ГОСТ Р 57353-2016/EN 1337-2:2004
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Опоры строительных конструкций
Часть 2
ЭЛЕМЕНТЫ СКОЛЬЗЯЩИЕ СЕЙСМОИЗОЛИРУЮЩИХ ОПОР ЗДАНИЙ
Технические условия
Structural bearings. Part 2. Sliding seismic isolation supports elements of buildings. Specifications
ОКС 87.060.10
Дата введения 2017-07-01
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом "Научно-исследовательский центр "Строительство" - Центральный научно-исследовательский, проектно-конструкторский и технологический институт им.В.А.Кучеренко (АО "НИЦ "Строительство" - ЦНИИСК им.В.А.Кучеренко) на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 европейского стандарта, который выполнен Федеральным государственным унитарным предприятием "Российский научно-исследовательский центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2016 г. N 2023-ст
4 Настоящий стандарт идентичен европейскому стандарту ЕН 1337-2:2004* "Опоры строительных конструкций. Часть 2. Элементы скольжения" (EN 1337-2:2004 "Structural bearings - Part 2: Sliding elements", IDT).
Наименование настоящего стандарта изменено относительно наименования указанного европейского стандарта для приведения в соответствии с ГОСТ 1.5-2012* (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт содержит данные по определению размеров и изготовлению скользящих частей и направляющих, являющихся не опорами, а исключительно их деталями, для соединения с опорами, регламентированными в других стандартах серии ЕН 1337.
Соответствующие соединения указаны в таблице 1 ЕН 1337-1:2000.
Область применения настоящего стандарта не распространяется на поверхности скольжения, состоящие из цельных или нескольких частей политетрафторэтиленовых (ПТФЭ) плит, имеющих описанную окружность диаметром менее 75 мм и/или более 1500 мм, а также эффективную температуру опоры ниже минус 35°С и/или выше плюс 48°С.
Настоящий стандарт не распространяется на элементы скольжения, являющиеся вспомогательными опорами во время строительства (например, для поэтапного возведения верхнего строения).
В настоящем стандарте также содержатся данные для дугообразных поверхностей скольжения, не являющихся частями отдельных скользящих частей, монтирующихся в сферические и цилиндрические опоры в соответствии с ЕН 1337-7.
Примечание - Принципы, описанные в настоящем стандарте, могут применяться для элементов скольжения, находящихся вне указанной области применения, но в этом случае их использование должно подтверждаться для предписанной цели применения.
2 Нормативные ссылки
Стандарт содержит датированные и/или недатированные ссылки* на определения из других документов. Данные нормативные ссылки приведены в соответствующих разделах текста, а публикации приведены ниже. При датированных ссылках последующие изменения или переработки этих публикаций относятся к настоящему стандарту, только если они включены при изменении или переработке. При недатированных ссылках действительным является последнее издание соответствующего документа (включая все изменения).
EN 1337-1, Structural bearings - Part 1: General design rules. (Опоры строительных конструкций. Часть 1. Общие правила проектирования)
EN 1337-7, Structural bearings - Part 7: Spherical and cylindrical PTFE bearings. (Опоры строительных конструкций. Часть 7. Опоры сферические и цилиндрические ПТФЭ)
EN 1337-10, Structural bearings - Part 10: Inspection and maintenance. (Опоры строительных конструкций. Часть 10. Контроль и техническое обслуживание)
EN 1337-11, Structural bearings - Part 11: Transport, storage and installation. (Опоры строительных конструкций. Часть 11. Транспортировка, хранение и монтаж)
EN 10025 (all parts), Hot rolled products of non-alloy structural steels; technical delivery conditions. [Изделия горячекатанные из конструкционных сталей (все части)]
EN 10088-2, Stainless steels - Part 2: Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for general purposes. (Стали нержавеющие. Часть 2. Технические условия поставки тонколистовой и полосовой коррозионно-стойких сталей общего назначения)
__________________
__________________
EN 10204, Metallic products - Types of inspection documents (Изделия металлические. Виды документов инспекционного контроля)
EN 1992-1-1, Eurocode2: Design of concrete structures - Part 1-1: General rules and rules for buildings (Еврокод 2: Проектирование железобетонных конструкций. Часть 1-1. Общие правила и правила для зданий)
ENV 1993-1-1, Eurocode 3: Design of steel structures - Part 1-1: General rules and rules for buildings (Еврокод 3: Проектирование стальных конструкций. Часть 1-1. Общие правила и правила для зданий)
EN ISO 527-1, Plastics. Determination of tensile properties - Part 1: General principles (Пластмассы. Определение механических свойств при растяжении. Часть 1. Общие принципы)
EN ISO 527-3, Plastics. Determination of tensile properties - Part 3: Test conditions for films and sheets (Пластмассы. Определение механических свойств при растяжении. Часть 3. Условия испытаний для пленок и листов)
EN ISO 1183 (all parts), Plastics - Methods for determining the density of non-cellular plastics [Пластмассы. Методы определения плотности непористых пластмасс (все части)]
EN ISO 2039-1, Plastics. Determination of hardness. - Part 1: Ball indentation method (Пластмассы. Определение твердости. Часть 1. Метод с применением шарикового индектора)
EN ISO 2409, Paints and varnishes. Cross-cut test (Краски и лаки. Испытание методом решетчатого надреза)
EN ISO 4287, Geometrical Product Specifications (GPS) - Surface texture: Profile method - Terms, definitions and surface texture parameters (Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры)
EN ISO 6506 (all parts), Metallic materials - Brinell hardness test (Материалы металлические. Определение твердости по Бринеллю)
EN ISO 6507-2, Metallic materials - Vickers hardness test - Part 2: Verification and calibration of testing machines (Материалы металлические. Определение твердости по Виккерсу. Часть 2. Калибровка и поверка испытательных машин)
ISO 1083, Spheroidal graphite cast iron - Classification (Чугун с шаровидным графитом. Классификация)
ISO 2176, Petroleum products - Lubricating grease - Determination of dropping point (Нефтепродукты. Пластичные смазки. Определение температуры каплепадения)
ISO 3016:1994, Petroleum products - Determination of pour point (Нефтепродукты. Определение температуры потери текучести)
ISO 3522:2007, Aluminium and aluminium alloys - Castings - Chemical composition and mechanical properties (Алюминий и алюминиевые сплавы. Обливки. Химический состав и механические свойства)
________________
________________
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 несущие пластины (carrier plate): Металлические элементы для поддерживания скользящих материалов.
3.1.3 многослойный материал (multilayer material): Скользящий материал, который используется в направляющих.
3.1.4 направляющая (slideway): Элемент скольжения, который направляет скользящую опору по одной оси.
3.1.5 поверхность с твердым хромированием (surface with hard chrome plating): Хромовое покрытие на стальной несущей плите.
3.1.6 смазка (lubrication): Специальный состав, который используется для снижения трения и износа на поверхности скольжения.
3.1.7 сопряженная поверхность (counterface): твердая и гладкая поверхность, которая скользит по политетрафторэтилену или по многослойным материалам.
3.1.8 политетрафторэтилен; ПТФЭ (polytetrafluorethylene; PTFE): Термопластичный скользящий материал, который применяется из-за своего низкого коэффициента трения.
3.1.9 поверхность скольжения (sliding surface): Комбинация (сопряжение) ровной и дугообразной поверхностей, которые позволяют относительные перемещения.
3.1.10 скользящие материалы (sliding materials): Материалы, которые образуют поверхности скольжения.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения.
3.2.1 Прописные латинские буквы
А | Площадь контакта поверхности скольжения | мм |
Е | Модуль упругости | ГПа |
F | Воздействие, сила | Н, кН |
G | Постоянное воздействие | Н, кН |
L | Диаметр описанной окружности отдельных или разделенных плит из ПТФЭ (см. рисунки 3, 4 и 5); длина плит из ПТФЭ или из многослойного материала в направляющих (см. рисунок 6) | мм |
М | Изгибающий момент | Н·мм; кН·м |
N | Вертикальная или продольная сила; сила, перпендикулярная основной площади опоры | Н, кН |
R | Усредненная глубина шероховатости | мкм |
S | Коэффициент формы | |
Т | Температура | °С |
V | Поперечная или горизонтальная сила | Н, кН |
3.2.2 Строчные латинские буквы
а | Наименьший размер плиты из ПТФЭ; меньшая сторона прямоугольной плиты или листа | мм |
b | Большая сторона прямоугольной плиты или листа | мм |
с | Зазор между скользящими компонентами (разность ширины направляющей планки и направляющего паза) | мм |
d | Диаметр | мм |
е | Эксцентриситет | мм |
Расчетная прочность на сжатие | МПа | |
h | Выступ ПТФЭ | мм |
n | Число циклов перемещения (двойные ходы) | |
s | Путь скольжения | мм |
t | Толщина, время | мм; с; ч |
u | Периметр плиты из ПТФЭ | мм |
v | Скорость скольжения | мм/с |
x | Деформация | |
x* | Продольная ось | |
y | Поперечная ось | |
z | Ось, перпендикулярная основной поверхности опоры | |
3.2.3 Греческие буквы
Угол | рад | |
Коэффициент надежности | ||
Удлинение при разрыве | мм | |
z | Наибольшее отклонение ровной или дугообразной поверхности от плановой поверхности | % |
Раппорт, коэффициент | ||
Коэффициент трения | ||
Начальный коэффициент трения, то есть наибольший коэффициент трения, который появляется при начальном перемещении в начале испытания или после прерывания испытания | ||
Наибольший коэффициент трения в течение определенной температурной фазы | ||
Плотность | кг/м | |
Нормальное давление | МПа |
3.2.4 Индексы
a | Среднее значение |
b | Несущая плита |
с | Бетон |
СМ | Многослойный материал |
d | Расчетное значение |
dyn | Динамический |
G | Постоянное воздействие |
g | Геометрический |
k | Характеристический |
M | Материал |
max | Максимум |
min | Минимум |
n | Номер цикла перемещения |
p | Политетрафторэтилен (ПТФЭ) |
pl | Предварительная нагрузка |
Q | Переменное воздействие |
R | Сопротивление, нагрузка |
Пониженный | |
S | Параметры разреза, нагрузка |
s | Статический |
t | Растяжение |
T | Температура |
u | Предельное значение |
x, y, z | Координаты |
3.3 Сокращения
МСМ | Многослойный материал |
ПТФЭ | Политетрафторэтилен |
4 Функциональные требования
Примечание - Скользящие части и направляющие позволяют выполнять перемещения на ровных и искривленных поверхностях скольжения с минимумом трения. Так как одного подтверждения механических и физических свойств недостаточно, чтобы гарантировать требуемые свойства этих компонентов, требуется специальное подтверждение сопротивления трению. Мощность скользящих частей и направляющих считается удовлетворительной, если смоделированная по приложению D опора с определенными сопряжениями скользящих материалов выполняет требования этого раздела при специальных испытаниях трения скольжения, описанных в приложении D.
4.1 Скользящие части и направляющие, которые имеют поверхности скольжения с плитами из ПТФЭ
4.1.1 Требования к кратковременным испытаниям трения скольжения
На каждом этапе испытания трения скольжения коэффициент трения не должен превышать значений таблицы 1.
Таблица 1 - Наибольшие коэффициенты трения при кратковременных испытаниях плит из ПТФЭ в сопряжениях с твердым хромированием, аустенитной сталью или алюминием на дугообразных или ровных поверхностях скольжения
Испытание по приложе- нию D | Темпера- тура | Твердое хромирование и аустенитная сталь | Алюминий | ||||||
С | 21°С | 0,012 | 0,005 | - | - | 0,018 | 0,008 | - | - |
D | -35°С | 0,035 | 0,025 | - | - | 0,053 | 0,038 | - | - |
Е | 0°С | 0,018 | 0,012 | - | - | 0,027 | 0,018 | - | - |
Е | -35°С | - | - | 0,018 | 0,012 | - | - | 0,027 | 0,018 |
Примечание - - статический коэффициент трения первого цикла перемещения; - динамический коэффициент трения первого цикла перемещения; - статический коэффициент трения последующих циклов перемещения; - динамический коэффициент трения последующих циклов перемещения. (См. также рисунки D.4 и D.6). | |||||||||
4.1.2 Требования к длительным испытаниям трения скольжения
Коэффициенты трения сопряжений скользящих материалов не должны превышать значений, приведенных в таблицах 2 и 3.
Таблица 2 - Наибольшие коэффициенты трения при долговременных испытаниях плит из ПТФЭ, сопряженных с аустенитной сталью на ровных поверхностях скольжения
Температура | Общий путь скольжения | |||
5132 м | 10242 м | |||
-35°С | 0,030 | 0,025 | 0,050 | 0,040 |
-20°С | 0,025 | 0,020 | 0,040 | 0,030 |
0°С | 0,020 | 0,015 | 0,025 | 0,020 |
21°С | 0,015 | 0,010 | 0,020 | 0,015 |
Примечание - и являются статическими или динамическими коэффициентами трения при определяющих температурах. | ||||
Таблица 3 - Наибольшие коэффициенты трения при долговременных испытаниях плит из ПТФЭ, сопряженных с твердым хромом, аустенитной сталью или алюминием на дугообразных поверхностях скольжения
Температура | Общий путь скольжения 2066 м | |||
Аустенитная сталь или твердый хром | Алюминий | |||
-35°С | 0,030 | 0,025 | 0,045 | 0,038 |
-20°С | 0,025 | 0,020 | 0,038 | 0,030 |
0°С | 0,020 | 0,015 | 0,030 | 0,022 |
21°С | 0,015 | 0,010 | 0,022 | 0,015 |
4.2 Направляющие с многослойным материалом МСМ1 и МСМ2
4.2.1 Требования к кратковременным испытаниям трения скольжения
Наибольший статический или динамический коэффициент трения многослойных материалов в сочетании с аустенитной сталью не должен превышать 0,15.
4.2.2 Требования к долговременным испытаниям трения скольжения
Максимальные значения статических или динамических коэффициентов трения не должны превышать значений, приведенных в таблице 4.
Температура | Общий путь скольжения 2066 м |
-35°С | 0,200 |
-20°С | 0,150 |
0°С | 0,100 |
21°С | 0,075 |
5 Свойства материалов
5.1 Общие положения
Если не существует специальных стандартов, то на испытания материалов распространяются методы, описанные в приложениях D и Н.
5.2 Плиты ПТФЭ
5.2.1 Описание материала
Материал для плит - ПТФЭ должен состоять из чистого, свободно агломерированного ПТФЭ без регенератов или наполнителей.
5.2.2 Механические и физические свойства
Характеристики должны соответствовать данным таблицы 5.
Таблица 5 - Механические и физические свойства ПТФЭ
Свойство | Стандарт на испытания | Требование | |
Плотность | ЕН ИСО 1183 (все части) | =2140-2200 | кг/м |
Прочность на растяжение | ЕН ИСО 527-1 и ЕН ИСО 527-3 | tk=29-40 | МПа |
Удлинение при разрыве | ЕН ИСО 527-1 и ЕН ИСО 527-3 | 300 | % |
Твердость при вдавливании шарика | ЕН ИСО 2039-1-87 | Н1 32/60=23-33 | МПа |
Образцы должны выбираться из готовой обработанной плиты без выдавленных карманов для смазки и проверяться при температуре (23±2)°С.
Плотность следует определять на трех образцах.
Испытание на прочность при растяжении и удлинении при разрыве должно проводиться на пяти образцах типа 5 (см. ЕН ИСО 527-3, рисунок 1). При этом толщина образцов должна составлять (2±0,2) мм, а скорость испытаний 50 мм/мин (скорость по ЕН ИСО 527-1).
Должны предусматриваться в целом 10 испытаний отпечатком шарика, причем по крайней мере на трех образцах следует проводить минимум по три испытания. Толщина этих образцов должна составлять не менее 4,5 мм.
Все образцы должны выдерживать проводимые на них испытания.
5.2.3 Геометрические характеристики
5.2.3.1 Отклонение по толщине
Допустимое отклонение по толщине плит ПТФЭ, состоящих из одной или нескольких частей, составляет +0,3 мм для плит с длиной L менее 1200 мм и 0,4 мм для больших плит.
5.2.3.2 Карманы для смазки
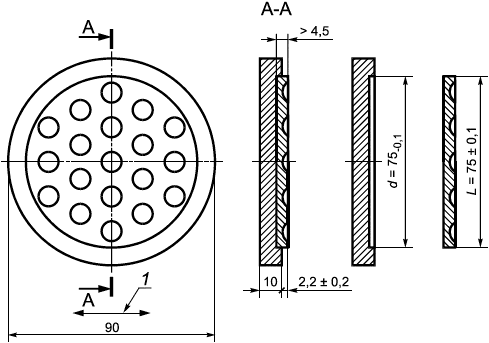
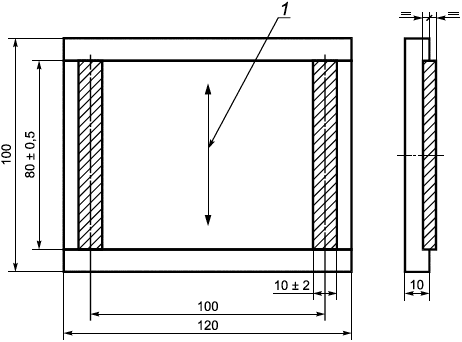
Габаритные размеры и расположение карманов для смазки должны соответствовать рисунку 1.
Если карманы для смазки запрессовываются теплыми, то температура при этом не должна превышать 200°С.
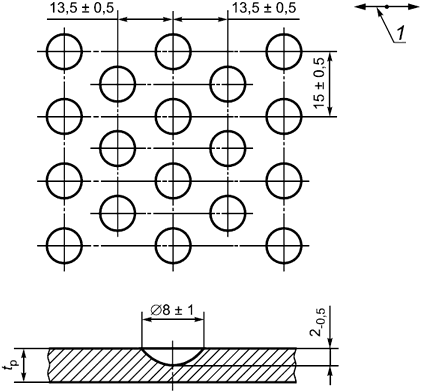
1 - основное направление скольжения
Рисунок 1 - Карманы для смазки в разделенных на камеры плитах из ПТФЭ
5.2.4 Пригодность в качестве скользящего материала
В испытаниях по приложению D ПТФЭ должен соответствовать требованиям 4.1.1 и 4.1.2.
Смазка должна соответствовать требованиям 5.8.
Сопряженная поверхность при кратковременных испытаниях трения скольжения должна состоять из твердого хрома или аустенитной листовой стали, а при длительных испытаниях трения скольжения - из листовой аустенитной стали по 5.4 и 5.5.
5.3 Многослойные материалы
5.3.1 Многослойный материал МСМ1
Трехслойный многослойный материал, состоящий из бронзовой полки с агломерированным, пористым слоем, в порах которого и на поверхности находится смесь из ПТФЭ и свинца.
Материал должен иметь характеристики, приведенные в таблице 6.
Состояние материала должно проверяться и визуально.
Таблица 6 - Характеристики МСМ1
Бронзовые полки | Материал CuSn6 | |||
Массовые составляющие | Sn | От 5 до 7,5 | % | |
Р | 0,35 | % | ||
Pb | 0,10 | % | ||
Fe | 0,10 | % | ||
Zn+Ni | 0,50 | % | ||
другие | 0,30 | % | ||
Оставшийся объем Cu | % | |||
Толщина | (2,1±0,15) | мм | ||
Твердость НВ-ЕН ИСО 6506 (все части) | От 80 до 160 | |||
Промежуточный слой бронзы | Материал CuSn10 | |||
Массовые составляющие | Sn | От 10 до 12 | % | |
Pb | 1,0 | % | ||
Р | От 0,25 до 0,4 | % | ||
Si | 0,17 | % | ||
Fe | 0,15 | % | ||
Ni | 0,15 | % | ||
Другие | 0,50 | % | ||
Пропитка ПТФЭ/Pb | 25 | % | ||
Толщина | 0,25 | мм | ||
Поверхностный слой из многослойного материала | Материал ПТФЭ+Pb | |||
Массовые составляющие | Pb от 49% до 62% | Оставшийся объем ПТФЭ | ||
Толщина | 0,01 | мм | ||
Общая толщина | 2,48±0,015 | мм | ||
Поверхностное сцепление по ЕН ИСО 2409:2007 | Не менее GT 2 | |||
5.3.2 Многослойный материал МСМ2
Материал должен состоять из эластичной металлической сетки, которая спечена в смеси ПТФЭ, причем со стороны опоры или со стороны поверхности скольжения должен находиться толстый слой ПТФЭ.
Металлическая сетка должна состоять из проволоки сплава CuSn6 диаметром 0,25 мм, которая соединена в точках пересечения, и после каландрирования должна иметь толщину около 0,4 мм. В направлении утка и основы должно быть (16±1) петель на 10 мм.
Смесь ПТФЭ должна состоять из ПТФЭ и добавки (30±2)%, состоящей из стекловолокна и графита.
Материал МСМ2 должен иметь характеристики, приведенные в таблице 7.
Кроме того, состояние материала и свойства поверхности должны проходить визуальный контроль.
Таблица 7 - Характеристики МСМ2
Объемная плотность | От 4100 кг/м до 4400 кг/м |
Прочность на растяжение | >45 МПа |
Удлинение | >10% |
Толщина | (0,48±0,2) мм |
Твердость поверхности по ЕН ИСО 2409:2007 | Не менее GT 2 |
5.3.3 Пригодность в качестве скользящего материала
Многослойные материалы МСМ1 и МСМ2 при испытаниях по приложению D должны соответствовать требованиям 4.2.1 и 4.2.2.
Применяемые в испытаниях сопряженные поверхности из аустенитной листовой стали и смазка должны соответствовать настоящему стандарту.
5.4 Аустенитная листовая сталь
5.4.1 Описание материала
Должна применяться холоднокатаная листовая сталь 1.4401+2В или 1.4404+2В по ЕН 10088-2.
Контактную поверхность следует шлифовать и, при необходимости, полировать.
5.4.2 Характеристики поверхности
5.5 Поверхности с твердым хромированием
5.5.1 Общие положения
Вся дугообразная сопряженная поверхность несущих пластин должна иметь твердое хромирование. Метод хромирования должен соответствовать требованиям ЕН ИСО 6158.
5.5.2 Описание материала
Подстилающий слой для твердого хромирования должен состоять из сорта стали ЕН 10025-S355 J2G3 или из мелкозернистой конструкционной стали такого же или более высокого качества по ЕН 10113-1.
Хромовое покрытие не должно иметь трещин и пор.
Поверхность подстилающего слоя не должна иметь пористой поверхности, усадочных трещин и посторонних включений. Небольшие повреждения перед твердым хромированием должны устраняться, например, с помощью соединения штифтом.
5.5.3 Характеристики поверхности
5.5.3.1 Шероховатость поверхности
Примечание - Как подстилающий слой, так и твердое хромирование должны полироваться для достижения предписанной шероховатости поверхности.
5.5.3.2 Толщина слоя
Толщина твердого хромового покрытия должна составлять не менее 100 мкм.
5.5.3.3 Визуальная проверка
Поверхность твердого хромового покрытия должна подвергаться визуальному контролю на отсутствие трещин и пор.
5.5.3.4 Ферроксильная проверка
Дополнительно к визуальному контролю отсутствие дефектов должно подтверждаться ферроксильной проверкой по приложению Е.
Если в результате визуальной проверки выявлен какой-либо дефект, то ферроксильная проверка должна выполняться по всей поверхности материала.
Если будут выявлены какие-либо дефекты, то применять твердое хромовое покрытие не допускается.
5.6 Материалы для несущих пластин, содержащие железо
Для несущих пластин с ровными или дугообразными поверхностями скольжения в зависимости от назначения должны применяться нелегированная сталь по ЕН 10025 или ЕН 10137-1, чугун по ИСО 1083, литая сталь по ИСО 3755 или нержавеющая сталь по ЕН 10088.
5.7 Алюминий
5.7.1 Описание материала для несущих пластин
Алюминий может применяться только для крутильного элемента сферических и цилиндрических опор. При этом должны применяться сплавы AI-Mg6M или AI-6MSi7MgTF по ИСО 3522.
5.7.2 Обработка поверхности
После шлифования дугообразная поверхность должна анодироваться.
Средняя толщина анодированного слоя должна составлять не менее 15 мкм.
Наименьшая местная толщина анодированного слоя должна составлять не менее 14 мкм.
Проверка толщины слоя должна осуществляться по методу, описанному в приложении F.
Для соответствия поверхности требованиям 5.7.3 поверхность, при необходимости, должна полироваться.
5.7.3 Характеристики поверхности
Запрещается наличие на поверхности опасных дефектов, таких как, например, трещины или крупные поры.
5.7.4 Применение в качестве скользящего материала
При испытаниях по приложению D алюминий должен удовлетворять требованиям 4.1.
5.8 Смазка
Примечание - Целью смазки является снижение сопротивления трению и износу ПТФЭ.
5.8.1 Общие требования
Смазка должна сохранять свое свойство в пределах заданного диапазона температур и должна не осмоляться и не проникать в материалы поверхности скольжения.
5.8.2 Свойства
Характеристики смазки должны соответствовать данным таблицы 8.
Для идентификации должен проводиться спектральный анализ в инфракрасной области.
Таблица 8 - Физические и химические свойства смазки
Свойства | Стандарт на испытания | Требования | |
Выработанная пенетрация | ИСО 2137 | 26,5-29,5 | мм |
Точка каплепадения | ИСО 2176 | 180 | °С |
Сепарация масла через 24 ч при 100°С | Приложение G | 3 (масса) | % |
Устойчивость к окислению через 100 ч при 160°С | Приложение Н | 0,1 | МПа |
Точка текучести основного масла | ИСО 3016 | Ниже -60°С | °С |
5.8.3 Пригодность для применения в скользящих частях
Смазка при испытаниях по приложению D должна удовлетворять требованиям 4.1.1 и 4.1.2.
Для кратковременных испытаний трения скольжения сопряженная поверхность должна состоять из твердого хромирования в соответствии с 5.5 или аустенитной листовой стали в соответствии с 5.4, а для длительных испытаний трения скольжения - из аустенитной листовой стали в соответствии с 5.4.
5.9 Клей для закрепления аустенитной листовой стали
Примечание - Основной целью клея является закрепление аустенитной листовой стали на несущей пластине таким образом, чтобы силы среза передавались без относительных перемещений.
5.9.1 Общие положения
Клей не должен содержать растворителей.
5.9.2 Требования к кратковременным испытаниям
Кратковременное испытание должно проводиться в соответствии с требованиями приложения I на пяти образцах. Если они испытываются несостаренными, то сопротивление срезу при наложении соединения каждого образца не должно быть меньше 25 МПа.
5.9.3 Требования к длительным испытаниям
Длительные испытания должны проводиться по приложению I на пяти образцах. Если они испытываются после старения по I.4.3.1 и I.4.3.2, то среднее сопротивление срезу при наложении соединений каждого из пяти образцов не должно быть меньше 25 МПа.
6 Требования к определению размеров
Примечание - В настоящем разделе приведены конструктивные детали, габаритные размеры и статическое подтверждение.
6.1 Комбинации (сопряжения) скользящих материалов
Скользящие материалы должны комбинироваться в соответствии с таблицей 9. На одной поверхности скольжения может применяться только одно сопряжение. Поверхность скольжения должна смазываться в соответствии с 7.4.
Таблица 9 - Допустимые комбинации скользящих материалов для длительного применения поверхностей скольжения
Ровная поверхность | Дугообразная поверхность | Направляющие | |||
ПТФЭ с карманами для смазки | Аустенитная сталь | ПТФЭ с карманами для смазки | Аустенитная сталь | ПТФЭ без карманов для смазки | Аустенитная сталь |
Твердое хромирование | МСМ1 | ||||
Алюминий | МСМ2 | ||||
6.2 Плиты из ПТФЭ
6.2.1 Ячеистые плиты из ПТФЭ
6.2.1.1 Общие положения
Плиты из ПТФЭ должны разделяться на ячейки в несущей пластине согласно рисунку 2.
Если вследствие постоянных характеристических воздействий Gk напряжения смятия превышают 5 МПа, то должны предусматриваться карманы для накапливания смазки. Форма и расположение карманов для смазки в неиспользуемом состоянии без нагрузки представлены на рисунке 1.
Сетка карманов для смазки по рисунку 1 должна ориентироваться в направлении основного скольжения.
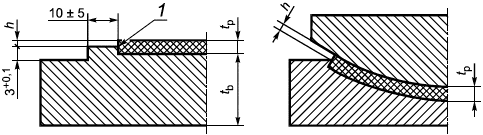
1 - острый угол
Рисунок 2 - Схемы выступа и вставки ПТФЭ
Примечание - Задается стандартный размер, чтобы облегчить измерение выступа после монтажа.
Выступ ПТФЭ h должен обнаруживаться в маркированных местах измерения, в которых толщина покрытия для защиты от коррозии не превышает 300 мкм. На соответствующем участке должны располагаться не менее двух мест измерения.
Ровные пластины из ПТФЭ
Ровные пластины из ПТФЭ должны быть круглой или прямоугольной формы в плане и подразделяться максимум на четыре одинаковых участка. Другие разделения находятся вне области действия настоящего стандарта. Наименьший габаритный размер а не должен быть меньше 50 мм.
Расстояние между отдельными участками ПТФЭ не должно быть больше удвоенной толщины несущей пластины для ПТФЭ или сопряженного материала. Определяющим является меньшее значение.
На рисунке 3 представлены некоторые примеры разделенных ровных пластин из политетрафторэтилена.
6.2.1.2 Дугообразные пластины из ПТФЭ
Дугообразные пластины из ПТФЭ для цилиндрических поверхностей скольжения должны быть прямоугольными и должны разделяться максимум на два одинаковых участка. На рисунке 4 представлены изображения дугообразных пластин из ПТФЭ для цилиндрических поверхностей скольжения.
Дугообразные пластины из ПТФЭ для сферических поверхностей скольжения должны быть круглыми и должны разделяться на диск и кольцо. Диаметр диска должен быть не менее 1000 мм, а ширина кольца - не менее 50 мм. Кольцо должно разделяться на одинаковые участки.
Диск и кольцо должны разбиваться на ячейки отдельно. Разделительное кольцо несущей пластины не должно быть шире 10 мм.
На рисунке 5 представлены изображения дугообразных пластин из ПТФЭ для сферических поверхностей скольжения.
6.2.1.3 Пластины из ПТФЭ для направляющих
Пластины из ПТФЭ для направляющих не должны иметь карманов для смазки, должны иметь толщину не менее 5,5 мм и в ненагруженном состоянии выступ (2,3±0,2) мм.
Габаритный размер а должен быть не меньше 15 мм, а модифицированный коэффициент формы
должен быть более 4 (см. рисунок 6).
6.2.2 Пластины из ПТФЭ, соединенные с опорами из эластомеров
Примечание - Предварительная регулировка опор из эластомеров для компенсации ползучести и усадки несущих конструкций из бетона - сложный процесс. Пластины из ПТФЭ, которые соединены с эластомером, должны использоваться для принятия смещений, вытекающих из ползучести и усадки бетонных несущих конструкций (тип опоры D в проекте, см. ЕН 1337-3:1997, таблица 2).
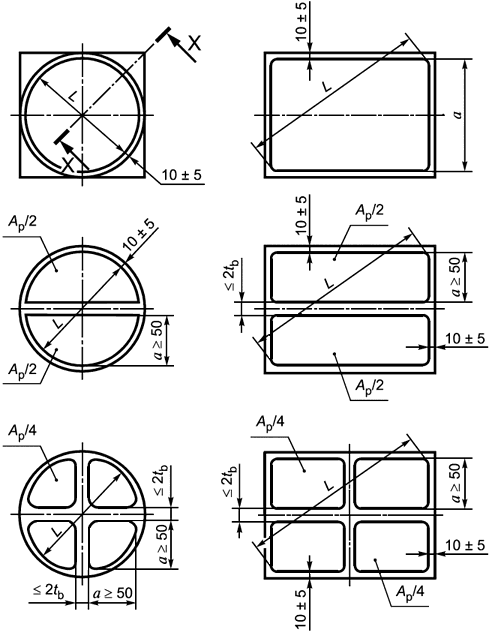
Рисунок 3 - Примеры изображения ячеистых ровных плит из ПТФЭ
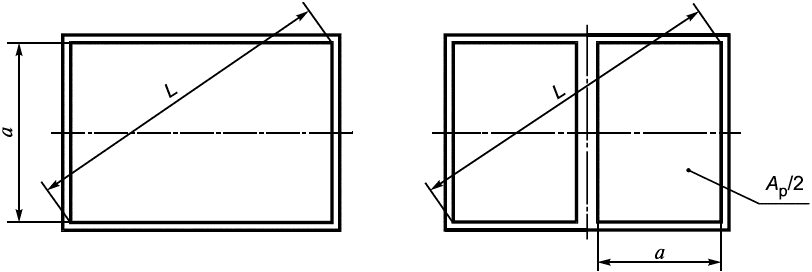
Рисунок 4 - Изображение ячеистых пластин из ПТФЭ для цилиндрических поверхностей скольжения
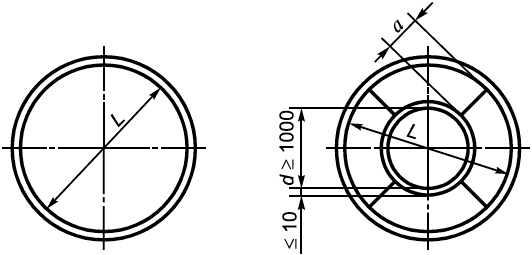
Рисунок 5 - Разделение ячеистых пластин из ПТФЭ для сферических поверхностей скольжения
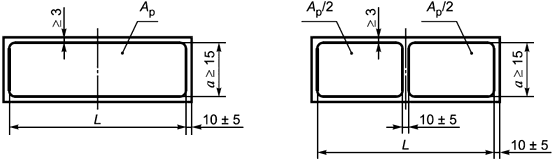
Рисунок 6 - Примеры применения ячеистых пластин из ПТФЭ в стандартах
Пластины из ПТФЭ должны соединяться с эластомером путем вулканизации.
Если используются пластины из ПТФЭ без карманов для смазки, то их толщина должна составлять не менее 1,5 мм, а поверхность скольжения должна получать поступающую смазку.
Подтверждения по 6.8.1 и 6.8.2 недействительны.
6.3 Многослойные материалы
Многослойные материалы должны применяться только в тех случаях, когда взаимодействующие части опоры сами могут выравниваться в направлении перемещения.
Ширина а должна составлять не менее 10 мм.
6.4 Направляющие
Направляющие должны применяться для восприятия сил Vd вследствие временных и постоянных воздействий.
В зависимости от конструкции опоры направляющие должны устанавливаться снаружи или по центру.
Скользящие материалы должны быть закреплены на направляющих планках и в пазу несущей пластины.
Зазор с между скользящими компонентами в первоначальном состоянии должен соответствовать следующему условию:
Типичные примеры закрепления направляющих планок и направляющих показаны на рисунках 7 и 8. Для подтверждения соединения в предельном состоянии по грузоподъемности должны учитываться воздействия боковой силы Vd, результирующего момента и сил трения в соответствии с ENV 1993-1-1.
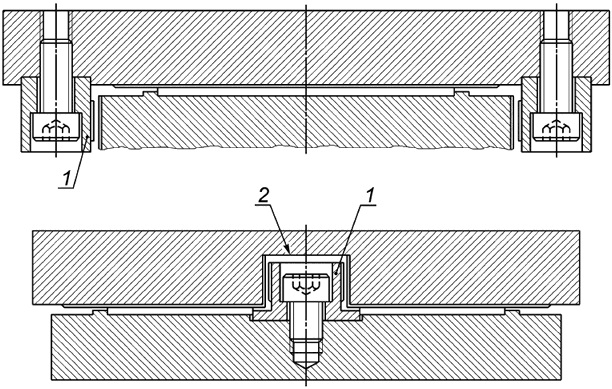
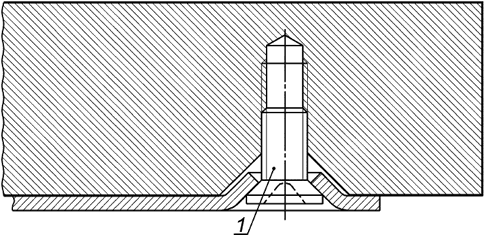
1 - направляющая планка; 2 - направляющий паз
Рисунок 7 - Типовые примеры расположения свинчивающихся направляющих
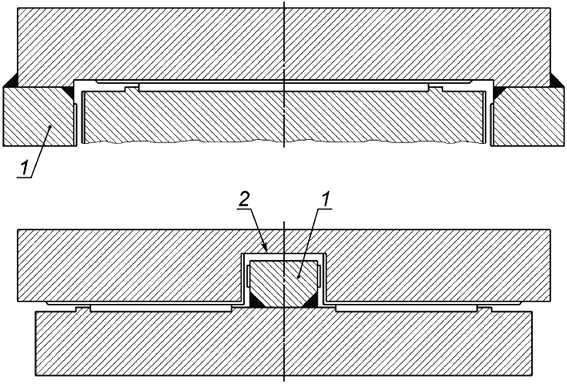
1 - направляющая планка; 2 - направляющий паз
Рисунок 8 - Типовые примеры расположения сварных направляющих
Если при прокручивании вокруг поперечной оси разность деформации над габаритным размером а пластины из ПТФЭ превышает 0,2 мм, то несущая пластина должна оснащаться шарнирным элементом (см. ЕН 1337-1:2000, рисунок 1 и подраздел 3.3).
Данное условие должно подтверждаться для характерных воздействий без частных коэффициентов надежности.
6.5 Аустенитная листовая сталь
6.5.1 Способность перемещения
С учетом возникновения больших перемещений по 5.4 в ЕН 1337-1:2000 должно подтверждаться, что при основной комбинации аустенитные листы должны прокладываться таким образом, чтобы при максимальном смещении скользящей части пластины из ПТФЭ и пластины МСМ были полностью покрыты.
6.5.2 Толщина листа
Минимальная толщина аустенитной листовой стали должна соответствовать таблице 13.
6.6 Характеристическая прочность на сжатие скользящих материалов
Характеристические прочности на сжатие указаны в таблице 10.
Значения таблицы 10 действительны для действующих температур хранения вплоть до 30°С.
Для опор, максимальная действующая температура хранения которых превышает 30°С (максимум составляет 48°С), названные значения должны снижаться на 2% на каждый градус сверх 30°С, чтобы ослабить влияние ползучести ПТФЭ.
Таблица 10 - Характеристические значения прочности на сжатие скользящих материалов
Материалы | Воздействие | , МПа |
ПТФЭ для основных поверхностей опоры | Постоянные и временные нагрузки | 90 |
ПТФЭ для направляющих | Временные нагрузки | 90 |
Температура, усадка, ползучесть | 30 | |
Постоянные нагрузки | 10 | |
МСМ1 | Постоянные и временные нагрузки | 200 |
МСМ2 | Постоянные и временные нагрузки | 120 |
6.7 Коэффициент трения
Промежуточные значения могут определяться путем линейной интерполяции или за счет применения уравнения, приведенного в приложении В.
Значения не применимы для сейсмических воздействий с высокой частотой колебаний вблизи возможных очагов землетрясений.
Сопротивление трению не должно использоваться при определении размеров сечений при расчетах на действие внешних горизонтальных нагрузок.
Значения таблицы 11 действительны только для смазанных пластин из ПТФЭ с карманами для смазки.
Контактное давление , МПа | 5 | 10 | 20 | 30 |
ПТФЭ с карманами для смазки/аустенитная сталь или твердое хромирование | 0,08 | 0,06 | 0,04 | 0,03 (0,025) |
ПТФЭ с карманами для смазки/анодированный алюминий | 0,12 | 0,09 | 0,06 | 0,045 (0,038) |
Эти значения действительны для сопротивления трению дугообразных поверхностей скольжения. | ||||
В случаях, если наименьшая действующая температура хранения выше минус 5°С, коэффициенты трения в соответствии с данными таблицы 11 следует умножать на коэффициент 2/3.
Для направляющих с сопряжениями материалов по графе 3 таблицы 9 значения должны приниматься из условия, что коэффициент трения не зависит от сопряжения. При этом должны использоваться следующие значения:
6.8 Подтверждение определения размеров поверхностей скольжения
6.8.1 Общие положения
При определении размеров поверхностей скольжения должны учитываться все значения сечений вследствие воздействий и сопротивления трению. Расчетные значения воздействий, подставляемые в расчет, должны определяться в соответствии с принципами расчета по ЕН 1337-1.
Деформируемость скользящих материалов не следует учитывать для записи прокручиваний, если это недопустимо по 6.4.
6.8.2 Глубокие швы на поверхностях скольжения
При этом следует иметь в виду, что скользящий материал имеет линейную эластичную характеристику, а несущие пластины являются жесткими.
6.8.3 Подтверждение допустимости сжимающего усилия
Примечание 1 - Слишком высокие сжимающие усилия могут вызывать потерю функции скольжения и тем самым вести к отказу или к возможности отказа несущей конструкции. Поэтому это состояние рассматривается в качестве предельного состояния по грузоподъемности.
Для сопряжений материалов по таблице 9 в предельном состоянии по грузоподъемности должно выполняться следующее условие:
Касательно подтверждения дугообразных поверхностей см. ЕН 1337-7.
6.9 Расчетные подтверждения для несущих пластин
6.9.1 Общие положения
ПТФЭ и скользящие материалы сопряженных поверхностей должны поддерживаться металлическими пластинами (несущие пластины) с ровной или дугообразной поверхностью.
При расчете несущих пластин необходимо учитывать следующее:
- должна быть обеспечена прочность для случая предельного состояния по грузоподъемности, если дополнительно при определении деформации по 6.9.2 учтены изменения значения сечений, возникающие вследствие бокового расширения;
- любое уменьшение поперечного сечения (например, вследствие направляющего паза и крепежных болтов);
- деформацию по 6.9.2;
- предписанную жесткость при транспортировании и монтаже по 6.9.3;
- распределение сил в присоединяющихся деталях по 6.9.4.
6.9.2 Определение допускаемых деформаций
Примечание 1 - Если деформация (см. рисунок 9) превышает приведенные ниже значения, то возникает ситуация, когда интервал между соседними несущими пластинами недостаточен, что приводит к повышенному износу, а в перспективе привести к невозможности дальнейшей нормальной эксплуатации скользящей части, поэтому такое состояние рассматривается в качестве предельного состояния по пригодности к нормальной эксплуатации.
Напряжения, вызванные данной деформацией в несущей пластине, не должны превышать предел упругости (предел текучести) для предотвращения остаточных деформаций.
Механическая модель для подтверждения того, что названные ранее условия (деформация, предел упругости) выполнены, должна учитывать воздействия деталей опоры, существенно влияющих на деформацию, включая соседние детали с их кратковременными и долговременными свойствами.

Рисунок 9 - Относительные деформации несущих пластин
Для стали и бетона действительны расчетные значения свойств материала по ENV 1993-1-1 или ENV 1992-1-1.
При этом должны приниматься следующие допущения:
а) продольная сила (сжатие);
b) расчетное значение модуля упругости ПТФЭ равно 0,4 ГПа;
c) взаимодействие всей толщины tp пластины из ПТФЭ;
d) расчетное значение коэффициента поперечного расширения ПТФЭ равно 0,44;
e) в случае соседней массивной детали конструкции: линейное уменьшение модуля упругости бетона или раствора от края до центра несущей пластины от 100% до 80%.
При применении метода по приложению С не требуется подтверждать, что предел текучести не превышен, если
- не превышается указанное выше предельное значение деформации;
- бетон соответствует классу прочности не ниже С 25/30 по ENV 1992-1-1;
- сталь соответствует классу прочности не ниже S355 по ЕН 10025.
При более низких прочностях проверка по напряжениям также не требуется, если предельное значение деформации снижается при применении приведенных ниже коэффициентов:
- 0,90 при применении бетона класса прочности С 20/25;
- 0,67 при применении стали по прочности S235;
- 0,60 при применении бетона класса прочности С 20/25 и стали по прочности S235.
Примечание 2 - При необходимости кроме названных выше критериев должны учитываться другие критерии для расчета относительной деформации. Особое внимание нужно обратить на нагрузки, которые появляются в процессе строительства (например, для случая, когда при бетонировании большие несущие пластины не закреплены).

Рисунок 10 - Альтернативное распределение нагрузки при сжатии ПТФЭ
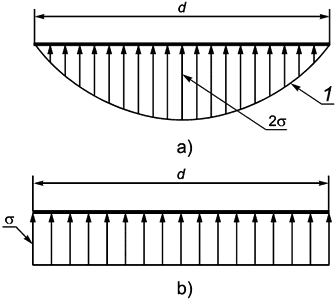
1 - параболическое распределение
Рисунок 11 - Распределение нагрузки при сжатии эластомера
За основу должно приниматься наименее благоприятное из распределений нагрузки при сжатии по рисунку 10.
Квадратные и прямоугольные пластины могут идеализироваться в виде круглых пластин с диаметром
6.9.3 Жесткость при транспортировке и монтаже
Толщина несущей пластины должна быть:
но не менее 10 мм,
6.9.4 Несущие пластины для опор из эластомеров с вулканизированными пластинами из ПТФЭ
Образующая сопряженную поверхность аустенитная листовая сталь в соответствии с 6.2.2 должна поддерживаться металлической несущей пластиной толщиной
но не менее 10 мм.
Выполнение других проверок не требуется.
7 Изготовление, сборка и допуски
Примечание - В настоящем разделе приведены рекомендации по изготовлению, сборке и допускам на устройство.
7.1 Несущие пластины
7.1.1 Ячейки ПТФЭ
Для того чтобы ограничить текучесть материала ПТФЭ, верхний край углубления (ячейки) должен иметь острую кромку и быть прямоугольным (см. рисунок 2). В зоне перехода между стенкой и основанием ячейки радиус закругления не должен превышать 1 мм.
Глубина ячейки должна соответствовать размерам пластины из ПТФЭ по 6.2.1.
Пластина из ПТФЭ обязательно должна заполнять ячейку без зазора. Получающиеся местами зазоры между краем пластины из ПТФЭ и стенкой ячейки при комнатной температуре не должны превышать значений таблицы 12.
Таблица 12 - Посадка ячеистых пластин из ПТФЭ
В миллиметрах
Размер L | Зазор |
75 600 | 0,6 |
600 1200 | 0,9 |
1200 1500 | 1,2 |
7.1.2 Плоскостность поверхности
7.1.3 Посадка поверхностей скольжения
7.2 Крепление скользящих материалов
7.2.1 Аустенитная листовая сталь
Аустенитные листовые стали должны крепиться одним из методов, указанных в таблице 13.
Таблица 13 - Толщина листа и виды крепления аустенитных листовых сталей
Вид поверхности | Вид крепления | Толщина, мм |
Плоская | Приклеивание по всей поверхности | 1,5 |
Сварка со сквозным швом | 1,5 | |
Привинчивание пробивкой потайных отверстий | 1,5 | |
Свинчивание, заклепывание | 2,5 | |
Шаровая | Приклеивание по всей поверхности | 2,5 |
Сварка со сквозным швом | 2,5 | |
Цилиндрическая | Приклеивание по всей поверхности | 1,5 |
Сварка со сквозным швом на прямых краях | 1,5 | |
Рисунок 12 показывает крепление аустенитных листовых сталей с применением винтов с пробивкой потайных отверстий. | ||
Необходимо обеспечить прилегание аустенитных листовых сталей в зоне контакта с пластиной из ПТФЭ к несущей пластине по всей поверхности.
Если аустенитная листовая сталь закрепляется свинчиванием, свинчиванием винтами с пробивкой потайных отверстий или заклепыванием, то для предохранения краев должен применяться устойчивый к коррозии крепеж, который совместим с аустенитной листовой сталью.
Крепеж должен предусматриваться вне зоны контакта пластины из ПТФЭ во всех углах и вдоль краев на расстояниях, которые не должны быть больше интервалов, указанных в таблице 14.
1 - крепление свинчиванием с пробивкой потайных отверстий винтами из нержавеющей стали
Рисунок 12 - Свинчивание
Таблица 14 - Максимальные интервалы винтов, винтов с пробивкой потайных отверстий и заклепок для крепления аустенитной листовой стали
В миллиметрах
Толщина аустенитной листовой стали | Максимальный интервал крепежа |
1,5 | 150 |
2,0 | 300 |
2,5 | 450 |
3,0 | 600 |
Если аустенитная листовая сталь приклеивается, то должен применяться клей, свойства которого соответствуют 5.9.
Предварительная обработка стыкуемых деталей должна соответствовать рекомендациям изготовителя клея. В клеевом слое не должны появляться места дефектов, а во время процесса приклеивания должен образовываться валик клея вдоль всего края аустенитной листовой стали.
После приклеивания должно выполняться требование 7.1.2.
7.2.2 Пластины из ПТФЭ
В плоские несущие пластины должны быть вставлены по 7.1.1 пластины из ПТФЭ. Пластины из ПТФЭ направляющих должны дополнительно приклеиваться для упрощения сборки.
7.2.3 Многослойный материал
Многослойные материалы должны соединяться приклеиванием в пределах поверхности скольжения, а за ее пределами дополнительно механическими соединениями.
7.3 Защита от загрязнений и коррозии
Примечание - В ЕН 1337-9 содержатся общие требования к защите от коррозии. В настоящем подразделе приведены дополнительные требования к скользящим частям.
Если аустенитная листовая сталь закрепляется на несущей пластине полным приклеиванием или сквозным сварным швом, то за аустенитной листовой сталью не требуются дополнительные меры защиты, так как исходят из предположения, что часть несущей пластины, покрытая аустенитной листовой сталью, не имеет ржавчины или вызывающих ржавчину загрязнений.
Если аустенитная листовая сталь закрепляется винтами, винтами с потайной головкой или заклепками, то несущая пластина за аустенитной листовой сталью должна оснащаться полной системой защиты от коррозии.
Зона несущей пластины, находящаяся за пластиной из ПТФЭ, должна защищаться предварительным покрытием (толщина сухого слоя от 20 до 100 мкм).
Должны предусматриваться подходящие устройства от загрязнения поверхности скольжения. Такие защитные устройства должны легко удаляться в целях инспекции.
Так как твердое хромирование неустойчиво к ионам хлора в растворе кислоты и к ионам фтора и может повреждаться твердыми частицами в воздухе, как это происходит в промышленных областях, при таких условиях должны приниматься специальные меры для защиты поверхности.
Перед сборкой поверхности скольжения должны очищаться.
Во время сборки должны приниматься меры против загрязнения смазанных поверхностей.
7.4 Смазка
После очистки и перед сборкой пластина из ПТФЭ, оснащенная карманами для смазки, должна покрываться смазкой в соответствии с 5.8 таким образом, чтобы все карманы для смазки были заполнены.
Скользящий материал в направляющих должен покрываться поступающей смазкой, при этом поверхность натирается незначительным количеством смазки, а остаток удаляется.
7.5 Тарировочные поверхности для монтажа опоры
Для того чтобы сделать возможной установку опоры по ЕН 1337-11, на скользящие части должна устанавливаться тарировочная поверхность или другое подходящее по принципу устройство.
Отклонение от горизонтали тарировочной поверхности по отношению к плоской поверхности скольжения не должно превышать 1%.
8 Оценка соответствия
8.1 Общие требования
Для подтверждения соответствия продукции (скользящая часть) настоящему стандарту должны проводиться испытания и осуществляться виды контроля, указанные в настоящем разделе.
8.2 Контроль продукции и ее изготовление
8.2.1 Общие положения
Объем и частота заводского контроля продукции, а также первичного испытания и необходимого в известных случаях выборочного испытания третьей стороной указаны в таблице 15.
Вид контроля | Предмет контроля | Контроль по | Частота |
Заводской производственный контроль (ЗПК) | Габаритные размеры | Чертежи изготовителя | Каждая скользящая часть |
Посадка ячеистых пластин из ПТФЭ | 7.1.1 | ||
Плоскостность поверхности несущих пластин | 7.1.2 | ||
Посадка поверхностей скольжения | 7.1.3 | ||
Контакт между аустенитной листовой сталью и несущей пластиной | Чертежи изготовителя | ||
Применение герметика | |||
Крепление аустенитной листовой стали сваркой | |||
Выступ ПТФЭ | 6.2.1 | ||
Тарировочная поверхность для монтажа | 7.5 | ||
Индикатор перемещений | Чертежи изготовителя | ||
Работа | |||
Предварительная настройка | |||
Защита от коррозии | 7.3 | ||
Устройство от загрязнения поверхности скольжения | Чертежи изготовителя | ||
Обозначение | ЕН 1337-1:2000, подраздел 7.3 | ||
Поверхности скольжения из материалов текущего производства изготовителя строительной продукции | 4.1.1, D.6.1 | Один раз в год | |
Крепление клеем аустенитной листовой стали | 5.9.2 | Один раз на партию | |
Первичное испытание | Как для ЗПК | Как ранее | Один раз |
Поверхности скольжения с одним из следующих материалов: | |||
ПТФЭ | 5.2.4 | Один раз | |
МСМ1 или МСМ2 | 5.3.3 | Один раз | |
Смазка | 5.8.3 | Один раз | |
Крепление клеем аустенитной листовой стали | 5.9.3 | Один раз | |
Выборочное испытание | Отдельные выбранные испытания ЗПК и по таблице 16 | Как для ЗПК и как указано в таблице 16 | В зависимости от требования |
Для применения обозначения СЕ при контроле и испытании следует учитывать только свойства и соответствующие параметры, которые указаны в приложении ZA, таблица ZA.1, соответствующего производственного стандарта. Проверка того, может ли перемещаться скользящая часть в пределах границ, указанных на чертеже. Требуются только длительные испытания. Испытания предписаны, если материалы рассматриваемой комбинации материалов ранее не подвергались первичному испытанию (см. 8.3). | |||
8.2.2 Первичное испытание
Первичное испытание должно проводиться перед началом производства. Его следует повторять при изменении продукции или метода изготовления.
8.2.3 Заводской производственный контроль
Проведение заводского контроля продукции должно соответствовать приложению J. Дополнительно при проверке свидетельств по испытаниям в соответствии с таблицей 16 нужно удостовериться, соответствуют ли материалы и комплектующие настоящему стандарту.
Таблица 16 - Специальные испытания материалов и компонентов
Вид свидетельства по испытаниям | Предмет контроля | Указания по контролю | Частота |
3.1.А | Скользящий материал ПТФЭ | 5.2.2 | Один раз на партию 500 кг |
5.2.4 | |||
3.1.В | - | 5.2.3 | Каждая пластина |
3.1.В | Скользящий материал МСМ1 | 5.3.1 | Один раз на рулон |
3.1.А | - | 5.3.3 | Один раз на рулон |
3.1.В | Скользящий материал МСМ2 | 5.3.2 | Один раз на рулон |
3.1.А | - | 5.3.3 | Один раз на рулон |
3.1.В | Аустенитная листовая сталь | 5.4 | Один раз на рулон |
Несущая пластина для принятия твердого хромирования | 5.5.2 | Один раз на партию | |
Твердое хромирование | 5.5.3.1 | Каждый компонент | |
5.5.3.2 | Каждый компонент | ||
5.5.3.3 | Каждый компонент | ||
5.5.3.4 | Один раз на поставку или при необходимости после визуальной проверки | ||
Материалы для несущих пластин, содержащие железо | 5.6 | Один раз на партию | |
Алюминий | 5.7.1 | ||
Анодированный алюминий | 5.7.2 | ||
5.7.3 | |||
3.1.В | Смазка | 5.8.2 | Один раз на партию 500 кг |
3.1.А | - | 5.8.2 5.8.3 | Один раз на партию 500 кг |
Для испытания трибологической пригодности достаточно провести кратковременное испытание трения скольжения. Если требуется, должны проводиться длительные испытания трения скольжения в ходе первичного испытания строительной продукции (см. таблицу 15). Без инфракрасного спектрального анализа. Только инфракрасный спектральный анализ. | |||
8.2.4 Выборочные испытания
Относительно выборочных испытаний см. приложение К.
8.3 Материалы и комплектующие
Выполнение требований по разделу 5 должно подтверждаться поставщиками с помощью свидетельств по испытаниям, приведенных в таблице 16, в соответствии с EN 10204.
Дополнительно должно подтверждаться, что материалы и смазка, предоставленные изготовителем, ранее подвергались первичному испытанию в рамках контроля продукции по таблице 15.
8.4 Взятие образцов
Образцы отбирают из текущего производства.
9 Монтаж
После монтажа и изготовления верхней части скользящая часть может отклоняться от планомерного выравнивания по подразделу 6.5 ЕН 1337-11:1997 не более чем на 3%.
10 Данные для контроля в процессе эксплуатации
При проверке элементов, перечисленных в ЕН 1337-10, должно контролироваться следующее значение:
Если высота зазора меньше 1 мм или утолщение аустенитной листовой стали вблизи зазора превышает указанное значение, то скользящая часть считается годной к использованию, но контроль в этих случаях должен проводиться чаще.
Если высота зазора снижается до нуля, то скользящая часть больше не может воспринимать перемещения.
Приложение А
(справочное)
Уменьшенные поверхности контакта скользящих частей
Пример 1 - Прямоугольная поверхность скольжения [см. рисунок А.1а].
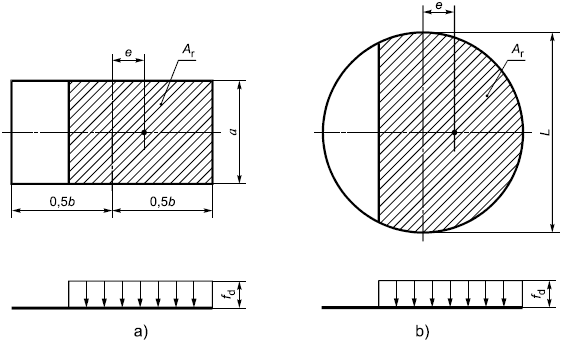
Рисунок А.1 - Уменьшенные поверхности контакта прямоугольной и круглой поверхностей скольжения
Пример 2 - Круглая поверхность скольжения [см. рисунок А.1b)]
Промежуточные значения должны определяться путем линейной интерполяции.
Таблица А.1 - Относительные величины для круглых поверхностей скольжения
е/L | 0,005 | 0,010 | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,080 | 0,090 | 0,100 | 0,110 | 0,120 | 0,125 |
0,990 | 0,979 | 0,957 | 0,934 | 0,912 | 0,888 | 0,865 | 0,841 | 0,818 | 0,793 | 0,769 | 0,745 | 0,722 | 0,709 | |
е/L | 0,130 | 0,140 | 0,150 | 0,160 | 0,170 | 0,180 | 0,190 | 0,200 | 0,210 | 0,212 | 0,220 | 0,230 | 0,240 | 0,250 |
0,697 | 0,673 | 0,649 | 0,625 | 0,601 | 0,577 | 0,552 | 0,529 | 0,506 | 0,500 | 0,582 | 0,458 | 0,435 | 0,412 |
В качестве альтернативы точным значениям таблицы А.1 может применяться приближенное уравнение
Приложение В
(справочное)
Коэффициенты трения плит ПТФЭ с карманами для смазки
где k=1,0 - для аустенитной стали или твердого хромирования в качестве сопряженной поверхности;
k=1,5 - для алюминия в качестве сопряженной поверхности;
Приложение С
(справочное)
Методы расчета деформации несущих пластин, которые соединены с бетоном

Представленный приближенный метод может применяться и для квадратных или прямоугольных пластин, если они идеализируются в виде круглой пластины с диаметром:
Приложение D
(обязательное)
Испытания трения скольжения
D.1 Область применения
Настоящее приложение описывает метод определения коэффициента трения поверхностей скольжения с комбинацией материалов по таблице 9.
D.2 Термины и определения
Для целей настоящего приложения применены следующие термины с соответствующими определениями:
D.3 Краткое описание
Испытание служит для измерения силы трения, требуемой для создания и поддержания движения в образце при вертикальной нагрузке.
D.4 Испытательное устройство
В состав устройства, применяемого для испытания (см. рисунок D.1), входят:
- пластины 2, которые перемещаются параллельно пластинам испытательного пресса с определенной скоростью. Данное устройство оснащается системой, которая измеряет и записывает горизонтальное усилие (силу трения) и температуру с ошибкой <2%;
- блок роликовых подшипников 3, который удовлетворяет следующим требованиям:
- прокаленная нержавеющая сталь для роликов и пластин;
- контактные давления не более 1200 МПа;
- минимальная твердость 500 HV 20 для роликов и плит по ИСО 6507-1;
Горизонтальное усилие и жесткость испытательного устройства не должны влиять на скорость скольжения.
D.5 Образцы
В зависимости от проверяемой продукции требуются следующие образцы:
а) ячеистые пластины из ПТФЭ с карманами для смазки по рисунку 1 и рисунку D.2;
b) многослойные материалы по рисунку D.3.
Материал сопряженной поверхности должен совпадать с тем материалом, который применяется изготовителем, согласно таблице 9. Направление обработки сопряженной поверхности из аустенитной стали или с твердым хромированием должно быть перпендикулярно направлению скольжения. Поверхность скольжения должна смазываться в соответствии с 7.4.
D.6 Проведение испытания
D.6.1 Кратковременное испытание на трение скольжения
D.6.1.1 Общие положения
Параметры и условия испытаний должны выполнять требования по таблице D.1.
Таблица D.1 - Условия испытаний трения скольжения (кратковременные испытания при постоянной скорости)
Контактное давление для ПТФЭ | 0,5 | МПа | ||
Контактное давление для МСМ1, МСМ2 | 0,5 | МПа | ||
Температура: | Испытание С | Т | 21±1 | °С |
Испытание D | Т | -35±1 | °С | |
Испытание Е | Т | 0/- 10/-20/-35/+21(±1) | °С | |
Снижение температуры | от 0,5 до 1,0 | °С/мин | ||
Время предварительного нагружения | 1 | ч | ||
Путь скольжения | s | 10 | мм | |
Время покоя после подъема | 12±1 | с | ||
Скорость скольжения | v | 0,4 | мм/с | |
Количество циклов перемещения (двойные ходы) | n | 1 | - | |
Испытания С и D | ||||
Испытание Е (см. рисунок D.4) | n | 1000 | - | |
D.6.1.2 Пластины из ПТФЭ и смазка
Если для подтверждения возможности применения пластин из ПТФЭ предусмотрены кратковременные испытания трения скольжения, то испытания В, С и Е по таблице D.1 должны проводиться соответственно на новых испытательных образцах по перечислению a) D.5.
D.6.1.3 Многослойный материал
Многослойные материалы МСМ1 и МСМ2 должны испытываться в сочетании со смазкой и сопряженной поверхностью из аустенитной стали по разделу 4.
Подготовленные образцы по перечислению b) D.5 должны подвергаться испытанию Е по программе низких температур по таблице D.1.
D.6.2 Длительное испытание на трение скольжения
D.6.2.1 Общие положения
Параметры и условия испытаний должны соответствовать таблице D.3.
Материалы образцов должны выбираться и комбинироваться по 4.1.2.
D.6.2.2 Пластины из ПТФЭ для ровных поверхностей и смазка
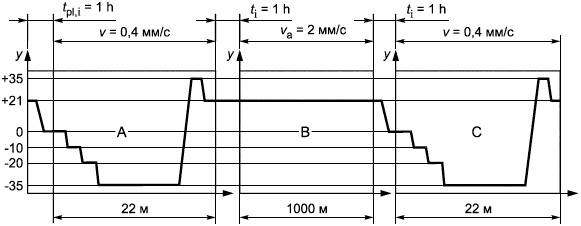
Образцы по перечислению a) D.5 должны подвергаться длительному испытанию трения скольжения по результирующему общему пути скольжения 10242 м за 21 фазу по таблице D.2.
Таблица D.2 - Программа длительных испытаний трения скольжения
| 10242 м - результирующий общий путь скольжения | ||||||
Номер фазы | 1 | 2 | 3 | ..... | 19 | 20 | 21 |
Тип | А | В | А | ..... | А | В | А |
Длина пути скольжения, м | 22 | 1000 | 22 | ..... | 22 | 1000 | 22 |
D.6.2.3 Скользящие материалы для направляющих и дугообразных поверхностей
В соответствии с проверяемой продукцией образцы по перечислению b) D.5 должны подвергаться длительному испытанию на трение скольжения по результирующему общему пути скольжения 2066 м за пять фаз по таблице D.4.
Таблица D.3 - Условия испытаний трения скольжения (длительные испытания)
Тип А (фаза 1, 3, 5... испытание по программе температур)
по рисунку D.5 - постоянная скорость скольжения | |||
Контактное давление для ПТФЭ | 0,5 | МПа | |
Контактное давление для МСМ1, МСМ2 | 0,5 | МПа | |
Температура | Т | 0/-10/-20/-35/+21(±1) | °С |
Снижение температуры | 0,5±1,0 | °С/мин | |
Время предварительного нагружения | 1 | ч | |
Длина пути скольжения | s | 10 | мм |
Время покоя после подъема | 12±1 | с | |
Количество циклов движения (двойные ходы) | n | 1100 | - |
Скорость скольжения | v | 0,4 | мм/с |
Время покоя между фазами | 1 | ч | |
Тип В (фаза 2, 4, 6...) по рисунку D.5 - переменная скорость (приблизительно синусообразно) | |||
Контактное давление для ПТФЭ | 0,5 | МПа | |
Контактное давление для МСМ1, МСМ2 | 0,5 | МПа | |
Температура | Т | 21±1 | °С |
Падение температуры | - | 0,5±1,0 | °С/мин |
Путь скольжения | s | 8 | мм |
Количество циклов движения (двойные ходы) | n | 625000 | - |
Средняя скорость скольжения | v | 2±0,1 | мм/с |
Таблица D.4 - Программа длительных испытаний
| 10242 м - результирующий общий путь скольжения | ||||
Номер фазы | 1 | 2 | 3 | 4 | 5 |
Тип | А | В | А | В | А |
Длина пути скольжения, м | 22 | 1000 | 22 | 1000 | 22 |
D.7 Результаты
Помимо начала испытаний (сила трения покоя) после каждой паузы между фазами и после любого другого прерывания в качестве силы трения должно устанавливаться среднее значение, полученное из силы тяги и силы сжатия.
Статический и динамический коэффициенты трения определяются по следующим выражениям:
Если динамическое значение больше статического значения (D.1), то
D.8 Отчет об испытаниях
Отчет об испытаниях должен включать в себя следующие позиции:
а) данные по образцам и смазке (наименование изготовителя, происхождение и номер изготовленной партии);
b) габаритные размеры, форму и расположение образцов;
d) дата, вид испытания, результирующий общий путь скольжения и любое другое существенное условие испытаний;
e) описание испытательного устройства;
f) представление профиля трения скольжения с помощью полной и текущей графической записи результатов испытаний;
g) описание образцов после испытания, в особенности с точки зрения износа скользящих материалов, включая изменения смазки;
h) все другие подробности испытания, которые не учтены в настоящем стандарте, любое аномальное событие, повлиявшее на процесс испытания;
i) ссылка на настоящий стандарт.

1 - пластины испытательного пресса; 2 - подвижная пластина; 3 - роликовые подшипники
Рисунок D.1 - Испытательное устройство для испытаний трения скольжения
1 - направление скольжения
Рисунок D.2 - Испытательный образец ячеистых пластин из ПТФЭ с карманами для смазки
1 - направление скольжения
Рисунок D.3 - Испытательный образец многослойных материалов

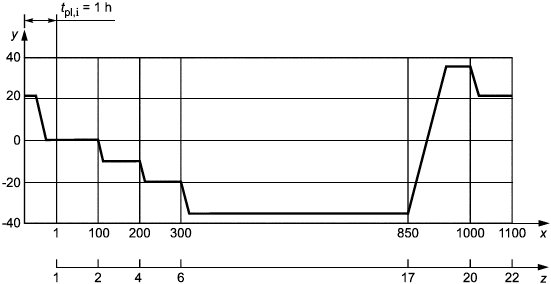
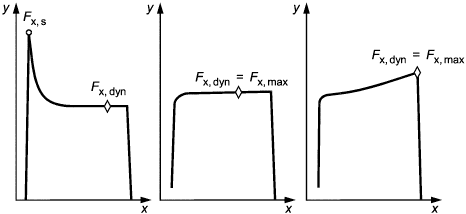
х - число циклов перемещения; y - температура; z - коэффициент трения
Рисунок D.4 - Схематичный профиль температуры и трения в стандартных кратковременных испытаниях на трение скольжения [испытание по программе низких температур (Е)]
а) Испытание при изменении температуры
b) Общий путь скольжения
х - число циклов перемещения; y - температура; z - путь скольжения
Рисунок D.5 - Профиль температуры в долговременных испытаниях на трение скольжения (представлены только первые три фазы)
а) Скользящие части со смазанным ПТФЭ по аустенитной стали или стали с твердым хромированием
b) скользящие части с многослойными материалами МСМ1 или МСМ2 по аустенитной стали
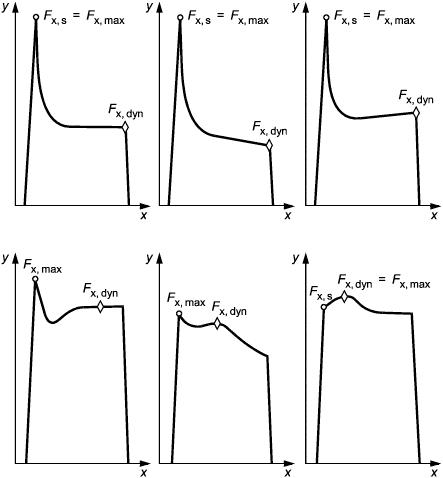
х - путь скольжения; y - сила трения
Рисунок D.6 - Примеры типовых профилей силы трения, отнесенные к пути скольжения
Приложение Е
(обязательное)
Поверхности с твердым хромированием. Ферроксильная проверка
Е.1 Область применения
Настоящее приложение описывает метод испытаний для подтверждения целостности покрытия твердого хромирования на стальном основании.
Е.2 Краткое описание
Метод испытаний основывается на том принципе, что трещины и поры, которые проходят насквозь в покрытии твердым хромом вплоть до стального основания, вследствие химической реакции ионов Fe-ll окрашиваются раствором индикатора, состоящего из феррицианида калия и хлорида натрия, в синий цвет.
Е.3 Раствор индикатора
Примечание - Контакт раствора индикатора с кожей должен быть предотвращен, требуются меры защиты кожи, а во время манипуляций с раствором индикатора нельзя принимать пищу. Нужно учитывать, что раствор индикатора в сочетании с кислотами выделяет крайне ядовитую синильную кислоту.
Е.4 Образцы
Испытание должно проводиться на 20% поверхности скольжения.
Е.5 Процесс испытания
Испытания следует проводить в диапазоне температур от 5°С до 40°С.
Для того чтобы избежать ошибочной индикации, воздух в окрестности испытаний не должен содержать частиц железа, либо образцы должны закрываться и защищаться от пыли.
Покрытие из твердого хрома должно очищаться непосредственно перед испытанием средством без содержания кислот.
Проверяемую область твердого хромирования закрывают белой промокательной бумагой, насыщенной раствором индикатора. Сырая бумага должна приставать к поверхности с твердым хромированием без складок или пузырей.
Раствор должен контактировать с поверхностью 1 ч.
По истечении времени испытания промокательную бумагу следует идентифицировать и исследовать на изменение цвета.
Поврежденные области покрытия твердым хромом отмечаются на бумаге синими пятнами.
После испытания раствор индикатора необходимо полностью удалить с образца водой или спиртом, а поверхность высушить.
Е.6 Отчет об испытаниях
Отчет об испытаниях должен содержать:
a) данные об образцах (наименование изготовителя, дату изготовления и номер изготовленной партии) и отдельный серийный номер опоры, при наличии;
b) состояние образцов до и после испытания (видимые повреждения);
c) дату и продолжительность испытания, температуру, при которой производились испытания;
d) результаты испытаний (при повреждениях к отчету по испытаниям должно прилагаться описание);
e) все подробности испытаний, не описанные в настоящем стандарте, любое аномальное событие, повлиявшее на процесс испытания;
f) ссылка на настоящий стандарт.
Приложение F
(справочное)
Измерение толщины анодированных покрытий
F.1 Область применения
Настоящее приложение описывает метод измерения анодированного покрытия, изготовленного путем окисления на алюминии.
F.2 Краткое описание
Метод относится к неразрушающим и основывается на создании вихревых потоков в подстилающем слое и измерении реакции на вихревые потоки с помощью измерительной головки, размещенной на поверхности анодированного покрытия. Интенсивность реакции связана с толщиной зазора между измерительной головкой и поверхностью металлического подстилающего слоя, т.е. с толщиной анодированного покрытия.
Требуются контрольные образцы.
Измерительные устройства дают точные результаты только при плоских и цилиндрических поверхностях, а при любом другом искривлении дают приближенные значения.
Если проверяемая деталь имеет искривление вне зоны применения устройства, то должны предусматриваться плоские замещающие образцы, соответствующие как по составу материала, так и по выполнению поверхности детали и покрывающиеся при тех же условиях.
F.3 Испытательное устройство
По отношению к виду измерительного устройства ограничений нет, предполагают, что оно основывается на рассмотренном выше принципе и может удовлетворительно калиброваться в соответствии с F.4.
На практике желательно, чтобы использовалось устройство, разработанное для этой цели. У большинства устройств реакция металла считывается непосредственно на измерительной шкале.
Измерительные устройства имеют разную чувствительность в отношении колебаний, например толщины, глубины профиля шероховатости и т.д. Поэтому в каждом случае должны предусматриваться контрольные образцы, которые в максимальной степени имеют те же свойства материала, что и основной материал проверяемой детали.
Каждый тип устройства имеет специфическую чувствительность измерения, которая указывается на диаграммах изготовителя, при этом обычно указываются специальные методы калибровки. Особое внимание должно уделяться соблюдению рекомендованных значений времени прогревания.
Каждое устройство должно калиброваться, по крайней мере, указанным ниже способом. Для точных измерений калибровки должны регулярно повторяться в процессе использования с интервалами не менее 15 мин, даже если устройство проверяется сравнением с поставленными образцами, имеющими известную толщину слоя.
F.4 Процесс испытания
F.4.1 Калибровка
Подготовляется эталонный образец из того же материала и с той же предварительной обработкой поверхности, что и проверяемая деталь, но без анодирования. Длина образца не должна быть короче 100 мм.
Если существуют сложные формы, то воспроизводимые и точные отсчеты возможны только в пределах узких ограниченных зон, которые должны тщательно определяться. В таких случаях зоны измерений образца без анодированного покрытия и анодированной детали, на которой проводятся измерения, должны совпадать.
Измерительная головка размещается на сравнительном образце без покрытия, а измерительная шкала устанавливается на нуль. В каждой группе нулевых измерений в определяющей зоне сравнительного образца отсчеты должны отличаться от максимального значения выбранного диапазона измерений не более чем на 5%.
Измерительная шкала калибруется с использованием контрольного образца, на который наносилось анодированное покрытие при таких же условиях, что и на исследуемую деталь. Толщина анодированного слоя контрольного образца (калибровочное значение) должна определяться вблизи зоны измерений, определенной для калибровки, методом микрошлифа.
Отсчеты толщины должны, в свою очередь, отличаться от калибровочного значения не более чем на ±5%.
F.4.2 Измерение
В заключение при описанной выше калибровке должны проводиться не менее пяти измерений через одинаковые интервалы на всей определяющей поверхности.
F.5 Отчет об испытаниях
Отчет об испытаниях должен включать в себя:
a) данные о детали (наименование изготовителя, дата производства и номер партии изготовления);
b) описание аппаратуры;
c) описание процесса калибровки;
d) дату испытания;
e) результаты испытания;
f) ссылку на настоящий стандарт.
Приложение G
(справочное)
Смазка. Испытание маслоотделения
G.1 Область применения
Данный метод позволяет определить количество масла, которое отделяется от смазки в условиях испытаний, применяется для оценки характеристик масла, а также для оценки возможности хранения смазки в банках или барабанах.
Метод распространяется на образцы из полного резервуара.
G.2 Термины и определения
Для целей настоящего приложения применен следующий термин с соответствующим определением:
G.2.1 Маслоотделение, S
Частное деления массы отделенного масла на массу смазки перед нагревом.
G.3 Краткое описание
Испытание состоит из нагревания образца в конусе из металлической сетки при постоянных условиях в течение времени испытания и предписанной в описании температуре, а также окончательное определение процентной массовой составляющей вытекшего через конус масла.
G.4 Испытательное устройство
Блок испытательного устройства (см. рисунок G.1) состоит:
ii) химического стакана, 200 мл;
iii) плотно закрывающейся крышки с крюком, расположенным в центре с нижней стороны.
Блок испытательного устройства включает в себя печь, которая может поддерживать предписанную температуру с точностью 0,5°С.
G.5 Взятие образцов
Образец-представитель берется подходящим инструментом из центра банки или барабана со смазкой.
Образец должен состоять примерно из 10 г смазки, взвешенной с точностью 0,1 г.
G.6 Проведение испытания
Испытание должно проводиться в течение 24 ч при (100±0,5)°С.
Испытание протекает, как показано ниже:
2) печь предварительно нагревают до температуры испытания;
3) взвешивают чистый химический стакан (без конуса и крышки) с точностью до 0,01 г;
4) заполнить образец в конус так, чтобы поверхность испытуемого образца сформировалась гладкой и выпуклой (чтобы предотвратить включение выделенного масла);
5) собирают блок испытательного устройства по рисунку G.1;
6) нагревают блок испытательного устройства до предписанной температуры в течение указанного времени;
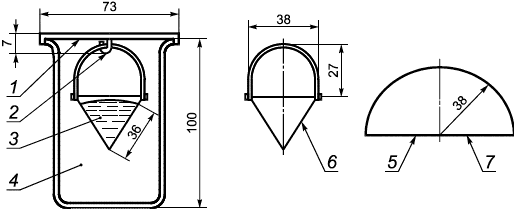
1 - крышка; 2 - крюк; 3 - образец; 4 - химический стакан; 5 - пайка серебром вдоль этой линии; 6 - коническая деталь; 7 - развертка конуса
Рисунок G.1 - Блок испытательного устройства для проверки маслоотделения
7) вынимают блок испытательного устройства из печи и оставляют охлаждаться его до комнатной температуры;
8) вынимают конус из химического стакана и осторожно стучат по внутренней поверхности химического стакана для удаления масла, приставшего к его верхушке;
Маслоотделение S (массовая составляющая в процентах) рассчитывается по формуле
G.7 Отчет об испытаниях
Отчет об испытаниях должен включать в себя:
a) данные об образце (наименование изготовителя, дату производства и номер партии изготовления);
b) продолжительность испытаний и температуру испытаний;
c) результат испытаний - процент S маслоотделения;
d) все процессы испытаний, не описанные в настоящем приложении любое аномальное событие, повлиявшее на процесс испытания;
e) ссылку на настоящий стандарт.
Приложение Н
(обязательное)
Устойчивость смазки к окислению
Н.1 Область применения
Настоящее приложение описывает метод испытания характеристики смазок, которые в течение длительного времени находятся на открытом воздухе.
В испытаниях не рассматривается смазка, подверженная длительному хранению в резервуарах.
Н.2 Определение
Для целей настоящего метода устойчивость к окислению понимается как сопротивляемость смазки потреблению кислорода, измеренная в виде падения давления. Чем меньше падение давления, тем больше устойчивость к окислению.
Н.3 Краткое описание
Испытание состоит из определения результатов при введении образца в кислородную атмосферу.
Н.4 Испытательное устройство
Н.4.1 Общие положения
Детали, пронумерованные на рисунке Н.1, должны выполнять приведенные ниже требования.
Н.4.2 Устройство измерения давления
Устройство измерения давления (см. рисунок Н.1) должно соответствовать классу 0,6 с диаметром корпуса 160 мм, а также должно иметь диапазон измерений от 0 до 1000 кПа и цену деления шкалы 5 кПа. Оно может применяться для кислорода и должно быть устойчиво к продуктам окисления кислорода.
Н.4.3 Автоклав
Автоклав (см. рисунок Н.1) без держателя чашки и стеклянной чашки, включая трубу для устройства измерения давления, должен иметь объем (185±6) мл.
Труба (см. рисунок Н.1) для устройства измерения давления, крышка (см. рисунок И.1) и автоклав должны быть изготовлены из нержавеющей стали с содержанием 18% хрома и 8% никеля. Внутренние поверхности трубы, крышки и автоклава должны быть отполированы до зеркального блеска.
Н.4.4 Чашки
Чашки по рисунку Н.2 должны состоять из боросиликатного стекла с полированными огневым полированием кромками.
Н.4.5 Держатель чашки
Держатель чашки по рисунку Н.3 должен быть изготовлен из нержавеющей стали с содержанием 18% хрома и 8% никеля и отполирован до зеркального блеска со всех сторон. Масса держателя для чашки должна составлять (152±3) г.
Н.4.6 Нагревательное устройство
Нагревательное устройство должно состоять либо из жидкостной нагревательной бани, либо из нагревателя, соответствующих требованиям по Н.4.7 или Н.4.8.
Н.4.7 Жидкостная нагревательная баня
Нагревательная баня должна быть настроена на (160±0,5)°С.
Высота должна соответствовать глубине окунания автоклава. Жидкость бани должна иметь возможность циркуляции, обеспечиваемую насосом или мешалкой. Нагревательное устройство должно нагревать ванну после окунания автоклава в течение 60 мин до желаемой температуры испытания.
Термометр с линией отметки 96,8°С должен располагаться на высоте крышки бани. Окунаемый автоклав должен располагаться на расстоянии 50 мм под поверхностью жидкости. Ванна должна быть расположена таким образом, чтобы устройство измерения давления не подвергалось колебаниям температуры.
Н.4.8 Нагреватель
Нагреватель изготовлен из алюминиевого деформируемого сплава (прессование без усадки). Он может нагреваться с помощью электрического или термостатического регулирования. Должны соблюдаться условия, перечисленные в Н.4.7.
Н.4.9 Термометр
Термометр соответствует термометру IP 24°С.
Н.5 Взятие образцов
Опытный образец должен изыматься подходящим инструментом из центра банки или барабана.
Н.6 Проведение испытания
Испытание следует проводить дважды для каждой из пяти чашек (см. рисунок Н.2).
Процесс испытания включает в себя:
1) подготовку чашек:
- чашки перед их применением должны очищаться. Они должны промываться поочередно органическим растворителем, горячим щелочным раствором и хромовой смесью. В заключение они промываются дистиллированной водой и высушиваются в термошкафу. Чашки могут браться только щипцами для чашек;
2) заполнение чашек:
пять чашек заполняются (4±0,01) г смазки каждая без соприкосновения с руками. Смазка в чашках распределяется равномерными слоями с предотвращением образования пузырьков воздуха, поверхность покрывается гладко;
3) установку чашек и закрывание автоклава:
пять заполненных смазкой чашек ставят в отделения держателя для чашек. Верхняя металлическая пластина держателя для чашек служит крышкой и препятствует тому, чтобы в смазку капали испарившиеся и конденсирующиеся вещества. Держатель для чашек затем ставят в автоклав. В трубу устройства измерения давления вводят небольшой конус из стекловолокна. Автоклав закрывают при медленном и равномерном затягивании винтов с цилиндрической головкой;
4) заполнение испытательного устройства кислородом и проверка герметичности:
- воздух удаляют из испытательного устройства путем четырехкратного заполнения кислородом со степенью чистоты 99,5% вплоть до давления 700 кПа и последующего спуска. После пятого заполнения кислородом вплоть до давления 700 кПа испытательное устройство выдерживают под давлением в течение ночи для проверки герметичности;
5) проведение испытания:
- после проверки герметичности испытательное устройство устанавливают в нагревательное устройство, нагретое до (160±0,5)°С. Как только давление в испытательном устройстве за счет нагрева возрастет, время от времени спускают клапаном кислород (см. рисунок Н.1), пока давление не достигнет значения (770±5) кПа. Такое давление должно оставаться постоянным в течение не менее 2 ч. Падение давления в течение этого времени показывает негерметичность устройства. Если это произошло, то процесс следует повторить с установки испытательного устройства в нагревательное устройство. Падение давления следует фиксировать не реже одного раза за 24 ч при продолжительности испытания 100 ч. По истечении времени испытания следует снимать отсчет падения давления;
6) оценку полученных результатов:
- в качестве результата должно приниматься среднее значение из двух результатов испытания с округлением до 1 кПа со ссылкой на настоящий стандарт. Результат рассматривается как отдельное значение. Продолжительность испытания указывают в часах.
Точность повторения - один наблюдатель, одно устройство.
Если один наблюдатель определяет два результата испытания при повторяющихся условиях, то оба результата рассматриваются в качестве достоверных и соответствующих стандарту, если они не отличаются на значения, превышающие указанные в таблице Н.1.
Сравнительная точность - разные наблюдатели, разные устройства.
Если в двух разных лабораториях определяется по одному результату при сравнимых условиях, то оба результата должны рассматриваться в качестве достоверных и соответствующих стандарту, если они не отличаются на значения, превышающие указанные в таблице Н.1.
Таблица Н.1 - Точность повторения и сравнительная точность
Значения в килопаскалях
Результаты снижения давления | Точность повторения | Сравнительная точность |
От 0 до 35 | 10 | 30 |
От 35 до 70 | 20 | 40 |
От 70 до 140 | 30 | 60 |
От 140 до 385 | 50 | 100 |
Значения таблицы Н.1 применимы только для той части результатов, для которой снижение поглощения кислорода осуществлялось равномерно, т.е., прежде чем начнется индукция, характеризующаяся неожиданным возрастанием поглощения кислорода.
Н.7 Отчет об испытаниях
Отчет об испытаниях должен включать в себя:
a) данные об образце (наименование изготовителя, место производства и номер партии изготовления);
b) дату испытания, продолжительность испытания и температуру, при которой проводились испытания;
c) результат испытаний - снижение давления в килопаскалях;
d) все процессы испытаний, не описанные в настоящем приложении, и любое аномальное событие, повлиявшее на процесс испытания;
e) разъяснения того, что испытание проводилось в соответствии с настоящим стандартом;
f) ссылку на настоящий стандарт.
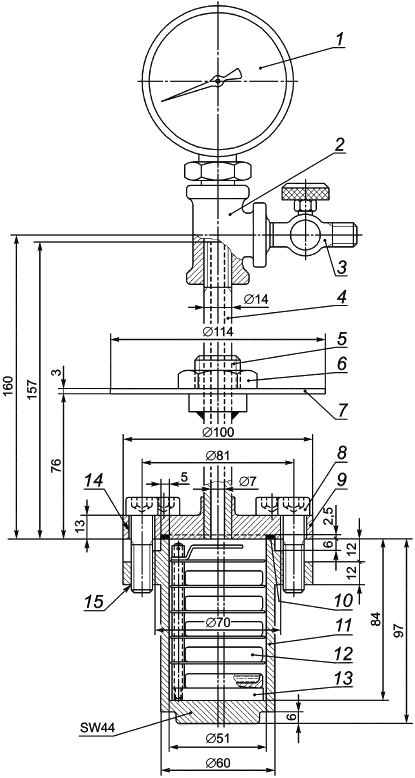
Рисунок Н.1 - Испытательный прибор

Рисунок Н.2 - Чашка
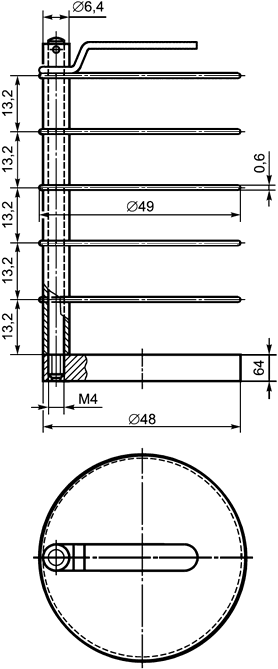
Рисунок Н.3 - Держатель для чашки
Приложение I
(обязательное)
Клей для аустенитной листовой стали. Проверка среза при наложении
I.1 Область применения
Настоящее приложение описывает метод определения силы, требуемой для разрыва склейки.
Приложение распространяется на отдельно изготовленные образцы для испытаний.
I.2 Краткое описание
Склейка внахлест с двумя срезами (см. рисунок I.1) между стыкуемыми деталями подвергается действию продольной силы растяжения, т.е. силы, параллельной основным габаритам стыкуемых деталей, вплоть до разрыва. Результатом является определенное усилие отказа.
I.3 Испытательное устройство
Во избежание влияния на точность измерения усилия отказа время реакции испытательной машины должно быть достаточно коротким. Объем испытательной машины должен быть таким, чтобы усилие отказа находилось в диапазоне между 15% и 85% измеряемого объема.
Зажимные клеммы должны свободно вращаться вокруг осей главной плоскости склейки. Для того чтобы предотвратить проскальзывание, они должны достаточно прочно зажимать стыкуемые детали, но при этом не допускается возникновение ситуации чрезмерного сжатия. Следует избегать зажимных клемм, работающих за счет соединения болтами через стыкуемые детали, так как от таких зажимных клемм могут появляться нежелательные концентрации напряжений.
I.4 Испытуемый образец
I.4.1 Общие положения
Испытание должно проводиться на склейке наложением с двумя срезами между прямоугольными стыкуемыми деталями по рисунку I.1.
I.4.2 Описание
Обе внешние стыкуемые детали должны состоять из аустенитной листовой стали в соответствии с 5.4, а расположенная внутри стыкуемая деталь должна состоять из стали в соответствии с 5.6.
Габаритные размеры стыкуемых деталей указаны на рисунке I.2.
Отклонение от ровной линии по длине и ширине склеенных поверхностей испытуемого образца не должно быть больше 0,05 мм, а по длине стыкуемых деталей - более 1,0 мм.
Примечание 1 - Из-за требования ровности рекомендуется отделяемые от больших плит стыкуемые детали отпиливать, а не отрезать.
Перед склеиванием поверхности стыкуемых деталей нужно предварительно обработать в соответствии с рекомендациями изготовителя клея.
Применение клея и изготовление склейки должны осуществляться по методам, рекомендованным изготовителем клея.
Стандартная длина наложения обычно должна составлять (12,5±0,5) мм, но наложение может быть и увеличено, если этого требуют особые условия. Увеличение наложения необходимо отметить в отчете об испытаниях.
Примечание 2 - Желательно, чтобы стыкуемые детали подвергались предварительной обработке, хранились и склеивались в стандартных условиях (температура, влажность воздуха). Если отсутствуют другие требования, то рекомендуемыми условиями являются температура воздуха (23±2)°С и относительная влажность воздуха (50±5)%.
I.4.3 Предварительная обработка испытуемого образца
I.4.3.1 Старение для оценки долговечности
Старение испытуемого образца осуществляют следующим образом:
a) испытуемый образец в печи подвергают воздействию температуры (35±2)°С в течение 24 ч;
b) вынимают испытуемый образец из печи и кладут его на 24 ч в холодильное отделение температурой (-20±2)°С;
c) циклы а) и b) повторяют еще четыре раза.
Примечание - При необходимости старение должно прерываться.
I.4.3.2 Старение для оценки химической устойчивости
Старение испытуемого образца осуществляют погружением испытуемого образца на 96 ч в ванну из дистиллированной воды, в которой поддерживается температура (60±2)°С.
I.5 Процесс испытания
Испытательная машина должна работать в процессе проведения испытания при постоянных условиях, даже если диаграмма сила - деформация нелинейна в начале и конце испытаний.
Испытание должно проводиться при температуре воздуха (23±2)°С:
a) устанавливают испытуемый образец симметрично в испытательную машину так, чтобы каждая зажимная клемма была удалена от ближайшего конца наложения на (50±1) мм;
b) располагают распорные детали внутри зажимных клемм между стыкуемыми деталями таким образом, чтобы предотвратить деформации стыкуемых деталей;
c) включают машину, при проведении испытания следят, чтобы клеевое соединение подвергалось действию силы, возрастающей вплоть до разрыва со скоростью 300 Н/с;
d) фиксируют максимальное усилие, возникшее в ходе испытания, в качестве усилия отказа испытуемого образца.
Примечание - Если опыт проведения испытаний по виду клеевого соединения отсутствует, для определения подходящих условий испытания должны быть проведены предварительные эксперименты.
Испытуемые образцы, имеющие недостаточно прочные клеевые соединения или отказавшие в стыкующейся детали, должны отбраковываться, даже если клей соответствует минимальным требованиям.
I.6 Отчет об испытаниях
Отчет об испытаниях должен включать в себя:
a) данные о проверяемом клее (наименование изготовителя, происхождение и номер партии изготовления);
b) описание предварительной обработки поверхности;
c) описание метода склейки, включая предварительную обработку, время затвердевания и температуру отверждения;
d) идентификационный номер каждого испытуемого образца и среднее усилие отказа каждого по отдельности;
e) вид отказа каждого испытуемого образца (отказ в клее из-за отделения или в стыкуемой детали и единство вида отказа);
f) все процессы испытаний, не учтенные в настоящем приложении и могущие повлиять на результаты испытаний;
g) ссылку на настоящий стандарт.
К отчету об испытаниях должен прикладываться графический материал.

Рисунок I.1 - Склейка наложением с двумя срезами
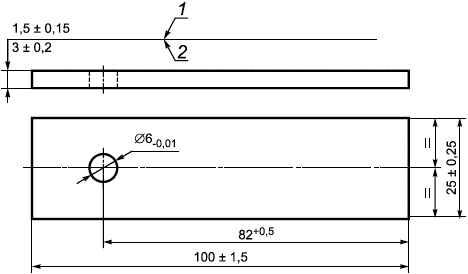
1 - наружные стыкующиеся детали; 2 - внутренняя стыкующаяся деталь
Рисунок I.2 - Стыкующаяся деталь с центрирующим отверстием
Приложение J
(обязательное)
Заводской производственный контроль
J.1 Общие положения
J.1.1 Задачи
Изготовитель должен проводить постоянный ЗПК (например, менеджмент качества на основе определяющих стандартов серии EN ISO 9000 или других систем).
Изготовитель отвечает за организацию эффективного проведения системы ЗПК. Задачи и ответственность по организации ЗПК должны заноситься в отчетную документацию.
На каждом предприятии изготовитель может возлагать ответственность за проведение ЗПК на лицо, которое имеет требуемые полномочия, чтобы:
a) соотносить метод подтверждения соответствия продукции с соответствующими стадиями выполнения;
b) определять и заносить в протокол случаи несоответствия;
c) определять метод корректировки случаев несоответствия.
J.1.2 Документация
Изготовитель должен составлять и поддерживать на современном уровне документацию, которая описывает применяемый им ЗПК. Документация и методы изготовителя должны соответствовать продукции и процессу изготовления. Все системы ЗПК должны требовать выполнения качества и соответствия продукции в соответствии с настоящим стандартом, а именно:
a) подготовка занесенных в документацию методов и указаний, касающихся процессов контроля производства, на соответствие требованиям настоящего стандарта (см. J.1.3);
b) эффективная реализация данных методов;
c) протоколирование этих процессов и их результатов;
d) использование результатов для корректировки любых отклонений, представление всех получающихся примеров несоответствия и, при необходимости, ревизия ЗПК, чтобы устранить причины несоответствия.
J.1.3 Процессы
Процессы ЗПК включают в себя следующие мероприятия:
a) описание и проверка материалов и компонентов;
b) контроль и испытания, которые должны проводиться в процессе производства через определенные интервалы;
c) внесенные в технические спецификации подтверждения и испытания, которые должны проводиться на готовой продукции и которые могут согласовываться с условиями ее изготовления.
Примечание - Мероприятия по перечислению b) относятся как к промежуточным стадиям производства продукции, так и к производственному оборудованию, его настройке и оснащению. Данные виды контроля и испытания и их периодичность должны выбираться на основании вида и состава продукции, процесса изготовления, его комплексности, изменениям производственных признаков при изменениях параметров изготовления и т.д.
- По отношению к мероприятиям по перечислению с), при отсутствии контроля готовой продукции, запущенной в продажу, изготовитель должен гарантировать, что упаковка и соответствующие условия эксплуатации и хранения не приведут к повреждению продукции, и что продукция остается соответствующей своим техническим спецификациям.
- Соответствующие поверки должны проводиться с точно определенными результатами измерениями и поверенным испытательным устройствам.
J.2 Свидетельства и испытания
J.2.1 Общие положения
Изготовитель должен иметь в распоряжении мобильные устройства, оборудование и персонал, чтобы иметь возможность проведения необходимых испытаний и видов контроля. Изготовитель, так же как и уполномоченное лицо, может выполнять эти требования, выдавая заказ одному или нескольким учреждениям или лицам, имеющим требуемые навыки и оборудование.
С точки зрения подтверждения соответствия строительной продукции ее техническим спецификациям изготовитель должен калибровать или перепроверять и поддерживать в пригодном к использованию состоянии испытательное устройство независимо от того, принадлежит ли оно ему или нет. Устройство должно использоваться в соответствии с технической спецификацией или эталонными методами испытаний, к которым относится спецификация.
J.2.2 Контроль соответствия
Контроль распространяется на соответствие промежуточных и основных стадий производства продукции.
Контроль направлен на проверку продукции в процессе изготовления. В продажу поступает продукция, которая прошла все предусмотренные промежуточные контроли и испытания.
J.2.3 Испытания
Испытания должны соответствовать программе испытаний (см. таблицу 16) и проводиться в соответствии с методами, указанными в настоящем стандарте.
Примечание - Рекомендуется, чтобы первичные испытания проводились и оценивались компетентной специализированной организацией.
Изготовитель должен составлять отчетную документацию, подтверждающую, что продукция была испытана. Отчеты должны содержать информацию о соответствии продукции установленным критериям приемки. Если продукция не соответствует приемочным значениям, то должны применяться положения по несоответствующей продукции.
J.2.4 Обработка несоответствующей продукции
Если контроль или результаты испытаний показывают, что строительная продукция не соответствует предъявляемым к ней требованиям, должны быть проведены необходимые корректирующие мероприятия. Как только отклонения и ошибки в процессе производства откорректированы, выполняется повторное испытание на соответствие конструкции предъявляемым к ней требованиям.
Если поставка строительной продукции осуществлена раньше, чем были получены данные результатов испытаний продукции, то для информирования покупателей должны предоставляться указания по применению и отчет.
J.2.5 Протоколирование подтверждений и испытаний (перечень изготовителя)
Результаты ЗПК должны протоколироваться изготовителем надлежащим образом. Описание продукции, дата изготовления, применяемый метод испытаний, результаты испытаний и критерии приемки должны быть оформлены письменно и подписаны лицами, ответственными за контроль, с помощью которого проводилась оценка соответствия.
Если какой-либо результат контроля не соответствует требованиям настоящего стандарта, то в отчете должны указываться проведенные корректирующие мероприятия (т.е. другое проведенное испытание, изменение процесса изготовления, списание или улучшение продукции).
В случае контроля третьей стороной ей должны предоставляться записи для контроля.
J.3 Отслеживание
В обязанности изготовителя или его представителя входит ведение документации по отдельным видам строительной продукции или партиям продукции, включая соответствующие данные о процессе их изготовления и свойствах, и по вопросам первичной поставки строительной продукции. Отдельные виды строительной продукции или партии и соответствующие подробности изготовления должны иметь возможность полной идентификации и отслеживания. В определенных случаях, например при массовом производстве, полное отслеживание невозможно.
Приложение K
(справочное)
Выборочная проверка
Выборочные проверки могут потребоваться для проверки продукции и результатов испытаний, отмеченных в протоколах по ЗПК или отчетах об испытаниях.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов национальным и межгосударственным стандартам
Таблица ДА.1
Обозначение международного (европейского) стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
EN 1337-1 | NEQ | ГОСТ 32020-2012 "Опорные части резиновые для мостостроения. Технические условия" |
EN 1337-7 | - | * |
EN 1337-10 | - | * |
EN 1337-11:1997 | NEQ | ГОСТ 32020-2012 "Опорные части резиновые для мостостроения. Технические условия" |
EN 10025 | - | * |
EN 10088-2 | - | * |
EN 10113-1 | - | * |
EN 10137-1 | - | * |
EN 10204 | - | * |
EN 1992-1-1 | - | * |
ENV 1993-1-1 | - | * |
EN ISO 527-1 | - | * |
EN ISO 527-3 | - | * |
EN ISO 1183 | - | * |
EN ISO 2039-1:2001 | MOD | ГОСТ 4670-2015 (ISO 2039-1-2001) "Пластмассы. Определение твердости. Метод вдавливания шарика" |
EN ISO 2409:2013 | MOD | ГОСТ 31149-2014 (ISO 2409:2013) "Материалы лакокрасочные. Определение адгезии методом решетчатого надреза" |
EN ISO 4287:1997 | IDT | ГОСТ Р ИСО 4287-2014 "Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Термины, определения и параметры структуры поверхности" |
EN ISO 6506 | - | * |
EN ISO 6507-1 | IDT | ГОСТ Р ИСО 6507-1-2007 "Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерений" |
EN ISO 6507-2 | - | * |
ISO 1083 | - | * |
ISO 2137 | IDT | ГОСТ ISO 2137-2013 "Нефтепродукты. Смазки пластичные и петролатум. Определение пенетрации конусом" |
ISO 2176 | IDT | ГОСТ ISO 2176-2013 "Нефтепродукты. Смазки пластичные. Определение температуры каплепадения" |
ISO 3016:1994 | - | * |
ISO 3522:2006 | - | * |
ISO 3755:1991 | - | * |
prEN ISO 6158 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного (европейского) стандарта. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Библиография
[1] | pr EN 1337-3, Structural bearings - Part 3: Elastomeric bearings (Опоры строительных конструкций. Часть 3. Опоры эластомерные) |
[2] | EN 1337-9, Structural bearings - Part 9: Protection (Опоры строительных конструкций. Часть 9. Защита) |
УДК 667.622.114.8:006.354 | ОКС 87.060.10 |
Ключевые слова: элементы скольжения, скользящие части и направляющие для опор, политетрафлуорэтилен, функциональные требования, свойства материалов, требования к определению размеров, изготовление, сборка и допуски, оценка соответствия, монтаж | |
{kind=link}