Группа Ж36
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОВШИ ДЛЯ ОТДЕЛОЧНЫХ РАБОТ Технические условия Scoops for finishing works.
Specifications
ГОСТ
7945—86
ОКП 48 3320
Дата введения 01.01.87
Настоящий стандарт распространяется на строительные ковши {далее — ковши)» применяемые для штукатурных, малярных, кровельных и других работ.
!• ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ковши в зависимости от назначения должны изготовляться следующих типов:
КШ — ковш штукатурный;
КМ — ковш мастичный.
1.2. Основные размеры и масса ковшей должны соответствовать указанным на черт. 1—5 и в табл. L
1.3. Предельные отклонения размеров, не указанные на чертежах, должны соответствовать:
— для чаши — 14-му квалитету по ГОСТ 25347;
— для деревянных ручек —- 16-му квалитету по ГОСТ 6449.5;
— для пластмассовых ручек — 14-му квалитету по ГОСТ
25349.
Издание официальное
Перепечатка воспрещена
Ковш штукатурный. Тип КШ Исполнение 1
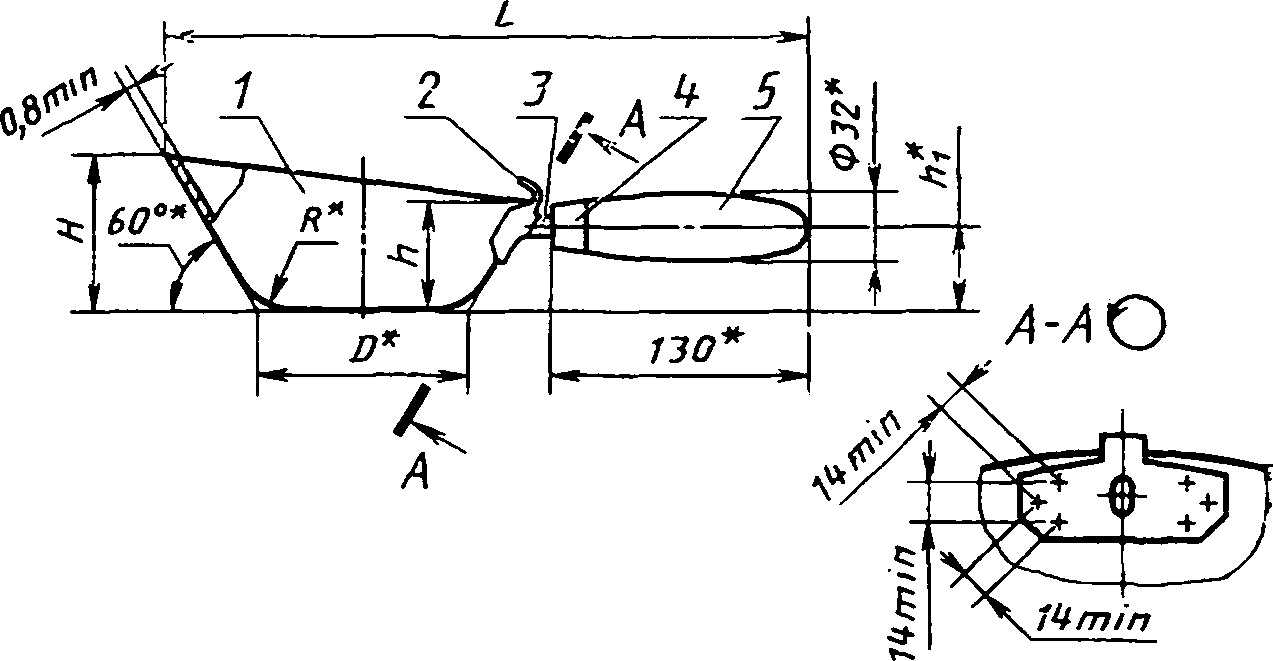
/—чаша; 2—пластина; 3—стержень; 4—колпачок; 5—ручка
Черт. 1
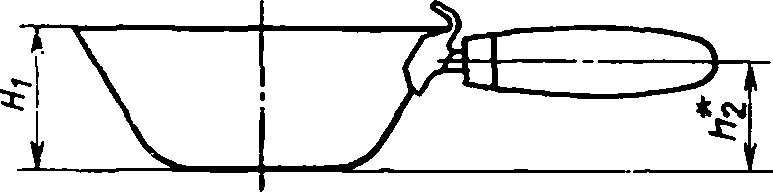
Исполнение 2
Остальное — см. исполнение I
* Размеры для справок.
Черт. 2
Таблица 1
Размеры в мм
Типоразмер | Вмести- 1 мость, л | L ±5 | о | я | я. | h | ь. | hi | К | Масса, кг, не более |
КШ 0.6 | 0,6 | 280 | 75 | 80 | 65 | 53 | 31 | 50 | 30 | 0,35 |
КШ 0,8 | 0,8 | 300 | 100 | 70 | 60 | 50 | 40 | 45 | 50 | 0,40 |
КШ 1,0 | 1,0 | 320 | по | 80 | 70 | 55 | 44 | 55 | 55 | 0,45 |
Н
Ковш мастичный. Тип КМ
Исполнение 1
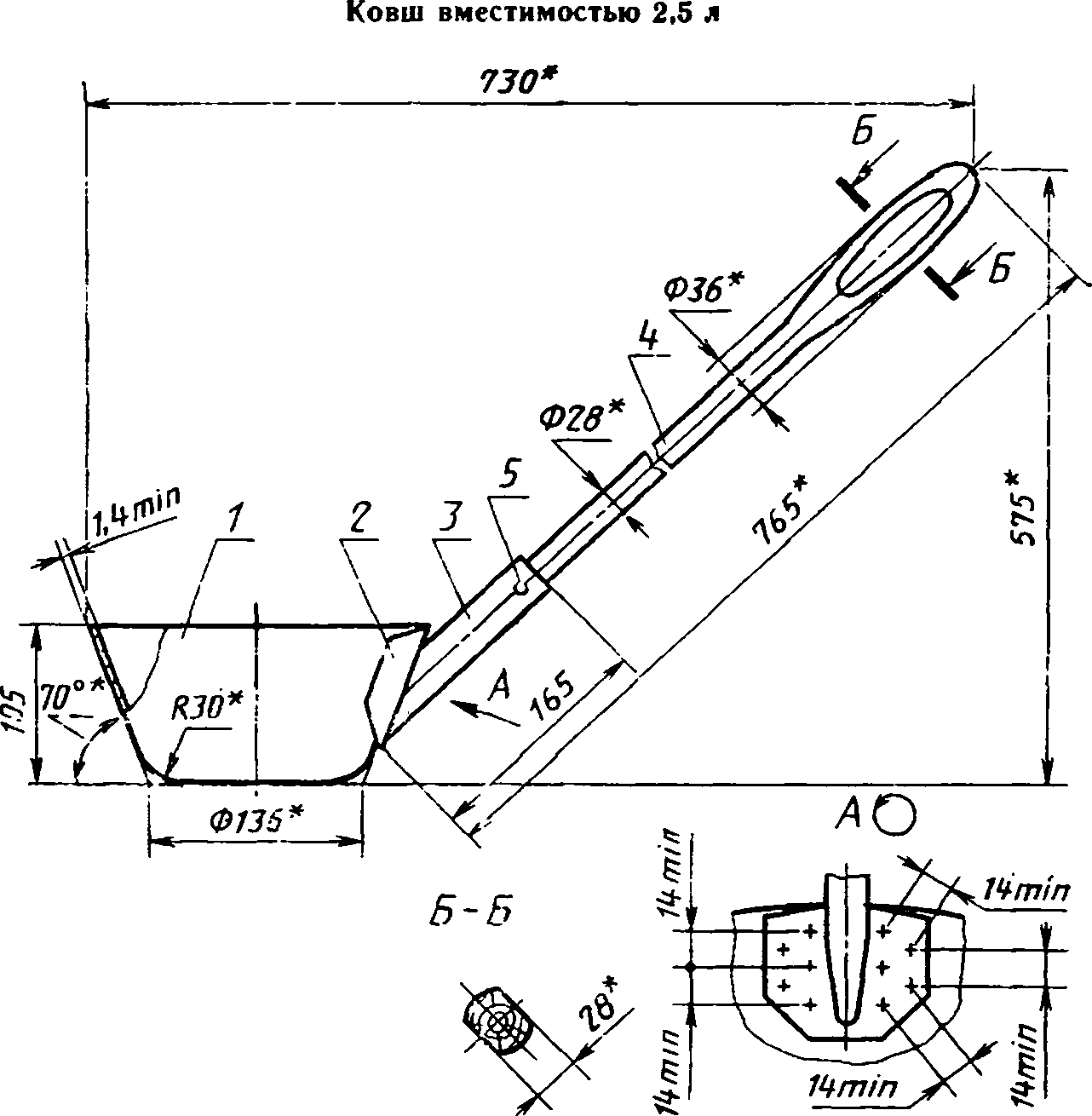
Ковш вместимостью 1 л
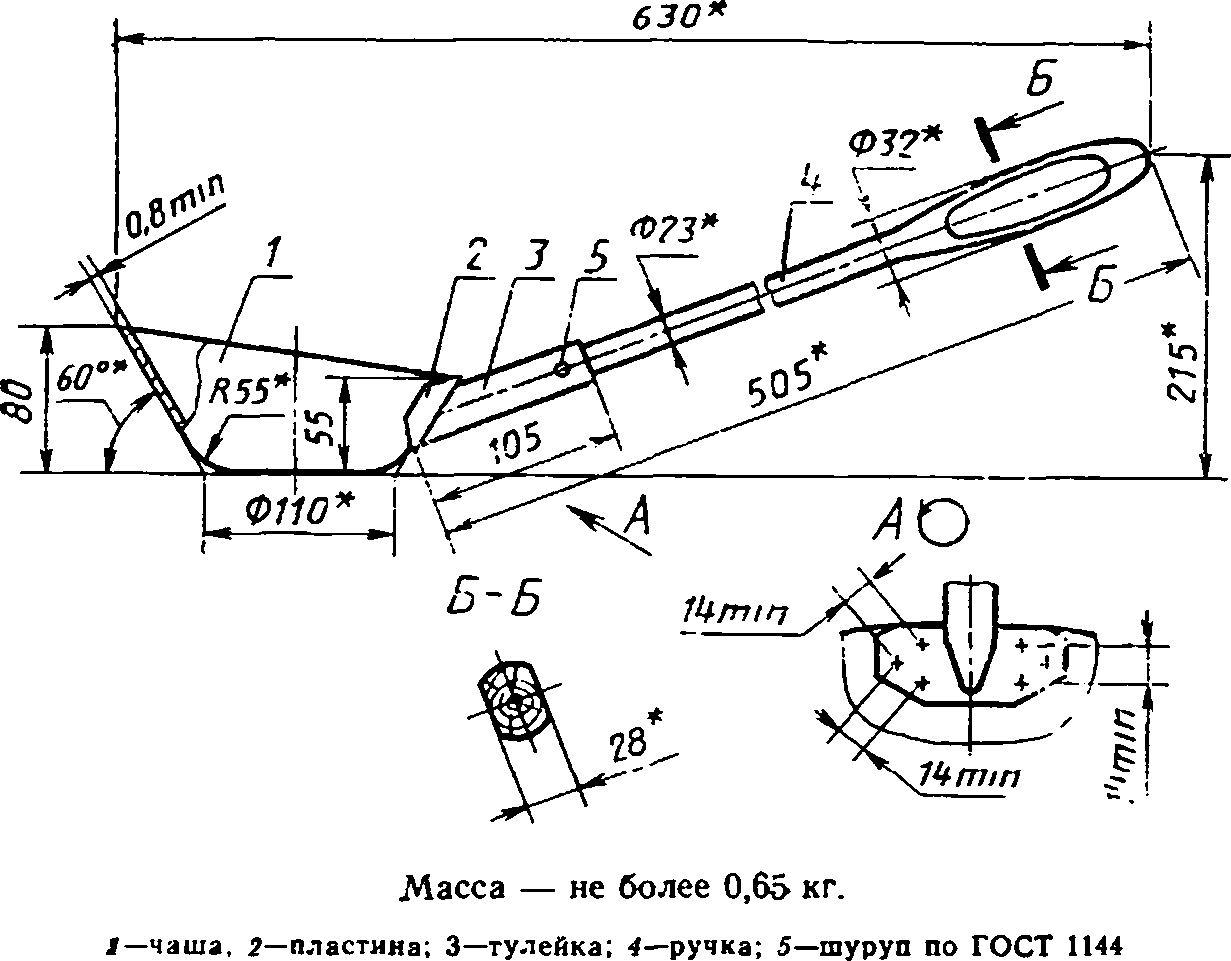
Черт. 3
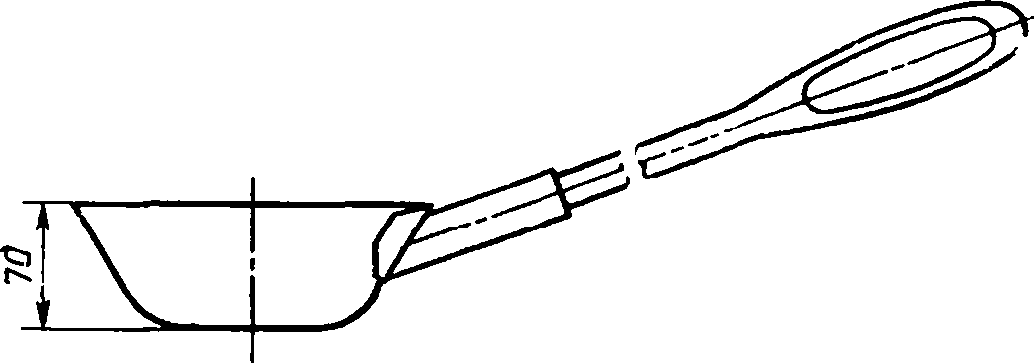
Исполнение 2
Остальное — см. исполнение 1
* Размеры для справок.
Масса — не более 1,9 кг.
* Размеры для справок.
/—ковш; 2—пластина; 3—тулейка; ручка, 5—шуруп по ГОСТ 1144
Черт. 5
Пример условного обозначения ковша типа КШ вместимостью 0,6 л исполнения 1:
КШ 0,6—1 ГОСТ 7945—86
То же, типа КМ вместимостью 2,5 л:
КМ 2,5 ГОСТ 7945—86
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ковши должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам-эталонам, согласованным с базовой организацией по стандартизации и утвержденным в установленном порядке.
2.2. Детали ковшей должны быть изготовлены из материалов, указанных в табл. 2.
Таблица 2
Наименование детали Матеоиал
Чаша, пластина, колпачок | Сталь марок 08кп, С8пс, 08, Юпс, 10, 15кп, 15пс, 15 по ГОСТ 1050 или сталь марок Ст1, Ст2, СтЗ по ГОСТ 380 всех способов раскисления |
Стержень | Сталь марок 20, 30, 35, 40 по ГОСТ 1050 или сталь марок Ст1, Ст2, СтЗ по ГОСТ 380 всех способов раскисления |
Тулейка | Сталь марок 10, 20 по ГОСТ 1050 |
Ручка штукатурных ковшей | Пиломатериалы твердых лиственных пород по-ГОСТ 2695 или ударопрочные пластмассы, выпускаемые по нормативно-технической документации |
Ручка мастичных ковшей | Пиломатериалы твердых листзенных пород по ГОСТ 2695 |
Примечание. Листовая сталь для изготовления чаши, пластины и колпачка должна соответствовать требованиям ГОСТ 16523 в части нормируемых показателей — 1-й категории, II группе для холоднокатаной и III группе для горячекатаной стали, а также вытяжке Г для чаши и колпачка.
2.3. Металлические детали ковша не должны иметь вмятин, раковин, заусенцев, острых кромок, следов коррозии, окалины, механических повреждений, трещин, морщин.
2.4. Деревянные ручки ковшей не должны иметь трещин, гнили, прорости и червоточин.
Допускается не более двух здоровых сросшихся сучков диаметром не более 10 мм. Остальные пороки не должны превышать норм, установленных ГОСТ 2695 для пиломатериалов 1-го сорта.
2.5. Влажность древесины ручек не должна быть более 12 %.
2.6. Пластмассовые ручки не должны иметь грата вздутий, коробления, сколов, трещин, раковин, холодных стыков.
2.7. Пластмассовые ручки должны иметь фактурную отделку.
2.8. Зазор между пластиной и чашей не должен быть более 1,5 мм.
2.9. Колпачок должен быть плотно насажен на ручку. В месте сопряжения колпачка и ручки не должно быть зазора и выступов колпачка над поверхностью ручки.
Примечание. На пластмассовых ручках колпачки не устанавливаются.
2.10. Пластина со стержнеги или тулейкой должна соединяться электродуговой или газовой сваркой сплошным швом с высотой катета не менее 1,5 мм.
Пластина с чашей должна соединяться контактной точечной сваркой в виде двух узлов, состоящих не менее чем из трех точек.
2.11. Сварные швы не должны иметь трещин, выплесков, вмятин, наружных пор, оплавленной поверхности деталей.
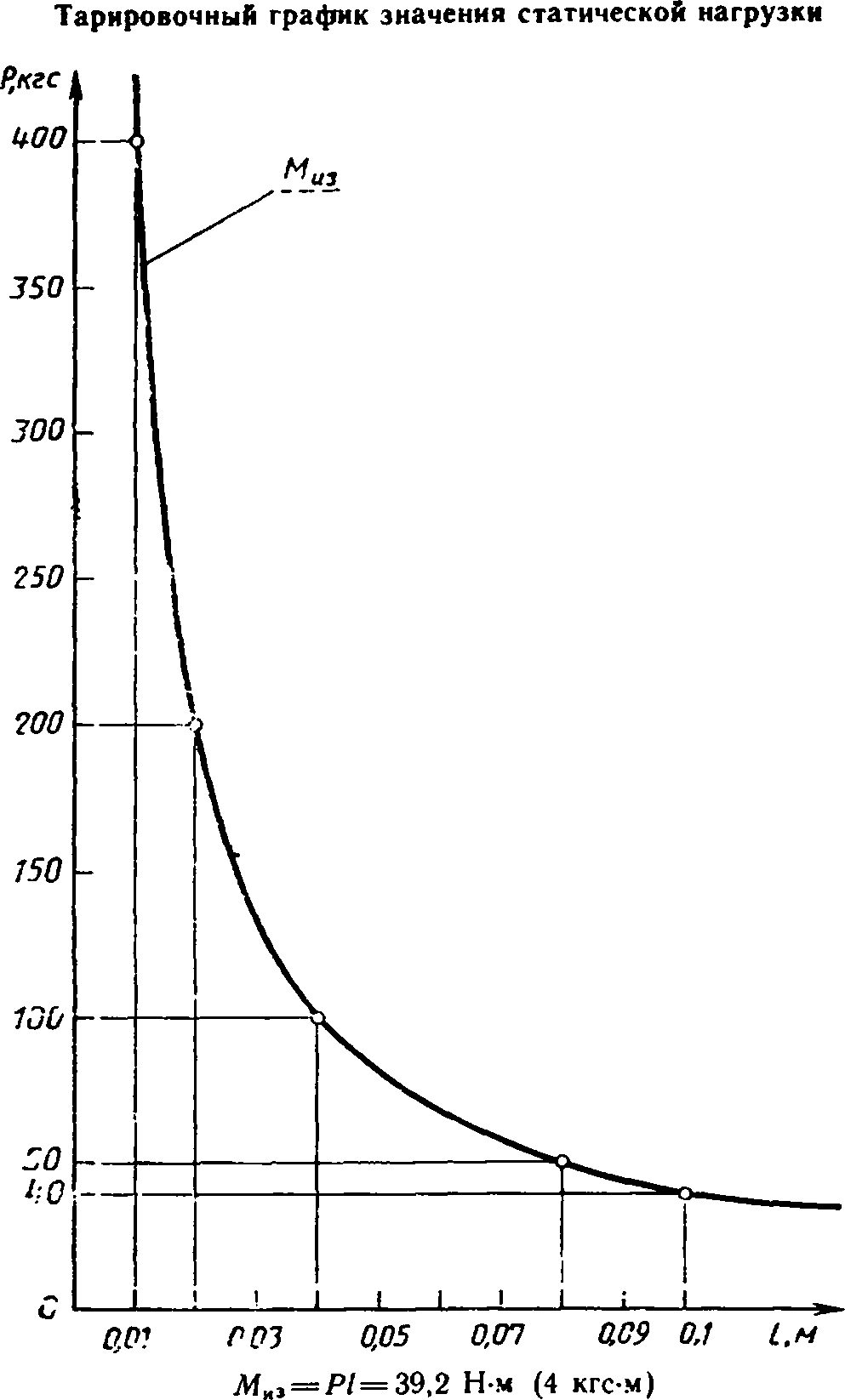
2.12. Сварное соединение пластины с чашей, а также пластины со стержнем или тулейкой должно выдерживать сопротивление изгибающему моменту Мизг, равному 39,2 Н м (4 кгс-м).
2.13. Ручки штукатурных ковшей должны быть плотно насажены на стержни и выдерживать стягивающее усилие Рст не менее:
735 Н (75 кгс) — для деревянных ручек;
490 Н (50 кгс) — для пластмассовых ручек.
2.14. Ручки мастичных ковшей должны быть плотно насажены в тулейке и закреплены шурупами (по ГОСТ 1144) диаметром 3 или 4 мм, длиной 15—20 мм.
2.15. Ручки штукатурных и мастичных ковшей должны выдерживать сопротивление крутящему моменту не менее 9,8 Н-м (1 КГС’М).
2.16. Допуск соосности ручки относительно оси симметрии чаши должен быть:
3 мм — для штукатурных ковшей;
5 мм — для мастичных ковшей.
2.17. Металлические детали ковшей должны иметь защитное покрытие по ГОСТ 9.306. Выбор покрытия — по ГОСТ 9.303 для группы условий эксплуатации 3 по ГОСТ 15150.
Для металлических деталей ковшей допускается лакокрасочное покрытие.
2.18. Деревянные ручки должны быть окрашены нитроэмалями ярких тонов или покрыты светлым нитролаком по ГОСТ 4976.
2.19. Лакокрасочные покрытия должны соответствовать классу IV по ГОСТ 8.032 и условиям эксплуатации по группе У1 ГОСТ 9.104.
3. ПРАВИЛА ПРИЕМКИ
3.1. Ковши должны быть приняты техническим контролем предприятия-изготовителя.
3.2. Прием и поставку ковшей производят партиями. Размер партии устанавливается соглашением поставщика с потребителем.
Партия должна состоять из ковшей одного типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
3.3. При проверке ковшей на соответствие техническим требованиям настоящего стандарта (за исключением пп. 2.2, 2.12, 2.13, 2.15) применяют двухступенчатый контроль в соответствии с табл. 3.
Таблица 3
Размер партии, шт. | Ступень контроля | Объем одной выборки, мм | Объем двух выборок, шт. | Приемочное число | Браковочное число |
51—90 | Первая Вторая | 8 | 16 | 0 1 | 2 2 |
91—150 | Первая Вторая | 13 | 26 | 0 3 |
|
151—280 | Первая Вторая | 20 | 40 | 1 4 |
|
281-500 | Первая Вторая | 32 | 64 | 2 6 | 5 7 |
501—1200 | Первая | 50 | 100 | 3 | 7 |
Вторая | 8 | 9 |
3.4. Партию ковшей принимают, если количество дефектных ковшей в первой выборке меньше или равно приемочному числу, и бракуют без назначения второй выборки, если количество дефектных ковшей больше или равно браковочному числу.
Если количество дефектных ковшей в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию ковшей принимают, если количество дефектных ковшей в двух выборках меньше или равно приемочному числу, и бракуют, если количество дефектных изделий в двух выборках больше или равно браковочному числу.
3.5. Для проверки ковшей на соответствие пп. 2.12, 2.13, 2.15 от партии отбирают не менее 5 ковшей.
Если при проверке отобранных образцов хотя бы один ковш не будет удовлетворять требованиям, указанным в пп. 2.12, 2.13, 2.15, следует проводить повторные испытания удвоенного количества изделий, вновь отобранных от той же партии
При неудовлетворительных результатах повторной проверки партия ковшей приемке не подлежит.
3.6. Потребитель имеет право проводить контрольную проверку качества ковшей, соблюдая при этом приведенный порядок отбора образцов и применяя методы испытаний, установленные настоящим стандартом.
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры ковшей (за исключением толщины стенок) должны проверяться с помощью измерительных средств с допустимой погрешностью ±1 мм. Толщину стенок измеряют с помощью измерительных средств с допустимой погрешностью ±0,1 мм.
4.2. Зазор между пластиной и чашей проверяют при помощи щупа по ТУ 2—064—225.
4.3. Соосность ручки относительно оси проверяют при помощи шаблона.
4.4. Массу ковша определяют взвешиванием на весах с ценой деления 0,005 кг.
4.5. Прочность сварного соединения (п. 2.12) проверяют на специальном приспособлении по схеме, указанной на черт. 6.
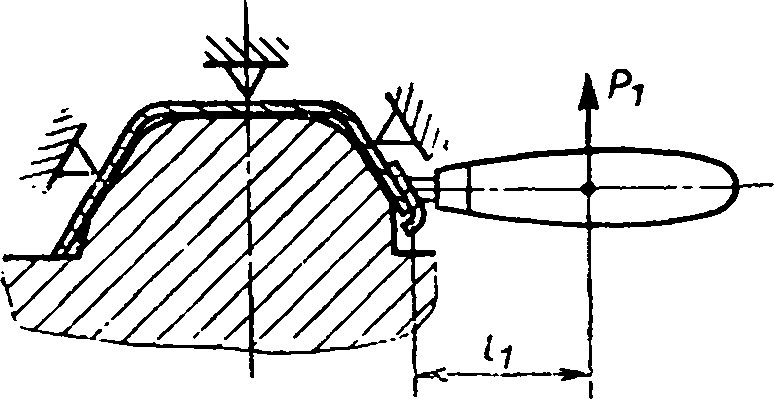
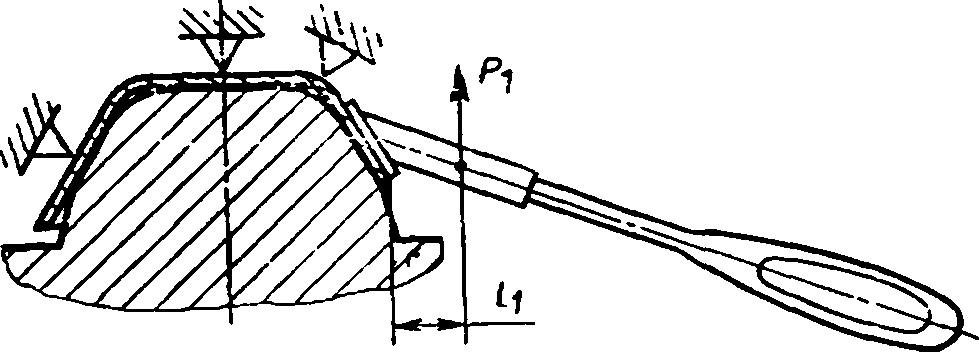
МКЗГ = Р1
Черт. 6
Значение статической нагрузки Р\ в зависимости от расстояния 1 определяют по графику, указанному в приложении.
4.6. Прочность соединения ручки на стержне (п. 2.13) проверяют на специальном приспособлении по схеме, указанной на черт. 7.
Нагрузка должна быть направлена вдоль оси ручки.
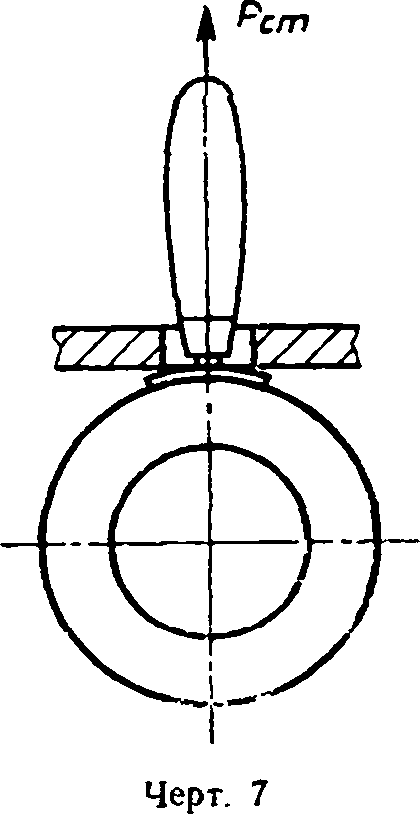
Черт. 8
4.7. Сопротивление прокручиванию ручки (п. 2.15) проверяют на специальном приспособлении по схеме, указанной на черт. 8.
Местом приложения крутящего момента Мкр является:
— у штукатурных ковшей — середина ручки;
— у мастичных ковшей — расстояние 100 мм от края тулейки.
4.8. Статическую нагрузку, указанную на черт. 6—8, прикладывают в течение 2 мин и измеряют динамометром общего применения 2-го класса точности.
4.9. Контроль качества сварных соединений — методом сравнения с образцом-эталоном.
4.10. Проверку ковшей по пп. 2.1 (в части соответствия образцам-эталонам), 2.3, 2.4 (за исключением размеров сучков), 2.6, 2.7, 2.9, 2.10, 2.11, 2.18 осуществляют визуально — методом сравнения с образцами-эталонами.
4.11. Влажность древесины ручек определяют по ГОСТ 16588.
4.12. Контроль металлических и окисных покрытий — по ГОСТ 9.302.
Требования к внешнему виду лакокрасочных покрытий — по ГОСТ 22133.
5 МАРКИРОВКА, упаковка, транспортирование и ХРАНЕНИЕ
5.1. На поверхности каждого ковша должны быть нанесены:
— товарный знак предприятия-изготовителя;
— тип, вместимость ковша и исполнение (для ковшей типов КШ и КМ1);
— цена (при изготовлении ковша для розничной торговли).
Примечание. Способ нанесения маркировочных знаков должен обеспечивать их сохранность в течение срока службы ковша.
5.2. Металлические детали ковшей должны быть подвергнуты консервации по ГОСТ 9.104. Срок действия консервации — не менее одного года со дня нанесения консервации.
5.3. Упаковка и транспортировка ковшей — по ГОСТ 18088.
Допускаются другие виды упаковки ковшей, обеспечивающие их сохранность от механических повреждений и воздействия влаги при транспортировании и хранении.
5.4. В транспортную тару должна быть вложена этикетка по ГОСТ 2.601.
Транспортная маркировка — по ГОСТ 14192.
5.5. Хранение ковшей — по группе условий хранения 2 ГОСТ 15150.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель должно гарантировать соответствие ковшей требованиям настоящего стандарта при соблюдении потребителем условий их транспортирования и хранения.
6.2. Гарантийный срок эксплуатации ковшей — 6 мес со дня получения потребителем при поставке для внерыночного потребления, а при поставке через рыночную торговую сеть — со дня продажи.
ПРИЛОЖЕНИЕ
Рекомендуемое
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
РАЗРАБОТЧИКИ
В. Б. Игумнов (руководитель темы), Н. М. Лысенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 30.05.86 № 74
3. ВЗАМЕН ГОСТ 7945—73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
Обозначение НТД. на который дана ссылка
Номер пункта
ГОСТ 9.032—74
2.19
ГОСТ 6449.5—82
1.3
ГОСТ 9.104—79
2.19, 5.2
ГОСТ 14192—77
5.4
ГОСТ 9.302—88
4.12
ГОСТ 15150—69
2.17, 5.5
ГОСТ 9.303—84
2.17
ГОСТ 16523—89
2.2
ГОСТ 9.306—85
2.17
ГОСТ 16588—91
4.11
ГОСТ 380—88
2.2
ГОСТ 18088—83
5.3
ГОСТ 1050—88
22
ГОСТ 22133—86
4.12
ГОСТ 1144-80
1.2, 2.14
ГОСТ 25347—82
1.3
ГОСТ 2695—83
2 2, 2.4
ГОСТ 25349—88
1.3
ГОСТ 4976—83
2.18
ТУ 2-034—225—87
4.2
5. ПЕРЕИЗДАНИЕ
24
{kind=link}