ГОСТ Р 54062-2010
(ИСО 2971:1998)
Группа Н89
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СИГАРЕТЫ И ФИЛЬТРПАЛОЧКИ
Определение номинального диаметра
Метод с использованием лазерного измерительного прибора
Cigarettes and filter rods. Determination of nominal diameter. Method using a laser beam measuring apparatus
ОКС 65.160
ОКСТУ 9193
Дата введения 2012-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Государственным научным учреждением "Всероссийский научно-исследовательский институт табака, махорки и табачных изделий" Российской академии сельскохозяйственных наук (ГНУ "ВНИИТТИ" Россельхозакадемии) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 153 "Табак и табачные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2010 г. N 690-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 2971:1998* "Сигареты и фильтрпалочки. Определение номинального диаметра. Метод с использованием лазерного измерительного прибора" (ISO 2971:1998 "Cigarettes and filter rods - Determination of nominal diameter - Method using a laser beam measuring apparatus") путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом**
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
** В оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сигареты и фильтрпалочки и устанавливает метод бесконтактного измерения номинального диаметра с помощью лазерного измерительного прибора.
Примечания
1 Для определения номинальных диаметров сигарет и фильтрпалочек также существуют альтернативные методы, которые изложены в приложении С.
2 Для лабораторий, использующих длину окружности вместо диаметра, значение длины окружности находят путем умножения значения диаметра на число .
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 3402-2002 Табак и табачные изделия. Атмосферы для кондиционирования и испытаний
ГОСТ 3004-93* Сигареты и фильтры. Определение номинального диаметра. Пневматический метод
______________
* Вероятно ошибка оригинала. Следует читать: ГОСТ 30041-93. - .
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 диаметр (diameter): Среднеарифметическое значение минимум измерений (
100), полученных путем испытания одной сигареты или фильтрпалочки методом, описанным в настоящем стандарте.
Примечание - Диаметр является действительным параметром для стержнеобразных образцов с приблизительно круглым поперечным сечением.
4 Сущность метода
Используют прибор, в котором испытуемый образец поворачивается вокруг своей продольной оси на пол-оборота (180°) или оборот (360°) с постоянной угловой скоростью. Одновременно на плоскость, называемую сканирующей дорожкой, подается лазерный луч, направленный параллельно центральной линии сканирования и двигающийся с постоянной скоростью перпендикулярно к продольной оси испытуемого образца.
Пересечение сканирующей дорожки и образца есть поперечное сечение испытуемого образца.
Регистрируемым показанием прибора является измеренная длина ортогональной проекции поперечного сечения на плоскость, параллельную оси испытуемого образца. Схема устройства показана на рисунке 1.
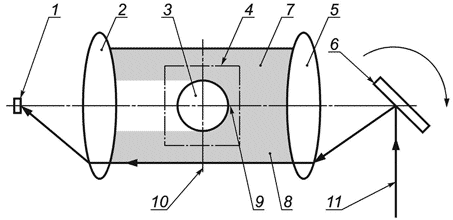
1 - принимающий элемент; 2 - фокусирующая линза; 3 - испытуемый образец; 4 - зона измерения; 5 - колиматорная* линза; 6 - сканирующий отражатель; 7, 8 - сканирующая дорожка; 9 - центральная линия сканирования; 10 - линия измерения; 11 - луч лазера
________________
* Текст документа соответствует оригиналу. - .
Примечание - У одноосного сканирующего устройства зона измерения расположена в идеальном месте - на пересечении линии измерения и центральной линии сканирования. При расположении испытуемого образца в зоне измерения достигается большая точность измерения.
Рисунок 1 - Схема одноосного (со сканирующим лучом лазера) измерительного устройства прибора
5 Аппаратура
5.1 Камера кондиционирования с атмосферой по ГОСТ Р ИСО 3402.
5.2 Измерительный прибор со сканирующим лучом лазера.
К измерительному прибору относят следующие устройства:
5.2.1 Измерительное устройство, имеющее сканирующий луч лазера, с разрешающей способностью не менее 0,005 мм для определения диаметра стержнеобразных испытуемых образцов с приблизительно круглым поперечным сечением.
Скорость сканирования лазера должна быть такой, чтобы никакое эксцентричное перемещение испытуемого образца, параллельное продольной оси, в зоне измерения, не повлияло бы на точность измерения среднего значения диаметра.
Соотношение между скоростью сканирования лучом лазера и скоростью вращения испытуемого образца должно быть постоянным и настолько большим, чтобы величина минимального и максимального значений измеренного диаметра была достаточно точной, несмотря на возможную некруглость испытуемого образца.
Длина сканирующей дорожки должна быть не менее чем на 50% больше максимального диаметра, подвергаемого измерению, а испытуемый образец должен подвергаться сканированию не менее 100 раз при повороте на 180° или 360°.
5.2.2 Устройство с держателем для вращения испытуемого образца в зоне сканирующей дорожки или для вращения сканирующей дорожки вокруг испытуемого образца с целью удерживания продольной оси образца перпендикулярно сканирующей дорожке.
6 Отбор проб
Отбор проб сигарет - по ГОСТ Р 52670.
Статистически представительную лабораторную пробу отбирают так, чтобы она характеризовала всю генеральную совокупность.
Отобранные образцы не должны иметь явных дефектов, могущих повлиять на результаты измерений.
7 Методика проведения испытаний
7.1 Подготовка пробы для испытаний
Из лабораторной пробы по разделу 6 произвольно отбирают пробу для испытаний необходимого числа сигарет или фильтрпалочек.
Перед испытанием пробу кондиционируют по ГОСТ Р ИСО 3402 в камере для кондиционирования.
Время кондиционирования как фильтрпалочек, так и сигарет, а также время проведения испытаний не устанавливает настоящий стандарт, а выбирают на основании практического опыта и указывают в отчете об испытаниях.
7.2 Проверка и калибровка прибора
Для проверки системы сканирования лазерным лучом применяют калибры.
Проверку и калибровку проводят с применением не менее двух калибров, имеющих разное значение диаметров, перекрывающих диапазон измерения прибора минимум на 25%, имеющих значение точности выше точности при проведении измерений.
Значения диаметров испытуемых образцов должны входить в диапазон значений диаметров калибров.
Примечания
1 Для ежедневной проверки прибора может быть использован один калибр, диаметр которого близок к диаметру испытуемого образца.
2 Основные требования к калибрам изложены в приложении А.
7.3 Проведение испытаний
Руководствуясь инструкцией, испытуемый образец располагают в зоне измерения как можно ближе к точке пересечения центральной линии сканирования и линии измерения.
Испытуемый образец или сканирующее устройство должны вращаться вокруг оси таким образом, чтобы любое эксцентричное положение образца по отношению к сканирующей дорожке было параллельно сканирующей дорожке и перпендикулярно к продольной оси образца.
В соответствии с инструкцией к лазерному измерительному прибору следует регулировать прибор и/или питающее и ротационное устройство сканирующей дорожки для сканирования выбранного участка сечения испытуемого образца.
Работу на приборе проводят в соответствии с инструкцией к нему. Значение диаметра испытуемых образцов отображается на дисплее с точностью до 0,01 мм.
Для определения среднего значения диаметра измеряют 10 образцов одной пробы.
Примечания
1 На практике в лаборатории проводят измерение различного количества образцов в зависимости от назначения результатов измерений.
2 В приборе возможно либо вращение луча лазера вокруг образца, либо вращение образца в зоне действия луча лазера.
3 Возможные причины погрешностей при измерении диаметра приведены в приложении В.
4 При использовании измерительного прибора с лазерным лучом старой конструкции наблюдается эффект неровности поверхности образца (пористая бумага для обертки фильтров), что может незначительно исказить результат в большую сторону.
8 Представление результатов испытаний
Результаты испытаний должны включать в себя:
- диаметр каждой сигареты или фильтрпалочки в миллиметрах с точностью до 0,01 мм;
- средний диаметр пробы как среднеарифметическое значение результатов измерений (
обычно равно 10, но может быть другим (5-20), выраженный в миллиметрах с точностью до 0,01 мм;
- максимальное значение диаметра образцов пробы с точностью до 0,01 мм;
- минимальное значение диаметра образцов пробы с точностью до 0,01 мм;
- стандартное отклонение в миллиметрах.
9 Точность метода
9.1 Межлабораторные испытания
Международные межлабораторные испытания при участии восьми лабораторий были проведены в 1990 г. на специально подобранных образцах (фильтрпалочки, металлические стержни, сигареты) диаметром приблизительно 7,9 мм. Получены следующие данные по сходимости () и воспроизводимости (
).
9.2 Сходимость
Разность между результатами двух испытаний, проведенных одним оператором на пробах идентичных образцов сигарет и фильтрпалочек за короткий период времени на одном и том же оборудовании, может превысить значение сходимости () в среднем не более чем в одном случае из 20 при нормальном и правильном проведении данного метода:
для отдельных измерений 0,028 мм,
0,015 мм;
для средних значений 0,012 мм,
0,0042 мм.
9.3 Воспроизводимость
Разность между результатами испытаний, полученными двумя лабораториями на пробах идентичных сигарет и фильтрпалочек, может превышать значение воспроизводимости в среднем не более чем в одном случае из 20 при нормальном и правильном проведении данного метода:
для результатов отдельных измерений 0,042 мм,
0,015 мм;
для средних значений 0,038 мм,
0,014 мм.
10 Отчет о проведении испытаний
В отчете должен быть указан использованный метод и приведены полученные результаты. Приводят также условия проведения испытаний, отличающиеся от указанных в настоящем стандарте, а также все обстоятельства, могущие повлиять на результат.
В отчете должны быть указаны:
- наименование или описание испытуемых изделий;
- дата и метод отбора проб;
- дата испытаний;
- температура и относительная влажность воздуха при проведении испытаний, а также все обстоятельства, могущие повлиять на результат испытаний;
- продолжительность кондиционирования (см. 7.1);
- результаты испытаний, выраженные в миллиметрах (см. раздел 8);
- статистические данные по результатам измерений;
- число измерений;
- среднее значение диаметра и стандартное отклонение.
Приложение А
(обязательное)
Калибры
А.1 Основные требования к калибрам
Калибры используют для проверки и калибровки измерительных приборов определения диаметра (или длины окружности) сигарет и фильтрпалочек.
Калибр должен быть металлическим цилиндрическим стержнем и иметь поверхность с шероховатостью 0,5 мкм, а также установленную величину диаметра. Рабочие калибры должны быть калиброваны по образцовым калибрам в стандартных лабораторных условиях - (22±5) °C. Должен быть известен коэффициент теплового расширения материала калибров.
Калибры должны иметь документ с результатами измерений, выполненных с точностью измерения не менее 0,005 мм и иметь соответствующую маркировку.
А.2 Проверка и калибровка приборов
Проверка и калибровка приборов для определения диаметра сигарет и фильтрпалочек должны проводиться по инструкции к прибору.
Приложение В
(справочное)
Информация о возможных причинах погрешностей при проведении измерений
В.1 Причины погрешностей при измерении
Необходимо поддерживать оптимальные условия выполнения измерений во избежание следующих причин погрешностей:
- попадание в выборку образцов с морщинистым швом (плохое соединение бумаги внахлестку);
- пыль и обрывки на передающем или принимающем сканирующий луч окне могут исказить результаты измерений. Очистку окон проводят согласно инструкции;
- неправильное размещение испытуемого образца в зоне измерения может привести к погрешности измерений. Образец располагают под прямым углом к сканирующему лучу. Необходимо избегать наклона продольной оси испытуемого образца от вертикальной плоскости и наклона по отношению к сканирующей дорожке. Чем больше угол между осью образца и сканирующей дорожкой, тем больше погрешность измерения. Это показано на рисунке В.1;
- эксцентричное движение образца может привести к погрешности измерения. Оно должно быть минимальным, особенно в случае изделий с большим отклонением от круглого поперечного сечения;
- использование различных участков образца для измерения может привести к погрешности;
- наблюдается некоторая погрешность, если образец поворачивается не на полных пол-оборота или оборот.
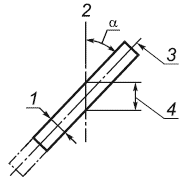
1 - действительный диаметр; 2 - сканирующая дорожка; 3 - продольная ось; 4 - измеренный диаметр
Рисунок В.1 - Иллюстрация погрешности измерения
В.2 Расчет величины погрешности
Погрешность рассчитывают по формуле
![]() , (В.1)
, (В.1)
где - фактический диаметр;
- угол наклона к сканирующей дорожке.
Приложение С
(справочное)
Альтернативные методы измерения номинального диаметра сигарет и фильтрпалочек
С.1 Измерение мерной лентой
С.1.1 Принцип измерения
Для измерения используют гибкую ленту, которая охватывает сигарету или фильтрпалочку по окружности при контролируемом натяжении, получаемом с помощью подвесного груза величиной от 60 до 100 г.
Один конец ленты прикреплен к преобразователю для установления связи между линейным перемещением и прямо пропорциональным ему напряжением. Другой конец ленты зафиксирован в исходном положении.
При охвате образца лента точно принимает форму окружности образца. Измеряют ту длину ленты, которая непосредственно охватывает образец по окружности.
С.1.2 Преимущества метода
Преимущество измерения лентой в том, что при этом точно измеряется длина окружности независимо от формы образца, а также преодолеваются проблемы, связанные с другими методами из-за наличия морщинистых швов (соединений бумаги внахлестку).
Измерение длины окружности дает уверенность в точности измерения при определении номинального диаметра.
С.1.3 Несовершенство метода
Несовершенство метода измерения лентой в том, что выбор усилия ее натяжения должен обеспечить отсутствие любого сжатия при низкой жесткости образца, а также этим методом нельзя определять минимальный и максимальный диаметры одного образца.
Номинальный диаметр рассчитывают на основании длины окружности.
Примечание - Выбранное усилие натяжения будет влиять на измерение диаметра, в частности, когда измерение проводится непосредственно после изготовления образца.
С.2 Пневматический метод
С.2.1 Принцип измерения
Принцип измерения изложен в ГОСТ 30041.
С.2.2 Преимущества метода
Преимущество метода измерения в том, что он прост и требует незначительного технологического обеспечения, использует сжатый воздух для функционирования прибора. Манометр и шкала дают легко считываемые показания любого среднего значения длины окружности или диаметра, а также отклонение по длине образца.
С.2.3 Несовершенство метода
Для каждого диапазона измерения требуются отдельные измерительные головки, обычно ±0,25 мм диаметра (±0,7 мм длины окружности), предназначенные для каждого номинального диаметра или длины окружности согласно спецификации.
На полученные результаты влияет степень пористости бумаги, а также жесткость образца.
Электронный текст документа
и сверен по:
, 2012
{kind=link}