ГОСТ Р 50125-92
(ИСО 5235-77)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАШИНЫ ТЕКСТИЛЬНЫЕ И ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ. КОЛЬЦЕПРЯДИЛЬНЫЕ И РОВНИЧНЫЕ МАШИНЫ. ВЕРХНИЕ И НИЖНИЕ РЕМЕШКИ
РАЗМЕРЫ
Издание официальное
БЗ 5—92/618
ГОССТАНДАРТ РОССИИ Москва
УДК 677.054.844.87.001.24:006.354
Группа Г62
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАШИНЫ ТЕКСТИЛЬНЫЕ И ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ. КОЛЬЦЕПРЯДИЛЬНЫЕ И РОВНИЧНЫЕ МАШИНЫ. ВЕРХНИЕ И НИЖНИЕ РЕМЕШКИ
ГОСТ Р
50125—92
(ИСО 5235—77)
Размеры
Textile machinery and accessories. Ring-spinning frames and speedframes. Top and bottom aprons. Dimensions
ОКП 96 7132
Дата введения 01.07.93
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает размеры верхних и нижних ремешков для кольцепрядильных и ровничных машин, изго товляемых из эластичных материалов с практически нерастягн-вающейся текстильной основой, а также способы измерения, ко торые применяют для проверки ремешков.
Требования настоящего стандарта являются обязательными, кроме установленных в пп. 4.2.2.3 и 4.3.
2. СИМВОЛЫ И ОБОЗНАЧЕНИЯ РЕМЕШКОВ ПРИ ОФОРМЛЕНИИ
ЗАКАЗА
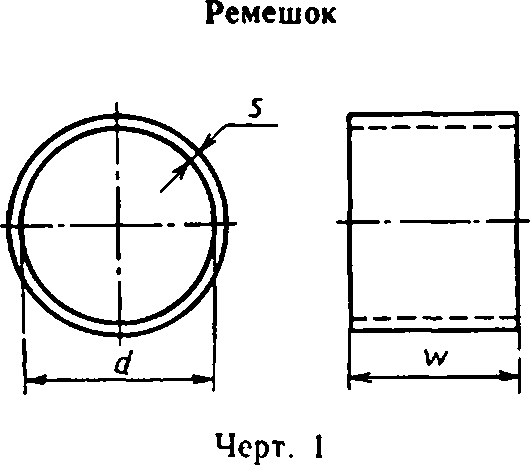
2.1. Си мвол ы (черт. 1)
d — внутренний диаметр;
tei — ширина;
s — толщина.
Издание официальное
© Издательство стандартов, 1992
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта России
2.2. Обозначение ремешка при оформлении заказа
Пример обозначения ремешка с внутренним диаметром 37 мм, шириной 30 мм и толщиной 1 мм:
Ремешок 37x30x1 ГОСТ Р 50125—92
3. РАЗМЕРЫ
3.1. Верхние ремешки (табл. 1—3).
Таблица 1
Внутренний диаметр
мм
Рекомендуемые значения2 | Допуски’ | |
До 48 включ. | 30; 32; 34; 36; 37; 38; 39; 40; 42; 44; 46; 48 | 0,3 |
Св. 48 до 65 включ. | 50; 52,5; 55; 57,5; 60; 62,5; 65 | 0,4 |
Св. 65 до 90 включ. | 70; 75; 80; 85; 90 | 0.5 |
Св. 90 до 110 включ. | 95; 100; 110 | 0.8 |
Св. 110 | Увеличение на 10 мм | 1.0 |
Таблица 2
Ширина
мм
W | Пред, откл.3 |
26; 28; 30; 32; 34; 36; 38; 40; 45; 50; 55; 60 | -0,5 |
65; 70; 80; 90; 100 | — 1.0 |
Св. 100 увеличение на 10 мм | -1% |
Таблица 3 | |
Толщина | |
мм | |
$ | Допуск |
0,8; 0,9; 1,0; 1,1; 1.2; 1.5 | 0,1 |
1 Значения диаметра d следует рассматривать как номинальные, так как диаметры ремешков, поставляемых различными изготовителями, могут незначительно различаться согласно рекомендациям. Однако каждый поставщик должен изготавливать ремешки рекомендуемого размера в пределах допусков., указанных в табл. 1.
2 Значения для вновь разрабатываемых вытяжных систем.
3 Для нижних ремешков, работающих на фиксированных центрах без само-устанавлнвающегося натяжного приспособления (например клеточки), используют допуски и отклонения, данные в табл. 1—3.
3.2. Нижние ремешки (табл. 4—6).
Таблица 4
Внутренний диаметр
мм
d' | Рекомендуемые размеры3 | Допуски3 |
До 90 включ. | 65; 70; 75; 80; 85; 90 | 2,0 |
Св. 90 до 140 включ. | 95; 100; ПО; 120; 130; 140 | 3.0 |
Св. 140 до 160 включ. | 150; 160 | 4,0 |
Св. 160 | Увеличение на 20 мм |
Таблица 5
Ширина
мм
Пред, откл?
28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 55;
60; 65; 70; 80; 90; 100
Св. 100 увеличение на 10 мм
-1%
Таблица 6
Толщина
мм
Допуск
0,8; 0,9; 1,0; 1.1; 1.2; 1,5; 2,0
0.1
1 Значения диаметра d следует рассматривать как номинальные, так как диаметры ремешков, поставляемых различными изготовителями, могут незначительно различаться согласно рекомендациям. Однако каждый поставщик должен изготавливать ремешки рекомендуемого размера в пределах допусков, указанных в табл. 4.
2 Значения для вновь разрабатываемых вытяжных систем.
3 Для нижних ремешков, работающих на фиксированных центрах без само-устанавливающегося натяжного приспособления (например клеточки), допуски и отклонения должны быть как для верхних ремешков. Если не указывается положение ремешка (т. е. верхний он или нижний), его считают верхним.
4. СПОСОБЫ ИЗМЕРЕНИЯ РЕМЕШКОВ
4.1. Измерительные инструменты
Ремешки измеряют:
а) внутренний диаметр d—конусом с 1%-ным скосом пли раздвижным шаблоном;
б) ширину w — линейкой;
в) толщину s — толщиномером с круговой шкалой.
Примечание. Стандартом приняты два основных способа измерения внутреннего диаметра ремешков: при помощи конуса с 1 %-ным скосом (п. 4.2.1) и раздвижным шаблоном (п. 4.2.2). Так как у каждого способа есть своп преимущества. выбирать их нужно, согласуясь с условиями испытания. Вид испытания указывает изготовитель ремешков.
4.2. Проверка внутреннего диаметра
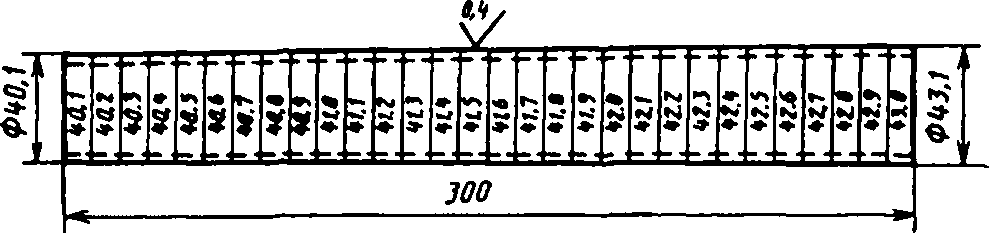
4.2.1. Конус
4.2.1.1. Материал и размеры (черт. 2).
Конус изготавливают из трубки алюминиевого сплава (например соединение А1—Mg—Si), имеющей тщательно обработанную полированную поверхность № 5, эквивалентную Ra 0,4 (ГОСТ 2.309) с электролитической обработкой (например электролитическое оксидирование).
Внешние размеры конуса должны быть такими, чтобы он имел скос в 1 % на диаметр. Хотя длина шаблона может быть любой, наиболее удобной является длина 300 мм, что дает разницу по диаметру 3 мм на концах. Поверхность должна быть промаркирована через каждые 10 мм длины с указанием диаметров с прибавкой 0,1 мм.
4.2.1.2. Приемы проверки конусом
Конус вставляют так, что ремешок проходит через малый диаметр сверху. Ремешок надевают двумя пальцами на калибр до достижения своего размера, где он останавливается. Тогда размер можно легко прочесть на конусе по нижнему краю ремешка.
4.2.2. Раздвижной шаблон
4.2.2.1. Принцип
Этот инструмент представляет собой два параллельных выступа (штифта): неподвижный и подвижный, вокруг которых пропускают ремешок. Подвижный выступ (штифт) отодвигается на определенное расстояние от закрепленного выступа (штифта), что дает возможность измерить внутреннюю окружность ремешка, когда он будет натянут до нужных пределов, указанных в табл. 7. При помощи переходных коэффициентов эти значения могут быть преобразованы в значения измерения диаметра.
4.2.2.2. Рекомендуемые технические данные
а) длина выступа — 70 мм;
б) диаметр выступа — 12,5 мм.
Пример суживающегося конуса
Черт. 2
4.2.2.3. Натяжение ремешков во время измерения.
Натяжение ремешков во время измерения его внутреннего диаметра зависит от его ширины и толщины. Значения табл. 7 можно использовать для определения стандартного натяжения.
Таблица 7
Применяемые натяжения
Ширина, мм | 0.7 до 1.1 | Натяжение при толщине $, И* | 1.5 | ||
1.2 | 1.3 | 1.4 | |||
От 27 до 35 | 13 | 14 | 15 | 16 | 17 |
Св. 35 до 45 | 16 | 17 | 18 | 19 | 20 |
Св. 45 до 55 | 19 | 20 | 21 | 22 | 23 |
Св. 55 до 65 | 22 | 23 | 24 | 25 | 26 |
♦ 1 Н=0,102 кгс.
4.3. Измерение ширины
Ширину ремешка измеряют линейкой поперек его поверхности,
4.4. Измерение толщины
Толщину ремешка измеряют толщиномером с круговой шкалой, имеющим гладкую поверхность с минимальной площадью контакта 30 мм2 и производящим давление в 50 000 Па (5 Н/см2). Предел действия толщиномера должен быть достаточным, чтобы измерить все части ремешка в плоском ровном состоянии без деформации.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом ТК 314 «Текстильные машины и оснастка»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 07.08.92 № 913
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 5235-—77 «Машины текстильные и вспомогательное оборудование. Кольцепрядильные и ровничные машины. Верхние и нижние ремешки» и полностью ему соответствует
3. Срок проверки 1997 г., периодичность проверки — 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
4 2 1.1
ГОСТ 2.309—73
Редактор В.М. Лысенкина Технически» редактор В. И. Прусакова Корректор Р. Н. Корчагина
Сдано в наб 08 09 92 Подп в печ. 21.10.92 Усл п л 0.5 Усл кр.-отт. 0.5 Уч нзд л. 0.43 Тяр. 87 экз.
Ордена «Знак Почета» Издательство стандартов, 123557. Москва, ГСП, Новопресненскнй пер., 5 Тип. «Московский печатник». Москва, Лялин пер.. 6. Зак. 1483
{kind=link}