ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР 9.919— 2024
Единая система защиты от коррозии и старения
МЕТАЛЛЫ И СПЛАВЫ
Методы определения скорости роста малых трещин под воздействием окружающей среды
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 9.919—2024
Предисловие
1 РАЗРАБОТАН Акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (АО «ЦНИИПСК им. Мельникова»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 214 «Защита изделий и материалов от коррозии, старения и биоповреждений»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 8 октября 2024 г. № 1402-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 9.919—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................2
4 Сущность методов....................................................................2
5 Условия проведения испытаний и требования безопасности .................................3
6 Подготовка образцов для испытаний.....................................................3
7 Обработка поверхности, способствующая образованию малых трещин........................4
7.1 Генерация коррозионных язв.......................................................4
7.2 Механическая насечка ............................................................8
7.3 Обработка фокусированным ионным лучом (ФИЛ) .....................................8
7.4 Лазерная абляция ................................................................8
7.5 Электроискровая обработка........................................................8
8 Контроль размера трещин .............................................................9
8.1 Оптический метод ................................................................9
8.2 Методы измерения электрического сопротивления....................................10
8.3 Тарировка измеряемых значений потенциала, проводимая при измерении трещин .........12
9 Предварительное растрескивание......................................................12
10 Требования к аппаратуре и оборудованию..............................................13
11 Подготовка и проведение испытания...................................................13
12 Обработка результатов..............................................................15
12.1 Оценка глубины трещины........................................................15
12.2 Вычисление скорости роста малой трещины ........................................17
13 Протокол испытаний ................................................................18
Приложение А (справочное) Мониторинг трещин методом, основанным на измерении изменения потенциала .............................................................19
III
ГОСТ Р 9.919—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Единая система защиты от коррозии и старения
МЕТАЛЛЫ И СПЛАВЫ
Методы определения скорости роста малых трещин под воздействием окружающей среды
Unified system of corrosion and ageing protection. Metals and alloys. Methods for determining the growth rate of small cracks under environmental influences
Дата введения — 2025—06—01
1 Область применения
Настоящий стандарт устанавливает методы определения скорости роста малых поверхностных трещин под воздействием окружающей среды, содержащей влагу (включая атмосферную), основанные на оценке изменения размера трещины с течением времени или путем регистрации изменения потенциала поляризованного образца.
В настоящем стандарте также приведены различные способы обработки поверхности, способствующие образованию предшественников трещин.
Примечание — Методы применимы также к изучению роста коррозионных трещин, образующихся в результате перенапряжения или усталости металла.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.072 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.106 Единая система защиты от коррозии и старения. Коррозия металлов. Термины и определения
ГОСТ 9.901.1 (ИСО 7539-1—87) Единая система защиты от коррозии и старения. Металлы и сплавы. Общие требования к методам испытаний на коррозионное растрескивание
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.4.028 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 12.4.252 Система стандартов безопасности труда. Средства индивидуальной защиты рук. Перчатки. Общие технические требования. Методы испытаний
ГОСТ Р 9.907 Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия металлические. Методы удаления продуктов коррозии после коррозионных испытаний
ГОСТ Р 12.0.001 Система стандартов безопасности труда. Основные положения
ГОСТ Р 12.1.038 Система стандартов безопасности труда. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указа-
Издание официальное
1
ГОСТ Р 9.919—2024
телю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, ГОСТ 9.072, ГОСТ 9.106, а также следующие термины с соответствующими определениями:
3.1 гальваностатический метод: Метод, основанный на поляризации исследуемого образца металла постоянным или переменным током заданной плотности в коррозионной среде и регистрации изменения потенциала металла при образовании коррозионных язв.
3.2 коррозионная язва: Углубление на поверхности образца, подвергшегося контролируемой коррозии в результате локального воздействия на открытую часть поверхности агрессивного раствора.
3.3 лазерная абляция: Метод удаления вещества с поверхности путем ее обработки фокусированным лазерным лучом, в результате которой происходит локальное повышение температуры и испарение молекул вещества.
3.4 малая трещина: Трещина, которая изначально мала в трех измерениях (в частности, как по длине, так и по глубине) по сравнению с масштабом микроструктуры, масштабом механики сплошной среды или масштабом физических размеров.
Примечание — Трещина также может быть определена, как малая, в отличие от большой, с точки зрения различий электрохимических процессов в вершинах малой и большой трещин, обусловленных переходом в состояние, зависимое от влияния окружающей среды.
3.5 полиэфирэфиркетон; ПЭЭК: Полукристаллический полимер, один из видов полиарилэфир-кетонов, обладающий высокой стойкостью к температурам, химически агрессивным средам и излучениям с высокой энергией, уникальными механическими и хорошими электрофизическими свойствами.1)
3.6
потенциостатический метод: Метод, основанный на поляризации исследуемого образца стали в коррозионной среде при постоянном потенциале и регистрации динамики изменения силы тока во времени.
[ГОСТ 70239—2022, пункт 3.3]
4 Сущность методов
4.1 Сущность методов заключается в обработке поверхности испытуемого образца способами, способствующими процессу образования трещины, и мониторинге роста образовавшейся трещины оптическим методом или методами измерения электрического сопротивления (контроль изменения потенциала поляризованного образца). Поляризацию образца осуществляют, используя вспомогательный электрод для подачи на образец постоянного или переменного тока.
4.2 Для измерения меняющегося со временем размера малой трещины с высоким разрешением необходимо, чтобы измерительные зонды или аппаратура для наблюдения находились как можно ближе к месту зарождения трещины. По этой причине обработку поверхности с целью генерации трещины необходимо проводить контролируемым способом и на определенную глубину. Существуют разные методы обработки поверхности металлов и сплавов для генерации трещины: контролируемое образование коррозионных язв, механическая насечка, обработка фокусированным ионным лучом (ФИЛ), лазерная абляция и электроискровая обработка. Если место зарождения трещины необходимо рас-
Л Способ получения полиэфирэфиркетона, разработанный АО «Институт пластмасс имени ГС. Петрова», защищен патентом Российской Федерации № 2673242.
2
ГОСТ Р 9.919—2024
положить на участке с характерными особенностями микроструктуры, то очень мелкие насечки с этой целью предпочтительно наносить обработкой ФИЛ или лазерной абляцией.
Примечания
1 Каждый из вышеперечисленных методов обработки поверхности для генерации трещины влияет на микроструктуру и механические свойства металла, находящегося в непосредственной близости вокруг будущей трещины.
2 Во многих случаях для создания трещин используют метод образования коррозионных язв, при этом предпочтительным является ускоренное образование коррозионных язв на образце, в частности, при изучении процесса перехода коррозионной язвы в трещину и при необходимости охарактеризовать влияние способа обработки поверхности на зарождение трещины и ее развитие на ранней стадии. Основная трудность заключается в определении механического усилия, приводящего к зарождению трещины после обработки поверхности, когда размеры трещины физически малы или незначительны по сравнению с микроструктурой.
5 Условия проведения испытаний и требования безопасности
5.1 В помещении для проведения испытаний необходимо обеспечить отсутствие вибрации и существенных колебаний температуры. Испытательную установку следует располагать на достаточном удалении от работающих моторов (например, от лифтовых шахт) и нагревательных приборов.
5.2 Для проведения испытаний следует использовать высококачественную электроаппаратуру и стабильные источники тока с низким уровнем шумов. Необходимо обращать внимание на изоляцию и экранирование проводов для их защиты от воздействия внешних электромагнитных полей.
5.3 При контроле роста трещин оптическим методом необходимо обеспечить достаточную освещенность поверхности образца для облегчения процесса измерений и правильной интерпретации получаемых изображений.
5.4 Условия испытаний на воздействие окружающей среды должны быть максимально приближены к условиям предполагаемой эксплуатации.
5.5 Летучие и легковоспламеняющиеся органические растворители следует хранить в герметично закрытых емкостях вдали от нагревательных приборов. Рекомендуется при работе с растворителями использовать индивидуальные средства защиты рук и органов дыхания по ГОСТ 12.4.252 и ГОСТ 12.4.028 соответственно.
5.6 При проведении испытаний следует соблюдать общие требования техники безопасности по ГОСТ Р 12.0.001.
5.7 При работе с электрооборудованием необходимо соблюдать требования, установленные ГОСТ Р 12.1.038.
5.8 Помещение для испытаний должно соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004.
5.9 Работу на аппаратуре и приборах необходимо проводить в соответствии с инструкцией по эксплуатации от производителя.
5.10 К работе допускаются только лица, прошедшие соответствующее обучение и аттестацию на знание правил работы с применяемым оборудованием и требований техники безопасности.
6 Подготовка образцов для испытаний
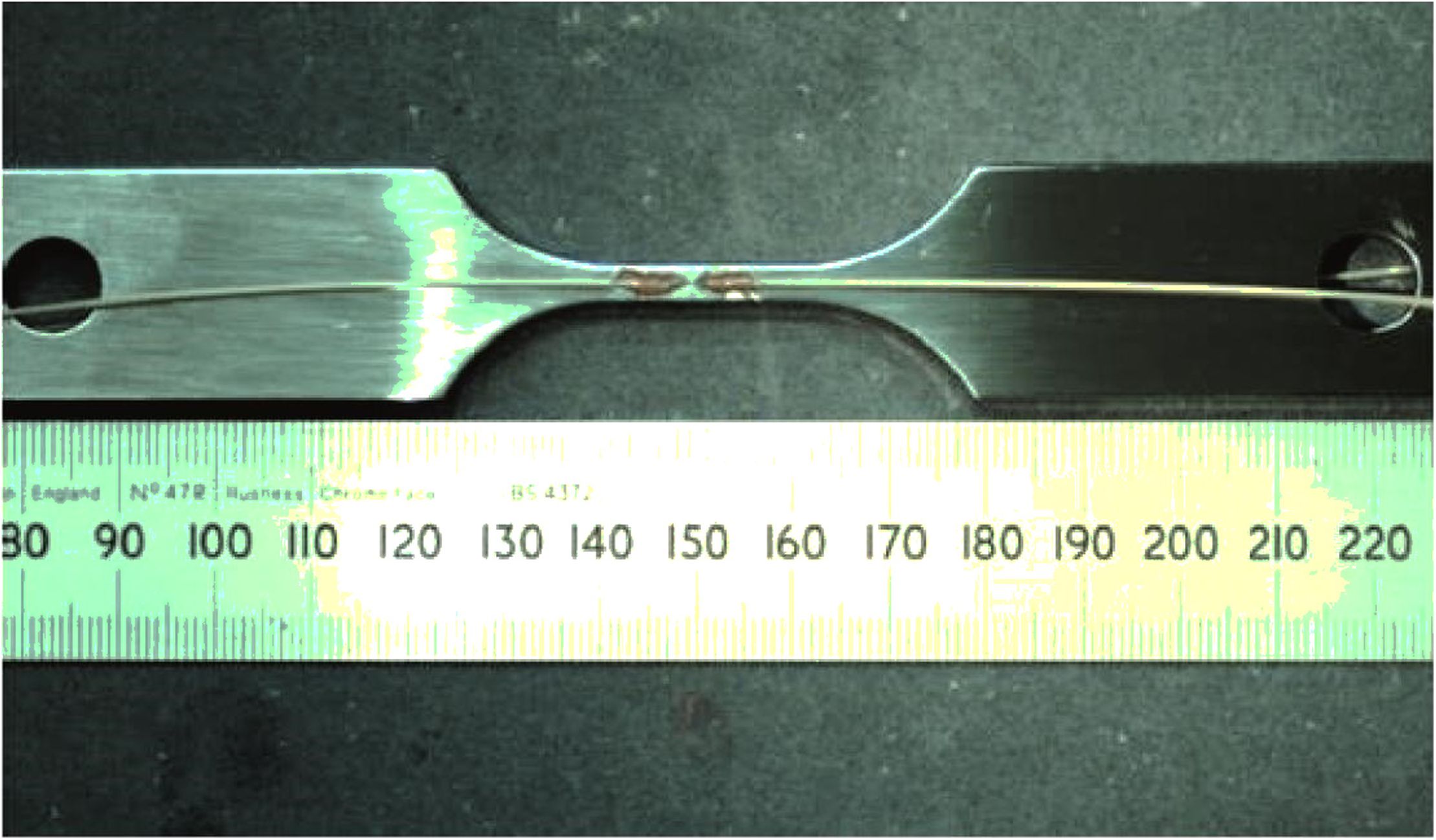
6.1 Из материала, подлежащего испытанию, вырезают образцы подходящей формы. Форма испытуемого образца должна быть такой, чтобы трещина на нем появлялась только в предназначенном для этого месте. Подходящим образцом может служить плоский образец для испытания на растяжение, показанный на рисунке 1.
Примечание — Размеры образца не являются строго заданными и могут быть изменены, например с целью увеличения участка, предназначенного для образования трещин.
3
ГОСТ Р 9.919—2024
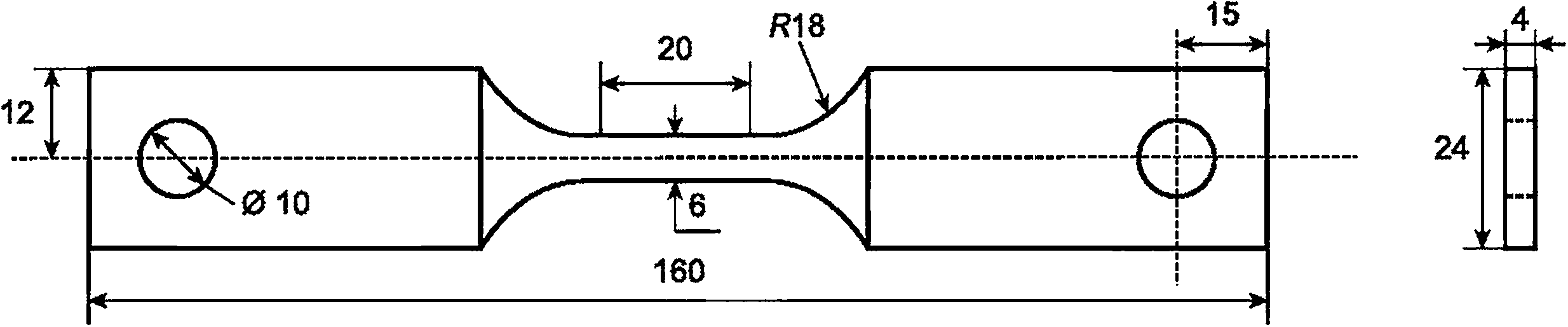
Рисунок 1 — Пример плоского образца для испытаний на растяжение
6.2 Образец закрепляют с помощью гидравлической системы, обеспечивающей надежное удержание концов образца, либо штифтами, вставляемыми в предназначенные для них отверстия. Основным требованием является гарантированное обеспечение достаточно большого радиуса перехода от широкой к узкой части образца, чтобы концентрация напряжений на этом участке не приводила к зарождению трещин. При закреплении образца штифтами удаление отверстий от участка образца, испытывающего напряжение при испытании, должно быть достаточным, чтобы снизить до минимума вероятность образования трещины рядом с отверстиями. Для снижения вероятности образования трещин на кромке образца рекомендуется удалить заусенцы с кромок образца зачисткой их вручную мелкозернистой шлифовальной бумагой.
6.3 Скорость роста трещин, возникающих в результате обработки поверхности, способствующая их образованию, особенно чувствительна к методу такой обработки. Выбирая метод обработки поверхности, следует учитывать особенности предполагаемого применения (поверхность будет использована в том виде, в каком изготовлена, будет подвергнута механической обработке и шлифовке, будет испытывать ударные нагрузки). Этот метод должен соответствовать требованиям ГОСТ 9.901.1 на методы испытаний ровных поверхностей металлов и сплавов на коррозионное растрескивание.
6.4 После подготовки поверхности образец должен быть обезжирен подходящим растворителем.
Примечание — Для обезжиривания пригодны бензин, ацетон, этиловый спирт. Допускается применение других органических растворителей.
6.5 Перед проведением испытания необходимо исследовать контрольный образец (изготовленный одновременно с испытуемым образцом тем же способом из того же материала) с целью определения таких характеристик, как градиенты микроструктуры приповерхностного слоя (используя, например, метод дифракции отраженных электронов), твердость и остаточное напряжение.
Примечания
1 Если предполагается использовать для мониторинга трещин оптический метод, то при обработке поверхности образца следует учитывать, что чем больше шероховатость поверхности, тем сложнее обнаружить на ней трещины на ранних стадиях их развития.
2 Шлифование некоторых металлов, например аустенитных нержавеющих сталей, может привести к образованию нанокристаллического слоя (толщина которого будет зависеть от размера зерна и охлаждающей жидкости, если она используется) и значительному приповерхностному упрочнению.
7 Обработка поверхности, способствующая образованию малых трещин
7.1 Генерация коррозионных язв
7.1.1 Метод ускоренного образования коррозионных язв должен быть выбран таким образом, чтобы можно было получать воспроизводимый размер коррозионных язв с геометрией, максимально приближенной к той, которая наблюдается в естественных условиях коррозии при предполагаемой эксплуатации. Применяемые методы включают частичное нанесение покрытия на образец и различные варианты обработки открытой поверхности агрессивными растворами. Приемлемость метода зависит от системы металл—окружающая среда.
Примечание — Данный метод обработки поверхности неприменим к алюминию и его сплавам, предназначенным для применения в условиях атмосферы, поскольку данным методом невозможно получить коррозионные язвы, размер и форма которых аналогичны атмосферным коррозионным язвам указанных материалов.
4
ГОСТ Р 9.919—2024
7.1.2 При использовании метода с частичным нанесением покрытия определенный участок образца, имеющий форму круга, оставляют без покрытия, чтобы ограничить диаметр устья коррозионной язвы. Затем образец погружают в агрессивную среду, соответствующую металлу, на время, достаточное для образования коррозионной язвы желаемой глубины.
В качестве альтернативы через образец может быть пропущен анодный ток под гальваностатиче-ским контролем, что позволяет рассчитать объем растворенного металла (на основе закона Фарадея).
Если микротопография образующейся коррозионной язвы важна с точки зрения расположения центра будущей трещины, следует внимательно подойти к выбору продолжительности выдержки образца, к выбору раствора и величины применяемого анодного тока, чтобы обеспечить достаточно репрезентативную форму образующихся коррозионных язв. Применение данного метода может быть ограничено вследствие возможности отслоения покрытия, в результате чего геометрия образующейся коррозионной язвы может не соответствовать геометрии коррозионной язвы, возникающей в естественных условиях.
7.1.3 Непокрытую поверхность образца или образец без покрытия можно подвергнуть воздействию агрессивного раствора, подаваемого по каплям из капилляра малого диаметра, в результате чего происходит коррозия образца. Такой подход зарекомендовал себя при генерации коррозионных язв в углеродистой стали. Пример установки изображен на рисунке 2.
Данный метод следует комбинировать с анодной поляризацией образца.
5
ГОСТ Р 9.919—2024

1 — вспомогательный электрод; 2 — электрод сравнения; 3 — наконечник капилляра; 4 — резервуар для испытательного раствора; 5 — острие капилляра; 6 — испытуемый образец
Примечание — На вставке показана область соприкосновения металла, электролита и капилляра.
Рисунок 2 — Ячейка с микрокапилляром для обработки поверхности с целью образования коррозионной язвы
7.1.4 Для коррозионно-стойких сплавов капельный метод нанесения раствора предпочтителен с точки зрения контроля размера и геометрии коррозионных язв и включает в себя подачу постоянного анодного тока на металл, подвергающийся воздействию капель.
Пример установки для создания коррозионных язв капельным методом с использованием приложенного постоянного тока показан на рисунке 3.
6
ГОСТ Р 9.919—2024
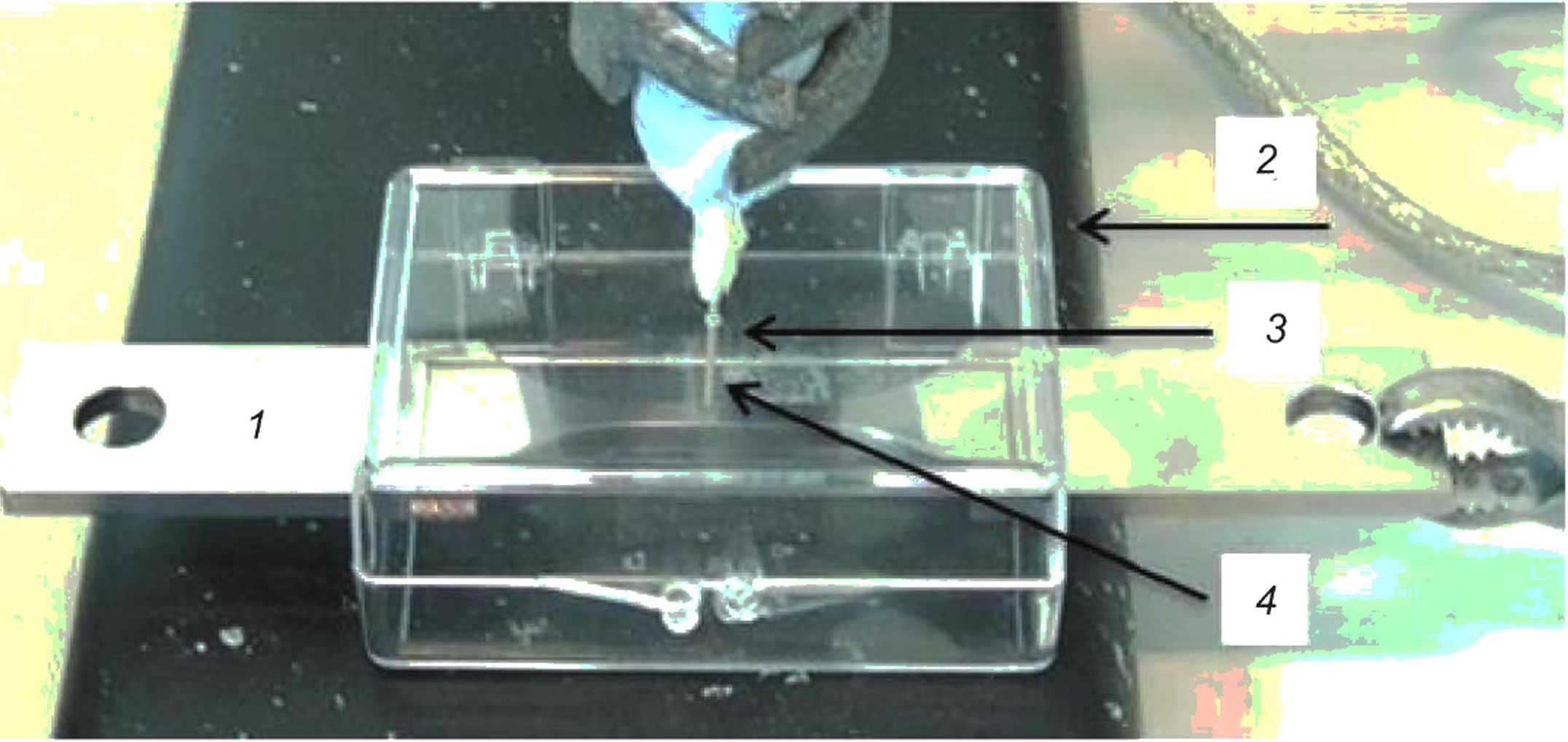
1 — испытуемый образец; 2 — ячейка для обработки каплями и минимизации их числа; 3 — электрод (платиновая проволока диаметром 0,1 мм); 4 — капилляр для подачи капель раствора (диаметром 0,5 мм)
Рисунок 3 — Капельный метод генерации коррозионной язвы с применением постоянного анодного тока
7.1.4.1 При приложении к электроду потенциала, обеспечивающего анодный ток, превышающий ток пассивации, потенциал электрода смещают до тех пор, пока потенциал не достигнет потенциала питтингообразования. При достижении этого потенциала начинается образование коррозионной язвы на поверхности образца, в результате чего значение потенциала быстро меняется, что препятствует формированию на поверхности дополнительных коррозионных язв.
Необходимо внимательно подходить к подбору величины поляризационного тока. При слишком низком его значении коррозионная язва может не образоваться или развитие образовавшейся язвы может приостановиться по мере увеличения ее площади. Если величина поляризационного тока слишком велика, могут образоваться многочисленные коррозионные язвы или пятна коррозии.
После установления оптимального значения поляризационного тока глубину образующейся коррозионной язвы регулируют, контролируя продолжительность поляризации.
Примечание — Достоинством метода с применением постоянного тока является то, что он позволяет получить коррозионные язвы, геометрия которых аналогична геометрии коррозионных язв, образующихся в процессе эксплуатации.
7.1.4.2 Генерацию коррозионных язв обычно осуществляют с использованием агрессивных растворов, содержащих те же ионы, что воздействуют на изделие в процессе эксплуатации. Глубину образующихся коррозионных язв контролируют, добиваясь максимального расхождения результатов, не превышающего 10 %, путем подбора комбинации таких параметров, как значение поляризационного тока, концентрация раствора и продолжительность обработки раствором. Условия обработки необходимо подбирать индивидуально для каждой системы металл—окружающая среда с целью оптимизации методики и гарантии того, что искусственно полученные коррозионные язвы будут иметь основные параметры, аналогичные параметрам естественных коррозионных язв.
Пример — Капельный метод обработки поверхности с анодной поляризацией в соответствии с рисунком 3 применен к образцу мартенситной нержавеющей стали марки 12Сг. Объем капельницы с раствором — 2 см3, диаметр участка поверхности, обрабатываемой каплями, — менее 2 мм, анодный ток — 20 мкА, концентрация раствора хлорида натрия — 0,1 М. Поляризация в указанных условиях в течение 300 с и 7200 с привела к возникновению коррозионных язв глубиной 50 мкм и 150 мкм соответственно. Максимальное отклонение глубины коррозионных язв от заданного значения не превышало 10 %. Генерированные таким методом коррозионные язвы имели форму усеченной сферы, типичную для точечной коррозии нержавеющей стали, с диаметром язвы на уровне поверхности, приблизительно равным глубине коррозионной язвы.
7.1.5 Коррозионные язвы, генерированные различными способами, могут впоследствии не перерасти в трещину, пригодную для испытания на воздействие окружающей среды, но это зависит от состава металла и сплава. Если в процессе испытания наблюдается рост коррозионной язвы, то следует
7
ГОСТ Р 9.919—2024
иметь в виду, что повышение площади поперечного сечения коррозионной язвы может снизить надежность методов контроля размера будущей трещины, основанных на измерении сопротивления образца электрическому току. Такое отрицательное влияние относится преимущественно к трещинам, глубина которых менее глубины коррозионных язв, из которых они образовались. Для трещины глубиной более глубины коррозионной язвы такое влияние минимально, поскольку в этом случае поперечное сечение определяется только трещиной, при условии, что скорость роста трещины продолжает превышать скорость роста коррозионной язвы.
7.2 Механическая насечка
7.2.1 Наиболее распространенным способом механической обработки поверхности с целью образования малой трещины является высверливание небольшого отверстия на заданную глубину.
Примечание — Этот метод приводит к механическому повреждению материала, которое может влиять на трещину на самых ранних стадиях ее развития.
7.2.2 После высверливания из отверстия необходимо удалить заусенцы, которые могут содержать микротрещины. При этом следует обращать особое внимание на то, что профиль краев отверстия не должен иметь закруглений, а также на состояние инструмента для сверления отверстий, сверло которого не должно затупляться, а скорость его продвижения и вращения должна оставаться постоянной.
7.3 Обработка фокусированным ионным лучом (ФИЛ)
Обработкой ФИЛ (обычно используют пучок ионов галлия) с поверхности выбивают атомы металла на определенную глубину. С помощью такой процедуры можно генерировать небольшие (глубиной до 20 мкм) канавки в определенных местах, размер которых соотносится с микроструктурой обрабатываемой поверхности. Как правило, полученная таким способом канавка расположена перпендикулярно к оси напряжения, создаваемого в металле при данной обработке, если не стоит задача исследования влияния ориентации дефекта.
Примечания
1 В некоторых сплавах могут присутствовать включения, на месте которых трещина может образоваться раньше, чем на месте обработки ФИЛ.
2 При обработке пучком ионов галлия некоторое их количество внедряется в обрабатываемый металл, что может повлиять на ранние стадии коррозии в области канавки. Кроме того, в нержавеющей стали при такой обработке наблюдают локальные фазовые переходы.
7.4 Лазерная абляция
Для генерирования коррозионных язв/канавок глубиной от 20 до 50 мкм может быть использован метод лазерной абляции, при котором поверхность металла или сплава обрабатывают наносе-кундными импульсами лазерного излучения, но при этом наблюдается нагрев обрабатываемой зоны размером в несколько микрометров. Термический эффект может быть исключен путем обработки поверхности фемтосекундными импульсами сверхкороткого лазерного излучения высокой энергетической плотности.
Примечание — Благодаря экстремально малой продолжительности импульсов эффекта нагрева по краям зоны абляции не наблюдается. При использовании данного метода получают коррозионные язвы/канавки глубиной обычно около 50 мкм и шириной раскрытия порядка 100 мкм.
7.5 Электроискровая обработка
Получить на поверхности металла отверстия или канавки малых размеров можно путем электроискровой обработки поверхности, если для этого использовать электроды из тонкой проволоки (например, диаметром 0,2 мм), но при этом неизбежно меняются микроструктура и механические свойства материала, непосредственно прилегающего к отверстию или канавке.
При использовании в качестве электродов латунной проволоки на поверхности металла может образовываться налет меди, а также происходить поглощение обрабатываемым металлом водорода. Водород может быть удален термообработкой при условии тщательного подбора температуры таким образом, чтобы при удалении водорода не изменялась микроструктура металла. Налет меди на поверхности может вызвать локальный гальванический эффект.
8
ГОСТ Р 9.919—2024
8 Контроль размера трещин
8.1 Оптический метод
8.1.1 Для измерения длины малой поверхностной трещины с достаточной точностью оптическим методом используют оптический микроскоп в сочетании с камерой (фотомикроскоп), как показано на рисунке 4.
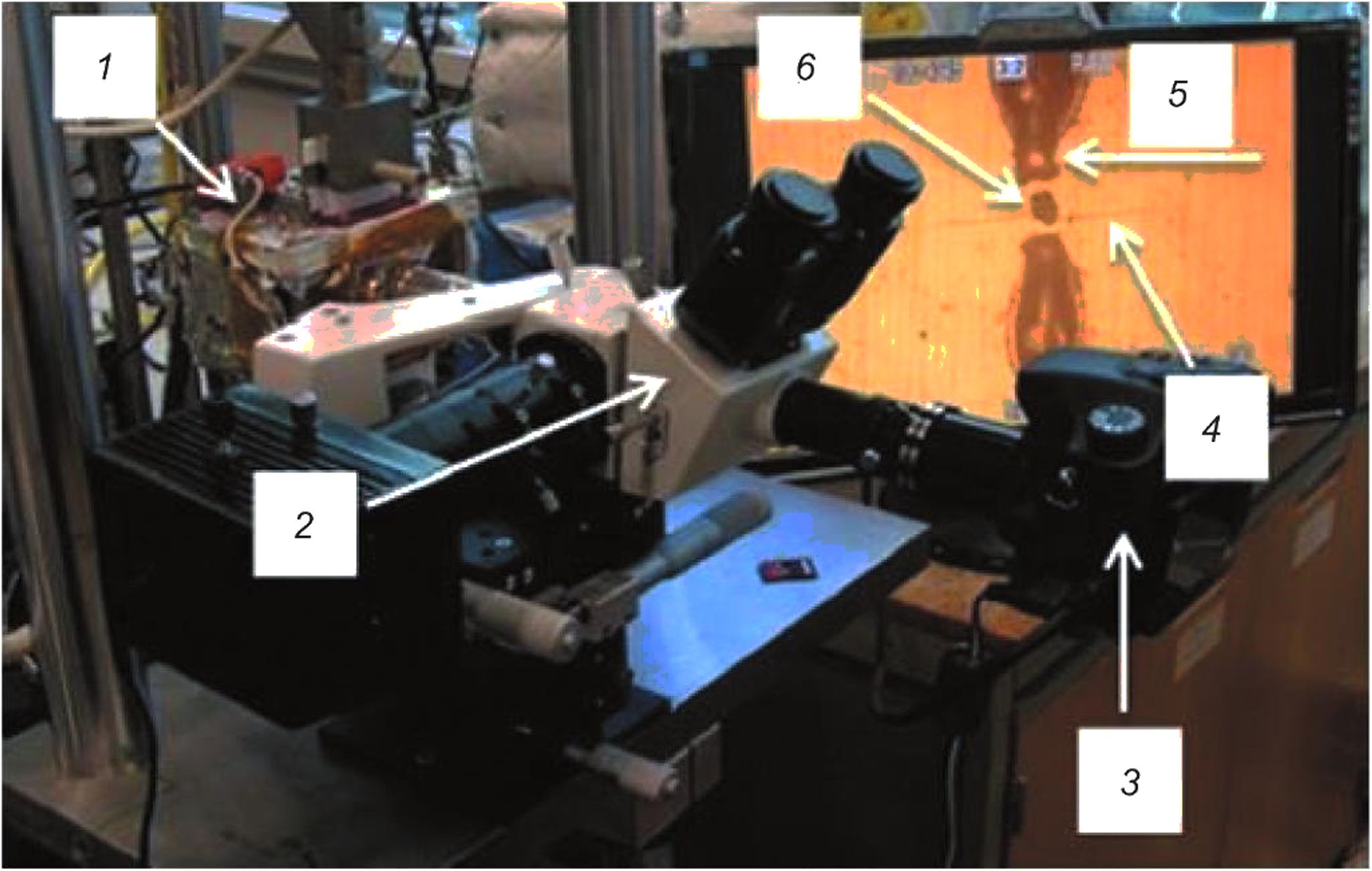
1 — испытательная ячейка; 2 — микроскоп; 3 — камера; 4 — трещина; 5 — зонд; 6 — коррозионная язва
Рисунок 4 — Пример оптической системы мониторинга малой поверхностной трещины, включающей также зонды по обе стороны коррозионной язвы для контроля изменения потенциала
8.1.2 Для уменьшения вибрации при съемке изображений рекомендуется использовать цифровую камеру высокого разрешения с фиксированным зеркалом. Камера должна быть подключена к оптическому микроскопу с длиннофокусной линзой.
Такая комбинация позволяет получить теоретическую разрешающую способность около 0,07 мкм на пиксель при использовании линзы с увеличением 20х или 0,14 мкм на пиксель — с линзой 10х. Однако реальная разрешающая способность ограничена и составляет приблизительно 0,3 мкм, что связано с явлением дифракции света.
Примечания
1 Камера может быть управляема сигналом, поступающим от контрольной системы установки для испытания, и при низкой частоте срабатывания может быть синхронизирована с формой волны усталостной нагрузки, чтобы получать изображения автоматически при максимальном и минимальном значении нагрузки в ходе усталостного испытания. При высокой частоте изменений разрешающая способность оптического микроскопа ограничена вибрацией.
2 Для возможности помещения камеры в оптимальное положение, легкого выполнения фокусирования и изменения поля обзора следует обеспечивать надлежащую фиксацию образца, а также трехмерный предметный столик (X, Y, Z столик).
8.1.3 Присущие оптическому методу ограничения проявляются сильнее при наличии значительных следов коррозии на поверхности образца, поэтому данные методы чаще используют для коррозионно-стойких сплавов и для испытаний на воздухе. При испытании в растворе данные методы могут оказаться ограниченно применимыми даже для коррозионно-стойких сплавов. Накапливающиеся продукты коррозии могут со временем забить малые трещины и сделать оптический метод контроля бесполезным.
9
ГОСТ Р 9.919—2024
Тем не менее, данный метод широко применяют на ранних стадиях развития трещины в сочетании с методами, основанными на измерении электрического сопротивления образца или при сравнительных испытаниях на воздухе.
Примечание — Оптический метод может также оказаться непригодным при недостаточной освещенности поверхности образца вследствие затруднений при интерпретации цифрового изображения с целью фиксирования зарождения малой поверхностной трещины.
8.2 Методы измерения электрического сопротивления
8.2.1 Методы основаны на изменении электрического сопротивления поляризованного образца вследствие зарождения в нем коррозионных трещин и заключаются в измерении электрического потенциала поляризованного образца и регистрации изменения этого потенциала по мере зарождения и развития трещины.
Поляризацию испытуемого образца осуществляют подачей на него постоянного или переменного тока, регистрируя в процессе испытания соответственно изменение потенциала постоянного тока (метод DCPD1)) или переменного тока (метод ACPD1)).
Для измерения малых трещин можно применять оба метода, но при длительных испытаниях более стабильным себя показал метод DCPD. Общие принципы использования метода изменения потенциала постоянного или переменного тока для измерения размера трещин и возможные источники ошибок описаны в приложении А.
8.2.2 При использовании переменного тока больше внимания следует уделять устранению факторов, оказывающих дестабилизирующее влияние на поступающие по проводам электрические сигналы, а также на внешние источники шумов. Критическое значение имеет избежание всплеска напряжения в питающей сети переменного тока.
Изменение направления сигнала на противоположный в методе с использованием постоянного тока снижает шумы и устраняет термоэлектрический эффект, что используется в современных приборах, дающих стабильные результаты измерений.
8.2.3 В методе DCPD измеренное изменение потенциала пропорционально площади поперечного сечения дефекта (трещины) на поверхности образца. В методе ACPD ток протекает в тонком слое ниже поверхности трещины (скин-эффект), и поэтому «видит» ее поперечное сечение, которое меньше истинного. При низких частотах переменного тока метод ACPD по эффективности приближается к методу DCPD, но при высоких частотах глубина исследуемого материала, примыкающего к измеряемой трещине, меньше, а потому более чувствительна к размеру трещины. Для одинарных зондов, располагаемых рядом с трещиной, данное преимущество от скин-эффекта метода ACPD минимально. Применение нескольких зондов, располагаемых по обе стороны трещины параллельно ее направлению, может дать больше информации о форме трещины, при этом центральная пара зондов преимущественно отражает глубину трещины, в то время как боковые пары позволяют охарактеризовать симметрию трещины и ее распространение по поверхности.
8.2.4 Важно обеспечить расположение измерительных зондов как можно ближе к тому месту, где ожидается зарождение трещины (см., например, рисунок 5), но так, чтобы они не влияли на ее развитие. Учитывая данное требование, рекомендуется использовать в качестве зондов тонкую (диаметром 0,1 мм) проволоку (например, платиновую) и крепить ее с обеих сторон от места будущей трещины точечной сваркой. Рекомендуется обеспечивать изоляцию проволоки от раствора, хотя при испытании коррозионно-стойких сплавов в некоторых средах следование данной рекомендации необязательно, поскольку площадь поверхности проволоки (исполняющей роль катода) относительно мала. Однако, если есть вероятность агрессивного воздействия на место соединения и разрушения сварочного шва, платиновую проволоку следует изолировать от агрессивной среды. Такой изоляцией может служить трубка диаметром 0,4 мм из ПЭЭК с заливкой краев защитным лаком или специальным теплостойким эпоксидным клеем (при этом необходимо избегать попадания заливки на дефект поверхности образца). Применение эпоксидного клея также помогает поддерживать образец в устойчивом состоянии при воздействии на него усталостной нагрузки.
При испытании алюминиевых сплавов предпочтительно использовать проволоку из меди, а не из платины. Следует учитывать размер повреждения, наносимого проволокой и сварочным швом, в про-
1) Использованы аббревиатуры, принятые для обозначения методов в международных стандартах: DCPD — direct current potential drop, ACPD — alternating current potential drop.
10
ГОСТ Р 9.919—2024
тивном случае такое повреждение может скорее стать местом зарождения трещины, чем обработанная для этой цели поверхность образца.
Примечание — На данном рисунке при использованном увеличении изображения коррозионная язва, показанная на вставке к рисунку 4, не видна. Провода, подводящие ток, обычно прикрепляют к концам образца. При измерении потенциала с высокой разрешающей способностью может возникнуть чувствительность к изменению сопротивления образца, обусловленному увеличением размера зоны пластичности с повышением коэффициента интенсивности напряжений.
Рисунок 5 — Испытуемый образец с прикрепленными по обе стороны от коррозионной язвы зондами для измерения потенциала при прохождении постоянного тока (зонды в изоляции из ПЭЭК)
8.2.5 В некоторых случаях возможно замыкание тока через стенки трещины вследствие прямого контакта стенок, наличия перемычек, оставшихся после образования трещины, или присутствия проводящих оксидов. Это можно обнаружить по циклическим или периодическим изменениям измеряемых потенциалов, происходящим в отсутствие роста трещины. Данный эффект проявляется тем сильнее, чем ниже коэффициент интенсивности напряжений, когда смещение краев трещины (открытия трещины) невелико. Примером могут служить испытания на усталость, проводимые после закрытия трещины, при которых, если это возможно и если это помогает, измерения падения потенциала проводят при максимальной нагрузке на образец.
Примечание — На практике синхронизировать изменение нагрузки и проведение измерения не всегда возможно.
Оценить уровень необходимой нагрузки следует путем изучения влияния нагрузки на изменение потенциала, проведенного следующим образом. Измеряют потенциалы на растущей трещине, не обращая особого внимания на позицию в цикле нагрузки. Проведя несколько измерений, испытание на усталость приостанавливают и увеличивают нагрузку до максимального значения в цикле. Фиксируют значение потенциала и повторяют процедуру. Записывают результаты измерений Vc или Vc/V0 , полученные при циклическом изменении нагрузки и при ее максимальном значении (где Vc — падение потенциала при наличии трещины, Vo — первоначальное значение потенциала, измеренное до образования трещины). Значительная разница результатов, полученных при разных условиях измерения, свидетельствует о наличии замыкания тока через стенки трещины и его влиянии на результаты измерения.
8.2.6 При изучении влияния различных факторов на размер трещины, определяемый по результату измерения изменения потенциала, основным требованием является гарантия того, что размер трещины, измеренный таким способом, будет соответствовать размеру, определенному путем маркировки
11
ГОСТ Р 9.919—2024
фронта трещины (метки излома). Любые отклонения должны быть изучены с точки зрения возможных источников неопределенности, рассмотрение которых выходит за рамки настоящего раздела.
8.3 Тарировка измеряемых значений потенциала, проводимая при измерении трещин
8.3.1 Для методов DCPD и ACPD должна быть проведена тарировка измеряемых значений потенциала, устанавливающая соответствие между измеренными значениями потенциала и размером трещины. Предпочтительно проводить такую тарировку путем измерения трещин известных размеров и профиля на эталонном образце. Основным неизвестным в процессе измерения является геометрия трещины.
8.3.2 Для методов, использующих измерения потенциала, тарировочные кривые зависимости изменения потенциала от глубины трещины (от маркированного фронта трещины) получают путем установления функции (уравнения), выражающей(го) зависимость этих параметров, или путем проверки соответствия полученных данных принятому соотношению.
8.3.3 Метод, определяющий фронт трещины, зависит от характеристик материала и может сталкиваться с изменением соотношения напряжений по мере накопления усталости, изменением частоты, окрашиванием металла при нагреве и систематическим изменением условий экспозиции образца в окружающей среде.
8.3.4 Испытание обычно проводят, используя отдельные образцы, с высокой частотой изменения нагрузки, чтобы ускорить процесс получения необходимых данных. Однако при этом геометрия трещины может не быть аналогичной геометрии трещины, полученной при испытании методом, установленным настоящим стандартом (например, коррозионные трещины, возникающие при напряжении, могут иметь форму полуэллипса, длинная ось которого направлена в глубину). Для подтверждения результатов испытания окончательную геометрию трещины необходимо проверить. В идеальном случае при прерывании испытания через разные промежутки времени фронт окончательных трещин должен находиться на промежуточных глубинах.
8.3.5 При любых испытаниях потенциал, измеренный при конечной длине трещины, используют для сравнения и корректировки (при необходимости) результатов испытаний. Если при испытании форма наблюдаемого фронта трещины соответствует фронту трещины при тарировке, то глубину трещины испытуемого образца можно легко вычислить, предположив, что подобная форма превалировала на разных стадиях развития трещины.
В случае коррозионного растрескивания под напряжением тарировочная кривая падения потенциала также реагирует на площадь сечения трещины как функцию ее размера, но геометрия трещины может быть разной, и это следует принимать во внимание при принятии решений.
8.3.6 При измерении трещин оптическим методом (без измерения падения потенциала) единственным параметром, доступным для измерения, является длина трещины. Для оценки соответствующей глубины трещины проводят изучение формы трещины на поверхности излома, полученного после испытаний (см. раздел 12).
9 Предварительное растрескивание
9.1 Переход от обработки поверхности, предшествующей зарождению трещины, к появлению самой трещины может быть ускорен путем предварительного усталостного растрескивания приложением нагрузки, изменяющейся с высокой частотой, с одновременным мониторингом трещин подходящим неразрушающим методом, позволяющим обнаружить факт зарождения трещин.
Примечание — Такая процедура желательна, если стоит задача изучения только кинетики развития трещин, а не фазы их зарождения, или, если необходимы испытания при циклической нагрузке с низкой частотой и при такой частоте число циклов, необходимых для появления малой трещины, чрезмерно удлиняет процедуру испытания.
9.2 Неизвестным параметром при предварительном растрескивании от коррозионной язвы является глубина образовавшейся трещины. Методика, позволяющая получить эту информацию, отсутствует, и описанные выше методы также непригодны для этого. Оптическим методом устанавливают только длину трещины на поверхности, а методы, основанные на измерении электрического сопротивления, отражают изменение площади сечения образца или длину трещины на поверхности (оба метода предполагают рассмотрение формы трещины для оценки ее глубины).
12
ГОСТ Р 9.919—2024
Реальную форму и глубину трещины, полученной при предварительном растрескивании, иногда устанавливают путем изучения поверхности излома после испытания.
9.3 Предварительное растрескивание может быть проведено на воздухе или в растворе для испытания образца. Последнее возможно при условии, что образец не будет извлекаться из раствора после предварительного растрескивания, а сразу будет подвергнут испытанию. Любое экспонирование образца на воздухе после предварительного растрескивания может привести к окислению продуктов коррозии в трещине, а также к изменению коррозионного потенциала, что впоследствии может повлиять на распространение трещины.
10 Требования к аппаратуре и оборудованию
10.1 Общая информация об аппаратуре и контроле атмосферы или раствора, обеспечивающих условия испытания, приведена в ГОСТ 9.901.1. В настоящем разделе приведены дополнительные уточняющие детали.
10.2 Испытательная камера искусственного климата должна полностью вмещать испытуемый образец, Части, обеспечивающие удержание образца, если это возможно, не должны контактировать с раствором, составляющим окружающую среду (испытания с погружением), чтобы предотвратить гальванический эффект или их коррозионное повреждение. Если это невозможно, следует принять соответствующие меры для решения данной проблемы, например использовать керамические крепежные изделия, электроизоляцию или подходящее покрытие.
10.3 Допускается для изготовления испытательной камеры и системы рециркуляции использовать неметаллические материалы. Однако, при испытаниях под вакуумом проницаемость пластиковых элементов (например, трубок) для кислорода ограничивает достижимый уровень разрежения, и в этих случаях рекомендуется использовать гибкие металлические трубки.
10.4 Материалы, из которых изготовлена испытательная камера, должны сохранять стойкость при температурах испытаний. Следует иметь в виду, что стекло и некоторые виды пластика могут быть неустойчивы при повышенных температурах.
10.5 При использовании испытательной камеры из металла между камерой и испытуемым образцом должна быть предусмотрена электроизоляция.
10.6 Пассивация металлов, контактирующих с испытательными растворами, при температурах испытаний должна происходить при достаточно низкой плотности тока, чтобы растворы, используемые для испытания, не загрязнялись растворимыми продуктами.
10.7 При испытаниях в атмосфере камеры должны поддерживать контролируемые параметры атмосферы в течение всего испытания.
11 Подготовка и проведение испытания
11.1 Аспекты, касающиеся создания окружающей среды для испытаний
11.1.1 Среда, в которой проводят испытания образцов, зависит от поставленной цели и в идеальном случае должна быть такой, какая преобладает в условиях целевого применения сплава или близкой к условиям предполагаемого применения. Факторами окружающей среды, значимыми для испытаний в водных растворах, являются электродный потенциал, температура, состав и pH раствора, концентрация растворимых газов и скорость потока (см. ГОСТ 9.901.1).
11.1.2 Испытания возможно проводить в условиях разомкнутой цепи, при которых электродный потенциал металла зависит от условий конкретной окружающей среды при испытании или электродный потенциал может быть смещен относительно значения, которое он имеет в условиях разомкнутой среды, потенциостатическим или гальваностатическим методами.
11.1.3 В испытаниях с периодическим погружением образца продолжительность периодов погружения и высушивания, а также условия, преобладающие в эти периоды, должны соответствовать установленным стандартным условиям или условиям предполагаемого применения металла или сплава.
11.1.4 При испытании только на атмосферную коррозию следует контролировать такие параметры, как влажность и температура, а также их изменение во времени.
Примечание — Колебания температуры влияют на измеряемую разность потенциалов при испытании, основанном на контроле электрического сопротивления образца. Эти изменения можно учесть, проводя в тех же условиях параллельное испытание и измерения на стандартном образце без трещин.
13
ГОСТ Р 9.919—2024
11.2 Проведение испытания
11.2.1 При необходимости поверхность образца обрабатывают одним из методов, способствующих образованию трещин (см. раздел 7), после чего очищают поверхность от оставшихся частиц металла и смазки подходящим способом. При обработке поверхности, заключающейся в образовании коррозионных язв, рекомендуется последующая очистка в ультразвуковой ванне с водой и спиртом, затем обработка поверхности ацетоном или аналогичным растворителем и высушивание. Такая очистка гарантирует удаление остаточных анионов из полости коррозионной язвы.
Измеряют размеры нанесенной канавки или коррозионной язвы и фотографируют дефект (во втором случае это особенно важно) с тем же увеличением изображения, с которым будут исследовать трещину, чтобы были видны все подробности структуры поверхности.
11.2.2 При необходимости проводят предварительное усталостное растрескивание на участке поверхности требуемой длины, которую измеряют оптическим методом. При этом максимальная прикладываемая нагрузка должна быть меньше нагрузки, используемой при испытании, чтобы по завершении предварительного усталостного растрескивания значение максимального коэффициента интенсивности напряжений (К) было меньше значения, необходимого при испытании на коррозионное растрескивание в результате усталостного напряжения.
При испытании образцов с сохранившимся остаточным напряжением следует иметь в виду, что при механической обработке или предварительном усталостном растрескивании возможно ослабление этого напряжения.
11.2.3 Образец помещают в испытательную камеру и прикрепляют к раме, через которую передается нагрузка. Вводят в камеру среду при требуемой температуре, обеспечивая погружение в нее обработанной поверхности образца (обработанной с целью образования трещины), и начинают нагружение образца.
11.2.4 В процессе испытания осуществляют контроль параметров среды. При испытаниях образцов в водных растворах химический состав раствора необходимо поддерживать в определенных пределах, установленных стандартом на конкретный метод испытания, путем поддержания соответствующего объема раствора на единицу площади поверхности образца (который зависит от кинетики химической реакции и продолжительности обработки образца раствором). Обычно данное требование выполнимо при использовании системы циркуляции раствора.
При испытаниях в среде воды с низкой проводимостью может потребоваться ее периодическая замена и/или использование ионообменной колонки для поддержания проводимости воды в заданных пределах.
Если в испытании применяют электрический ток и измерение потенциала, то система должна быть сконструирована таким образом, чтобы исключить любое влияние на нее продуктов реакции, образующихся на вспомогательном электроде. Температуру раствора контролируют и поддерживают в пределах ±2 °C, но желателен более жесткий контроль для оптимальной работы системы измерения потенциала. Необходимо строго соблюдать требование выбора электрода сравнения, наиболее подходящего для условий целевого применения металла или сплава. В методах с измерением потенциала следует избегать падения омического сопротивления (сопротивления изоляции) и снизить до минимума загрязнение раствора для испытаний продуктами, оседающими на вспомогательном электроде, например путем использования двухконтактного электрода.
11.2.5 Параметры, характеризующие размер трещины (длина трещины на поверхности, изменение потенциала), регистрируют в непрерывном режиме либо через заданные промежутки времени, или в определенных точках цикла нагружения (в испытаниях на усталостную коррозию) с достаточной точностью, чтобы обеспечить определение скорости роста трещины с возможно большим разрешением.
11.2.6 После завершения испытания образец извлекают из камеры, промывают водой и спиртом, ополаскивают ацетоном или аналогичным растворителем. Образцы после испытаний следует содержать в условиях, исключающих атмосферную коррозию, например в эксикаторе или сушильной камере.
11.2.7 В условиях лабораторного помещения образец раскалывают (например, путем приложения высокочастотной усталостной нагрузки) и на изломе измеряют окончательные размеры трещины (максимальную глубину и длину на поверхности по обе стороны от места зарождения), сравнивая их с результатами, полученными измерением электрического сопротивления образца.
Поверхность излома фотографируют и отмечают неоднородность геометрии окончательной трещины, поскольку со временем это может исказить ее размеры.
14
ГОСТ Р 9.919—2024
После испытаний, в которых было применено предварительное усталостное растрескивание, поверхность излома следует осматривать тщательно, чтобы, если это возможно, определить геометрию и размеры первоначальной трещины. Регистрируют также глубину и размеры дефекта, предшествующего образованию трещины.
11.2.8 При исследовании некоторых систем может потребоваться химическая очистка образца для удаления оксидов с поверхности излома. Возможные химические методы очистки разных металлов приведены в ГОСТ Р 9.907. Прежде, чем применить метод очистки к поверхности излома, следует проверить его на стандартном образце, но если такой возможности нет, то сначала очистке подвергают только одну поверхность излома.
12 Обработка результатов
12.1 Оценка глубины трещины
12.1.1 Общие сведения
12.1.1.1 На первой стадии обработки результатов следует измеренные параметры конвертировать в интересующий параметр трещины — в ее глубину. Для малых трещин идеального способа такой конвертации не существует, поскольку отсутствует методика прямого измерения их глубины. Все методы основаны на предполагаемой геометрии трещины, которая может меняться в ходе испытания. При усталостной коррозии металлов трещины в форме полуэллипса в процессе роста часто меняют форму на полукруглую. При коррозии, вызванной напряжением, трещины стремятся к полуэллипсоид-ной форме и по мере их роста соотношение глубины и длины трещины на поверхности возрастает, хотя возможны исключения.
Примечания
1 В некоторых системах, таких как алюминиевые сплавы, индикаторы фронта трещины (метки излома) могут быть внесены путем варьирования частоты нагрузки или коэффициента напряжений. Данные метки фронта трещины могут быть также использованы для определения скорости роста трещины после испытания. Однако, это возможно только в том случае, если доказано, что такой способ обеспечения метки фронта трещины не влияет на скорость ее последующего роста.
2 Для исследовательских целей используют метод компьютерной рентгеновской томографии для отображения процесса развития трещин в трехмерном пространстве (3D), но он может быть непригоден для обычного контроля размеров трещин, и, кроме того, его применение ограничивает толщина образца, так как с увеличением толщины уменьшается пропускание Х-излучения.
12.1.1.2 Наилучшую оценку геометрии трещины и максимальную информацию для оценки ее глубины позволяет получить комбинация трех процедур: измерение длины трещины на поверхности вплоть до точки затемнения вследствие забивания трещины продуктами коррозии, измерение изменения потенциала и исследование излома образца после испытания.
Существуют три различных варианта развития трещины:
- трещина с разрывом поверхности металла, распространяющаяся на глубину, как минимум, равную глубине коррозионной язвы или канавки, предшествовавших трещине (см. 12.1.2);
- трещина с разрывом поверхности металла, распространяющаяся в приповерхностном слое металла или вблизи поверхности (см. 12.1.3), при этом начальная глубина трещины меньше глубины ее предшественника (например, коррозионной язвы);
- трещина, которая развивается под поверхностью, у основания дефекта (см. 12.1.4), определяемая, например методом DCPD, которая затем распространяется в направлении поверхности, где может быть определена оптическим методом.
12.1.2 Трещина с разрывом поверхности глубиной, как минимум, равной глубине предшествующего дефекта
Допускают, что форма начальной трещины — полуэллипс с ровным фронтом, распространяющимся по поверхности, а глубина трещины, как минимум, равна глубине коррозионной язвы или канавки (см. рисунок 6). Оси эллипса — половина длины трещины на поверхности с и глубина трещины а соответственно. Отношение а/с не является строго фиксированным и может меняться со временем. Для повышения надежности метода полезно измерить длину трещины на поверхности 2с оптическим методом.
Для подтверждения результатов оценки измеряют длину на поверхности конечной трещины 2с, а также глубину трещины на изломе. В некоторых случаях, когда измерение длины трещины на поверх-
15
ГОСТ Р 9.919—2024
ности невозможно из-за ее забивания продуктами коррозии, может быть принята полукруглая форма трещины (а = с) при условии, что она сравнима по фронту с конечной трещиной, представленной на изломе образца после испытания.
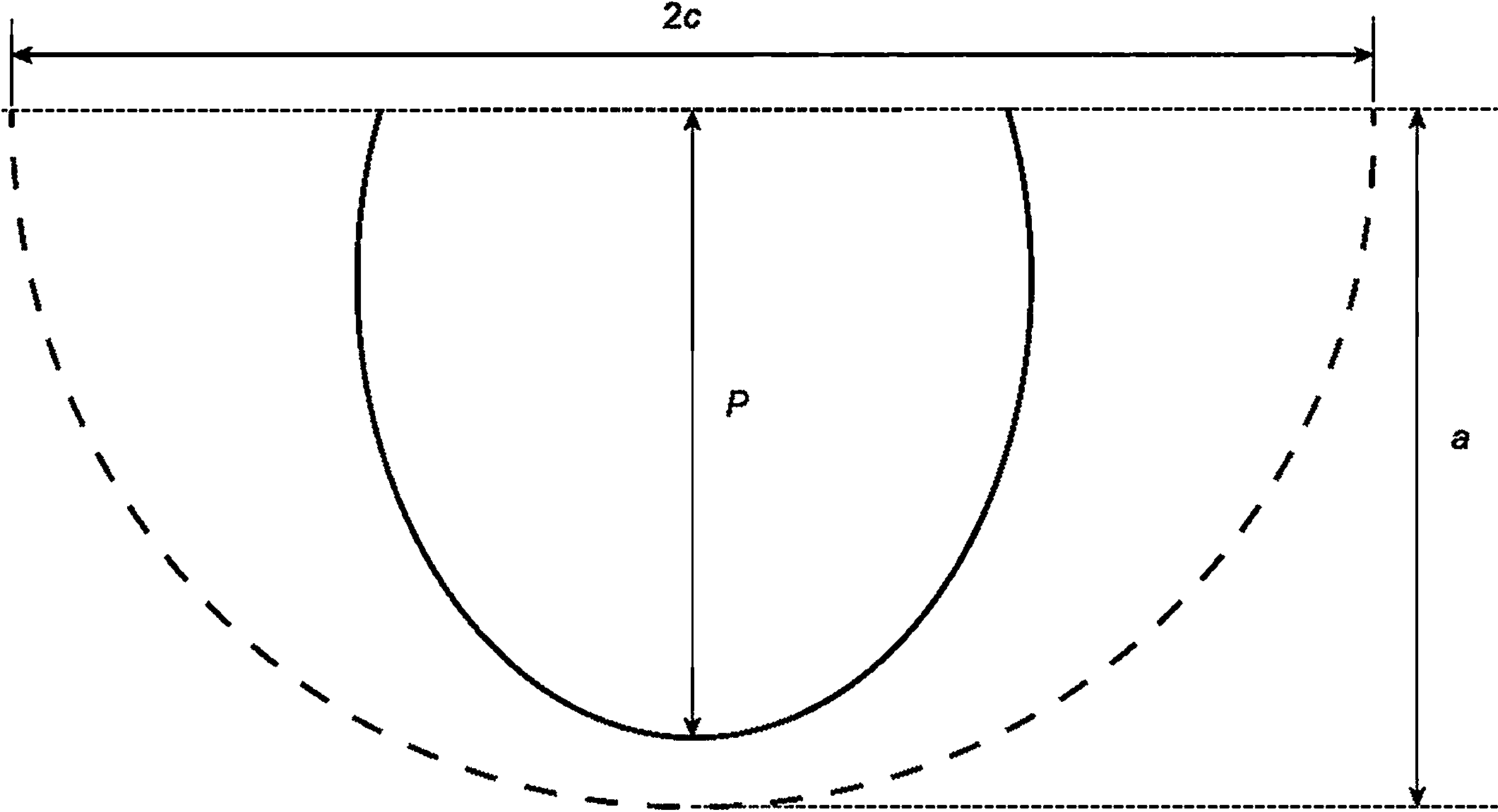
Рисунок 6 — Трещина, зарождающаяся от коррозионной язвы или канавки, начальная глубина которой Р равна глубине предшественника трещины
12.1.3 Трещина с разрывом поверхности глубиной менее глубины предшествующего дефекта
Если глубина трещины меньше глубины дефекта, из которого она образовалась (см. рисунок 7), что иногда наблюдается при зарождении трещины из коррозионной язвы, и если края трещины по обе стороны от коррозионной язвы еще не соединились с образованием непрерывного фронта, то определение глубины трещины представляет собой трудную задачу. В этом случае трещины механически изолированы друг от друга и каждую из них следует изучать отдельно (при этом рекомендуется по умолчанию принимать полукруглую форму трещин) до тех пор, пока трещины не распространятся на всю глубину дефекта и не соединятся, образуя непрерывный фронт трещины (как в 12.1.2). В последнем случае форма трещины также может быть принята полукруглой.
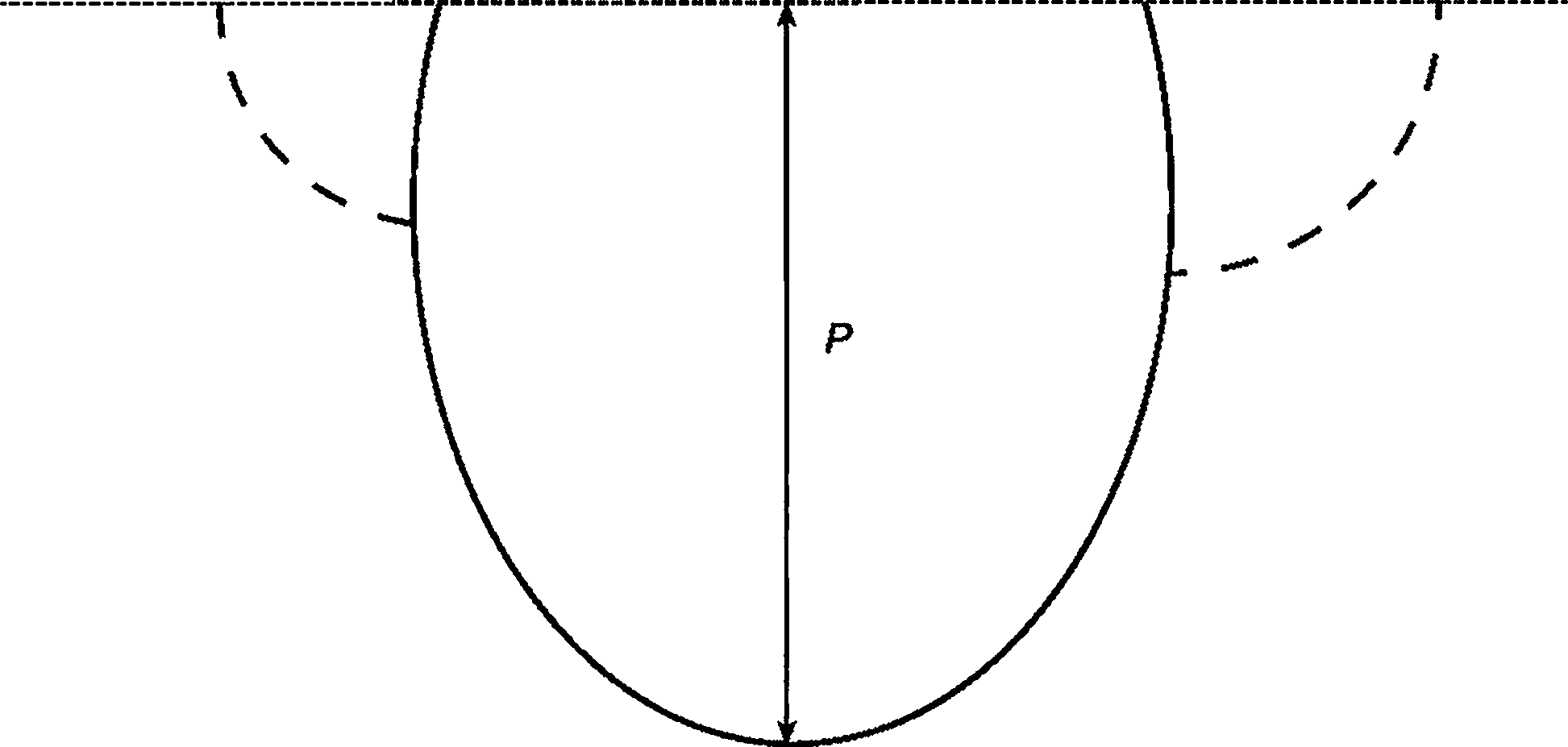
Примечание — Глубину трещины оценивают на основе принятой полукруглой геометрии трещины, как изображено на рисунке.
Рисунок 7 — Трещина, зарождающаяся в приповерхностном слое по обе стороны от коррозионной язвы, глубина которой менее глубины коррозионной язвы
16
ГОСТ Р 9.919—2024
12.1.4 Трещина, зарождающаяся у основания дефекта, но не выходящая на поверхность
В случаях, когда трещина зарождается под поверхностью у основания коррозионной язвы или канавки (см. рисунок 8) и до ее выхода на поверхность, она может быть определена методом, основанным на измерении потенциала, тогда сделать выводы о ее глубине и форме можно только путем маркировки фронта трещины.
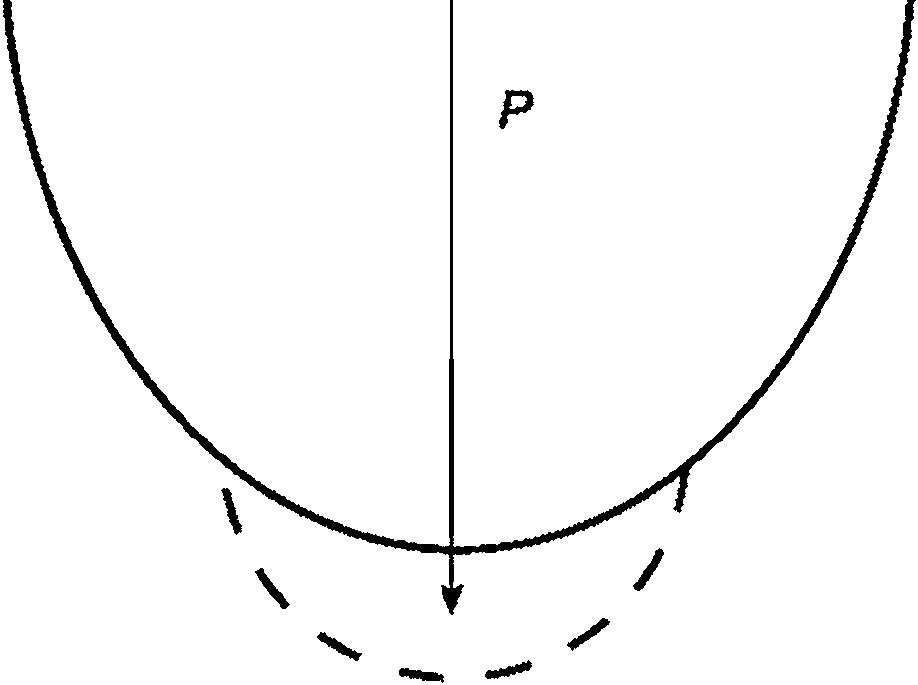
Рисунок 8 — Трещина, зародившаяся под поверхностью у основания коррозионной язвы
12.2 Вычисление скорости роста малой трещины
12.2.1 При возможности использования оптического метода измерения скорость роста малой трещины вычисляют исходя из скорости изменения длины трещины на поверхности, но при проведении испытаний в водных средах более удобно оценивать скорость роста на основе скорости изменения расчетной глубины трещины. Между этими подходами могут быть важные отличия.
При развитии малой трещины на поверхности на ее рост могут существенно влиять границы зерен или другие параметры микроструктуры металла, в результате чего возможны ситуации, когда рост замедляется при достижении трещиной микроструктурного «барьера», а затем вновь ускоряется. Тщательное изучение фотоизображений, сделанных с высоким разрешением, подтверждает такое представление. Однако, взаимодействие с микроструктурой металла на разных участках фронта трещины может быть разным, и потому наблюдатель видит усредненную (сглаженную) картину роста трещин. Данное сглаживание может проявляться в более умеренном колебании скорости роста трещины, вычисленной по результатам измерения потенциала, поскольку данный метод измерений отражает усредненное положение всего фронта трещины. Отсюда следует, что скорость роста трещины, полученная вычислениями только на основе измерений ее длины на поверхности и интерпретацией результатов этих измерений, может быть ошибочной и предпочтительно определять среднюю скорость роста трещины по всему ее фронту. При вычислении скорости роста трещины необходимо уметь отличать шумы, характерные для измерительной аппаратуры, от реальной внутренней изменчивости, связанной с колебаниями скорости роста трещины из-за ее взаимодействия с микроструктурой.
В случае проведения длительных испытаний систем материал—окружающая среда, показывающих медленный рост трещин, нет необходимости осуществлять контроль через короткие промежутки времени. Тем не менее, интервалы между последовательными измерениями размеров трещины желательно минимизировать, чтобы получать результаты измерения размеров малых трещин с достаточным разрешением, в идеальном случае до порядка значащих цифр, значительно меньшего, чем порядок размеров микроструктуры исследуемого материала. Минимальные интервалы времени между измерениями зависят от уровня шумов при измерении потенциала и от предполагаемых размеров трещины. Так например, при изучении усталостной коррозии циклическая скорость роста трещины, da/dN, может существенно зависеть от ошибок при измерениях. При циклическом росте трещины среднюю скорость роста (da)/dN вычисляют исходя из результатов двух последовательных измерений ее глубины, по формуле (в соответствии с теоремой о двух секущих)
17
ГОСТ Р 9.919—2024
da _ (gg +£г)~(а1 +£i) _ Аа As ( 1)
dW " aw ~ AW + AW ’
где a2 и а1 — результаты двух последовательных измерений размера трещины;
£2 и £1 — погрешность измерения.
Когда значение Aa/AN становится значительно мало, слагаемое Al/AN, учитывающее погрешность измерения, доминирует в величине средней скорости роста трещины. Поскольку данные по малым трещинам часто получают в условиях низкой скорости их роста, то удлинение трещины между последовательными измерениями представляет собою малую величину и результаты определения скорости роста могут быть очень нестабильны из-за погрешности измерений. Отсюда следует, что при вычислении средней скорости роста трещины ее прирост между двумя последовательными измерениями должен составлять величину, для которой уровень неопределенности проводимых измерений приемлем. Так, например, при неопределенности измерений глубины трещин 0,3 мкм прирост размера трещины 6 мкм следует считать приемлемым, поскольку он обеспечивает неопределенность оценки скорости роста трещины менее 5 %. Очевидно, что если масштаб микроструктуры металла меньше прироста размера трещины, то влияние микроструктуры на результат определения скорости роста трещины непременно снижается.
Примечание — В случаях, когда возможна маркировка фронта трещины (см. 12.1.1.2), может быть получено больше информации о локальных скоростях роста трещины в разных точках, разнесенных по фронту трещины.
13 Протокол испытаний
Протокол испытаний должен содержать следующую информацию:
а) полное описание материала, от которого отобраны образцы для испытаний, включая состав, структуру и механические свойства, а также тип продукции и толщину среза;
б) геометрию и размеры образцов;
в) метод подготовки поверхности, ее шероховатость, остаточное напряжение поверхностного слоя (при наличии), микроструктуру и твердость;
г) описание устройств и оборудования, используемых для измерения размера трещин, и точность измерений длины трещины;
д) описание испытательной камеры, поддерживающей условия окружающей среды, и оборудования, применяемого для контроля этих условий;
е) начальный состав раствора, pH, степень аэрации (или концентрацию других газов), условия подачи раствора, температуру и потенциал электродов (если он контролировался). Тип электрода сравнения, использованного для измерения электродного потенциала. Должен быть указан потенциал измерительного электрода относительно стандартного электрода (стандартного водородного электрода или насыщенного каломельного электрода при 25 °C). Для испытаний при повышенной температуре следует указать процедуру перевода измеренных значений потенциала к нормальным условиям или дать ссылку на документ, описывающий такую процедуру. Скорость потока, определяемая как скорость рециркуляции, должна быть выражена в виде приблизительной линейной скорости обтекания образца. Изменения этих параметров в процессе испытания должны быть зафиксированы;
ж) процедуры подготовки к испытанию и его запуска;
з) детали переходных режимов (включая приостановки испытания), имевших место при проведении испытания, с указанием их природы и продолжительности, а также, если применимо, с указанием соответствующей расчетной глубины трещины;
и) подробное описание дефекта, предваряющего образование трещины, и метода его нанесения;
к) описание процедуры предварительного усталостного растрескивания (если применялась), включая диапазон напряжений, их соотношение, частоту нагружения и среду, в которой проводилась эта процедура;
л) метод определения размера трещины (DCPD, ACPD, оптический или другой) с указанием разрешения и неопределенности результатов измерений;
м) метод вычисления глубины трещины;
н) скорость роста трещины и метод ее вычисления;
Рекомендуется дополнительно представить графики зависимости глубины трещины от времени для основных режимов проведенных испытаний.
18
ГОСТ Р 9.919—2024
Приложение А (справочное)
Мониторинг трещин методом, основанным на измерении изменения потенциала
А.1 Контроль роста трещин путем оценки изменения потенциала на образце широко распространен и использует подачу на образец как постоянного (метод DCPD), так и переменного (метод ACPD) токов. Метод DCPD более простой, дешевый и надежный, чем метод ACPD. Концептуальное преимущество метода ACPD, заключающееся в скин-эффекте (т. е. протекании переменного тока высокой частоты преимущественно в поверхностном слое металла), нейтрализуется необходимостью подавления высокого уровня шумов, что в оптимальных условиях метода DCPD легко достижимо.
В методах, основанных на измерении потенциала, используют заданные значения тока или потенциала, подаваемого на образец, и измеряют потенциал вблизи трещины или плоскости трещины, где потенциал меняется по мере ее роста. Поскольку значения измеряемых напряжений, как правило, находятся в диапазоне от 50 до 500 мкВ, а термоэлектрический эффект (эффект Зеебека) характеризуется разностью потенциалов в диапазоне от 1 до 25 мВ, чрезвычайно важно устранить термоэлектрический эффект путем перемены направления тока в методе DCPD или применения переменного тока, т. е метода ACPD.
Чтобы добиться максимально возможного разрешения методов, основанных на измерении потенциала, необходимо обеспечить прохождение переменного тока только через образец (например, хорошей изоляцией), очень стабильные характеристики источника питания, очень стабильные температуры испытания и атмосферы помещения, где оно проводится, очень стабильное положение точек входа тока и большое число данных, используемых для усреднения результата.
Для метода DCPD необходимы высокочувствительный интегрирующий цифровой вольтметр, многократные переключатели с низким уровнем шумов, экранированная витая пара проводов для измерителя потенциала, лабораторное оборудование, создающее минимум помех и др. Для метода ACPD необходимы высококачественный синхронный усилитель и пристальное внимание к прокладке и экранированию проводов. Стоимость и дополнительная сложность метода ACPD могут заставить отказаться от его применения, тем более, что метод DCPD при использовании интегрирующего нановольтметра обычно позволяет достичь высокого разрешения даже на этапе зарождения трещины.
Примечание — Если при измерении потенциалов зонды располагают впритык к дефекту, это ограничивает влияние скин-эффекта метода ACPD.
А.2 В методе DCPD направление тока меняют после каждой серии измерений (которая может включать как одну пару измерений, так и несколько пар), часто используя для этой цели полупроводниковый переключатель постоянного тока.
Для проведения измерений с высоким разрешением необходимы стабильный источник тока (например, обеспечивающий напряжение 8 В, ток 5 А), нановольтметр с низким уровнем шума, а также, при использовании многоканальной аппаратуры, плата переключений, работающая в нановольтном диапазоне, и полупроводниковая плата переключений постоянного тока. Для измерения низких скоростей роста трещины часто требуется усреднение сотен или тысяч данных.
Критически важно избегать применения дешевых вольтметров, осуществляющих выборку и хранение в памяти результатов замеров, которые обычно фиксируют напряжение в течение микросекунды, а затем преобразуют его в цифровой формат, поскольку их способность фильтровать шумы часто в 104—105 раз ниже, чем у качественных интегрирующих цифровых вольтметров. Для создания в лаборатории среды с низким уровнем шумов следует избегать применения мощных моторов и электроприборов, работу которых контролируют механические реле, отдавая предпочтение полупроводниковым реле.
Метод DCPD, проводимый в оптимальных условиях, способен обеспечить измерение скорости роста трещины, равной 10~9 мм/с, а иногда и на порядок ниже.
19
ГОСТ Р 9.919—2024
УДК 620.193:006:354
ОКС 77.060
Ключевые слова: металлы и сплавы, малые трещины, контроль роста трещин, оптический метод контроля роста трещин, контроль роста трещин методом измерения потенциала
Редактор Н.А. Аргунова
Технический редактор И.Е. Черепкова
Корректор О.В. Лазарева
Компьютерная верстка И.Ю. Литовкиной
Сдано в набор 10.10.2024. Подписано в печать 22.10.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 2,79. Уч-изд. л. 2,51.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}