ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР 70797— 2023
КОНСТРУКЦИИ БАЗОВЫЕ НЕСУЩИЕ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
Пайка конструкционная в производстве радиоэлектронной аппаратуры.
Требования к технологии
Издание официальное
Москва Российский институт стандартизации 2023
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью «Научно-технический центр технологической стандартизации и сертификации» (ООО «Авангард-ТехСт»), Открытым акционерным обществом «Авангард» (ОАО «Авангард») и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 «Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22 июня 2023 г. № 437-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© Оформление. ФГБУ «Институт стандартизации», 2023
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины, определения и сокращения............................
го го
4 Общие требования к технологии конструкционной пайки.............
5 Требования к качеству паяных соединений и исправлению их дефектов
6 Правила приемки и методы контроля
7 Требования безопасности
8 Требования охраны окружающей среды
Библиография
ГОСТ Р 70797—2023
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КОНСТРУКЦИИ БАЗОВЫЕ НЕСУЩИЕ РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
Пайка конструкционная в производстве радиоэлектронной аппаратуры.
Требования к технологии
Designs basic carriers of radio-electronic means. Structural soldering in the production of radio electronic equipment.
Technology requirements
Дата введения — 2023—12—01
1 Область применения
Настоящий стандарт устанавливает требования к технологии конструкционной пайки в производстве радиоэлектронной аппаратуры, а также технические требования к качеству паяных швов, выполненных припоями высокотемпературной пайки, методы контроля и правила приемки конструкционных паяных соединений.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.0.004 Система стандартов безопасности труда. Организация обучения безопасности
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности труда. Общие положения
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 492 Никель, сплавы никелевые и медно-никелевые, обрабатываемые давлением. Марки
ГОСТ 859 Медь. Марки
ГОСТ 1583 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2170 Ленты из никеля и низколегированных сплавов никеля. Технические условия
ГОСТ 10988 Прутки из бескислородной меди для электровакуумной промышленности. Технические условия
ГОСТ 15471 Полосы и ленты из бескислородной меди для электронной техники. Технические условия
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16130 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 19738 Припои серебряные. Марки
ГОСТ 19739 Полосы из припоев серебряных. Технические условия
ГОСТ 19746 Проволока из припоев серебряных. Технические условия
ГОСТ 23178 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 24715 Соединения паяные. Методы контроля качества
ГОСТ Р ИСО 857-2 Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения
Издание официальное
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ Р ИСО 857-2, а также следующие термины с соответствующими определениями:
3.1.1 доза припоя: Необходимый объем припоя, достаточный для формирования качественного паяного соединения и обеспечивающий повторяемость технологического процесса пайки.
Примечание — Доза может быть различной геометрической формы, но иногда может иметь точные размеры с жесткими допусками.
3.1.2 конструкционная пайка: Технологический процесс соединения металлических конструкций без их расплавления посредством расплавленного промежуточного металла-припоя.
Примечание — Выполняется низко- и высокотемпературными припоями. Низкотемпературная пайка применяется в производстве прецизионных паяных соединений, так как уменьшение нагрева существенно снижает деформацию деталей, а высокотемпературная — при изготовлении различных конструкций, для которых требуется высокая механическая прочность и термостойкость.
3.2 В настоящем стандарте применены следующие сокращения:
ОТК — отдел технического контроля;
ПДВ — предельно-допустимые выбросы;
СВЧ — сверхвысокие частоты;
ТУ — технические условия.
4 Общие требования к технологии конструкционной пайки
4.1 Производственный персонал, занятый на технологических операциях конструкционной пайки, должен проходить периодическую аттестацию в соответствии с действующими на предприятиях положениями.
4.2 Типы паяных соединений приведены на рисунке 1.
4.3 Детали, поступающие на сборку, должны удовлетворять требованиям технологичности и иметь в закрытых объемах отверстия диаметром от 0,5 до 1,5 мм для выхода воздуха и газов в процессе пайки.
4.4 Во фланцевых соединениях для улучшения условий формирования галтели детали должны иметь технологические припуски от 1 до 2 мм на длину.
4.5 Допускается дополнительно на детали наносить покрытия с хорошей паяемостью.
4.6 Выбор припоя и флюса определяют требованиями, предъявляемыми к аппаратуре. Основные типы высокотемпературных припоев и их область применения представлены в таблице 1.
4.7 Условные обозначения марок припоев состоят из буквы «П» или букв «Пр» с последующим сокращенным наименованием основных компонентов: олово — О, свинец — С, сурьма — Су, висмут — Ви, кадмий или кобальт — К, серебро — Ср, медь — М, индий — Ин, цинк — Ц, никель — Н, галлий — Гл, германий — Г, титан — Т, золото — Зл, марганец — Мц, бор — Б, фосфор — Ф, латунь или литий — Л, железо — Ж, алюминий — Ас указанием количества основного компонента в процентах по массе. В случае содержания в припое драгоценного или редкого металла указывают его количество в процентах по массе.
а) б)
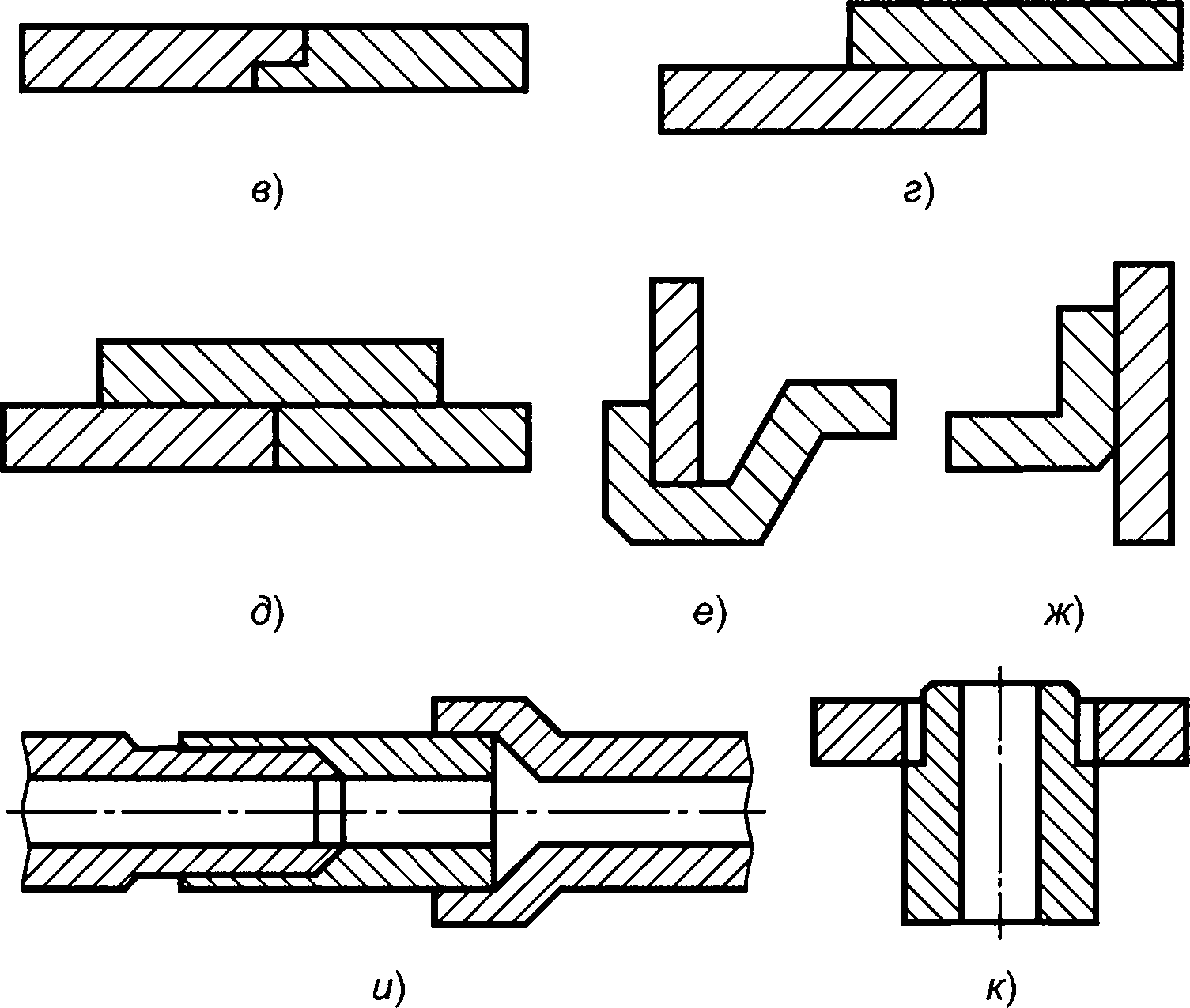
а) — соединение встык (прочность шва низкая); б) — соединение вскос (прочность шва выше, чем в случае а); в) — ступенчатое соединение (высокие требования к сборке и прочности шва); г) — соединение внахлест (прочность шва зависит от площади перекрытия); д) — соединение встык с накладкой (высокая прочность соединения); е) — соединение в замок; ж) — соединение втавр; и) — телескопическое соединение (высокие требования к сборке и прочности соединения); к) — соединение трубы с фланцем
Рисунок 1 — Типы паяных соединений
Примечания
1 В случае применения централизованно поставляемого припоя обозначение входящих в него компонентов дают в соответствии с нормативно-техническим документом на данный припой.
2 Если в качестве припоя используется сплав, не являющийся по основному назначению припоем (например, латунь Л63), букву П (Пр) в обозначении не проставляют.
4 .8 Химический состав припоев для высокотемпературной пайки представлен в таблице 2.
4 .9 Флюсы для высокотемпературной пайки применяют в соответствии с ГОСТ 23178.
Таблица 1 — Марки и область применения припоев для высокотемпературной пайки
Классификация припоев по основным компонентам
Марки припоев
Номер нормативнотехнического документа на сортамент
Номер нормативнотехнического документа на химический состав
Паяемый материал или металлическое покрытие
Область применения
Серебряные
ПСрЛНМ 72
ПСр 70
[1] (проволока)
[2] (полосы, фольга)
[1]
Нержавеющие стали, медь и медные сплавы
Медь и ее сплавы с нержавеющей сталью
Пайка волноводных и антенно-фидерных устройств в активной газовой среде
Газопламенная и индукционная пайка волноводных и других узлов
ГОСТ 19739 (полосы) ГОСТ 19746 (проволока)
ГОСТ 19738
ПСр 72
ПСр 62
Медь и ее сплавы, сплав 29НК, нержавеющие стали, керамика, медь с никелированным вольфрамом
Пайка конструкционных узлов РЭА в активной газовой среде, в вакууме и в нейтральной газовой среде
ПСр 45
ПСр 40*
ПСр 25
ПСр 25Ф
Медь и ее сплавы, сплав 29НК, нержавеющие конструкционные стали, медные провода в стеклянной изоляции
Газопламенная, индукционная и печная пайка деталей конструкционных узлов РЭА, трансформаторов, малогабаритных электромашин, электрических соединителей
ПСр 10
ПСр 29,5
[3] (проволока)
[3]
Медь и ее сплавы, нержавеющие конструкционные стали, медные провода в стеклянной изоляции
Газопламенная и индукционная пайка деталей из бериллиевой бронзы.
Газопламенная и индукционная ступенчатая пайка деталей конструкционных узлов РЭА.
Применение припоя в связи с наличием в его составе кадмия и его токсичностью допускается только в технически обоснованных случаях
ПСрМцМН 86,8
[2] (полосы, фольга)
[2]
Титан и его сплавы
Пайка волноводных устройств и других конструкционных узлов РЭА в нейтральной газовой среде (аргона)
Латунные
Л63 ЛКБ062-0,2-0,04-0,5
ГОСТ 16130 (проволока, прутки)
ГОСТ 15527
ГОСТ 16130
Медь и углеродистые стали с содержанием углерода не более 0,45 %; для припоя Л63 — латунь Л96
Газопламенная и индукционная пайка кожухов, каркасов, шасси и других конструкционных узлов РЭА и БРА
ГОСТ Р 70797—2023
СП
Классификация припоев по основным компонентам
Марки припоев
Номер нормативнотехнического документа на сортамент
Номер нормативнотехнического документа на химический состав
Паяемый материал или металлическое покрытие
Область применения
Медные
М1
ГОСТ 16130
ГОСТ 859
Углеродистые и нержавеющие стали,никель
Газопламенная и индукционная пайка кожухов, каркасов, шасси и других конструкционных узлов РЭА и БРА
МОб
ГОСТ 15471 (полосы, лента)
ГОСТ 10988 (прутки) [4] (проволока)
Керамика, титан
Пайка разъемов герметических вводов и других конструкционных узлов РЭА и БРА в нейтральной газовой среде
Медные
ПрМЦФЖ 24-6-0,75
[5] (прутки)
[5]
Медные сплавы
Газопламенная и индукционная пайка, пайка в печи и пайка погружением в расплавленную соль конструкционных узлов РЭА и БРА, не несущих переменных нагрузок. Используется для частичной замены серебряных припоев в паяных швах, не рассчитываемых на прочность
ВПр-1
ВПр-4
ВПр-7
[6] (полосы)
[6]
Нержавеющая, кремнистая стали, никель и его сплавы
Пайка в активной газовой среде экранов, каркасов, муфт.
Пайка конструкционных узлов РЭА в вакууме
ПМФОЦр 6-4-0,03 ПМФОЦр-А1 ПМФОЦр-А2
[7] (прутки)
[8] (прутки, проволока, лента)
[7]
Медь и ее сплавы
Газопламенная и индукционная пайка, пайка в печи в воздушной среде, пайка погружением в расплавленную соль конструкционных узлов РЭА и БРА, не несущих переменных нагрузок. Используется для частичной замены серебряных припоев ПСр 29,5 и ПСр 45 в паяных швах, не рассчитанных на прочность
Медные
ПМГрОБ 10-1-0,1
[9] (полосы и проволока)
[9]
Керамика марки 22ХС, титан марки ВТ1-0
Пайка конструкционных узлов РЭА в вакууме
ПрМЦН 49
—
—
Нержавеющие и конструкционные стали
Пайка в печи с инертной атмосферой, газопламенная и индукционная пайка конструкционных узлов РЭА
ГОСТ Р 70797—2023
Классификация припоев по основным компонентам
Марки припоев
Номер нормативнотехнического документа на сортамент
Номер нормативнотехнического документа на химический состав
Паяемый материал или металлическое покрытие
Область применения
Медно-титановый
ПрМТ 45
—
—
Титан и его сплавы
Пайка в нейтральной газовой среде деталей толщиной не менее 0,6 мм, подвергающихся последующему серебрению, в узлах РЭА
Никелевый
НП2
ГОСТ 2170 (ленты)
ГОСТ 492
Титан, керамика
Пайка разъемов, гермовводов, корпусов микросхем и других деталей конструкционных узлов РЭА и БРА
Алюминиевые
Силумин марки
СИЛ-1 С
[10] (ленты)
ГОСТ 1583
Алюминий, плакированный алюминий, сплавы АМц, АПСВ-1 и АД-31
Газопламенная пайка, пайка погружением в расплавленную соль, пайка в печи волноводных узлов и антеннофидерных устройств, каркасов, кожу-хов, шасси, теплообменников, радиаторов узлов РЭА и БРА
АКД-12-2С
[11] (проволока)
34А
[12] (прутки)
[12]
Алюминий, сплавы АМц, АМг2, АМЗМ
Алюминиево-гер-маниевый
ПАМГ 76 (АП4-ГМ)
Алюминий АЛ4, АП9 и сплавы АМц, АД1, АМг2, АМгЗ
Газопламенная пайка, пайка погружением в расплавленную соль, пайка в печи волноводных узлов и антеннофидерных устройств, каркасов, кожухов, шасси, теплообменников, радиаторов узлов РЭА и БРА
ГОСТ Р 70797—2023
Таблица 2 —Химический состав припоев для высокотемпературной пайки
Марки припоев
Химический состав, %
Серебро
Медь
Цинк
Кремний
Никель
Железо
Алюминий
Другие металлы
Сумма примесей, не более
ПСрЛНМ 72
71,5—72,5
25,39—27,19
—
—
0,7—1,3
—
—
Литий 0,40—0,60
0,21
ПСр 70
69,5—70,5
25,50—26,50
2,8—4,8
—
—
—
—
—
0,20
ПСр 72
71,5—72,5
27,35—28,35
—
—
—
—
—
—
0,15
ПСр 62
61,5—62,5
27,00—29,00
—
—
—
—
—
Олово 8,35—11,35
0,15
ПСр 45
44,5^5,5
29,50—30,50
23,7—25,7
—
—
—
—
—
0,30
Марки припоев
Химический состав, %
Серебро
Медь
Цинк
Кремний
Никель
Железо
Алюминий
Другие металлы
Сумма примесей, не более
ПСр 40
39,0—41,0
16,00—17,40
16,2—17,8
—
0,1—0,5
—
—
Кадмий 23,0—28,4
0,30
ПСр 25
24,7—25,3
39,00—41,00
33,4—36,0
—
—
—
—
—
0,30
ПСр 29,5
29,0—30,0
26,55—30,55
29,3—31,3
—
—
—
—
Кадмий 11,00—12,00
0,15
ПСр 25Ф
24,5—25,5
68,85—70,85
—
—
—
—
—
Фосфор 4,5—5,5
0,15
ПСр 10
9,7—10,3
52,00—54,00
35,4—38,0
—
—
—
—
—
0,30
ПСрМцМн 86,8
85,8—87,8
2,50—3,30
—
—
0,5—1,1
—
—
Марганец 7,6—11
0,20
Л63
—
62,00—65,00
34,5—37,5
—
—
—
—
—
0,50
ЛКБО 62-0,2-0,04-0,5
—
60,50—63,50
35,5—39,1
0,1—0,3
—
—
—
Олово 0,30—0,70
Бор 0,03-0,10
0,50
МОб
—
99,97
—
—
—
—
0,03
ПрМЦФЖ 24-6-0,75
—
65,3—71,8
22,0—26,0
—
—
0,5—1,0
—
Фосфор 5,00—7,00
0,70
ВПр-1
—
»
—
1,5—2,0
27,0—30,0
Не более 1,5
—
Бор 0,10—0,30
0,20
ВПр-7
—
—
—
0,8—0,12
50,6854,63
—
—
Марганец 32—35 Кобальт 10—11 Ниобий 2,0—2,5 Бор 0,07—0,20
0,50
МОб
—
99,97
—
—
—
—
0,03
ПрМЦФЖ 24-6-0,75
—
65,3—71,8
22,0—26,0
—
—
0,5—1,0
—
Фосфор 5,00—7,00
0,70
ВПр-1
—
»
—
1,5—2,0
27,0—30,0
Не более 1,5
—
Бор 0,10—0,30
0,20
ПМФОЦр 6-4-0,03
—
88,54—90,58
0,01
—
—
0,1
—
Олово 3,5—4,5 Цирконий 0,01—0,05 Фосфор 5,3—6,3
0,50
ПМФОЦр-А1
—
—
—
0,1
—
—
0,1
—
—
ГОСТ Р 70797—2023
Марки припоев
Химический состав, %
Серебро
Медь
Цинк
Кремний
Никель
Железо
Алюминий
Другие металлы
Сумма примесей, не более
ПМФОЦр-А2
—
—
2—5
—
—
—
—
—
—
ПМГрОБ 10-1-0,1
—
87,75—89,27
—
—
—
—
—
Олово 0,9—1,3 Германий 9,5—10,5 Бор 0,03—0,15
0,30
ПрМЦН 49
—
»
29,0—30,0
0,5—0,7
19,0—21,0
—
—
Бор 1,3—1,5
0,70
ПрМТ 45
—
49,00—51,00
—
0,7—1,0
—
1,0—3,0
—
Титан 44,7—49
0,30
НП2
—
—
—
Никель + кобальт 99,5
—
—
—
0,50
Силумин марки
СИЛ-1 С, АКД-12-2С
—
—
—
11,0—12,5
—
—
87,5—
89,0
—
—
34А
—
27,00—29,00
—
5,5—6,5
—
—
»
—
0,80
ПАМ Г 76 (АЛ4-ГМ)
—
9,00—10,00
—
8,0—9,0
—
—
»
Магний не более 0,03
Германий 5,00—6,00
—
ВПр-4
29,70—38,24
0,8—1,2
28—30
1,0—1,5
Марганец 27—30 Фосфор 0,1—0,2
Кобальт 4—6
Бор 0,15—0,25
Литий 0,15—0,30
Калий 0,01—0,20 Натрий 0,05—0,15
0,5
ГОСТ Р 70797—2023
5 Требования к качеству паяных соединений и исправлению их дефектов
5.1 Требования к внешнему виду, форме и размерам паяных швов
5.1.1 Швы паяных соединений должны отвечать требованиям чертежей, ТУ на изделия, а также требованиям настоящего стандарта.
5.1.2 Паяные швы должны быть гладкими и непрерывными с обеих сторон соединения. Переход от паяного шва к основному металлу должен быть плавным.
Для титана и его сплавов допускается отсутствие плавного перехода, в галтельных участках допускаются неровности в виде шероховатости и бугристости.
5.1.3 На паяных швах, в местах, доступных для визуального контроля, не допускаются дефекты (непропаи, раковины, трещины и прожоги, флюсовые включения), видимые невооруженным глазом или с помощью лупы.
5.1.4 В паяных соединениях в зоне шва допускается равномерный расплыв припоя толщиной до 0,3 мм и шириной до 10,0 мм.
5.1.5 На паяных соединениях, выполненных низкотемпературной пайкой по покрытиям или без них, допускается расплыв припоя на расстоянии от 3 до 4 мм от края галтели.
Примечание — Увеличение расстояния допускаемого расплыва припоя от края галтели указывают в технических требованиях чертежа.
5.1.6 В паяных соединениях (на всей длине паяного шва) допускаются подрезы основного металла глубиной не более 10 % наименьшей толщины паяемого металла.
5.1.7 На паяных швах допускаются без исправления отдельные несплошные поры, выявленные до и после механической и слесарной обработки, свободные от остатков флюса. Максимальный размер поры — 0,5 мм, глубина — 0,5 мм (при глубине шва не менее 1,0 мм). Суммарная длина пор не должна превышать 5 % длины паяного шва. Каждая сторона периметра является отдельным швом.
5.1.8 В галтелях паяных швов (в местах наложения припоя) на сборочных единицах, изготавливаемых из титана и его сплавов, допускается оставлять без исправления поры с максимальным диаметром 0,5 мм, глубиной 0,5 мм и суммарной протяженностью их составляющей не более 10 % общей длины паяного шва.
5.1.9 Качество паяных швов после нанесения гальванического покрытия должно соответствовать требованиям настоящего стандарта.
5.1.10 При пайке тавровых, угловых, телескопических и нахлесточных соединений допускается образование в прямом углу галтелей с катетами до 2 мм.
5.1.11 Дефекты швов, выявленные до и после механической и слесарной обработки и недопустимые по требованиям чертежей или ТУ на изделие, подлежат исправлению.
5.1.12 При отсутствии в чертежах и технических условиях на изделия специальных требований, в паяных швах допускаются без исправления следующие дефекты:
- окисление паяного шва и основного металла в околошовной зоне до зеленого и темно-синего цвета на меди и медных сплавах, до фиолетового на сталях и коричневого цвета на титановых сплавах;
- наличие пятен от светло-серого до темно-серого цвета (без углубления и раковин) в зоне воздействия расплавленного флюса;
- наличие пятен белого и серого цвета в зоне воздействия флюса при низкотемпературной пайке сборочных единиц, имеющих гальваническое покрытие (серебро, кадмий, цинк).
5.1.13 Допускаются отдельные наплывы припоя с плавным переходом к галтели паяного шва, имеющие высоту не более 1,5 мм и ширину не более 10 мм при суммарной длине, не превышающей 10 % от периметра шва.
5.2 Требования к паяным швам сборочных единиц СВЧ
5.2.1 На сборочные единицы СВЧ распространяются положения, оговоренные в 5.1.1, 5.1.2, 5.1.9, 5.1.10, 5.1.11.
При пайке сборочных единиц СВЧ, изготовленных из алюминия и его сплавов, допускается величина галтели до 3 мм.
5.2.2 Дефекты, выявленные на рабочих и контактных поверхностях сборочных единиц СВЧ после механической или слесарной обработки и недопустимые по условиям работы согласно техническим требованиям чертежа, подлежат обязательному исправлению.
5.2.3 На паяных швах СВЧ элементов, расположенных на нерабочих поверхностях и не подвергаемых гальваническим покрытиям, допускаются дефекты, указанные в 5.1.7 и 5.1.8.
5.2.4 Дефекты, указанные в 5.1.4 и 5.1.12, допускаются только в том случае, если внутренние поверхности СВЧ элементов не доступны для механической или слесарной обработки.
5.2.5 После механической обработки и гальванического покрытия в паяных швах на контактных поверхностях сборочных единиц СВЧ устройств допускаются без исправления отдельные поры диаметром не более 0,3 мм в количестве 5—6 шт. на 100 мм паяного шва.
5.3 Требования к исправлению дефектов паяных швов
5.3.1 Все недопустимые дефекты пайки подлежат исправлению припоями и флюсами, разрешенными к применению в отрасли, исходя из требований чертежа или ТУ на изделие.
5.3.2 К исправлению допускаются сборочные единицы с суммарной длиной дефектов, не превышающих, за исключением отдельных случаев, 15 % длины шва. Разрешение на исправление дефектов с оформлением соответствующих документов (карточки-разрешения, служебной записки и т.п.) дают представители отдела главного технолога и ОТК предприятия-изготовителя.
5.3.3 Допустимое количество повторных исправлений дефектов пайки в каждом конкретном случае должны устанавливать представители главного технолога и ОТК в порядке, предусмотренном на предприятии-изготовителе.
5.3.4 При исправлении дефектов на нерабочей стороне сборочной единицы место подпайки должно иметь плавный переход неосновной поверхности.
5.3.5 Допускается исправление дефектов паяных швов после нанесения гальванических покрытий.
5.3.6 После исправления дефектов паяная сборочная единица должна отвечать требованиям чертежа и настоящего стандарта.
5.3.7 Поры, раковины, трещины, непропаи и другие дефекты, выявленные при механической обработке паяных швов, выполненных припоями высокотемпературной пайки и подлежащих гальваническому покрытию, должны быть устранены путем подпайки припоями марок ПСр 2,5, ПСр 2 и другими припоями для низкотемпературной пайки, если невозможна подпайка припоями для высокотемпературной пайки.
5.3.8 На сборочных единицах из титана и его сплавов дефекты паяных швов разрешается устранять аргонодуговой сваркой с применением припоев ПСр 70 и ПСр 72 и ПСрМцМн 86,8.
5.3.9 Для выявления указанных дефектов на паяном шве, подвергающемся электролитическому покрытию, рекомендуется производить предварительное серебрение или меднение на толщину 1—2 мкм.
5.3.10 Допускается исправление дефектов паяных швов (пор, непропаев, раковин) после нанесения гальванических покрытий низкотемпературными припоями марок ПСр 2,5, ПОС 61 и ПОС 40.
5.3.11 На деталях, покрытых медью гальваническим способом, допускается подпайка дефектов не более двух раз.
5.3.12 При исправлении дефектов паяного шва на нерабочих поверхностях сборочной единицы место подпайки должно иметь плавный переход к основному металлу.
6 Правила приемки и методы контроля
6.1 Все паяные швы должны быть проверены ОТК предприятия-изготовителя на соответствие чертежам, требованиям настоящего стандарта и ТУ на изделие. Выбор метода или комплекса методов контроля для обнаружения дефектов паяных соединений следует проводить в соответствии с требованиями ГОСТ 24715, исключая ультразвуковой и рентгеновский методы контроля.
6.2 Паяные соединения после удаления остатков флюса, а также после механической или слесарной обработки должны быть подвергнуты контролю качества пайки.
6.3 Все паяные швы следует предъявлять для контроля качества пайки до нанесения гальванического и лакокрасочного покрытия.
6.4 Паяные швы, в которых после контроля качества пайки (приемки) производилось исправление дефектов пайки, подлежат повторному контролю.
6.5 Внешнему осмотру необходимо подвергать 100 % паяных швов. Внешним осмотром или с помощью лупы типа ЛП1 выявляют следующие дефекты: поры, непропаи, проплавления основного материала, подрезы и неполноту удаления остатков флюса.
6.6 Измерение размеров паяных швов и выявленных дефектов следует производить мерительным инструментом, обеспечивающим необходимую точность измерения, или специальными шаблонами и эталонами, предусмотренными технологической документацией.
6.7 Контроль паяных швов в местах, недоступных для наблюдений и измерений, допускается проводить выборочным разрушением паяных соединений в тех случаях, когда это необходимо по условиям работы и указано в технических требованиях чертежа или ТУ. Количество разрушаемых сборочных единиц устанавливают совместно с представителями ОТК и отдела главного технолога.
6.8 Паяные соединения, прошедшие термообработку, если она предусмотрена чертежом, необходимо подвергать контролю качества пайки.
6.9 Проверку механических свойств паяных швов, металлографический контроль и другие виды контроля и испытаний следует проводить, если они оговорены в чертеже или ТУ на изделие.
6.10 Окончательную приемку паяных швов следует проводить после нанесения гальванопокрытий и окраски, если последние предусмотрены требованиями чертежа или ТУ на изделие.
7 Требования безопасности
7.1 Процессы производства и пайки (лужения) высокотемпературными припоями могут сопровождаться выделением токсичных веществ, которые относятся к веществам различного класса опасности в соответствии с ГОСТ 12.1.007.
7.2 Поступление вредных веществ в организм человека в условиях изготовления и использования припоев возможно при вдыхании загрязненного воздуха, а также с водой и пищей при несоблюдении работающими личной гигиены.
7.3 Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны производственных помещений необходимо контролировать согласно ГОСТ 12.1.005.
7.4 Контроль за содержанием вредных веществ в воздухе рабочей зоны следует проводить в соответствии с ГОСТ 12.1.005 и ГОСТ 12.1.007.
7.5 При погрузочно-разгрузочных работах необходимо соблюдать требования безопасности в соответствии с ГОСТ 12.3.009.
7.6 Работающие с припоями должны проходить:
- инструктаж по технике безопасности в соответствии с ГОСТ 12.0.004;
- обучение методам работы с припоями и правилам обращения с защитными средствами;
- предварительный при поступлении на работу и периодические медицинские осмотры.
7.7 Все работы с расплавленными припоями следует выполнять в сухой спецодежде, в ботинках с металлическим подноском, перчатках повышенных температур ESAB heavy duty aluminium 1500 °C и предохранительных приспособлениях. Во избежание ожогов работающие с расплавленными припоями должны защищать лицо специальными очками.
8 Требования охраны окружающей среды
8.1 В целях охраны атмосферного воздуха от загрязняющих выбросов вредных веществ необходимо осуществлять контроль за соблюдением ПДВ.
8.2 Сбор, хранение и утилизацию отходов, образующихся при производстве необходимо осуществлять в соответствии с действующим законодательством.
8.3 Утилизацию отходов припоев можно производить методом плавления в слитки, с последующим использованием литого припоя в качестве готового технологического материала для любых других целей пайки.
8.4 В процессе производства припоев сточные воды не образуются.
8.5 Сведения по утилизации:
- не требуют специальных мер безопасности во время утилизации.
Библиография
[1] | ТУ 48-1-338—85 | Проволока из припоев серебряных |
[2] | ТУ 48-1-337—85 | Полосы и фольга из припоев серебряных. Технические условия |
[3] | ТУ 48-1-261—80 | Проволока прессованная из припоев марок ПСр29, 5 и ПСрТ29 |
[4] | ТУ 16-705.492—2005 | Проволока медная круглая электротехническая |
[5] | ТУ 48-21-479—85 | Прутки припоя марки ПРМЦФЖ 24-6-0,75 |
[6] | ОСТ1-90208—75 | Прутки шлифованные и механически калиброванные из титановых сплавов |
[7] | ТУ 48-21-663—79 | Припои медно-фосфорные |
[8] | ТУ МАТИ-3903-003—91 | Прутки, проволока и лента меднофосфористого припоя |
[9] | ТУ 48-21-628—79 | Полосы и проволока медногерманиевых припоев |
[Ю] | ТУ 1-9-555—77 | Припои из силумина марки СИЛ-1 С |
[11] | ТУ 48-0106-66—88 | Порошок алюминиево-кремниевый марки АКД-12 |
[12] | ТУ 1-92-46—76 | Прутки припоя марки 34А |
УДК 67.03:006.354
ОКС 31.190
Ключевые слова: высокотемпературная (конструкционная) пайка, припой, паяный шов, деталь, СВЧ-модуль
Редактор Н.А. Аргунова Технический редактор В.Н. Прусакова Корректор М.В. Бучная Компьютерная верстка Е.О. Асташина
Сдано в набор 26.06.2023. Подписано в печать 29.06.2023. Формат 60х841/8. Гарнитура Ариал. Усл. печ. л. 1,86. Уч.-изд. л. 1,40.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}