БЗ 9-2004
ГОСТ 28565-90 (ИСО 7506-84)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ ЖАККАРДОВЫЕ
СИСТЕМА ЗАПРАВКИ АРКАТНЫХ ШНУРОВ
Издание официальное
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ
МАШИНЫ ЖАККАРДОВЫЕ Система заправки аркатных шнуров
Jacquard machines. System of harnesses drawing-in
СТАНДАРТ
ГОСТ
28565-90
(ИСО 7506-84)
МКС 59.120.30 ОКП 51 1282
Дата введения 01.07.91
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает систему в порядке уборки аркатных шнуров на жаккардовых машинах. Он касается жаккардовых машин, набивных кассейных досок и направляющих аркатных шнуров для изготовления ткани, лицевая сторона которой расположена наверху ткацкого станка.
Настоящий стандарт не распространяется на оборудование жаккардовых машин со специфическим контуром отверстий (например, симметричный контур аркатных шнуров), где стандартный контур отверстий, крючков и аркатных шнуров не контролирует первые нити основы, но это определяется особым типом применяемого оборудования.
Настоящий стандарт не может быть полностью применен к машинам коврового ткачества, где некоторые полные ряды шнуров жаккардовой машины не спускаются прямо к таким же рядам кассейной доски, а полные ряды шнуров, проходящие накрест жаккардовой машины, должны возвращаться накрест к кассейной доске. Ссылки, сделанные по уборке аркатных шнуров, относятся к полным рядам крючков для создания большей чистоты.
ОСНОВНЫЕ ПОЗИЦИИ
На ткацком станке предусмотрены четыре способа ориентации для жаккардовой машины, согласно направлению карт, которые имеют следующие позиции:
а) осевая позиция (в таком случае ось цилиндра карты параллельна берду):
передняя позиция, где карта расположена перед ткацким станком;
задняя позиция, где карта расположена за задней частью ткацкого станка;
б) боковая позиция (здесь ось цилиндра карты перпендикулярна берду);
правосторонняя позиция, когда карта расположена над правой стороной ткацкого станка;
левосторонняя позиция, когда карта расположена над левой стороной ткацкого станка.
Выражение «скрещенный» аркатный шнур применяется, когда карты находятся в боковой
позиции, в случае, когда карты расположены в осевой позиции, ведущий рабочий аркатный шнур описывается как открытый шнур. Если оборудование работает на основе открытого шнура, возможно применение следующих двух систем:
1 — позиция карты спереди—слева—справа;
2 — позиция карты сзади—слева—справа.
При этих системах следующие элементы соответствуют первому ряду основы рисунка слева (основа — одна нить на линии):
а) первый контур отверстия на жаккардовой машине;
б) первый крючок со своей иглой;
в) первый аркатный шнур;
г) первое отверстие аркатного шнура в кассейной доске;
д) первая нить основы в повторении.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1990 © Стандартинформ, 2005
3. СИСТЕМА 1. ПОЗИЦИЯ КАРТЫ СПЕРВДИ—СЛЕВА—СПРАВА ЗЛ. Нумерация жаккардовых карт
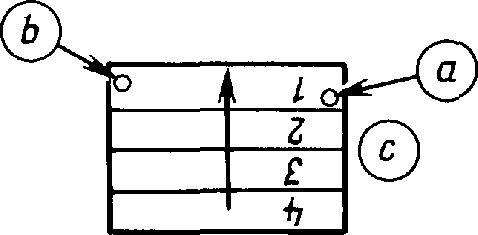
Жаккардовые карты нумеруют вблизи правого края. Номер жаккардовой карты соответствует номеру уточной линии на чертеже. Если просеченная карта расположена впереди оператора, так что номер карты виден справа, то первый контур отверстия будет находиться слева сзади, а последний контур отверстия — справа спереди (черт. 1).
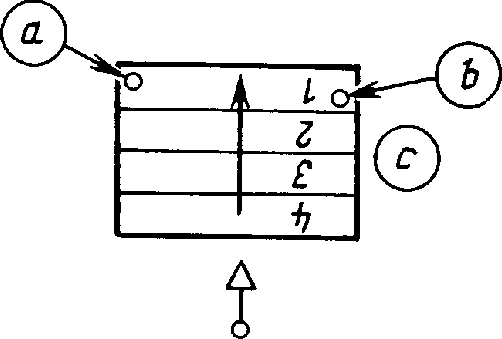
Позиция оператора
а — первый контур отверстия; b — последний контур отверстия; с — представленная сторона
Черт. 1
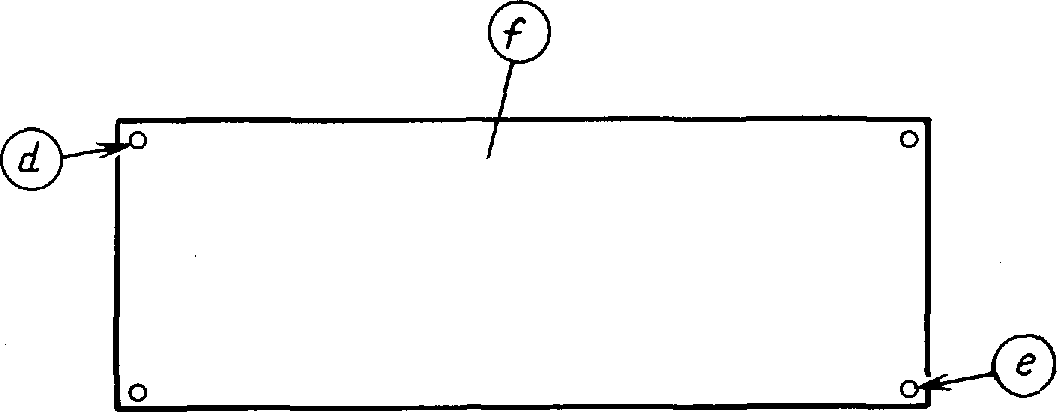
3.2. Нумерация отверстий аркатных шнуров
Если смотреть вниз на кассейную доску со стороны оператора, то первое отверстие для аркатного шнура будет слева сзади, а последнее — справа спереди (черт. 2).

t
Позиция оператора
d — первое отверстие для шнура; е — последнее отверстие для шнура; /— кассейная доска
Черт. 2
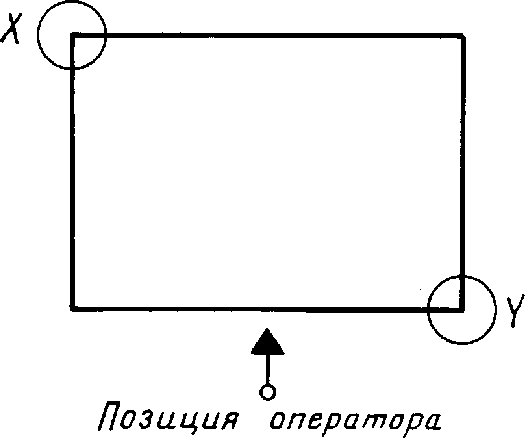
3.3. Нумерация крючков
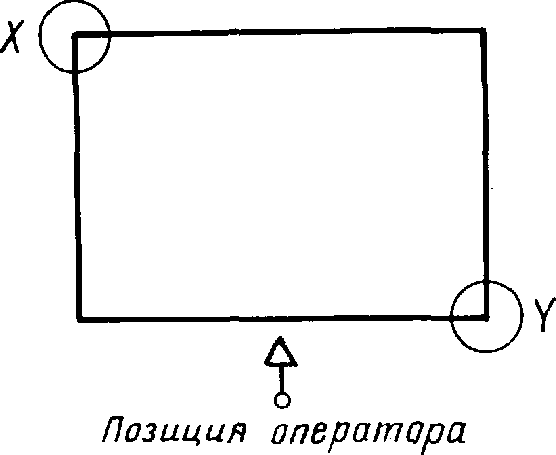
Если глядеть вниз на рамную доску со стороны оператора, то первый крючок будет находиться слева сзади для регулирования первого аркатного шнура в раппорте вытяжки шнура, а последний — справа впереди для регулирования последнего аркатного шнура в раппорте вытяжки шнура (черт. 3).
Рамная доска
Тип А
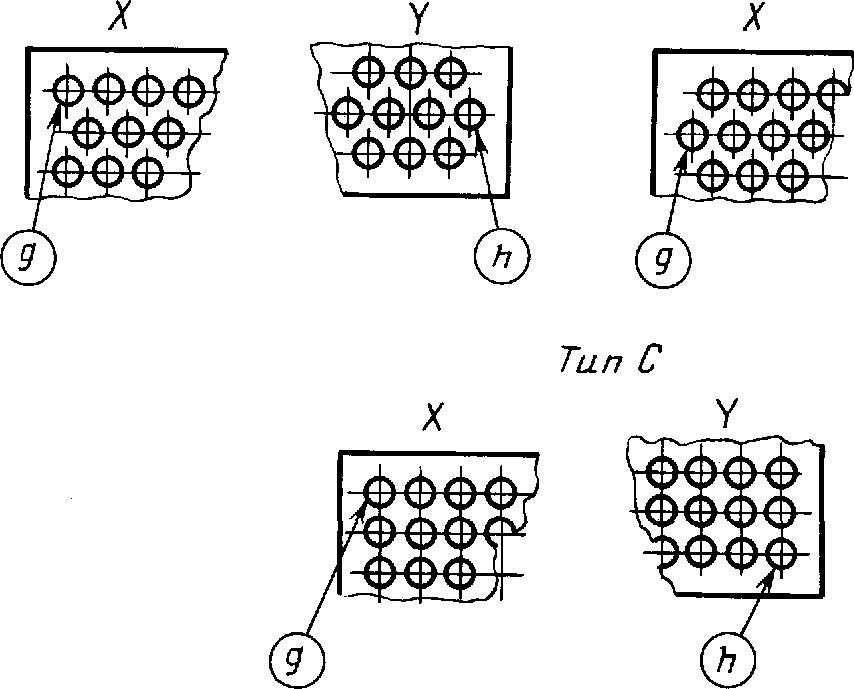
Тип В
У
g — для первого крючка; h — для последнего крючка Черт. 3
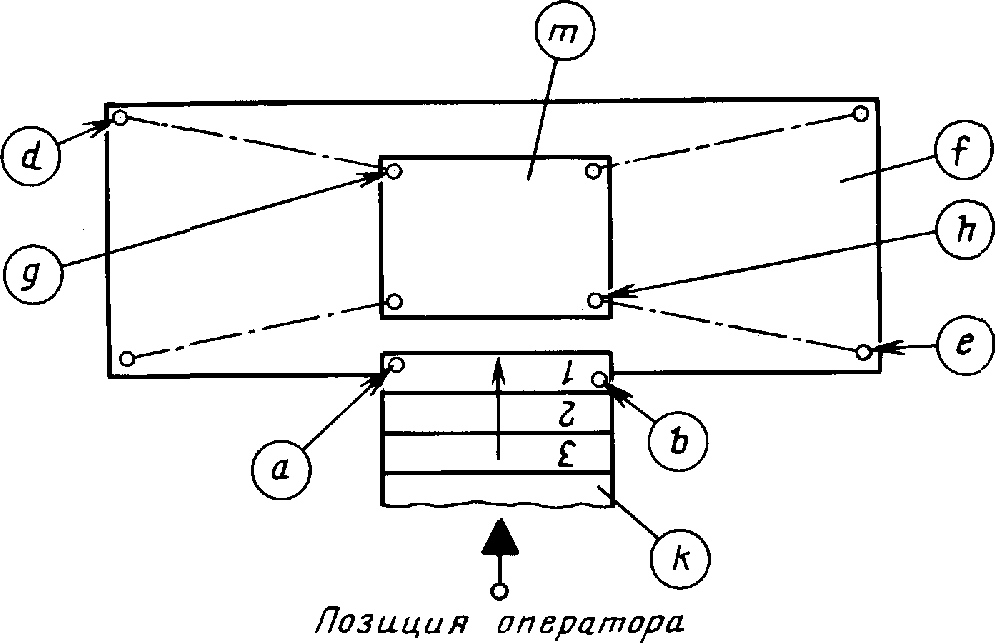
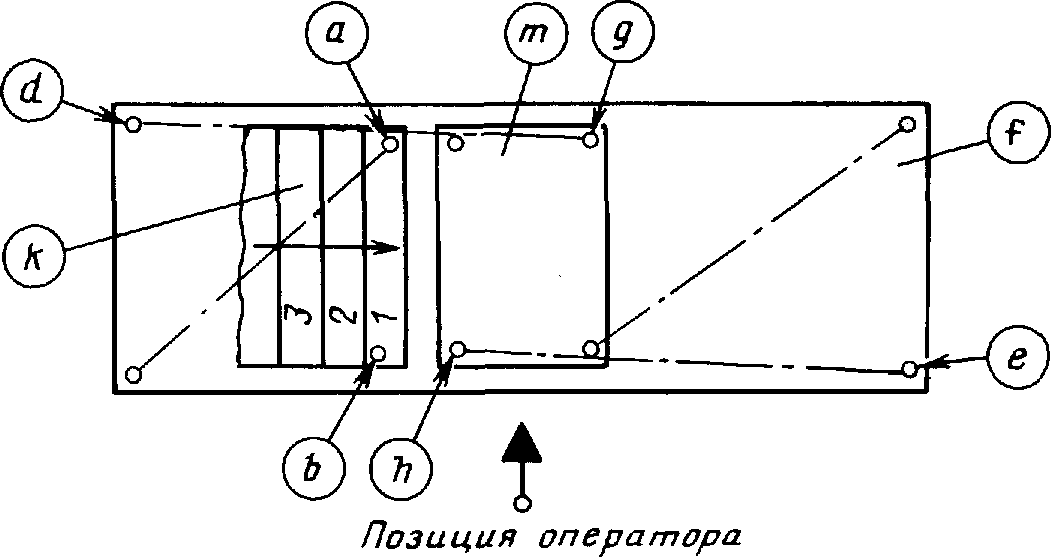
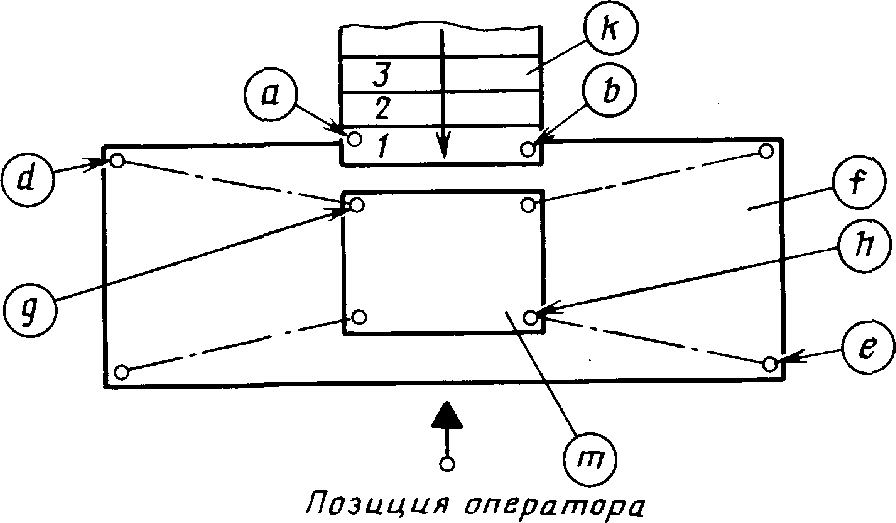
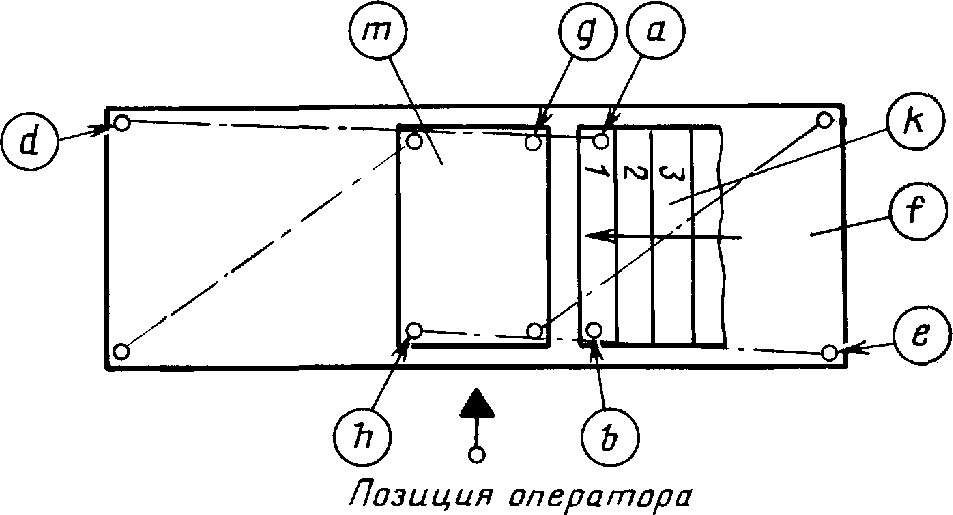
3.4. Схема уборки шнуров
а — первое отверстие контура; b — последнее отверстие контура; d — первое отверстие для шнура; е — последнее отверстие для шнура;
/— кассейная доска; g — первый крючок; h — последний крючок; к — карты жаккардовой машины; т — рамная доска.
Примечание. Эти ссылки соответствуют трем позициям карты, указанным в пи. 3.4.1—3.4.3. 3.4.1. Позиция карты спереди
Черт. 4
3.4.2. Позиция карты слева
Черт. 5
3.4.3. Позиция карты справа
Черт. 6
4. СИСТЕМА 2. ПОЗИЦИЯ КАРТЫ СЗДДИ-СЛЕВА-СПРАВА
4.1. Нумерация жаккардовых карт
Жаккардовые карты нумеруют вблизи правого края. Номер жаккардовой карты соответствует номеру уточной линии на рисунке. Если просеченная карта расположена перед оператором так, что номер карты виден справа, то первый контур отверстия будет находиться справа спереди, а последний контур отверстия — слева сзади (черт. 7).
t
Позиция оператора
а — первый контур отверстия; b — последний контур отверстия; с — представленная сторона
4.2. Нумерация отверстий аркатных шнуров
Если смотреть вниз на кассейную доску со стороны оператора, то первое отверстие для аркатного шнура будет находиться слева сзади, а последнее — справа спереди (черт. 8).
t
Позиция оператора
d — первое отверстие для шнура; е — последнее отверстие для шнура; / — кассейная доска
Черт. 8
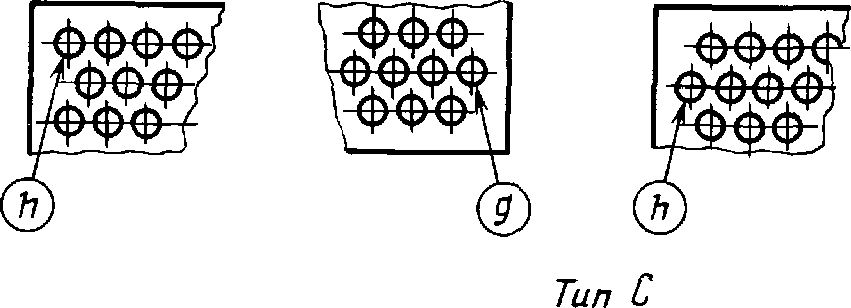
4.3. Нумерация крючков
Если смотреть на рамную доску со стороны оператора, то первый крючок будет находиться слева сзади для регулирования первого аркатного шнура в раппорте вытяжки шнура, а последний — справа спереди для регулирования последнего аркатного шнура в раппорте вытяжки шнура (черт. 9).
Рамная доска
X
Тип А
X
У
&
<НН>
оо
Тип В
У
MW
ш
g — для первого крючка; h — для последнего крючка
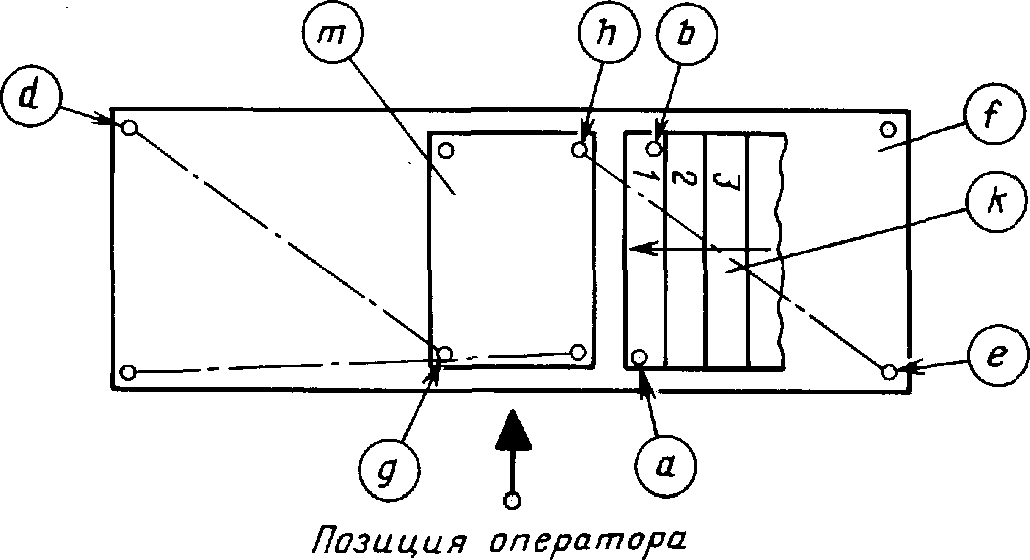
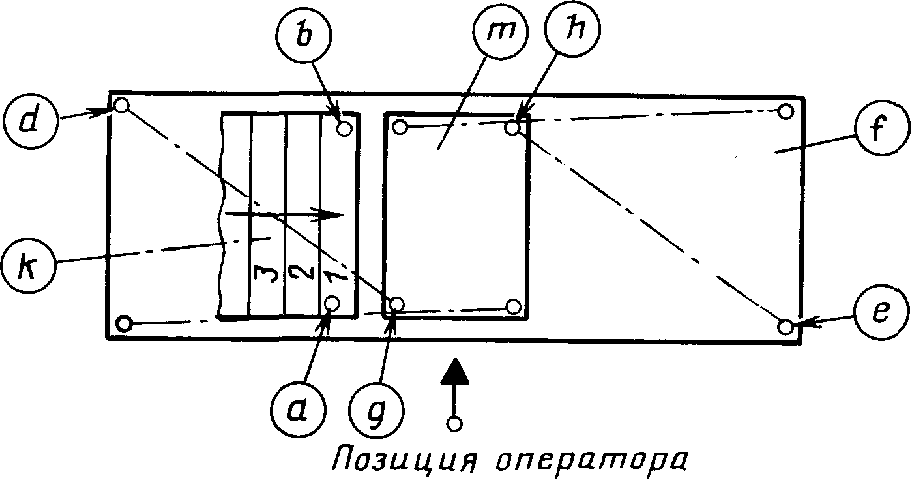
4.4. Схема уборки шнуров
а — контур первого отверстия; b — контур последнего отверстия; d — отверстие первого шнура; е — отверстие последнего шнура;
/ — кассейная доска; g — первый крючок; h — последний крючок; к — карты жаккардовой машины; т — рамная доска.
Примечание. Эти ссылки соответствуют трем позициям карты, указанным в пп. 4.4.1—4.4.3. 4.4.1. Вид сзади
Черт. 10
4.4.2. Позиция карты слева
Черт. 11
4.4.3. Позиция карты справа
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
2. Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 28.05.90 № 1323 международный стандарт ИСО 7506—84 «Машины жаккардовые. Система заправки аркатных шнуров» введен в действие непосредственно в качестве государственного стандарта СССР с 01.07.91
3. ВВВДЕН ВПЕРВЫЕ
4. ПЕРЕИЗДАНИЕ. Июль 2005 г.
Редактор М.И. Максимова Технический редактор В.Н. Прусакова Корректор М.С. Кабашова Компьютерная верстка И.А. Налейкиной
Сдано в набор 08.08.2005. Подписано в печать 22.08.2005. Формат 60 х 84*/8- Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ.л. 0,93. Уч.-изд.л. 0,50. Тираж 50 экз. Зак. 616. С 1711.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4.
Набрано во ФГУП «Стандартинформ» на ПЭВМ
Отпечатано в филиале ФГУП «Стандартинформ» — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
{kind=link}