ГОСТ ISO 8442-2-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ И ИЗДЕЛИЯ, КОНТАКТИРУЮЩИЕ С ПИЩЕВЫМИ ПРОДУКТАМИ. ПОСУДА И ПРИБОРЫ СТОЛОВЫЕ
Часть 2. Приборы столовые из коррозионно-стойкой стали и с серебряным покрытием. Технические условия
Materials and articles in contact with foodstuffs. Cutlery and table hollowware. Part 2. Stainless steel and silver-plated cutlery. Specifications
ОКС 67.250
97.040.60
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН ОАО "Институт Цветметобработка" на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 62-П от 3 декабря 2013 г.)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Республика Армения | AM | Министерство экономики Республики Армения |
Республика Беларусь | BY | Госстандарт Республики Беларусь |
Молдова | MD | Министерство экономики* |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
_______________
* Текст документа соответствует оригиналу. - .
Настоящий стандарт идентичен международному стандарту ISO 8442-2:1997* Materials and articles in contact with foodstuffs - Cutlery and table holloware - Part 2: Requirements for stainless steel and silver-plated cutlery (Материалы и изделия в контакте с пищевыми продуктами. Ножевые изделия и столовая глубокая посуда. Часть 2. Требования к ножевым изделиям из нержавеющей стали и посеребренным ножевым изделиям)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
4 Приказом Федерального агентства по техническому регулированию и метрологии от 05 декабря 2013 г. N 2191-ст межгосударственный стандарт ГОСТ* введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 8442-2-2013. - .
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка*, опубликованная в ИУС N 2, 2015 год
________________
* См. ярлык "Примечания".
Поправка внесена изготовителем базы данных.
Введение
Настоящий стандарт на основе ИСО 8442 распространяется на эксплуатационные характеристики и не включает требования к дизайну, размеру, видам отделки, гибкости лезвий или других свойств, которые являются предметом выбора потребителя и могут быть легко оценены в точке продажи. В настоящем стандарте толщина серебряного покрытия оценивается для каждого изделия, в отличие от традиционных методов, которые определяют среднее значения для 12 или 24 предметов, среди которых могут быть изделия со значительно сниженной толщиной серебряного покрытия.
Следует обратить внимание на директивы Европейского сообщества, касающиеся материалов и изделий, контактирующих с пищевыми продуктами, в частности, директивы [1] и [2].
1 Область применения
Настоящий стандарт устанавливает материалы, требования и методы испытаний столовых приборов (ножи, вилки, ложки, разделочные вилки, столовые приборы для детей и другие).
Настоящий стандарт применяется для столовых приборов из коррозионно-стойкой стали и мельхиора с серебряным покрытием или из коррозионно-стойкой стали с серебряным покрытием.
Настоящий стандарт не распространяется на столовые приборы, изготовленные полностью из драгоценных металлов, алюминия, не коррозионно-стойкой стали, мельхиора, а также столовые приборы, с золотым или хромовым покрытием.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения):
ISO 1463 Покрытия металлические и оксидные. Измерение толщины покрытия. Метод с использованием микроскопа
ISO 2177 Покрытия металлические. Измерение толщины покрытия. Кулонометрический метод с применением анодного растворения
ISO 3497 Покрытия металлические. Измерение толщины покрытия. Спектрометрические рентгеновские методы
ISO 3543 Покрытия металлические и неметаллические. Измерение толщины покрытия. Метод отраженных бета-лучей
ISO 4481:1977 Приборы столовые и ножевые изделия. Номенклатура
ISO 6508:1986 Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 предметы частого использования (Items of frequent use): Столовые приборы, регулярно используемые на обеденном столе. Они перечислены в ISO 4481:1977: кофейная и чайная ложка, суповая ложка, десертная ложка, меню ложка, столовая ложка, десертная вилка, меню вилка, вилка для рыбы, столовая вилка, десертный нож, меню нож, нож для рыбы, столовый нож.
3.2 предметы для нечастного использования (Items of frequent use): столовые приборы, не регулярно используемые на обеденном столе. Эти приборы определены в ISO 4481:1977 и не входят в 3.1.
3.3 истинные поверхности: Столовые приборы, контактирующие с плоской горизонтальной поверхностью, на которой они лежат. У ложек, вилок и ковшей это будет выпуклая часть, т.е. их выпуклая часть и зубцы у вилки являются верхом, у ножей обе стороны рассматриваются как истинные поверхности.
3.4 незатачиваемые ножи: Ножи, которые не имеют заостренного лезвия, т.к. они предназначены для использования с мягкой пищей, поэтому их не изготавливают из мартенситной коррозионно-стойкой стали. Они включают следующие приборы: нож для масла, рыбный сервировочный нож, нож для мороженого, нож для рыбы, столовый нож.
3.5 моноблочные ножи: Ножи цельнометаллические.
3.6 исправленное нормальное зрение: Зрение невооруженным глазом скорректированное к нормальному, если необходимо.
Примечание: обычно делается при ношении очков
4 Материалы
4.1 Общее
Столовые приборы должны быть изготовлены из материалов, которые позволяют им соответствовать требованиям настоящего стандарта.
Примечание - Столовые приборы при правильном использовании не должны выделять вещества, которые могут быть вредны для здоровья или иметь какой-либо органолептический эффект.
4.2 Металлы
4.2.1 Состав металлических частей столовых приборов должен соответствовать требованиям таблицы 1.
Таблица 1 - Требования к химическому составу металла для столовых приборов
Применение | Материал | Химический состав, % | |||||||
|
|
|
|
|
|
| |||
Приборы из коррозионно-стойкой стали | |||||||||
Ложки, вилки, лопатки, незатачиваемые ножи, ручки ножей и вилок для мяса | Аустенитная коррозионно-стойкая сталь | не более 0,07 | 0,045 | 0,015 | 17,0 | 8,0 | 2,0 | - | 10,5 |
не более 0,15 | 0,045 | 0,015 | 17,0 | 4,0 | - | - | - | ||
Защита и зубцы разделочных приборов | Ферритная коррозионно-стойкая сталь | не более 0,07 | 0,040 | 0,015 | 16,0 | - | 1,30 | - | - |
Защита и зубцы разделочных приборов | Мартенситная коррозионно-стойкая сталь (низкоуглеродистая) | не менее 0,16 | 0,040 | 0,015 | 12,0 | - | - | - | - |
Лезвия ножей и ручки цельнометаллических ножей | Мартенситная коррозионно-стойкая сталь (высокоуглеродистая) | не менее 0,26 | 0,040 | 0,015 | 12,0 | - | 1,30 | 0,20 | - |
Приборы из мельхиора | |||||||||
|
|
| Всего примесей, не более | - | |||||
Ложки, вилки, лопатки, незатачиваемые ножи, ручки ножей и вилок для мяса | Мельхиор | 60,0 | 9,0 | 0,5 | 0,30 | 0,05 | 0,50 | 24,0 | - |
Покрытия | Серебро |
| |||||||
| |||||||||
4.2.2 Любые части столовых приборов, изготовленные из мельхиора (медноникелевый сплав цинка) должны иметь серебряное покрытие, соответствующее требованиям п.6.
4.2.3 Любые части столовых приборов из коррозионно-стойкой стали и с серебряным покрытием должны соответствовать требованиям п.6.
5 Конструкция
5.1 Столовые приборы, изготовленные из материалов, указанных в 4, должны быть изготовлены таким образом, чтобы они соответствовали всем требованиям настоящего стандарта.
5.2 Прямолинейность, однородность и отсутствие дефектов
5.2.1 Все видимые поверхности не должны иметь сколов, трещин, стертых участков или каких-либо других дефектов.
5.2.2 Все приборы должны быть прямыми и симметричным, за исключением случаев, когда отклонение от прямоты или симметрии является особенностью дизайна.
5.2.3 Одинаковые приборы в партии не должны различаться по размерам или форме.
5.2.4 Все края, в том числе края ложки, вилки, половника и рукоятки вилки должны быть без зазубрин и шероховатостей, в случае наличия они должны быть удалены.
5.2.5 Столовые ножи должны быть сбалансированы следующим образом: когда нож закрепляется на стыке лезвия и рукоятки, рукоятка должна быть тяжелее, чем лезвие.
Соответствия требованиям п.5.2.1-5.2.5. должно проверяться на ощупь или визуально.
5.3 Полые рукоятки
Швы соединения полых ручек должны быть водонепроницаемыми.
5.4 Лезвия ножей
Режущее лезвие затачиваемых столовых ножей должно быть либо зубчатым либо с заострением под углом не более 60 градусов.
Режущее лезвие разделочного ножа должно быть заточено на угол не более 40 градусов и не должно быть толще 0,46 мм на расстоянии 1 мм от внешней стороны лезвия.
5.5 Предохранители для вилок
Механизм открытия и закрытия предохранителя должен быть несложным.
6 Столовые приборы с серебряным покрытием
6.1 Основные требования
Вся посуда с серебряным покрытием должна соответствовать требованиям 6.2, 6.3, 6.4 и 6.5.
6.2 Средняя толщина
Средняя толщина серебряного покрытия каждого готового изделия при измерении в соответствии с методами, описанными в приложении А (вес покрытия) и приложении В (площадь покрытия), должна соответствовать таблице 2.
Таблица 2 - Средняя толщина классов серебряного покрытия
Описание | Символ | Значение при частом использовании, не менее, мкм | Значение при нечастом использовании, не менее, мкм |
Первый класс | I | 30 | 17 |
Второй класс | II | 20 | 12 |
Третий класс | III | 10 | 7 |
6.3 Локальная толщина
Минимальная локальная толщина серебряного покрытия истинной поверхности, т.е. той части столового прибора, которая занимает наибольшую площадь по 3.3 должна составлять не менее 60% средней толщины изделия.
Минимальная локальная толщина измеряется в соответствии с одним из методов, указанных в ISO 2177, ISO 1463, ISO 3497 и ISO 3543. В спорных случаях толщина измеряется в соответствии с ISO 1463.
6.4 Минимальная твердость твердых серебряных покрытий
Минимальная твердость серебряного покрытия должна составлять 130 HV и измеряться после погружения в кипящую воду на 2 часа.
6.5 Адгезия серебряного покрытия
Серебряное покрытие не должно иметь признаков отслаивания или пузырения после полировки стальными шариками в течение 40 минут в соответствии с приложением Е.
Примечание - Альтернативные методы определения адгезии серебряных покрытий могут быть использованы при условии, что полученные результаты соотносятся с теми, которые получают при полировке стальными шариками.
7 Требования к эффективности
7.1 Коррозионная стойкость
Поверхности столовых приборы из коррозионно-стойкой стали должны соответствовать требованиям пунктов а)-в), в случае, если испытания проводятся в соответствии с методом, описанном в приложении С:
а) не должно быть никаких продольных и поперечных трещин длиной более 1,5 мм;
б) не должно быть более трех углублений или зон межкристаллитной коррозии, каждая из которых имеет площадь более, чем круг диаметром 0,4 мм (0,126 мм) на ручке, и не более трех углублений, площадь каждого из которых более, чем круг 0,4 мм (0,126 мм
) в другом месте;
в) в любой части изделия не должно быть никакого углубления или зон межкристаллитной коррозии, имеющих площадь более, чем круг диаметром 0,75 мм (0,442 мм).
7.2 Прочность
7.2.1 Ножи с лезвиями из мартенситной коррозионно-стойкой стали и вилки для мяса
Нож или вилка для мяса не должны треснуть, сломаться и не должны приобретать остаточной деформации более 3 градусов при испытании в соответствии с приложением D. Кроме того, крепление рукояти к лезвию не должно ослабнуть.
7.2.2 Ложки, вилки, половники и не затачиваемые ножи
Изделие не должно иметь остаточную деформацию более 1 мм при следующем испытании.
Изделие помещают на плоскость самой высокой точкой ручки вверх. Прикладывают силу, эквивалентную 0,7 Н для каждого миллиметра полной длины или 100 Н, выбирают меньшую, в течение 10 секунд (рисунок 1 для ложки).
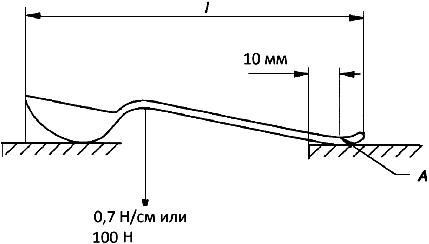
Рис.1. Пример испытания на прочность, показанный на ложке
Во время приложения этой силы точка покоя ручки (А на рисунке 1) не должна быть далее 10 мм от края опорной поверхности.
7.3 Прочность крепления рукоятки
Ручки комбинированных изделий должны быть испытаны по методу, который предотвращает поворот рукоятки относительно остальной части изделия или отхождение рукоятки от лезвия сразу после погружения в воду при температуре °С
, когда предмет подвергается:
а) растяжению с силой ![]() Н в течение 10 секунд;
Н в течение 10 секунд;
б) крутящему моменту ![]() Н·м, для изделий, площадь поверхности ручки которого 37 см
Н·м, для изделий, площадь поверхности ручки которого 37 см и более, или крутящий момент
![]() Н·м для изделий, площадь поверхности ручек которых менее 37 см
Н·м для изделий, площадь поверхности ручек которых менее 37 см. Крутящий момент должен прикладываться в течение 10 секунд.
Растягивающая сила и крутящий момент должны прикладываться последовательно, непосредственно перед применением растягивающая силы и крутящего момента ручки погружают на 10 минут в воду при температуре °С
.
__________________
Кипящая вода
7.4 Твердость ножевых лезвий
Лезвия ножей из мартенситной коррозионно-стойкой стали должны иметь минимальную твердость 48 HRC при испытании в соответствии с ISO 6508:1986. Измерения производятся на расстоянии не менее 40 мм от ручки.
Лезвия разделочных ножей должны иметь твердость не менее 52 HRC.
8 Этикетка и маркировка
8.1 Маркировка
Каждый столовый прибор должен быть четко и несмываемо маркирован с указанием следующей информации:
а) название и/или товарный знак или другие средства идентификации производителя или ответственного поставщика;
б) ссылку на настоящий стандарт в сочетании с одной из следующих римских цифр (6.2):
- I для первого класса серебряного покрытия;
- II для второго класса серебряного покрытия;
- Ill для третьего класса серебряного покрытия.
Примечание - применяемая национальная маркировка при необходимости также может быть использована.
в) столовые приборы из коррозионно-стойкой стали без покрытия согласно настоящему стандарту должны сопровождаться идентификацией среднего процентного содержания хрома в стали или, для аустенитной коррозионно-стойкой стали, среднее процентное содержание хрома и никеля в стали, например, 18/10.
8.2 Этикетка
Следующая информация должна быть доступна на момент продажи:
а) номер настоящего стандарта и заявление о том, столовый прибор соответствует требованиям настоящего стандарта;
б) для столовых приборов с серебряным покрытием - класс покрытия и вид основного металла;
в) для столовых приборов из коррозионно-стойкой стали без покрытия (кроме лезвий, сделанных из мартенситной коррозионно-стойкой стали) определение - прибор сделан из ферритной коррозионно-стойкой стали или из аустенитной коррозионно-стойкой стали.
Эта информация может быть предоставлена как на упаковке, так и с помощью маркировки или на карточке или в любой другой подходящей форме.
Приложение А
(обязательное)
Метод испытания для определения средней толщины серебряного покрытия
Внимание: Этот метод предполагает использование концентрированных кислот или цианида натрия. Предполагается, что такие испытания будут проводить только опытные люди, знакомые с такими веществами и при соблюдении техники безопасности.
А.1 Испытание
Серебряное покрытие является химически или электрохимическим растворимым без разрушения материала основы. Средняя толщина покрытия рассчитывается из его площади поверхности, массы серебра и плотности покрытия.
А.2 Раствор для снятия покрытия
А.2.1 Для мельхиора, покрытого серебром без основы из никеля, химический раствор для снятия покрытия состоит из 19 частей по объему концентрированной серной кислоты 1,84 г/мл и 1 часть по объему азотной кислоты 1,42 г/мл.
А.2.2 Для коррозионно-стойкой стали с серебряным покрытием или мельхиора с основой из никеля, электролит для анодной очистки включает 90 г цианида натрия и 15 г гидроксида натрия в 1 л деминерализованной или дистиллированной водой.
А.3 Процедура
А.3.1 Основное
Необходимо тщательно обезжирить образец и, при необходимости, промыть и просушить. Взвесить образец. Использовать соответствующие растворы для снятия покрытия (А.2.1 или А.2.2) для удаления серебряного покрытия. Тщательно промыть в проточной воде, высушить и еще раз взвесить. Нейтрализовать кратковременным погружением в 250 г/л раствором триоксида хрома.
А.З.2 Химическое снятие покрытия
Части изделия, которые будут очищаться от покрытия, должны быть сухими, чтобы избежать попадания воды в раствор.
Погрузить образцы в смеси кислот (А.2.1). В течение всего времени удаления покрытия температура смеси должна быть (80±2) °С.
А.3.3 Анодное снятие покрытия
Использовать катод из коррозионно-стойкой стали и образец для испытания в качестве анода, погрузить образец в электролит (А.2.2) при комнатной температуре и использовать напряжение от 2 до 8 В на протяжении всего времени удаления покрытия.
А.4 Обработка результатов
А.4.1. Метод расчета
Средняя толщина покрытия рассчитывается по формуле
![]()
где - потеря массы при удалении покрытия, г;
- площадь серебряного покрытия столового прибора, в квадратных сантиметрах (Приложение Б);
10,5 - плотность серебра, в г/см.
Площадь поверхности той части предмета, которая покрыта серебром, определяется методом, указанным в приложении Б.
(Поправка. ИУС N 2-2015).
А.4.2 Точность
Отклонение от точности расчета по данному методу составляет ±3%, включая метод, описанный в приложении Б. Соответствие массы отделенного серебряного покрытия можно проверить, определив содержание серебра в ванне для очистки поверхности.
Приложение Б
(обязательное)
Метод Шлегеля определения площади поверхности
Б.1 В контролируемых условиях, испытываемое изделие покрывают адгезивом и опускают в флюидизированные шарики водоотталкивающего вещества или в совершенно сухие стеклянные шарики одинакового размера. Масса шариков, прилипшая к изделию пропорциональна площади его поверхности.
Соотношение между массой шариков и площадью поверхности изделия определяется путем проведения испытаний стандартного образца известной площади, т.е. правильной формы, площадь которого можно легко измерить.
Б.2 Приборы и материалы
Б.2.1 Флюидизированный слой, слой стеклянных шариков (Б.2.5) с запасом воздуха флюидизации и средства для подогрева входящего воздуха, если водоотталкивающие шарики не используются - может быть в виде электрического нагревательного элемента рядом с нижней частью слоя, с регулируемым контролем напряжения, достаточным, чтобы поднять температуру флюидизированного слоя от 50 до 80 °С.
Б.2.2 Лабораторные весы с точностью ±2 мг.
Б.2.3 Подъемное устройство, для поднятия испытываемого изделия из адгезива со скоростью 20 мм/мин.
Б.2.4 Клей, состоящий из: алкидных смол 1 часть по массе и 1 часть по массе толуола (без серы).
Б.2.5 Стеклянные шарики, градуированные от 200 до 250 мкм, предпочтительно водоотталкивающего типа.
Примечание: Имеющиеся в продаже стеклянные шарики, номинально градуированные в этих пределах, могут содержать нежелательную долю, выходящую за пределы; как правило, они должны быть повторно градуированы.
Б.2.6 Образцы известной площади, (не менее двух) из коррозионно-стойкой стали, а именно:
а) цилиндр, диаметром приблизительно 16 мм и длиной 100 мм, для определения массы стеклянных шариков, прилипающих к полым ручкам, на квадратный сантиметр;
б) прямоугольник, примерно 100х30 мм1 мм в длину, для определения массы стеклянных шариков, прилипающих к другим областям, помимо полых ручек, на квадратный сантиметр.
Б.3 Процедура
Б.3.1 Стеклянные шарики (Б.2.5) не водоотталкивающего типа должны быть тщательно просушены, чтобы они не прилипали друг к другу. Шарики, не водоотталкивающего типа, могут быть высушены и защищены от поглощения влаги из воздуха путем подогрева их в флюидизированном слое при температуре от 50 до 80 °С, пока шарики не перестанут прилипать к чистому, сухому столовому прибору, который опускают в них. Обычно время высыхания 1 час является нормальным.
Примечание: Было обнаружено, что после устранения любой влаги, шарики будут оставаться сухими, пока включен нагревательный элемент.
Поддерживайте температуру флюидизиованного слоя шариков в диапазоне от 50 до 80 °С пока не будет достигнута операция по Б.3.8. Если используются водоотталкивающие шарики, слой может использоваться при температуре окружающей среды до начала процедуры по Б.3.7.
Б.3.2 Прикрепить тонкую проволочную вешалку к испытываемому изделию с петлей для подвешивания во время взвешивания и т.д.
Б.3.3 Тщательно очистить испытываемое изделие в метиловом спирте.
Б.3.4 Опустите испытуемое изделие в адгезив по Б.2.4 и поднимайте со скоростью 20 мм/мин с использованием подъемного устройства по Б.2.3. Для измерения площади поверхности ручки в адгезив погружают только ручку. Не допускается контакт поверхности испытываемого изделия с чем-либо, пока не достигнута операция по В.3.7.
Б.3.5 Просушить адгезив в течение (60±5) минут.
Б.3.6 Взвесить испытываемое изделие с точностью до 2 мг.
Б.3.7 Погрузить испытываемое изделие в кипящий слой из шариков в течение (10±1) секунда постоянно перемешивая. Во время погружения воздушный поток должен быть достаточным, чтобы поднять шарики на высоту не менее 40 мм над их уровнем. Не погружайте подвес глубже, чем необходимо.
Б.3.8 Повторно взвесите испытываемое изделие с точностью до 2 мг.
Б.3.9 Проведите повторное испытание для каждого испытательного образца. Используйте, по крайней мере, два образца известной площади по Б.2.6 от каждой партии испытываемых изделий.
Б.4 Обработка результатов
Б.4.1 Метод расчета
Вычислить площадь изделия, в квадратных сантиметрах, используя формулу:
![]() ,
,
где - средняя масса шариков прилипших к испытываемому изделию, г;
- средняя поверхностная плотность массы шариков, соответствующая массе способной присоединиться к образцу известной площади, г/см
.
Б.4.2 Точность
Точность метода составляет около 1,5% для столовых приборов любых размеров и видов.
Приложение В
(обязательное)
Метод испытаний коррозионной стойкости обычных и специальных столовых приборов
В.1 Испытание
Испытываемый образец погружается в 1%-ный раствор хлорида натрия () при температуре (60±2) °С на 6 часов. Количество и размер любых углублений измеряется визуально с помощью линзы или микроскопа.
В.2 Реактивы
Во время испытания, если не указано другое, используют реактивы квалификации не ниже ч.д.а. и дистиллированную воду или воду с такой же чистотой.
Хлорид натрия, 1%-ный раствор, состоящий из одной части хлорида натрия на 99 частей деминерализованной/дистиллированной воды.
В.3. Оборудование
Используемое оборудование изображено на рисунке В.1 и состоит из стеклянного или пластикового контейнера и стеклянной или пластиковой крышки, а также пластиковой стойки образца, с приспособлением для подъема и спуска изделия в контейнер.
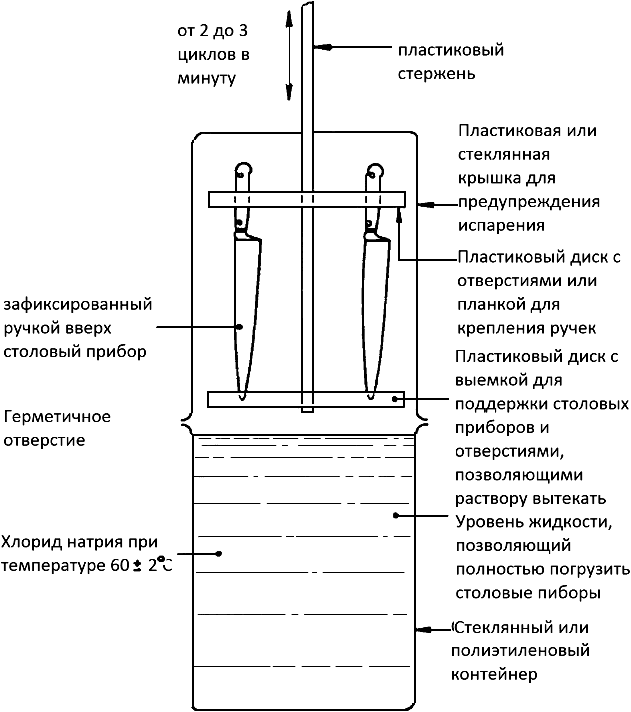
Рисунок В.1 - Оборудование для коррозионных испытаний
Примечание - Могут быть использованы другие методы поддержки образца при условии, что обеспечения минимального контакта образца с поддерживающими средствами.
Калибровочный микроскоп или линзы не менее четырехкратного увеличения.
В.4 Процедура
В.4.1 Тщательно вымыть отобранные образцы в горячей мыльной воде. Тщательно промыть, а затем обезжирить образцы в ацетоне или метиловом спирте.
В.4.2 Заполнить контейнер раствором хлорида натрия по В.2 с использованием не менее 1 л раствора на каждый квадратный дециметр площади элементов образцов из коррозионно-стойкой стали. Нагреть контейнер и содержимое до (60±2) °С и поддерживать при этой температуре. Не допускать превышение температуры раствора (60±2) °С в любое время, даже до начала испытания. Для каждого испытания следует использовать свежеприготовленный раствор хлорида натрия
Примечание: температуру раствора хлорида натрия удобнее всего поддерживать при (60±2) °С путем размещения аппарата в термостатируемой водяной бане, уровень которой сохраняется примерно на том же уровне, что и уровень раствора хлорида натрия.
В.4.3 Закрепить образец в стойке и закрыть крышку. Ножи с металлическими рукоятками необходимо закрепить таким образом, чтобы рукоятки они не вступали в контакт со стойкой.
В.4.4 Полностью погружать и полностью извлекать образцы из раствора два-три раза в минуту в течение 6 часов.
В.4.5 По окончании испытания, тщательно вымыть и ополоснуть образцы.
Примечание: Продукты коррозии, препятствующие визуальному осмотру коррозионных углублений могут быть удалены вручную трением поверхности столовых приборов полировальной пастой для коррозионно-стойкой стали с помощью мягкой ткани.
В.5 Обработка результатов
Оценку размеров и количества углублений и длину продольных трещин на испытываемом образце проводят визуально с помощью калиброванного микроскопа или линзы с не менее чем четырехкратным увеличением. Если два углубления слились вместе, они должны быть оценены как два отдельных.
Примечание - использование проволоки диаметром 0,4 мм и 0,75 мм соответственно, в контакте с поверхностью образца является удобным методом оценки размеров углубления с использованием линзы.
Приложение Г
(обязательное)
Метод испытания на прочность ножей с лезвием из коррозионно-стойких мартенситных сталей и разделочных вилок
Г.1 Испытание
Нож или разделочную вилку зажимают в ручке и нагружают на конец лезвия или зубцов и поднимают до тех пор, пока поднимается нагрузка. Угол остаточной деформации после снятия нагрузки измеряют.
Г.2 Оборудование
Оборудование для проведения испытания показано на рисунке Г.1.
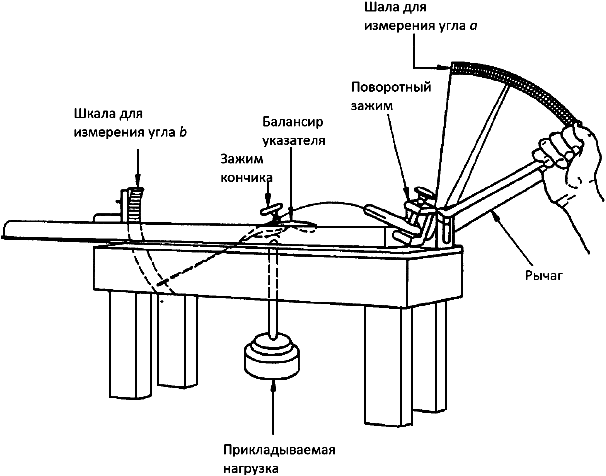
Рисунок Г.1 - Аппарат для испытания ножей на прочность
Примечание - Рычаг, показанный на рисунке Г.1, не должен быть установлен до тех пор, пока обе шкалы не установлены на нуль и должен быть удален до измерения угла остаточной деформации, в противном случае рычаг оказывает воздействие крутящим моментом на поворотный зажим, что приводит к ложным измерениям остаточной деформации.
Г.3 Процедура
Г.3.1 Зажать ручку испытываемого образца в поворотном зажиме. Установить ручку в зажиме так, чтобы во время испытания кончик ножа или кончик зубцов разделочной вилки и конец ручки оставались в одной горизонтальной плоскости.
Г.3.2 Зажать кончик лезвия в ненагруженный зажим. Следует убедиться, что ручной рычаг удален из аппарата, а затем установить обе шкалы на ноль.
Г.3.3 Подключить нагрузку к зажиму кончика и вращать вал поворотного зажима с помощью рычага, до тех пор, пока зажим кончика не поднимется от направляющих. Поддерживать его в этом положении в течение 10 секунд. Вернуть рычаг в положение покоя и удалить его. Удалить нагрузку от кончика зажима и определить углы отклонения и
по соответствующим шкалам.
Чтобы получить величину угла остаточной деформации следует сложить эти два угла (рисунок Г.2).
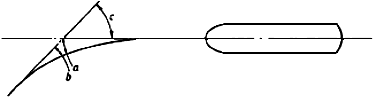
Рисунок Г.2 - Определение угла остаточной деформации
Г.3.4 Перевернуть образец, повторите испытание в противоположном направлении.
Г.4 Обработка результатов
Рассчитайте остаточную деформацию как среднее значение угла остаточных деформаций в двух направлениях.
Приложение Д
(обязательное)
Метод испытания на адгезию серебряных покрытий
Д.1 Испытание
Столовые приборы исследуют после полировки стальными шариками от вращения в гуммированном барабане, содержащем мыльный раствор.
Д.2 Приборы и материалы
Д.2.1 Вращающийся барабан, футерованный резиной гексагонального сечения размером (250±20) мм в поперечной плоскости, способный вращаться со скоростью (25±2) об./мин и, желательно, снабженный поперечными делениями панелей, с отсеками меньше испытываемых изделий, чтобы предотвратить их запутывание. Барабан наполовину заполненный закаленными стальными шариками в следующих размерных пропорциях (для предотвращения геометрической группировки):
- диаметром 4,8 мм - 50% по массе;
- диаметром 4,0 мм - 25% по массе;
- диаметром 5,6 мм - 25% по массе.
Достаточно холодный мыльный раствор по Д.2.2 добавляют в барабан, чтобы покрыть стальные шары (мыло ингибирует коррозию стальных шариков).
Д.2.2 Мыльный раствор 1,2 г мыла на один литр деминерализованной или дистиллированной воды.
Д.3 Процедура
Испытываемые изделия помещают в барабан по Д.2.1 и поворачивают его со скоростью (25±2) об./мин в течение 40 минут.
Испытываемые изделия извлекают из барабана и тщательно изучают их.
Д.4 Обработка результатов
Регистрируют любые признаки отслаивания или шелушения серебряного покрытия.
Приложение Е
(справочное)
Директивы Европейского Сообщества
[1] | Директива ЕС 89/109 | Official Journal EC 1989, No L 40/38 page 38, Directive of the Council for the Harmonization of the Legal Procedures of the Member States concerning Materials and Utensils determined to come into contact with Foodstuffs (Официальный журнал EC 1989, N L 40/38, стр.38, Директива Совета ЕЭС О сближении законов государств - членов ЕЭС относительно материалов и изделий, предназначенных для контакта с пищевыми продуктами) |
[2] | Директива ЕС 90/128 | Official Journal ЕС 1992, No L 168/21 Directive of the Council for the Harmonization of the Legal Procedures of the Member States relating to plastics materials and articles intended to come into contact with Foodstuffs (Официальный журнал EC 1992, N L 168/21, Директива Совета ЕЭС О сближении законов государств - членов ЕЭС относительно пластиковых материалов и изделий, предназначенных для контакта с пищевыми продуктами) |
[3] | EN 10088-1:1995 | Stainless steels - Part 1: List of stainless steels (Стали нержавеющие. Часть 1. Перечень нержавеющих сталей) |
__________________________________________________________________________
УДК 642.732.2-034:006.354 ОКС 67.250
97.040.60
Ключевые слова: приборы столовые, ножевые изделия, серебряное покрытие
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}