ГОСТ 31634-2012
(ISO 2971:1998)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СИГАРЕТЫ И ФИЛЬТР-ПАЛОЧКИ
Определение номинального диаметра. Метод с использованием лазерного измерительного прибора
Cigarettes and filter rods. Determination of nominal diameter. Method using a laser beam measuring apparatus
МКС 65.160
Дата введения 2013-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Государственным научным учреждением "Всероссийский научно-исследовательский институт табака, махорки и табачных изделий Российской академии сельскохозяйственных наук" (ГНУ "ВНИИТТИ Россельхозакадемии") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 24 мая 2012 г. N 41)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1481-ст межгосударственный стандарт ГОСТ 31634-2012 (ISO 2971:1998) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 2971:1998* "Сигареты и фильтр-палочки. Определение номинального диаметра. Метод с использованием лазерного измерительного прибора" ("Cigarettes and filtеr rods - Determination of nominal diametеr - Method using a laser beam measuring apparatus", MOD), разработанному Техническим комитетом по стандартизации ISO/TC 126 "Tobacco and tobacco products" Международной организации по стандартизации (ИСО), путем изменения по отношению к ISO 2971:1998 содержания раздела 2 "Нормативные ссылки", раздела 3 "Термины и определения", отдельных структурных элементов и слов в других разделах, которые в тексте стандарта выделены курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" и приложении ДА приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - Примечания изготовителя базы данных.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДА.
Настоящий стандарт подготовлен на основе применения ГОСТ Р 54062-2010 (ИСО 2971:1998)
___________________
Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1481-ст ГОСТ Р 54062-2010 отменен с 1 июля 2013 г.
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на сигареты и фильтр-палочки и устанавливает метод бесконтактного измерения номинального диаметра с помощью лазерного измерительного прибора.
Примечания
1 Для определения номинальных диаметров сигарет и фильтрпалочек также существуют альтернативные методы, которые изложены в приложении С.
2 Для лабораторий, использующих длину окружности вместо диаметра, значение длины окружности находят путем умножения значения диаметра на число .
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ ИСО 3402 Табак и табачные изделия. Атмосферы для кондиционирования и испытаний (ИСО 3402:1999, IDT)
ГОСТ 31632 (ISO 8243:2006) Сигареты. Отбор проб (ISO 8243:2006, MOD)
ГОСТ 30041 Сигареты и фильтры. Определение номинального диаметра. Пневматический метод
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 диаметр (diameter): Среднеарифметическое значение минимум измерений (
100), полученных путем испытания одной сигареты или фильтрпалочки методом, описанным в настоящем стандарте.
Примечание - Диаметр является действительным параметром для стержнеобразных образцов с приблизительно круглым поперечным сечением.
4 Сущность метода
Используют прибор, в котором испытуемый образец поворачивается вокруг своей продольной оси на пол-оборота (180°) или оборот (360°) с постоянной угловой скоростью. Одновременно на плоскость, называемую сканирующей дорожкой, подается лазерный луч, направленный параллельно центральной линии сканирования и двигающийся с постоянной скоростью перпендикулярно к продольной оси испытуемого образца.
Пересечение сканирующей дорожки и образца является поперечным сечением испытуемого образца.
Регистрируемым показанием прибора является измеренная длина ортогональной проекции поперечного сечения на плоскость, параллельную оси испытуемого образца. Схема устройства показана на рисунке 1.
|
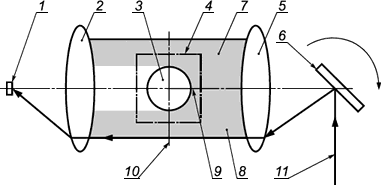
Примечание - У одноосного сканирующего устройства зона измерения расположена в идеальном месте на пересечении линии измерения и центральной линии сканирования. При расположении испытуемого образца в зоне измерения достигается большая точность измерения.
1 - принимающий элемент; 2 - фокусирующая линза; 3 - испытуемый образец; 4 - зона измерения; 5 - колиматорная линза; 6 - сканирующий отражатель; 7, 8 - сканирующая дорожка; 9 - центральная линия сканирования; 10 - линия измерения; 11 - луч лазера
Рисунок 1 - Схема одноосного (со сканирующим лучом лазера) измерительного устройства прибора
5 Аппаратура
5.1 Камера кондиционирования с атмосферой по ГОСТ ИСО 3402.
5.2 Прибор измерительный со сканирующим лучом лазера.
К измерительному прибору относят следующие устройства:
5.2.1 Устройство измерительное, имеющее сканирующий луч лазера, с разрешающей способностью не менее 0,005 мм для определения диаметра стержнеобразных испытуемых образцов с приблизительно круглым поперечным сечением.
Скорость сканирования лазера должна быть такой, чтобы никакое эксцентричное перемещение испытуемого образца, параллельное продольной оси, в зоне измерения, не повлияло бы на точность измерения среднего значения диаметра.
Соотношение между скоростью сканирования лучом лазера и скоростью вращения испытуемого образца должно быть постоянным и настолько большим, чтобы величина минимального и максимального значения измеренного диаметра была достаточно точной, несмотря на возможную некруглость испытуемого образца.
Длина сканирующей дорожки должна быть не менее чем на 50% больше максимального диаметра, подвергаемого измерению, а испытуемый образец должен подвергаться сканированию не менее 100 раз при повороте на 180° или 360°.
5.2.2 Устройство с держателем для вращения испытуемого образца в зоне сканирующей дорожки или для вращения сканирующей дорожки вокруг испытуемого образца с целью удерживания продольной оси образца перпендикулярно сканирующей дорожке.
6 Отбор проб
Отбор проб - по ГОСТ 31632 2 (ISO 8243:2006)
Статистически представительную лабораторную пробу отбирают так, чтобы она характеризовала всю генеральную совокупность.
Отобранные образцы не должны иметь явных дефектов, могущих повлиять на результаты измерений.
7 Методика проведения испытаний
7.1 Подготовка пробы для испытаний
Из лабораторной пробы по разделу 6 произвольно отбирают пробу для испытаний необходимого числа сигарет или фильтрпалочек.
Перед испытанием пробу кондиционируют по ГОСТ ИСО 3402 в камере для кондиционирования.
Время кондиционирования как фильтрпалочек, так и сигарет, а также время проведения испытаний не устанавливает настоящий стандарт, а выбирают на основании практического опыта и указывают в отчете об испытаниях.
7.2 Проверка и калибровка прибора
Для проверки системы сканирования лазерным лучом применяют калибры.
Проверку и калибровку проводят с применением не менее двух калибров, имеющих разное значение диаметров, перекрывающих диапазон измерения прибора минимум на 25%, имеющих значение точности выше точности при проведении измерений.
Значения диаметра испытуемых образцов должны входить в диапазон значений диаметров калибров.
Примечания
1 Для ежедневной проверки прибора может быть использован один калибр, диаметр которого близок к диаметру испытуемого образца.
2 Основные требования к калибрам изложены в приложении А.
7.3 Проведение испытаний
Руководствуясь инструкцией, испытуемый образец располагают в зоне измерения как можно ближе к точке пересечения центральной линии сканирования и линии измерения.
Испытуемый образец или сканирующее устройство должны вращаться вокруг оси таким образом, чтобы любое эксцентричное положение образца по отношению к сканирующей дорожке было параллельно сканирующей дорожке и перпендикулярно к продольной оси образца.
В соответствии с инструкцией к лазерному измерительному прибору следует регулировать прибор и/или питающее и ротационное устройство сканирующей дорожки для сканирования выбранного участка сечения испытуемого образца.
Работу на приборе проводят в соответствии с инструкцией к нему. Значение диаметра испытуемых образцов отображается на дисплее с точностью до 0,01 мм.
Для определения среднего значения диаметра измеряют 10 образцов одной пробы.
Примечания
1 На практике в лаборатории проводят измерение различного количества образцов в зависимости от назначения результатов измерений.
2 В приборе возможно либо вращение луча лазера вокруг образца, либо вращение образца в зоне действия луча лазера.
3 Возможные причины погрешностей при измерении диаметра приведены в приложении В.
4 При использовании измерительного прибора с лазерным лучом старой конструкции наблюдается эффект неровности поверхности образца (пористая бумага для обертки фильтров), что может незначительно исказить результат в большую сторону.
8 Представление результатов испытаний
Результаты испытаний должны включать в себя:
- диаметр каждой сигареты или фильтрпалочки в миллиметрах с точностью до 0,01 мм;
- средний диаметр пробы как среднеарифметическое значение результатов измерений (
обычно равно 10, но может быть другим (5-20), выраженный в миллиметрах с точностью до 0,01 мм);
- максимальное значение диаметра образцов пробы с точностью до 0,01 мм;
- минимальное значение диаметра образцов пробы с точностью до 0,01 мм;
- стандартное отклонение в миллиметрах.
9 Точность метода
9.1 Межлабораторные испытания
Международные межлабораторные испытания при участии восьми лабораторий были проведены в 1990 г. на специально подобранных образцах (фильтрпалочки, металлические стержни, сигареты) диаметром приблизительно 7,9 мм. Получены следующие данные по сходимости () и воспроизводимости (
).
9.2 Сходимость
Разность между результатами двух испытаний, проведенных одним оператором на пробах идентичных образцов сигарет и фильтрпалочек за короткий период времени на одном и том же оборудовании, может превысить значение сходимости () в среднем не более, чем в одном случае из 20 при нормальном и правильном проведении данного метода:
- для отдельных измерений 0,028 мм,
0,015 мм;
- для средних величин 0,012 мм,
0,0042 мм.
9.3 Воспроизводимость
Разность между результатами испытаний, полученных двумя лабораториями на пробах идентичных сигарет и фильтрпалочек, может превышать значение воспроизводимости в среднем не более чем в одном случае из 20 при нормальном и правильном проведении данного метода:
- для результатов отдельных измерений - 0,042 мм,
0,015 мм;
- для средних значений - 0,038 мм,
0,014 мм.
10 Отчет о проведении испытаний
В отчете должен быть указан использованный метод и приведены полученные результаты. Приводят также условия проведения испытаний, отличающиеся от указанных в настоящем стандарте, а также все обстоятельства, могущие повлиять на результат.
В отчете должны быть указаны:
- наименование или описание испытуемых изделий;
- дата и метод отбора проб;
- дата испытаний;
- температура и относительная влажность воздуха при проведении испытаний, а также все обстоятельства, могущие повлиять на результат испытаний;
- продолжительность кондиционирования (см. 7.1);
- результаты испытаний, выраженные в миллиметрах (см. раздел 8);
- статистические данные по результатам измерений;
- число измерений;
- среднее значение диаметра и стандартное отклонение.
Приложение А
(обязательное)
Калибры
А.1 Основные требования к калибрам
Калибры используют для проверки и калибровки измерительных приборов определения размера диаметра (или длины окружности) сигарет и фильтрпалочек.
Калибр должен быть металлическим цилиндрическим стержнем и иметь поверхность с шероховатостью 0,5 мкм, а также установленный размер диаметра. Рабочие калибры должны быть калиброваны по образцовым калибрам в стандартных лабораторных условиях - (22±5)°С. Должен быть известен коэффициент теплового расширения материала калибров.
Калибры должны иметь документ с результатами измерений, выполненных с точностью измерения не менее 0,005 мм и иметь соответствующую маркировку.
А.2 Проверка и калибровка приборов
Проверка и калибровка приборов для определения диаметра сигарет и фильтрпалочек должна проводиться по инструкции к прибору.
Приложение В
(справочное)
Информация о возможных причинах погрешностей при проведении измерений
В.1 Причины погрешностей при измерении
Необходимо поддерживать оптимальные условия выполнения измерений во избежание следующих причин погрешностей:
- попадание в выборку образцов с морщинистым швом (плохое соединение бумаги внахлестку);
- пыль и обрывки на передающем или принимающем сканирующий луч окне могут исказить результаты измерений. Очистку окон проводят согласно инструкции;
- неправильное размещение испытуемого образца в зоне измерения может привести к погрешности измерений. Образец располагают под прямым углом к сканирующему лучу. Необходимо избегать наклона продольной оси испытуемого образца от вертикальной плоскости и наклона по отношению к сканирующей дорожке. Чем больше угол между осью образца и сканирующей дорожкой, тем больше погрешность измерения. Это показано на рисунке В.1;
- эксцентричное движение образца может привести к погрешности измерения. Оно должно быть минимальным, особенно в случае изделий с большим отклонением от круглого поперечного сечения;
- использование различных участков образца для измерения может привести к погрешности;
- наблюдается некоторая погрешность, если образец поворачивается не на полных пол-оборота или оборот.
|
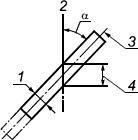
1 - действительный диаметр; 2 - сканирующая дорожка; 3 - продольная ось; 4 - измеренный диаметр
Рисунок В.1 - Иллюстрация погрешности измерения
В.2 Расчет величины погрешности
Погрешность рассчитывают по формуле
![]() , (В.1)
, (В.1)
где - фактический размер диаметра,
- угол наклона к сканирующей дорожке.
Приложение С
(справочное)
Альтернативные методы измерения номинального диаметра сигарет и фильтр-палочек
С.1 Измерение мерной лентой
С.1.1 Принцип измерения
Для измерения используют гибкую ленту, которая охватывает сигарету или фильтрпалочку по окружности при контролируемом натяжении, получаемом с помощью подвесного груза величиной от 60 до 100 г.
Один конец ленты прикреплен к преобразователю для установления связи между линейным перемещением и прямо пропорциональным ему напряжением. Другой конец ленты зафиксирован в исходном положении.
При охвате образца лента точно принимает форму окружности образца. Измеряют ту длину ленты, которая непосредственно охватывает образец по окружности.
С.1.2 Преимущество метода
Преимущество измерения лентой в том, что при этом точно измеряется длина окружности, независимо от формы образца, а также преодолеваются проблемы, связанные с другими методами из-за наличия морщинистых швов (соединений бумаги внахлестку).
Измерение длины окружности дает уверенность в точности измерения при определении номинального размера диаметра.
С.1.3 Несовершенство метода
Несовершенство метода измерения лентой в том, что выбор усилия ее натяжения должен обеспечить отсутствие любого сжатия при низкой жесткости образца, а также этим методом нельзя определять минимальный и максимальный размеры диаметра одного образца.
Номинальный размер диаметра рассчитывают на основании длины окружности.
Примечание - Выбранное усилие натяжения будет влиять на измерение диаметра, в частности, когда измерение проводится непосредственно после изготовления образца.
С.2 Пневматический метод
С.2.1 Принцип измерения
Принцип измерения изложен в ГОСТ 30041.
С.2.2 Преимущества метода
Преимущество метода измерения в том, что он прост и требует незначительного технологического обеспечения, использует сжатый воздух для функционирования прибора. Манометр и шкала дают легко считываемые показания любого среднего значения длины окружности или размера диаметра, а также отклонение по длине образца.
С.2.3 Несовершенство метода
Для каждого диапазона измерения требуются отдельные измерительные головки, обычно ±0,25 мм диаметра (±0,7 мм длины окружности), предназначенные для каждого номинального диаметра или длины окружности согласно спецификации.
На полученные результаты влияет степень пористости бумаги, а также жесткость образца.
Приложение ДА
(справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДА.1
Структура настоящего стандарта ГОСТ 31634-2012 (ISO 2971:1998) | Структура международного стандарта ISO 2971:1998 | ||
Раздел | Пункт | Раздел | Подраздел |
3 | 3.1 | 3 | 3.1 |
- | 3.2 | ||
- | 3.3 | ||
- | 3.4 | ||
- | 3.5 | ||
Приложение ДА. Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта | - | ||
Примечания 1 Сравнение структур стандартов приведено только для раздела 3, так как остальные разделы и их структурные элементы идентичны. 2 В межгосударственном стандарте исключены подразделы: 3.2 - минимальный диаметр, 3.3 - максимальный диаметр, 3.4 - абсолютная овальность, 3.5 - относительная овальность, так как они предусмотрены только для конкретного вида измерительного прибора. 3 Внесено дополнительное приложение ДА в соответствии с требованиями, установленными к оформлению межгосударственного стандарта, модифицированного по отношению к международному стандарту ИСО. | |||
УДК 663.974.001.4:006.354 | МКС 65.160 | |
Ключевые слова: сигареты, фильтр-палочки, номинальный диаметр, измерительный прибор, лазерный луч, испытания, представление результатов испытаний, точность метода, калибры, альтернативные методы | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}