ГОСТ Р 52569-2018
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРИТТЫ
Технические условия
Frits. Specifications
ОКС 25.220.50
Дата введения 2018-10-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 "Чугун, прокат и металлоизделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 марта 2018 г. N 121-ст
4 ВЗАМЕН ГОСТ Р 52569-2006
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на фритты, предназначенные для получения эмалевых покрытий, защищающих поверхность изделий из стали, чугуна и алюминиевых сплавов от воздействия агрессивных сред в соответствии с функциональным назначением изделий.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.315-97 Государственная система обеспечения единства измерений. Стандартные образцы состава и свойств веществ и материалов. Основные положения
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.002-2014 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.253-2013 (EN 166:2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ 12.4.010-75 Система стандартов безопасности труда. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ EN 340-2012 Система стандартов безопасности труда. Одежда специальная защитная. Общие технические требования
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 828-77 Натрий азотнокислый технический. Технические условия
ГОСТ 844-79 Магнезия жженая техническая. Технические условия
ГОСТ 2226-2013 Мешки из бумаги и комбинированных материалов. Общие технические условия
ГОСТ 2651-78 Натрия бихромат технический. Технические условия
ГОСТ 2652-78 Калия бихромат технический. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2912-79 Хрома окись техническая. Технические условия
ГОСТ 3476-74 Шлаки доменные и электротермофосфорные гранулированные для производства цементов
ГОСТ 3826-82 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 4220-75 Реактивы. Калий двухромовокислый. Технические условия
ГОСТ 4331-78 Реактивы. Никеля окись черная. Технические условия
ГОСТ 4418-75 Концентрат марганцеворудный для покрытия электродов. Технические условия
ГОСТ 4470-79 Реактивы. Марганца (IV) окись. Технические условия
ГОСТ 4526-75 Реактивы. Магний оксид. Технические условия
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5381-93 (ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84) Изделия высокоогнеупорные хромитопериклазовые. Технические условия
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 6034-2014 Декстрины. Технические условия
ГОСТ 6259-75 Реактивы. Глицерин. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7030-75 Материалы полевошпатовые и кварц-полевошпатовые для тонкой керамики. Технические условия
ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия
ГОСТ 8429-77 Бура. Технические условия
ГОСТ 9077-82 Кварц молотый пылевидный. Общие технические условия
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 9808-84 Двуокись титана пигментная. Технические условия
ГОСТ 10134.1-82 Стекло неорганическое и стеклокристаллические материалы. Методы определения водостойкости при 98°С
ГОСТ 10360-85 Порошки периклазовые спеченные для изготовления изделий. Технические условия
ГОСТ 10561-80 Криолит искусственный технический. Технические условия
ГОСТ 10690-73 Калий углекислый технический (поташ). Технические условия
ГОСТ 10978-2014 Стекло и изделия из него. Метод определения температурного коэффициента линейного расширения
ГОСТ 11773-76 Реактивы. Натрий фосфорно-кислый двузамещенный. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12085-88 Мел природный обогащенный. Технические условия
ГОСТ 13451-77 Материалы полевошпатовые и кварц-полевошпатовые для стекольной промышленности. Технические условия
ГОСТ 13493-86 Натрия триполифосфат. Технические условия
ГОСТ 14019-2003 Материалы металлические. Метод испытания на изгиб
ГОСТ 14919-83 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16108-80 Концентрат датолитовый. Технические условия
ГОСТ 16539-79 Реактивы. Меди (II) оксид. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 17607-72 Никеля закись. Технические условия
ГОСТ 17811-78 Мешки полиэтиленовые для химической продукции. Технические условия
ГОСТ 18297-96 Приборы санитарно-технические чугунные эмалированные. Технические условия
ГОСТ 18671-73 Кобальта окись. Технические условия
ГОСТ 18704-78 Кислота борная. Технические условия
ГОСТ 19608-84 Каолин обогащенный для резинотехнических и пластмассовых изделий, искусственных кож и тканей. Технические условия
ГОСТ 21286-82 Каолин обогащенный для керамических изделий. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22370-77 Слюда молотая. Правила приемки. Методы отбора и подготовки проб для испытаний
ГОСТ 22551-77 Песок кварцевый, молотые песчаник, кварцит и жильный кварц для стекольной промышленности. Технические условия
ГОСТ 23932-90 Посуда и оборудование лабораторные стеклянные. Общие технические условия
ГОСТ 22938-78 Концентрат рутиловый. Технические условия
ГОСТ 23233-78 Заполнитель сотовый бумажный. Технические условия
ГОСТ 23695-2016 Приборы санитарно-технические стальные эмалированные. Технические условия
ГОСТ 24303-80 Посуда хозяйственная чугунная эмалированная. Общие технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 24788-2001 Посуда хозяйственная стальная эмалированная. Общие технические условия
ГОСТ 24862-81 Порошки периклазовые и периклазоизвестковые спеченные для сталеплавильного производства. Технические условия
ГОСТ 25336-82 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25823-83 Марганца двуокись для химических источников тока. Технические условия
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28498-90 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
ГОСТ 29219-91 Концентраты плавиковошпатовые кислотные и керамические. Технические условия
ГОСТ 29220-91 Концентраты плавиковошпатовые металлургические. Технические условия
ГОСТ 29234.5-91 Пески формовочные. Метод определения влаги
ГОСТ 30558-98 Глинозем металлургический. Технические условия
ГОСТ 30559-98 Глинозем неметаллургический. Технические условия
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
ГОСТ Р 50045-92 (ИСО 4534-80) Эмали стекловидные. Определение характеристик текучести. Испытание на растекаемость
ГОСТ Р 51755-2001 Эмали силикатные (фритты). Методы анализа
ГОСТ Р 53949-2010 Селитра калиевая техническая. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, ГОСТ 8.654, а также следующие термины с соответствующими определениями:
3.1 фритта: Стекловидный продукт, получаемый путем плавления исходных компонентов с последующей грануляцией в виде пластинок, волокон, хлопьев при сухом гранулировании расплава и в виде гранул при водном гранулировании.
3.2 фритта для грунтового эмалевого покрытия: Фритта с добавлением при плавке оксидов кобальта, никеля и других для обеспечения сцепления эмалевого покрытия с металлической поверхностью.
3.3 фритта для покровного эмалевого покрытия: Заглушенная, прозрачная или полупрозрачная (частично заглушенная) фритта, предназначенная для получения эмалевого покрытия с заданными потребительскими свойствами.
3.4 фритта для белого покровного эмалевого покрытия: Непрозрачная фритта с добавлением при плавке оксидов, кристаллизующихся при обжиге с получением белого покрытия (заглушенная).
3.5 фритта для окрашенного эмалевого покрытия: Фритта с добавлением оксидов хрома, кобальта, меди, марганца и других при плавке или с добавлением керамических цветных пигментов на помол для получения при обжиге различных цветных покрытий.
3.6 фритта для безгрунтового эмалевого покрытия: Фритта, предназначенная для получения однослойного покрытия, сочетающего свойства грунтового и покровного покрытий.
3.7 эмалевый шликер: Водная суспензия, дисперсной фазой которой являются частицы фритты (одной или нескольких марок), глины и других технологических добавок.
3.8 эмалевое покрытие: Оплавленный слой, полученный обжигом высушенного шликера или порошка измельченной фритты, нанесенных на металлическую поверхность или грунтовое покрытие.
3.9 бортовое эмалевое покрытие: Оплавленный слой высушенного эмалевого шликера, нанесенного на загрунтованную поверхность радиусом закругления менее 10 мм.
4 Классификация и требования, указываемые при заказе
4.1 Фритты подразделяют:
4.1.1 по назначению на группы:
- для грунтовых эмалевых покрытий - Г,
- покровных эмалевых покрытий - П,
- покровных эмалевых покрытий, контактирующих с пищевыми продуктами (внутреннее покрытие), - Пв,
- покровных бортовых эмалевых покрытий - Пб,
- безгрунтовых эмалевых покрытий - БГ;
4.1.2 по способу грануляции на виды:
- водной грануляции,
- сухой грануляции;
4.1.3 по плавкости при обжиге покрытия на категории:
- легкоплавкие - Л1,
- относительно легкоплавкие - Л2,
- средней плавкости - Т1,
- относительно тугоплавкие - Т2,
- тугоплавкие - Т3;
4.1.4 по цвету покровного эмалевого покрытия:
- для белого покрытия - Б,
- слабоокрашенного покрытия на базе титановой фритты с оксидами при плавке или с пигментами на помол - О,
- интенсивно (ярко) окрашенного покрытия (фритты, применяемые с керамическими пигментами на помол) - ОЯ,
- окрашенного покрытия прозрачная - Ц,
- окрашенного покрытия полупрозрачная - Цоп;
4.1.5 по материалу эмалируемых изделий:
- для стальных изделий - С,
- чугунных изделий - Ч,
- изделий из алюминия и алюминиевых сплавов - А.
4.2 Примеры условных обозначений фритт приведены в приложении А.
4.3 При размещении заказа на фритты заказчик указывает изготовителю следующие обязательные сведения:
- группу фритты по назначению;
- вид эмалированной продукции;
- цвет покрытия;
- общую массу поставки фритты, т.
При размещении заказа на фритту заказчик может указать изготовителю следующие дополнительные сведения:
- марку фритты;
- вид грануляции;
- требования по упаковке.
Другие требования к фриттам могут быть установлены по согласованию сторон.
5 Технические требования
5.1 Общие требования к фриттам
5.1.1 Фритты изготовляют в соответствии с требованиями настоящего стандарта по технологической документации предприятия-изготовителя.
5.1.2 Материалы, рекомендуемые для изготовления фритт, приведены в приложении Б. Допускается применять другие материалы по нормативной документации (НД).
5.1.3 Химический состав фритт должен соответствовать НД предприятия-изготовителя.
5.1.4 Размер гранул фритт при водной грануляции должен быть не более 10 мм, размер пластинок при сухой грануляции - не более 20 мм и толщине не более 1,5 мм. Допускается наличие спекшихся и легко разрушающихся гранул.
5.1.5 Фритты не должны содержать посторонних включений и загрязнений.
5.1.6 Влажность фритт должна быть не более 3%. По согласованию с потребителем допускается изготовление фритт другой влажности.
5.1.7 Температурный коэффициент линейного расширения (ТКЛР) и растекаемость фритт в зависимости от назначения и видов эмалируемой продукции должны соответствовать нормам, указанным в таблице 1.
5.1.8 Фритты для грунтового и безгрунтового покрытий должны обеспечивать прочность сцепления покрытия со сталью не ниже 4-го балла в соответствии с приложением В.
Тугоплавкие фритты марок ФГТ3С и ФГТ3Ч испытанию на прочность сцепления не подлежат.
5.2 Требования к фриттам, предназначенным для получения эмалевого покрытия на стальной и чугунной посуде
5.2.1 Фритты для покрытия поверхности посуды, контактирующей с пищевыми средами, должны быть разрешены органами Роспотребнадзора России.
Таблица 1
Марка фритты | Характеристика фритты | Температурный коэффициент линейного расширения | Растекаемость, мм |
Фритты, предназначенные для получения грунтовых покрытий стальных изделий: посуды, газовых и электроплит, аудиторных досок, архитектурно-строительных панелей, знаков, вывесок, санитарно-технических приборов и изделий технического назначения | |||
ФГЛ1С | Легкоплавкая, компонент | 105-125 | Более 60 |
ФГЛ2С | Относительно легкоплавкая, компонент | 90-120 | 50-70 |
ФГТ1С | Средней плавкости, компонент | 90-115 | 35-55 |
ФГТ2С | Относительно тугоплавкая, компонент | 90-105 | 25-40 |
ФГТ3С | Тугоплавкая, компонент | 90-105 | 15-35 |
Фритты, предназначенные для получения покровных покрытий стальных изделий: посуды, газовых и электроплит, санитарно-технических приборов и изделий технического назначения
| |||
ФПвБС | Для белого покрытия внутренней и наружной поверхности | 80-110 | 30-55 |
ФПвОС | Для слабоокрашенного покрытия внутренней и наружной поверхности | ||
ФПвОЯС | Для интенсивно (ярко) окрашенного покрытия внутренней и наружной поверхности | ||
ФПБС | Для белого покрытия наружной поверхности | 85-115 | 30-55 |
ФПОС | Для слабоокрашенного покрытия наружной поверхности | ||
ФПОЯС | Для интенсивно окрашенного покрытия наружной поверхности | ||
ФПЦС | Для окрашенного покрытия прозрачная | ||
ФПЦопС | Для окрашенного покрытия полупрозрачная | 90-120 | 30-60 |
ФПбС | Для бортового покрытия | 105-130 | 45-75 |
Фритты, предназначенные для получения покровных глянцевых и матовых покрытий стальных аудиторных досок, архитектурно-строительных панелей, знаков, вывесок | |||
ФПЛ2БС | Для белого покрытия относительно легкоплавкая | 100-120 | 40-70 |
ФПТ1БС | Для белого покрытия средней плавкости | 90-115 | 30-60 |
ФПТ2БС | Для белого покрытия относительно тугоплавкая | 80-105 | 15-40 |
ФПТ3БС | Для белого покрытия тугоплавкая | 105-135 | Не нормируется |
ФПЛ2ЦС | Для интенсивно окрашенного покрытия относительно легкоплавкая | 100-120 | 40-70 |
ФПТ1ЦС | Для интенсивно окрашенного покрытия средней плавкости | 90-115 | 30-60 |
ФПТ2ЦС | Для интенсивно окрашенного покрытия относительно тугоплавкая | 80-105 | 15-40 |
ФПТ3ЦС | Для интенсивно окрашенного покрытия тугоплавкая | 105-135 | Не нормируется |
Фритты для нанесения покрытия непосредственно на металлическую поверхность безгрунтового эмалирования | |||
ФБГЛ1С | Легкоплавкая, компонент | 95-125 | более 60 |
ФБГЛ2С | Относительно легкоплавкая, компонент | 90-120 | 50-70 |
ФБГТ1С | Средней плавкости, компонент | 90-115 | 35-55 |
ФБГТ2С | Относительно тугоплавкая, компонент | 85-110 | 25-40 |
Фритты, предназначенные для получения покрытий чугунных изделий: посуды, санитарно-технических приборов и изделий технического назначения | |||
ФГЛ1Ч | Легкоплавкая | 105-125 | более 60 |
ФГЛ2Ч | Относительно легкоплавкая | 90-120 | 50-70 |
ФГТ1Ч | Средней плавкости | 90-115 | 35-55 |
ФГТ2Ч | Относительно тугоплавкая | 85-110 | 25-45 |
ФГТ3Ч | Тугоплавкая | 60-90 | Не нормируется |
ФПвБЧ | Для покровного белого покрытия внутренней и наружной поверхности | 100-120 | 45-75 |
ФПБЧ | Для покровного белого покрытия наружной поверхности | 90-120 | 40-70 |
ФПОЧ | Для покровного слабоокрашенного покрытия | 90-120 | 45-75 |
ФПЦЧ | Для покровного интенсивно окрашенного покрытия наружной поверхности | 90-120 | 45-75 |
ФПвОЯЧ | Для интенсивно окрашенного покрытия наружной и внутренней поверхности | 90-120 | 45-75 |
Фритты, предназначенные для получения покрытий стальных труб и фасонных деталей трубопроводов | |||
ФГС | Для грунтового покрытия | 90-130 | Более 38 |
ФПС | Для покровного покрытия | 80-120 | Более 38 |
ФБГС | Для безгрунтового покрытия | 90-130 | Более 38 |
Фритты, предназначенные для получения покрытий изделий из алюминия и алюминиевых сплавов: посуды и изделий технического назначения | |||
ФЛ1А | Легкоплавкая, компонент | 140-190 | более 75 |
ФЛ2А | Относительно легкоплавкая, компонент | 130-170 | 60-80 |
ФТ1А | Относительно средней плавкости, компонент | 120-160 | 50-70 |
Примечания | |||
5.2.2 Фритты должны обеспечивать следующие характеристики эмалевого покрытия посуды в соответствии с ГОСТ 24788 и ГОСТ 24303:
- внешний вид эмалевого покрытия;
- цвет в соответствии с образцом, согласованным в установленном порядке;
- стойкость покровного эмалевого покрытия к адсорбции красящих веществ пищевых сред;
- коррозионную стойкость;
- отсутствие пористости.
5.3 Требования к фриттам, предназначенным для получения эмалевого покрытия газовых и электроплит
5.3.1 Фритты должны обеспечивать следующие характеристики эмалевого покрытия плит в соответствии с НД на плиты:
- внешний вид эмалевого покрытия;
- цвет в соответствии с образцом, согласованным в установленном порядке;
- стойкость эмалевого покрытия к адсорбции красящих веществ пищевых сред;
- коррозионную стойкость;
- отсутствие пористости.
5.3.2 Необходимость контроля характеристик эмалевого покрытия плит (кроме контроля внешнего вида) устанавливают по требованию потребителя при заказе на поставку фритт.
5.4 Требования к фриттам, предназначенным для получения покровных эмалевых покрытий санитарно-технических приборов
5.4.1 Коррозионная стойкость фритты в кипящем 4%-ном растворе уксусной кислоты (потеря массы) не должна превышать 0,5% и 3,0% для стальных и чугунных санитарно-технических приборов соответственно.
5.4.2 Коррозионная стойкость фритты в кипящем 10%-ном растворе кальцинированной соды (потеря массы) не должна превышать 1,0% и 3,5% для стальных и чугунных санитарно-технических приборов соответственно.
5.4.3 Фритты для покрытия санитарно-технических приборов должны обеспечивать следующие характеристики эмалевого покрытия в соответствии с требованиями ГОСТ 23695 и ГОСТ 18297:
- внешний вид эмалевого покрытия;
- цвет в соответствии с образцом, согласованным в установленном порядке;
- степень блеска;
- коррозионную стойкость;
- стойкость к истиранию и воздействию красящих веществ.
5.5 Требования к фриттам, предназначенным для получения эмалевых покрытий рабочих поверхностей аудиторных досок
5.5.1 Фритты должны обеспечивать следующие характеристики эмалевого покрытия аудиторных досок в соответствии с НД:
- внешний вид эмалевого покрытия;
- равномерный цветовой тон;
- степень блеска не более 10% на поверхности, предназначенной для нанесения текста и изображений мелом, и не более 55% - фломастером;
- цвет в соответствии с образцом, согласованным в установленном порядке;
- твердость покрытия не менее 5 ед. по шкале Мооса;
- коррозионную стойкость покрытия после воздействия дистиллированной воды, 1%-ного раствора кальцинированной соды и дезинфицирующего 0,5%-ного раствора хлорамина Б (или хлорной извести) без изменения степени блеска эмалевого покрытия;
- стираемость текста и изображений, нанесенных мелом, при помощи сухой, а фломастером - сухой или влажной салфетки.
По согласованию с потребителем фритты должны обеспечивать ударную прочность покрытия в соответствии с ГОСТ 24788.
5.6 Требования к фриттам, предназначенным для получения эмалевых покрытий труб и фасонных деталей трубопроводов
5.6.1 Водостойкость фритт должна быть не ниже класса 2/98 по ГОСТ 10134.1.
5.6.2 Фритты должны обеспечивать получение блестящего, гладкого (без видимой шероховатости), а также без пузырей, сквозных пор, трещин и других дефектов, обнажающих металл, эмалевого покрытия труб и фасонных деталей трубопроводов.
5.7 Упаковка, маркировка
5.7.1 Фритты упаковывают в бумажные пяти-, шестислойные мешки по ГОСТ 2226, кроме мешков марки НМ, полиэтиленовые мешки по ГОСТ 17811, или специализированные контейнеры для сыпучих продуктов для одноразового или многоразового использования по НД, или другие виды упаковки, обеспечивающие сохранность фритты при транспортировании и хранении.
5.7.2 На каждое грузовое место должна быть нанесена маркировка с указанием:
- наименования и (или) товарного знака предприятия-изготовителя;
- марки фритты по настоящему стандарту и НД производителя;
- номера партии;
- массы нетто (брутто);
- даты упаковки.
Маркировку наносят непосредственно на упаковку или на деревянные, металлические или бумажные ярлыки, вложенные в полиэтиленовый пакет, прикрепляемый к упаковке. Ярлыки располагают в наиболее удобных, хорошо просматриваемых местах упаковки.
5.7.3 Транспортная маркировка - по ГОСТ 14192 с нанесением на тару манипуляционного знака "Беречь от влаги".
6 Требования безопасности
6.1 Фритты негорючи, пожаро- и взрывобезопасны, по степени воздействия на организм в соответствии с ГОСТ 12.1.007 относятся к веществам 4-го класса опасности.
6.2 При производстве, испытании и применении фритт должны соблюдать требования безопасности труда по ГОСТ 12.3.002.
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны производственных помещений должны соответствовать требованиям [1] и ГОСТ 12.1.005.
6.3 Работающие в отделении производства фритт должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.010, ГОСТ 12.4.028, ГОСТ 12.4.253, ГОСТ EN 340.
7 Правила приемки
7.1 Фритты принимают партиями. Партией считают количество фритты одной марки (одной или нескольких плавок), изготовленной с использованием одних сырьевых материалов в соответствии с утвержденным на предприятии-изготовителе технологическим режимом. Партию сопровождают документом о качестве, содержащим:
- товарный знак предприятия-изготовителя;
- наименование предприятия-изготовителя;
- марку фритты по настоящему стандарту и/или НД производителя;
- номер партии;
- массу (нетто) партии;
- количество упаковочных единиц;
- штамп ОТК;
- дату изготовления;
- подтверждение о соответствии фритт требованиям настоящего стандарта.
7.2 Для контроля качества фритт от партии отбирают 10% упаковочных единиц, но не менее 5 ед. От партий менее 5 упаковочных единиц пробы отбирают от каждой единицы упаковки.
7.3 Точечные пробы от упакованной фритты отбирают с глубины не менее 1/3 насыпной высоты фритты при помощи щупа пробоотборника по ГОСТ 22370 или по другим НД, обеспечивающим точность отбора.
7.4 Точечные пробы от неупакованной фритты отбирают от четырех частей, на которые визуально делят насыпную массу фритты.
7.5 Из точечных проб формируют объединенную пробу, которую сокращают методом квартования до пробы массой не менее 1 кг.
Пробу помещают в два пакета с обозначением марки фритты, номера партии и даты отбора. Один пакет используют для проведения испытаний, другой опечатывают и хранят в течение 2 мес для проведения испытаний при разногласиях в оценке качества.
7.6 Для проверки соответствия фритт требованиям настоящего стандарта проводят приемо-сдаточные испытания в соответствии с таблицей 2.
Таблица 2 - Порядок проведения приемо-сдаточных испытаний фритт
Показатель качества фритт | Пункт стандарта | Порядок отбора проб для испытаний фритт |
Влажность | 5.1.6 | Каждая партия |
Загрязненность | 5.1.5 | |
Размер гранул, размер и толщина пластин | 5.1.4 | |
Растекаемость | 5.1.7 | |
Внешний вид покрытия | 5.2.2, 5.3.1, 5.4.3, 5.5.1, 5.6.2 | |
Прочность сцепления | 5.1.8 | |
Примечание - Внешний вид и прочность сцепления покрытия контролируют по трем образцам от каждой партии фритты. | ||
7.7 Периодические испытания фритт проводят в объеме приемо-сдаточных с дополнительным контролем показателей:
- химического состава (по НД предприятия-изготовителя фритты);
- ТКЛР;
- коррозионной стойкости для санитарно-технических приборов;
- внешнего вида в соответствии с образцом, согласованным в установленном порядке;
- степени блеска покрытий (для санитарно-технических приборов и аудиторных досок);
- коррозионной стойкости покровных эмалевых покрытий;
- прочности сцепления покрытия с металлом;
- стойкости покрытий к истиранию (для санитарно-технических приборов);
- твердости покрытий (для аудиторных досок);
- стираемости текста и изображения (для аудиторных досок);
- стойкости покрытия к адсорбции красящих веществ (для стальных и чугунных изделий: посуды, газовых и электроплит, санитарно-технических приборов);
- пористости (для стальной и чугунной посуды, стальных газовых и электроплит).
По согласованию с потребителем для труб и фасонных деталей трубопроводов дополнительно проводят контроль коррозионной стойкости и водостойкости фритт.
Периодические испытания проводят на трех пробах, изделиях (образцах) не реже одного раза в год в соответствии с заказом на поставку фритт.
7.8 Контроль внешнего вида, степени блеска, испытание покрытий на коррозионную стойкость, стойкость к истиранию допускается проводить на образцах, изготовленных в соответствии с приложением Г.
7.9 При получении неудовлетворительных результатов испытаний фритт минимум по одному показателю проводят повторные испытания по этому показателю на удвоенной выборке. Результаты повторных испытаний распространяют на всю партию.
7.10 Порядок приемки фритт проводят в соответствии с настоящим стандартом.
8 Методы контроля
8.1 Общие методы испытаний фритт и эмалевых покрытий
8.1.1 Внешний вид фритт контролируют визуально.
8.1.2 Размер гранул и пластинок фритт контролируют просеиванием части пробы массой 100 г через проволочную тканую сетку с квадратными ячейками по ГОСТ 3826 размером в свету 10 мм для фритт водной грануляции, 20 мм - для фритт сухой грануляции. После просеивания на сетке не должно быть остатка.
Толщину пластинок фритт сухой грануляции измеряют на 10 пластинках штангенциркулем по ГОСТ 166. За результат измерения принимают среднее арифметическое результатов измерений.
8.1.3 Влажность фритт контролируют по ГОСТ 29234.5.
8.1.4 Массовую долю компонентов фритт определяют по ГОСТ Р 51755 или по другим НД, обеспечивающим точность проведения анализа.
8.1.5 ТКЛР фритт определяют в соответствии с ГОСТ 10978 или рассчитывают по методу, приведенному в приложении Д.
Арбитражным является метод по ГОСТ 10978.
8.1.6 Испытание фритт на растекаемость проводят в соответствии с приложением Е.
По соглашению сторон допускается определять растекаемость фритт по ГОСТ Р 50045.
8.1.7 Испытание грунтового покрытия на прочность сцепления со стальной поверхностью проводят в соответствии с приложением В. Изготовление образцов в соответствии с приложением Г.
8.2 Методы испытаний эмалевых покрытий на стальной и чугунной посуде
Измерение толщины покрытия, коррозионную стойкость, стойкость к адсорбции красящих веществ пищевых сред, пористость проводят на образцах в соответствии с приложением Г по ГОСТ 24788 и ГОСТ 24303.
8.3 Методы испытаний эмалевых покрытий газовых и электроплит
Измерение толщины покрытия, испытания эмалевых покрытий на коррозионную стойкость, пористость, стойкость к адсорбции красящих веществ пищевых сред проводят по ГОСТ 24788 на образцах в соответствии с приложением Г.
8.4 Методы испытаний фритт и эмалевых покрытий стальных и чугунных санитарно-технических приборов
8.4.1 Испытание фритт на коррозионную стойкость к воздействию 4%-ного раствора уксусной кислоты (кислотостойкость) и 10%-ного раствора кальцинированной соды (щелочестойкость) проводят в соответствии с приложением Ж.
8.4.2 Измерение толщины покрытия, степени блеска, сравнение цвета с образцом, испытание покрытия на коррозионную стойкость, устойчивость к истиранию и адсорбции красящих веществ проводят на образцах в соответствии с приложением Г по ГОСТ 23695 и ГОСТ 18297.
8.5 Методы испытаний эмалевых покрытий аудиторных досок
8.5.1 Измерение степени блеска покрытий проводят при помощи фотоэлектрического прибора по НД.
8.5.2 Твердость покрытия контролируют по шкале Мооса на образцах, изготовленных в соответствии с приложением Г. На поверхности покрытия проводят черту апатитом с твердостью 5 единиц, затем стирают ее салфеткой. После стирания на поверхности покрытия не должно оставаться царапин.
8.5.3 Испытание покрытия на стираемость текста и изображения проводят с помощью сухой (для мела) и влажной или сухой (для фломастера) салфетки. На покрытии после удаления текста или изображения не должно оставаться следов пишущего средства.
8.5.4 Испытание покровного эмалевого покрытия на коррозионную стойкость проводят на образцах в соответствии с приложением Г. Поверхность образцов протирают этиловым спиртом по ГОСТ 17299 или ацетоном по ГОСТ 2768. После испарения спирта или ацетона восковым карандашом или маркером обводят участок поверхности первого образца и наносят на него (3±0,5) см дистиллированной воды по ГОСТ 6709. На таким же образом выделенные участки поверхности второго образца наносят (3±0,5) см
1% водного раствора кальцинированной соды, третьего образца - 0,5% водного раствора хлорамина Б. Затем выделенные участки накрывают часовым стеклом и выдерживают в течение 1 ч при комнатной температуре. После этого образцы тщательно промывают проточной водой, просушивают салфеткой и немедленно оценивают состояние поверхности покрытия. После испытания не должно быть изменения внешнего вида покрытия.
8.6 Методы испытаний фритт и эмалевых покрытий стальных труб и фасонных деталей трубопроводов
8.6.1 Водостойкость фритт определяют в соответствии с ГОСТ 10134.1.
8.6.2 Внешний вид покрытия контролируют в соответствии с требованием НД на трубы.
8.7 Методы испытаний эмалевых покрытий алюминия и алюминиевых сплавов
Измерение качества и толщины покрытия проводят на образцах в соответствии с приложением Г. Температура обжига покрытий - (560±20)°С.
9 Транспортирование и хранение
9.1 Фритты транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на конкретном виде транспорта.
9.2 Мешки с фриттами формируют в транспортные пакеты по правилам перевозки грузов, утвержденным соответствующими ведомствами. Основные параметры и размеры транспортных пакетов должны соответствовать ГОСТ 24597. Плоские поддоны - по ГОСТ 33757. Формирование транспортных пакетов на плоских поддонах и средства их скрепления - по ГОСТ 26663 или по ГОСТ 21650.
9.3 Допускается транспортирование фритт в мешках, уложенных в универсальные контейнеры.
9.4 Погрузку фритт на транспортных средствах проводят в соответствии с техническими условиями погрузки и крепления грузов, утвержденными соответствующими ведомствами.
Фритты, упакованные в контейнеры, транспортируют в открытых транспортных средствах.
9.5 Условия хранения фритт - по группе 5 (ОЖ4) по ГОСТ 15150.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие фритт требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
10.2 Гарантийный срок хранения фритт - 24 мес с момента изготовления. Гарантийный срок хранения фритт, предназначенных для эмалирования алюминия и алюминиевых сплавов, - 12 мес с момента изготовления.
Для отдельных марок фритт срок годности устанавливают по соглашению сторон.
10.3 По истечении срока гарантии для подтверждения пригодности фритт проводят испытания в объеме периодических.
Приложение А
(обязательное)
Примеры условных обозначений фритт
Фритта марки ФГТ1С, предназначенная для получения грунтового покрытия Г, средней плавкости Т1, для стальных изделий С:
Фритта ФГТ1С - ГОСТ Р 52569-2018.
Фритта марки ФПвБС, предназначенная для получения покровного покрытия внутренней поверхности, контактирующей с пищевыми продуктами Пв, белого цвета Б, для стальных изделий С:
Фритта ФПвБС - ГОСТ Р 52569-2018.
Фритта марки ФПОС, предназначенная для получения покровного покрытия наружной поверхности П, слабоокрашенного О, для стальных изделий С;
Фритта ФПОС - ГОСТ Р 52569-2018.
Фритта марки ФПОЯС, предназначенная для получения покровного покрытия наружной поверхности П, интенсивно окрашенного ОЯ, для стальных изделий С:
Фритта ФПОЯС - ГОСТ Р 52569-2018.
Фритта марки ФПБС, предназначенная для получения покровного покрытия П наружной поверхности, белого цвета Б, для стальных изделий С:
Фритта ФПБС - ГОСТ Р 52569-2018.
Фритта марки ФПЛ2БС, предназначенная для получения покровного покрытия П, относительно легкоплавкая Л2, для белого покрытия Б, для стальных изделий С:
Фритта ФПЛ2БС - ГОСТ Р 52569-2018.
Фритта марки ФГЛ1Ч, предназначенная для получения грунтового покрытия Г, легкоплавкая Л1, для чугунных изделий Ч:
Фритта ФГЛ1Ч - ГОСТ Р 52569-2018.
Фритта марки ФБГС, предназначенная для получения безгрунтового покрытия БП для стальных изделий С:
Фритта ФБГС - ГОСТ Р 52569-2018.
Фритта марки ФЛ1А, предназначенная для получения покровного покрытия, относительно легкоплавкая Л1, для изделий из алюминия и алюминиевых сплавов А:
Фритта ФЛ1А - ГОСТ Р 52569-2018.
Приложение Б
(справочное)
Материалы, применяемые для изготовления фритт
Песок кварцевый по ГОСТ 22551.
Кварц молотый пылевидный по ГОСТ 9077.
Бура по ГОСТ 8429.
Натрия октоборат плавленый технический по НД.
Кислота борная по ГОСТ 18704.
Ангидрид борный гранулированный технический по НД.
Кальция борат по НД.
Оксид титана пигментный по ГОСТ 9808 или по НД.
Концентрат рутиловый по ГОСТ 22938.
Концентраты плавиковошпатовые по ГОСТ 29219 и ГОСТ 29220.
Мел природный обогащенный по ГОСТ 12085.
Мел и известняк по НД.
Материалы полевошпатовые и кварц-полевошпатовые по ГОСТ 13451 и ГОСТ 7030.
Каолин обогащенный по ГОСТ 21286, ГОСТ 19608.
Глинозем по ГОСТ 30558 и ГОСТ 30559.
Натрий азотнокислый технический по ГОСТ 828.
Сода кальцинированная техническая по ГОСТ 5100.
Натрия триполифосфат по ГОСТ 13493.
Тринатрийфосфат по ГОСТ 201.
Натрий кремнефтористый технический по НД.
Натрий фосфорнокислый двузамещенный по ГОСТ 11773 и НД.
Натрия бихромат технический по ГОСТ 2651.
Криолит искусственный технический по ГОСТ 10561 и НД.
Селитра калиевая техническая по ГОСТ Р 53949.
Калия бихромат технический по ГОСТ 2652.
Калий двухромовокислый по ГОСТ 4220.
Калий углекислый технический (поташ) по ГОСТ 10690.
Порошок магнезитовый по ГОСТ 10360 и ГОСТ 24862.
Магния оксид по ГОСТ 4526.
Магнезия жженая техническая ГОСТ 844 и магнезия по НД.
Марганца оксид (IV) по ГОСТ 4470 и ГОСТ 25823.
Концентрат марганцевый по ГОСТ 4418.
Хрома оксид (III) технический по ГОСТ 2912.
Меди оксид (II) по ГОСТ 16539.
Кобальта оксид (II) по ГОСТ 18671.
Никеля оксид (II) по ГОСТ 17607.
Никеля оксид (III) по ГОСТ 4331.
Шлак доменный гранулированный по ГОСТ 3476.
Концентрат датолитовый первого сорта по ГОСТ 16108.
Пигмент красный железооксидный по НД.
Концентраты железорудные, никелевые, кобальтовые по НД.
Изделия высокоогнеупорные хромомагнезитовые (хромитопериклазовые) по ГОСТ 5381.
Циркония оксид (IV) по НД.
Глина огнеупорная по НД.
Приложение В
(обязательное)
Метод испытания грунтового покрытия на прочность сцепления со стальной поверхностью
В.1 Сущность метода
Метод основан на оценке в баллах состояния поверхности образца с грунтовым покрытием после изгиба на 180° на жестко закрепленной оправке радиусом 4 мм.
В.2 Вспомогательные устройства
Изгиб образца производят по ГОСТ 14019 или с помощью специального приспособления в соответствии с рисунком В.1.
|
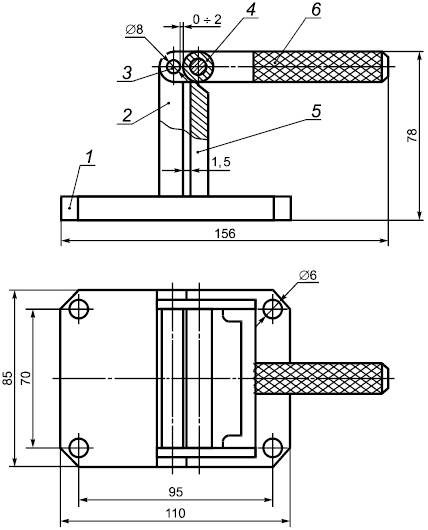
1 - плита; 2 - стойка; 3 - палец; 4 - обойма; 5 - упор; 6 - рукоятка
Рисунок В.1 - Приспособление для изгиба образцов
В.3 Испытуемые образцы
Для испытания используют образцы, изготовленные в соответствии с приложением Е, с оплавленным слоем грунтового покрытия с одной стороны.
В.4 Проведение испытаний
Образец устанавливают в оправку приспособления и производят изгиб. Эмалевое покрытие должно быть с наружной стороны изогнутого образца.
В.5 Обработка результатов
Прочность сцепления в баллах оценивают сравнением степени разрушения эмалевого покрытия на образце в соответствии с таблицей В.1.
Таблица В.1
Характер откола эмалевого покрытия после испытания образца на прочность сцепления, умноженную на два | Балл | Площадь откола эмалевого покрытия от поверхности стали, % |
| 1 | 80-90 |
| 2 | 50-60 |
| 3 | 20-30 |
| 4 | 1-10 |
| 5 | Менее 1 |
Приложение Г
(обязательное)
Изготовление образцов для испытаний эмалевых покрытий
Г.1 Изготовление стальных эмалированных образцов
Для проверки соответствия эмалевых покрытий требованиям внешнего вида и прочности сцепления грунтового покрытия со стальной поверхностью изготовляют образцы в виде пластин из стали с размерами (100±3)х(60±3)х0,5 мм, с размерами (100±3)х(100±3)х0,5 мм - для контроля стойкости к адсорбции красящих веществ, коэффициента яркости, степени блеска, твердости по шкале Мооса, удаления текста и изображения с покрытия, коррозионной стойкости и ударной прочности покрытия и с размерами (150±3)х(100±3)х0,5 мм для испытаний стойкости к истиранию. Образцы должны быть обезжирены, протравлены, промыты в воде, нейтрализованы и высушены.
Состав шликера испытуемой фритты указан в таблице Г.1. Шликер для грунтового покрытия наносят непосредственно на стальную поверхность образца, шликер для покровного и бортового покрытия - на поверхность образца с грунтовым покрытием.
Таблица Г.1
Наименование компонента | Содержание компонента в шликере, масс. доля, % | |||
для покрытия | для покровного или бортового покрытия | |||
грунтового | безгрунтового | белого или окрашенного при выплавке | окрашенного пигментом при размоле | |
Испытуемая фритта | 100 | 100 | 100 | 100 |
Песок кварцевый | 15 | 0-10 | - | - |
Глина (с содержанием | 5-6 | 4-7 | 4-6 | 3-6 |
Пигмент жаростойкий | - | 0-5 | - | 2-7 |
Электролит | 0,1-0,2 | 0,1-0,2 | 0,1-0,2 | 0,1-0,2 |
Вода дистиллированная по ГОСТ 6709 | 45-55 | 45-55 | 45-55 | 45-55 |
Примечание - Испытуемая фритта может состоять из нескольких фритт. Содержание компонентов в шликере для конкретного заказчика может быть изменено техническим соглашением к договору на поставку фритт. | ||||
Толщина покрытия безгрунтовой эмали должна быть не более 0,5 мм.
Образцы, покрытые шликером, высушивают в течение (120±5) с при температуре от 105°С до 110°С и обжигают в предварительно нагретой электрической муфельной печи при температурно-временных режимах, соответствующих формированию покрытия (по технологической документации предприятия-изготовителя).
Толщина грунтового покрытия должна быть от 0,07 мм до 0,15 мм, общая толщина покрытия - от 0,25 мм до 0,50 мм.
Образцы для контроля прочности сцепления должны иметь грунтовое покрытие и безгрунтовое с одной стороны, для контроля остальных показателей - грунтовое покрытие с обеих сторон, покровное эмалевое покрытие - с одной стороны образца.
Толщину эмалевого покрытия контролируют не менее чем в трех точках поверхности на двух образцах магнитным или электромагнитным толщиномером по НД.
Предварительную подготовку поверхности образца и степень размола шликера устанавливают техническим соглашением к договору на поставку фритт.
Внешний вид покрытия образца должен соответствовать образцу сравнения. При этом качество покрытия на расстоянии не более 10 мм от края не учитывают.
Размеры образцов контролируют измерительным инструментом по ГОСТ 427 и ГОСТ 6507.
Г.2 Изготовление чугунных эмалированных образцов
Для проверки соответствия покрытий требованиям внешнего вида, коэффициента яркости, степени блеска изготовляют образцы в виде пластин произвольных размеров. Предварительную подготовку поверхности образца и степень размола шликера или порошка фритты устанавливают по согласованию с потребителем.
На поверхность образца обливанием или пульверизацией наносят шликер грунтовой эмали, высушивают его в течение 3-5 мин при температуре от 105°С до 120°С и обжигают в предварительно нагретой муфельной печи при температурно-временных режимах формирования покрытия. При порошковом методе нанесения эмалевого покрытия на поверхность раскаленного грунтового покрытия наносят последовательно один или два слоя фритты с частицами, прошедшими через сита с сеткой N 3,2 по ГОСТ 3826 и оставшимися на сите с сеткой N 0315 по ГОСТ 6613 и обжигают до получения гладкой блестящей поверхности.
При шликерном способе нанесения эмалевого покрытия шликер покровной эмали наносят с одной стороны на поверхность образца с грунтовым покрытием методом обливания или пульверизацией. Образцы, покрытые шликером, высушивают в течение (120±5) с при температуре от 105°С до 110°С и обжигают в предварительно нагретой электрической муфельной печи при температурно-временных режимах, соответствующих формированию покрытия (по технологической документации предприятия-изготовителя).
Общая толщина покрытия должна быть от 0,25 мм до 0,55 мм.
Толщину эмалевого покрытия контролируют не менее чем в трех точках поверхности на двух образцах магнитным или электромагнитным толщиномером по НД.
Предварительную подготовку поверхности образца и степень размола шликера устанавливают НД предприятия-изготовителя или техническим соглашением к договору на поставку фритт.
Внешний вид покрытия образца должен соответствовать образцу сравнения. При этом качество покрытия на расстоянии не более 10 мм от края не учитывают.
Г.3 Изготовление эмалированных образцов из алюминия или алюминиевых сплавов
Для проверки соответствия покрытий требованиям внешнего вида изготовляют образцы из алюминиевого литья или алюминиевого проката в виде пластин произвольных размеров. Образцы обезжиривают раствором моющего средства, промывают, высушивают и термически обезжиривают при температуре (530±30)°С в течение 8-10 мин.
Испытуемую фритту в виде шликера, приготовленного по рецептуре, указанной в таблице Г.2, наносят на гладкую сторону подготовленной пластины.
Таблица Г.2
Компонент | Содержание компонентов в шликере, масс. доля, % |
Испытуемая фритта | 100 |
Комплексное связующее | 15-20 |
Борная кислота | 1,5 |
Деминерализованная вода | 45-50 |
Примечание - Степень размола шликера, состав и количество комплексного связующего устанавливают по согласованию с потребителем. | |
Приложение Д
(рекомендуемое)
Метод расчета температурного коэффициента линейного расширения фритт
Д.1 ТКЛР фритты зависит от ее химического состава, и его рассчитывают исходя из КЛР, входящих в состав фритты компонентов, по формуле
![]() , (Д.1)
, (Д.1)
где - усредненный парциальный расчетный ТКЛР компонента (оксида или фторида) фритты в интервале температур 20-400°С, °С
;
- содержание компонента, молярная доля, %.
Значения и молекулярные массы некоторых распространенных оксидов и фторидов приведены в таблице Д.1.
Таблица Д.1
Компонент состава фритты | Молекулярная масса компонента, |
|
60,06 | От 5 до 38 | |
| 69,6 | От -50 до 0 |
142,0 | 140 | |
79,9 | От-15 до 30 | |
| 101,9 | -30 |
CaO | 56,1 | 130 |
SrO | 103,6 | 160 |
BaO | 153,4 | 200 |
MgO | 40,3 | 60 |
| 62,0 | 395 |
94,2 | 465 | |
29,9 | 270 | |
ZnO | 81,4 | 50 |
CdO | 128,4 | 115 |
PbO | 223,2 | 140 |
CoO | 74,9 | 50 |
NiO | 74,7 | 50 |
MnO, | 86,9 | 105 |
CuO | 79,6 | 30 |
| 159,7 | 55 |
| 152,0 | - |
| 291,5 | 75 |
| 210,0 | 480 |
78,1 | 180 | |
123,2 | -60 | |
BeO | 25,0 | 45 |
| 188,1 | 340 |
150,7 | -45 |
Значения ![]() ,
, ![]() и
и ![]() вычисляют по формулам (Д.2)-(Д.5):
вычисляют по формулам (Д.2)-(Д.5):
![]() . (Д.2)
. (Д.2)
Для фритт, содержащих менее 67 мол. %, значение
![]() , принимают равным 38·10
, принимают равным 38·10°С
:
![]() , (Д.3)
, (Д.3)
где
 . (Д.4)
. (Д.4)
![]() ; MeO=BaO+0,7(CaO+SrO+CdO+PbO)+0,3(MgO+ZnO).
; MeO=BaO+0,7(CaO+SrO+CdO+PbO)+0,3(MgO+ZnO).
Для фритт, содержащих ZnO и PbO в количествах, превышающих содержание ![]() , мол. %,
, мол. %, ![]() в формуле (Д.4) не учитывается. Если суммарное количество ZnO и PbO менее содержания
в формуле (Д.4) не учитывается. Если суммарное количество ZnO и PbO менее содержания ![]() , мол. %, в формуле (Д.4)
, мол. %, в формуле (Д.4) ![]() принимают равной их разнице:
принимают равной их разнице:
![]() для 50
для 50![]() 80. (Д.5)
80. (Д.5)
Для фритт, содержащих ![]() менее 50 мол. %, значение
менее 50 мол. %, значение ![]() принимают равным 30·10
принимают равным 30·10°С
.
Примеры расчета
1 Фритта, содержащая оксид ZnO.
Таблица Д.2
Компонент состава фритты | Массовая доля компонента, | Молекулярная масса компонента, | Молярная доля компонентов, | Молярная доля компонентов, |
|
|
44,3 | 60,06 | 0,7375 | 56,7 | 38 | 21,546 | |
| 4,6 | 101,9 | 0,0451 | 3,5 | -30 | -1,05 |
| 6,8 | 69,6 | 0,0976 | 7,5 | -29,5 | -2,21 |
| 12,3 | 62,0 | 0,1984 | 15,3 | 395 | 60,435 |
2,9 | 94,2 | 0,0308 | 2,4 | 465 | 11,16 | |
ZnO | 4,1 | 81,4 | 0,0504 | 3,9 | 50 | 1,95 |
2,8 | 78,1 | 0,0359 | 2,8 | 180 | 5,04 | |
| 14,7 | 188,1 | 0,0781 | 6,0 | 340 | 20,40 |
| 7,5 | 291,5 | 0,0257 | 1,9 | 75 | 1,425 |
Сумма | 100,0 | - | 1,2996 | 100,0 | - | 118,7 |
Переход от содержания компонента, выраженного массовой долей в процентах ![]() , к содержанию компонента, выраженному молярной долей в относительных единицах
, к содержанию компонента, выраженному молярной долей в относительных единицах , вычисляют делением массовой доли
![]() на молекулярную массу компонента
на молекулярную массу компонента по формуле
![]() , (Д.6)
, (Д.6)
Переход от молярной доли в относительных единицах к молярной доле в процентах
каждого компонента вычисляют по формуле
![]() . (Д.7)
. (Д.7)
По формулам (Д.6) и (Д.7) вычисляют содержание каждого компонента, выраженное молярной долей в процентах, и заполняют таблицу Д.2. По формулам (Д.3) и (Д.4) вычисляют значение ![]() .
.
![]() °С
°С;
![]() .
.
По формуле (Д.1), используя справочные и расчетные данные таблицы Д.2, вычисляют значение ТКЛР фритты .
(21,546-1,05-2,21+60,435+11,16+1,95+5,04+20,40+1,425)·10
°С
.
2 Титановая флитта
По формулам (Д.6) и (Д.7) вычисляют содержание каждого компонента, выраженное молярной долей в процентах, и заполняют таблицу Д.3.
Таблица Д.3
Компонент состава фритты | Массовая доля компонента, | Молекулярная масса компонента, | Молярная доля компонентов, | Молярная доля компонентов, |
|
|
47,10 | 60,06 | 0,7843 | 52,5 | 38 | 19,95 | |
17,30 | 79,9 | 0,2166 | 14,5 | 26 | 3,77 | |
| 12,50 | 69,6 | 0,1795 | 12,0 | -15 | -1,8 |
| 3,85 | 101,9 | 0,0377 | 2,5 | -30 | -0,75 |
| 15,40 | 62,0 | 0,2485 | 16,6 | 395 | 65,57 |
3,85 | 142,0 | 0,0271 | 1,81 | 140 | 2,53 | |
Сумма | 100,00 | - | 1,4937 | 100,0 | - | 89,27 |
По формуле (Д.5) вычисляют значение ![]()
![]() 30-1,5·(52,5-50)=26·10
30-1,5·(52,5-50)=26·10°С
.
По формулам (Д.3) и (Д.4) вычисляют значение ![]()
![]() ,
,
![]() 12,5·(4-1,18)=-15·10
12,5·(4-1,18)=-15·10°С
.
По формуле (Д.1), используя справочные и расчетные данные таблицы Д.3, вычисляют значение ТКЛР фритты .
89,27·10
°С
.
Приложение Е
(обязательное)
Метод испытания фритт на растекаемость
Е.1 Сущность метода
Метод основан на сравнении длины растекания образца испытуемой фритты и стандартного образца (СО).
Е.2 Средства измерений, вспомогательные устройства и материалы
СО растекаемости фритт по ГОСТ 8.315.
Ступка с пестиком фарфоровые по ГОСТ 9147 или другие приспособления для измельчения.
Сита с сетками N 01 и 02 по ГОСТ 6613.
Весы лабораторные с погрешностью 0,01 г
Капельница.
Вода дистиллированная по ГОСТ 6709.
Декстрин по ГОСТ 6034.
Пресс-форма с внутренним диаметром (15±1) мм по НД.
Пластина для определения растекаемости фритты размером (100±3)х(100±3)х(0,5±0,05) мм, вырезанная из тонколистового холоднокатаного проката из низкоуглеродистой стали с последующим получением на одной из ее сторон грунтового эмалевого покрытия.
Линейка измерительная металлическая по ГОСТ 427.
Щипцы лабораторные или приспособление специальное.
Печь лабораторная электрическая муфельная мощностью от 2,6 до 3,5 кВт с терморегулятором, позволяющая поддерживать температуру нагрева в печи (860±5)°С.
Шкаф сушильный лабораторный по НД.
Термопара по НД.
Подставка (рисунок Е.1), изготовленная из тонколистового проката толщиной (2,0±0,5) мм из жаростойкой стали по ГОСТ 5582, позволяющая размещать в печи пластину с образцами в горизонтальном и наклонном положениях.
Секундомер или часы песочные.
Е.3 Испытуемые образцы
Е.3.1 Выбор стандартных образцов
При испытании фритт для взаиморасчетов используются ГСО 6153-91 (фритта для грунтовых покрытий) и ГСО 6152-91 (фритта для покровных и бортовых покрытий) или другие ГСО, разработанные и аттестованные по ГОСТ 8.315. СО изготовлены в виде порошка крупностью от 0,1 до 0,2 мм.
В других случаях допускается использование СО других категорий, разработанных и аттестованных по ГОСТ 8.315.
Е.3.2 Приготовление фритты
Для определения растекаемости фритты часть средней пробы измельчают и просеивают через сита с сетками N 02 и 01, расположенные соответственно одно под другим.
|
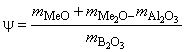
1 - подставка; 2 - пластина; 3 - образец фритты
Рисунок Е.1 - Подставка для определения растекаемости фритт
Е.3.3 Изготовление образцов
Из фракции фритты, оставшейся на сите с сеткой N 01, берут навеску массой (2,00±0,01) г, добавляют с помощью капельницы шесть капель дистиллированной воды или водного раствора декстрина с массовой долей 1%, перемешивают, переносят содержимое в пресс-форму и спрессовывают в цилиндрический образец высотой (10±1) мм.
Образец из ГСО готовят в пресс-форме аналогичным образом.
Е.3.4 Количество образцов
Для каждого испытания на растекаемость на пластине размещают один образец испытуемой фритты и один образец СО по Е.3.1. Проводят два испытания.
Допускается проведение испытания на растекаемость с использованием двух образцов испытуемой фритты и одного СО по Е.3.1 на одной пластине.
При повторных испытаниях положение образцов одной испытуемой фритты и СО на пластине меняют местами.
При повторных испытаниях положение двух образцов испытуемой фритты и СО на пластине меняют местами произвольным образом.
Для каждого испытания берут новую загрунтованную пластину.
Е.4 Проведение испытаний
Один (два) образец испытуемой фритты и один СО устанавливают на пластину для растекания, помещают пластину в сушильный шкаф, высушивают при температуре (70-110)°С не менее 15 мин. Затем пластину с образцами переносят с помощью щипцов или специального приспособления в предварительно нагретую до температуры (860±5)°С печь и устанавливают в горизонтальное положение на подставку.
Подставку с пластиной в этом положении выдерживают в течение (60±5) с, затем ее устанавливают при помощи щипцов или иным способом в наклонное положение и выдерживают в течение (120±5) с - с образцами из грунтовой фритты, в течение (300±5) с - с образцами из покровной или бортовой фритт.
Фритты, предназначенные для эмалирования алюминия и алюминиевых сплавов, испытывают при температуре (700±5)°С, выдерживая пластину с образцами в течение (60±5) с в горизонтальном положении и в течение (300±5) с в наклонном положении.
Пластину извлекают из печи с помощью щипцов или специального приспособления, охлаждают и измеряют при помощи металлической линейки длину растекания образца.
Е.5 Обработка результатов
Е.5.1 Растекаемость фритт , мм, вычисляют по формуле
![]() , (Е.1)
, (Е.1)
где - длина растекания испытуемой фритты, мм;
- длина растекания СО фритты, мм;
- аттестованное значение длины растекания СО фритты, мм.
Е.5.2 За окончательный результат испытания принимают среднее арифметическое результатов двух параллельных определений.
Допускаемое расхождение (размах) результатов двух параллельных испытаний растекаемости фритт на одной и на двух пластинах не должно превышать значений, указанных в таблице Е.1.
Таблица Е.1
В миллиметрах
Значение растекаемости | Допускаемое расхождение (размах) результатов испытаний | ||||||
на одной пластине | на двух пластинах | ||||||
Св. | 14 | до | 30 | включ. | 1,0 | 3,5 | |
" | 30 | до | 55 | " | 2,0 | 6,5 | |
" | 55 | до | 80 | " | 3,0 | 10,0 | |
Предельная погрешность результата испытаний растекаемости составляет 15% при доверительной вероятности 0,95.
Приложение Ж
(обязательное)
Метод испытания фритт для покрытия санитарно-технических приборов на коррозионную стойкость
Ж.1 Сущность метода
Метод основан на определении потери массы фритты после воздействия растворов уксусной кислоты и кальцинированной соды, имитирующих условия эксплуатации изделий.
Определение потери массы проводят на двух параллельных пробах фритты.
Ж.2 Аппаратура, реактивы, растворы
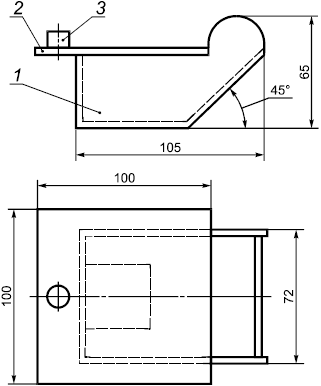
Прибор для испытания фритт на химическую стойкость - в соответствии с рисунком Ж.1.
|
1 - стакан; 2 - прокладка резиновая; 3 - гайка; 4 - крышка; 5 - шпилька; 6 - резиновая пробка; 7 - шариковый холодильник; 8 - термометр; 9 - ванна; 10 - глицерин (вода); 11 - плитка
Рисунок Ж.1 - Прибор для испытания фритт на коррозионную стойкость
Шкаф сушильный лабораторный по НД.
Весы лабораторные с погрешностью 0,0001 г.
Плитка электрическая по ГОСТ 14919 с закрытыми нагревателями номинальной мощностью 800 Вт.
Ступка с пестиком фарфоровая по ГОСТ 9147 или другие приспособления для измельчения.
Термометр технический стеклянный ртутный по ГОСТ 28498 с ценой деления не более 1°С.
Стакан, ванна по ГОСТ 23932 или другой НД.
Холодильник стеклянный ХШ-4 по ГОСТ 25336.
Сита с сетками N 05 и 09 по ГОСТ 6613.
Эксикатор по ГОСТ 25336.
Прокладки и пробки из резиновых пластин по ГОСТ 7338 или другой НД.
Бумага фильтровальная марки ФНС по ГОСТ 12026.
Кислота уксусная по ГОСТ 61.
Сода кальцинированная по ГОСТ 5100, раствор с массовой долей 10%.
Глицерин по ГОСТ 6259.
Метиловый оранжевый по НД.
Вода дистиллированная по ГОСТ 6709.
Спирт этиловый технический по ГОСТ 17299.
Ацетон по ГОСТ 2768.
Ж.3 Приготовление пробы фритты
Пробу фритты массой 100 г измельчают в ступке и просеивают. Из фракции фритты, прошедшей через сетку 09 и оставшейся на сетке 05, извлекают частицы, не имеющие форму зерна: чешуйки, тонкие палочки и другие. Фритту отмывают от пыли дистиллированной водой, затем спиртом или ацетоном, высушивают при температуре 105-120°С до постоянной массы и охлаждают в эксикаторе.
Ж.4 Проведение испытаний фритты
От приготовленной по Ж.3 пробы берут навеску фритты массой 5 г, переносят в коническую стеклянную колбу емкостью 250 мл и приливают 100 мл 4%-ного раствора уксусной кислоты или 10%-ного раствора кальцинированной соды. Колбу соединяют с шариковым холодильником и выдерживают на кипящей водяной бане в течение 1 ч. После окончания кипячения колбу охлаждают в ванне с холодной водой в течение 5 мин, затем раствор сливают. Навеску помещают на фильтр и промывают сначала дистиллированной водой, затем спиртом или ацетоном, высушивают до постоянной массы при температуре от 105°С до 120°С, взвешивая ее после охлаждения в эксикаторе.
Ж.5 Обработка результатов
Ж.5.1 Коррозионную стойкость фритты , %, вычисляют по формуле
![]() , (Ж.1)
, (Ж.1)
где - масса навески до испытания, г;
- масса навески после испытания, г.
Ж.5.2 За окончательный результат коррозионной стойкости фритт принимают среднее арифметическое двух параллельных определений.
Библиография
[1] | ГН 2.2.5.1313-03 | Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны |
УДК 666.293.522:006.354 | ОКС 25.220.50 |
Ключевые слова: фритты, эмалевое покрытие, технические требования, маркировка, правила приемки, методы испытаний, транспортирование и хранение | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}