ГОСТ Р 27.004-2009
Группа Т59
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Надежность в технике
МОДЕЛИ ОТКАЗОВ
Dependability in technics. Failure mechanism models
ОКС 21.020
Дата введения 2010-09-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ФГУП "ВНИИНМАШ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 119 "Надежность в технике"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 декабря 2009 г. N 1244-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на изделия любых видов техники, для которых предусматривают и решают задачи прогнозирования безотказности и обработки статистических данных об отказах на различных стадиях их жизненного цикла.
Настоящий стандарт устанавливает модели отказов невосстанавливаемых и восстанавливаемых изделий с простым техническим обслуживанием и ремонтом, проводимыми на месте эксплуатации данных изделий.
Стандарт не распространяется на сложные восстанавливаемые изделия, безотказность которых существенно связана с количеством и чередованием режимов функционирования, наличием и способами резервирования составных частей, разнообразием способов их технического обслуживания и ремонта.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
ГОСТ 27.002-89* Надежность в технике. Основные понятия, термины и определения
______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 27.002-2009, здесь и далее по тексту. - .
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочного стандарта в информационной системе общего пользования - на официальном сайте федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены термины по ГОСТ 27.002, а также следующие термины с соответствующими определениями:
3.1.1 вероятность отказа: Вероятность возникновения отказа изделия в пределах заданной наработки.
Примечания
1 Вероятность отказа является дополнением до единицы вероятности безотказной работы.
2 Значение вероятности отказа равно отношению числа отказов испытанных изделий к числу их испытаний.
3.1.2 модель: Формализованное описание сущности любой природы (явления, процесса, предмета), определенное в степени, обеспечивающей единообразное понимание специалистами.
3.1.3 модель отказов: Модель, определяющая механизм развития процессов, приводящих к отказу изделия.
3.1.4 деградационное изменение: Отдельно рассматриваемое необратимое изменение структуры изделия, ухудшающее его свойства, изменяющее параметры и характеристики.
3.1.5 деградация: Совокупность деградационных изменений изделия.
3.1.6 процесс деградации: Развитие деградации структуры изделия в течение времени.
3.1.7 источник процесса деградации; ИПД: Материальный носитель в структуре изделия, на котором (в связи с которым) возникает и развивается конкретное деградационное изменение изделия.
3.2 В настоящем стандарте применены следующие обозначения:
- число ИПД технологического процесса;
- вероятность попадания ИПД
-го вида в изделие;
- среднее число ИПД, попадающих в изделие в процессе его изготовления;
- наработка изделия;
- максимальная наработка изделий, которую рассматривают (учитывают) в модели отказов;
- функция распределения наработки до отказа или ее аппроксимация;
- функция распределения наработки до отказа из-за развития деградационного изменения
-го вида;
- средняя наработка до отказа из-за развития деградационного изменения
-го вида;
![]() - функция распределения наработки до отказа из-за идеального старения;
- функция распределения наработки до отказа из-за идеального старения;
- смесь распределений
;
![]() - ступенчатая аппроксимация функции
- ступенчатая аппроксимация функции ;
![]() - гладкая (сглаженная) аппроксимация функции
- гладкая (сглаженная) аппроксимация функции .
4 Основные положения
4.1 Для описания случайного характера возникновения отказов в процессе эксплуатации изделий применяют вероятностно-статистические методы. Наиболее распространенными являются модели отказов, основанные на распределении соответствующих случайных величин - наработок до отказа невосстанавливаемых изделий и наработок между отказами восстанавливаемых изделий.
4.2 Для описания отказов изделия могут быть предложены разные модели, предназначенные для решения различных задач надежности и по-разному учитывающие комплекс факторов, присущих характеру отказов (для периода приработки, периода эксплуатации, долговечности и др.).
4.3 Общими требованиями к моделям отказов являются адекватность, универсальность и удобность.
В соответствии с этими требованиями модель должна:
- учитывать значимые факторы, обоснованно пренебрегать второстепенными и использовать инженерно убедительные допущения и предположения;
- охватывать как можно большее число частных случаев и быть применимой в различных ситуациях;
- быть понятной специалистам с ординарной подготовкой и приемлемой для практического применения.
4.4 Основными видами распределения наработок изделий до отказа являются:
- экспоненциальное;
- Вейбулла;
- гамма;
- логарифмически-нормальное;
- нормальное.
Примечание - Кроме перечисленных видов распределений, при решении отдельных задач применяют также специальные виды, число которых составляет несколько десятков.
Экспоненциальное распределение наработок между отказами является асимптотическим при суперпозиции (объединении) потоков отказов и при случайном разрежении потока отказов. Это распределение применяют, в основном, в области радиоэлектроники и электротехники.
Распределение Вейбулла представляет собой один из трех асимптотических видов распределений экстремальных значений - минимальной порядковой статистики. Это используют для обоснования его в качестве модели отказов (модель наислабейшего звена).
Гамма-распределение представляет собой свертку экспоненциальных распределений, и его применяют в качестве модели отказов изделий с резервом.
Нормальное распределение применяют в том случае, когда наработка до отказа изделия может быть представлена в виде суммы достаточно большого числа одинаково распределенных слагаемых. Его применение неудобно из-за области отрицательных значений наработок.
Логарифмически-нормальное распределение применяют в том случае, когда развитие процесса, приводящего к отказу, можно представить в виде произведения последовательных независимых случайных величин (например, рост трещины).
5 Общий вид функции распределения наработок до отказа изделий на неограниченном и ограниченном интервалах
5.1 Функцию распределения наработок до отказа изделий на неограниченном интервале (0, ) определяют по формуле
![]() , (1)
, (1)
где - интенсивность отказов;
![]() .
.
Примечание - Формулу (1) иногда называют основным уравнением надежности.
5.2 На практике функцию распределения наработок до отказа рассматривают на ограниченном интервале (0, ) и пренебрегают ее правым "хвостом" на интервале (
,
). При этом интеграл в степени экспоненты в формуле (1) равен некоторому положительному числу
![]() , (2)
, (2)
и формула (1) примет вид
![]() , (3)
, (3)
где ![]() .
.
Интеграл в формуле (3) увеличивается с увеличением и при
он равен единице. Этот интеграл представляет собой функцию распределения
некоторой случайной величины
, определенной на интервале (0,
), a
- плотность ее распределения.
Функция распределения наработок изделий до отказа на интервале (0, ) может быть представлена в виде
![]() . (4)
. (4)
Эта функция зависит от двух параметров: константы и функции
случайной величины
. Физическая сущность параметров установлена в разделе 6.
6 Учет технологии
6.1 Уровень безотказности изделий существенно зависит от технологии их изготовления. Указанные в 4.4 модели не учитывают взаимосвязь технологии и безотказности и не раскрывают механизм формирования и развития отказов вследствие влияния технологического фактора. Для получения адекватных моделей необходимо установить зависимость видов распределений и значений их параметров от параметров, характеризующих состояние технологического процесса изготовления изделий.
6.2 Физико-технологическая модель отказов невосстанавливаемых изделий
6.2.1 Предполагают, что условия и режимы эксплуатации однотипных изделий являются идентичными и различные значения наработок до отказа изделий определяются их внутренними различиями, возникающими в процессе изготовления.
Основа физико-технологической модели отказов заключается в том, что общий процесс деградации, развивающийся в изделии и в конечном итоге завершающийся его отказом, представляют как случайную совокупность из некоторого числа
потенциально возможных процессов деградационных изменений, развивающихся на соответствующих материальных носителях, входящих в структуру изделия - ИПД.
6.2.2 Причинами разнообразия ИПД и случайность их попадания в отдельные изделия является нестабильность любого конкретного производства, проявляющаяся в колебаниях свойств поставляемых материалов, сырья, комплектующих изделий, ограниченной точности оборудования, изменчивости внешних факторов, влияющих на технологический процесс, состояния рабочих мест, дисциплине труда и др.
6.2.3 Классификация ИПД в условиях конкретного производства зависит от возможностей системы контроля текущего состояния технологического процесса.
Классификацию проводят таким образом, чтобы обеспечить относительную независимость выделенных ИПД и соответствующих процессов деградационных изменений.
Примечания
1 В том случае, если зависимости существенны и ими нельзя пренебречь, совокупность зависимых ИПД следует рассматривать как отдельный самостоятельный ИПД.
2 Классификация ИПД имеет субъективный характер: одни и те же структуры, процессы и явления могут быть исследованы с большей или меньшей степенью детализации и, соответственно, отнесены к различным ИПД или к ИПД одного вида. Для одного и того же производства может быть предложено несколько способов классификации ИПД. При этом модель не должна зависеть от способа классификации ИПД.
6.2.4 Каждому ИПД соответствуют:
- вероятность попадания в изделие;
- функция распределения времени (наработки) развития соответствующего процесса деградационных изменений до наступления отказа изделия с математическим ожиданием
.
Примечание - Для определенности нумерация ИПД, вероятностей , функций распределения
и математических ожиданий
упорядочена по мере возрастания значений
.
6.2.5 Если в изделии не содержится ни одного ИПД, то в этом случае его отказ наступает в результате "идеального" старения, физическая природа которого может быть произвольной. Процесс "идеального" старения развивается в каждом изделии, т.е. ![]() , а функция
, а функция ![]() представляет собой функцию распределения наработки изделия до предельного состояния.
представляет собой функцию распределения наработки изделия до предельного состояния.
Во избежание логических противоречий следует предположить, что отказы из-за "идеального" старения происходят позже, чем из-за развития процесса деградационных изменений по всем ИПД, и на временной оси есть, по крайней мере, одна точка , для которой выполняется условие
![]() ,
, 1, ...,
;
![]() .
.
6.3 Распределение наработки до отказа
6.3.1 Условная функция распределения наработки до отказа изделия (при условии, что в нем находится конкретный набор ИПД ) представляет собой распределение минимума фиксированного числа случайных величин
![]() . (5)
. (5)
Вероятности соответствующих наборов ИПД распределены по полиномиальному закону.
6.3.2 Безусловную функцию распределения наработки изделий до отказа по всем ИПД определяют по формуле полной вероятности
![]() . (6)
. (6)
Эта функция представляет собой распределение минимума случайного числа случайных величин
![]() . (7)
. (7)
6.3.3 Особенностью формулы (7) как модели отказов является то, что в нее входят вероятности , характеризующие текущее состояние технологического процесса.
6.4 Распределение наработки до отказа при малых значениях вероятностей
6.4.1 На практике важным является случай, когда вероятности достаточно незначительны и, кроме того, что они имеют приблизительно одинаковые значения, т.е. ИПД классифицированы с приблизительно одинаковой степенью детальности и среди них нет такого, который превалировал бы над всеми остальными ИПД.
Примечание - Большое значение говорит о том, что данный ИПД рассмотрен недостаточно подробно и его следует подразделить на несколько ИПД с меньшими значениями вероятностей (если это возможно) или о том, что следует обеспечить корректирующие изменения технологического процесса, уменьшающее значение такой вероятности. Если это сделать невозможно, то такой ИПД следует отнести к "идеальному" старению, так как он "блокирует" проявление в изделиях других, более мелких ИПД, развитие процессов деградации которых завершается отказом изделия при более длительных наработках.
6.4.2 При этом условии формулу (7) можно преобразовать следующим образом:
 при
при ,
![]() при
при
при любых значениях наработок.
Примечание - Это преобразование не подходит для распределения минимума фиксированного числа случайных величин в соответствии с формулой (5) при больших значениях наработок.
Формула распределения наработки до отказа изделия
![]() , (8)
, (8)
где
![]() ; (9)
; (9)![]() . (10)
. (10)
6.4.3 Функция распределения наработки до отказа изделия, определенная по формуле (8), соответствует общему виду, определенному по формуле (4).
Параметр , определенный по формуле (9), равен среднему числу ИПД, попадающих в одно изделие в процессе его изготовления.
Функция представляет собой распределение смеси распределений развития процессов деградации по всем ИПД.
Примечания
1 В распределении смеси каждый ИПД учитывают с вероятностью, равной ее доле в суммарной вероятности всех ИПД, потенциально возможных в условиях данного технологического процесса.
2 Инвариантность параметра и функции
к способу классификации ИПД проявляется в следующем. Более детальная классификация ИПД в интервале наработок (0,
) приводит к увеличению числа
, но при этом уменьшаются значения вероятностей
так, что среднее число ИПД остается постоянным. Увеличение числа ИПД, уменьшение вероятностей
и изменение вида функций
происходит взаимозависимо таким образом, что функция смеси
сохраняет свой вид.
6.4.4 Погрешность формулы (8) зависит от числа . Наибольшая погрешность имеет место при
1, когда в изделие может попасть только один ИПД. При условии незначительности соответствующей вероятности это означает, что классификация проведена неудачно. Большинство изделий не содержит данного ИПД и поведение их наработки до отказа определяется "идеальным" старением.
Погрешность быстро уменьшается с увеличением и становится практически незначимой при
5-7.
6.5 Аппроксимация модели
6.5.1 Вид распределения наработки до отказа изделий определяется видом функции
, которая характеризует технологический процесс с позиций безотказности. Если предположить, что каждое распределение
зависит только от двух параметров, то с учетом вероятностей
общее число параметров функции
будет равно 3
. Функцию с таким числом параметров не применяют и ее следует аппроксимировать.
6.5.2 Рассматривают ступенчатую функцию ![]() , где по оси абсцисс отложены упорядоченные по возрастанию средние значения наработок
, где по оси абсцисс отложены упорядоченные по возрастанию средние значения наработок , а по оси ординат - соответствующие нормированные вероятности
![]() . Функция
. Функция отличается от функции
![]() "сглаженностью" ступеней (скачков), но при этом общий характер поведения обеих функций во всем диапазоне изменения наработок является одинаково удобным для выбора аппроксимирующей их функции
"сглаженностью" ступеней (скачков), но при этом общий характер поведения обеих функций во всем диапазоне изменения наработок является одинаково удобным для выбора аппроксимирующей их функции ![]() с одним, двумя или тремя параметрами.
с одним, двумя или тремя параметрами.
В условиях конкретного производства строят ступенчатую функцию ![]() , соответствующую принятой системе контроля состояния технологического процесса, а в качестве аппроксимирующей ее функции используют любую непрерывную функцию
, соответствующую принятой системе контроля состояния технологического процесса, а в качестве аппроксимирующей ее функции используют любую непрерывную функцию ![]() , приемлемым образом сглаживающую
, приемлемым образом сглаживающую ![]() .
.
Примечание - Устойчивость модели к способам классификации ИПД выражается в том, что разные функции ![]() , соответствующие разным
, соответствующие разным классификациям, как и сама функция
, могут быть в одинаковой степени "хорошо сглажены" одной и той же аппроксимирующей их функцией
![]() .
.
6.5.3 Способ выбора аппроксимирующей функции изображен на рисунке 1.
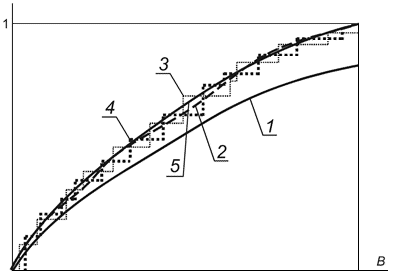
1 - функция распределения наработки изделий до отказа на интервале (0,
); 2 - функция
; 3 и 4 - две ступенчатые функции
![]() , соответствующие двум разным способам классификации ИПД; 5 - аппроксимирующая функция
, соответствующие двум разным способам классификации ИПД; 5 - аппроксимирующая функция ![]()
Рисунок 1 - Пример к аппроксимации модели
6.6 Основные аппроксимации распределения наработок до отказа
6.6.1 Однопараметрическая аппроксимация
Наиболее простая аппроксимирующая функция ![]() представляет собой равномерное распределение на интервале (0,
представляет собой равномерное распределение на интервале (0, )
![]() .
.
Так получают экспоненциальное распределение наработок изделий до отказа
![]() . (11)
. (11)
Примечание - При увеличении значения увеличиваются значения
и
в результате выявления новых ИПД. Формула (11) сохраняет свой вид, если отношение
остается постоянным, а значение последнего слагаемого в правой части формулы (11) стремится к нулю.
6.6.2 Двухпараметрическая аппроксимация
Если моменты завершения процессов деградационных изменений по всем ИПД распределены неравномерно на интервале (0, ), а со смещением их концентрации в ту или иную сторону - к нулю или к значению
, то наиболее просто это может быть учтено путем добавления в аппроксимирующее равномерное распределение параметра формы
![]() .
.
В результате получают распределение Вейбулла наработок до отказа изделий
![]() . (12)
. (12)
6.6.3 Аппроксимация при большем числе параметров
Если изделие имеет период приработки и интенсивность отказов постепенно снижается до некоторого постоянного уровня, структуру изделия можно представить в виде последовательного соединения двух элементов:
- совокупности ИПД, функцию ![]() которой аппроксимируют равномерным распределением;
которой аппроксимируют равномерным распределением;
- совокупности ИПД, функцию ![]() которой аппроксимируют степенным распределением с параметром
которой аппроксимируют степенным распределением с параметром 1.
Таким образом, данный случай сводится к комбинации двух предыдущих случаев - экспоненциального и Вейбулла распределений.
Аналогично аппроксимируют распределение наработок до отказа в том случае, когда интенсивность отказов возрастает (приближение периода старения). Структуру изделия представляют в виде последовательного соединения двух элементов:
- совокупности ИПД, функцию ![]() которой аппроксимируют равномерным распределением;
которой аппроксимируют равномерным распределением;
- совокупности ИПД, функцию ![]() которой аппроксимируют степенным распределением с параметром
которой аппроксимируют степенным распределением с параметром 1.
7 Следствия применения физико-технологической модели
7.1 Особенности распределений наработок до отказа
7.1.1 В результате постоянных изменений (колебаний, тренда) параметров технологического процесса, неизбежных в той или иной степени в условиях любого производства, соответственно флуктуируют, изменяются значения вероятностей . Таким образом, непосредственно из модели следует, что в вероятностном смысле распределения наработок до отказа не существуют.
Примечание - Условно можно говорить о "мгновенном" распределении наработок до отказа, имеющем место в каком-либо текущем моменте времени (состоянии) технологического процесса, либо об усредненном за некоторый период времени распределении, пренебрегая различного рода зависимостями наработок.
7.1.2 Относительно устойчивый вид распределения наработок до отказа может быть только в условиях достаточно стабильного (необязательно качественного) производства, характеризующегося достаточно постоянными значениями .
Физический фактор в модели представляют времена развития процессов деградации до отказа, значения которых определяются природными (физическими) закономерностями, не зависящими от производства.
Технологический фактор представляют вероятности попадания отдельных ИПД в изделия, значения которых определяются состоянием производства.
Из двух факторов технология в большей степени оказывает формирующее влияние на вид распределения наработок до отказа. Вид распределения наработок до отказа определяется не конструкцией изделия, а состоянием технологического процесса.
7.1.3 В тех случаях, когда распределение наработок до отказа может возникнуть в условиях стабильного производства, его вид является многопараметрическим и неприемлем для математического описания. Истинный вид распределений, даже если он существует, в надежности не используют.
7.1.4 Однопараметрическое экспоненциальное и двухпараметрическое Вейбулла распределения представляют собой наиболее простые аппроксимации истинных распределений наработок изделий до отказа.
Аппроксимационная интерпретация экспоненциального и Вейбулла распределений раскрывает их универсальные для надежности свойства в дополнение к асимптотическим интерпретациям суперпозиции потоков отказов и минимальной порядковой статистики.
7.1.5 Характеристическое свойство экспоненциального распределения, состоящее в том, что распределение безотказно проработавшего в течение некоторого периода времени изделия совпадает с распределением нового изделия, трактуется как "нестарение", что является противоестественным для невосстанавливаемых изделий.
Из физико-технологической модели следует иное объяснение характеристического свойства. При невыявленном составе ИПД в отдельном изделии невозможно указать, какие из процессов деградации в нем развиваются и что с ним произойдет в дальнейшем, однако это не означает, что изделие не стареет.
7.1.6 Важной характеристикой является интенсивность отказов, имеющая следующее математическое определение: интенсивность отказов - предел отношения условной вероятности того, что момент возникновения отказа попадет в заданный интервал ![]() к длине этого интервала
к длине этого интервала , стремящейся к нулю, при условии того, что до начала этого интервала изделие находилось в работоспособном состоянии
![]() .
.
Физико-технологическая модель дополняет математическое определение инженерным определением: интенсивность отказов представляет собой произведение среднего числа ИПД, попадающих в одно изделие, и плотности распределения смеси распределений развития процессов деградации по всем ИПД
![]() .
.
7.1.7 Характерной особенностью функции распределения наработок до отказа является нарастание неопределенности по мере перемещения к ее правому "хвосту". Данная неопределенность проявляется в усложнении классификации мелких ИПД, приводящих к "поздним" отказам, выявлении факторов, приводящих к возникновению таких ИПД, утрате возможности осуществлять корректирующие изменения технологического процесса по стабилизации вероятностей попадания мелких ИПД в изделия и, наконец, в неопределенности, связанной с переходом от мелких ИПД к "идеальному" старению.
7.2 Управление безотказностью в процессе производства
7.2.1 Использование физико-технологической модели дает возможность контролировать уровень безотказности изготавливаемых изделий путем оценки параметра и функции
по параметрам технологического процесса. Для этого следует провести классификацию ИПД, определить вероятность их попадания в изделия и продолжительности развития соответствующих деградационных изменений до отказа изделия. Эта работа требует проведения исследований, подготовки производства и последующей постоянной поддержки.
Преимущество данного способа контроля заключается в использовании дополнительной информации, что позволяет существенным образом сократить объемы испытаний на безотказность. При этом результаты контроля могут быть точнее результатов, полученных при испытаниях ограниченного объема.
Данный способ является перспективным для совершенствования производственных способов контроля надежности.
7.2.2 Взаимосвязь модели отказов с параметром и функцией
позволяет прослеживать и учитывать изменение этих параметров во времени, повышать безотказность изделий по мере отладки производства, управлять безотказностью, вовремя вводить в технологический процесс корректирующие изменения.
7.2.3 Контроль безотказности изделий по параметрам технологического процесса можно рассматривать как специальный вид форсированных испытаний.
В процессах нормального и форсированного испытаний остаются неизменными совокупность потенциально возможных ИПД данного производства и вероятности попадания отдельных ИПД в изделия, а изменяются (обычно уменьшаются) значения средних продолжительностей развития процессов деградации до наступления отказа
по всем ИПД, причем в разной степени (с различными коэффициентами ускорения
) в зависимости от вида ИПД.
По результатам форсированных испытаний определяют совокупность значений коэффициентов ускорений физических процессов деградации , развивающихся на соответствующих ИПД. Коэффициент ускорения испытаний определяют путем расчетов по значениям коэффициентов ускорений
и вероятностям
.
Коэффициент ускорения является постоянной величиной, поскольку касается физической стороны дела (природы явлений), и после первоначального определения его следует только уточнять. Форсированные испытания приобретают в рамках физико-технологической модели отказов характер исследовательских испытаний, направленных на повышение достоверности результатов контроля надежности по параметрам технологического процесса изготовления изделий.
8 Модели отказов восстанавливаемых изделий
8.1 Поток отказов восстанавливаемых изделий представляет собой суперпозицию потоков отказов элементов. При незначительных и, как правило, соответствующих практике предположениях наработки между соседними отказами в объединенном потоке аппроксимируют экспоненциальным распределением.
8.2 Статистические данные о наработках между отказами многоэлементных и сложных восстанавливаемых изделий характеризуются коэффициентами вариации, значения которых более 1.
Это происходит потому, что реальный поток отказов изделий, наряду с суперпозицией потоков отказов элементов, содержит также "дополнительные" отказы, возникающие в следующих случаях.
8.2.1 Не всегда отказавший элемент является причиной отказа изделия. Он представляет собой форму проявления отказа, а причина может заключаться в чем-то другом. Чем сложнее изделие, тем чаще бывают случаи, когда замена отказавшего элемента устраняет не основную причину отказа, а только его последствия. Подобные случаи обычно происходят несколько раз (подряд или вперемежку с другими отказами) до тех пор, пока обслуживающий персонал не обратит на них внимание и не обнаружит и устранит основную причину.
8.2.2 Новый элемент, установленный вместо отказавшего, может иметь скрытый дефект, который также проявится повторным отказом через непродолжительное время после возобновления работы изделия.
8.2.3 Возможны случаи неумышленного создания неполадок персоналом, устраняющим очередную неисправность, в результате чего изделие отказывает через некоторое время после возобновления работы.
8.3 Среди указанных причин доминирующая роль принадлежит первой. Число дополнительных отказов тем больше, чем сложнее изделие. Эти отказы, с одной стороны, уменьшают значение средней наработки на отказ изделия, а с другой стороны, приводят к увеличению доли "коротких" наработок между отказами, по сравнению с экспоненциальным распределением.
8.4 Функция распределения наработок между отказами сложных восстанавливаемых изделий характеризуется убывающей со временем интенсивностью отказов. Физически это может быть объяснено следующим образом: если после очередного восстановления изделие сохраняет свою работоспособность в течение все большего периода времени, то это свидетельствует о том, что при данном восстановлении не произошло каких-либо из указанных выше событий, приводящих к дополнительным отказам.
Фактор дополнительных отказов является существенным и требующим учета при прогнозировании безотказности сложных изделий.
Приложение А
(рекомендуемое)
Рекомендации по выбору функции распределения наработки до отказа изделия, не содержащего резервных элементов
Рекомендации по выбору функции распределения наработки до отказа изделия в зависимости от характера процессов, развивающихся в изделии, и факторов, влияющих на характер процессов, приведены в таблице А.1.
Таблица А.1
Характер процессов, развивающихся в изделии | Факторы, влияющие на характер процессов | Вид функции распределения |
В изделии развивается один основной процесс деградации, приводящий к отказу. Доля отказов, происходящих из-за других причин, незначительна (до 10%) | Простая конструкция изделия. Число технологических операций при изготовлении незначительно. Простая, хорошо освоенная технология изготовления. Высокий уровень производства | Вид функции распределения определяется характером основного процесса. При аппроксимации распределением Вейбулла параметр формы принимает значение больше единицы (от 1,3 до 3,0 и более) |
В изделии развиваются несколько независимых процессов деградации. Доля отказов, происходящих из-за других причин, незначительна (до 10%) | Относительно простая конструкция изделия. Число технологических операций незначительно. Простая, хорошо освоенная технология изготовления. Высокий уровень производства | Функция распределения представляет собой распределение минимума фиксированного числа случайных величин в соответствии с формулой (5) |
В изделии преобладают один или несколько процессов деградации. При этом значительное число отказов связано с другими процессами деградации, вид и число которых в отдельном изделии оказываются случайными | Относительно сложная конструкция изделия. Недостаточно освоенная технология изготовления | Функция распределения представляет собой распределение минимума двух случайных величин, одна из которых имеет распределение по 1 или 2 настоящей таблицы, а другая - экспоненциальное распределение |
Процесс деградации представляет собой случайную совокупность процессов деградации различного вида из большого числа потенциально возможных процессов деградации | Сложная конструкция. Большое число технологических операций. Хорошо освоенная технология изготовления | Точный вид функции распределения на практике не используют. Аппроксимируют экспоненциальным распределением или распределением Вейбулла |
Сложная конструкция. Большое число технологических операций. Недостаточно освоенная технология изготовления | Точный вид функции распределения на практике не используют. Аппроксимируют распределением Вейбулла с параметром формы меньше единицы, увеличивающимся по мере освоения технологии |
Приложение Б
(справочное)
Характеристики основных аппроксимирующих распределений
Б.1 Экспоненциальное распределение
Функция распределения наработки до отказа:
![]() ;
;
плотность распределения:
![]() ;
;
математическое ожидание:
![]() ;
;
дисперсия:
![]() .
.
Б.2 Распределение Вейбулла
Функция распределения наработки до отказа:
![]() ;
;
плотность распределения:
 ;
;
математическое ожидание:
![]() ;
;
дисперсия:
![]() .
.
Электронный текст документа
и сверен по:
, 2010
{kind=link}