ГОСТ 5257-98
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАНДАЖИ ЧЕРНОВЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ПОДВИЖНОГО СОСТАВА ТРАМВАЯ
Технические условия
Издание официальное
БЗ 2-2001
М ЕЖГОСУДАРСТВЕ1111Ы Й СОВЕТ
ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
ГОСТ 5257-98
Предисловие
I РАЗРАБОТАН ООО «Национальным техническим комитетом по стандартизации в металлургии 4», Академией коммунального хозяйства Минстроя РФ и малым предприятием «ТЕПРИС* ИЧМ НАН Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 13 от 23 мая 1998 г.)
За принятие проголосовали:
Наи.менонанис государстпи | Нзимсмовшис млнионилыкна аркана по стандартизайми |
Азербайджанская Рсспубли ка Республика Армения Республика Беларусь Республика Казахстан Кыргызская Республика Российская Федерация Республика Таджикистан Туркменистан Республика Узбекистан Украина | Азгосстандарт Армгоссгаидарт Госстандарт Республики Беларусь Госстандарт Республики Казахстан Кыргызстандарт Госстандарт России Тадж и к госстандарт Глангосинспскиия «Туркмеистандартлары» Узгосстандарт Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 27 декабря 2000 г. № 424-ст межгосударственный стандарт ГОС! 5257—98 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВЗАМЕН ГОСТ 5257-89
<0 ПИК И здательство стандартов. 2001
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания на территории Российской Федерации без разрешения Госстандарта России
II
ГОСТ 5257-98
Содержание 1 Область применения........................................................ 1
2 Нормативные ссылки....................................................... I
3 Основные размеры......................................................... 2
4 Технические требования..................................................... 3
5 Правила приемки.......................................................... 4
6 Методы испытаний......................................................... 5
7 Транспортирование и хранение................................................ 6
8 Гарантии изготовителя...................................................... 6
Приложение А Номинальные размеры обработанных бандажей......................... 7
III
ГОСТ 5257-98
М Е Ж Г О С У Д А Р С Т ВЕННЫ Й С Т А Н Д А Р Т
БАНДАЖИ ЧЕРНОВЫЕ ИЗ УГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ПОДВИЖНОГО СОСТАВА ТРАМВАЯ
Технические условия
Rough carbon steel lyres for tramway rolling stock. Specifications
Дата введения 2002 -01-01
1 Область применения
Настоящий стандарт распространяется на черновые бандажи (далее бандажи) для колесных пар трамвайных вагонов. Обязательные требования к качеству продукции, обеспечивающие ее безопасность для жизни, здоровья и имущества населения, охраны окружающей среды ихтожены в 3.1 - 3.3. 4.3. 4 4-4.8.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8.010—90*. Государственная система обеспечения единства измерений. Методики выполнения измерений
ГОСТ 380—94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 398—96 Бандажи из углеродистой стали для подвижного состава железных дорог широкой колеи и метрополитена. Технические условия
ГОСТ 1497—84 (ИСО 6892—84) Металлы. Методы испытания на растяжение
ГОСТ 1778—70 (ИСО 4967—79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 7505—89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565—81 (ИСО 377-2—89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9012—59 (ИСО 410—82. ИСО 6506—81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 14192—96 Маркировка грузов
ГОСТ 22536.0—87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1—88 Сталь углеродистая и чугун нелегированный. Метод определения общего углерода и графита
ГОСТ 22536.2—87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3—88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4—88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5—87 (ИСО 629—82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
* Па территории Российской Федерации действует ГОСТ Р 8.563—96.
И мание официальное ★
1
ГОСТ 5257-98
ГОСТ 22536.7—88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8—87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9—88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
3 Основные размеры
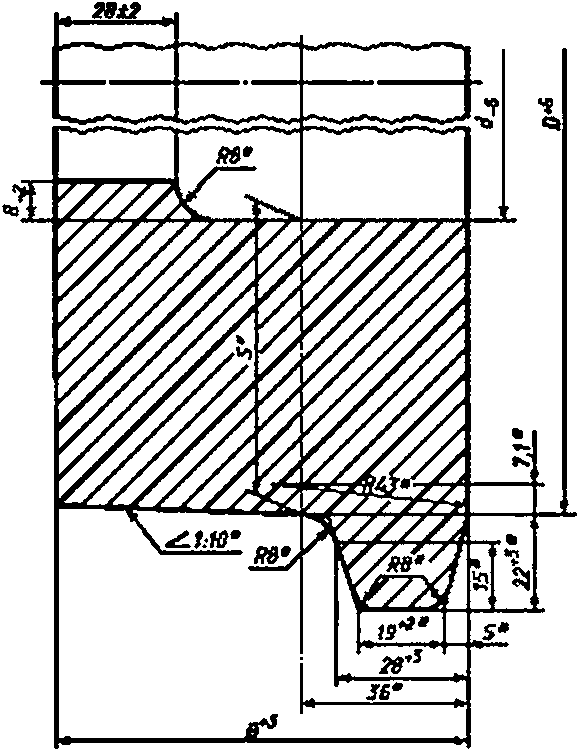
3.1 Основные размеры бандажей и их масса должны соответствовать приведенным на рисунке I и в таблице 1 или чертежам, утвержденным в установленном порядке.
Номинальные размеры обработанных бандажей приведены в приложении Л.
Т а б л и ц а I
Типоразмер Бандажа | Ширина бандажа В. мм | Внутренний диаметр Бан пажа d. мм | Диаметр окружности катании 1). мм | Мисси теоретическая АГ. кг |
1 2 | 93 | 594 554 | 716 | по 136 |
3 4 | 88 | 594 554 | 104 129 |
* Размеры для справок.
Рисунок 1
ГОСТ 5257-98
Пример условного обозначения бандажа шириной 93 мм, с внутренним диаметром 594 мм:
Бандаж- 93 х 594 ГОСТ 5257-98
Допускается:
- на внутренней боковой поверхности уклон не более Г, на наружной — не более 0.5" с соответствующим увеличением ширины;
- наличие заусенцев по внутреннему диаметру шириной и высотой не более 3 мм;
- по согласованию с потребителем изготовление бандажей в сдвоенном виде; при этом на одинарных бандажах, полуденных после их расчленения, наличие на боковой поверхности уступа высотой до 2 мм;
- по требованию заказчика изготовлять бандажи размерами, отличающимися от указанных на рисунке 1 и в таблице 1. по технической документации, утвержденной в установленном порядке.
3.2 Отклонение бандажа от плоскостности — не более 2 мм.
3.3 Овальность, разнотолщиниость и разноширинность должны быть в пределах допусков на указанные размеры.
3.4 Масса бандажей вычислена по номинальным размерам с учетом 0.5 положительного предельного отклонения ятя наружных диаметров и 0.5 отрицатели!ого — для внутренних размеров, при плотности стали 7.85 10s кг/м1 (ГОСТ 7505).
4 Технические требования
4.1 Бандажи должны изготовляться из спокойной стали, выплавленной в мартеновских и электрических печах или конвертерным способом.
Сталь должна быть подвергнута внепечной обработке путем продувки аргоном. Но согласованию с потребителем допускается изготовление бандажей из стали без внепечной обработки.
4.2 Бандажи должны изготовляться ковкой или штамповкой с последующей прокаткой.
4.3 Массовая доля элементов в стали по плавочному анализу ковшевой пробы должна быть следующей. %:
углерод — 0,57 — 0.67;
марганец — 0,50 — 0.90;
кремний — 0.20 — 0.45;
фосфор — не более 0.035;
сера — не более 0,040.
Примечания
1 Допускается отклонение по содержанию углерода ± 0.02 %.
2 Допускается в стали содержание никеля и меди не более 0.30 % каждого, хрома нс более 0.25 %.
4.4 Бандажи должны подвергаться термической обработке:
закалке с отдельного нагрева и последующему отпуску.
4.5 Уровни механических свойств металла термически обработанных бандажей должны быть не менее:
временное сопротивление при растяжении. Н/мм' (кгс/мм*), — 900 (92);
относительное удлинение. %. — 10:
относительное сужение. %, — 14;
твердость. НВ. — 250.
4.6 В бандажах не допускаются флокены, трешины. расслоения и завернувшиеся корочки. Газовые пузыри, рыхлости, пористость и неметаллические макровключения допускаются в пределах шкалы макроструктур, установленной по технической документации и утвержденной в установленном порядке.
Допускается проводить опенку качества макроструктуры бандажей по технической документации язя контроля макроструктуры бандажей подвижного состава железных дорог колеи 1520 мм (ГОСТ 398).
4.7 На поверхности бандажей не допускаются плены, вдавленная окалина, закаты, трещины, загрязнения и расслоения глубиной более:
- 2.5 мм — на внутренней цилиндрической поверхности бандажей, на поверхности катания и реборде;
3
ГОСТ 5257-98
- 2 мм — на внутренней боковой поверхности (за исключением реборды).
Глубину дефектов определяют контрольной вырубкой или обточкой. Допускается на наружной боковой поверхности бандажей вырубка или обточка дефектов глубиной до 5 мм. Общая длина вырубок на одном бандаже должна быть не более 150 мм. причем свыше двух вырубок на одном поперечном сечении не допускается. Вырубки должны быть пологими, без резких переходов.
4.8 Бандажи должны выдерживать испытания на удар (копровые испытания) или статическое сдавливание. После испытания на удар (копровые испытания) или статического сдавливания бандажи не должны иметь трещин, надрывов и других признаков разрушения. Испытание на удар или статическое сдавливание проводят по технической документации, согласованной и утвержденной в установленном порядке.
4.9 Правку бандажей в холодном состоянии допускается производить только на прессе.
4.10 На боковой наружной поверхности каждого бандажа на расстоянии 12-20 мм от его внутренней цилиндрической поверхности должны быть выбиты в горячем состоянии клейма высотой не менее 10 мм и глубиной от 1 до 4 мм в следующем порядке:
- товарный знак или условный номер предприятия-изготовителя;
- две последние цифры года изготовления;
- номер плавки;
- порядковый номер бандажа по нумерации предприятия-изготовителя.
Изменять порядок маркировки не допускается. После номера плавки должно быть оставлено место для приемочного клейма. Выбивка клейма ручным способом не допускается, за исключением приемочного клейма.
5 Правила приемки
5.1 Для проверки соответствия бандажей требованиям настоящего стандарта должны проводиться приемосдаточные испытания, при которых проверяют:
- внешний вид и размеры (3.1 — 3.3, 4.7. 4.10);
- химический состав стали (4.3):
- механические свойства (4.5);
- макроструктуру (4.6);
- испытание на удар или статическое сдавливание (4.8).
5.2 Бандажи предъявляют к приемке партиями. Партия должна состоять из бандажей, изготовленных из стали одной плавки, термически обработанных по одному режиму. Допускается в одной партии наличие бандажей двух или более типоразмеров. Бандажи, отставшие в процессе производства от партии, комплектуют в сборную партию в количестве до 250 шт. Сборную партию комплектуют по углероду в две группы: 0,57 % — 0.62 % и 0.63 % — 0.67 %.
5.3 Проверке основных размеров и внешнего вида подвергают каждый бандаж партии. Отклонение бандажа от плоскостности проверяют на пяти бандажах от партии. Результаты выборочного контроля распространяют на всю партию.
5.4 От каждой партии бандажей, принятой по внешнему виду, отбирают один бандаж для контроля макроструктуры и механических свойств, который сначала испытывают на удар или статическое сдавливание.
5.5 После испытания на удар или статическое сдавливание контролируют макроструктуру. Образцы для испытаний вырезают из наименее деформированной части бандажа.
При обнаружении в макроструктуре бандажей флокенов партию бракуют. При наличии других браковочных признаков по макроструктуре следует подвергнуть контролю еше два бандажа. При получении неудовлетворительных результатов повторных испытаний всю партию бандажей бракуют.
5.6 При получении неудовлетворительных результатов испытания бандажа на удар или статическое сдавливание, но удовлетворительной макроструктуре должно быть проведено повторное испытание двух бандажей той же партии. При получении неудовлетворительных результатов испытаний хотя бы одного бандажа всю партию бандажей бракуют.
5.7 При получении удовлетворительных результатов испытаний на удар или статическое сдавливание и контроля макроструктуры проводят испытание на растяжение и твердость. При получении неудовлетворительных результатов какого-либо из этих испытаний проводят повторные испытания данного вида на образцах, отобранных из двух бандажей. При получении неудовлетворительных результатов повторных испытаний на растяжение и твердость следует провести исследование микроструктуры с оценкой загрязненности стали неметаллическими включениями. Средний балл неметаллических включений в стали для бандажей (кроме нелеформируюшихся силикатов)
4
ГОСТ 5257-98
должен быть не более 4. а для оксидных строчечных включений — не более 2 по ГОСТ 1778. При получении неудовлетворительных результатов испытаний всю партию бракуют.
5.8 При получении неудовлетворительных результатов повторных испытаний на удар или статическое сдавливание, растяжение и твердость, но положительных результатов контроля макро* и микроструктуры, может быть проведена повторная термическая обработка всей партии бандажей.
После повторной термической обработки бандажи подвергают всем видам испытаний, предусмотренных настоящим стандартом. При получении неудовлетворительных результатов повторных испытаний по одному из показателей партию бракуют. Общее количество повторных закалок должно быть не более двух, количество отпусков не ограничивается.
5.9 При получении неудовлетворительных результатов испытаний сборной партии допускается проведение испытания бандажей каждой плавки, входящей в сборную партию, в соответствии с требованиями настоящего стандарта.
5.10 Каждая партия бандажей должна сопровождаться документом, содержащим:
- наименование предприятия-изготовителя:
- условное обозначение бандажей по настоящему стандарту;
- количество бандажей:
- номер плавки;
- результаты химического анализа стали, испытаний на твердость и растяжение;
- результаты испытаний на статическое сдавливание иди удар;
- дату изготовления;
- обозначение настоящего стандарта.
6 Методы испытаний
6.1 Осмотр внешнего вида бандажа по 4.7,4.10 следует проводить визуально. Размеры бандажей по 3.1 проверяют универсальными или специальными средствами измерения с точностью, обеспечивающей воспроизведение размеров и предельных отклонений.
6.2 Глубину и длину дефектов по 4.7 проверяют по методике, согласованной в установленном порядке.
6.3 Отклонение бандажа от плоскостности по 3.2 определяют по максимальному зазору по периметру бандажа между боковой поверхностью с внутренней стороны бандажа и плоскостью плиты путем измерения зазоров щупом или с помощью приспособления, изготовленного по технической документации, утвержденной в установленном порядке.
6.4 Овальность бандажа по окружности катания определяют полуразностью наибольшего и наименьшего диаметров, находящихся во взаимно перпендикулярных направлениях.
6.5 Разность толщины бандажа определяют разностью наибольшего и наименьшего измерений толщины бандажа по периметру.
6.6 Ширина бандажа должна проверяться вне мест расположения знаков маркировки на расстоянии не менее КМ) мм от ее крайних знаков.
6.7 Отбор проб для определения химического состава плавки проводят по ГОСТ 7565. Химический анализ стали бандажей проводят по ГОСТ 22536.0 — ГОС Г 22536.5, ГОСТ 22536.7 -ГОСТ 22536.9 или другими методами, прошедшими метрологическую аттестацию в соответствии с ГОСТ 8.010. Отклонение химического состава стали готовых бандажей от требований по 4.3 допускается в пределах, установленных ГОС Т 380.
6.8 Испытания на удар (копровые испытания) проводят свободно падающим грузом массой 1 т на вертикально установленный бандаж через стальную прокладку массой не более 20 кг. нижняя часть которой должна соответствовать очертанию испытываемого бандажа. Масса шабота должна быть не менее 10 т.
Минимальную высоту падения груза Н. м. вычисляют по формуле
// = 0,015 4, (I)
где q — масса испытываемого бандажа, кг.
Значение стрелы прогиба /. % от внутреннего диаметра бандажа, должно быть не менее вычисленного по формуле
5
ГОСТ 5257-98
Аб#- <2>
где i) — наружный диаметр бандажа, мм:
бц — минимальное значение временного сопротивления разрыву. Н/мм2.
В формулу подставляются нормируемые величины I) и ah.
При испытании количество ударов должно быть не менее грех. Если стрела прогиба меньше расчетной, бандажи подвергают дополнительным ударам до получения стрелы прогиба требуемой величины. Общее число произведенных уларов заносят в протокол испытания. Температура испытываемых бандажей не должна превышать 50 “С.
При испытании на однократное статическое сдавливание стрелу прогиба рассчитывают так же, как и при испытании на удар, но увеличивают в 1,2 раза и измеряют по индикатору пресса без учета последующей упругой деформации бандажа, возникающей при снятии нагрузки пресса.
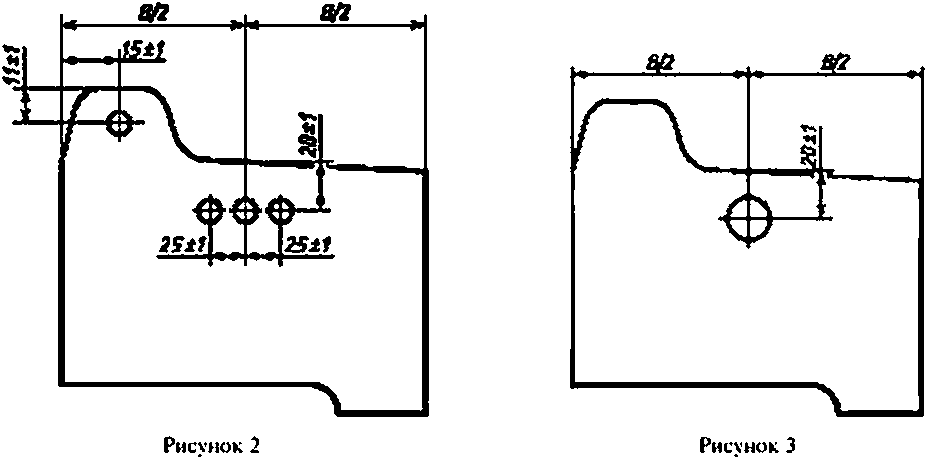
6.9 Твердость бандажей проверяют по ГОСТ 9012 шариком диаметром 10 мм при нагрузке 29430 И (3000 кгс) на поперечном темплете в местах, указанных на рисунке 2, по среднему значению трех испытаний и на реборде в одной точке.
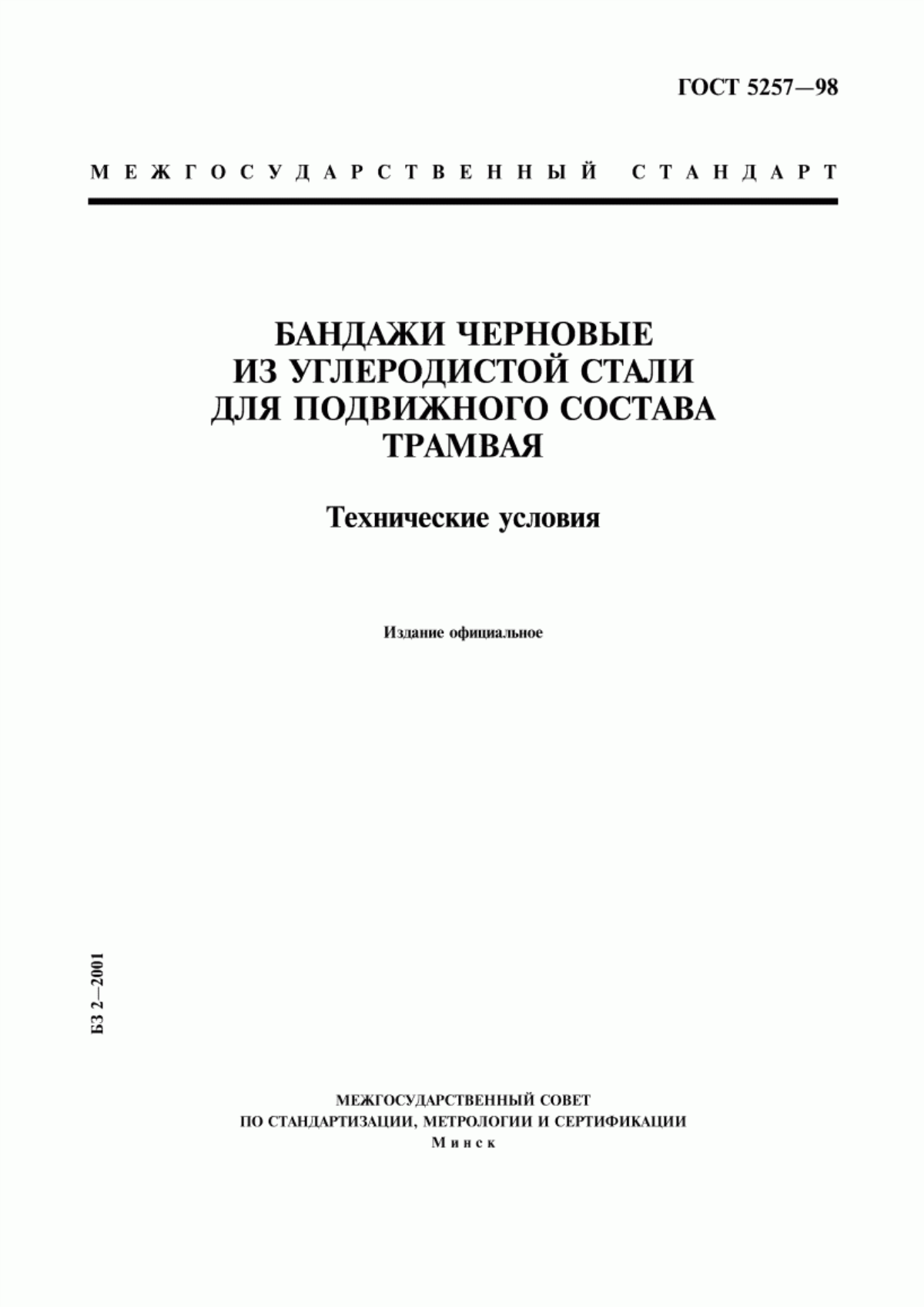
6.10 Испытание на растяжение проводят по ГОСТ 1497 на образце диаметром 10 мм с расчетной длиной 50 мм. вырезанном вдоль волокон в месте, указанном на рисунке 3. Отбор пробы - по ГОСТ 7564.
7 Транспортирование и хранение
7.1 Бандажи транспортируют всеми видами транспорта в соответствии с правилами погрузки, крепления и транспортирования, действующими на данном виде транспорта.
7.2 Транспортная маркировка должна проводиться в соответствии с ГОСТ 14192.
7.3 Хранение бандажей проводится в соответствии с ГОСТ 7566.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие бандажей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2 Гарантийный срок - 12 мес с момента ввода в эксплуатацию.
6
Табл и на А.I
ГОСТ 5257-98
ПРИЛОЖЕНИЕ А (справочное)
Номинальные размеры обработанных бандажей
В миллиметрах
Типоратмгр бандажа | 111 ирина бандажа | Диаметр па окружности кд га мим | Внутренний диаметр |
1 2 | 90 | 710 | 600 560 |
3 4 | 85 | 600 560 |
7
ГОСТ 5257-98
УДК 629.4.027.43 : 669.14.018.252.2 : 006.354
МКС 45.080
В41 ОКИ 09 4100
Ключевые слова: бандажи черновые, сталь углеродистая, размеры, масса, подвижной состав трамвая, основные размеры, технические требования, правила приемки, методы испытаний, транспортирование, хранение, гарантии изготовителя
Редактор Л. И Нахимова Технический редактор В.И. Прусакова Корректор Т.Н. Кононенко Компьютерная верстка С.В. Рябовой
Изд. лип. № 112354 от 14.07.2000. Слано а набор 25.04.2001 Подписано и печать 17.05.2001. Уел-печл. 1.40. Уч.-изд.л. 0.95. Тираж жs. С 1032. Зак. 534.
ИНК Издательств стандартов. 107076. Москва. Колодезный пер.. 14.
Набрано и Издагельстпе на ПЭВМ
Филиал ИПК Издательство стандартов — тип. "Московский печатник”. 103062. Москва. Лилин пер.. 6.
Пар М 030102
{kind=link}