/выгрузкой заготовки), следует давать указания по надежному креплению заготовки.
Для выполнения перечислений d), е) и f) необходимо предоставлять в распоряжение контрольный перечень, содержащий чертежи и схемы включения.
7.3 Указания по шуму
Измерение шума должно происходить в соответствии с EN ISO 3746 или, в данном случае, по EN ISO 11202.
Должны быть сделаны указания в отношении эмиссии воздушного шума (см. EN ISO 12100, 6.3.4.2, приложение В).
Показания и повторный контроль величины шумовой эмиссии должны соответствовать EN ISO 4871, причем следует использовать показания в двоичной системе. Указания должны быть дополнены сведениями об использованном методе измерения и производственных условиях во время испытания; к погрешности К (см. EN ISO 4871) относятся следующие значения:
- 4 дБ при пользовании EN ISO 3746,
- 2 дБ при пользовании EN ISO 3744.
Пример - Для уровня звуковой мощности ![]() 93 дБ (измеренное значение) погрешность К=4дБ при измерении по EN ISO 3746.
93 дБ (измеренное значение) погрешность К=4дБ при измерении по EN ISO 3746.
Для повторного контроля заданной величины эмиссии следует использовать те же методы и при тех же производственных условиях, что и при получении этой величины.
Указания по шуму должны быть дополнены следующим определением:
"Вышеназванные числовые значения показывают уровень эмиссии, но никоим образом не могут трактоваться как безопасный рабочий уровень. Хотя имеется некоторое соотношение между уровнем эмиссии и уровнем нагрузки, это не может быть достоверным способом установления, требуются дополнительные меры безопасности или нет. К факторам, которые влияют на фактический уровень рабочей нагрузки, относятся свойства рабочего помещения, других источников шума, т.е. числа станков и других производственных процессов, протекающих вблизи исследуемого рабочего места, и т.д.
Кроме того, допустимый уровень нагрузки меняется от страны к стране. Эта информация должна позволять пользователю предпринимать более пригодный способ оценки опасностей и рисков".
Примечание - Информация по шумовой эмиссии должна также даваться в документах на продажу.
7.4 Маркировка
Каждый станок должен иметь отчетливую и прочную маркировку, содержащую следующие данные:
a) наименование и адрес изготовителя, а при необходимости, наименование фирмы и адрес полномочного представителя;
b) вес/масса станка;
c) данные для подсоединения электрической, а также гидравлической или пневматической системы (например, минимальное давление в пневмосистеме);
d) места зацепления для транспортировки и установки;
e) диапазон числа оборотов;
f) обозначение модели, серии или типа станка.
Обозначение защитных ограждений, иных средств защиты и деталей, которые не являются составной частью станка и не подлежат встраиванию в станок, должны содержать соответствующие распознанные данные. Вся прочая информация, необходимая для монтажа, должна быть предоставлена пользователю [см.перечисление b) 7.2].
Приложение А
(обязательное)
Защитные ограждения к обрабатывающим центрам - метод испытания столкновением
А.1 Общие положения
Приложение устанавливает условия испытания защитных ограждений, применяемых для обрабатывающих центров, с целью предотвращения риска выброса деталей за пределы рабочей зоны.
А.2 Метод испытания
А.2.1 Предварительные замечания
Настоящий метод испытания относится к станкам, оснащенным фрезерными инструментами, которые приводятся в движение с максимальной скоростью, определяемой уравнением (А.1):
![]() (м/с), (А.1)
(м/с), (А.1)
где - наибольший диаметр инструмента, который может находиться в инструментальном магазине (м),
n - максимальное число оборотов шпинделя в секунду (с).
Данный метод испытания применим как для горизонтальных, так и для вертикальных обрабатывающих центров.
Задачей данного испытания является имитация опасности из-за выброса частей сломавшегося инструмента. В результате определяется устойчивость/прочность разъемных защитных ограждений и/или их материалов против проникновения выбрасываемых частей и/или против пролома самих защитных ограждений.
А.2.2 Оборудование для испытания
Оборудование для испытания состоит из снаряда, устройства, придающего этому снаряду необходимую скорость столкновения (например, движок, наклонный бункер), и устройства для крепления испытуемого объекта.
А.2.2.1 Снаряд
Форма, масса и размеры снаряда даны на рисунке А.1.
Снаряд выполняется из стали со следующими свойствами:
- предел прочности на растяжение - от 560 Н/мм
до 690 Н/мм
;
- предел текучести при растяжении - 330 Н/мм
;
- относительное удлинение при разрыве А - 20%;
- масса т - 0,1 кг.
Примечание - Для того чтобы достичь энергии столкновения, массу следует прикладывать к заднему концу снаряда и, соответственно, сообщать ему скорость до факта столкновения.
Размеры в мм
|
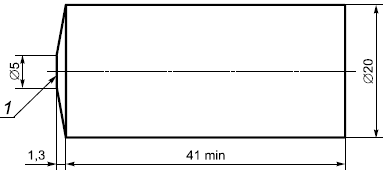
1 - передний конец
Рисунок А.1 - Снаряд для испытания
A.2.2.2 Крепление испытуемого объекта
Испытание проводят для защитного ограждения и/или образца материала для него. При этом испытании крепление испытуемого объекта должно соответствовать его креплению у станка. Для испытания материала защитного ограждения образец следует закреплять на рамке с внутренним проемом 450х450 мм. Рамка должна иметь достаточную жесткость. Крепление образца должно осуществляться фрикционным соединением (зажимом).
А.2.3 Метод испытания
Расчет скорости снаряда и других величин следует производить по формулам (А.2) и (А.3):
теоретическая энергия столкновения, Дж, | (А.2) |
измеренная энергия столкновения, Дж, | (А.3) |
где т - масса снаряда в кг;
- наибольшая скорость резания в м/с (см. А.2.1);
- измеренная скорость столкновения в м/с.
Теоретическая и измеренная величина энергии должны быть равны.
Направление столкновения снаряда должно быть как можно ближе к прямому углу к поверхности испытуемого объекта. Мишенью для снаряда должны служить наиболее неблагоприятные и слабые зоны образца материала или защитного ограждения, в частности, при наличии смотровых окон - центр диска.
А.3 Результаты
После испытания основой для заключения служат следующие установленные повреждения испытуемого объекта:
А.3.1 Повреждения образца материала
Повреждения образца материала следующие:
a) вздутие или вспучивание (остаточная деформация без разрыва);
b) начинающаяся трещина (видимая только на поверхности);
c) проникающая трещина (видимая от одной поверхности до другой);
d) проникновение (снаряд пронизывает образец материала насквозь).
А.3.2 Дополнительные повреждения
Дополнительные повреждения следующие:
a) смотровое окошко сдвинулось с места его установки;
b) отлетели наружные части защитного ограждения;
c) дверца защитного ограждения сорвалась со своей подвески.
А.3.3 Заключение
Испытание выдержано, если снаряд не пронзил испытуемый образец и не образовалось проникающей трещины; на дверцах защитного ограждения не возникло никаких дополнительных повреждений, перечисленных в А.3.2.
А.4 Отчет об испытании
Отчет об испытании должен содержать, как минимум, следующую информацию:
- дату и место проведения испытания, наименование учреждения, проводившего испытание;
- массу и размеры снаряда, скорость и энергию столкновения;
- данные об изготовителе фрезерного станка, тип, максимальный диаметр инструмента, содержащегося в хранилище, конус, мощность и наибольшее число оборотов шпинделя;
- данные о конструкции, материале и размерах испытуемого объекта;
- данные о способе крепления испытуемого объекта;
- направление движения снаряда и точку его столкновения с испытуемым объектом;
- результат испытания.
A.5 Результаты испытания методом столкновения снаряда (m=0,1 кг) с образцом из различного материала представлены в таблице А.1.
Таблица А.1
Вид материала | Толщина | Прочность на растяжение, | Относительное удлинение | Скорость | Энергия |
Ст 12.03 | 1,5 | 369 | 28 | 80 | 320 |
3,0 | 405 | 28 | 115 | 661 | |
1,5+3,0* | 369/405 | 28 | 150 | 1125 | |
3,0+1,5* | 405/369 | 28 | 140 | 980 | |
Al Мg | 5,0 | 242 | 18 | 120 | 720 |
Поликарбонат** | 4,0 | 68 | 80 | 85 | 361 |
6,0 | 100 | 500 | |||
8,0 | 120 | 720 | |||
12,0 | 150 | 1125 | |||
2х6,0 | 170 | 1445 | |||
2х12,0 | 230 | 2645 | |||
Полиметилметакрилат | 12,0 | 74 | 4 | 25 | 31 |
* На боковой стороне зоны обработки. | |||||
Приложение В
(справочное)
Оборудование для испытания методом столкновения
В.1 Приспособление для выстрела
Приспособление для выстрела состоит из пневматического зажимного устройства, соединенного фланцем со стволом (см. рисунок В.1). Сжатый воздух, резко выпущенный через особый вентиль, позволяет разогнать снаряд в направлении испытуемого объекта.
В.2 Работа и устройства
Воздух подается компрессором. Скорость снаряда регулируется давлением и объемом сжатого воздуха. Скорость снаряда измеряется вблизи жерла ствола соответствующим измерительным прибором (например, датчиком с реакцией на приближение или фотокамерой).
|
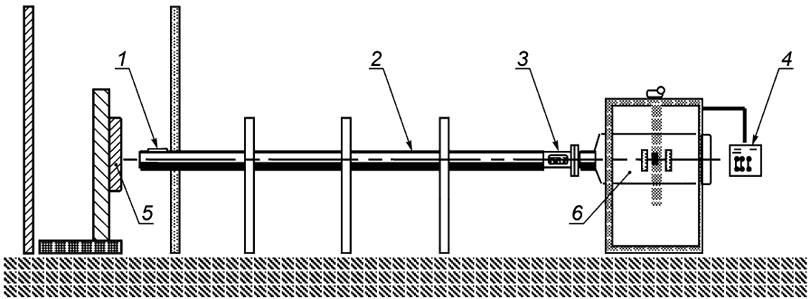
1 - измеритель скорости;
2 - ствол;
3 - снаряд;
4 - пульт управления;
5 - испытуемый объект;
6 - резервуар для сжатого воздуха
Рисунок В.1 - Оборудование для испытания столкновением
Приложение С
(справочное)
Наглядные рисунки в качестве примеров
Схематически станки представлены на рисунках С.1-С.7.
|
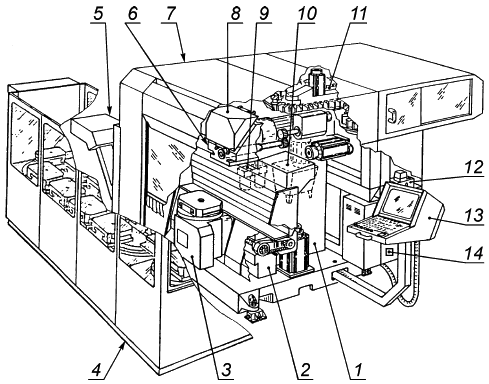
1 - станина с приводом подачи, ось Y;
2 - крестовый суппорт с приводом подачи, ось X;
3 - рабочий стол;
4 - стеллаж для хранения инструментов;
5 - устройства для сбора и удаления смазочно-охлаждающей жидкости и стружки;
6 - передняя бабка шпинделя и привод подачи, ось Z;
7 - закрытая кабина;
8 - устройство для автоматической смены инструмента;
9 - пневматический узел;
10 - гидравлический узел;
11 - инструментальный магазин;
12 - централизованная смазка;
13 - пульт управления;
14 - шкаф управления
Рисунок С.1 - Обрабатывающий центр с горизонтальным шпинделем и стеллажом для хранения инструментов
|
Рисунок С.2 - Общий вид обрабатывающего центра, представленного на рисунке С.1
| |
1 - устройство автоматической смены инструмента; | 11 - крестовые салазки с приводом подачи, ось Z; |
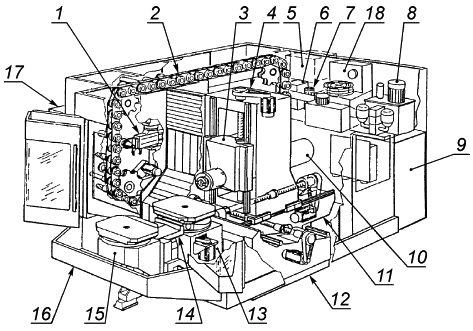
Рисунок С.3 - Обрабатывающий центр с горизонтальным шпинделем и маятниковым устройством смены инструмента
|
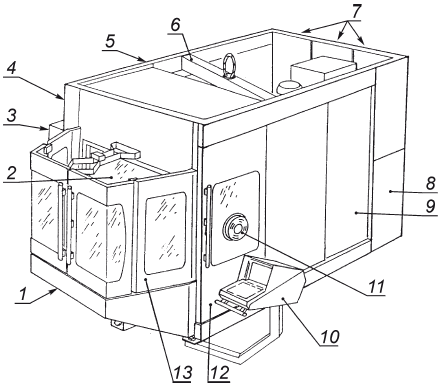
1 - место установки;
2 - устройство смены паллет с поворотным окном;
3 - устройство для сбора и удаления смазочно-охлаждающей жидкости и стружки;
4 - смотровое окно устройства автоматической смены инструмента;
5 - смотровое окно инструментального магазина;
6 - приспособление для транспортировки станка;
7 - задняя дверца для обслуживания гидравлики, пневматики, централизованной смазки, охлаждения двигателя;
8 - шкаф электрораспределительного устройства;
9 - дверца для обслуживания;
10 - пульт управления;
11 - диск поворота смотрового окна;
12 - раздвижная дверь в рабочее пространство;
13 - передняя складная дверь
Рисунок С.4 - Общий вид обрабатывающего центра, представленного на рисунке С.3
|
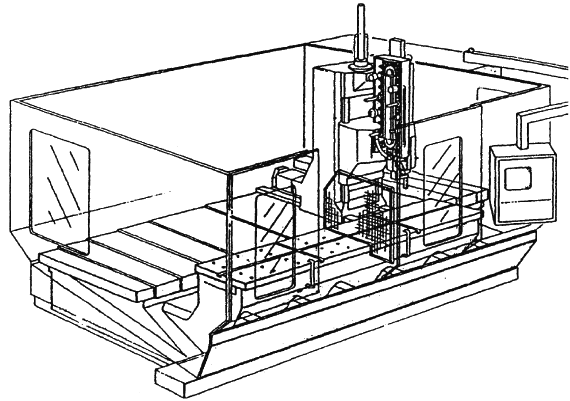
Рисунок С.5 - Обрабатывающий центр с двумя раздельными рабочими зонами
|
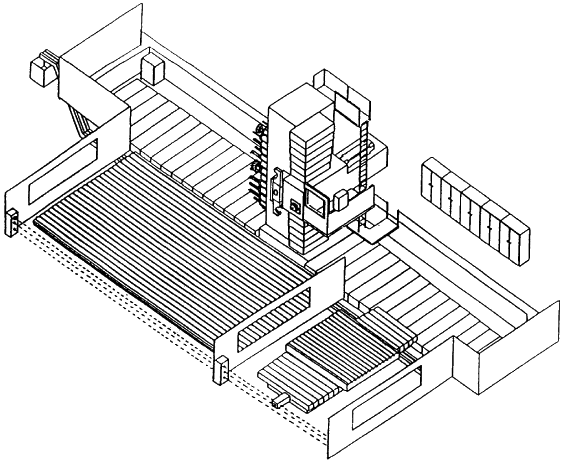
Рисунок С.6 - Большой обрабатывающий центр с двумя раздельными рабочими зонами и с круговым защитным ограждением
|
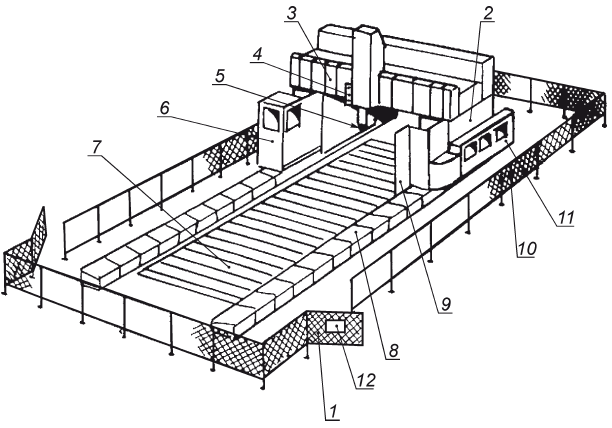
1 - входная дверца;
2 - подвижной портал;
3 - кожух телескопа;
4 - дополнительный пульт управления (только для вида производства "2");
5 - инструмент;
6 - закрытая стрех сторон площадка для обслуживания, перемещаемая совместно с порталом;
7 - рабочий стол;
8 - кожух направляющей;
9 - защита от стружки;
10 - круговое защитное ограждение;
11 - устройство автоматической смены инструмента;
12 - предупреждающая табличка
Рисунок С.7 - Большой обрабатывающий центр с круговым ограждением и защитой оператора (см. таблицу 2)
Приложение D
(справочное)
Измерение шума
Производственные условия для измерения шума должны быть следующими:
- холостой ход станка при 80% максимального числа оборотов шпинделя;
- соответствующая этому условию подача заготовки в рабочем состоянии;
- устройство автоматической смены инструмента и оси в рабочем состоянии;
- работающий отвод стружки (при наличии такового).
Условия установки и работы станка должны соответствовать указаниям изготовителя; они должны быть идентичны для определения уровня эмиссии звукового давления на рабочем месте и уровня мощности звука.
Уровень эмиссии звукового давления на рабочем месте должен измеряться в соответствии с EN ISO 11202 со следующими изменениями:
- показатель окружающей среды К и местный фактор К
должны быть равны или менее 4 дБ;
- разность между уровнями звукового давления на заднем плане и на рабочем месте у станка должна быть равна или более 6 дБ;
- поправка к местному фактору К должна определяться либо в соответствии с EN ISO 11204, А.2 с ограниченными ссылками на EN ISO 3746, в которых оцениваются методы, приведенные в EN ISO 11202, приложение А, либо в соответствии EN ISO 3744, если применяются методы измерения, приведенные в настоящем стандарте.
Измерение уровня звуковой мощности должно производиться в соответствии с EN ISO 3746 в части указаний для метода огибающей поверхности со следующими изменениями:
- показатель окружающей среды К должен быть равен или менее 4 дБ;
- разность между уровнями звукового давления на заднем плане и на рабочем месте у станка должна быть равна или более 6 дБ в каждой точке измерения;
- формула корректировки этой разности (см. EN ISO 3746) действительна до величины 10 дБ;
- в качестве измеряемой поверхности следует использовать четырехугольный параллелепипед на расстоянии 1,0 м от огибающей поверхности;
- если расстояние от станка до соседнего агрегата меньше 2,0 м, то этот агрегат следует включать в огибающую поверхность;
- следует исключить требуемое в EN ISO 3746, 7.5.3 время измерения - 30 с;
- точность испытания должна превышать 3 дБ.
Количество позиций микрофона должно соответствовать EN ISO 3746.
В противном случае можно измерять уровень эмиссии звуковой мощности с большей точностью по EN ISO 3744 без вышеназванных изменений, если имеющиеся в наличии устройства и метод измерения применимы к данному типу станка.
Для определения уровня эмиссии звуковой мощности посредством измерения интенсивности звука применим EN ISO 9614-1 (при гарантированном соглашении между изготовителем и поставщиком).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 349 | - | * |
EN 547-1:1996 | - | * |
EN 547-2:1996 | - | * |
EN 547-3:1996 | - | * |
EN 574:1996+А1:2008 | IDT | ГОСТ EN 574-2012 "Безопасность машин. Устройства управления двуручные. Принципы конструирования" |
EN 614-1 | - | * |
EN 614-2 | - | * |
EN 626-1 | - | * |
EN 894-1:1997+А1:2008 | IDT | ГОСТ EN 894-1-2012 "Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления" |
EN 894-2 | IDT | ГОСТ ЕН 894-2-2002 "Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2. Дисплеи" |
EN 894-3-2000+А1:2008 | IDT | ГОСТ EN 894-3-2012 "Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления" |
EN 953:1997+А2009 | IDT | ГОСТ ЕН 953-2014* "Безопасность машин. Защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых устройств" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ ЕN 953-2014. - . | ||
EN 999 | - | * |
EN 1005-1:2001+А1:2008 | - | * |
EN 1005-2:2003 | IDT | ГОСТ ЕН 1005-2-2005 "Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами" |
EN 1005-3:2002+А1:2008 | - | * |
EN 1037:2008 | - | * |
EN 1088:1995 | IDT | ГОСТ ЕН 1088-2002 "Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора" |
EN 1127-1 | - | * |
EN 1760-1:1997 | IDT | ГОСТ ЕН 1760-1-2004 "Безопасность машин. Защитные устройства, реагирующие на давление. Часть 1. Основные принципы конструирования и испытаний ковриков и полов, реагирующих на давление" |
EN 1837 | IDT | ГОСТ ЕН 1837-2002 "Безопасность машин. Встроенное освещение машин" |
EN 13478 | - | ГОСТ EN 13478-2012 "Безопасность машин. Противопожарная защита" |
EN 50081-2 | - | * |
EN 60204-1 | - | * |
EN 60259 | - | * |
EN 60825-1 (МЭК 60825-1) | IDT | ГОСТ IEC 60825-1-2013 "Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей" |
EN 61000-6-2 | - | * |
EN 61496-1 | - | * |
EN 61496-2 | - | * |
EN ISO 3744 (ISO 3744) | MOD | ГОСТ 31275-2002 (ИСО 3744-94) "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" |
EN ISO 3746 | MOD | ГОСТ 31277-2002 (ИСО 3746) "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" |
EN ISO 4413 | - | * |
EN ISO 4414 | - | * |
EN ISO 4871 | MOD | ГОСТ 30691-2001 (ИСО 4871-96) "Шум машин. Заявление и контроль значений шумовых характеристик" |
EN ISO 9614-1:1995 | MOD | ГОСТ 30457-97 (ИСО 9614-1:1993) "Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод" |
EN ISO 11202 | MOD | ГОСТ 31169-2003 (ЕН ИСО 11202-95) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки" |
EN ISO 11204:1995 | MOD | ГОСТ 30683-2000 (ИСО 11204:1995) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия" |
EN ISO 11688-1 | - | * |
EN ISO 12100 | IDT | ГОСТ ИСО 12100-2013* "Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 12100-2013. - . | ||
EN ISO 13849-1:2006 | IDT | ГОСТ ИСО 13849-1-2014* "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 13849-1-2014. - . | ||
EN ISO 13857:2008 (ISO 13857) | IDT | ГОСТ ISO 13857-2012 "Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону" |
EN ISO 14122-2:2001 | - | * |
EN ISO 14122-3:2001 | - | * |
EN ISO 15641 | - | * |
ISO/TR 11688-2:1998 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. | ||
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Библиография
[1] | ISO 513:2014, Werkstoffe harte schneiden |
[2] | ISO 683-1:1987, |
[3] | ISО 11161:2007, Sicherheit von Maschinen und Mechanismen - Integrierte Produktionssysteme. Die grundlegenden Anforderungen (Безопасность машин и механизмов. Интегрированные производственные системы. Основные требования) |
[4] | EN 418:1992, Sicherheit von Maschinen - NOT-AUS-Einrichtung, funktionelle Aspekte - |
[5] | EN 457:1992, Sicherheit von Maschinen-Akustische Gefahrensignale-Allgemeine Anforderungen, Gestaltung und |
[6] | EN 692:1996, Werkzeugmaschinen Werkzeugmaschinen - Sicherheit - zusatzinstrumente (Станки металлообрабатывающие. Безопасность. Прессы механические) |
[7] | EN 693:2001, Werkzeugmaschinen - Sicherheit - Hydraulische Pressen (Станки металлообрабатывающие. Гидравлические прессы. Безопасность) |
[8] | EN 1550:1997, Werkzeugmaschinen - Sicherheit - Sicherheitsanforderungen |
[9] | EN 12413, Sicherheitsanforderungen |
[10] | EN 12415, Sicherheit von Werkzeugmaschinen - Kleine numerisch gesteuerte Drehmaschinen und Dreh-zentren (Безопасность металлообрабатывающих станков. Маленькие токарные станки и токарные центры с числовым управлением) |
[11] | EN 12622, Werkzeugmaschinen - Sicherheit - Gesenkbiegepressen [Станки металлообрабатывающие. Безопасность металлообрабатывающих станков. Безопасность листоштамповочных прессов] |
[12] | EN 12626:1997, Sicherheit von Maschinen - Laserbearbeitungsmaschinen - Sicherheitsanforderungen (Безопасность машинного оборудования. Лазерная обработка машин. Требования безопасности) |
[13] | EN 12717:2001, Sicherheit von Werkzeugmaschinen - Bohrmaschinen (Безопасность металлообрабатывающих станков. Станки сверлильные) |
[14] | EN 12957:2001, Werkzeugmaschinen - Sicherheit - Funkenerodiermaschinen (Безопасность металлообрабатывающих станков. Станки электроэрозионные) |
[15] | EN 13128, Sicherheit von Werkzeugmaschinen - |
[16] | EN 13218, Werkzeugmaschinen - Sicherheit - |
[17] | EN 13236:2001, Sicherheitsanforderungen |
[18] | EN 13736:2003, Werkzeugmaschinen - Sicherheit - Pneumatische Pressen (Металлорежущие станки. Безопасность. Пневматические прессы) |
[19] | EN 13898:2003, Sicherheit von Werkzeugmaschinen - |
[20] | EN 13985:2003, Werkzeugmaschinen - Sicherheit - Tafelscheren (Станки металлообрабатывающие. Безопасность. Гильотинные ножницы) |
[21] | EN 14070:2003, Sicherheit von Werkzeugmaschinen - Transfer- und Einzweck- Oder Sondermaschinen (Станки металлообрабатывающие. Специальные многопозиционные агрегатные станки) |
[22] | EN ISO 7250:1997, Wesentliche |
УДК 621.9.02-434.5.006.354 | МКС 13.110, 25.080.20 | ОКП 38 1000 |
Ключевые слова: безопасность металлообрабатывающих станков, существенные опасности, центры обрабатывающие, элементы системы управления для центров обрабатывающих | ||
Электронный текст документа
и сверен по:
, 2017
{kind=link}