ГОСТ Р 56475-2015
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы космические
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ ТОЛЩИНЫ ТОЛСТОСЛОЙНЫХ ГАЛЬВАНИЧЕСКИХ НИКЕЛЕВЫХ ПОКРЫТИЙ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ ЖИДКОСТНЫХ РАКЕТНЫХ ДВИГАТЕЛЕЙ
Общие требования
Space systems. Non-destructive testing of the thickness of thick nickel platings of parts and assemblies of liquid-propellant engine. General requirements
ОКС 17.220
Дата введения 2016-01-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "НПО Энергомаш имени академика В.П.Глушко" (ОАО "НПО Энергомаш имени академика В.П.Глушко") и Государственным научным учреждением "Институт прикладной физики Национальной академии наук Беларуси" (ГНУ "ИПФ НАН Беларуси)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 321 "Ракетно-космическая техника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 15 июня 2015 г. N 713-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Март 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Одним из важнейших критериев соблюдения качества и надежности деталей и сборочных единиц жидкостных ракетных двигателей (далее - ЖРД) является соблюдение заданной толщины их покрытий.
Гальванические никелевые покрытия, особенно толстослойные никелевые, являются одним из наиболее распространенных видов покрытий, наносимых на детали с целью защиты изделий от влияния агрессивных сред и повышенной температуры. Кроме того, никелевые покрытия применяют для повышения качества таких важных технологических операций, как пайка и сварка. Проблема определения толщины никелевых покрытий заключается в сильной зависимости результатов контроля от условий использования определенного метода неразрушающего контроля толщины. Особенно большие погрешности измерений связаны с контролем в труднодоступных местах изделий сложной формы.
Настоящий стандарт устанавливает общие требования к применению методов контроля, позволяющих достоверно определять толщину и равномерность гальванических никелевых покрытий, применяемых при изготовлении космической техники, а также изделий других отраслей промышленности.
Общие правила применения неразрушающих методов контроля установлены Федеральным законом от 26.06.2008 г. N 102-ФЗ "Об обеспечении единства измерений".
1 Область применения
Настоящий стандарт устанавливает общие требования и основные правила контроля толщины защитных никелевых покрытий камер сгорания, элементов турбонасосных агрегатов и других составных частей в технологическом цикле производства.
Стандарт распространяется на контроль толщин толстослойных гальванических никелевых покрытий, нанесенных на немагнитное основание деталей и сборочных единиц жидкостных ракетных двигателей, в диапазоне толщин покрытий от 0 до 1000 мкм методами неразрушающего контроля, в том числе:
- в труднодоступных местах;
- деталей и сборочных единиц сложной формы;
- деталей и сборочных единиц с покрытиями, нанесенными на две противоположные стороны и кромки.
Установленные стандартом правила контроля могут быть использованы как при отладке технологического процесса нанесения покрытий, так и при проведении приемо-сдаточных контрольных испытаний изделий с никелевыми покрытиями.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.050 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.315 Государственная система обеспечения единства измерений. Стандартные образцы состава и свойств веществ и материалов. Основные положения
ГОСТ 8.362 Государственная система обеспечения единства измерений. Измерение толщины покрытий. Термины и определения
ГОСТ 8.395 Государственная система обеспечения единства измерений. Нормальные условия измерений при поверке. Общие требования
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 28702 Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования
ГОСТ Р 53697 Контроль неразрушающий. Основные термины и определения
ГОСТ Р 55613 Контроль неразрушающий. Меры образцовые для поверки толщиномеров покрытий. Общие положения
ГОСТ Р ИСО 15549 Контроль неразрушающий. Контроль вихретоковый. Основные положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 8.362, ГОСТ Р 53697, а также следующий термин с соответствующим определением:
3.1 натурный образец: Изделие или его фрагмент, толщина покрытия которого при необходимости измерена независимым методом.
4 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
h - измеренная толщина никелевого покрытия;
ДСЕ - детали и сборочные единицы;
КД - конструкторская документация;
ЖРД - жидкостный ракетный двигатель.
5 Общие положения контроля толщин никелевых покрытий деталей и сборочных единиц жидкостных ракетных двигателей
5.1 Контроль толщин никелевых покрытий, наносимых на ДСЕ ЖРД, является мероприятием, проводимым с целью поддержания стабильности выполнения технологического процесса нанесения покрытий, обеспечения соответствия действительных и указанных в КД толщин покрытий и уточнения, при необходимости, этих значений в КД.
5.2 Контроль толщин покрытий включает:
- подготовку к проведению контроля;
- измерение действительных толщин покрытий ДСЕ;
- сравнение действительных значений толщин покрытий со значениями, указанными в КД;
- анализ причин отклонения действительных толщин покрытий от значений, указанных в КД;
- оформление отчета по результатам контроля;
- отбраковку ДСЕ при несоответствии их установленным требованиям, указанным в КД.
5.3 Толщиномер для контроля выбирают в зависимости от материала основания и предполагаемой толщины покрытия. В зависимости от требований к контролю применяют толщиномеры ручного и автоматизированного контроля по ГОСТ 28702, осуществляющие измерение по одному из вариантов:
- измерение действительного значения толщины покрытия в некоторой контрольной точке;
- определение неоднородности распределения толщины путем сканирования покрытия толщиномером с выдачей результата измерения в виде звукового сигнала либо текстового сообщения "толщина покрытия соответствует допустимому значению" или "толщина покрытия не соответствует допустимому значению".
5.4 Измерение толщин следует осуществлять с точностью, указанной в КД.
5.5 При проведении измерений должно быть исключено влияние внешних источников электромагнитных полей.
5.6 Покрытия ДСЕ, подвергнувшиеся обработке (например, полировке или травлению), которая может повлиять на их толщину, подвергают повторному контролю.
5.7 Квалификация персонала, проводящего контроль, должна соответствовать установленным в организации требованиям и быть соответствующим образом подтверждена.
5.8 Подразделение предприятия, осуществляющее контроль толщины покрытий:
- обосновывает выбор метода контроля исходя из его функциональных возможностей и возможностей оборудования, реализующего метод контроля. Основанием для применения предприятием выбранного метода контроля толщин покрытий является наличие данных, подтверждающих требуемую достоверность и надежность выбранного метода. Эти данные могут быть получены в результате предварительных экспериментальных исследований, проведенных предприятием или в результате практического применения выбранных методов на другом предприятии для контроля качества аналогичных объектов;
- выполняет проверку оборудования по параметрам, оказывающим влияние на результаты контроля (см. 7.1.2);
- участвует в разработке схемы проведения контроля и места контроля толщины покрытия ДСЕ;
- вносит предложения по введению в КД соответствующего метода контроля толщин покрытий;
- передает соответствующей службе предприятия результаты контроля;
- при необходимости участвует в анализе причин несоответствия толщин покрытий соответствующим значениям, указанным в КД.
6 Требования к никелевому покрытию и материалу основания
6.1 Состояние поверхности в зонах измерений должно соответствовать требованиям на метод контроля и применяемый толщиномер. Покрытие не должно иметь видимых трещин, сколов, отслоений, вздутий, открытых и закрытых раковин, а также поверхностных загрязнений.
6.2 Толщина покрытия должна быть больше, чем микронеровности рабочей поверхности материала основания.
6.3 Параметр шероховатости поверхности по ГОСТ 2789 не должен превышать допустимую величину, указанную в КД на ДСЕ.
6.4 Материал основания должен представлять собой немагнитный или слабомагнитный материал.
7 Требования к толщиномерам и приспособлениям для проведения контроля
7.1 Требования, устанавливающие пределы применения толщиномеров
7.1.1 Толщиномеры должны быть поверены или аттестованы в установленном порядке.
7.1.2 Толщиномеры могут быть допущены для контроля конкретных ДСЕ ЖРД техники после установления их чувствительности к параметрам и факторам, ограничивающим область их применения:
- минимальному расстоянию до края изделия (краевому эффекту по ГОСТ 8.362);
- шероховатости поверхности покрытия;
- минимально допустимому радиусу кривизны выпуклой и вогнутой поверхности контролируемого изделия (см. рисунок 1);
- влиянию электромагнитных свойств и намагниченности материала основания;
- влиянию режимов технологического процесса нанесения и обработки покрытия (например, к возможным остаточным напряжениям в покрытии);
- влиянию элементов ДСЕ, прилегающих к месту измерения (определяется степень влияния элемента конструкции ЖРД, находящегося в непосредственной близости от места измерения, если его свойства могут оказывать влияние на результат измерения толщины при применении определенного метода контроля).
Примечание - Например, на результат измерения толщины покрытия могут оказывать влияние магнитные свойства стальных оболочек камер сгорания ЖРД;
- влиянию механической, химической и термообработки на результаты контроля;
- диапазону допустимых температур при проведении измерений.
7.1.3 В качестве характеристик чувствительности толщиномера к влияющим факторам нормируют пределы допускаемых значений дополнительной погрешности от воздействия каждого из факторов.
Рекомендации по установлению дополнительной погрешности изменений приведены в приложении А.
7.1.4 По результатам контроля составляют протокол (см. приложение Б) и заключение о возможности контроля ДСЕ в заданных точках с заданной погрешностью измерения.
Примечание - Точный перечень факторов, которые следует учитывать при оценке, устанавливают исходя из применяемого метода неразрушающего контроля, назначения толщиномера и условий его применения. Если проверку по какому-либо фактору не проводят, к отчету должно быть приложено экспертное обоснование отсутствия необходимости такой проверки. Если в ходе эксплуатации толщиномера выявлены иные влияющие факторы, то степень их влияния на результат измерения толщиномером должна также быть оценена.
7.1.5 Предел допускаемого значения дополнительной погрешности, возникающей вследствие влияния дополнительных факторов, указанных в 7.1.2 (для наихудшего их сочетания), не должен превышать половины предела допускаемого значения основной погрешности толщиномера.
7.1.6 Основную погрешность толщиномеров должны нормировать на мерах толщины покрытия по ГОСТ Р 55613 в нормальных условиях испытаний по ГОСТ 8.395, ГОСТ 8.050. Нормальные условия испытаний должны быть установлены в технических условиях на толщиномеры конкретных типов и соответствовать следующим параметрам:
- температура окружающего воздуха - 20°С;
- отклонение температуры окружающего воздуха не должно превышать ±2°С или ±5°С;
- относительная влажность - от 45% до 75%;
- атмосферное давление - от 86 до 106 кПа;
- внешние электрические и магнитные поля должны отсутствовать или находиться в пределах, не влияющих на работу толщиномеров.
7.1.7 Проверку влияния указанных в 7.1.2 факторов должны проводить с использованием мер толщины покрытия и (или) натурных образцов ДСЕ ЖРД.
7.1.8 Параметры, ограничивающие область применения толщиномеров, должны быть строго установлены перед внесением метода контроля и толщиномера в КД. В КД должно быть указано, на контроль каких ДСЕ распространен метод, в пределах каких предприятий, министерств или ведомств действует КД.
7.1.9 Если в состав толщиномера входит несколько типов первичных преобразователей (датчиков), то должны проводить проверку чувствительности к влияющим факторам каждого из них.
7.2 Требования к конструкции толщиномеров
7.2.1 Все виды соединений элементов толщиномера должны обеспечивать надежный электрический контакт и прочное механическое крепление.
7.2.2 Материалы, применяемые в конструкции толщиномера, должны быть невоспламеняемыми в условиях эксплуатации, транспортирования и хранения толщиномеров.
7.2.3 Толщиномеры ручного контроля должны быть снабжены приспособлениями для крепления в рабочем положении на груди или руке оператора в условиях ограниченной возможности перемещения оператора.
7.2.4 Цифровые отсчетные устройства толщиномеров должны воспроизводить результаты в десятичной системе счисления непосредственно в микрометрах.
7.2.5 По требованию потребителя толщиномеры должны иметь возможность сопряжения через интерфейс с внешними устройствами регистрации информации.
7.2.6 Толщиномеры автоматизированного контроля должны иметь возможность сопряжения через интерфейс с устройствами (например, сигнальными устройствами) разбраковки контролируемых изделий по верхнему и нижнему предельно допустимым значениям толщины.
7.2.7 Программное обеспечение толщиномеров должно учитывать условия проведения измерений и влияние факторов, указанных в 7.1.2.
7.3 Приспособления для проведения контроля и оценки влияющих факторов
7.3.1 Для оценки влияния факторов, указанных в 7.1.2, на показания толщиномеров используют меры толщин покрытия по ГОСТ Р 55613, натурные и эквивалентные меры толщин покрытий, имитаторы толщин покрытий по ГОСТ 8.362 или аттестованные в установленном порядке натурные образцы ДСЕ ЖРД (например, лопатки турбин, элементы камер сгорания) по ГОСТ 8.315. В качестве имитатора толщины покрытия допускается применять никелевую фольгу заданной толщины. Оценку влияния подобных факторов можно проводить по схеме, представленной на рисунке 1.
|
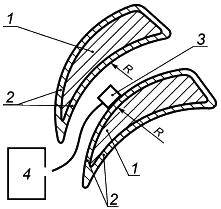
1 - лопатка; 2 - никелевая фольга; 3 - датчик (преобразователь) толщиномера; 4 - толщиномер
Рисунок 1 - Приспособление (натурный образец) для оценки степени влияния мешающих факторов на результат измерения толщины покрытия
7.3.2 Особое внимание следует уделять при изготовлении приспособлений, имитирующих условия контроля толщины покрытий на галтелях, в межлопаточном пространстве, или изделий, у которых покрытие нанесено с обеих сторон (при этом покрытие, нанесенное со стороны поверхности изделия, обратной контролируемой, может оказывать влияние на показания толщиномера).
7.3.3 Для контроля толщин покрытий в строго заданных точках изделий может при необходимости применена технологическая оснастка, которая также не должна оказывать влияние на результат измерения.
8 Методы контроля
8.1 Для контроля толщины толстослойных никелевых покрытий ДСЕ ЖРД применяют магнитные и вихретоковые методы контроля.
8.2 Наиболее оптимальным является применение магнитного пондеромоторного метода контроля.
Примечание - Толщиномеры, основанные на магнитном пондеромоторном методе, не требуют отстройки показаний от температуры окружающей среды, обладают минимальным краевым эффектом и влиянием на их показания радиуса кривизны поверхности, позволяют проводить контроль в труднодоступных местах.
Толщиномеры, основанные на вихретоковом виде контроля, требуют перенастройки после каждой механической обработки, изменения температурного режима контроля, изменения свойств основы, для них очень важно соблюдать плотность прижатия преобразователя к поверхности. При их использовании следует соблюдать требования ГОСТ Р ИСО 15549.
8.3 Допускается применение других методов и толщиномеров, реализующих соответствующие методы, после тщательной оценки влияющих факторов по 7.2.1.
9 Проведение контроля
9.1 Подготовка к проведению контроля
9.1.1 Подготовка к контролю содержит следующие этапы:
- анализ технической документации на объект контроля и составление карты контроля с указанием количества точек контроля и их месторасположения;
- подготовка зон измерений.
9.1.2 На основании анализа технических документов устанавливают:
- влияющие на процесс измерения факторы;
- возможность проведения контроля толщиномером, реализующим определенный метод неразрушающего контроля.
При отсутствии данных проводят работы согласно 7.1.2.
9.2 Проведение измерений толщины покрытий и обработка результатов измерений
9.2.1 Проверяют работоспособность толщиномера на рабочих мерах толщин покрытия. Результаты проверки работоспособности толщиномера заносят в протокол, форма которого приведена в приложении Б.
9.2.2 В намеченных точках контролируемого изделия (при необходимости с использованием технологической оснастки) проводят измерения прибором.
9.2.3 Для достоверного определения толщины толщиномер не должен сдвигаться с места измерения при каждом повторном измерении в заданной точке.
9.2.4 Проводят не менее пяти измерений в контролируемой точке покрытия. Результаты измерения толщины покрытия h заносят в протокол, форма которого приведена в приложении Б.
Проводят вычисление среднеарифметического значения h по формуле
![]() , (1)
, (1)
где n - количество проведенных измерений;
h - измеренная толщина покрытия при j-м измерении.
Проводят вычисление среднеквадратического отклонения измерений по формуле
 . (2)
. (2)
Если не превышает основную погрешность толщиномера, определенную по 7.1.6 или указанную в паспорте толщиномера, то за результат измерения принимают среднеарифметическое значение, рассчитанное по формуле (1).
9.3 Обработка и представление полученных результатов
Результаты контроля оформляют протоколом по форме приложения Б.
10 Требования безопасности
При проведении измерений необходимо соблюдать требования безопасности и руководствоваться ГОСТ 12.1.003, ГОСТ 12.3.002, ГОСТ 12.2.003.
Приложение А
(рекомендуемое)
Проверка дополнительной погрешности измерения
Прибор типа | заводской N | , изготовленный | ||||||||||||||||||
(год изготовления, предприятие) | ||||||||||||||||||||
принадлежащий | , | |||||||||||||||||||
поверенный при помощи образцовых* | ||||||||||||||||||||
___________________ * Текст документа соответствует оригиналу. - . | ||||||||||||||||||||
Основные метрологические характеристики: | ||||||||||||||||||||
Диапазон измеряемых толщин, мкм | ||||||||||||||||||||
Основная погрешность измерения, мкм, не более | ||||||||||||||||||||
Условия проведения измерений для оценки дополнительной погрешности: | ||||||||||||||||||||
температура | ; | |||||||||||||||||||
влажность | ; | |||||||||||||||||||
атмосферное давление | ; | |||||||||||||||||||
другие факторы (перечислить) | ||||||||||||||||||||
Установлено: дополнительная погрешность измерения, связанная с | ||||||||||||||||||||
1 | составляет | % от основной погрешности | ||||||||||||||||||
(влияющий фактор) | ||||||||||||||||||||
2 | составляет | % от основной погрешности | ||||||||||||||||||
(влияющий фактор) | ||||||||||||||||||||
дополнительная погрешность измерения, связанная с влиянием сочетания факторов | ||||||||||||||||||||
3 | составляет | % от основной погрешности | ||||||||||||||||||
(указывается сочетание влияющих факторов) | ||||||||||||||||||||
Заключение | ||||||||||||||||||||
(указывается пригодность прибора к проведению контроля) | ||||||||||||||||||||
Оценку дополнительной погрешности провел (ФИО): | ||||||||||||||||||||
Дата испытаний: | ||||||||||||||||||||
Приложение Б
(рекомендуемое)
Форма протокола контроля толщины никелевого покрытия
Прибор типа | заводской N | , изготовленный | |||||||||
(год изготовления, предприятие) | |||||||||||
принадлежащий | , | ||||||||||
поверенный при помощи образцовых средств | |||||||||||
Условия проведения измерений : | |||||||||||
температура | ; | ||||||||||
влажность | ; | ||||||||||
атмосферное давление | ; | ||||||||||
другие факторы (перечислить) | |||||||||||
1 Проверка работоспособности прибора | |||||||||||
Номинальное значение толщины покрытия рабочей меры толщины покрытия, мкм | Измеренное значение толщины покрытия рабочей меры толщины покрытия h, мкм | Разность между средним измеренным и номинальным значениями толщины покрытия рабочей меры толщины покрытия, мкм | Соответствие допускаемому значению | |||||
1 | 2 | 3 | 4 | 5 | Сред- | |||
… | Да/нет | |||||||
… | Да/нет | |||||||
По результатам проверки работоспособности прибор признается | ||
(годным, негодным) | ||
к дальнейшей эксплуатации. | ||
2 Точка проведения контроля (указывается идентификационный признак) | ||
3 Определение толщины никелевого покрытия | ||
Точка изделия, в которой производят измерение толщины никелевого покрытия | Измеренное значение толщины никелевого покрытия h, мкм | |||||
1 | 2 | 3 | 4 | 5 | Среднее | |
1 | ||||||
2 | ||||||
… | ||||||
4 Соответствие требованиям конструкторской документации (да/нет) | |||||
5 Возможные причины несоответствия | |||||
Контроль провел (ФИО): | Дата испытаний: | ||||
УДК 389.6:538.27.08:006.354 | ОКС 17.220 | |
Ключевые слова: контроль неразрушающий, покрытие никелевое, мера толщины покрытия, двигатель ракетный жидкостный, детали, единицы сборочные | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}