МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
ISO 11148-7—
2014
Машины ручные неэлектрические. Требования безопасности
Часть 7
МАШИНЫ ШЛИФОВАЛЬНЫЕ
(ISO 11148-7:2012, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ ISO 11148-7—2014
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Научно-производственным республиканским унитарным предприятием «Белорусский государственный институт стандартизации и сертификации» (БелГИСС) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Государственным комитетом по стандартизации Республики Беларусь
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 20 октября 2014 г. № 71-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджи кета н да рт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 24 января 2024 г. №56-ст межгосударственный стандарт ГОСТ ISO 11148-7—2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2025 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11148-7:2012 «Машины ручные неэлектрические. Требования безопасности. Часть 7. Машины шлифовальные» («Hand-held non-electric power tools — Safety requirements — Part 7: Grinder», IDT).
Международный стандарт ISO 11148-7:2012 разработан подкомитетом SC3 «Пневматический инструмент и машины» технического комитета по стандартизации ISO/TC118 «Компрессоры и пневматический инструмент, машины и оборудование» Международной организации по стандартизации (ISO).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ EN 792-7—2012
II
ГОСТ ISO 11148-7—2014
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO, 2012
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ ISO 11148-7—2014
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................2
3 Термины и определения................................................................3
3.1 Общие термины и определения......................................................3
3.2 Термины и определения, относящиеся к шлифовальным машинам........................4
3.3 Символы.........................................................................5
4 Требования безопасности и/или защитные меры...........................................5
4.1 Общие требования................................................................5
4.2 Механическая безопасность.........................................................5
4.3 Тепловая безопасность............................................................18
4.4 Снижение шума..................................................................18
4.5 Вибрация.......................................................................19
4.6 Обрабатываемые, используемые или расходуемые материалы и вещества................19
4.7 Эргономика.....................................................................19
4.8 Органы управления...............................................................20
5 Верификация.......................................................................20
5.1 Общие условия для испытаний.....................................................20
5.2 Шум............................................................................20
5.3 Вибрация.......................................................................21
5.4 Испытания на деформацию фланцев................................................21
5.5 Испытания защитных ограждений...................................................21
5.6 Непреднамеренный пуск...........................................................23
5.7 Конструкция машины..............................................................23
5.8 Испытания альтернативных фланцев................................................23
5.9 Структура верификации требований безопасности.....................................24
6 Информация для потребителя.........................................................25
6.1 Маркировка, знаки и предупреждающие надписи......................................25
6.2 Руководство по эксплуатации.......................................................26
6.3 Инструкции по эксплуатации.......................................................30
6.4 Данные.........................................................................30
6.5 Инструкции по техническому обслуживанию..........................................31
Приложение А (справочное) Перечень существенных опасностей..............................32
Приложение В (справочное) Примеры шлифовальных машин.................................34
Приложение С (справочное) Символы для этикеток и знаков..................................36
Приложение D (справочное) Примеры абразивного инструмента для ручных шлифовальных машин..................................................................37
Приложение Е (справочное) Пример порядка расчета усилия зажима..........................43
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам..........................................46
Библиография........................................................................47
IV
ГОСТ ISO 11148-7—2014
Введение
Настоящий стандарт относится к стандартам типа С по ISO 12100.
Рассматриваемые машины и распространение на них опасностей, опасных ситуаций и событий охватываются и определяются областью применения настоящего стандарта.
Если требования настоящего стандарта типа С отличаются от требований стандартов типов А или В, распространяющихся на такую же продукцию или группы продукции, то требования настоящего стандарта имеют преимущественное значение.
Серия стандартов ГОСТ ISO 11148-7 под общим названием «Машины ручные неэлектрические. Требования безопасности» состоит из следующих частей:
- часть 1. Машины для крепления деталей без резьбы;
- часть 2. Машины режущие и обжимные;
- часть 3. Машины для сверления и нарезания резьбы;
- часть 4. Машины ударные;
- часть 5. Машины ударно-вращательные;
- часть 6. Машины резьбозавертывающие;
- часть 7. Машины шлифовальные;
- часть 8. Машины шлифовальные и полировальные;
- часть 9. Машины шлифовальные для обработки штампов;
- часть 10. Машины нажимного действия;
- часть 11. Ножницы и вырубные ножницы;
- часть 12. Пилы малогабаритные дисковые колебательного и возвратно-поступательного действия;
- часть 13. Машины для забивания крепежных изделий.
Некоторые части распространяются на ручные неэлектрические машины, приводимые в действие двигателями внутреннего сгорания, работающими на жидком или газообразном топливе. В этих частях аспекты безопасности, касающиеся двигателей внутреннего сгорания, приведены в приложениях.
Настоящий стандарт взаимосвязан с техническим регламентом Таможенного союза ТР ТС 010/2011 «О безопасности машин и оборудования».
V
ГОСТ ISO 11148-7—2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Машины ручные неэлектрические. Требования безопасности
Часть 7
МАШИНЫ ШЛИФОВАЛЬНЫЕ
Hand-held non-electric power tools. Safety requirements. Part 7. Grinders
Дата введения — 2025—01—01
ПРЕДУПРЕЖДЕНИЕ — Цвета, изображенные в электронной версии и на бумажном носителе настоящего стандарта, могут не просматриваться на экране или быть напечатанными как правильное представление. Для обеспечения цветовых характеристик см. ISO 3864-4, который устанавливает колориметрические и фотометрические характеристики материалов для знаков безопасности.
1 Область применения
Настоящий стандарт устанавливает требования безопасности к ручным неэлектрическим машинам, предназначенным для шлифования и отрезания абразивным инструментом на всех видах материалов (далее — шлифовальные машины). Шлифовальные машины могут быть с приводом от сжатого воздуха или гидравлической жидкости, удерживаться одной или двумя руками, с подвесным устройством или без него (например, балансиром).
Примечание 1 — На момент публикации стандарта не известны типы шлифовальных машин с двигателями внутреннего сгорания (кроме отрезных машин с областью применения по ISO 19432). Когда они будут идентифицированы, то будут внесены в настоящий стандарт.
Настоящий стандарт распространяется на шлифовальные машины, оснащенные:
- абразивными кругами с окружной рабочей скоростью не более 80 м/с;
- отрезными кругами с окружной рабочей скоростью не более 100 м/с;
- абразивными кругами с наружным номинальным диаметром не более 230 мм;
- отрезными кругами с наружным номинальным диаметром не более 250 мм;
- проволочными щетками;
- алмазными или армированными кругами с наружным номинальным диаметром не более 450 мм; - полировальными дисками и полировальными кругами.
Примечание 2 — Примеры шлифовальных машин приведены в приложении В.
Примечание 3 — Примеры абразивного инструмента, используемого в ручных шлифовальных машинах, приведены в приложении D.
Настоящий стандарт не распространяется на специальные и модифицированные ручные машины, устанавливаемые в приспособлениях.
Настоящий стандарт не распространяется на:
- зачистные машины с цанговыми патронами, которые рассматриваются в ISO 11148-9;
- полировальные и шлифовальные машины (т. е. машины, используемые с покрытыми абразивами, кроме полировальных дисков и полировальных кругов), которые рассматриваются в ISO 11148-9;
Издание официальное
1
ГОСТ ISO 11148-7—2014
- отрезные машины с двигателем внутреннего сгорания, используемые для отрезания строительных материалов, которые рассматриваются в ISO 19432;
- проволочные щетки на валу, которые рассматриваются в ISO 11148-9.
Настоящий стандарт рассматривает все существенные опасности, опасные ситуации или опасные события, относящиеся к шлифовальным машинам, применяемым по назначению и при условиях неправильного применения, которое заранее предсказуемо изготовителем, за исключением использования шлифовальных машин в потенциально взрывоопасных средах.
Примечание 4 — BEN 13463-1 приведены требования для неэлектрического оборудования в потенциально взрывоопасных средах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 3857-3:1989 Compressors, pneumatic tools and machines. Vocabulary — Part 3: Pneumatic tools and machines (Компрессоры, инструменты и машины пневматические. Словарь. Часть 3. Инструменты и машины пневматические)
ISO 5391:2003 Pneumatic tools and machines — Vocabulary (Инструменты и машины пневматические. Словарь)
ISO 12100:2010 Safety of machinery — General principles for design — Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка риска и снижение риска)
ISO 13732-1:2006 Ergonomics of the thermal environment — Methods for the assessment of human responses to contact with surfaces — Part 1: Hot surfaces (Эргономика температурной среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности)
ISO 13732-3:2005 Ergonomics of the thermal environment — Methods for the assessment of human responses to contact with surfaces — Part 3: Cold surfaces (Эргономика тепловой среды. Методы оценки реакции человека при контакте с поверхностями. Часть 3. Холодные поверхности)
ISO 15744:2002 Hand-held non-electric power tools — Noise measurement code — Engineering method (grade 2) (Инструменты ручные неэлектрические механизированные. Свод правил по измерению уровня шума. Технический метод (этап 2))
ISO 17066:2007 Hydraulic tools — Vocabulary (Инструменты гидравлические. Словарь)
ISO 20643:2005 Mechanical vibration — Hand-held and hand-guided machinery — Principles for evaluation of vibration emission (Вибрация механическая. Ручные инструменты и машины с ручным управлением. Принципы оценки вибрации)
ISO 28927-1:20091) Hand-held portable power tools — Test methods for evaluation of vibration emission — Part 1: Angle and vertical grinders (Инструменты ручные переносные с приводом. Методы испытаний для оценки распространения вибрации. Часть 1. Угловые и вертикальные шлифовальные машины)
ISO 28927-4:2010 Hand-held portable power tools — Test method for evaluation of vibration emission — Part 4: Straight grinders (Инструменты ручные переносные с приводом. Методы испытаний для оценки распространения вибрации. Часть 4. Прямые шлифовальные машины)
EN 10111:2008 Continuously hot rolled low carbon steel sheet and strip for cold forming — Technical delivery conditions (Листы и полосы из низкоуглеродистой стали, полученные непрерывной горячей прокаткой, для холодной штамповки. Технические условия поставки)
EN 10130:2006 Cold rolled low carbon steel fat products for cold forming — Technical delivery conditions (Прокат листовой холоднокатаный из низкоуглеродистой стали для холодной штамповки. Технические условия поставки)
EN 12096:1997 Mechanical vibration — Declaration and verification of vibration emission values (Вибрация механическая. Форма записи и оценка показателей вибрационной эмиссии)
EN 12418:2000 + А1:20092) Masonry and stone cutting-off machines for job site — Safety (Пилы камнерезные строительные. Безопасность)
1) На территории Российской Федерации действует ГОСТ Р ИСО 28927-1—2012 «Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 1. Машины шлифовальные угловые и вертикальные».
2) Действует взамен EN 12418:2000.
2
ГОСТ ISO 11148-7—2014
3 Термины и определения
В настоящем стандарте применены термины по ISO 3857-3, ISO 5391, ISO 12100, ISO 17066 (для гидравлических машин), а также следующие термины с соответствующими определениями.
3.1 Общие термины и определения
3.1.1 ручная машина (hand-held power tool): Машина, управляемая одной или двумя руками, с приводом от двигателей вращательного или возвратно-поступательного движения, работающим на сжатом воздухе, гидравлической жидкости, газообразном или жидком топливе, электрической или накопленной энергии (например, пружиной), для осуществления механической работы, спроектированная таким образом, что двигатель и механизм образуют единый блок, который при работе можно легко переносить с места на место.
Примечание — Ручная машина, работающая на сжатом воздухе или газе, называется пневматической машиной (или воздушной машиной). Ручная машина, работающая на гидравлической жидкости, называется гидравлической ручной машиной.
3.1.2 сменный инструмент (inserted tool): Инструмент, вставляемый в шлифовальную машину для осуществления необходимой работы.
3.1.3 инструмент для технического обслуживания (service tool): Инструмент, предназначенный для текущего ремонта или технического обслуживания шлифовальной машины.
3.1.4 устройство управления (control device): Устройство для пуска/останова шлифовальной машины, или для изменения направления вращения шпинделя, или для управления функциональными характеристиками, например частотой вращения или мощностью.
3.1.5 устройство пуска/останова, дроссель (start-and-stop device, throttle): Ручной орган управления на шлифовальной машине, с помощью которого может быть включена или отключена подача энергопитания к двигателю.
3.1.6 устройство пуска/останова с автоматическим возвратом в исходное положение; дроссель постоянного давления (hold-to-run start-and-stop device, constant-pressure throttle): Устройство пуска/останова, которое автоматически возвращается в выключенное положение, когда усилие на исполнительном приводе устройства пуска/останова снимается.
3.1.7 устройство пуска/останова, блокируемое во включенном положении; дроссель постоянного давления с мгновенной блокировкой (lock-on start-and-stop device, costant pressure throttle with instant release lock): Устройство пуска/останова с автоматическим возвратом в исходное положение, которое может быть заблокировано в положении «ВКЛ» и спроектировано так, чтобы шлифовальная машина может отключаться одним движением одного и того же пальца или пальцев, используемого (ых) для переключения в положение «ВКЛ».
3.1.8 устройство пуска/останова, блокируемое в выключенном положении; отключаемый дроссель (lock-off start-and-stop deice, lock-off throttle): Устройство пуска/останова, которое автоматически фиксируется в положении «ВЫКЛ», когда привод отпускается и требуются два движения для активизации шлифовальной машины.
3.1.9 принудительное устройство пуска/останова; принудительный дроссель (positive on-off start-and-stop device, positive on-off throttle): Устройство пуска/останова, которое сохраняется в положении «ВКЛ» до тех пор, пока его не изменят вручную.
3.1.10 максимальное рабочее давление (maximum operating pressure): Максимальное давление, при котором шлифовальная машина может работать.
3.1.11 гибкий рукав (whip hose): Рукав для подачи воздуха, соединяющий главный воздушный рукав с пневмомашиной для обеспечения большей гибкости.
3.1.12 номинальное давление воздуха (rated air pressure): Давление воздуха, требуемое на входе пневмомашины для обеспечения номинальной характеристики машины; рассматривается как максимальное давление, при котором машина может работать.
3.1.13 номинальная частота вращения
3.1.13.1 номинальная частота вращения (rated speed): Частота вращения (пневмомашины) без нагрузки и при номинальном давлении воздуха на входном порту машины.
Примечание 1 — Номинальная частота вращения выражается в оборотах в минуту.
3
ГОСТ ISO 11148-7—2014
Примечание 2 — Номинальная частота вращения рассматривается так же, как и максимальная частота вращения, при которой абразивный инструмент, такой как в шлифовальной машине, может работать.
3.1.13.2 номинальная частота вращения (rated speed): Частота вращения (гидравлической машины) без нагрузки при номинальной подаче жидкости на входном порту машины.
Примечание 1 — Номинальная частота вращения выражается в оборотах в минуту.
Примечание 2 — Номинальная частота вращения рассматривается так же, как и максимальная частота вращения, при которой абразивный инструмент, такой как в шлифовальной машине, может работать.
3.1.14 максимально достижимая частота вращения (maximum attainable speed): Максимальная частота вращения, достигаемая машиной при наиболее неблагоприятных условиях, возможной неправильной регулировке или неисправности устройств контроля частоты вращения, когда подается сжатый воздух при давлении, маркированном на шлифовальной машине, или когда подается гидравлическая жидкость при максимальной подаче, маркированной на шлифовальной машине.
3.1.15 подвесное устройство (suspension device): Устройство, которое присоединяется к шлифовальной машине, основным назначением которого является снижение нагрузки на оператора, вызванной массой шлифовальной машины.
Примечание — Устройство может также иметь дополнительное назначение передачи реактивного момента.
3.2 Термины и определения, относящиеся к шлифовальным машинам
3.2.1 шлифовальная машина (grinder): Ручная машина с вращающимся шпинделем, на котором установлен абразивный круг/инструмент для удаления материала.
Примечание — Шлифовальная машина, оснащенная отрезным шлифовальным кругом, часто называется отрезной машиной (см. приложение В).
3.2.2 шпиндель машины (machine spindle): Вал шлифовальной машины, на котором размещается, закрепляется и которым приводится в действие абразивный инструмент.
3.2.3 фланец (flange): Диск (обычно металлический), установленный на шпинделе машины для закрепления и удержания абразивного круга/инструмента.
3.2.4 фланцевое крепление (flange set): Способ, предназначенный для крепления нерезьбового абразивного инструмента на шпинделе машины.
3.2.5 опорный фланец; ведущий фланец (backing flange, driving flange): Фланец, закрепленный на шпинделе машины или встроенный в шпиндель, смонтированный до абразивного круга/инструмента.
3.2.6 передний фланец; внешний фланец (front flange, outer flange): Фланец, который размещен на шпинделе шлифовальной машины после абразивного круга/инструмента, который закрепляется шпиндельной гайкой.
3.2.7 диаметр зажимной поверхности фланца df (flange contact diameter, df): Наружный диаметр зажимной поверхности фланца.
3.2.8 защитное ограждение (guard): Устройство, которое частично закрывает абразивный круг/ инструмент.
3.2.9 прокладка (blotter): Тонкий кусок мягкого материала между абразивным кругом/инстру-ментом и фланцем шлифовальной машины.
3.2.10 момент затяжки (tightening torque): Крутящий момент для затяжки зажимного приспособления, закрепляющего абразивный инструмент на шпинделе машины.
3.2.11 максимальная рабочая скорость абразивного круга/инструмента (maximum operating speed of an abrasive wheel/product): Максимальная окружная скорость вращения абразивного круга/ инструмента, как установлено изготовителем абразивного инструмента.
Примечание — Окружная скорость выражается в метрах в секунду (m/s (или sfpm)).
3.2.12 абразивный инструмент (abrasive product): Общий термин для инструментов, используемых для абразивного удаления материала.
Пример — Шлифовальные круги, отрезные круги, алмазные или армированные круги (суперабразивы), проволочные щетки, гибкие диски и гибкие круги.
4
3.3 Символы
ГОСТ ISO 11148-7—2014
Символ | Обозначение | Единица измерения |
с | Радиальный размер зажимной поверхности фланца | мм |
df | Наружный диаметр зажимной поверхности фланца | мм |
^f2 | Наружный диаметр опорного фланца | мм |
D | Наружный диаметр абразивного круга | мм |
°9 | Диаметр защитного ограждения | мм |
Испытательная нагрузка | Н | |
G | Глубина канавки | мм |
H | Внутренний диаметр отверстия абразивного круга | мм |
P | Номинальная мощность | Вт |
^nom | Номинальная частота вращения | об/мин |
4 Требования безопасности и/или защитные меры
4.1 Общие требования
Шлифовальная машина должна соответствовать следующим требованиям безопасности и/или защитным мерам и должна быть проконтролирована в соответствии с разделом 5. Дополнительно шлифовальная машина должна быть спроектирована в соответствии с принципами ISO 12100 для существующих опасностей, но не обязательно существенных, которые не рассматриваются в настоящем стандарте.
Перечень существенных опасностей приведен в приложении А.
Меры, принятые для выполнения требований раздела 4, должны учитывать современный уровень науки и техники.
Оптимизация конструкции относительно некоторых принятых мер может привести к ухудшению некоторых показателей требований безопасности. В таких случаях требуется найти компромисс между различными требованиями, чтобы конструкция шлифовальной машины соответствовала каждому требованию по мере возможности и сохраняла свое целевое назначение.
4.2 Механическая безопасность
4.2.1 Поверхности, кромки и углы
На доступных частях шлифовальной машины, за исключением сменного инструмента, не допускаются острые углы, острые кромки, неровные или абразивные поверхности (см. ISO 12100:2010, подпункт 6.2.2.1).
4.2.2 Опорная поверхность и устойчивость
Конструкция шлифовальной машины должна быть такой, чтобы при нахождении на ровной поверхности она сохраняла устойчивое положение.
4.2.3 Выброс жидкости под высоким давлением
Гидравлические системы шлифовальной машины должны быть ограждены так, чтобы обеспечивалась защита от выброса жидкости под высоким давлением.
4.2.4 Регулирование частоты вращения
Номинальная частота вращения шлифовальной машины не должна превышать значений, указанных на шлифовальной машине. Должна быть обеспечена возможность для измерения частоты вращения тахометром.
Устройство регулирования частоты вращения шлифовальной машины должно иметь такую конструкцию, которая предотвращала бы его неправильную сборку. Устройство регулирования частоты вращения должно быть изготовлено из коррозионно-стойкого материала.
5
ГОСТ ISO 11148-7—2014
4.2.5 Конструкция машины
Шлифовальная машина должна быть спроектирована и изготовлена так, чтобы предотвращалось ослабление или потеря составных частей при использовании, включая грубое обращение и случайное падение, которые могут вызвать снижение функций безопасности.
4.2.6 Крепление абразивного инструмента
Шлифовальная машина должна иметь такую конструкцию, которая предотвращает ослабление крепления абразивного инструмента, например отвинчивание по инерции или раскручивание после срабатывания команды стоп.
4.2.7 Шпиндели
Шпиндели должны иметь такую конструкцию, чтобы на них можно было крепить абразивный инструмент.
Все шлифовальные машины должны включать средства для удержания шпинделя, когда шлифовальный круг закреплен или удален. Для резьбовых шпинделей направление резьбы должно быть таким, чтобы зажимное устройство, зажимная втулка или круг с резьбовым отверстием не отворачивались во время шлифования.
Чтобы снизить вибрацию для шпинделей, предназначенных для установки плоских кругов с отверстиями, диаметр шпинделя должен иметь полное радиальное биение не более 0,05 мм относительно оси вращения шпинделя (см. рисунок 1).
Для шпинделей с резьбой, предназначенных для установки абразивного инструмента с резьбовым отверстием, средний диаметр резьбы должен иметь полное радиальное биение не более 0,1 мм относительно оси вращения шпинделя (см. рисунок 1).
Посадочный диаметр для абразивного инструмента должен иметь допуск е8 или более точный (посадка с натягом не допускается).
Шпиндели должны быть пригодны для установки тахометра.

1 — шпиндель шлифовальной машины; 2— шпиндель шлифовальной машины с резьбой
Рисунок 1 — Максимальное биение шпинделя
4.2.8 Фланцы
4.2.8.1 Общие требования
4.2.8.1.1 Конструкция фланцев
Фланцы должны быть спроектированы так, чтобы они обеспечивали крепление абразивных инструментов, которые применяются со шлифовальной машиной. Шлифовальные машины, не предназначенные для применения с определенными кругами, не требуют применения фланцев, обеспечивающих крепление таких кругов.
Примечание — Типы кругов, для которых шлифовальные машины предназначены, должны быть приведены в руководстве по эксплуатации, которые поставляются в комплекте со шлифовальной машиной.
Ведущий фланец должен быть интегральным со шпинделем или должен быть установлен на шпинделе таким способом, чтобы обеспечивалось достаточное вращательное приводное действие, предотвращающее скольжение абразивного инструмента. Посадочный диаметр (см. рисунок 2) определяет размещение абразивного инструмента радиально к валу машины. Фланец в сборе должен иметь посадочный диаметр на ведущем или внешнем фланце или на самом валу. Не допускается иметь посадочные диаметры на двух частях одновременно.
6
ГОСТ ISO 11148-7—2014

1 — посадочный диаметр
Небольшие отклонения на индикаторе посадочного диаметра относительно оси шпинделя имеют существенное значение для контроля смещения оси круга и, следовательно, вибрации.
Рисунок 2 — Посадочный диаметр фланца
4.2.8.1.2 Выточка и перекрытие
Ведущие и наружные фланцы должны предотвращать откалывание кусков абразивного инструмента вследствие высокого кромочного давления при зажиме. Наиболее распространенная конструкция с выточкой приведена на рисунке 3.
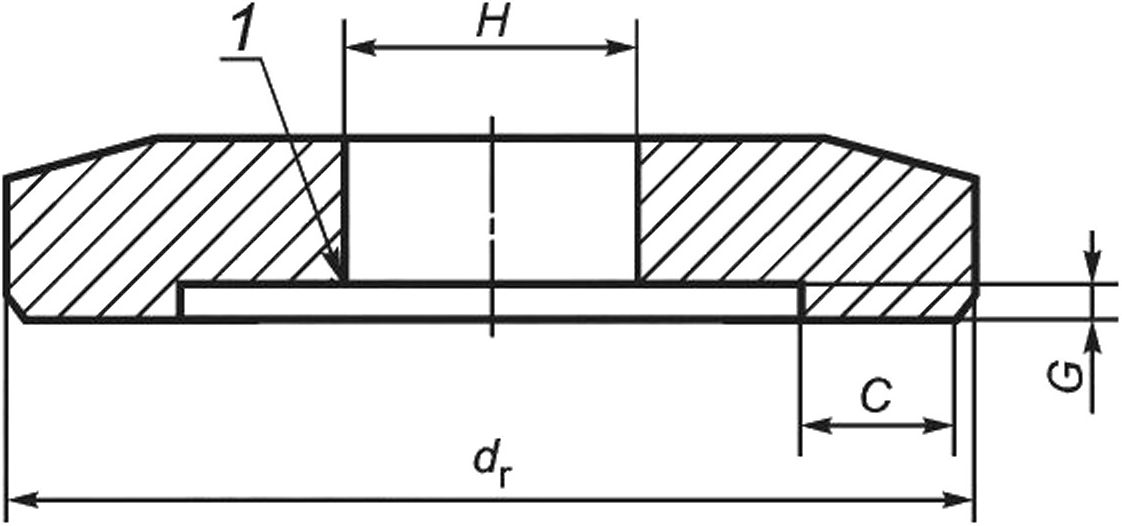
1 — выточка; С — зажимная поверхность фланца; ф — наружный диаметр зажимной поверхности фланца; G — глубина выточки; Н — диаметр отверстия абразивного круга
Рисунок 3 — Основные размеры фланцев
Размеры С и G фланцев на рисунке 3 для всех типов кругов должны быть:
(df-H-2G) змм<с<-------; (1)
2
G > 0,5 мм.
4.2.8.1.3 Общие допуски зажимной поверхности
Зажимная поверхность фланцев С (см. рисунок 3) должна работать с допуском, дающим в сумме общее отклонение не более 0,1 % диаметра в позиции индикатора. Индикатор должен быть расположен по наружному диаметру.
4.2.8.1.4 Общие допуски фланцев
Часть фланцев, которая размещает и направляет абразивный инструмент с нерезьбовыми отверстиями, должна иметь допуск соосности менее чем 0,2 мм (см. рисунок 2).
4.2.8.1.5 Материал фланцев
Сталь для фланцев должна иметь минимальный предел прочности при растяжении 430 Н/мм2. Могут использоваться другие материалы. В этом случае фланец должен быть испытан и соответствовать требованиям 5.4. Рекомендуется, чтобы материал также обеспечивал необходимую пластичность.
7
ГОСТ ISO 11148-7—2014
4.2.8.2 Круги типа 1
Фланцы в наборе должны иметь одинаковый контактный диаметр и равные контактные поверхности.
Для кругов типа 1 диаметр фланца ф должен быть:
ф>0,33 0, (2)
где D — наружный диаметр абразивного круга.
Оба фланца должны быть уменьшены до равных диаметров и должны соответствовать размерам, приведенным на рисунке 3.
Исключение: машины, специально предназначенные и используемые только с алмазными и армированными (сегментированными) кругами, должны применять фланцы с размерами диаметра не менее чем одна четвертая диаметра круга.
4.2.8.3 Круги типов 6 и 11
4.2.8.3.1 Нерезьбовые круги
Для нерезьбовых кругов типов 6 и 11 диаметр фланца ф должен быть:
ф = (20 ± 1) мм от 55 мм < D < 80 мм;
ф = (20 ± 1) мм от 80 мм < D < 105 мм для кругов с внутренним диаметром от 10 мм (3/8 в UNC);
ф = (29 ± 1) мм от 80 мм < D < 105 мм для кругов с внутренним диаметром от 16 мм (5/8 в UNC);
ф = (41 ± 1) мм от 80 мм < D < 230 мм.
Зажимной фланец (диаметр ф2) может иметь большую контактную поверхность, чем наружный фланец, если такая компоновка выполняет требование поглощения усилий шлифования (см. рисунок 4).

1 — глубина выточки не менее 0,5 мм; ф — наружный диаметр зажимной поверхности фланца; ф2 — наружный диаметр зажимной поверхности опорного фланца
Рисунок 4 — Фланец для нерезьбовых кругов
4.2.8.3.2 Резьбовые круги
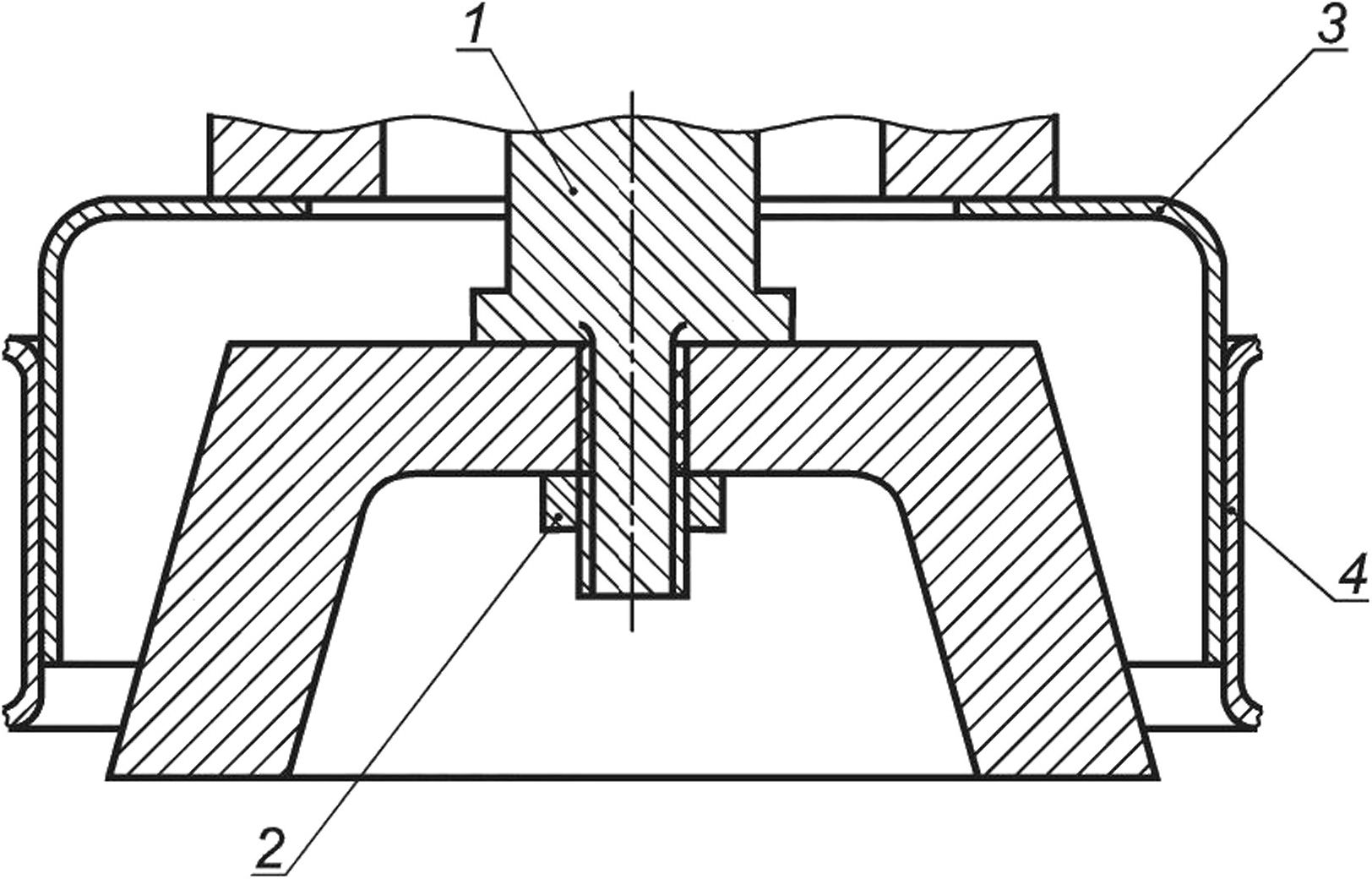
Для резьбовых кругов типов 6 и 11 диаметр фланца должен быть не менее чем одна треть максимального диаметра круга. Фланцы не должны иметь выточек, если абразивный инструмент имеет приклепанную пластину (см. рисунки 5 и 6).
Примечание — Уменьшенные фланцы не рекомендуются для резьбовых кругов, потому что при применении на них может быть смята или сорвана резьба. Уменьшенные фланцы подходят только для приклепанных пластин для обеспечения пространства для заклепок и позволяют пластине прилегать к фланцу.
8
ГОСТ ISO 11148-7—2014

D — наружный диаметр абразивного круга; ф— наружный диаметр зажимной поверхности фланца
Рисунок 5 — Фланцы без выточек для чашек с резьбовым отверстием
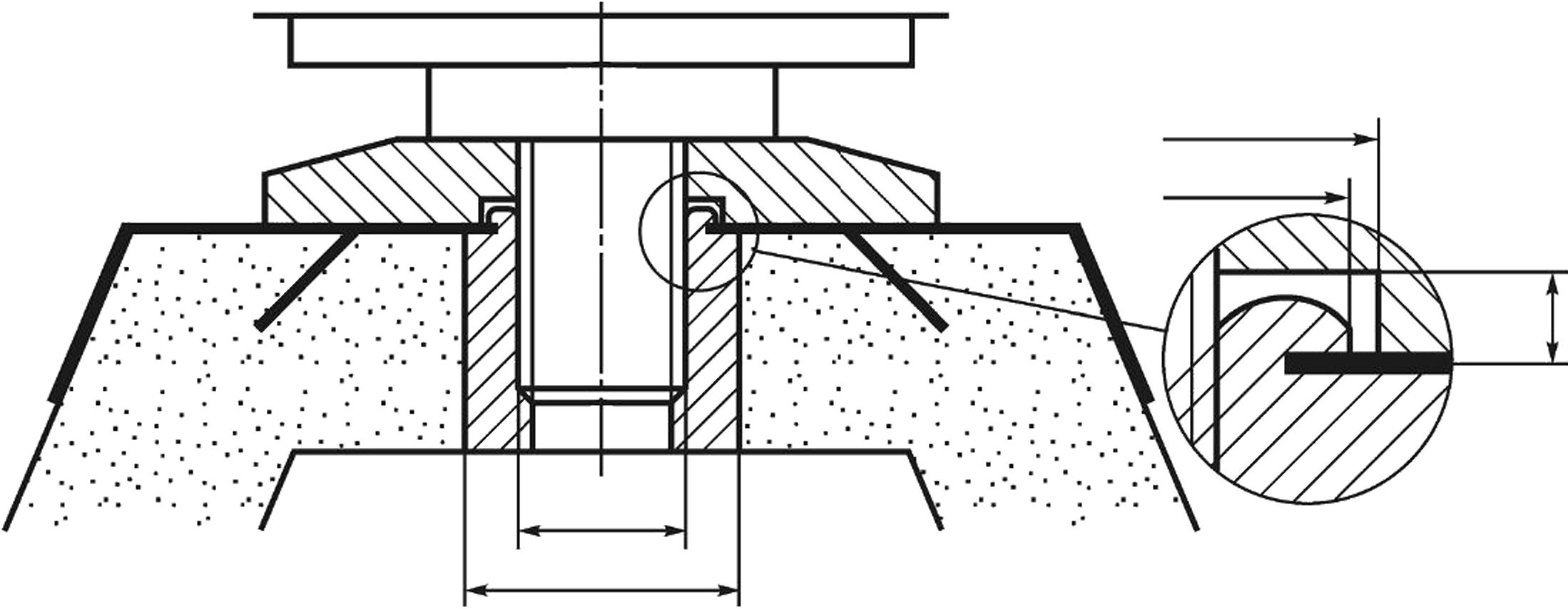
Рисунок 6 — Тыльный фланец с выточкой для абразивного инструмента типов 6 и 11 со вставкой, приклепанной к пластине
4.2.8.4 Гибкие круги и диски типов 27, 28 и 42
С исключением альтернативных конструкций фланцев, приведенных в 4.2.8.6, круги типов 27, 28 и 42 и гибкие диски должны использоваться с фланцами в сборе, показанными на рисунках 7, а) и 7, Ь).
Перекрытие зажимных поверхностей опорного и наружного фланцев должно быть не менее, чем размер С, приведенный на рисунке 3.
Абразивные инструменты типов 27, 28 и 42 могут применяться с опорным фланцем с диаметром большим, чем диаметр наружного фланца (см. рисунок 7, Ь)).
9
ГОСТ ISO 11148-7—2014

а) Пример конструкции фланца для кругов типов 27, 28 и 42 и гибких дисков

D — наружный диаметр абразивного круга; ф— наружный диаметр зажимной поверхности фланца; Н — диаметр отверстия абразивного круга
Ь) Конструкция фланца для кругов типов 27, 28 и 42 и гибких дисков с диаметром опорного фланца большим, чем диаметр наружного фланца
Рисунок 7 — Конструкция фланца для кругов типов 27, 28 и 42 и гибких дисков
Диаметр фланца ^должен быть:
d^ = (20 ± 1) мм от 55 мм < D < 80 мм;
df = (20 ± 1) мм от 80 мм < О < 105 мм для кругов с внутренним диаметром от 10 мм (3/8 в UNC);
d^ = (29 ± 1) мм от 80 мм < D < 105 мм для кругов с внутренним диаметром от 16 мм (5/8 в UNC);
df = (41 ± 1) мм от 105 мм < О < 230 мм.
4.2.8.5 Круги типа 41
Для шлифовальных кругов типа 41 (то же, что отрезные круги типа 1) фланцы в наборе должны иметь наружный диаметр d{
c/f > 0,33 О,
(3)
где D — наружный диаметр абразивного круга.
Наружный фланец может иметь большую выточку, чем опорный фланец (см. рисунок 8).
10
ГОСТ ISO 11148-7—2014

Рисунок 8 — Конструкция фланца для кругов типа 41
4.2.8.6 Альтернативная конструкция для кругов типов 27, 28 и 42 и гибких дисков
Альтернативные фланцы разрешены при условии, что они могут правильно размещать круг (независимо от толщины) и передавать необходимый крутящий момент от шпинделя абразивному кругу. Проверка должна быть проведена в соответствии с 4.2.8.7.
Фланцевая система должна быть пригодна для применения кругов типов 27, 28 и 42 и гибких дисков.
Размерные ограничения:
- опорный фланец должен иметь диаметр, который равен или больше, чем диаметр наружного фланца;
- наружный фланец должен быть пригоден для установки кругов типов 27, 28 и 42 и гибких дисков и прижимать абразивный круг к плоской контактной части; он не должен взаимодействовать или контактировать внутри радиусного угла выточки;
- направляющий диаметр должен быть расположен у одной части.
4.2.8.7 Испытания фланцев
Фланцы должны быть испытаны на деформацию под нагрузкой в соответствии с 5.4.
Альтернативная конструкция фланцев для кругов типов 27, 28 и 42 и гибких дисков, как указано в 4.2.8.6, должна быть подвержена испытанию, приведенному в 5.8, чтобы проверить их способность поддерживать правильное расположение абразивного круга при эксплуатации.
4.2.9 Защитные ограждения
4.2.9.1 Общие требования
Шлифовальные машины должны быть оснащены защитными ограждениями, предохраняющими от:
- случайного контакта с абразивным инструментом;
- выброса обломков абразивного инструмента;
- искр и осколков.
Защитные ограждения являются обязательными для применения со всеми типами абразивного инструмента диаметром 50 мм и более.
Примечание 1 — Мотивация для обязательного проведения разрушающих испытаний — если выполнены требования по размерам и материалу, то могут возникнуть опасности разрушения круга. Например, защитное ограждение может перемещаться и быть незакрепленным. Следовательно, необходимо удостовериться в том, что защитное ограждение способно предотвратить проникновение осколков.
Защитные ограждения не являются обязательными, но рекомендуются для конических поверхностей, пробок и проволочных щеток диаметром менее 50 мм.
Примечание 2 — Для внутреннего шлифования защитные ограждения не требуются.
Защитные ограждения должны отвечать следующим требованиям:
а) иметь такую конструкцию, чтобы в случае разрушения абразивного инструмента снижался риск травмирования оператора, а сами защитные ограждения оставались прикрепленными к шлифовальной машине;
Ь) иметь такое расположение, чтобы риск случайного прикосновения оператора к абразивному инструменту был минимальным;
с) зазор между внутренней стороной защитного ограждения и наружной поверхностью нового абразивного инструмента должен быть:
11
ГОСТ ISO 11148-7—2014
- не более 8 мм и не менее 3 мм для номинального диаметра < 125 мм;
- не более 10 мм и не менее 6 мм для номинального диаметра > 125 мм.
Примечание 3 — Это обеспечивает достаточный зазор для выброса обломков и не позволяет использовать круги, которые являются большими, чтобы быть совместимыми с номинальной скоростью.
Защитные ограждения должны быть так спроектированы, чтобы крепление, установка и удаление круга могло быть проведено без снятия защитного ограждения со шлифовальной машины.
Если для защитных ограждений применяется не листовая сталь, то материал должен быть равноценным по своим свойствам и пригодным для использования во всех рабочих условиях.
Защитные ограждения для специфичных типов кругов должны соответствовать дополнительным техническим требованиям, приведенным в 4.2.9.2—4.2.9.8, какое применимо.
Минимальная толщина защитных ограждений для абразивных инструментов с максимальной рабочей скоростью менее или равной 80 м/с приведена в таблицах 2—9.
Типы или конструкции (включая материалы и толщины) защитных ограждений, кроме указанных, могут быть использованы, если они обеспечивают ту же или лучшую защиту и если они испытаны и удовлетворяют требованиям 5.5.
4.2.9.2 Круги типов 1,4 и 5 (иные, чем отрезные круги)
Защитные ограждения для шлифовальных машин, использующих круги типов 1, 4 и 5, должны окружать верх и боковые стороны круга шлифовальной машины не менее чем на 180° (см. рисунок 9). Защита шпиндельного конца, гайки и внешнего фланца не требуется (см. рисунок 10).

Рисунок 9 — Типичное защитное ограждение из тянутой стали для прямых шлифовальных машин, использующих круги типа 1
12
ГОСТ ISO 11148-7—2014
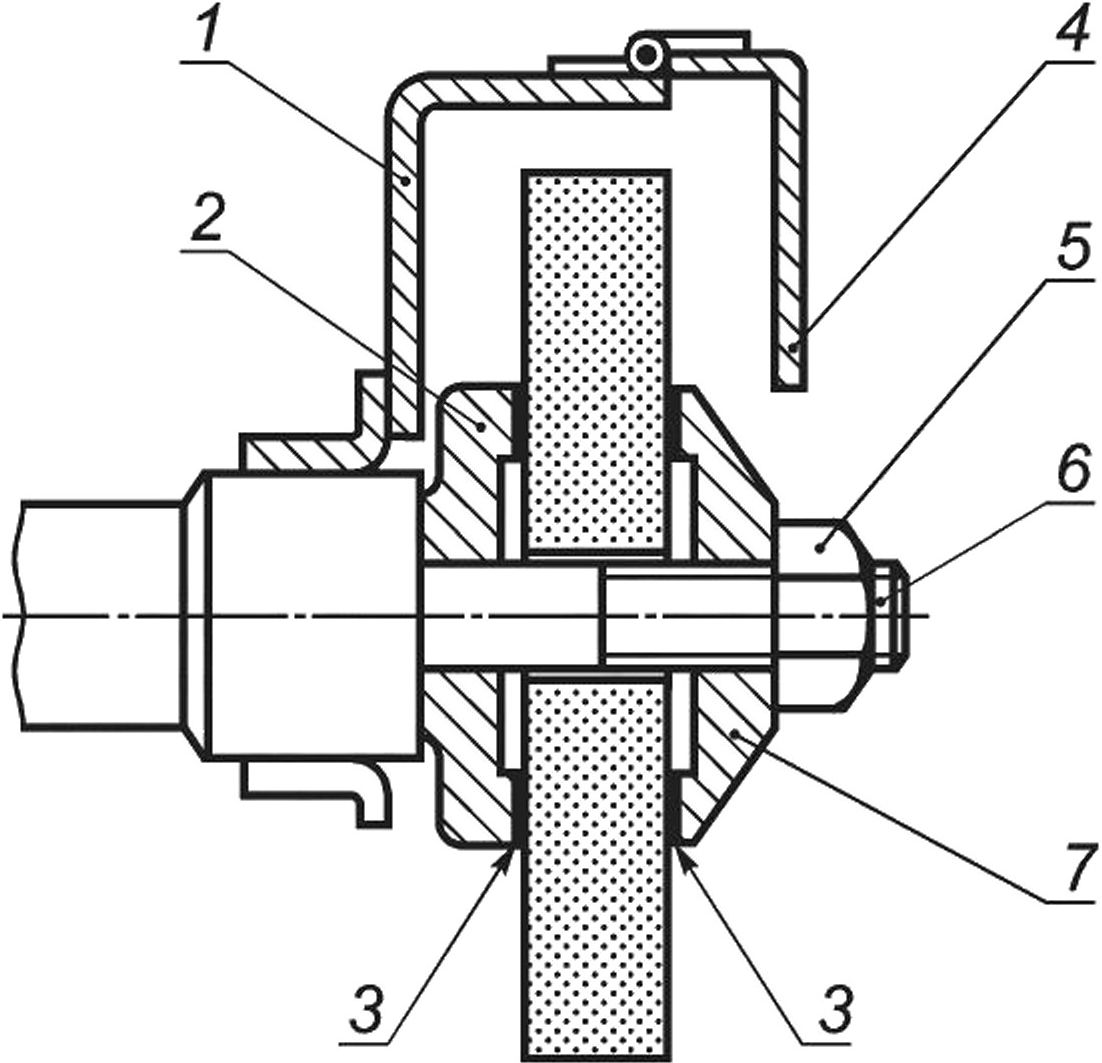
1 — защитное ограждение; 2 — ведущий фланец; 3 — прокладка; 4 — крышка; 5 — гайка;
6 — шпиндель; 7 — внешний фланец
Рисунок 10 — Типичное защитное ограждение для кругов типа 1
Исключение: малые круги типов 1, 4 и 5 диаметром 100 мм (4 дюйма) или менее не требуют защитного ограждения. Защитное ограждение должно иметь буртик на внешней кромке, который повернут внутрь для отражения фрагментов круга и обеспечения необходимой прочности для соответствия требованиям 4.2.9.1. Буртик должен выступать за пределы поверхности лицевой стороны колеса на 180° зоны охвата (см. рисунок 11).

1 — защитное ограждение, охватывающее не менее 180°
Рисунок 11 — Защитное ограждение с передним буртиком для малых кругов типов 1,4 и 5
Таблица 1 — Минимальная толщина защитных ограждений с передним буртиком
Тип абразивного инструмента | Наружный диаметр абразивного инструмента, мм | Минимальная толщина защитного ограждения, мм |
Типы 1,4, 5 | О< 150 | 1,5 |
150<D<200 | 2 |
13
ГОСТ ISO 11148-7—2014
Таблица 2 — Минимальная толщина защитных ограждений с передним буртиком
Тип абразивного инструмента | Внешний диаметр абразивного инструмента, мм | Минимальная толщина защитного ограждения, мм |
Типы 1,4, 5 | О< 100 | 2 |
4.2.9.3 Круги типов 6 и 11
Защитные ограждения для вертикальных или угловых шлифовальных машин, использующих круги типов 6 и 11, должны охватывать плоскость вращения круга в сторону оператора не менее чем на 180° и охватывать сторону круга навстречу ведущему фланцу на 180°, а также иметь юбку, которая регулируется в пределах 3 мм (1/8 дюйма) к лицевой поверхности круга (см. рисунок 12).
Таблица 3 — Минимальная толщина регулируемых защитных ограждений
Тип абразивного инструмента | Внешний диаметр абразивного инструмента, мм | Минимальная толщина защитного ограждения, мм |
Тип 6 | О < 150 | 2 |
Тип 11 | О < 180 | 2 |
1 — ведущий фланец; 2 — фиксатор; 3 — защитное ограждение; 4 — юбка защитного ограждения Примечание —Приведен тип 11.
Рисунок 12 — Типичное крепление кругов типов 6 и 11
4.2.9.4 Абразивный инструмент типов 16, 18, 18R и 19
Для абразивного инструмента типов 16, 18, 18R и 19 защитное ограждение должно охватывать длину абразивного инструмента и не менее 180е по периметру (см. рисунок 13).
Рисунок 13 — Защитное ограждение абразивных инструментов типов 16, 18, 18R и 19
14
ГОСТ ISO 11148-7—2014
Таблица 4 — Минимальная толщина защитных ограждений абразивного инструмента типов 16, 18, 18R и 19
Тип абразивного инструмента | Наружный диаметр абразивного инструмента, мм | Минимальная толщина защитного ограждения, мм |
Типы 16, 18, 18R и 19 | О< 80 | 1,5 |
4.2.9.5 Круги типов 27, 28, 41 и 42 и гибкие диски
Защитные ограждения шлифовальных машин, использующих круги типов 27, 28, 41 и 42 и гибкие диски, должны:
- охватывать плоскость вращения круга в сторону оператора не менее чем на 180°;
- охватывать сторону круга со стороны ведущего фланца не менее чем на 180°;
- иметь буртик на внешней кромке, который повернут внутрь для отражения фрагментов круга и который обеспечивает необходимую прочность или закрывает сегмент круга с минимальной высотой, равной четверти диаметра.
См. рисунки 14 и 15.
Примечание — См. 4.2.9.1 относительно необходимости удаления защитного ограждения от шлифовальной машины для смены абразивного инструмента.
1 — защитное ограждение, охватывающее не менее чем на 180°; г— минимальный радиус 2 мм
Диаметр круга | Минимальный размер X | Минимальный размер Y | Размер А |
> 130 | 2,0 | 2,0 | 5,0 |
<130 | 2,0 | 2,0 | 5,0 |
Рисунок 14 — Конструкция защитного ограждения абразивных кругов типов 27, 28, 41 и 42 и гибких дисков
15
ГОСТ ISO 11148-7—2014

1 — защитное ограждение, охватывающее не менее чем на 180°; 2— не менее DI4 (D — наружный диаметр абразивного круга); Dg — диаметр защитного ограждения
Рисунок 15 — Защитное ограждение с закрытым сегментом
Таблица 5 — Минимальная толщина защитного ограждения с передним буртиком и с закрытым сегментом
Тип абразивного инструмента | Наружный диаметр абразивного инструмента, мм | Минимальная толщина защитного ограждения, мм |
Типы 27, 28,41,42 | О < 150 | 1,5 |
Типы 27, 28, 41,42 | 150<D<200 | 2 |
Тип 41 | 230 < О < 300 | 2,5 |
4.2.9.6 Суперабразивные круги типов D4, D5 и D6
Защитные ограждения с передним буртиком и с закрытым сегментом должны использоваться для кругов типов D4, D5 и D6 (см. рисунки 15 и 16). Защитные ограждения для кругов типов D6 с диаметром более 150 мм должны соответствовать требованиям EN 12418.
16
ГОСТ ISO 11148-7—2014


1 — защитное ограждение, охватывающее не менее чем на 180°
Рисунок 16 — Защитное ограждение с передним буртиком
Таблица 6 — Минимальная толщина защитных ограждений с передним буртиком и закрытым сегментом
Тип абразивного инструмента | Наружный диаметр абразивного инструмента, мм | Минимальная толщина защитных ограждений, мм |
Типы D4, D5 | О< 150 | 1,5 |
Типы D4, D5 | 150 <D<200 | 2 |
Тип D5 | 230 < D < 300 | 2,5 |
Тип D5 | О < 150 | 1,5 |
Тип D6 | 150 <О <450 | В соответствии с EN 12418 |
4.2.9.7 Гибкие круги типа D2
Для гибких кругов не менее 180° периферии абразивного круга и боковой стороны к шлифовальной машине должны быть охвачены защитным ограждением (см. рисунок 17).
17
ГОСТ ISO 11148-7—2014

1 — защитное ограждение, охватывающее не менее чем на 180° Рисунок 17 — Защитное ограждение без переднего буртика
Таблица 7 — Минимальная толщина защитных ограждений без переднего буртика и с закрытым сегментом
Тип абразивного инструмента | Наружный диаметр абразивного инструмента, мм | Минимальная толщина защитных ограждений, мм |
Тип D2 | О< 150 | 1,5 |
150 < О < 230 | 2 |
4.2.9.8 Проволочные щетки
Защитные ограждения должны быть предусмотрены на всех ручных щеточных машинах. Защитные ограждения должны быть идентичны тем, которые используются на шлифовальных машинах для радиальных и чашечных кругов. Если указанные защитные ограждения не могут быть использованы для определенных щеток, то подходящие защитные ограждения должны быть разработаны после консультации с изготовителем щеток.
4.2.9.9 Материал защитных ограждений
Защитные ограждения должны быть изготовлены из стального листа в соответствии с EN 10111 и EN 10130 с пределом прочности при растяжении 270—450 Н/мм2 и минимальным относительным удлинением 28 % (измерительная длина 50 мм) или другого материала с сопоставимыми характеристиками.
4.3 Тепловая безопасность
Температура поверхностей частей шлифовальной машины, которых касается оператор при использовании или к которым можно случайно прикоснуться, должна быть в соответствии с ISO 13732-1 и ISO 13732-3.
Пневматические шлифовальные машины должны быть сконструированы так, чтобы минимизировать влияние охлаждения отработавшим воздухом рукояток и других зон захвата.
4.4 Снижение шума
Шлифовальная машина должна быть спроектирована и изготовлена так, чтобы шум снижался до минимального уровня, принимая в расчет технический прогресс и доступные средства для снижения шума, в частности у источника. Принципы проектирования шлифовальных машин с уменьшенными шумовыми характеристиками приведены в ISO/TR 11688-1 и ISO/TR 11688-2.
Шум при применении машины имеет три основных источника:
- от самой машины;
- от сменного инструмента;
- от обрабатываемого изделия.
18
ГОСТ ISO 11148-7—2014
Примечание — Изготовитель машины не может влиять на шум, излучаемый обрабатываемым изделием.
Типичные источники шума, связанные с работой шлифовальной машины:
а) шум от двигателя и приводного механизма;
Ь) шум от выброса воздуха или газов;
с) шум, вызываемый вибрацией.
Если основными составляющими шума являются выбрасываемый воздух или газы, средствами снижения шума могут быть, например, глушитель или эквивалентные средства, которые должны быть включены в конструкцию.
Альтернативно, где возможно, выбрасываемый воздух или газы могут отводиться по рукаву от оператора.
Шум, создаваемый вибрацией, может быть снижен виброизоляцией или демпфированием.
Этот перечень не является исчерпывающим. Если альтернативные технические меры для снижения шума более эффективны, то они должны быть использованы изготовителем.
4.5 Вибрация
Шлифовальная машина должна быть спроектирована и изготовлена так, чтобы вибрация снижалась до самого низкого уровня на рукоятках и на любых других частях машины, контактирующих с руками оператора, учитывая технический прогресс и возможные средства снижения вибрации, в частности у источника. Принципы проектирования шлифовальных машин с уменьшенной вибрацией приведены в CR 1030-1.
Типичные источники вибрации, исходящие от шлифовальной машины:
- дисбаланс вращающихся частей;
- плохо спроектированные двигатели и редукторы;
- резонансы в структуре машины, в частности между рукоятками и их креплением.
Следующие конструктивные особенности признаны эффективными, и их рекомендуется рассматривать изготовителям при проектировании шлифовальных машин:
а) гаситель крутильных колебаний;
Ь) увеличение инерции;
с) изолирование корпуса или рукоятки.
Этот список не является исчерпывающим. Если альтернативные технические меры для уменьшения вибрации более эффективны, то они должны быть использованы изготовителем.
4.6 Обрабатываемые, используемые или расходуемые материалы и вещества
4.6.1 Отработавший воздух
Пневматические шлифовальные машины должны быть спроектированы таким образом, чтобы отработавший воздух направлялся, не вызывая опасности для оператора. Любые другие эффекты, такие как поднятие пыли, отражение потока воздуха от обрабатываемого изделия на оператора, должны быть сведены к минимуму.
4.6.2 Пыль и газы
Если это обоснованно и практически осуществимо, шлифовальная машина должна быть спроектирована для облегченным сбором и удалением или подавлением частиц переносимой по воздуху пыли и газов, создаваемых в процессе обработки. В руководстве по эксплуатации должна быть включена достаточная информация для адекватного контроля управления рисками, связанными с пылью и газами.
4.6.3 Смазки
При выборе смазки изготовитель должен учесть аспекты гигиены труда и окружающей среды.
4.7 Эргономика
4.7.1 Конструкция рукоятки
Зоны захвата шлифовальных машин должны быть спроектированы так, чтобы обеспечить удобный, легкодоступный и полный контроль оператора над машиной.
Рукоятки и другие части, используемые для захвата шлифовальной машины, должны иметь такую конструкцию, чтобы обеспечивать правильное удержание и выполнение необходимой работы. Рукоятки должны учитывать функциональную анатомию и размеры руки человека.
19
ГОСТ ISO 11148-7—2014
Примечание — Указания по принципам эргономического проектирования приведены в EN 614-1.
Угловые и вертикальные шлифовальные машины должны иметь возможность установки второй рукоятки, если выходная мощность превышает 0,5 кВт.
Для шлифовальных машин массой более 2 кг (включая сменный инструмент) должна быть предусмотрена возможность удерживания их двумя руками во время поднятия или в процессе эксплуатации.
Прочность съемной рукоятки и вид крепления должны быть соответствующими для предназначенного принципиального использования. Верификация должна быть проведена в соответствии с 5.7.
4.7.2 Подвесное устройство
Для снижения физической нагрузки, получаемой оператором от массы шлифовальной машины, рекомендуется обеспечить установку подвесного устройства. Крепление подвесного устройства не должно создавать дополнительную опасность.
4.8 Органы управления
4.8.1 Устройство пуска/останова
Шлифовальные машины должны быть оснащены отдельным устройством управления для пуска/ останова. Оно должно быть установлено возле рукоятки или возле захватываемой части шлифовальной машины так, чтобы оно комфортно удерживалось во время работы и чтобы оператор мог привести его в действие, не отпуская захвата на рукоятке.
Устройство пуска/останова должно быть спроектировано так, чтобы сменный инструмент прекращал движение, когда устройство пуска/останова отпущено. После прекращения ручного воздействия на устройство пуска/останова оно должно возвращаться в положение останова, т. е. должно срабатывать устройство с автоматическим возвратом в исходное положение.
Устройство пуска/останова должно находиться в положении «Стоп» или сразу же перейти в это положение при подключении ручной шлифовальной машины к источнику питания.
Не допускается блокировка устройства пуска/останова во включенном состоянии.
4.8.2 Непреднамеренный пуск
Устройство пуска/останова должно быть спроектировано, расположено или защищено так, чтобы риск непредумышленного пуска был минимизирован. Верификация должна быть проведена в соответствии с 5.6.
Блокировка устройств пуска/останова требуется для:
- угловых шлифовальных машин, предназначенных для кругов с номинальным диаметром более 125 мм;
- прямых шлифовальных машин, предназначенных для кругов с номинальным диаметром более 100 мм;
- вертикальных шлифовальных машин, предназначенных для кругов с номинальным диаметром более 100 мм.
Верификация проводится в соответствии с 7.5.
4.8.3 Приводные усилия
Для шлифовальных машин, которые часто включаются или предназначены для выполнения точных работ, приводное усилие должно быть небольшим.
Для шлифовальных машин, которые используются в работах большой продолжительности, усилие, требуемое для сохранения устройства пуска в рабочем положении, должно быть небольшим.
Примечание — Дополнительную информацию по пусковым усилиям для устройств управления см. EN 894-3.
5 Верификация
5.1 Общие условия для испытаний
Испытания по настоящему стандарту являются испытаниями типа.
5.2 Шум
Значения шумовых характеристик должны быть измерены и заявлены в соответствии с ISO 15744.
20
ГОСТ ISO 11148-7—2014
Соответствие 4.4 может быть проконтролировано сравнением значений шумовых характеристик со значениями для других машин такого же типа или с машинами аналогичного размера и эксплуатационными характеристиками.
5.3 Вибрация
Для угловых и вертикальных шлифовальных машин общее значение вибрационных характеристик должно быть измерено и заявлено в соответствии с ISO 28927-1. Для прямых шлифовальных машин общее значение вибрационных характеристик должно быть измерено и заявлено в соответствии с ISO 28927-4. Для шлифовальных машин, предназначенных для применения с проволочными щетками, общее значение вибрационных характеристик должно быть измерено и заявлено в соответствии с ISO 20643.
Значение вибрационных характеристик и неопределенность измерений должны быть заявлены в соответствии с EN 12096.
Соответствие 4.5 может быть проконтролировано сравнением значений вибрационных характеристик со значениями для других машин такого же типа или с машинами аналогичного размера и эксплуатационными характеристиками.
5.4 Испытания на деформацию фланцев
Фланцы должны быть испытаны в соответствии со следующей методикой:
- абразивный инструмент должен быть заменен на шлифовальной машине стальным диском, имеющим такие же размеры и форму, что и абразивный инструмент;
- зажимная гайка должна быть затянута испытательным моментом, приведенным в таблице 8;
- щуп толщиной 0,05 мм должен быть использован для проверки нахождения фланцев в контакте с диском по всему периметру.
Фланец не принимается, если щуп входит внутрь фланца более чем на 1 мм или более чем на одну пятую зажимной поверхности С, в зависимости оттого, что из них меньше. Зажимная поверхность С приведена на рисунке 3.
Таблица 8 — Крутящий момент для испытания фланцев
Размер резьбы шпинделя | Испытательный крутящий момент, Нм | |
Метрическая резьба | Дюймовая резьба | |
М8 | 5/16" иЫР(мелкий шаг) | 20 |
М10 | 3/8"—24 UNF (мелкий шаг) | 25 |
М12 | 1/2—13 UNC (крупный шаг) | 45 |
М14 | 65 | |
М16 | 5/8"—11 UNC (крупный шаг) | 100 |
М20 | 3/4"—UNC (крупный шаг) | 200 |
5.5 Испытания защитных ограждений
5.5.1 Разрушающие испытания для защитных ограждений обязательны для всех типов кругов, кроме суперабразивных.
ВНИМАНИЕ — Данное испытание является опасным и может быть проведено в правильно спроектированном и оборудованном испытательном центре. Испытания должны проводиться в полностью защищенной камере, которая может удержать все абразивные фрагменты и обломки.
Защитные ограждения должны быть испытаны в соответствии со следующей методикой:
- защитное ограждение должно быть установлено на шлифовальной машине, которая должна быть зафиксирована в устойчивом положении;
- три защитных ограждения должны быть испытаны на разрушение;
- разрушение должно быть вызвано изменением абразивного инструмента так, чтобы он разрушался примерно на три примерно равных куска при испытательной частоте вращения;
- испытательная частота вращения — в соответствии с таблицей 9;
21
ГОСТ ISO 11148-7—2014
- абразивный инструмент, использованный в испытании, должен иметь такую же форму, массу и прочность, что и самый большой абразивный инструмент, который можно установить на шлифовальной машине с испытываемым защитным ограждением.
Таблица 9 — Испытательная частота вращения при испытаниях защитных ограждений
Тип регулирования частотой вращения | Испытательная частота вращения |
Шлифовальная машина без регулятора частоты вращения | Номинальная частота вращения при давлении, маркированном на инструменте |
Шлифовальная машина с регулятором частоты вращения и без устройства отключения при превышении частоты вращения | Максимальная достижимая частота вращения при давлении, маркированном на инструменте |
Шлифовальная машина с регулятором частоты вращения и с устройством отключения при превышении частоты вращения | Частота вращения, при которой срабатывает устройство отключения при превышении скорости, при давлении, маркированном на инструменте |
5.5.2 Критерии приемки:
- все фрагменты должны быть собраны или отражены на дуге 180° (малые гранулы не считаются фрагментами) (см. рисунок 18);
- защитное ограждение не должно отделяться от шлифовальной машины. Крепежные детали или установочная оснастка не должны входить в нефрагментированную зону. Деформация защитного ограждения и/или движение крепления допускается.
Если все три защитных ограждения удовлетворяют критериям приемки, конструкция является пригодной.
Если одно из трех защитных ограждений выходит из строя, три дополнительных защитных ограждения должны быть испытаны. Если все три защитных ограждения второго набора удовлетворяют критериям, конструкция защитного ограждения является пригодной.
22

7 — защитное ограждение; 2 — шлифовальный круг; 3 — фрагменты отсутствуют
Рисунок 18 — Испытание защитного ограждения. Нефрагментированная зона
ГОСТ ISO 11148-7—2014
5.6 Непреднамеренный пуск
Соответствие 4.8.2 должно быть установлено для всех типов устройства пуска/останова, используя следующее испытание.
Шлифовальный станок должен быть подключен к источнику питания и установлен в любом возможном положении, а затем перемещен по горизонтальной плоскости при помощи подсоединенного к ней рукава.
Устройство пуска/останова не должно срабатывать.
Дополнительно шлифовальные машины, для которых требуется блокировка устройств пуска/ останова, должны быть визуально проконтролированы на наличие устройств.
5.7 Конструкция машины
Соответствие 4.2.5 должно быть проверено трехкратным падением образца шлифовальной машины на бетонную поверхность с высоты 1 м без нарушений эксплуатационных и безопасных функций машины. Образец должен быть размещен так, чтобы менять точку удара.
5.8 Испытания альтернативных фланцев
5.8.1 Процедура испытаний
Для проверки способности сохранять правильное положение абразивного круга при эксплуатации, конструкции альтернативных фланцев для кругов типов 27, 28, 42 и гибких дисков (см. 4.2.8.6) должны быть подвергнуты следующим испытаниям:
- шлифовальная машина должна быть отсоединена от источника питания на протяжении всего испытания;
- испытательный круг типа 27 с утопленным центром должен быть выбран в соответствии с ISO 28927-1:2009 (пункт 8.4.1) и установлен на шлифовальную машину, используя фланцы без прокладок;
- крутящий момент, используемый для сборки испытательного круга и фланцев, должен быть таким же, как и рекомендуемый для крепления абразивного круга при нормальном использовании круга;
- шлифовальная машина должна быть зажата так, чтобы испытательный круг был в вертикальной плоскости;
- вращение шпинделя должно быть предотвращено;
- груз с усилием Ft должен быть подвешен на несбалансированном отверстии в испытательном круге, как приведено на рисунке 19 (символы см. 3.3.):
(300000 • Р)
1 ("пот • °)
5.8.2 Критерии приемки
- при применении испытательной нагрузки испытательный круг должен оставаться зажатым и не скользить;
- фланцы после нагрузочных испытаний не должны иметь остаточных деформаций.
23
ГОСТ ISO 11148-7—2014



Рисунок 19 — Крепление при альтернативном испытании фланцев
5.9 Структура верификации требований безопасности
Верификация должна быть проведена в соответствии с таблицей 10.
Таблица 10 — Структура верификации требований безопасности
Требование безопасности | Визуальная проверка | Функциональная проверка | Измерение | Ссылка на пункты настоящего стандарта или другие международные стандарты |
4.2.1 Поверхности, кромки и углы | X | — | — | — |
4.2.2 Опорная поверхность и устойчивость | X | X | — | — |
4.2.3 Выброс жидкости под высоким давлением | X | — | — | — |
4.2.4 Регулирование частоты вращения | — | — | X | — |
4.2.5 Конструкция машины | — | X | 5.7 | |
4.2.6 Крепление абразивного инструмента | X | X | X | — |
4.2.7 Шпиндель | — | X | — | — |
4.2.8 Фланцы | — | X | X | 5.4, 5.8 |
4.2.9 Защитные ограждения | X | — | — | 5.5 |
4.3 Тепловая безопасность | — | X | X | ISO 13731-1 ISO 13732-3 |
24
Окончание таблицы 10
ГОСТ ISO 11148-7—2014
Требование безопасности | Визуальная проверка | Функциональная проверка | Измерение | Ссылка на пункты настоящего стандарта или другие международные стандарты |
4.4 Шум | — | — | X | ISO 15744 5.2 |
4.5 Вибрация | — | — | X | ISO 28927-1 ISO 28927-4 5.3 ISO 20643 |
4.6.1 Отработавший воздух | — | X | — | — |
4.6.2 Пыль и пары | X | X | — | — |
4.7.1 Эргономика рукоятки | X | X | — | — |
4.7.2 Подвесное устройство | X | X | — | — |
4.8.1 Устройство пуска/останова | — | X | — | — |
4.8.2 Непреднамеренный пуск | X | X | — | 5.6 |
4.8.3 Приводные усилия | X | X | — |
6 Информация для потребителя
6.1 Маркировка, знаки и предупреждающие надписи
На шлифовальные машины должна быть нанесена видимая, четкая и нестираемая маркировка, а также следующая информация:
- торговое наименование и полный адрес изготовителя и, где применимо, его уполномоченного представителя.
Примечание 1 — Если на небольших машинах не хватает места для маркировки, адрес может быть сокращен таким образом, чтобы всегда можно было определить изготовителя (его уполномоченного представителя (при наличии)) и доставить корреспонденцию до организации;
- обозначение серии или типа.
Примечание 2 — Обозначение машины может быть выполнено с помощью комбинации букв и цифр;
- серийный номер или номер партии;
- год изготовления, т. е. год, в котором процесс изготовления завершен;
- номинальная частота вращения, выраженная в оборотах в минуту;
- размер резьбы шпинделя (для шлифовальных машин, предназначенных для применения с кругами с резьбовым отверстием);
- для пневматических шлифовальных машин:
- номинальное давление воздуха (маркированное как max);
- для гидравлических шлифовальных машин:
- номинальное давление и расход;
- максимальная допустимая настройка предохранительного клапана.
Графический символ, приведенный в приложении С и указывающий оператору на обязательное прочтение инструкции перед началом работы, следует наносить на видном месте корпуса шлифовальной машины.
Направление вращения должно иметь постоянную маркировку в соответствии с приложением С.
25
ГОСТ ISO 11148-7—2014
6.2 Руководство по эксплуатации
6.2.1 Общие требования
Для информации, предоставляемой пользователю, применяют содержание раздела 6 совместно с ISO 12100:2010 (подпункты 6.4.5.2 и 6.4.5.3).
Информация, предоставляемая изготовителем, является важной, но не единственной частью для безопасного применения машины. Изготовитель должен предоставить достаточную информацию пользователю для выполнения начальной оценки риска.
Опасности, приведенные в 6.2.2.4—6.2.2.13, можно предусмотреть при общем применении ручных шлифовальных машин. Информация, приведенная на шлифовальной машине, должна сообщать, что пользователь или работодатель должен оценить специфические риски, которые могут присутствовать в процессе каждого использования.
Руководство по эксплуатации должно содержать:
- наименование и адрес изготовителя или поставщика или любого другого представителя, ответственного за размещение шлифовальной машины на рынке;
- обозначение серии или типа;
- инструкции по эксплуатации (см. 6.3);
- информацию о шуме (см. 6.4.2);
- информацию о вибрации, передаваемой на руки оператора (см. 6.4.3);
- инструкции по техническому обслуживанию (см. 6.5);
- описание всех символов, нанесенных на шлифовальную машину (см. приложение С);
- информацию об остаточных рисках и их контроле.
6.2.2 Инструкции для пользователей
6.2.2.1 Общие требования
Инструкции и предупреждения, установленные в 6.2.2—6.2.5, должны быть приведены для всех шлифовальных машин, если оценка рисков не показывает, что они не характерны конкретному типу шлифовальных машин. Могут быть использованы слова, эквивалентные значениям.
6.2.2.2 Описание применения
Инструкции для пользователей должны содержать описание правильного применения шлифовальной машины и справочную информацию о соответствующем сменном инструменте. Инструкции должны содержать информацию о том, что использование машины не по назначению запрещается. Необходимо предусмотреть информацию о запрете применения шлифовальной машины не по назначению, которое известно из практики.
6.2.2.3 Информация для пользователя
Инструкции для пользователей должны быть написаны для профессиональных пользователей. Если шлифовальная машина может быть применена непрофессиональными пользователями, то должна быть предоставлена дополнительная информация.
6.2.2.4 Общие правила безопасности
- при многочисленных опасностях необходимо прочитать и выполнять инструкции перед установкой, работой, ремонтом, техническим обслуживанием, заменой вспомогательного инструмента. Данное неисполнение может привести к серьезным телесным повреждениям;
- только квалифицированные и обученные операторы могут устанавливать, регулировать или эксплуатировать шлифовальную машину;
- не изменять конструкцию шлифовальных машин. Изменения могут снизить эффективность мер по обеспечению безопасности и увеличить риск получения травм;
- не игнорировать инструкции по безопасности, выдавать их оператору;
- не использовать шлифовальные машины, если они были повреждены;
- шлифовальные машины должны проходить периодические проверки. Номинальные показатели и маркировка должны быть четко обозначены на шлифовальной машине. Работодатель/пользователь должен обратиться к изготовителю для замены маркировочных табличек (при необходимости).
6.2.2.5 Опасность выброса
- повреждение обрабатываемого изделия, сменного инструмента или средств оснащения может вызвать высокую скорость выброса;
- необходимо носить ударопрочную защиту для глаз при работе со шлифовальной машиной. Требуемую степень защиты рекомендуется проверять при каждом использовании;
- убедиться, что обрабатываемое изделие надежно закреплено;
26
ГОСТ ISO 11148-7—2014
- обеспечить безопасный зажим абразивного инструмента на шлифовальной машине;
- проверить, что максимальная рабочая скорость абразивного инструмента, переведенная в обороты в минуту, может быть равной или больше, чем частота вращения шпинделя;
- обеспечить, чтобы защитное ограждение было установлено на месте, в хорошем состоянии и правильно закреплено. Убедиться, что защитное ограждение регулярно проверяется.
Примечание — Для внутреннего шлифования защитное ограждение не требуется при условии, что заготовка закрывает абразивный инструмент;
- проверять периодически, что частота вращения шлифовальной машины не выше, чем маркированная. Проверка частоты вращения должна быть проведена без установленного абразивного инструмента и в соответствии с инструкциями, данными изготовителем;
- проверить, что фланцы установленные, как рекомендовано изготовителем, используются и находятся в хорошем состоянии, например без трещин, заусенцев и без деформаций;
- проверить, что шпиндель и витки резьбы не повреждены или изношены;
- обеспечить, чтобы искры и мусор, возникающий от эксплуатации, не создавали опасность;
- отсоединить шлифовальную машину от источника питания энергии перед сменой абразивного инструмента и технического обслуживания.
6.2.2.6 Опасности захватывания
Удушение, скальпирование и/или рваные раны могут произойти, если свободная одежда, ювелирные изделия, шейные платки, волосы или перчатки соприкасаются с инструментом или могут попадать в приспособление.
6.2.2.7 Эксплуатационные опасности
- избегать контакта с вращающимся шпинделем и закрепленным кругом для предотвращения отрезания рук или других частей тела;
- при эксплуатации машины руки оператора могут подвергнуться опасностям, в том числе ударам, порезам, ссадинам и тепловым воздействиям. Для защиты рук следует одевать специальные перчатки;
- операторы и обслуживающий персонал должны быть физически способными справиться с габаритами, массой и мощностью машины;
- удерживать машину правильно. Быть готовым к противодействию, нормальным или внезапным движениям;
- сохранять баланс тела и обеспечить опору для ног;
- отключать устройство пуска/останова в случае прерывания подачи энергопитания;
- использовать только рекомендованные изготовителем смазочные материалы;
- должны использоваться персональные защитные подходящие перчатки, и рекомендуется защитная одежда;
- для работ над головой одевать защитный шлем;
- время остановки, если оно более 5 с, должно быть указано и должно быть рекомендовано, чтобы шлифовальная машина была установлена в устойчивое положение;
- при отрезании заготовка должна поддерживаться так, чтобы ширина реза сохранялась постоянной или увеличивалась по ширине по завершении работы;
- если абразивный инструмент становится зажатым в месте реза, следует отключить шлифовальную машину и ослабить круг. Проверить, что круг правильно закреплен и не поврежден перед продолжением работы;
- шлифовальные и отрезные круги не должны использоваться для бокового шлифования. (Исключение: шлифовальные круги, предназначенные для бокового шлифования). Шлифовальные машины не должны использоваться сверх максимальной окружной скорости абразивного инструмента;
- оператор должен обращать внимание на то, что поблизости нет наблюдателей;
- должны использоваться средства индивидуальной защиты: перчатки, фартук, защитный шлем;
- искры от шлифования могут воспламенить одежду и приводить к серьезным ожогам. Следует обеспечить условия, при которых искры не попадали бы на одежду. Необходимо носить огнестойкую одежду и иметь ковш воды поблизости.
6.2.2.8 Опасности повторяющихся движений
- при использовании шлифовальной машины для выполнения работ оператор может испытывать дискомфорт в руках, предплечьях, шее или других частях тела;
27
ГОСТ ISO 11148-7—2014
- при использовании шлифовальной машины оператору рекомендуется принимать удобную позу, сохраняя надежную опору ног и избегая несбалансированных поз. Оператору рекомендуется изменять позу при выполнении длительных работ, это позволит избежать дискомфорта и усталости;
- если оператор ощущает постоянный или периодический дискомфорт, боль, онемение, ощущение жжения, то эти предупреждающие симптомы не рекомендуется игнорировать. Оператору рекомендуется сообщить об этом работодателю и обратиться к квалифицированному медицинскому персоналу.
6.2.2.9 Опасности от вспомогательного инструмента
- отключить шлифовальную машину от источника питания перед установкой сменного инструмента или средств оснащения;
- использовать размеры и типы средств оснащения и расходных материалов только рекомендуемые изготовителем шлифовальных машин, не использовать другие типы или размеры средств оснащения и расходных материалов;
- обеспечить, чтобы размеры абразивного инструмента были совместимы со шлифовальной машиной и шпинделем;
- обеспечить, чтобы тип резьбы и размер абразивного инструмента точно подходил к резьбе и размеру шпинделя;
- проверить абразивный инструмент перед применением. Не использовать абразивные инструменты, которые имеют сколы, трещины или другие дефекты;
- обеспечить, чтобы абразивный инструмент правильно был установлен и затянут перед применением. Запустить шлифовальную машину в безопасном положении на холостом ходу в течение не менее 1 мин. Немедленно остановить, если имеется значительная вибрация или определяются другие дефекты;
- предотвратить конец шпинделя от касания с резьбовым отверстием чашечных, конусных или цилиндрических кругов, предназначенных для установки на шпинделе машины, проверяя их размеры или другие данные;
- если абразивный инструмент поставляется или используется с переходниками или втулками, то пользователь должен обеспечить, чтобы переходник или втулка не контактировали с торцом фланца, а усилие зажима обеспечивало передачу достаточного крутящего момента для предотвращения абразивного инструмента от проскальзывания;
- в случаях, где фланцы поставляются для различных типов или размеров абразива, необходимо всегда устанавливать правильные фланцы для используемого абразива;
- избегать прямого контакта со сменным инструментом во время и после использования, так как инструмент может быть горячим или острым;
- хранить и обращаться с абразивным инструментом в соответствии с инструкциями изготовителя.
6.2.2.10 Опасности на рабочем месте
- скольжение, спотыкание и падение являются главными причинами травм на рабочем месте. Необходимо быть осведомленным о скользких поверхностях, вызванных применением машины, а также об опасности спотыкания при применении пневматических или гидравлических рукавов;
- соблюдать осторожность в неизвестной обстановке. Могут быть скрытые опасности, такие как электричество или другие коммуникации;
- шлифовальные машины не предназначены для эксплуатации в потенциально взрывоопасных средах и не изолированы от вступления в контакт с электрической энергией;
- убедиться, что нет электрических кабелей, газовых трубопроводов и т. п., которые могут вызвать опасность при их повреждении эксплуатируемой машиной.
6.2.2.11 Опасности пыли
- пыль, образованная при эксплуатации шлифовальных машин, может вызвать ухудшение здоровья (например, рак, врожденные дефекты, астма и/или дерматиты); оценка риска этих опасностей и выполнение соответствующего контроля для этих опасностей обязательны;
- в оценку риска рекомендуется включать пыль, образованную при эксплуатации машин, и возможность сдувания уже существующей пыли;
- эксплуатировать и обслуживать шлифовальную машину, как рекомендовано в инструкциях для минимизации выделения пыли или выбросов дыма;
- направить выхлоп так, чтобы минимизировать воздействие пыли в пыленаполненном окружении;
- для контроля приоритетными являются пыль и пары, которые создаются в точке эмиссии;
28
ГОСТ ISO 11148-7—2014
- все встроенные части или вспомогательные инструменты для сбора, выделения или подавления воздушной пыли рекомендуется правильно использовать и обслуживать в соответствии с инструкциями изготовителя;
- выбирать, обслуживать и заменять расходные материалы/сменный инструмент, в соответствии с инструкцией по эксплуатации, чтобы предотвратить нежелательное образование пыли;
- использовать средства защиты органов дыхания в соответствии с инструкциями работодателя, как того требуют правила по охране здоровья и технике безопасности;
- работа с определенными материалами создает выделение пыли и газа, создавая потенциально взрывоопасную среду.
6.2.2.12 Опасности от шума
- воздействие высоких уровней шума может привести к потере слуха и другим проблемам, таким как шум в ушах (звон, жужжание, свист, гудение в ушах). Оценка рисков и проведение соответствующего контроля этих опасностей являются необходимыми;
- соответствующий контроль для снижения риска может включать в себя такие действия, как применение демпфирующих материалов, чтобы предотвратить шум от обрабатываемого изделия;
- использовать средства защиты органов слуха в соответствии с инструкциями работодателя и в соответствии с правилами по охране здоровья и технике безопасности;
- эксплуатировать и обслуживать шлифовальную машину в соответствии с инструкцией или руководством по эксплуатации, чтобы предотвратить непредусмотренное увеличение шума;
- если шлифовальная машина имеет глушитель, необходимо убедиться, что он установлен и находится в хорошем рабочем состоянии;
- выбирать, обслуживать и заменять расходные материалы/сменный инструмент в соответствии с руководством по эксплуатации, чтобы предотвратить нежелательное повышение шума.
6.2.2.13 Вибрационные опасности
Информация для пользователя должна быть направлена на вибрационные опасности, которые не были устранены конструкцией и сохраняют остаточный риск вибрации. Это позволяет работодателям идентифицировать обстоятельства, в которых оператор может подвергаться риску от воздействия вибрации. Если значение вибрационных характеристик, полученных в соответствии с ISO 28927-1 для угловых и вертикальных шлифовальных машин и ISO 28927-4 для прямых шлифовальных машин или ISO 20643, не в достаточной мере характеризуют вибрацию при применении по назначению (предполагаемое неправильное применение) машины, то должны быть предоставлены дополнительная информация и/или предупреждения для того, чтобы риски, связанные с вибрацией, могли быть оценены и управляемы:
- воздействие вибрации может вызвать повреждение нервных окончаний и нарушение кровоснабжения кистей рук и предплечий;
- носить теплую одежду при работе в холодных условиях и сохранять руки теплыми и сухими;
- при появлении онемения, покалывания, боли или когда кожа на пальцах или ладонях побелела, то следует прекратить эксплуатировать шлифовальную машину, сообщить об этом работодателю и обратиться к медицинскому персоналу;
- эксплуатировать и обслуживать шлифовальную машину, как указано в руководстве по эксплуатации, чтобы предотвратить непредусмотренное увеличение уровней вибрации;
- не допускать вибрации сменного инструмента при обработке изделия, так как это может привести к существенному повышению вибрации;
- выбирать, обслуживать и заменять расходные материалы/сменный инструмент, как рекомендовано в руководстве по эксплуатации, чтобы предотвратить нежелательное повышение уровней вибрации;
- поддерживать инструмент подвесным устройством или балансиром, если возможно;
- удерживать инструмент легким, но безопасным захватом, учитывая требуемое усилие рук, потому что риск, возникающий от вибрации, обычно больше, где усилие захвата выше;
- использовать прокладки, если они предусмотрены при установке абразивного инструмента.
6.2.3 Дополнительные меры безопасности для пневматических машин
- воздух под давлением может привести к серьезной травме;
- всегда следует отключать подачу воздуха, отводящий рукав воздушного давления и инструмент от источника воздушного питания, когда он не используется, перед заменой средств оснащения или при проведении ремонта;
- не направлять воздух на самого себя или кого-либо еще;
29
ГОСТ ISO 11148-7—2014
- гибкие рукава могут вызвать серьезную травму. Необходимо проверять рукава на повреждения и ослабление крепления;
- когда используются универсальные соединительные муфты (кулачковые), должны быть установлены блокирующие штифты и использоваться рукава с предохранительными муфтами для защиты от возможного разрыва соединений «рукав — инструмент» и «рукав — рукав»;
- не превышать максимальное давление воздуха, значение которого указано на шлифовальной машине;
- запрещается переносить пневматическую шлифовальную машину за рукав.
6.2.4 Дополнительные меры безопасности для гидравлических машин
- не превышать максимального значения регулировки предохранительного клапана, указанного на машине;
- проводить проверку на повреждение или износ рукава и гидравлических соединений и при необходимости заменять их;
- использовать только чистое масло и наполнительное оборудование;
- блоки питания требуют свободного потока воздуха для целей охлаждения и должны быть расположены на площадке с хорошо вентилируемой зоной, свободной от опасных газов;
- обеспечить, чтобы соединения были чистыми и правильно соединенными перед работой;
- не осматривать или не чистить инструмент в то время, когда подсоединен гидравлический источник питания. Случайное включение инструмента может привести к серьезной травме;
- не устанавливать или не удалять инструмент в то время, когда подсоединен гидравлический источник питания. Случайное включение инструмента может привести к серьезной травме;
- проверить, что все соединения рукавов герметичны;
- протереть все соединители начисто перед соединением. Невыполнение этого требования может привести к повреждению быстроразъемных муфт и вызвать перегрев.
В инструкции должна содержаться информация, что должна использоваться только гидравлическая жидкость, рекомендованная изготовителем.
Примечание — Целесообразно сделать запрос изготовителю по использованию негорючих жидкостей.
6.2.5 Специальные инструкции по безопасности
Предупреждения должны быть даны относительно любых специфических или необычных опасностей, связанных с использованием шлифовальной машины. Такие предупреждения должны указывать на характер опасности, риск травмирования и действия во избежание опасности.
6.3 Инструкции по эксплуатации
Инструкции должны включать при необходимости следующее:
- указания по установке в устойчивом положении шлифовальных машин по мере необходимости, установка шлифовальных машин с подвесным устройством;
- указания по монтажу, включая рекомендованные защитные ограждения, сменный инструмент и средства оснащения;
- иллюстрированное описание функций;
- ограничения по использованию инструмента, обусловленные окружающими условиями;
- указания по настройке и испытаниям;
- общие указания по применению, включая замену сменных инструментов и ограничения по размерам и типу обрабатываемого изделия.
6.4 Данные
6.4.1 Общие требования
Инструкции должны содержать информацию, имеющуюся на табличке изготовителя, и следующие сведения:
- масса шлифовальной машины;
- для гидравлических шлифовальных машин:
- требования к соединениям;
- требования к рукавам по давлению и расходу;
- максимальная температура на входе подаваемой жидкости.
30
ГОСТ ISO 11148-7—2014
6.4.2 Шум
6.4.2.1 Заявление шумовых характеристик
Инструкция должна включать заявление шумовых характеристик в соответствии с ISO 15744.
6.4.2.2 Дополнительная информация
Если значения шумовых характеристик, полученные в результате соответствующих испытаний, определенных в 5.2, не в достаточной мере представляют характеристики в процессе эксплуатации машины по назначению, то должна быть предоставлена дополнительная информация и/или предупреждения для обеспечения оценки и управления рисками.
Информацию по шумовым характеристикам рекомендуется также указывать в коммерческой документации.
6.4.3 Вибрация
6.4.3.1 Заявление вибрационных характеристик
Инструкция должна включать значение вибрационных характеристик, неопределенность и ссылочный номер испытательного кода, как указано в 5.3. Для угловых и вертикальных шлифовальных машин — ISO 28927-1, для прямых шлифовальных машин — ISO 28927-4 и для шлифовальных машин, предназначенных для применения с проволочными щетками, — ISO 20643.
6.4.3.2 Дополнительная информация
Если значения вибрационных характеристик, полученные в результате соответствующих испытаний, определенных в 5.3, не в достаточной мере представляют характеристики в процессе эксплуатации машины по назначению, должны быть предоставлены дополнительная информация и/или предупреждения для обеспечения оценки и управления рисками.
Информацию по вибрационным характеристикам рекомендуется указывать в коммерческой документации.
6.5 Инструкции по техническому обслуживанию
Инструкции по техническому обслуживанию должны содержать:
- указания по техническому обслуживанию машин для поддержания их безопасного состояния;
- информацию о проведении планово-предупредительных ремонтов;
- информацию о характере и периодичности технического обслуживания, например через определенный период работы, через определенное количество циклов или операций, через установленный период времени в году;
- инструкции по утилизации, чтобы не подвергать опасности персонал и не загрязнять окружающую среду;
- перечень сервисных операций, которые рекомендуется проводить пользователю;
- указания по смазке, при необходимости;
- указания по проверке частоты вращения и проведения проверки уровня вибрации после каждого ремонта;
- указания по регулярной проверке частоты вращения;
- указания по регулярной проверке шпинделя, резьб и зажимных устройств в отношении износа и допусков для размещения абразивных инструментов;
- спецификации используемых запасных частей, если они влияют на здоровье и безопасность операторов.
Инструкции по техническому обслуживанию должны включать меры предосторожности для того, чтобы избежать воздействия опасных веществ, оставшихся (вследствие выполнения работы) на машине.
Примечание — Воздействие на кожу опасной пыли может привести к серьезным дерматитам. Также есть вероятность вдыхания пыли при ее образовании и появлении при проведении технического обслуживания.
31
ГОСТ ISO 11148-7—2014
Приложение А (справочное)
Перечень существенных опасностей
В приложении приведены все существенные опасности, опасные ситуации и события, которые идентифицированы оценкой риска как существенные для данного типа машин и которые требуют действия для исключения или снижения риска. Приведенные существенные опасности могут возникать при использовании шлифовальных машин.
Таблица А.1 — Перечень существенных опасностей
Вид опасности | Ссылка на требование безопасности | |
За счет конструкции или защитного ограждения | Информация для пользователя | |
1 Механические опасности: - отрезание; | 4.2.1,4.8.1,4.8.2 | 6.2.2.7, 6.2.2.Э |
- наматывание или захват (вызванные наматыванием волос, одежды и т. д. на вращающиеся части машины) | 4.2.5, 4.8.1,4.8.2 | 6.2.2.6, 6.2.2.Э |
- трение или истирание | 4.2.1,4.8.1,4.8.2 | 6.2.2.7, 6.2.2.Э |
- потеря устойчивости | 4.2.2 | |
- провисание рукава | 6.2.3 | |
- выброс жидкости под высоким давлением | 4.2.3 | |
- выброс частей машин вследствие: | ||
- поломки абразивного инструмента | 6.2.2.5 | |
- неправильной установки абразивного инструмента | 6.2.2.9 | |
- неправильного использования шлифовальной машины | ||
- превышения допустимой частоты вращения шлифовальной машины | 4.2.4 | 6.2.2.5 |
- использования несоответствующих фланцев | 4.2.8 | 6.2.2.5 |
- использования несоответствующего абразивного инструмента | 6.2.2.5, 6.2.2.Э | |
- повреждение рукавов и их соединений вследствие: | 6.2.3 | |
- ослабления или потери компонента инструмента при использовании | 4.2.5, 4.7.1 | |
- абразивного инструмента, становящегося ослабленным | 4.2.6, 4.2.7 | 6.2.2.5, 6.2.2.7, 6.2.2.Э |
2 Электрические опасности | 6.2.2.10 | |
3 Тепловые опасности: - взрывы | 4.3 | 6.2.2.4, 6.2.2.10, 6.2.2.11 |
- вред, наносимый здоровью из-за воздействия высокой или низкой температуры поверхностей | 4.3 | |
4 Опасности от шума | 4.4 | 6.2.2.12 |
5 Опасности от вибрации | 4.5 | 6.2.2.13, 6.2.2.Э |
6 Опасности от обрабатываемых, используемых или расходуемых материалов и веществ: - вдыхание вредной пыли | 4.6.2 | 6.2.2.11 |
32
Окончание таблицы А. 1
ГОСТ ISO 11148-7—2014
Вид опасности | Ссылка на требование безопасности | |
За счет конструкции или защитного ограждения | Информация для пользователя | |
- образование взрывчатой пыли | 6.2.2.11 | |
- искры | 6.2.2.5, 6.2.2.7 | |
- отработавший воздух | 4.6.1 | 6.2.2.11 |
- смазки | 4.6.3 | 6.2.2.7, 6.2.2.11 |
- гидравлическая жидкость | 6.2.4 | |
7 Опасности из-за несоблюдения эргономических принципов: - чрезмерное физическое напряжение | 4.7.1,4.7.2 | 6.2.2.8 |
- неправильно принятая поза | 6.2.2.8 | |
- неправильная конструкция рукоятки и несбалансированность машины | 4.7.1 | 6.2.2.7 |
- пренебрежение использованием средств индивидуальной защиты | 6.2.2.7, 6.2.2.11 | |
8 Опасности из-за отказов в энергоснабжении: - внезапная подача энергии после ее отключения | 6.2.3 | |
- нарушение подачи гидравлической жидкости и давления на выходе | 6.2.3, 6.2.4 | |
- нарушение подачи гидравлической жидкости и давления на выходе | 6.2.4 | |
33
ГОСТ ISO 11148-7—2014
Приложение В (справочное)
Примеры шлифовальных машин

Рисунок В.2 — Шлифовальная машина (угловая)
Рисунок В.З — Шлифовальная машина (вертикальная)
34
ГОСТ ISO 11148-7—2014

Рисунок В.4 — Зачистная машина (щеточная)
35
ГОСТ ISO 11148-7—2014
Приложение С (справочное)
Символы для этикеток и знаков
Таблица С.1 — Символы для этикеток и знаков
№ | Символ | Значение | Цветовое исполнение | Регистрационный номер, символ или источник | ||
С.1.1 | A warning | Предупреждение Минимальное требование. Этот символ обязательный. Дополнительные символы и/или текст являются справочными | Фон круга: синий Символ: белый Фон для предупреждения: оранжевый | ISO 3864-2 ISO 7010-М002 | ||
С.1.2 | г и L J | Направление вращения | Фон: произвольный цвет. Символ: черный | ISO 7000-0004 |
36
ГОСТ ISO 11148-7—2014
Приложение D (справочное)
Примеры абразивного инструмента для ручных шлифовальных машин
D.1 Общие требования
Приведены три типа абразивного инструмента: на связке, с покрытием и алмазный (алмазный абразивный инструмент покрыт алмазами или кубическим нитридом бора).
В = бакелитовая связка;
BF = армированная волокном бакелитовая связка;
М = металлическая связка.
Таблица D.1 — Абразивный инструмент на связке
Тип по ISO 525 | Описание, форма, обозначение | Тип связки | Максимальная рабочая скорость, м/с | Предельные размеры, мм | Защитное ограждение в соответствии с рисунком | Применяемый международный стандарт | ||||||||
Тип 1 | Kf г | уг шлифовальный трямого профиля | В | <50 | О <200 | 9 10 11 | ISO 603-12 | |||||||
BF | <80 | 11 | ||||||||||||
7/Z | а- | |||||||||||||
, Н D | ||||||||||||||
D*T* Н | ||||||||||||||
Тип 4 | с/ | Круг шлифовала двухсторонним кон профилем D | НЫЙ ическим | В | <50 | О <200 | 9 10 11 | ISO 603-12 | ||||||
( J , | О | BF | <80 | 11 | ||||||||||
н | ||||||||||||||
Тип 5 | Круг шли с вь I р г | фоваль точкой | НЫЙ | В BF | <50 <80 | О <200 | 9 10 11 11 | ISO 603-12 | ||||||
О | ||||||||||||||
37
ГОСТ ISO 11148-7—2014
Продолжение таблицы D. 1
Тип по
ISO 525
Описание, форма, обозначение
Тип связки
Максимальная рабочая скорость, м/с
Предельные размеры, мм
Защитное ограждение в соответствии с рисунком
Применяемый международный стандарт
Тип 6
Круг чашечный цилиндрический
В
< 50
D< 150
13
ISO 603-13
ISO 603-14
Тип 11
Тип 16
Тип 18
Тип18R
38
Круг чашечный конический

Головка конусная с резьбовой вставкой

Головка цилиндрическая с резьбовой вставкой

Головка цилиндрическая с полусферой на торце с резьбовой вставкой

В
В
< 50
< 50
< 50
< 50
О<180
О< 180
О< 180
О <230
13
14
14
ISO 603-14
ISO 603-12
ISO 603-12
ISO 603-12
Окончание таблицы D. 1
Тип по
ISO 525
Описание, форма, обозначение
Тип связки
Максимальная рабочая скорость, м/с
Предельные размеры, мм
Тип 19
Головка в виде усеченного конуса с резьбовой вставкой
В
<50
О <80
ГОСТ ISO 11148-7—2014
Защитное ограждение в соответствии с рисунком
Применяемый международный стандарт
14
ISO 603-12
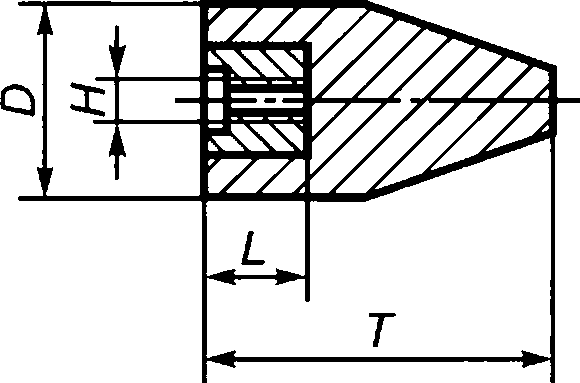
Тип 27 | Круг шлифовальный | BF | <80 | О <230 | 15 | ISO 603-14 |
с утопленным центром | 16 |
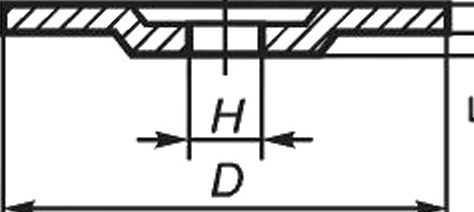
Тип 28 | Круг шлифовальный | В | <80 | О <230 | 15 | ISO 603-14 |
тарельчатый с утопленным | 16 | |||||
центром |

Тип 41 | Круг отрезной | BF | <80 | О <230 | 15 | ISO 603-16 |
Корпус: | 16 | |||||
металл, | ||||||
^Ш_^^22Ш__ | текстиль | |||||
BF | ||||||
' D ' | ||||||
Тип 42 | Круг отрезной | BF | <80 | D<230 | 15 | ISO 603-16 |
с утопленным центром | 16 | |||||
“^2^=-; | ||||||
н ш| | ||||||
______D_____ |
Другие размеры и допуски диаметров — по ISO 603-12, ISO 603-13, ISO 603-14, ISO 603-16 и ISO 525.
39
ГОСТ ISO 11148-7—2014
Таблица D.2 — Абразивный инструмент с покрытием
Тип а) | Описание, форма, обозначение | Тип связки | Максимальная рабочая скорость ь\ м/с | Предельные размеры, мм | Защитное ограждение в соответствии с рисунком | Применяемый международный стандарт Применяемые стандарты |
Тип D1 | Диск лепестковый | С покрытием Корпус: металл, текстиль | <80 | О <230 | 15 | |
Тип D2 | Круг шлифовальный лепестковый | С покрытием | <40 | О <230 | 19 | |
Тип D3 | Диск вулканитовый -----------------------------------------------------i------------------------------------------------------ | С покрытием | <80 | О <230 | Без защитного ограждения | |
а) В настоящее время нет стандартов, определяющих номера типов. ь) Согласно FEPA (Федерация европейских изготовителей абразивов). | ||||||
Таблица D.3 — Суперабразивный инструмент
Тип а> | Описание, форма, обозначение | Тип связки | Максимальная рабочая скорость ь\ м/с | Предельные размеры, мм | Защитное ограждение в соответствии с рисунком | Применяемый международный стандарт |
Тип D4 | Круг шлифовальный | М | <80 | О <230 | 16 | |
прямого профиля | 17 | |||||
1ЖЖ | ^ г . | ||||||
_________D________ | ||||||
Тип D5 | Круг отрезной | М | < 100 | О< 300 | 16 | |
17 | ||||||
________D________ |
40
Окончание таблицы D.3
ГОСТ ISO 11148-7—2014
Тип а> | Описание, форма, обозначение | Тип связки | Максимальная рабочая скорость Ь), м/с | Предельные размеры, мм | Защитное ограждение в соответствии с рисунком | Применяемый международный стандарт |
Тип D6 | Круг отрезной сегментный | М | <80 | О <450 | 16 |
17

а) В настоящее время нет стандартов, определяющих номера типов. ь> Согласно FEPA (Федерация европейских изготовителей абразивов).
D.2 Проволочная щетка
Проволочная щетка — это щетка, изготовленная из витых, связанных или проволочных нитей, которые предназначены для использования в портативных машинах.
Таблица D.4 приводит два основных типа проволочных щеток, применяемых на шлифовальных машинах. EN 1083-1 дает детальное описание вариантов.
Таблица D.4 — Проволочные щетки
Тип а) | Описание, форма, обозначение | Применяемый международный стандарт |
ТипХ1 | Щетка радиальная | EN 1083-1 EN 1083-2 |
41
ГОСТ ISO 11148-7—2014
Окончание таблицы D.4
Тип а>
Описание, форма, обозначение
Применяемый международный стандарт
Тип Х2

EN 1083-1
EN 1083-2
а) В настоящее время отсутствуют международные стандарты на проволочные щетки.
42
ГОСТ ISO 11148-7—2014
Приложение Е (справочное)
Пример порядка расчета усилия зажима
Е.1 Расчет максимальной равнодействующей силы и требуемого усилия зажима
Е.1.1 Общие требования
Методика расчета основывается на тех же принципах, что и для стационарных шлифовальных станков.
Для расчета усилия зажима и момента затяжки резьбового соединения должны быть рассмотрены силы, которые воздействуют на зажимное устройство (см. рисунок Е.1).

1 — шлифовальный круг; 2 — зажимная кромка фланца
Рисунок Е.1 — Силы, действующие на абразивный инструмент при шлифовании
Для расчета используются следующие условные обозначения:
ф— наружный диаметр фланца, м;
D — наружный диаметр абразивного круга, м;
Н— посадочный диаметр, м;
г— ширина кромки зажимной зоны фланца, м;
Т — толщина шлифовального круга, м;
v— максимальная рабочая скорость шлифовального круга, м/с;
Р— мощность привода шпинделя шлифовальной машины, Вт;
^т — плотность шлифовального круга, кг/м3.
Е.1.2 Равнодействующая сила Ftot
Наибольшая равнодействующая сила возникает в том случае, когда все четыре силы действуют в одном и том же направлении, и определяется по формуле (Е.1):
^tot^m^u^T^r (^D
где Fm — сила тяжести, Н;
Fo — сила, возникающая вследствие дисбаланса шлифовального круга, Н;
FT — сила сдвига, Н;
Fr — радиальная сила, возникающая во время шлифования, Н.
43
ГОСТ ISO 11148-7—2014
Е.1.3 Силы, действующие во время шлифования, Fr, Ft
Р
F{ = —ky, 1 v 1
(Е.2)
Er = *’Et,
(Е.З)
где Fr — радиальная сила, возникающая во время шлифования, Н;
Ft — сила резания, возникающая во время шлифования, Н;
к — коэффициент, взятый из опыта, для грубого шлифования (обычно между 3 и 5);
ку — коэффициент безопасности (обычно 2,5);
Р — мощность шпинделя шлифовальной машины, Вт;
v — рабочая скорость шлифовального круга, м/с.
Е.1.4 Сила сдвига FT
Сила резания Fv действующая по окружности зажимной зоны dm, вызывает силу сдвига FT, которая определяется по формуле
FT • 0,5 dm = Ft- 0,5 D. (Е.4)
Е.1.5 Сила тяжести Fm
Fm = Mg=V^m-g-, (Е.5)
M=^4m. (Е.6)
где д — ускорение свободного падения 9,81 м/с2;
М — масса шлифовального круга, кг;
V — объем шлифовального круга, м3;
— плотность шлифовального круга, кг/м3.
Е.1.6 Сила, возникающая вследствие дисбаланса шлифовального круга Fu
Сила Fu, возникающая из-за неравномерного распределения массы в шлифовальном круге, направлена к центру вращения круга и определяется по формуле
у2 2v2
Еи = с • ^и • -R- = с • гПц • ^ - (Е.7)
где с — 10-3 согласно ISO 6103;
D — наружный диаметр абразивного инструмента, м;
mu — несбалансированная масса, гм;
R — постоянный радиус вращения круга;
v— рабочая скорость шлифовального круга, м/с.
Несбалансированная масса — ти = к ^[мсогласно ISO 6103, где М выражается в граммах, а к— величина, зависящая от типа абразивного инструмента и рабочей скорости.
Е.2 Требуемое усилие зажима между фланцами Freq
Требуемое усилие зажима между фланцами только с одним подвижным фланцем определяется по формуле
S
- (Е-8)
Нс
где Freq — требуемое усилие зажима, Н;
S — коэффициент безопасности проскальзывания;
цс — коэффициент трения между поверхностью фланцев, прокладкой и шлифовальным кругом:
цс = 0,2 — картон — сталь;
цс > 0,2 — без стальной прокладки;
цс < 0,15 — сталь — сталь.
44
ГОСТ ISO 11148-7—2014
S является коэффициентом безопасности проскальзывания и зависит от условий зажима, когда изготовитель шлифовальной машины должен принимать во внимание следующие факты:
- приведение в движение одного или двух фланцев;
- конструкцию фланца;
- фланец и шероховатость зажимной зоны;
- методы затяжки;
- вибрацию;
- Удары.
Е.З Зажимная зона и поверхностное давление между фланцами и шлифовальным кругом Ра
\^-w-^.
(Е.Ю)
где Ра — поверхностное давление, Н/м2;
Freq —требуемое усилие зажима, Н;
Дс — площадь зажимной зоны, м2;
d0 — наружный диаметр фланца, м;
ф — внутренний диаметр фланца, м.
Максимально допустимое поверхностное давление Ра должно быть указано изготовителем абразивного инструмента.
Необходимо убедиться, что после расчета и выбора размеров для определения зажимной зоны РаАс> Freq.
45
ГОСТ ISO 11148-7—2014
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 3857-3:1989 | — | * |
ISO 5391:2003 | — | * |
ISO 12100:2010 | IDT | ГОСТ ISO 12100—2013 «Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска» |
ISO 13732-1:2006 | — | * |
ISO 13732-3:2005 | — | * |
ISO 15744:2002 | MOD | ГОСТ 31337—2006 (ИСО 15744:2002) «Шум машин. Машины ручные неэлектрические. Технический метод измерения шума» |
ISO 17066:2007 | — | * |
ISO 20643:2005 | MOD | ГОСТ 16519—2006 (ИСО 20643:2005) «Вибрация. Определение параметров вибрационной характеристики ручных машин и машин с ручным управлением. Общие требования» |
ISO 28927-1:2009 | — | * |
ISO 28927-4:2010 | IDT | ГОСТ ISO 28927-4—2013 «Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 4. Машины шлифовальные прямые» |
EN 10111:2008 | — | * |
EN 10130:2006 | — | * |
EN 12096:1997 | — | * |
EN 12418:2000+A1:2009 | — | * |
* Соответствующий межгосударственный стандарт отсутствует. Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT — идентичные стандарты: - MOD — модифицированные стандарты. | ||
46
ГОСТ ISO 11148-7—2014
Библиография |
Примечание — Документы, перечисленные в библиографии, в тексте настоящего стандарта не рассматриваются как обязательные, однако они имеют отношение к требованиям и представлены для информации. Данный перечень не является исчерпывающим.
[1] ISO 525:1999 | Bonded abrasive products. General requirements (Изделия абразивные на связке. Общие требования) |
[2] ISO 603-12:1999 | Bonded abrasive products. Dimensions. Part 12, Grinding wheels for deburring and fettling on a straight grinder (Изделия абразивные на связке. Размеры. Часть 12. Круги шлифовальные для удаления заусенцев и зачистки на плоскошлифовальных станках) |
[3] ISO 603-13:1999 | Bonded abrasive products. Dimensions. Part 13: Grinding wheels for deburring and fettling on a vertical grinder (Изделия абразивные на связке. Размеры. Часть 13. Круги шлифовальные для удаления заусенцев и зачистки на вертикальных шлифовальных станках) |
[4] ISO 603-14:1999 | Bonded abrasive products. Dimensions. Part 14: Grinding wheels for deburring and fettling/ snagging on an angle grinder (Изделия абразивные на связке. Размеры. Часть 14. Круги шлифовальные для удаления заусенцев и зачистки/удаления поверхностных дефектов на шлифовальных станках) |
[5] ISO 603-16:1999 | ISO 603-16, Bonded abrasive products. Dimensions. Part 16: Grinding wheels for cutting-off on hand held power tools (Изделия абразивные на связке. Размеры. Часть 16. Шлифовальные круги для отрезания ручным инструментом) |
[6] ISO 2787:1984 | Rotary and percussive pneumatic tools. Performance tests (Инструмент пневматический вращательный и ударный. Определение рабочих характеристик) |
[7] ISO 3857-1:1977 | Compressors, pneumatic tools and machines. Vocabulary. Part 1: General (Компрессоры, инструменты и машины пневматические. Словарь. Часть 1. Основные понятия) |
[8] ISO 3864-2:2004 | Graphical symbols. Safety colours and safety signs. Part 2: Design principles for product safety labels (Обозначения условные графические. Цвета и знаки безопасности. Часть 2. Принципы проектирования этикеток безопасности на изделиях) |
[9] ISO 3864-4:2011 | Graphical symbols. Safety colours and safety signs. Part 4: Colorimetric and photometric properties of safety sign materials (Обозначения условные графические. Цвета и знаки безопасности. Часть 4. Колориметрические и фотометрические характеристики материалов для знаков безопасности) |
[10] ISO 6103:2005 | Bonded abrasive products. Permissible unbalances of grinding wheels as delivered. Static testing (Изделия абразивные на связке. Допустимый дисбаланс шлифовальных кругов при изготовлении. Испытания статические) |
[11] ISO 7000:2012 | Graphical symbols for use on equipment. Registered symbols1) (Обозначения условные графические, наносимые на оборудование. Зарегистрированные символы) |
1) Графические символы в соответствии с ISO 7000, ISO 7001 и ISO 7010 доступны в интернет-магазине ISO.
Дополнительная информация: http://www.iso.org/iso/fr/publications_and_e-products/databases.htm.
47
ГОСТ ISO 11148-7—2014
[12] | ISO 7010:2011 | Graphical symbols. Safety colours and safety signs. Registered safety signs 1) (Обозначения условные графические. Цвета и знаки безопасности. Зарегистрированные знаки безопасности) |
[13] | ISO/TR 11688-1:1995 | Acoustics. Recommended practice for the design of low-noise machinery and Equipment. Part 1: Planning (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 1. Планирование) |
[14] | ISO/TR 11688-2:1998 | Acoustics. Recommended practice for the design of low-noise machinery and Equipment. Part 2: Introduction to the physics of low-noise design (Акустика. Практические рекомендации для проектирования машин и оборудования с низким уровнем шума. Часть 2. Введение в физику проектирования оборудования с низким уровнем шума) |
[15] | ISO 14163:1998 | Acoustics. Guidelines for noise control by silencers (Акустика. Руководство по снижению шума с помощью глушителей) |
[16] | ISO 19432:2012 | Building construction machinery and equipment. Portable, hand-held, internal combustion engine driven cut-off machines. Safety requirements (Машины и оборудование строительные. Переносные ручные отрезные станки с приводом от двигателя внутреннего сгорания. Требования безопасности) |
[17] | EN 614-1:2006 + A1:2009 | Safety of machinery. Ergonomic design principles. Part 1: Terminology and general principles (Безопасность машин. Эргономические принципы проектирования. Часть 1. Термины, определения и общие принципы) |
[18] | EN 626 (все части) | Safety of machinery. Reduction of risks to health from hazardous substances emitted by machinery (Безопасность машин. Снижение риска для здоровья от вредных веществ, выделяющихся при эксплуатации машин) |
[19] | EN 894-3:2000 + A1:2008 | Safety of machinery. Ergonomics requirements for the design of displays and control actuators. Part 3: Control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления) |
[20] | EN 982:1996 + A1:2008 | Safety of machinery. Safety requirements for fluid power systems and their components. Hydraulics (Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика) |
[21] | EN 983:1996 +A1:2008 | Safety of machinery. Safety requirements for fluid power systems and components. Pneumatics (Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика) |
[22] | EN 1070:1998 | Safety of machinery. Terminology (Безопасность оборудования. Термины и определения) |
[23] | EN 1083-1:1997 | Power-driven brushes. Part 1: Definitions and nomenclature (Щетки приводные. Часть 1. Определения и номенклатура) |
[24] | EN 1083-2:1997 | Power-driven brushes. Part 2, Safety requirements (Щетки приводные. Часть 2. Требования безопасности) |
[25] | EN 13463-1:2009 | Non-electrical equipment for use in potentially explosive atmospheres. Part 1: Basic meth- |
od and requirements
(Оборудование неэлектрическое для потенциально взрывоопасных атмосфер.
Часть 1. Основной метод и требования)
1) Графические символы в соответствии с ISO 7000, ISO 7001 и ISO 7010 доступны в интернет-магазине ISO.
Дополнительная информация: http://www.iso.org/iso/fr/publications_and_e-products/databases.htm.
48
ГОСТ ISO 11148-7—2014
[26] IEC 61310-1:2007 | Safety of machinery. Indication, marking and actuation. Part 1: Requirements for visual, acoustic and tactile signals (Безопасность машин. Индикация, маркировка и включение. Часть 1. Требования к визуальным, звуковым и тактильным сигналам) |
[27] IEC 61310-2:2007 | Safety of machinery. Indication, marking and actuation. Part 2: Requirements for marking (Безопасность машин. Индикация, маркировка и включение. Часть 2. Требования к маркировке) |
[28] CR 1030-1:1995 | Hand-arm vibration. Guidelines for vibration hazards reduction. Part 1: Engineering methods by design of machinery (Вибрация руки. Руководство по уменьшению опасностей, связанных с вибрацией. Часть 1. Технические методы проектирования машин) |
[29] FEPA | FEPA, Safety code for the use of coated abrasive products1) (Правила безопасности при использовании покрытых абразивных изделий) |
1) Публикации FEPA можно получить по адресу: Federation of European Producers of Abrasive Products, FEPA, 20 Avenue Reille, F-75014, Paris, France.
49
ГОСТ ISO 11148-7—2014
УДК 621.924.552:658.345(083.74X476)
МКС 25.140.10
25.140.99
IDT
Ключевые слова: машины ручные неэлектрические, требования безопасности, машины шлифовальные
50
Технический редактор И.Е. Черепкова
Корректор С.И. Фирсова Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 26.01.2024. Подписано в печать 05.02.2024. Формат 60x84%. Гарнитура Ариал. Усл. печ. л. 6,51. Уч.-изд. л. 5,53.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}