ГОСТ Р 56204-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОТЛЫ СТАЦИОНАРНЫЕ
СТАЛЬНЫЕ КОНСТРУКЦИИ
Общие технические условия
Steam and hot-water stationary boilers. Steel structures. General operating specification
ОКС 27.010
Дата введения 2015-09-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом Таганрогский котлостроительный завод "Красный котельщик" (ОАО ТКЗ "Красный котельщик") и Открытым акционерным обществом "Научно-производственное объединение по исследованию и проектированию энергетического оборудования им.И.И.Ползунова (ОАО "НПО ЦКТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 244 "Оборудование энергетическое стационарное"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 06 ноября 2014 г. N 1485-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Национальный стандарт подготовлен ОАО ТКЗ "Красный котельщик" и ОАО "НПО ЦКТИ".
Настоящий стандарт является одним из нормативных документов, входящих в доказательную базу, подтверждающую действие Технического регламента Таможенного союза "О безопасности оборудования, работающего под избыточным давлением" (TP ТС 032/2013).
1 Область применения
Настоящий стандарт распространяется на стальные конструкции стационарных котлов, котлов-утилизаторов, водогрейных и энерготехнологических котлов (далее - котлы) и устанавливает их классификацию, технические требования, а также правила контроля, приемки, комплектность, правила упаковки, маркировки, транспортирования, хранения и гарантии изготовителя стальных конструкций.
Стандарт может быть распространен на стальные конструкции другого энергетического оборудования, если к ним не предъявляются особые требования.
Стандарт предназначен для предприятий и организаций, проектирующих и изготавливающих стальные конструкции котлов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.008-75 Система стандартов безопасности труда. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности
ГОСТ 12.2.009-99 Станки металлообрабатывающие. Общие требования безопасности
ГОСТ 12.2.029-88 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.004-75 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.005-75 Система стандартов безопасности труда. Работы окрасочные. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.021-75 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7122-81 Швы сварные и металл наплавленный. Методы отбора проб для определения химического состава
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 13663-86 Трубы стальные профильные. Технические требования
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ Р 52643-2006 Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия
ГОСТ Р 52644-2006 (ИСО 7411:1984) Болты высокопрочные с шестигранной головкой с увеличенным размером под ключ для металлических конструкций. Технические условия
ГОСТ Р 53001-2008 Инструмент алмазный и из кубического нитрида бора (ЭЛЬБОРА). Требования безопасности
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Классификация, основные параметры и размеры
Стальные конструкции котлов классифицируются:
3.1 По функциональному назначению:
- несущие металлоконструкции, обеспечивающие общую прочность каркаса котла и расчетные элементы конструкций, работающие при нормальных или повышенных (до 450°С) температурах. К ним относятся колонны, балки, связи, хребтовые балки, основные балки потолочного перекрытия, ригели каркаса несущие обмуровку, и несущие балки конвективных поверхностей нагрева;
- расчетные элементы стальных конструкций, работающие при высоких (свыше 450°С) температурах. К ним относятся элементы газоходов и другие элементы, расположенные в газовом тракте котла;
- помосты, настилы решетчатые, лестницы, кронштейны и ограждения площадок;
- крепежные элементы;
- второстепенные и нерасчетные элементы конструкций.
3.2 По условиям строительства и эксплуатации:
- открытые и полуоткрытые компоновки котлов;
- закрытые компоновки котлов.
3.3 По уровню ответственности:
- повышенный - для тепловых станций с установленной мощностью свыше 150 МВт;
- нормальный - для остальных станций и котельных.
3.4 По типу используемого топлива в котлах:
- котлы, работающие на твердом топливе;
- котлы, работающие на жидком или газообразном топливе;
- котлы (утилизаторы), использующие технологические среды.
3.5 По типу соединений элементов:
- сварные;
- на болтах.
4 Общие технические требования
4.1 Стальные конструкции котлов должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочей документации, утвержденной разработчиком и принятой к производству предприятием-изготовителем.
Рабочая документация на конструкции должна разрабатываться в соответствии с действующими нормативными документами в этой области. Технология производства должна регламентироваться технологической документацией, утвержденной в установленном на предприятии-изготовителе порядке.
Допускается изготовление стальных конструкций котлов в соответствии с требованиями другой нормативной документации после согласования с заказчиком.
4.1.1 Требования к материалам
В стандартах или технических условиях на конструкции конкретных видов должны применяться материалы для конструкций и соединений, требования к которым установлены в рабочей документации, разработанной в соответствии с действующими нормативными документами. Материалы должны соответствовать требованиям стандартов или технических условий на их изготовление.
4.2 Требования к основным материалам (стальному прокату)
4.2.1 Общие правила приемки, упаковки, маркировки и оформления документации на стальной прокат, поступающий для изготовления стальных конструкций, должны соответствовать требованиям ГОСТ 7566. При несоответствии данных сертификата стандарту стальной прокат должен быть забракован и на него должна быть составлена рекламационная документация.
4.2.2 Поступающие материалы, полуфабрикаты и покупные изделия должны соответствовать стандартам и техническим условиям на их изготовление и поставку.
4.2.3 До запуска проката в производство должно быть проверено наличие маркировки и ее соответствие сертификатам.
При отсутствии сертификатов предприятие-изготовитель обязано подвергнуть прокат всем видам испытаний, предусмотренных для требуемой марки стали. Прокат разрешается запускать в производство, если полученные в процессе испытаний данные будут не ниже гарантируемых стандартами и техническими условиями.
4.2.4 При отрезании части балки, листа, полосы, трубы, и других заготовок на оставшейся части должна быть сохранена или восстановлена маркировка. Маркировка должна быть обведена несмываемой краской.
4.2.5 Стальной прокат следует хранить, как правило, в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стального проката без навеса следует укладывать металл с уклоном, обеспечивающим сток воды.
4.2.6 Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами без заусениц и завалов. При выполнении погрузо-разгрузочных работ и подъемно-транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятие стали.
4.3 Требования к сварочным материалам
4.3.1 В настоящем стандарте к сварочным материалам, применяемым при изготовлении стальных конструкций, отнесены: электроды, сварочная проволока, флюс, газы и жидкости.
4.3.2 Сварочные материалы, поступающие на предприятие-изготовитель стальных конструкций, должны поставляться по действующим стандартам и техническим условиям и пройти входной контроль и испытания в соответствии с требованиями ГОСТ 24297.
4.3.3 Сварочные материалы, применяемые для ручной дуговой, полуавтоматической и автоматической сварки элементов стальных конструкций, должны соответствовать требованиям действующих стандартов и данным таблицы 1.
4.3.4 Сварочные материалы должны храниться отдельно по маркам и партиям в отапливаемом и сухом помещении. Флюс следует хранить в закрытой таре.
Таблица 1 - Рекомендуемые сварочные материалы указаны
Марка стали | Ручная дуговая сварка электродами | Полуавтоматическая и автоматическая сварка | |||||||
Под флюсом | В углекислом газе | ||||||||
Проволока | Флюс | Проволока | Двуокись углерода сварочная | ||||||
Тип | Стан- | Марка | Стан- | Марка | Стан- | Марка | Стан- | ||
Ст.2, Ст.3 (всех способов выплавки и категорий) | Э42А | ГОСТ | Св-08А, | ГОСТ | ОСЦ-45 | ГОСТ | Св-08ГС | ГОСТ | ГОСТ |
09Г2С | Э50А | Св-08ГС | ОСЦ-45 | Св-08Г2С | |||||
16Г2АФ | Э60 | Св-10Г2, | АН-47, | Св-08Г2С, | |||||
12ХМ | Э-09Х1М | Св-08Г2С, | ФЦ-11 | Св-08ХГСМА | |||||
12МХ | Э-09Х1М | Св-08МХ | АН-22 | Св-08ХГСМА | |||||
12X1МФ | Э-09Х1МФ | Св-08ХМФА | ФЦ-11, | Св-08ХГСМФА | |||||
* Допускается применение при температурах от 0 до плюс 150°С. Допускается применение других сварочных материалов при соответствующем технико-экономическом обосновании. | |||||||||
4.4 Требования к правке, гибке и разметке стального проката
4.4.1 Правка стального проката и изготовленных из него деталей должна производиться, как правило, на вальцах и прессах с помощью механизированных приспособлений и скоб, а правка мелких деталей - на плите гладилкой. Правка путем наложения ложных сварочных валиков не допускается.
Примечание - Для универсальной и полосовой стали при ребровой изогнутости, вдвое превышающей указанную в таблице 2, разрешается правка проката нагревом пламенем газовой горелки со стороны выпуклой кромки. Горячая правка допускается только при температуре не менее 700°С.
4.4.2 Гибка деталей в горячем и холодном состоянии должна производиться по технологической документации предприятия-изготовителя на вальцах и прессах, а в отдельных случаях (для мелких деталей) может производиться вручную.
4.4.3 После окончания горячей правки и гибки скорость охлаждения деталей должна исключать закалку, коробление, остаточные напряжения, трещины, надрывы. Интенсивное охлаждение не допускается.
4.4.4 После гибки и правки детали не должны иметь трещин. Допустимы отдельные забоины, вмятины и другие поверхностные дефекты, не выводящие толщину проката за пределы минусового допускаемого отклонения. Контроль деталей после гибки и правки должен производиться в соответствии с требованиями конструкторской и технологической документации.
4.4.5 Для расчетных и ответственных элементов из стального проката правка и гибка в холодном состоянии допустима, если деформация стали (радиус кривизны и стрела прогиба) не выходит за пределы, установленные в таблице 2.
Таблица 2 - Допустимые предельные деформации стали
Прокатная сталь | Эскиз сечения | Значе- | При гибке | При правке | ||
Радиус кривизны R, не менее | Стрела прогиба f, не более | Радиус кривизны R, не менее | Стрела прогиба f, не более | |||
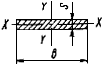
Листовая, широкополосная, универсальная и полосовая |
| Х-Х | 25S |
| 50S |
|
Y-Y | - | - | - |
| ||
Угловая |
| Х-Х | 45 |
| 90 |
|
Y-Y | 45 |
| 90 |
| ||
Швеллеры |
| Х-Х | 25h |
| 50h |
|
Y-Y | 45b |
| 90b |
| ||
Балки двутавровые |
| Х-Х | 25h |
| 50h |
|
Y-Y | 25b |
| 50b |
| ||
Трубы круглые |
| - | 30d | - | 60d | - |
Трубы квадратные |
| Х-Х | 30а | - | 60а | - |
Y-Y | ||||||
Трубы плоскоовальные и прямоугольные |
| Х-Х | 75b | - | 90b | - |
| Y-Y | 25а | - | 50а | - | |
Примечание - L - длина вогнутой части; S - толщина листа (полосы); b, b | ||||||







При меньших радиусах кривизны и больших прогибах (чем это установлено в таблице 2) правка и обработка стали давлением должны производиться в горячем состоянии в интервале температур от 700°С до 1100°С с соблюдением требований 4.4.3.
4.4.6 Внутренние радиусы закругления листовых деталей при гибке их на кромкогибочных станках не должны быть менее указанных в таблице 3.
Таблица 3 - Допустимые внутренние радиусы гиба
Нагрузка, воспринимаемая конструкцией | Минимальный радиус закругления при толщине листа S, мм | |
для углеродистой стали | для низколегированной стали | |
Статическая | 1,20S | 1,80S |
Динамическая | 2,50S | 3,75S |
4.4.7 Разметка должна производиться по технологии, обеспечивающей необходимую точность работ. Учитываемые при разметке припуски на линейные кромочные укорочения от сварки должны указываться в технологической документации.
4.5 Требования к резке и обработке кромок проката
4.5.1 Резка фасонного и листового проката должна производиться по технологической документации, как правило, с помощью ножниц, пил, штампов, а также газорежущих автоматов или полуавтоматов.
Ручная газовая резка допускается в отдельных случаях, предусмотренных технологическим процессом.
4.5.2 Кромки и торцы фасонного и листового проката после тепловой резки должны быть очищены от грата, шлака, натеков и брызг металла.
Поверхности реза должны быть обработаны в соответствии с требованиями таблицы 4.
Таблица 4 - Требования к обработке поверхностей реза
Классификационная группа элементов | Назначение кромки | Климати- | Материал (сталь) | Механи- | Неров- |
Несущие элементы каркаса и потолочного перекрытия, ответственные расчетные элементы | Свободная растянутых элементов, не полностью проплавляемая при сварке | У, ХЛ | Углеродистые, низколегированные, теплостойкие | - | 0,5 |
Подготавливаемая под стыковую сварку | ХЛ | 16Г2АФ, теплостойкие | + | 0,5 | |
Углеродистые, 09Г2С, 10Г2С1, 14Г2АФ, 16ГС | - | 1,0 | |||
У | Углеродистые, низколегированные | - | 1,0 | ||
Теплостойкие | + | 0,5 | |||
Свободная | У, ХЛ | Углеродистые, низколегированные, теплостойкие | - | 0,5 | |
Другие расчетные элементы, второстепенные и нерасчетные элементы, фасонки ферм | Свободная растянутых элементов, не полностью проплавляемая при сварке | ХЛ | Углеродистые, низколегированные, теплостойкие | - | 0,5 |
У | Теплостойкие | - | 0,5 | ||
Низколегированные, углеродистые | 1,0 | ||||
Другие расчетные элементы, второстепенные и нерасчетные элементы, фасонки ферм | Подготавливаемая под стыковую сварку | У, ХЛ | Углеродистые, низколегированные | - | 1,0 |
теплостойкие | + | 0,5 | |||
Свободная | У, ХЛ | Углеродистые, низколегированные, теплостойкие | - | 1,0 | |
Примечания: 1 Под механической обработкой подразумевается строжка, фрезерование, обработка абразивным инструментом, зачистка и другие способы обработки, обеспечивающие удаление окисленного слоя и дефектов поверхности до снятия черноты. 2 Знак "+" означает, что проведение механической обработки обязательно, знак "-" механическая обработка не требуется. | |||||
4.5.2.1 Кромки и торцы деталей после механической резки не должны иметь трещин, острые кромки и заусеницы должны быть притуплены. Заусеницы и завалы не должны быть более 1 мм.
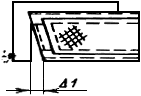
4.5.2.2 Торцы фасонного и листового проката должны быть обрезаны и обработаны в соответствии с требованиями чертежей. При отсутствии таких требований торцы должны быть обрезаны под прямым углом; отклонение от перпендикулярности (чертеж) торца А относительно поверхности В допускается не более 15% от толщины проката, но не более 3 мм для толщин более 20 мм.
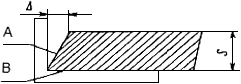
Рисунок 1
При несоответствии шероховатости поверхности реза требованиям 4.5.2 и 4.5.2.1, допускается исправлять плавной зачисткой отдельные места и выхваты, в количестве не более двух на 1 м длины реза.
Допускается исправлять кромки, имеющие выхваты, заваркой по технологии предприятия-изготовителя с последующей зачисткой мест исправления и проведении контроля на отсутствие трещин.
При обработке абразивным кругом следы зачистки должны быть направлены вдоль кромок.
4.5.2.3 Кромки и торцы деталей после механической резки не должны иметь трещин; острые кромки и заусеницы должны быть притуплены. Неровности и заусеницы величиной более чем 0,5 мм не допускаются, завалы не должны превышать 1 мм.
4.5.3 Ударные воздействия на углеродистую и низколегированную сталь, а также резка ее на ножницах, продавливание в ней отверстий и другие аналогичные операции при температуре ниже минус 25°С не допускаются.
4.6 Требования к сборке и сварке стальных конструкций
4.6.1 Общие основные требования к сборке и сварке конструкций должны соответствовать требованиям ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, ГОСТ 11534 и ГОСТ 23518, специальные требования к сборке и сварке стальных конструкций котлов должны соответствовать требованиям настоящего стандарта.
4.6.2 К выполнению работ по сборке и сварке стальных конструкций котлов допускаются слесари-сборщики и сварщики, прошедшие обучение и аттестацию согласно требований Ростехнадзора и имеющие соответствующие записи в удостоверении на право выполнения этих операций. Перед началом работ по изготовлению металлоконструкций производитель обязан провести аттестацию технологий сварки согласно требованиям Ростехнадзора.
Допускается выполнять прихватки деталей из сталей марки 12МХ и 12ХМ без предварительного подогрева в случае применения для этих целей электродов типа Э50А.
4.6.3 Минимальное расстояние между осями соседних стыковых сварных соединений составных частей, как правило, должно быть не менее 400 мм. Зоны расположения и типы стыковых соединений должны быть указаны в чертежах.
4.6.4 Стыковка элементов составных сечений, как правило, должна производиться до общей сварки конструкции; в отдельных случаях заварка таких стыков в собранной сборочной единице может быть допущена с разрешения автора проекта.
4.6.5 Дополнительная стыковка элементов несущих сварных конструкций, не предусмотренная чертежом, может производиться только с разрешения автора проекта. Стыковка второстепенных, освоенных и часто встречающихся на данном предприятии элементов может выполняться по документации предприятия-изготовителя.
4.6.6 На сварные соединения расчетных элементов стальных конструкций должно наноситься личное клеймо сварщика на видном месте, на расстоянии 20-40 мм от шва. Сборочный элемент, сваренный одним сварщиком, клеймится один раз. При сварке элементов несколькими сварщиками швы клеймятся каждым сварщиком по границам участка его сварки. Сварные швы, подлежащие контролю неразрушающими методами, клеймятся в начале и в конце шва, за исключением швов протяженностью до 1 м, которые клеймятся один раз в начале или в конце шва.
4.6.7 Придание угловым швам вогнутого профиля с плавным переходом к основному металлу, а также выполнение стыковых швов без усиления, если это предусматривается чертежами, должно производиться, как правило, при соответствующем подборе режимов сварки и соответствующем расположении свариваемых деталей. В необходимых случаях допускается обработка швов абразивным кругом, либо применение другого способа обработки.
4.6.8 Начало и конец стыкового шва, а также выполняемого автоматом углового шва должны выводиться за пределы свариваемых деталей на выводные планки, которые должны иметь разделку, аналогичную выполняемому сварному шву, и устанавливаться в одной плоскости со свариваемыми деталями вплотную к их кромкам. Точность установки выводных планок такая же, как и при сборке элементов под сварку. По окончании сварки выводные планки удаляются механической или кислородной резкой с тщательной зачисткой торцов швов.
Примечание - В необходимых случаях, предусмотренных технологической документацией, допускается применение ручной дуговой или механизированной сварки для доварки сварных швов, выполненных автоматической сваркой под слоем флюса.
4.6.9 Расположение, конструктивное оформление и размеры швов должны соответствовать ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, ГОСТ 11534, ГОСТ 23518, ГОСТ 15164 и конструкторско-технологической документации предприятия-изготовителя.
4.6.10 Качество сварных швов, выполняемых на предприятии для сварочных и монтажных приспособлений, деталей строповки, деталей крепления подмостей и подобных им элементов, должно быть не ниже качества основных швов конструкции.
4.6.11 Сварочные работы должны выполняться, как правило, при положительной температуре окружающего воздуха.
В необходимых случаях электродуговая сварка без предварительного подогрева может производиться при отрицательной температуре наружного воздуха, которая не должна быть ниже указанной в таблице 5.
Таблица 5 - Минимальные температуры наружного воздуха при сварке
Номинальная толщина металла, мм | Температура, ниже которой не разрешается электродуговая сварка без предварительного подогрева, °С | |||||
Углеродистые стали | Низколегированные стали | |||||
Ручная | Полуавто- | Автома- | Ручная | Полуавто- | Автома- | |
До 16 | -30 | -30 | -30 | -30 | -20 | -20 |
Св.16 до 30 | -20 | -20 | -30 | 0 | 0 | -20 |
Св.30 до 40 | -10 | -10 | -20 | +5 | +5 | -10 |
Примечание - Сварка в углекислом газе при отрицательной температуре не применяется. | ||||||
4.6.12 При температуре окружающего воздуха ниже, указанной в таблице 6, ручную, полуавтоматическую и автоматическую сварку конструкций из стали с временным сопротивлением до 540 МПа включительно следует производить с предварительным подогревом. Подогрев осуществляется по всей толщине металла до 120-180°С на ширине не менее 100 мм по обе стороны соединения и на длине не менее 300 мм по обе стороны от границ шва (для незамкнутых швов).
4.6.13 Сварку конструкций из стали с временным сопротивлением свыше 540 до 590 МПа следует производить при температуре не ниже минус 15°С при толщине стали до 16 мм и не ниже 0°С при толщине стали свыше 16 до 25 мм. При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120-160°С.
При толщине стали свыше 25 мм предварительный подогрев должен производиться во всех случаях независимо от температуры окружающей среды.
4.6.14 Механизированную сварку конструкции под флюсом разрешается производить без подогрева в следующих случаях:
из углеродистых сталей:
- толщиной до 30 мм при температуре не ниже минус 30°С;
- при толщинах свыше 30 мм при температуре не ниже минус 20°С;
из низколегированной стали:
- толщиной до 30 мм при температуре не ниже минус 20°С;
- при толщинах свыше 30 мм при температуре не ниже минус 10°С.
4.6.15 Механизированную сварку при температурах ниже указанных в 4.6.14, производить только на режимах, обеспечивающих увеличение тепловложения и снижение скорости охлаждения.
4.6.16 При температуре стали ниже минус 5°С сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Прекращать сварку до выполнения шва требуемого размера и оставлять не заваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновить после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемых конструкций.
4.6.17 Сварку конструкций из теплостойких сталей независимо от температуры окружающего воздуха следует производить с предварительным и сопутствующим подогревом в соответствии с требованиями таблицы 6.
Таблица 6 - Температура подогрева деталей при сварке теплостойких сталей
Марка сталей свариваемых деталей и сборочных единиц | Наименьшая толщина свариваемых деталей, мм | Минимальная температура подогрева, °С |
12MX, 12ХМ, 15ХМ | Св.10 до 30 | 150 |
Св.30 | 200 | |
12X1МФ | Св.6 до 30 | 200 |
Св.30 | 250 |
4.6.18 Сварные стыковые соединения из теплостойких сталей подлежат термической обработке (отпуску) в соответствии с требованиями таблицы 7.
Требования таблицы 7 распространяются также на угловые и тавровые сварные соединения при величине катета шва:
для сталей 12МХ, 12ХМ, 15ХМ - более 15 мм;
для стали 12Х1МФ - более 10 мм.
Таблица 7 - Режимы термообработки сварных стыков из теплостойких сталей
Марка сталей сваренных деталей | Наибольшая толщина сваренных деталей, мм | Режим отпуска | |
Температура, °С | Минимальная продолжительность, ч | ||
12ХМ, 15ХМ | Св.16 до 20 | 710±15 | 1.0 |
Св.20 до 40 | 2.0 | ||
Св.40 до 80 | 3.0 | ||
Св.80 | 4.0 | ||
12X1МФ | Св.10 до 20 | 725±15 | 2.0 |
Св.20 до 40 | 3.0 | ||
Св.40 до 80 | 4.0 | ||
Св.80 | 5.0 | ||
12МХ | Св.20 до 40 | 690±15 | 2.0 |
Св.40 до 80 | 3.0 | ||
Св.80 | 4.0 | ||
Примечания: 1 При сварке различных марок сталей режим отпуска определяет наибольшими показателями по продолжительности и температуре. 2 Назначение режимов термической обработки в непредусмотренных настоящим стандартом случаях производится по технической документации на изделие. | |||
4.6.19 По окончании сварки все технологические приспособления должны быть удалены с последующей заваркой и зачисткой мест прихваток, сварные швы конструкции подлежат очистке от шлака, брызг, натеков металла. Допускается не очищать от брызг металла поверхности, не подлежащие окраске при монтаже, труднодоступные для внешнего осмотра, не влияющие на товарный вид, а также поверхности вспомогательных элементов, служащих для упаковки и транспортировки.
4.7 Требования по сборке стальных конструкций
4.7.1 Элементы колонн каркаса, собираемые на монтаже, при передаче нагрузок путем плотного касания должны поставляться с фрезерованными торцами.
4.7.2 К сборке должны допускаться только те элементы и детали стальных конструкций, которые отвечают требованиям настоящего стандарта и приняты ОТК или мастером. Результаты контроля должны быть отмечены в специальном журнале или другой соответствующей отчетной документации, принятой на предприятии.
4.7.3 Сборка должна производиться по чертежам и технологической документации, предусматривающим необходимую точность сборки и сохранение геометрической формы.
4.8 Требования к контрольной сборке
4.8.1 Необходимость проведения и объем контрольной сборки изделий определяются рабочими чертежами на металлоконструкции котлов.
4.8.2 При контрольной сборке монтажных стыков колонн, стоек, балок, щитов, ферм допускается смещение кромок стыкуемых элементов до 0,1 их толщины, но не более 2 мм, если в конструкторских документах отсутствуют другие указания.
Зазор между деталями в соединениях, для которых проектом предусмотрена плотная пригонка, не должен превышать 0,5 мм. При этом щуп такой толщины не должен проходить между приторцованными поверхностями деталей.
4.8.3 Контрольная сборка негабаритных изделий типа щитов большой длины, пространственных листовых конструкций (бункеров, шахт и других несущих элементов) должна производиться в соответствии с требованиями конструкторских и технологических документов.
При этом проверяется:
- совпадение присоединительных и установочных размеров;
- соответствие размеров и допускаемых отклонений на сборку требованиям чертежей и нормативно-технической документации.
4.8.4 По окончании контрольной сборки взаимное расположение сопрягаемых элементов должно быть зафиксировано кернением или нанесением рисок. На все конструкции, прошедшие контрольную сборку, должно быть нанесено клеймо ОТК.
4.8.5 После проведения контрольной сборки, должен быть составлен акт по принятой на предприятии-изготовителе форме.
5 Требования к отверстиям под болтовые соединения
5.1 Номинальные диаметры отверстий под болтовые соединения различных видов и классов точности А, В и С по ГОСТ 1759.0, а также высокопрочных болтов по ГОСТ Р 52643 и ГОСТ Р 52644 принимают в соответствии с действующими нормативными документами и рабочей документацией.
________________
На территории Российской Федерации действует СП 16.13330.2011 "СНиП II-23-81* Стальные конструкции"
5.2 Образование отверстий проводят на предприятии-изготовителе сверлением или продавливанием. Продавливание отверстий не допускается в расчетных соединениях, а также оговоренных в рабочей документации.
5.3 Предельные отклонения диаметров отверстий от проектных в зависимости от способа образования и типа болтового соединения приведены в таблице 8.
Таблица 8 - Предельные отклонения диаметров отверстий
Наименование отклонения, способ образования отверстий | Диаметр отверстий, мм | Предельное отклонение диаметра отверстия | Допускаемое число отклонений в каждой группе отверстий для сталей | ||
под болты классов точности В, С и высокопрочные | под болты класса точности А | С235-С285 | С345-С440 | ||
Отклонения диаметра продавленных отверстий, а также их овальность | До 17 вкпюч. | 0; +0,6; | - | Не ограничивается | |
Св.17 | 0; +1,0 | ||||
Отклонения диаметра просверленных отверстий, а также их овальность | До 17 вкпюч. | 0; +0,6; | 0; +0,24; | ||
Св.17 | 0; +1,0 | 0; +0,28 | |||
Завалы размером более 1 мм и трещины в краях отверстий | - | - | - | Не допускается | |
Косина (уклон оси) до 3% толщины пакета для болтов | - | - | - | Не ограничивается | |
Косина больших значений | - | - | - | Не допускается | |
Отклонение глубины зенковки | До 48 вкпюч. | ±0,4 | Не ограничивается | ||
Примечание - Диаметр продавленных отверстий со стороны матрицы не должен превышать номинального диаметра отверстий более чем на 1,5 мм. Применение продавленных отверстий в расчетных соединениях не допускается. | |||||
5.4 Контрольная и общая сборка конструкций с монтажными болтовыми соединениями должна выполняться на предприятии-изготовителе, если это оговорено в рабочей документации.
6 Требования безопасности
6.1 Требования по технике безопасности и производственной санитарии при выполнении всех работ по изготовлению стальных конструкций и их деталей должны соответствовать инструкциям предприятия-изготовителя, разработанным в соответствии с требованиями ГОСТ 12.2.003, ГОСТ 12.3.002, ГОСТ 12.3.003, ГОСТ 12.3.004, ГОСТ 12.3.005, ГОСТ 12.3.009, ГОСТ Р 53001, ГОСТ 12.2.008 и Правил Госгортехнадзора России.
6.2 Системы вентиляции, кондиционирования воздуха и воздушного отопления производственных, складских и вспомогательных зданий должны соответствовать ГОСТ 12.4.021 и обеспечивать на постоянных рабочих местах, в рабочей и обслуживаемой зоне метеорологические условия и чистоту воздушной среды, соответствующие санитарным нормам и ГОСТ 12.1.005.
6.3 Станки, станочные приспособления и оборудование должны отвечать требованиям ГОСТ 12.2.009, ГОСТ 12.2.029.
7 Комплектность
7.1 Комплектность поставки стальных конструкций должна соответствовать требованиям стандарта общих технических условий на котлы.
7.2 В комплект поставки стальных конструкций должны входить монтажные чертежи и товаросопроводительная документация.
8 Правила приемки
8.1 Приемка стальных конструкций, а также операционный контроль при их изготовлении должны производиться отделом технического контроля предприятия-изготовителя в соответствии с требованиями конструкторской, технологической и нормативно-технической документации, а также настоящего стандарта.
8.2 Стальной прокат для стальных конструкций котлов на предприятии-изготовителе стальных конструкций перед запуском в производство должен пройти технический контроль, в том числе:
- визуальный контроль сопроводительной документации (сертификатов, паспортов);
- визуальный контроль упаковки и маркировки;
- наружный технический осмотр и измерительный контроль стального проката.
При этом должны производиться маркировка и рассортировка проката.
8.3 При контроле сопроводительной документации проверяется:
- наличие всех данных и технических характеристик проката;
- соответствие технических данных, указанных в сертификате, требованиям документации на поставку проката.
8.4 При контроле упаковки и маркировки проверяется:
- для стального проката - соответствие упаковки и маркировки требованиям ГОСТ 7566;
- для труб ограждения - соответствие требованиям ГОСТ 13663.
8.5 При приемке готовых изделий проверяется:
- комплектность стальных конструкций на соответствие требованиям конструкторской документации;
- правильность применения материалов;
- соответствие допускаемых отклонений размеров изделий требованиям технической документации;
- правильность операционной маркировки и клеймения изделий (в том числе по 4.8.4. и контрольных образцов), а также маркировки готовых изделий и транспортной маркировки;
- объем и качество контрольной сборки;
- правильность упаковки, окраски и консервации, а также наличие товаросопроводительной документации.
Кроме того, при приемке готовых изделий проводятся:
- наружный технический осмотр и измерительный контроль;
- операционный контроль сварных соединений;
- контрольные испытания.
8.6 На каждое готовое изделие должно быть нанесено клеймо ОТК.
9 Методы контроля
9.1 Объем и методы контроля стальных конструкций должны соответствовать требованиям настоящего стандарта и технической документации.
9.2 Методы контроля стального проката, поступающего на предприятие для изготовления стальных конструкций и их деталей, а также контроль упаковки и маркировки стального проката должны соответствовать требованиям ГОСТ 7566, ГОСТ 380 и стандартов на сортамент.
9.3 При наружном техническом осмотре и измерительном контроле проверяются размеры, форма и качество поверхности стального проката, их соответствие требованиям стандартов, технических условий и настоящего стандарта.
9.4 Контроль качества сварных соединений
9.4.1 Контроль качества сварных соединений стальных конструкций должен производиться методами, предусмотренными ГОСТ 3242.
9.4.2 Методы контроля механических свойств сварных соединений стальных конструкций должны соответствовать ГОСТ 6996.
9.4.3 Радиографический метод контроля сварных соединений стальных конструкций должен соответствовать требованиям ГОСТ 7512.
9.4.4 Методы ультразвукового контроля (УЗД) сварных швов стальных конструкций должны соответствовать требованиям ГОСТ 14782.
9.4.5 Методы отбора проб для определения химического состава сварных швов стальных конструкций должны соответствовать требованиям ГОСТ 7122.
9.4.6 Контроль качества сварных соединений, подлежащих проверке, должен производиться после термической обработки изделия.
Примечание - Повторный контроль стыковых швов разрешается не производить в случае проведения термической обработки и контроля УЗД этих швов до окончательной сварки изделия.
9.4.7 Результаты контроля сварных соединений расчетных элементов должны быть зафиксированы в соответствующей документации.
9.4.8 Визуальному контролю и измерению подлежат сварные соединения независимо от размеров свариваемых деталей, марки стали и метода сварки.
При визуальном контроле проверяется:
1) соответствие сборки и сварки стальных конструкций требованиям 4.6.4-4.6.17, включая наличие клейма ОТК приемки сборки под сварку и клейма сварщика;
2) соответствие заданным геометрическим размерам; при этом швы ответственных расчетных элементов стальных конструкций подлежат сплошному контролю, а швы второстепенных нерасчетных элементов - выборочному (в количестве не менее 20%);
3) качество поверхности сварных швов; по внешнему виду швы должны иметь:
- гладкую поверхность (для автоматической сварки);
- мелкочешуйчатую поверхность (с высотой чешуек в пределах допуска на размеры сварного шва по соответствующим стандартам);
- без наплывов - для остальных видов сварки;
- плавный переход к основному металлу - для всех видов сварки;
4) в многослойных швах величина впадин между двумя соседними валиками при сварке в нижнем положении не должна превышать:
- для ручной дуговой сварки - 1 мм;
- для автоматической и полуавтоматической сварки в среде углекислого газа, а также для автоматической сварки под флюсом - 2 мм;
- для сварки в ином пространственном положении - соответственно 2 и 3 мм без уменьшения катета шва.
Перед визуальным контролем сварные швы и прилегающая к ним поверхность основного металла на ширине 20 мм по обе стороны сварного шва должны быть зачищены. Визуальный контроль должен производиться при достаточной освещенности. Сомнительные места должны просматриваться через лупу.
Способ визуального контроля устанавливается ОТК предприятия-изготовителя. Визуальный контроль должен предшествовать всем другим видам контроля.
9.4.9 Испытание швов, обеспечивающих плотность (герметичность) конструкции: щитов обшивки бункеров, коробов и других выполняется в соответствии с требованиями рабочих чертежей. Контроль производится по документации предприятия-изготовителя.
9.4.10 Сварные стыковые соединения растянутых, изгибаемых и растянуто-изгибаемых несущих элементов каркаса и потолочного перекрытия, а также ответственных расчетных элементов должны подвергаться контролю одним из неразрушающих методов:
1) сплошному - при поставке в районы с холодным климатом или для сооружений с повышенным уровнем ответственности;
2) выборочному, но не менее 20% протяженности швов - при поставке в районы с умеренным климатом и нормальным уровнем ответственности сооружения; выборочный контроль осуществляется преимущественно в местах пересечения швов и в местах с признаками дефектов.
Примечания:
1 Необходимость и объем контроля неразрушающими методами устанавливаются чертежами.
2 В тех случаях, когда невозможно провести контроль неразрушающими методами, наличие дефектов сварных швов допускается определять по макрошлифам, изготовленным из выводных планок.
9.4.11 В сварных соединениях не допускаются:
- трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
- непровары (несплавления), расположенные у поверхности по сечению сварного соединения;
- поры, расположенные в виде сплошной сетки или цепочек;
- незаваренные кратеры и прожоги;
- свищи;
- подрезы в местах перехода шва к основному металлу;
- наплывы и натеки.
9.4.12 По внешнему виду швы сварных соединений должны удовлетворять требованиям 9.4.8 настоящего стандарта и не иметь наплывов, прожогов, сужений, перерывов, а также резкого перехода к основному металлу;
- подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 2 до 10 мм и не более 1 мм при толщине стали свыше 10 мм;
- все кратеры должны быть заварены.
Допускаются следующие несплошности швов сварных соединений, которые обнаруживаются физическими методами контроля, кроме УЗД:
- непровары по сечению швов в соединениях, доступных для сварки с двух сторон, глубиной до 5% толщины металла, но не более 2 мм при длине непровара не более 50 мм при расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
- непровары в корне шва в соединениях без подкладок, доступных для сварки только с одной стороны, глубиной до 15% толщины металла, но не более 3 мм;
- отдельные шлаковые включения или поры либо скопления их размеров по диаметру не более 10% толщины свариваемого металла, но не более 3 мм;
- шлаковые включения или поры, расположенные цепочкой вдоль шва, при суммарной их длине, не превышающей 200 мм на 1 м шва;
- скопления газовых пор и шлаковых включений в отдельных участках шва в количестве не более 5 шт. на 1 см площади шва при диаметре одного дефекта не более 1,5 мм.
Эквивалентная площадь одиночного дефекта при УЗД принимается по таблице 9.
Таблица 9 - Эквивалентная площадь одиночного дефекта
Номинальная толщина сваренных деталей, мм | Эквивалентная площадь одиночного дефекта, мм | Допустимое количество одиночных дефектов на любых 100 мм протяженности сварного шва | |
Наименьшая фиксируемая | Наибольшая допустимая | ||
6,0-14,5 | 5 | 7 | 7 |
15,0-39,5 | 5 | 7 | 9 |
40,0-59,5 | 7 | 10 | 10 |
60,0-79,5 | 9 | 13 | 11 |
80,0-99,5 | 12,5 | 18 | 11 |
100,0-119,0 | 12,5 | 18 | 12 |
120,0-199,0 | 20,0 | 28,0 | 12 |
Примечания: 1 Цепочкой шлаковых включений считаются дефекты, расположенные по одной линии, в количестве не менее трех с расстоянием между ними, не превышающим трехкратной длины наиболее протяженного шлакового включения из числа входящих в цепочку. 2 При подсчете пор отдельные поры с размером 0,2 мм в любом сечении шва, а также более крупные поры, расположенные в усилении шва, могут не учитываться. | |||
9.4.13 Если при выборочной ультразвуковой дефектоскопии, рентгенографировании и гаммаграфировании будут обнаружены недопустимые дефекты, то необходимо производить дополнительный контроль дефектных соединений на расстоянии, равном удвоенной длине проверенного участка этого соединения, преимущественно в местах, расположенных вблизи дефектного участка. Если при дополнительном контроле будут обнаружены недопустимые дефекты, то контролю подвергается весь шов и сомнительные участки других швов.
Выявленные дефектные участки сварных швов должны быть исправлены в соответствии с 9.4.15 и вновь проверены.
9.4.14 Механическим испытаниям подлежат сварные стыковые соединения расчетных элементов конструкций. Контроль, включая нормы отбора контрольных пластин, производится по документации предприятия-изготовителя. Контрольные или пробные пластины должны выполняться в виде продолжения сварного шва изделия, для чего могут быть использованы выводные планки. Для механических испытаний допускается использовать контрольные пластины, завариваемые сварщиками при аттестации. При этом контрольные и производственные сварные соединения должны быть идентичными.
Испытания на ударную вязкость проводятся при толщинах свариваемого металла более 12 мм.
Швы контрольных пластин, свариваемых, в виде исключения, отдельно, должны свариваться тем же сварщиком с применением тех же режимов, электродов и оборудования, что и при сварке изделия. Размеры заготовок (пластин), а также форма и размеры образцов, и способ вырезки их из заготовок должны соответствовать ГОСТ 6996.
При этом должны быть проведены следующие виды испытаний сварного соединения:
на растяжение - два образца;
на ударный изгиб с надрезом по центру шва - три образца;
на изгиб (загиб) - два образца;
на твердость околошовной зоны в сварных соединениях из низколегированной стали - не менее чем в трех точках на одном образце, при этом твердость не должна быть более 250 НВ.
Временное сопротивление разрыву должно быть не меньше нижнего значения временного сопротивления основного металла, установленного стандартом или техническими условиями для данной марки стали при этом же режиме термообработки.
Угол загиба и ударная вязкость сварных соединений должны быть не менее указанных в таблице 10.
Таблица 10 - Механические свойства сварных соединений
Механические свойства | Свариваемые стали | ||
Углеродистые | Низколегированные | Углеродистые с низколегированными | |
Угол загиба: | |||
при толщине до 20 мм | 100° | 80° | 60° |
при толщине более 20 мм | 100° | 60° | 50° |
Ударная вязкость при 20°С, МДж/м | 0,49 (5) | 0,49 (5) | 0,49 (5) |
Механические свойства образцов сварных соединений должны определяться как среднее арифметическое из результатов, полученных при испытании отдельных образцов.
Испытания считаются неудовлетворительными, если хотя бы по одному из образцов получены результаты, пониженные по сравнению с установленными нормами более чем на 10%, а для ударной вязкости на 0,2 MДж/м (2 кгс м/см
). При неудовлетворительных результатах испытания повторяют на удвоенном количестве образцов, вырезанных из того же контрольного стыка или сварного изделия. Повторный контроль производится лишь по тому виду механических испытаний, по которому получены неудовлетворительные результаты.
Если при повторном испытании, хотя бы по одному из образцов получены неудовлетворительные результаты, общий результат по данному виду испытаний считается неудовлетворительным, а швы непригодными.
При неудовлетворительных результатах испытаний дефектный шов должен быть удален механическим способом или воздушно-дуговой строжкой, производимыми по документации предприятия-изготовителя. Квалификация сварщика и качество сварочных материалов должны быть дополнительно проверены. Для сталей марок 12Х1МФ, 12MX и 12XM после воздушно-дуговой строжки необходимо производить обработку поверхности механическим способом для удаления окисленного слоя и контролировать поверхности выборки на отсутствие трещин.
9.4.15 Исправление дефектных сварных швов производится по документации предприятия-изготовителя по согласованию с ОТК. При этом швы с трещинами и иными дефектами, превышающими допускаемые (см.7.4.12), удаляются на расстоянии, превышающем длину дефектного места на 20 мм (по 10 мм с каждой стороны), и после проверки качества удаления дефекта завариваются вновь.
Перерывы швов, сужения и кратеры завариваются. Подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному. Любые исправления дефектов подчеканкой запрещаются. Исправленные дефекты, сварные швы или части их должны быть вновь приняты ОТК.
Для всех марок сталей, исправление дефектного участка более трех раз не допускается.
9.5 Методы контроля и допускаемые отклонения линейных и угловых размеров, формы и расположения поверхностей стальных конструкций и их элементов
9.5.1 Методы контроля линейных и угловых размеров стальных конструкций и их элементов должны предусматривать применение стандартных средств измерения и по точности должны соответствовать требованиям чертежей.
Применяемые методы контроля также должны обеспечивать точность измерения линейных и угловых размеров с погрешностями, предусмотренными соответствующей нормативно-технической документацией.
9.5.2 Предельные отклонения (±) размеров деталей, изготовленных из листового и фасонного проката, не должны превышать указанных в таблице 11.
Таблица 11 - Предельные отклонения размеров деталей из проката
Технологический способ выполнения деталей | Интервалы размеров по длине и ширине деталей, мм | |||||
До 1500 вкл. | Св.1500 до 2500 вкл. | Св.2500 до 4500 вкл. | Св.4500 до 9000 вкл. | Св.9000 до 15000 вкл. | Св.15000 до 21000 вкл. | |
Резка кислородом вручную по наметке (включая воздушно-кислородную резку) | 2,5 | 3,0 | 3,5 | 4 | 4,5 | 7,0 |
Резка кислородом полуавтоматом и автоматом | 1,5 | 1,8 | 2,0 | 2,5 | 3,5 | 4,0 |
Резка по шаблону на ножницах или пилой по наметке или упору | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 |
Обработка детали кромкострогальном или фрезерном станке | 0,5 | 1,0 | 1,5 | 2,0 | 2,5 | 3,0 |
Примечание - Предельные отклонения, указанные в табл.12 допускаются для деталей из листового и фасонного проката толщиной до 20 мм; при толщине свыше 20 мм допускаемые отклонения должны быть увеличены на 50%. | ||||||
9.5.3 Разность диагоналей (±) листовых деталей в зависимости от их величины не должна превышать указанной в таблице 12.
Таблица 12 - Допустимые отклонения листовых деталей
Технологическая операция при сборке | Интервалы размеров диагоналей, мм | ||||
До 1500 вкл. | Св.1500 до 2500 вкл. | Св.2500 до 4500 вкл. | Св.4500 до 9000 вкл. | Св.9000 до 15000 вкл. | |
Сварка стыковых соединений и соединений внахлестку | 3 | 5 | 6 | 8 | 10 |
9.3.1* Смещение (±) осей отверстий в деталях от номинального расположения не должно превышать указанного в таблице 13.
__________________
* Нумерация соответствует оригиналу. - .
Таблица 13 - Допустимые отклонения осей отверстий в деталях
Технологический способ образования отверстий | Интервалы размеров между отверстиями, мм | |||||
До 1500 вкл. | Св.1500 до 2500 вкл. | Св.2500 до 4500 вкл. | Св.4500 до 9000 вкл. | Св.9000 до 15000 вкл. | Св.15000 до 21000 вкл. | |
По наметке крайних отверстий | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 |
По шаблону с втулками, установленными в крайние отверстия | 1,0 | 1,5 | 2,0 | 3,0 | 3,5 | 4,0 |
9.5.5 Предельные отклонения (±) габаритных размеров и разность диагоналей готовых сборочных единиц стальных конструкций не должны превышать указанных в таблице 14.
Таблица 14 - Допустимые отклонения габаритных размеров деталей
Технологический способ выполнения сборочных операций | Интервалы размеров, мм | |||||||
До 1500 вкл. | Св.1500 до 2500 вкл. | Св. 2500 до 4500 вкл. | Св. 4500 до 9000 вкл. | Св. 9000 до 15000 вкл. | Св.15000 до 21000 вкл. | Св. 21000 до 27000 вкл. | Св. 27000 | |
На стеллажах по разметке на болтах и на сварке: | ||||||||
длина, ширина | 3,0 | 5,0 | 6,0 | 7,0 | 12,0 | 14,0 | 14,0 | 15,0 |
Разность диагоналей | 5,0 | 6,0 | 7,0 | 8,0 | 12,0 | 14,0 | 14,0 | 15,0 |
В кондукторах и других приспособлениях с укрепленными фиксаторами, а также по копиру с фиксаторами: | ||||||||
длина, ширина | 2,0 | 2,0 | 3,0 | 5,0 | 7,0 | 8,0 | - | - |
Разность диагоналей | 3,0 | 3,5 | 4,0 | 6,0 | 8,0 | 10,0 | - | - |
Сборка с фрезерованными поверхностями: | ||||||||
длина, ширина | 0,5 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 | - | - |
Разность диагоналей | 1,0 | 1,5 | 2,0 | 2,5 | 4,0 | 5,0 | - | - |
9.5.6 Неуказанные в технической документации предельные отклонения размеров сборочных единиц и деталей стальных конструкций независимо от толщины металла и технологического способа изготовления должны быть не более: для отверстий - по Н16; для валов - по h16; остальных - по ±![]() .
.
9.5.7 Предельные отклонения размеров деталей и элементов не должны суммироваться. Технологический процесс должен исключать накопление допускаемых отклонений, делающих невозможной сборку конструкции в целом без подгонки.
9.5.8 Предельные отклонения формы и расположения поверхностей в сборочных единицах и деталях не должны превышать указанных в таблице 15.
Таблица 15 - Предельные отклонения формы
Наименование | Допускаемые отклонения (±), мм |
Неплоскостность: | |
зазор между стальной линейкой 1 м и поверхностью листа | 2, но не более 10 на длине свыше 5 м |
зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра | 0,001 L, но не более 12 |
местные выпучины или впадины во второстепенных элементах (щитах каркасов, обшивочных листах, бункерах, коробах и др.): | |
при толщине листа до 3 мм, | 15 |
при толщине листа 3 мм и более; | 10 |
для свободной площади листа более 1 м | |
при толщине листа до 3 мм, | 30 |
при толщине листа 3 мм и более; | 20 |
местные выпучины или впадины в ответственных элементах (колонны, балки) | Не более 2 |
для неответственных элементов типа рамы помостов и щитов обшивки | Не более 4 |
Непрямолинейность кромок в сварных соединениях: | |
стыковых и тавровых | 2 |
внахлестку | 5 |
Некруглость: | |
просвет между шаблоном длиной по дуге 1 м и поверхностью свальцованного листа, полкой или обушком профиля, согнутого в холодном состоянии | 3 |
то же, в горячем состоянии | 5 |
овальность (разность диаметров) окружности в листовых конструкциях цилиндрической формы при заводской стыковке | Не более 0,01 |
то же, при стыковке на монтаже | 0,003 |
Примечание - L - длина элемента, | |
Примечание - Предельные отклонения размеров, указанных в 9.5.8, 9.5.9 и 9.5.10, относятся к отправочным элементам стальных конструкций.
9.5.9 Предельные отклонения размеров, формы и расположения поверхностей элементов стальных конструкций составного сечения (колонн, балок, ригелей и других элементов) не должны превышать указанных в таблицах 16-19.
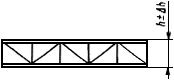
Таблица 16 - Предельные отклонения размеров элементов
Наименование | Допускаемые отклонения (±) | Эскиз |
Неплоскостность |
|
|
|
| |
|
| |
|
|
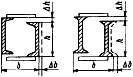
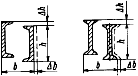

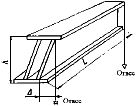
Таблица 17 - Предельные отклонения формы сечений элементов
Наименование | Допускаемые отклонения (±) | Эскиз |
Неперпендикулярность полок | 0,005b |
|
То же, в остальных местах по длине элемента | 0,01b | |
Смещение одной полки относительно другой "с" в элементах двутаврового сечения | 0,01b | |
Смещение центральной вертикальной оси стенки относительно середины полки | 0,5с | |
Неперпендикулярность полок | 0,01b |
|
То же, в остальных местах по длине элемента | 0,02b | |
Неплоскостность (грибовидность) полок | 0,005b |
|
То же, в остальных местах по длине элемента | 0,01b | |
Неперпендикулярность кромки | 0,01h, но не более 2 |
|
Неперпендикулярность полок | 0,005h |
|
То же, в остальных местах по длине элемента | 0,01b | |
Смещение одной полки относительно другой "с" | 0,01b | |
Неперпендикулярность стенок | 0,005h |
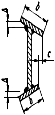



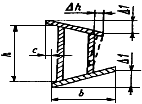
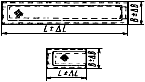
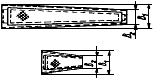
Таблица 18 - Предельные отклонения смещений элементов
Наименование | Допускаемые отклонения (±), мм | Эскиз |
Смещение соединительных планок ребер и диафрагм по длине элемента от номинального расположения | 10 |
|
Неперпендикулярность ребра жесткости диафрагмы относительно стенки: |
| |
| ||
при h | 3 | |
при h>600 мм | 0,005h, но не более 10 | |
| 2 | |
Смещение осей элементов в решетчатых конструкциях от номинального расположения |
| |
в горизонтальных фермах жесткости | 10 | |
в других конструкциях | 5 |
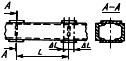
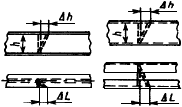
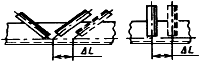
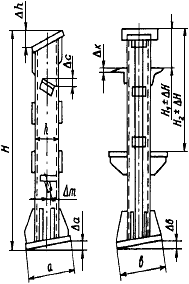
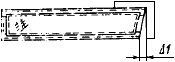
Таблица19 - Предельные отклонения неперпендикулярности и смещения
Наименование | Допускаемые отклонения (±), мм | Эскиз |
Неперпендикулярность торцов относительно продольной оси колонн |
| |
| ||
при h | 2 | |
при h>300 мм | 0,006а | |
| 0,006b | |
| 0,006h | |
То же для фрезерованных поверхностей | 1 на 1 м | |
Смещение опорных кронштейнов (столиков, уголков) вдоль оси колонн, стоек от их номинального положения | ||
при | 3 | |
при 10 | 4 | |
при | 7 | |
Неперпендикулярность опорных кронштейнов (столиков, уголков) относительно продольной оси | 2 | |
Непараллельность ребра кронштейна относительно продольной оси | 2 | |
Неплоскостность плит башмаков при установке: | ||
на бетон | 5 | |
на металлоконструкцию (указывается в чертежах) | 2 | |
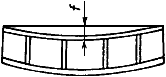
Непрямолинейность (винтообразность) цельных или составных сварных элементов (балок, ригелей, колонн, стоек), измеряемая по отвесу, |
| |
при | 0,001L, но не более 10 | |
при h>3 м | 0,0012L, но не более 12 | |
Неплоскостность (выпучивание) стенки сплошной балки при высоте стенки h: | ||
с ребрами | 0,006h | |
без ребер | 0,003h | |
Неперпендикулярность торцов свободнолежащих балок относительно продольной оси | 10 | |
Неперпендикулярность торцов закрепленных балок относительно продольной оси | 2 | |
Непрямолинейность (стрела прогиба) элемента (фермы, балки, колонны, стойки, рамы расчетных элементов) f: |
| |
при h>300 мм | 0,0013L, но не более 15 | |
при | 0,002L, но не более 20 | |
То же, для рам второстепенных и нерасчетных элементов | 0,003L, но не более 25 | |
Допускаемые отклонения длины элемента (фермы, балки, ригеля, колонны, стойки) |
| |
Допускаемые отклонения высоты сечения элемента (фермы, балки, ригеля, колонны, стойки) |
| |
| 0,005h | |
h>600 | 0,003h, но не более 5 | |
Примечания: 1 Все измерения винтообразности и неперпендикулярности производятся относительно одного из торцов, принимаемого за базу после его проверки. 2 Указанная величина винтообразности распространяется на решетчатые конструкции, приведенные в таблице 18 и 19, и на другие аналогичные конструкции. 3 Измерение выпучивания стенки производится с помощью линейки длиной 1000 мм. | ||
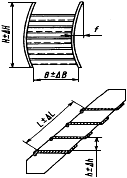
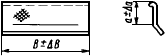
9.5.10 Предельные отклонения размеров, формы и расположения поверхностей листов элементов стальных конструкций составного сечения (щитов, бункеров, коробов и др.) указаны в таблице 20.
Таблица 20 - Предельные отклонения элементов составного сечения
Наименование | Допускаемые отклонения (±), не более, мм |
Смещение внутренних деталей щитов (фасонных профилей, ребер жесткости, раскосов и т.п.) от номинального расположения | 5 |
Смещение осей отверстий для лазов, гляделок, лючков от номинального расположения | 10 |
Допускаемые отклонения диаметров отверстий |
|
Неплоскостность (прогиб, коробление) листов, приваренных по контуру во второстепенных элементах: | Для свободной площади листа до 1 м |
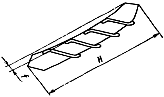
9.5.11 Допускаемые отклонения размеров, формы и расположения поверхностей помостов, лестниц, ступеней, кронштейнов не должны превышать указанных в таблице 21.
Таблица 21 - Допускаемые отклонения размеров для помостов, лестниц и ступеней
Наименование | Допускаемые отклонения (±), мм | Эскиз |
Допуск на длину и ширину рамы помоста: |
| |
| 2 на 1 м, но не более 10 | |
| 5 | |
Непараллельность (разность В | В пределах допуска на ширину |
|
Непараллельность (разность С-С | 10 |
|
Неперпендикулярность торца рамы помоста относительно боковой поверхности | 3 |
|
Непрямолинейность (стрела прогиба) рамы помоста f | 0,003L, но не более 10 |
|
Неплоскостность настила (местные выпучины или впадины) из рифленого листа | 10 | |
Отклонение рамы помоста от горизонтальной плоскости (винтообразность, коробление) | 0,003L, но не более 10 | |
Допуск на высоту и ширину лестницы: |
| |
| 5 | |
| 2 | |
Разность диагоналей | 6 | |
Непрямолинейность (стрела прогиба) f | 2 на 1 м длины, но не более 5 на всю длину | |
Допуск на расположение ступеней: | ||
| 0,002L, но не более 5 | |
| 3 | |
Непрямолинейность (стрела прогиба) тетивы лестницы f: |
| |
при Н<3 м | 2 на 1 м длины | |
при 3 | 10 | |
при Н | 15 | |
Допуски на длину и ширину ступени: |
| |
| 2 | |
| 5 | |
Непараллельность плоскости ступени относительно горизонтальной плоскости | 3 |
|
Допуски на длину и высоту кронштейна: |
| |
| 0,005L | |
| 0,01h | |
Неперпендикулярность рабочего торца кронштейна и смещение подкоса от вертикали | 0,5 | |
Неплоскостность: | ||
выпучивание стенки | 0,01h | |
винтообразность плоскости стенки | 0,01h | |
Неперпендикулярность полки к стенке кронштейна | 0,03b, где b - ширина полки |

9.5.11.1 Предельные отклонения размеров, формы и расположения поверхностей в элементах металлоконструкций, не охваченных таблицами 11-21, определяются требованиями чертежей.
9.5.12 Предельные отклонения угловых размеров подготовленных к сварке кромок деталей стальных конструкций должны соответствовать указанным в ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, ГОСТ 11534, ГОСТ 23518, ГОСТ 15164.
9.5.13 Неуказанные предельные отклонения на угловые размеры элементов стальных конструкций и их деталей должны выполняться по ГОСТ 8908 16-й степени точности.
Допускается неуказанные предельные отклонения угловых размеров с меньшей стороной угла свыше 500 мм выполнять по ГОСТ 8908 17-й степени точности.
10 Маркировка, упаковка, транспортирование и хранение
10.1 На готовых изделиях стальных конструкций на видном месте самого изделия или на прикрепленной к изделию табличке, выполненной по ГОСТ 12971, должна быть нанесена маркировка с указанием:
- наименования или товарного знака предприятия-изготовителя;
- условного обозначения изделия по конструкторской документации;
- заводского номера изделия;
- года изготовления.
При маркировке монтажных деталей допускается указывать обозначение чертежа или условное обозначение детали по инструкции завода-изготовителя. Маркировка должна быть устойчивой к воздействию климатических условий и четко выделяться на фоне поверхности (бирке), на которую она нанесена.
10.2 Транспортная маркировка сборочных единиц (блоков) и отдельных деталей стальных конструкций по своему содержанию, манипуляционным знакам, месту и способу нанесения должна соответствовать требованиям ГОСТ 14192.
10.3 Упаковка
10.3.1 Упаковка деталей, элементов и сборочных единиц стальных конструкций должна производиться в соответствии с требованиями ГОСТ 23170, конструкторских документов и настоящего стандарта.
10.3.2 Конструкция упаковки, способ упаковывания и крепления должны удовлетворять нормам, принятым на выбранном способе транспортировки, и обеспечивать полную сохранность изделия при погрузо-разгрузочных операциях, транспортировании и складировании.
10.3.3 Конструкторские документы должны предусматривать надежную и удобную строповку, исключающую возможность изменения формы изделий, перекосы, смятие и подобные повреждения, а также должны указывать места приложения стропов, приварки грузоподъемных деталей, центр масс сборочных единиц и их массы нетто, брутто.
10.3.4 К упаковке не допускаются изделия, не прошедшие предусмотренную технологическим процессом обработку защитными покрытиями (окраску, консервацию) согласно требованиям подраздела 8.6.
10.3.5 Для товаросопроводительной документации на отправляемых грузах должны закрепляться водонепроницаемые пеналы (трубки с плотно закрывающимися отверстиями, карманы), место и способ крепления которых устанавливаются документацией предприятия-изготовителя.
10.3.6 Товаросопроводительная документация должна быть обернута в водонепроницаемую пленку и вложена в пенал, закрепленный на отправляемом грузе в соответствии с 10.3.5.
10.4 Транспортирование
10.4.1 Для транспортирования стальных конструкций допускается применять все виды транспорта. Выбранные транспортные средства должны быть экономически целесообразны.
10.4.2 Транспортирование, погрузка и крепление негабаритных тяжеловесных элементов на железнодорожном транспорте должны производиться по согласованным с ОАО "РЖД" чертежам в соответствии с требованиями:
"ДЧ-1835 Инструкции по перевозке негабаритных и тяжеловесных грузов на железных дорогах государств-участников СНГ, Латвийской Республики, Литовской Республики, Эстонской Республики" [1];
"Технические условия размещения и крепления грузов в вагонах и контейнерах (N ЦМ-943)" [2];
Приложение 14 к СМГС "Правила размещения и крепления грузов в вагонах и контейнерах" [3].
10.4.3 Транспортировка автотранспортом должна производиться силами специализированных автоперевозчиков.
10.5 Хранение
10.5.1 Стальные конструкции следует хранить в складах, под навесами (допускаются временные укрытия) или на открытых оборудованных площадках. При любом способе хранения стальные конструкции должны быть защищены (специальными ограждениями, рельефом местности, окружающими зданиями и т.п.) от непосредственного воздействия песчаных и пыльных бурь. Группа условий хранения-Ж1 по ГОСТ 15150.
10.5.2 Мелкие детали и сборочные единицы (независимо от вида покрытия) отправляются в ящиках и должны храниться под навесом, исключающим попадание атмосферных осадков.
10.5.3 Все остальные конструкции на месте складирования должны быть:
- рассортированы по видам и по очередности монтажа;
- подвергнуты техническому осмотру (при этом выявленные повреждения должны быть устранены, а нарушенная окраска восстановлена);
- подготовлены к монтажу (очищены от грязи, нанесены монтажные риски, центры масс, обозначены места строповки).
10.5.4 При укладке стальных конструкций на складе должны соблюдаться следующие правила:
- конструкции должны быть уложены устойчиво на подкладки, расстояние между которыми должно исключать образование остаточных деформаций; в многоярусных штабелях между элементами должны быть уложены прокладки по одной вертикали с подкладками;
- конструкции не должны соприкасаться с грунтом;
- на конструкциях не должна застаиваться вода.
Разгрузка и хранение конструкций, а также транспортирование их должны производиться без повреждения конструкций и окраски. Сбрасывание конструкций с транспортных средств запрещается.
10.5.5 Конструкции, имеющие повреждения, необходимо усилить или заменить новыми по согласованию с проектной организацией.
10.6 Требования к антикоррозионной защите стальных конструкций
10.6.1 Готовые изделия должны подвергаться окраске или консервации, обеспечивающей их защиту от атмосферной коррозии на период транспортирования и хранения до монтажа в течение 12 месяцев с момента окраски или консервации. Антикоррозионная защита стальных конструкций осуществляется по технологической документации предприятия-изготовителя.
10.6.2 Допускается не производить защиту от коррозии внутренних поверхностей элементов стальных конструкций, выполняемых из труб или замкнутого прямоугольного профиля со сплошными швами и заваркой торцов.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие стальных конструкций стационарных котлов требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения, монтажа и эксплуатации.
11.2 Гарантийный срок - 12 месяцев с момента отгрузки предприятием-изготовителем стальных конструкций.
Библиография
[1] | "ДЧ-1835 Инструкции по перевозке негабаритных и тяжеловесных грузов на железных дорогах государств-участников СНГ, Латвийской Республики, Литовской Республики, Эстонской Республики" |
[2] | "Технические условия размещения и крепления грузов в вагонах и контейнерах (N ЦМ-943)" |
[3] | Приложение 14 к СМГС "Правила размещения и крепления грузов в вагонах и контейнерах" |
УДК 621.18:621.183 | ОКС 27.010 |
Ключевые слова: металлоконструкция, обвязка котла, стальные конструкции, проектирование котлов, классификация металлоконструкций, классификация стальных конструкций | |
Электронный текст документа
и сверен по:
, 2015
{kind=link}