ГОСТ Р 50641-94
(ИСО 4183-89)
Группа Г15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШКИВЫ С КАНАВКАМИ ДЛЯ ОБЫЧНЫХ И УЗКИХ КЛИНОВЫХ РЕМНЕЙ.
СИСТЕМА, ОСНОВАННАЯ НА ИСХОДНОЙ ШИРИНЕ
Grooved pulleys for glassical and narrow V-belts.
System based on datum width
ОКП 41 8520
Дата введения 1995-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 96 "Механические приводы"
РАЗРАБОТЧИКИ:
А.А.Клещеев, В.А.Сайков, Н.И.Антонова
2. ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 15.02.94 N 26
Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 4183-89 "Ременные передачи. Обычные и узкие клиновидные ремни. Желобковые шкивы (система, основанная на исходной ширине)" с дополнительными требованиями, отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, приложения |
ГОСТ 9.014-78 | Приложение 1 |
ГОСТ 9.032-74 | Приложение 1 |
ГОСТ 12.4.026-76 | Приложение 1 |
ГОСТ 1284.1-89 | Приложение 1 |
ГОСТ 1412-85 | Приложение 2 |
ГОСТ 2991-85 | Приложение 1 |
ГОСТ 8032-84 | Раздел 3 |
ГОСТ 8908-81 | Приложение 1 |
ГОСТ 12080-66 | Приложение 1 |
ГОСТ 12081-72 | Приложение 1 |
ГОСТ 12082-82 | Приложение 1 |
ГОСТ 14192-77 | Приложение 1 |
ГОСТ 20889-88 | Приложение 2 |
ГОСТ 24643-81 | Приложение 1 |
ГОСТ 25069-81 | Приложение 1 |
ГОСТ 25347-82 | Приложение 1 |
ГОСТ 25348-82 | Приложение 1 |
ГОСТ 26645-85 | Приложение 1 |
ГОСТ Р 50640-94 | Раздел 3; раздел 8; приложение 1 |
ГОСТ Р 50642-94 | Раздел 3; раздел 9; приложение 1 |
ГОСТ Р ИСО 1081-94 | Раздел 3 |
1. НАЗНАЧЕНИЕ
Настоящий стандарт устанавливает основные размеры шкивов с канавками для обычных клиновых ремней (профили Y, Z, А, В, С, D, Е) и узких клиновых ремней (профили SPZ, SPA, SPB, SPC), определяемых терминологически системой, основанной на исходной ширине.
Узкие ремни не следует использовать со шкивами, сконструированными только для обычных ремней.
Требования настоящего стандарта являются обязательными.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении 1.
2. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
2.1. Исходную ширину рассматривают как основной размер стандартной канавки и соответствующего обычного и узкого клинового ремня, рассматриваемых в целом.
2.2. Указания положения исходной линии и исходной ширины необходимы для определения профиля канавки, исходного диаметра шкива и положения ремня в канавке шкива.
3. ССЫЛКИ
ГОСТ 8032-84 "Предпочтительные числа и ряды предпочтительных чисел".
ГОСТ Р 50640-94 "Шкивы для клиноременных передач. Качество, окончательная обработка и балансировка".
ГОСТ Р 50642-94 "Шкивы для клиноременных передач (система, основанная на исходной ширине). Геометрическая проверка канавок".
ГОСТ Р ИСО 1081-94 "Передачи клиноременные. Термины и определения".
4. ИСХОДНАЯ ШИРИНА ПРОФИЛЕЙ
В табл.1 представлена исходная ширина профилей .
Таблица 1
Профили канавки |
| |
Обычные клиновые ремни | Узкие клиновые ремни | |
Y | - | 5,3 |
Z | SPZ | 8,5 |
А | SPA | 11,0 |
В | SPB | 14,0 |
С | SPC | 19,0 |
D | - | 27,0 |
Е | - | 32,0 |
5. УГЛЫ КАНАВКИ
Угол канавки (черт.1) должен быть выбран из следующего ряда: 32°, 34°, 36°, 38°.
Допуск угла канавки должен составлять ±0,5°.
Взаимосвязь угла канавки с исходным диаметром
приведена в табл.4.
6. РАЗМЕРЫ ПРОФИЛЕЙ КАНАВКИ
Размеры профилей канавки представлены на черт.1 и в табл.2.

1 - исходная линия
Черт.1
Примечание. Значения - по табл.3.
Таблица 2
Размеры, мм
Профили канавки | ||||||||
Обычный клиновой ремень | Узкий |
| Допуск размера | Сумма отклонений размера |
| |||
Y | - | 5,3 | 1,6 | 4,7 | 8,0 | ±0,3 | ±0,6 | 6,0 |
Z | SPZ | 8,5 | 2,0 | 7,0 | 12,0 | ±0,3 | ±0,6 | 7,0 |
А | SPA | 11,0 | 2,75 | 87 | 15,0 | ±0,3 | ±0,6 | 9,0 |
В | SPB | 14,0 | 3,50 | 10,8 | 19,0 | ±0,4 | ±0,8 | 11,5 |
С | SPC | 19,0 | 4,80 | 14,3 | 25,5 | ±0,5 | ±1,0 | 16,0 |
D | - | 27,0 | 8,10 | 19,9 | 37,0 | ±0,6 | ±1,2 | 23,0 |
Е | - | 32,0 | 9,60 | 23,4 | 44,5 | ±0,7 | ±1,4 | 28,0 |
________________
* В некоторых отдельных случаях оправдано применение больших значений размера , например в случае прессованных листовых шкивов. В случае, если в некоторых типах шкивов размер
не соответствует настоящему стандарту, то применять их со стандартными шкивами следует с осторожностью.
** Допуск относится к расстоянию между осями двух соседних канавок.
*** Сумма всех отклонений от номинального значения для всех канавок на любом одном шкиве не должна превышать значений, установленных в таблице.
Различия в значениях
следует учитывать при выравнивании шкивов.
7. ИСХОДНЫЕ ДИАМЕТРЫ
7.1 Серии исходных диаметров
Номинальные значения исходных диаметров , приведенные в табл.3, выбраны из ряда R40 предпочтительных чисел.
Таблица 3
Размеры, мм
| Степень предпочтительности исходных диаметров для профилей канавок | |||||||
Y | Z | А | В | С | D | Е | ||
20 | 0,2 | + | ||||||
22,4 | + | |||||||
25 | + | |||||||
28 | + | |||||||
31,5 | + | |||||||
35,5 | + | |||||||
40 | + | |||||||
45 | + | |||||||
50 | + | + | ||||||
53 | ||||||||
56 | + | + | ||||||
60 | + | * | ||||||
67 | ||||||||
71 | + | * | ||||||
75 | * | + | ||||||
80 | + | * | + | |||||
90 | + | * | * | |||||
95 | * | |||||||
100 | + | * | * | |||||
106 | 0,3 | * | ||||||
112 | + | * | * | |||||
118 | * | |||||||
125 | + | * | * | + | ||||
132 | * | * | + | |||||
140 | * | * | * | |||||
150 | * | * | * | |||||
160 | * | * | * | |||||
170 | 0,4 | * | ||||||
180 | * | * | * | |||||
190 | ||||||||
200 | * | * | * | + | ||||
212 | + | |||||||
224 | * | * | * | * | ||||
236 | * | |||||||
250 | * | * | * | * | ||||
265 | 0,5 | * | ||||||
280 | * | * | * | * | ||||
300 | * | |||||||
315 | * | * | * | * | ||||
335 | * | |||||||
355 | * | * | * | * | + | |||
375 | + | |||||||
400 | * | * | * | * | + | |||
425 | 0,6 | + | ||||||
450 | * | * | * | + | ||||
475 | + | |||||||
500 | * | * | * | * | + | + | ||
530 | + | |||||||
560 | * | * | * | + | + | |||
600 | * | * | + | + | ||||
630 | * | * | * | * | + | + | ||
670 | 0,8 | + | ||||||
710 | * | * | * | + | + | |||
750 | * | * | + | |||||
800 | * | * | * | + | + | |||
850 | ||||||||
900 | * | * | + | + | ||||
950 | ||||||||
1000 | * | * | + | + | ||||
1060 | 1,0 | + | ||||||
1120 | * | * | + | + | ||||
1180 | ||||||||
1250 | * | + | + | |||||
1350 | ||||||||
1400 | * | + | + | |||||
1500 | + | + | ||||||
1600 | * | + | + | |||||
1700 | 1,2 | |||||||
1800 | + | + | ||||||
1900 | + | |||||||
2000 | * | + | + | |||||
2120 | ||||||||
2240 | + | |||||||
2360 | ||||||||
2500 | + | |||||||
Примечания
1. Исходный диаметр, отмеченный знаком +, рекомендуется только для обычных клиновых ремней.
2. Исходный диаметр, отмеченный знаком *, рекомендуется для узких и обычных клиновых ремней.
3. Не отмеченные исходные диаметры применять не рекомендуется.
4. В табл.3 приведены значения допусков осевого и радиального кругового биений в соответствии с черт.1.
7.2. Значения углов канавок при данных исходных диаметрах
Для обычных условий работы значение угла канавки применяемых шкивов в зависимости от диаметра должно соответствовать значениям, приведенным в табл.4.
Таблица 4
Профиль канавки |
| ||||
Обычные клиновые ремни | Узкие клиновые ремни | 38° | 36° | 34° | 32° |
Y | - | - | >60 | - |
|
Z | SPZ | >80 | - |
| - |
А | SPA | >118 | - |
| - |
В | SPB | >190 | - |
| - |
С | SPC | >315 | - |
| - |
D | - | >475 |
| - | - |
Е | - | >600 |
| - | - |
7.3. Минимальные исходные диаметры
Значение минимальных исходных диаметров шкивов с канавками в зависимости от типов клиновых ремней приведены в табл.5.
Таблица 5
Профиль канавки для применения клиновых ремней |
|
Y | 20 |
Z | 50 |
А | 75 |
В | 125 |
С | 200 |
D | 355 |
Е | 500 |
SPZ | 63 |
SPA | 90 |
SPB | 140 |
SPC | 224 |
7.4. Разность значений исходных диаметров любых двух канавок
Максимальные допустимые разности значений исходных диаметров любых двух канавок одного шкива при сложной клиноременной передаче приведены в табл.6.
Таблица 6
Профили шкивов | Максимально допустимые разности, мм |
Y | 0,3 |
Z, А, В, Р*, SPA, SPB | 0,4 |
С, D, E, SPC | 0,6 |
________________
* Соответствует оригиналу. - .
8. КАЧЕСТВО, ОКОНЧАТЕЛЬНАЯ ОТДЕЛКА ПОВЕРХНОСТИ
И БАЛАНСИРОВКА
Качество, окончательная отделка поверхности и балансировка шкивов должны соответствовать ГОСТ Р 50640.
9. КОНТРОЛЬ
Геометрический контроль канавок шкивов - по ГОСТ Р 50642.
ПРИЛОЖЕНИЕ 1
Обязательное
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ОТРАЖАЮЩИЕ ПОТРЕБНОСТИ
НАРОДНОГО ХОЗЯЙСТВА
1. Шкивы следует изготавливать следующих типов:
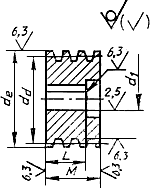
1 - монолитные с односторонней выступающей ступицей (черт.2);
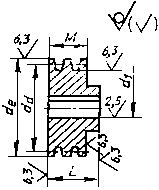
2 - монолитные с односторонней выточкой (черт.3);
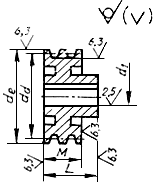
3 - монолитные с односторонней выточкой и выступающей ступицей (черт.4);
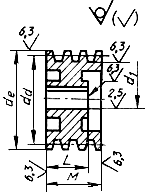
4 - с диском и ступицей, выступающей с одного торца обода (черт.5);
5 - с диском и ступицей, укороченной с одного торца обода (черт.6);
6 - с диском и ступицей, выступающей с одного и укороченной с другого торца обода (черт.7);
7 - со шлицами и ступицей, выступающей с одного торца обода (черт.8);
8 - со спицами и ступицей, укороченной с одного торца обода (черт.9);
9 - со спицами и ступицей, выступающей с одного и укороченной с другого торца обода (черт.10).
Шкивы типов 1-3 предназначены для клиновых ремней с сечениями Z, А; типов 4-9 - для клиновых ремней с сечениями Z, А, В, С, D, Е, ЕО по ГОСТ 1284.1.
Тип 1 | Тип 2 |
|
|
Черт.2 | Черт.3 |
Тип 3 | Тип 4 |
|
|
Черт.4 | Черт.5 |
Тип 5 | Тип 6 |
|
|
Черт.6 | Черт.7 |
Тип 7 | Тип 8 |
|
|
Черт.8 | Черт.9 |
Тип 9 | |
| |
Черт.10 | |




Примечание. Чертежи не определяют конструкцию шкивов.
2. Исполнения посадочного отверстия шкивов типов 1-9 указаны на черт.11.

Черт.11
3. Схема построения условного обозначения шкивов приведена в приложении 2.
4. Исходная ширина профиля ЕО указана в табл.7.
Таблица 7
Профиль канавки |
| |
Обычные клиновые ремни | Узкие клиновые ремни | |
ЕО | - | 42 |
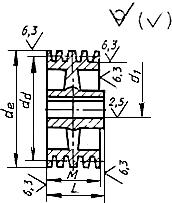
5. Радиус закругления верхней кромки канавки указан на черт.12 и в табл.8.

________________
* Допускается вместо скругления фаска под углом 30° к образующей.
Черт.12
Таблица 8
мм
Профиль | ||
Z | 8,5 | 0,5 |
А | 11,0 | 1,0 |
В | 14,0 | 1,0 |
С | 19,0 | 1,5 |
D | 27,0 | 2,0 |
Е | 32,0 | 2,0 |
ЕО | 42,0 | 2,5 |
6. Ширину шкива () (черт.12) рассчитывают по формуле.
![]() , (1)
, (1)
где - число ремней в передаче;
наружный диаметр шкива () рассчитывают по формуле
![]() . (2)
. (2)
7. Угол канавки равен 40°.
8. Размеры ,
,
и
указаны в табл.9.
Таблица 9
Профиль | ||||
Z | 2,5 | - | - | 8,0±1 |
А | 3,3 | - | - | 10,0 |
В | 4,2 | - | - | 12,5 |
С | 5,7 | - | - | 17,0 |
D | - | - | - | 24,0 |
Е | - | - | - | 29,0 |
ЕО | 12,5 | 30,5 | 58,0±0,8 | 38,0 |
Примечание. Для шкивов с сечением ремня Е массой более 900 кг допускается расстояние , равное 37
мм.
9. В технически обоснованных случаях применяют следующие номинальные исходные диаметры шкивов: 63, 85, 620, 1320, 2650, 2800, 3000, 3150, 3550, 3750, 4000 мм.
10. Взаимосвязь угла канавки с исходным диаметром для различных профилей канавок приведена в табл.10.
Таблица 10
Профиль канавки |
| |||
34° | 36° | 38° | 40° | |
Z | 50-71 | 80-100 | 112-160 |
|
А | 75-112 | 125-160 | 180-400 |
|
В | 125-160 | 180-224 | 250-500 |
|
С | - | 200-315 | 355-630 |
|
D | - | 315-450 | 500-900 |
|
Е | - | 500-560 | 630-1120 |
|
ЕО | - | - | 800-1400 |
|
11. Минимальные исходные диаметры шкивов приведены в табл.11.
Таблица 11
Профиль канавки |
|
Z | 63 |
А | 90 |
ЕО | 800 |
12. Допускаемое отклонение от номинального значения исходного диаметра шкивов h11 по ГОСТ 25347, ГОСТ 25348.
13. Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:
±1° - шкивов с профилем канавки Z, А, В;
±30' - шкивов с профилем канавки С, D, Е, ЕО.
14. Предельные отклонения угла конусного отверстия - ![]() по ГОСТ 8908.
по ГОСТ 8908.
15. Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; h14; ![]() .
.
16. Предельные отклонения размеров необрабатываемых поверхностей для шкивов:
из чугуна и стали - по ГОСТ 26645;
из других материалов с исходным диаметром:
до 500 мм - по 16-му квалитету ГОСТ 25347;
свыше 500 мм - по 15-му квалитету ГОСТ 25347, ГОСТ 25348.
17. Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100 мм исходного диаметра относительно оси должен быть, не более:
0,20 мм - при частоте вращения шкива до 8 с;
0,15 мм - при частоте вращения шкива св. 8 с до 16 с
;
0,10 мм - при частоте вращения шкива св. 16 с.
18. Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия:
по ГОСТ 25069*, если цилиндричность наружной поверхности шкива не установлена;
______________
* На территории Российской Федерации действует ГОСТ 30893.2-2002. - .
по 9-й степени точности ГОСТ 24643, если установлена цилиндричность наружной поверхности шкива. Допуск цилиндричности наружных диаметров - по 8-й степени точности ГОСТ 24643.
19. Допуск торцового биения обода и ступицы относительно оси посадочного отверстия должен быть не грубее 10-й степени точности ГОСТ 24643.
20. Концы валов для шкивов с цилиндрическим отверстием - по ГОСТ 12080; с коническим отверстием - по ГОСТ 12081.
21. В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
22. Требования к приемке шкивов
22.1. Шкивы следует подвергать приемосдаточным и периодическим испытаниям предприятием-изготовителем.
22.2. Приемосдаточным испытаниям на соответствие требованиям пп.12-19 приложения подвергают каждый шкив. Проверке подлежит также шероховатость рабочих поверхностей канавок шкива - на соответствие ГОСТ Р 50640.
22.3. Периодическим испытаниям два раза в год подвергают 10% шкивов от партии. Партия должна состоять из шкивов одного условного обозначения, предъявляемых по одному документу.
При периодических испытаниях проводят:
полную проверку канавок по ГОСТ Р 50642;
контроль торцового биения обода и ступицы (с обеих сторон);
контроль шероховатости рабочей поверхности канавок шкивов;
контроль статической балансировки.
22.4. Если в процессе периодических испытаний хотя бы один из параметров не будет соответствовать требованиям настоящего стандарта, проводят повторно испытания удвоенного числа шкивов по полной программе. Результаты повторных испытаний являются окончательными.
22.5. В многоканавочных шкивах контролируют размеры каждой канавки.
22.6. Контроль параметров и размеров шкивов проводят при температуре (23±5) °С.
22.7. Проверку параметров, отклонений формы и расположения поверхностей следует проводить универсальными измерительными инструментами или специальными приспособлениями, обеспечивающими заданную точность.
22.8. Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032 и ГОСТ 12.4.026*.
______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - .
23. Требования к маркировке и упаковке шкивов
23.1. На нерабочей поверхности каждого шкива должны быть четко нанесены: условное обозначение профиля канавки, исходный диаметр, диаметр посадочного отверстия, марка материала и обозначение настоящего стандарта. Способ нанесения маркировки - по выбору изготовителя.
23.2. Маркировка тары - по ГОСТ 14192* со следующими дополнениями:
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
условное обозначение шкива;
число шкивов;
дата упаковки.
23.3. Шкивы должны быть упакованы в ящики по ГОСТ 2991 или обрешетки по ГОСТ 12082.
Консервация обработанных рабочих поверхностей - по ГОСТ 9.014.
Срок действия консервации - 2 г.
24. Требования к транспортированию и хранению шкивов
24.1. Транспортирование шкивов следует осуществлять всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
24.2. Шкивы следует хранить в упаковке предприятия-изготовителя в сухом, защищенном от осадков месте.
24.3. При транспортировании в контейнерах с предохранительными щитами, обеспечивающими сохранение качества продукции, допускается укладка шкивов без упаковки.
25. Требования по надежности:
ресурс шкивов в эксплуатации - не менее 30000 ч до капитального ремонта;
средний ресурс шкивов для среднего режима работы - не менее 63000 ч до капитального ремонта.
26. Гарантии изготовителя
Изготовитель гарантирует соответствие шкивов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения. Гарантийный срок эксплуатации - 24 мес с момента ввода шкивов в эксплуатацию.
ПРИЛОЖЕНИЕ 2
Обязательное
СХЕМА ПОСТРОЕНИЯ УСЛОВНОГО ОБОЗНАЧЕНИЯ ШКИВОВ

1 - тип шкива; 2 - профиль канавки; 3 - число канавок шкива; 4 - исходный диаметр шкива;
5 - диаметр посадочного отверстия; 6 - марка материала; 7 - обозначение стандарта на шкив
Пример условного обозначения шкива для клиноременных передач типа 1, с профилем А, с тремя канавками, исходным диаметром 224 мм, с цилиндрическим посадочным отверстием
28 мм, из чугуна марки СЧ20 по ГОСТ 1412:
Шкив 1 А 3.224.28.СЧ20 ГОСТ 20889
То же, с коническим посадочным отверстием
Шкив 1 А 3.224.28К.СЧ20 ГОСТ 20889
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1994
{kind=link}