ГОСТ 34075-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАШМАКИ И ЧЕКИ ТОРМОЗНЫХ КОЛОДОК ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Общие технические условия
Brake block holders and keys for railway rolling stock. General specifications
____________________________________________________________________
Текст Сравнения ГОСТ 34075-2017 с ГОСТ Р 55819-2013 см. по ссылке.
- .
____________________________________________________________________
МКС 45.020
Дата введения 2018-01-01
Предисловие
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" ("ВНИИНМАШ") и Открытым акционерным обществом "Научно-исследовательский институт вагоностроения" (ОАО "НИИ вагоностроения")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 марта 2017 г. N 97-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 2-2019).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 июня 2017 г. N 605-ст межгосударственный стандарт ГОСТ 34075-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Стандарт подготовлен на основе применения ГОСТ Р 55819-2013
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 2019 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на башмаки и чеки тормозных колодок (далее - башмаки, чеки и колодки соответственно) для локомотивов, грузовых вагонов, пассажирских вагонов локомотивной тяги, моторвагонного (далее - МВПС) и специального самоходного и несамоходного подвижного состава (далее - СПС) и устанавливает общие технические условия к ним.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.301-95 Надежность в технике. Расчет надежности. Основные положения
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 4543-2016 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 28840-90 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 33976-2016 Соединения сварные в стальных конструкциях железнодорожного подвижного состава. Требования к проектированию, выполнению и контролю качества
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 башмак: Элемент тормозной рычажной передачи, предназначенный для установки колодки на траверсе или на триангеле.
3.2 башмак неповоротный: Башмак, установленный на триангеле или траверсе с посадкой не допускающей свободного вращения.
3.3 башмак поворотный: Башмак, установленный на траверсе с посадкой, допускающей свободное вращение.
3.4 башмак секционный: Башмак, предназначенный для крепления двух или более колодок.
3.5 заказчик: Предприятие, организация или объединение, по заявке и договору с которым осуществляются разработки, и/или поставка локомотивов, вагонов и других единиц подвижного состава.
3.6 колодка: Элемент тормозной рычажной передачи подвижного состава, предназначенный для создания тормозной силы в результате прижатия колодки к поверхности катания колеса колесной пары.
3.7 чека: Элемент тормозной рычажной передачи, предназначенный для крепления колодки в башмаке.
4 Типы и основные размеры
4.1 Общий вид башмака и чеки в сборе с колодкой приведен на рисунке 1.
Рисунок 1 - Башмак и чека в сборе с тормозной колодкой
|
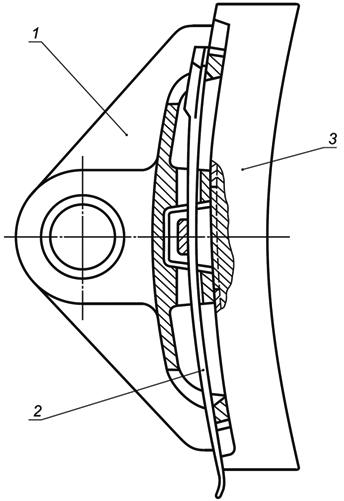
1 - башмак; 2 - чека; 3 - колодка
Рисунок 1 - Башмак и чека в сборе с тормозной колодкой
4.2 Типы и основные размеры башмаков и чек и их соответствие должны соответствовать таблице 1 и рисункам 2-14.
По согласованию с заказчиком допускается применение башмаков и чек тормозной колодки других типов, разработанных с учетом требований разделов 5 и 6 настоящего стандарта.
Таблица 1
Тип | Наименование и область применения башмака | Число | Рисунок | Тип | Наименование и область применения чеки | Число | Рисунок |
1 | Башмак неповоротный тормозной колодки для грузовых вагонов, СПС | 3 | 2 | 1 | Чека тормозной колодки для грузовых и пассажирских вагонов, | 2 | 11 |
3 | МВПС, СПС | ||||||
4 | |||||||
2 | Башмак поворотный тормозной колодки для | 2 | 5 | ||||
пассажирских, грузовых вагонов, МВПС, СПС | 6 | ||||||
3 | Башмак тормозной колодки для локомотивов, СПС | 2 | 7 | 2 | Чека тормозной колодки для локомотивов, СПС | 3 | 12 |
8 | 3 | 1 | 13 | ||||
4 | Башмак секционный тормозных колодок для локомотивов | 1 | 9 | 4 | Чека тормозной колодки для локомотивов | - | 14 |
5 | Башмак тормозных колодок СПС, для тележки с диаметром колеса 710 мм | 1 | 10 | 1 | Чека тормозной колодки для грузовых и пассажирских вагонов, МВПС, СПС | 2 | 11 |
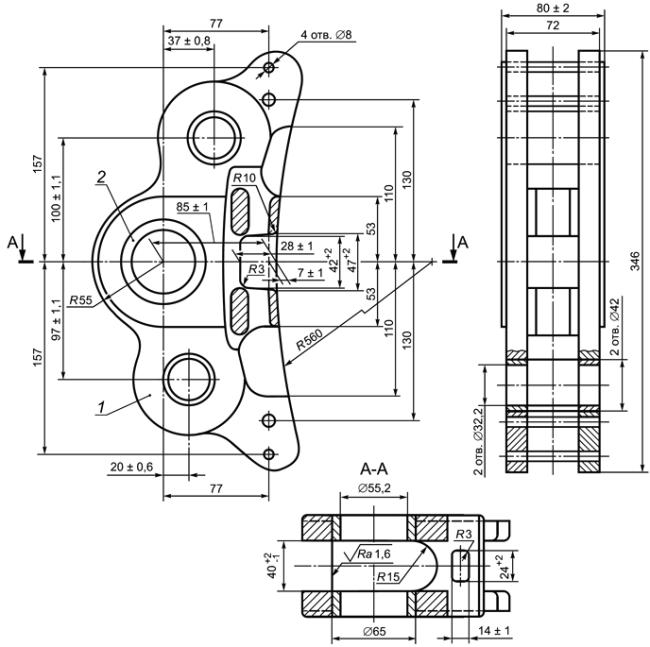
Рисунок 2 - Башмак- тип 1 (Исполнение 1)
|
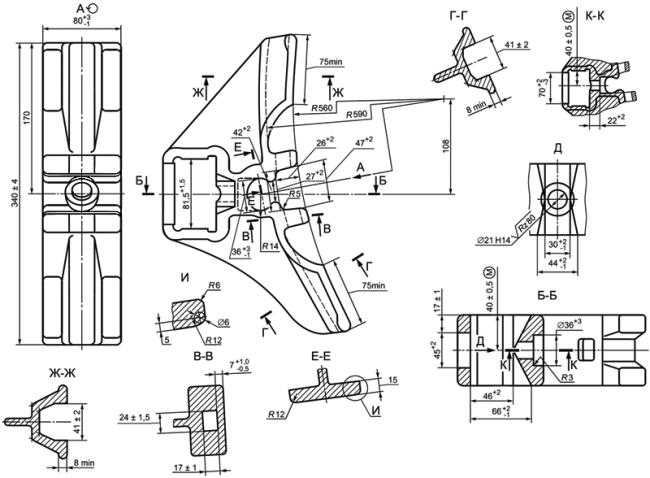
Рисунок 2 - Башмак - тип 1 (Исполнение 1)
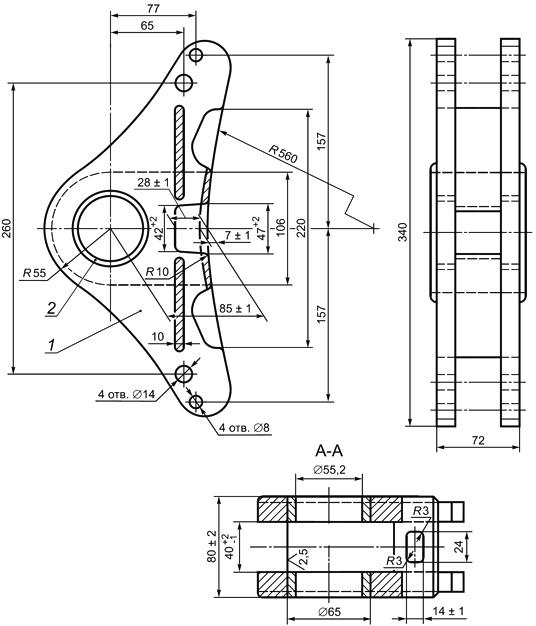
Рисунок 3 - Башмак- тип 1 (Исполнение 2)
|
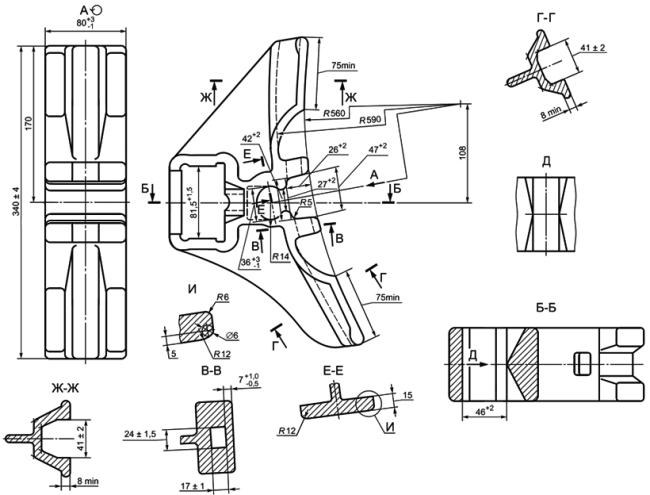
Рисунок 3 - Башмак - тип 1 (Исполнение 2)
Рисунок 4 - Башмак - тип 1 (Исполнение 3)
|
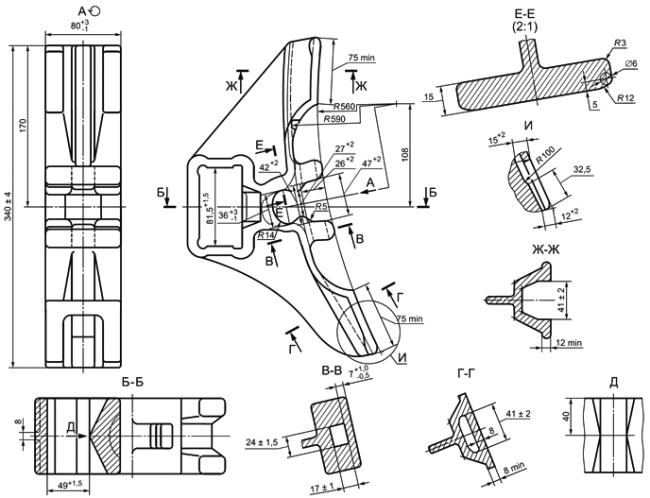
Рисунок 4 - Башмак - тип 1 (Исполнение 3)
Рисунок 5 - Башмак - тип 2 (Исполнение 1)
|
1 - башмак; 2 - втулка
Рисунок 5 - Башмак - тип 2 (Исполнение 1)
Рисунок 6 - Башмак - тип 2 (Исполнение 2)
|
1 - башмак; 2 - втулка
Рисунок 6 - Башмак - тип 2 (Исполнение 2)
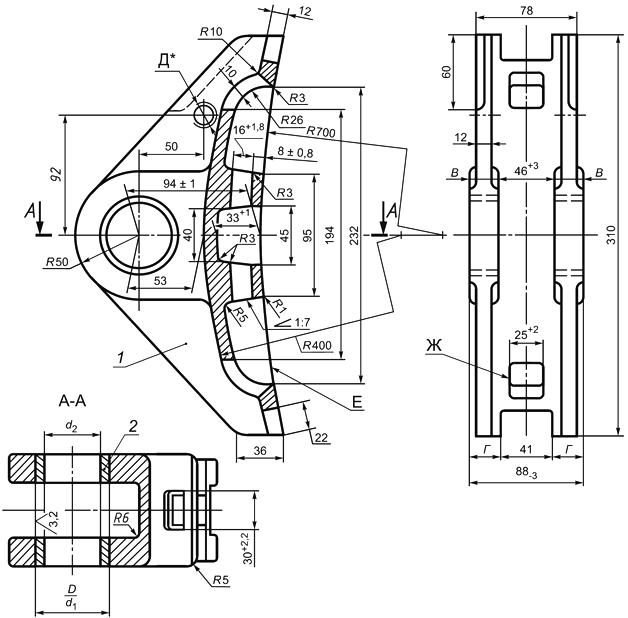
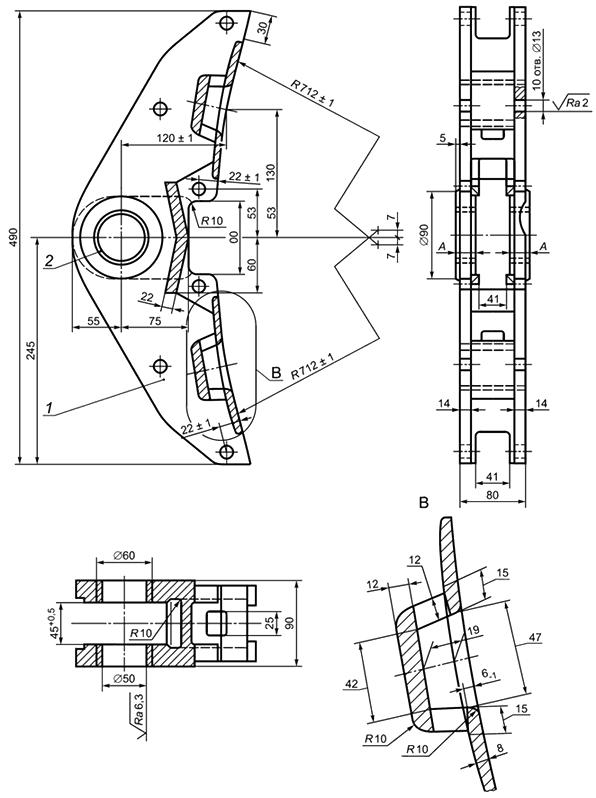
Рисунок 7 - Башмак - тип 3 (Исполнение 1)
|
________________
* Необходимость и размеры отверстия Д определяются конструкцией подвески башмака.
1 - башмак; 2 - втулка
Рисунок 7 - Башмак - тип 3 (Исполнение 1)
Рисунок 8 - Башмак - тип 3 (Исполнение 2)
|
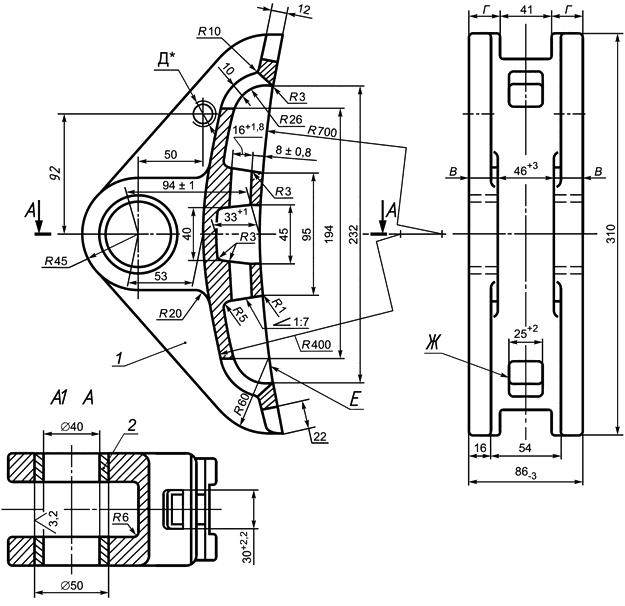
________________
* Необходимость и размеры отверстия Д определяются конструкцией подвески башмака.
1 - башмак; 2 - втулка
Рисунок 8 - Башмак - тип 3 (Исполнение 2)
Рисунок 9 - Башмак секционный - тип 4
|
1 - башмак; 2 - втулка
Рисунок 9 - Башмак секционный - тип 4
Рисунок 10 - Башмак - тип 5
|
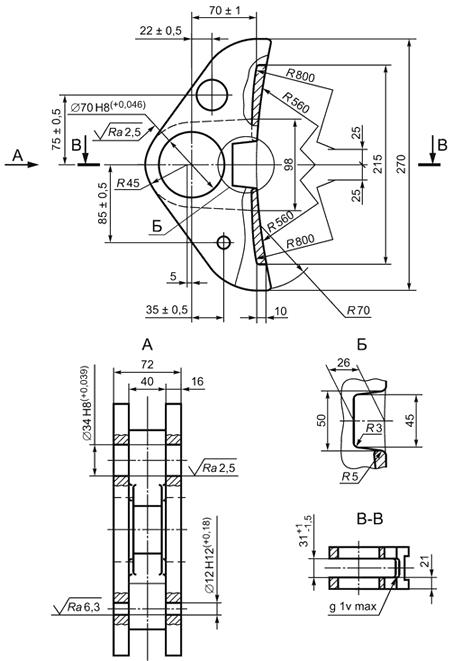
Рисунок 10 - Башмак - тип 5
Рисунок 11 - Чека - тип 1
|
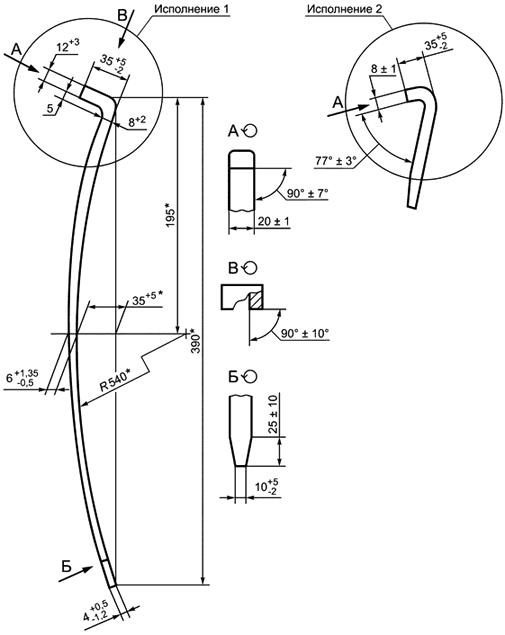
________________
* Размер для справки.
Рисунок 11 - Чека - тип 1
Рисунок 12 - Чека - тип 2
|
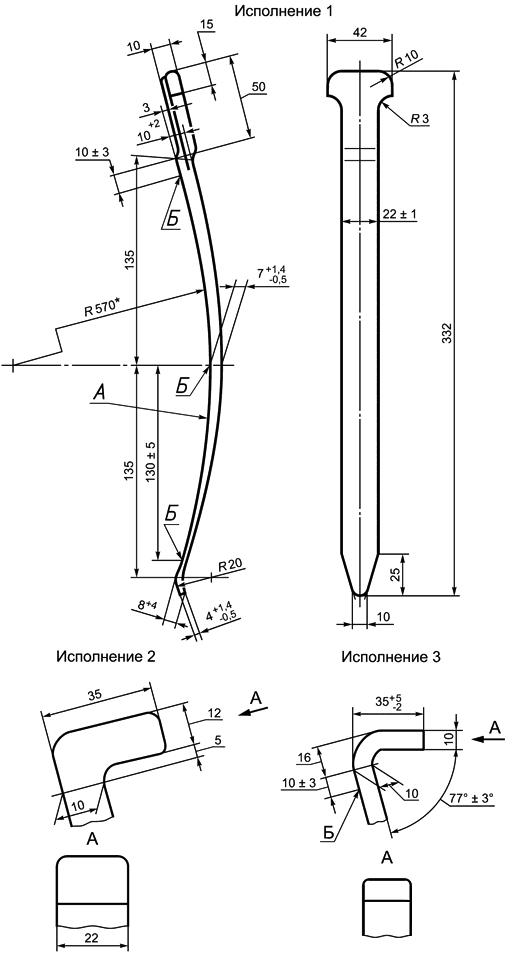
________________
* Размер для справки.
Рисунок 12 - Чека - тип 2
Рисунок 13 - Чека - тип 3
|
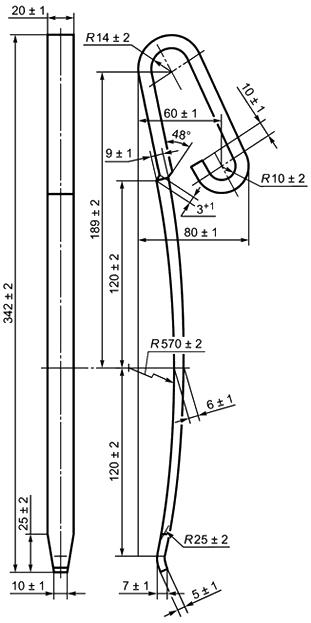
Рисунок 13 - Чека - тип 3
Рисунок 14 - Чека - тип 4
|
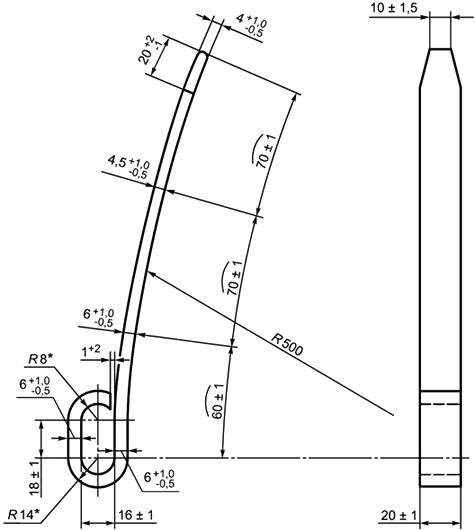
________________
* Размеры для справки.
Рисунок 14 - Чека - тип 4
4.3 Примеры условного обозначения:
Башмак тормозной колодки для грузового вагона типа 1, исполнение 2:
Башмак 1-2 ГОСТ (обозначение настоящего стандарта).
Башмак тормозной колодки для пассажирского или грузового вагона типа 2, исполнение 1:
Башмак 2-1 ГОСТ (обозначение настоящего стандарта).
Башмак тормозной колодки для локомотива типа 3, исполнение 2:
Башмак 3-2 ГОСТ (обозначение настоящего стандарта).
Чека тормозной колодки для локомотива типа 2, исполнение 3:
Чека 2-3 ГОСТ (обозначение настоящего стандарта).
5 Технические требования
5.1 Общие требования
Башмаки и чеки изготавливают в климатическом исполнении изделий (УХЛ) категории размещения 1 по ГОСТ 15150.
5.2 Требования к конструкции
5.2.1 Требования к конструкции башмака
5.2.1.1 Точность отливки башмаков типа 1 и 5 (см. рисунки 2-4 и 10) - 11т-0-0-11т, не ниже допусков размеров, массы и припусков на механическую обработку, установленных национальными стандартами и нормативными документами, действующими на территории государства, принявшего стандарт![]() .
.
________________![]() В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
Точность отливки башмаков типа 2-4 (см. рисунки 5-9) - 10-0-0-10, не ниже допусков размеров, массы и припусков на механическую обработку, установленных национальными стандартами и нормативными документами, действующими на территории государства, принявшего стандарт![]() .
.
________________![]() В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
Точность отливки втулки 7-0-0-7, не ниже допусков размеров, массы и припусков на механическую обработку, установленных национальными стандартами и нормативными документами, действующими на территории государства, принявшего стандарт![]() .
.
________________![]() В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
5.2.1.2 Формовочные уклоны башмака - по ГОСТ 3212.
Отливки башмаков следует подвергать термической обработке - нормализации или нормализации с отпуском по ГОСТ 977.
5.2.1.3 Конструкция башмака типа 3 и 4 (см. рисунки 7-9) в сборе с втулкой должна выдерживать действие статической нагрузки 127,5 кН (13 тс).
Конструкция башмака типа 1 и 5 (см. рисунки 2-4 и 10) - без втулок - должна выдерживать действие статической нагрузки 60,45 кН (6,16 тс).
5.2.1.4 Усилие натяга втулок (см. рисунки 7 и 8) при посадке в отверстие башмака должно обеспечивать неподвижность втулки при усилии распрессовки не менее 15,7 кН (1,6 тс).
5.2.1.5 Конструкции башмака типа 3 (см. рисунки 7 и 8) и чеки должны обеспечивать соединение с колодкой под действием усилия от 150 до 200 Н (от 15,3 до 20,4 кгс), приложенного к головке чеки.
5.2.1.6 Поверхность сопряжения башмака типа 1-5 (см. рисунки 2-10) с колодкой должна обеспечивать плотное прилегание к колодке после соединения чекой.
5.2.1.7 Разность размеров В с обеих сторон башмака типа 3 (см. рисунки 7 и 8) - не более 3 мм, размеров Г - не более 2 мм.
Разность размеров А с обеих сторон башмака типа 4 (см. рисунок 9) не более 1 мм.
5.2.2 Требования к конструкции чеки
5.2.2.1 Чека изготавливается методом горячей штамповки с последующей ковкой или горячей прокатки по Гр. II ГОСТ 8479.
Допускаемые отклонения размеров чеки не ниже класса точности - Т4, исходный индекс поковки - 11 по ГОСТ 7505, при пламенном нагреве - по классу точности Т5, исходный индекс - 13 по ГОСТ 7505.
5.2.2.2 Чека должна подвергаться термообработке. Твердость после термообработки должна быть от 260 до 321 НВ по ГОСТ 9012 или от 27 до 35 HRC включ. по ГОСТ 9013.
5.2.2.3 Допускается технологический уклон - неперпендикулярность торцовой поверхности головки чеки (исполнение 2) (см. рисунок 11) к поверхности головки чеки в пределах 10°.
5.2.2.4 Требования к дефектам чеки по ГОСТ 8479.
5.2.3 Номинальные размеры втулок должны соответствовать значениям, приведенным в таблице 2.
5.2.4 Твердость рабочих поверхностей термообработанных втулок должна быть не ниже 40 HRC по ГОСТ 9013 или не ниже 375 НВ по ГОСТ 9012.
Твердость рабочих поверхностей втулок из стали 110Г13Л должна быть от 200 до 250 НВ включительно по ГОСТ 9012.
Таблица 2
В миллиметрах
Материал втулки | Диаметр отверстия башмака D | Диаметры втулки | |
|
| ||
Сталь | 50 | 50 | 40 |
60 | 60 | 50 | |
Композиционные материалы КПМ | 65 | 65 | 55,2 |
42 | 42 | 32,2 | |
Примечания |
5.3 Требования к материалам
5.3.1 Башмаки следует изготавливать из стали марок 15Л, 20Л, 25Л, 20ГЛ, 20ФЛ, 20Г1ФЛ 3-й группы по ГОСТ 977; 20ГЛ по ГОСТ 21357.
Содержание углерода в стали 25Л не должно превышать 0,27%.
Допускается применение других марок стали с механическими характеристиками не ниже предусмотренных настоящим стандартом.
5.3.2 Чеку следует изготавливать из стали марок Ст3сп, Ст5сп по ГОСТ 380; 40, 45 по ГОСТ 1050; 09Г2С, 10Г2С1, 17ГС, 15ГФ, 15ХСНД по ГОСТ 19281; 65, 65Г, 55С2, 55С2А, 60С2, 60С2ХФА по ГОСТ 14959; 38ХС, 40Х, 40ХС по ГОСТ 4543.
Допускается применение других марок стали с механическими характеристиками не ниже предусмотренных настоящим стандартом.
5.3.3 Стальные втулки следует изготавливать из стали марок 45 по ГОСТ 1050; 38ХС, 40Х, 40ХС по ГОСТ 4543 и 110Г13Л по ГОСТ 977.
Допускается применение других материалов с механическими показателями, обеспечивающими показатель надежности в соответствии с 5.5.3.
5.3.4 Для втулок из композиционных материалов следует применять марки материала, выдерживающие напряжение:
- при растяжении, не менее - 40 МПа (4,1 кгс/мм![]() );
);
- при сжатии, не менее - 150 МПа (15,3 кгс/мм![]() ).
).
5.4 Требования к отливкам
5.4.1 Отливки башмаков должны быть обрублены и очищены от формовочной смеси, пригара и окалины, а питатели и прибыли удалены по ГОСТ 977.
В местах труднодоступных для очистки допускается наличие пригара и окалины, не влияющие на качество сборки башмака с чекой и колодкой.
5.4.2 Трещины на башмаках не допускаются.
5.4.3 Формовочные уклоны должны быть не более 3° в сторону увеличения толщин. Наличие уклона на поверхности сопряжения с тормозной колодкой не допускается.
5.4.4 Смещение по линии разъема формы на отливках - не более 2 мм. На поверхности, сопрягаемой с тормозной колодкой, а также на поверхности отверстия для чеки, наличие смещения не допускаются.
5.4.5 На поверхностях башмака, соприкасающихся с поверхностями тормозной колодки, триангеля и втулки, не допускаются наплывы металла, отслоения, остатки заливов по разъему формы и другие выступающие относительно основной поверхности дефекты.
5.4.6 На поверхностях отливок, не подвергающихся механической обработке, кроме перемычек для опоры чеки, допускаются без исправлений:
- рассеянные ситовидные поверхностные раковины суммарной площадью не более 20% общей поверхности, глубиной и диаметром до 2 мм, не более двух штук на 1 см![]() ;
;
- раковины до 6 мм и глубиной до 2 мм, не выходящие на кромки, расстояние между кромками которых не менее 15 мм, не более трех штук на 100 см![]() ;
;
- местные (отдельные) неровности глубиной не более 2 мм, площадью не более 20 см![]() или глубиной не более 3 мм и площадью не более 2,5 см
или глубиной не более 3 мм и площадью не более 2,5 см![]() не более трех на деталь.
не более трех на деталь.
5.4.7 На механически обработанных поверхностях отливок допускаются без исправления раковины, не выходящие на кромки, площадью не более 0,5 см![]() и глубиной не более 3 мм, расстояние между кромками которых не менее 15 мм, в количестве не более двух штук на всей поверхности.
и глубиной не более 3 мм, расстояние между кромками которых не менее 15 мм, в количестве не более двух штук на всей поверхности.
5.4.8 Дефекты, размеры которых превышают значения, установленные в 5.4.6, 5.4.7, допускается исправлять заваркой, если площадь сечения вырубок не превышает 15% площади башмака. Общая масса наплавленного металла не более 0,5% массы отливки.
Если масса наплавленного металла превышает 0,5% массы отливки, необходимо проводить повторную термообработку.
5.4.9 Исправление или заварку дефектов в отливках следует производить сваркой в соответствии с требованиями ГОСТ 33976.
5.5 Требования надежности
5.5.1 Назначенный срок службы башмака - не менее 16 лет.
5.5.2 Назначенный срок службы чеки - не менее 5 лет.
5.5.3 Ресурс втулок не должен быть менее срока эксплуатации до планового ремонта подвижного состава.
5.5.4 Сроки продления эксплуатации при достижении назначенного срока службы определяются по техническим условиям на ремонт.
5.6 Маркировка
5.6.1 На боковой наружной стороне башмака (см. рисунки 2-10) методом литья должны быть нанесены знаки маркировки:
- знак обращения на рынке;
- условный номер предприятия-изготовителя;
- месяц и год изготовления (две последние цифры - арабские);
- клеймо службы технического контроля.
Клеймо технического контроля наносится ударным способом.
5.6.2 На боковой или лицевой стороне головки чеки (см. рисунки 11-14) или на выпуклой поверхности радиуса чеки должны быть нанесены ударным способом знаки маркировки:
- знак обращения на рынке;
- условный номер предприятия-изготовителя;
- месяц и год изготовления (две последние цифры - арабские);
- клеймо службы технического контроля.
5.6.3 Способ нанесения маркировки и клейм должны обеспечивать их четкость и сохранность в течение всего срока службы башмака и чеки.
5.7 Комплектность
5.7.1 Башмаки и чеки, являющиеся объектом самостоятельной поставки, сопровождаются документом (паспортом, формуляром или этикеткой по ГОСТ 2.601), удостоверяющим их соответствие требованиям настоящего стандарта и содержащим:
- наименование и адрес изготовителя;
- наименование, условное обозначение башмака и чеки и обозначение чертежа;
- обозначение настоящего стандарта;
- число башмаков или чек в партии;
- документ, подтверждающий качество башмаков или чек по результатам их приемки;
- копия декларации о соответствии;
- дату отгрузки башмаков или чек.
5.7.2 Сопроводительные документы должны быть упакованы по ГОСТ 23170 (пункт 2.11).
6 Требования охраны труда и окружающей среды
6.1 На поверхностях башмака и чеки не должно быть острых кромок и заусенцев, способных травмировать обслуживающий персонал.
6.2 Утилизация башмаков и чек по истечении срока службы должна осуществляться способом, не вызывающим загрязнения окружающей среды при переработке и использовании в качестве вторичного сырья. Утилизация башмаков и чек должна проводиться в местах, согласованных санитарно-эпидемиологической службой.
7 Правила приемки
7.1 Для контроля соответствия башмаков и чек требованиям настоящего стандарта следует проводить приемо-сдаточные, периодические и типовые испытания в соответствии с ГОСТ 15.309.
7.2 При приемо-сдаточных испытаниях подвергают:
сплошному контролю:
- размеры отверстий башмака неповоротного под чеку (см. рисунки 2-4);
- размеры (см. 5.2.1.7);
- материалы (см. 5.3.1 (прокат), 5.3.2, 5.3.3);
- наличие поверхностных дефектов (см. 5.2.2.4, 5.4, 6.1);
- маркировку (см. 5.6);
- комплектность (см. 5.7);
- поверхности сопряжения башмака с колодкой (см. 5.2.1.6, рисунки 2-6 и 10);
выборочному контролю:
- основные размеры (см. 4.2, 5.2.2.1, 5.2.2.3, 5.2.3);
- материалы (см. 5.3.1 (отливки));
- усилие натяга втулки (см. 5.2.1.4);
- твердость поверхности (см. 5.2.2.2, 5.2.4);
- качество прилегания опорных поверхностей (см. 5.2.1.6, рисунки 7-9);
- качество сварки дефектов (см. 5.4.8).
7.2.1 Для определения химического состава и механических свойств литых башмаков (см. 5.3.1) их предъявляют партиями.
Партия должна состоять из башмаков, оформленных одним документом, прошедших термическую обработку по одному режиму, регистрируемому автоматическими приборами. Число башмаков в партии не ограничено. При выпуске плавки из печи в два ковша металл каждого ковша следует считать отдельной плавкой.
Химический состав и механические свойства контролируют на одном пробном бруске той же плавки или одной отливке той же партии.
При получении неудовлетворительных результатов хотя бы по одному показателю проводится повторное испытание на удвоенном количестве образцов той же партии. При получении неудовлетворительных результатов повторного испытания все башмаки данной партии подвергают повторной термообработке с проведением испытания как новой партии.
7.2.2 При выборочном контроле башмаков и чек (см. 4.2, 5.2.2.1, 5.2.2.2, 5.2.2.3, 5.2.3, 5.2.1.4, 5.2.1.6 (рисунки 7-9), 5.2.4, 5.4.8) приемо-сдаточным испытаниям следует подвергать каждую партию башмаков и чек в количестве двух процентов от партии, но не менее трех штук от сменного выпуска.
Партией является число башмаков и чек, одновременно сдаваемых по одному документу.
При выборочном контроле чек (см. 5.2.2.1) для башмаков неповоротных приемо-сдаточным испытаниям следует подвергать каждую партию чек в количестве не менее десяти процентов от партии.
При неудовлетворительных результатах проверки чек на твердость (см. 5.2.2.2, 5.2.4) проводится повторная проверка на удвоенном числе образцов, взятых из той же партии. При получении неудовлетворительных результатов повторного испытания чеки подвергаются сплошному контролю.
При удовлетворительных результатах проверки по твердости чеки допускают в дальнейшее производство, при неудовлетворительных - подвергают повторной термообработке с проведением испытаний как новой партии.
7.2.3 При обнаружении несоответствия параметров при выборочном контроле (см. 4.2, 5.2.2.1, 5.2.1.6 (рисунки 7-9), 5.2.2.3, 5.2.3, 5.4.8) проверке подвергают всю партию.
7.3 Для подтверждения стабильности качества и возможности продолжения выпуска башмаков и чек проводят периодические испытания не реже одного раза в год.
7.3.1 Выбор образцов башмаков и чек для проведения периодических испытаний проводят методом случайного отбора с применением случайных чисел по ГОСТ 18321 (подраздел 3.2) из ряда продукции, выпущенной в течение одного месяца и прошедшей приемо-сдаточные испытания. Число образцов для испытаний - не менее трех штук от партии.
7.3.2 При периодических испытаниях проверяют:
- прочность башмаков (см. 5.2.1.3);
- прочность сочленения башмаков с колодкой (см. 5.2.1.5);
- размеры отливки башмака (см. 5.2.1.1);
- усилие распрессовки втулки (см. 5.2.1.4).
7.4 Типовым испытаниям подвергают башмаки и чеки, выдержавшие приемо-сдаточные испытания, после внесения в конструкцию или технологию их производства изменений, которые могут повлиять на технические характеристики.
7.5 При типовых испытаниях башмаки и чеки проверяются в полном объеме требований настоящего стандарта в соответствии с 7.2 и 7.3, а также показатели надежности (см. 5.5).
7.6 Результаты приемо-сдаточных испытаний оформляют протоколом или отражают в журнале; результаты периодических испытаний - актом и протоколом, который должен отражать также и результаты приемо-сдаточных испытаний.
Результаты типовых испытаний оформляют актом с приложением протокола испытаний.
7.7 Протоколы испытаний должны содержать нормативные и фактические параметры башмаков и чек.
7.8 Для подтверждения соответствия техническим регламентам башмаки и чеки подвергают проверке по 5.1, 5.2.1.3-5.2.1.7, 5.2.2.1-5.2.2.4, 5.2.3, 5.2.4, 5.3, 5.4, 5.6.1, 5.6.2, 6.1.
Испытаниям для подтверждения соответствия подвергают по два башмака и чеки одного типа.
Отбор образцов для проведения соответствия проводят методом случайного отбора по ГОСТ 18321.
8 Методы контроля
8.1 Размеры башмаков, чек и втулок (см. 4.2, 5.2.1.7, 5.2.2.1, 5.2.3) и размеры допускаемых дефектов отливок (см. 5.4.3, 5.4.4, 5.4.6-5.4.8) проверяют специальными шаблонами или измерительными инструментами с пределами допускаемой погрешности измерения в соответствии с ГОСТ 8.051.
Допускаемое отклонение от формы (см. 5.2.2.3) следует проверять измерительным инструментом с погрешностью не более 0,1 мм.
Размеры отверстий под чеку башмаков неповоротных (см. рисунки 2-4) проверяются щупом с погрешностью не более 0,1 мм или аттестованной чекой, тип 1, исполнения 1 или 2 (см. рисунок 11) при установленном на башмак шаблоне, имитирующем тормозную колодку. Конец щупа или аттестованной чеки должен проходить через оба отверстия. Головка щупа (аттестованной чеки) не должна касаться башмака.
8.2 Наличие дефектов поверхности (см. 5.2.2.4, 5.4.1, 5.4.2, 5.4.5, 6.1) проверяют визуально.
8.3 Маркировку (см. 5.6) проверяют визуально.
8.4 Комплектность (см. 5.7) проверяют визуально.
8.5 Проверку материалов (см. 5.3.1 (прокат), 5.3.2, 5.3.3, 5.3.4) проводят по сертификатам.
8.6 Механические свойства и химический состав отливок башмаков (см. 5.3.1) определяют по ГОСТ 977.
8.7 Твердость поверхности (см. 5.2.2.2, 5.2.4) проверяют по ГОСТ 9012 и ГОСТ 9013.
Твердость поверхности чеки (см. рисунок 11) определяют на боковой поверхности или поверхности радиуса R540 в четырех точках равномерно по длине (от размера 8![]() мм до толщины 5,6 мм).
мм до толщины 5,6 мм).
Твердость поверхности чеки (см. рисунок 12) определяют на поверхности радиуса R570 в точках Б.
Твердость поверхности чеки (см. рисунки 13 и 14) определяют на боковой поверхности или поверхности радиусов R570 и R500 соответственно в трех точках равномерно по длине чеки.
Твердость поверхности втулок (см. 5.2.4) следует определять на торцовых поверхностях в трех точках, расположенных под углом 120° на среднем диаметре втулок.
8.8 Усилие распрессовки втулки (см. 5.2.1.4 и рисунки 7-8) определяют на прессе или в специальном приспособлении, аттестованных в установленном порядке.
Усилие распрессовки следует определять с точностью ±1000 Н (±100 кгс).
8.9 Качество прилегания опорных поверхностей (см. 5.2.1.6) проверяют шаблоном-имитатором колодки, построенным по номинальным размерам, в соответствии с приложением А или эталонной колодкой.
8.9.1 При определении качества прилегания опорных поверхностей башмака неповоротного типа 1 и башмака типа 5 (см. рисунки 2-4 и 10) и шаблон или эталонная колодка должны контактировать не менее чем с тремя крайними поверхностями сопряжения башмака с колодкой, на остальных поверхностях допускаются зазоры не более 2 мм и отдельные (местные) зазоры - не более 2,5 мм; проверка трех контактируемых поверхностей башмака с эталонной колодкой должна проводиться щупом 0,5 мм.
8.9.2 При определении качества прилегания опорных поверхностей башмака поворотного (см. рисунки 5-9) шаблон-имитатор или эталонная колодка должны контактировать не менее чем с одной из крайних поверхностей каждого конца и с одной из средних поверхностей.
В местах отсутствия контакта опорных поверхностей допускаются отдельные (местные) зазоры до 1,5 мм.
Между опорной поверхностью одной из средних перемычек башмака и сопрягаемой поверхностью шаблона - имитатора колодки допускается сквозной зазор не более 0,5 мм.
8.10 Проверку прочности башмака (см. 5.2.1.3) следует проводить путем приложения статической нагрузки к середине валика, вставленного в ушки башмака. При этом башмак должен быть соединен чекой с предельно изношенной колодкой с учетом требований, указанных в 5.2.1.6.
Колодка должна опираться на сектор бандажа.
Допускается проверку прочности башмака проводить на башмаке без колодки.
Методика испытаний башмака на прочность - в соответствии с приложением Б.
8.11 Прочность соединения башмаков с колодкой (см. 5.2.1.5) определяют путем контрольной сборки башмака с шаблоном - имитатором колодки посредством чеки.
Усилие соединения (см. 5.2.1.5), приложенное к головке чеки, измеряют с помощью пресса, специального приспособления или контрольного инструмента.
Отсутствие покачивания шаблона - имитатора колодки на башмаке в соединенном положении проверяют вручную.
8.12 Точность отливки башмака (см. 5.2.1.1) определяют в соответствии с национальными стандартами и нормативными документами, действующими на территории государства, принявшего стандарт![]() .
.
________________![]() В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
В Российской Федерации действует ГОСТ Р 53464-2009 "Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку".
8.13 Контроль параметров надежности (см. 5.5) проводят расчетом по статистическим данным, полученным по результатам эксплуатации в соответствии с ГОСТ 27.301.
8.14 Применяемые средства измерений должны быть утвержденного типа и поверены (калиброваны), а испытательное оборудование аттестовано.
9 Упаковка, транспортирование и хранение
9.1 Механически обработанные поверхности башмаков с втулками, которые являются объектом самостоятельной поставки, должны подвергаться консервации по ГОСТ 9.014, вариант защиты - ВЗ-1, вариант внутренней упаковки - ВУ-О.
9.2 Чека поставляется потребителю без консервации и упаковки.
9.3 Транспортирование и хранение башмаков и чек - по группе 2(C) ГОСТ 15150.
10 Указания по эксплуатации
Не допускается эксплуатация башмаков в тормозной рычажной передаче с усилием тормозного нажатия, превышающем расчетные значения.
11 Гарантии изготовителя
11.1 Предприятие-изготовитель гарантирует соответствие башмаков и чек требованиям настоящего стандарта при соблюдении правил эксплуатации, хранения и транспортирования (см. 9.1, 9.3, 10).
11.2 Гарантийный срок эксплуатации башмаков и чек не должен заканчиваться в межремонтный период подвижного состава.
Приложение А (рекомендуемое). Образец шаблона - имитатора тормозной колодки для грузовых вагонов
Приложение А
(рекомендуемое)
Рисунок А.1 - Образец шаблона - имитатора тормозной колодки для грузовых вагонов
|
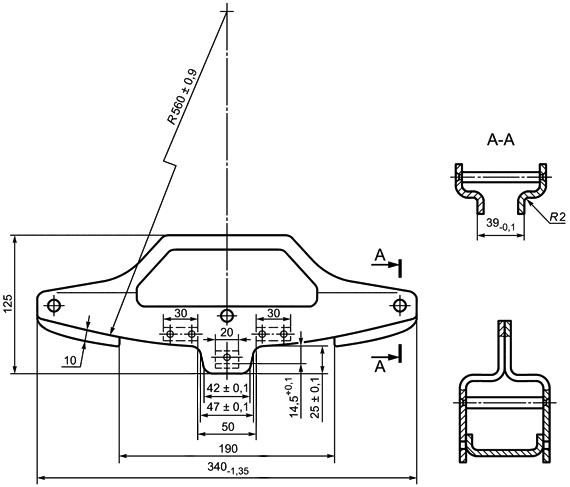
Рисунок А.1
Приложение Б (обязательное). Методика испытания башмака на прочность под воздействием статической нагрузки
Приложение Б
(обязательное)
Б.1 Испытание башмака на прочность под статической нагрузкой проводят на универсальных испытательных машинах по ГОСТ 28840 или других, обеспечивающих испытания деталей на сжатие с усилием не менее 147,15 кН (15 тс) и имеющих силоизмерители со шкалой измерения нагрузки с ценой деления до 9,8 кН (1 тс) с пределом допускаемой погрешности измерения нагрузки не более ±1% от измеряемой нагрузки. Размеры рабочего стола машины должны позволять размещение и закрепление приспособления с башмаком для испытаний.
Б.2 Башмаки поставляют на испытания в сборе с втулками и валиками, вставленными в ушки башмака. Башмак устанавливают в приспособление, закрепленное на столе испытательной машины. Приспособление должно обеспечивать фиксацию нагрузки по центру валика и не допускать смещение башмака в процессе испытаний. Расстояние между опорами приспособления - (250±5) мм (рисунок Б.1).
Б.3 К валику между ушками башмака прикладывают испытательную нагрузку 127,5![]() кН (13
кН (13![]() тс). Схема нагружения - в соответствии с рисунком Б.1.
тс). Схема нагружения - в соответствии с рисунком Б.1.
Испытательная нагрузка для башмаков грузовых вагонов 60,45![]() кН (6,163
кН (6,163![]() тс).
тс).
Б.4 После испытания проводят визуальный осмотр башмаков с целью выявления трещин и изломов. Башмаки, не получившие видимых повреждений (изломов, трещин), считают выдержавшими испытания. Результаты испытаний оформляют протоколом.
Рисунок Б.1 - Схема испытания башмака статической нагрузкой
|
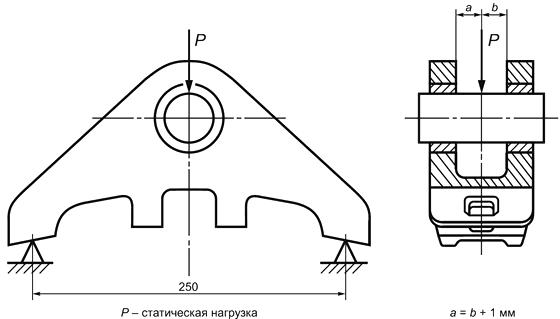
Рисунок Б.1 - Схема испытания башмака статической нагрузкой
УДК 62-78:006.354 | МКС 45.020 |
Ключевые слова: башмак, чека, тормозная колодка, подвижной состав, вагоны грузовые, вагоны пассажирские, локомотивы, моторвагонный подвижной состав, правила приемки, методы испытаний, гарантии, условия эксплуатации |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}