ГОСТ IЕС 62058-11-2012
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АППАРАТУРА ДЛЯ ИЗМЕРЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ ПЕРЕМЕННОГО ТОКА
Приемочный контроль
Часть 11
Общие методы приемочного контроля
Electricity metering equipment AC. Acceptance inspection. Part 11. General acceptance inspection methods
МКС 17.220
91.140.50
Дата введения 2014-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 3 декабря 2012 г. N 54-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 июля 2013 г. N 442-ст межгосударственный стандарт ГОСТ IEC 62058-11-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2014 г.
5 Настоящий стандарт идентичен международному стандарту IEC 62058-11:2008* Electricity metering equipment (AC) - Acceptance inspection - Part 11: General acceptance inspection methods (Оборудование измерения электропотребления (переменного тока). Приемочный контроль. Часть 11. Общие методы приемочного контроля).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации IEC/TC 13 "Оборудование для измерения электрической энергии и регулирования нагрузки" Международной электротехнической комиссии.
Перевод с английского языка (en).
Степень соответствия - идентичная (IDT).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Наименование настоящего стандарта изменено относительно наименования международного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (пункт 3.6)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
В настоящем стандарте на основании соответствующих стандартов, выпущенных организацией ISO ТС 69 SC 5, приведено описание общих методик приемочного контроля вновь изготовленных счетчиков электроэнергии, поставляемых партиями по 50 шт. и более. Методика приемки меньших партий подлежит согласованию между производителем и потребителем.
В настоящем стандарте учтен тот факт, что современные автоматизированные процессы, осуществляемые на основе систем управления качеством, позволяют поддерживать уровень качества под строгим контролем.
В связи с введением IEC 62058-11, IEC 62058-21, содержащим специальные требования к приемочному контролю электромеханических счетчиков активной энергии, и IEC 62058-31, содержащим специальные требования к электронным счетчикам активной энергии, будут отменены:
- IEC 60514: "Приемочный контроль счетчиков активной энергии переменного тока, класс точности 2";
- IEC 61358: "Приемочный контроль электронных счетчиков активной энергии переменного тока непосредственного включения (класс точности 1 и 2)".
Основные изменения в настоящем стандарте по сравнению с прежними стандартами:
- стандарт основан на самых последних стандартах, разработанных Техническим комитетом ISO ТС 69 SC 5;
- в нем приняты правила перехода от нормального к строгому и менее строгому контролю;
- определены процедуры контроля отдельных партий; приняты процедуры выборочного контроля с пропуском партий;
- для контроля по переменным был исключен метод "" и принят метод "
".
В целях удобства пользования стандартом в нем наряду с обозначениями и сокращениями, приведенными на английском языке в соответствии с IEC 62058-11:2008, применены обозначения и сокращения на русском языке, указанные в скобках.
1 Область применения
В настоящем стандарте установлены общие методы приемочного контроля счетчиков электроэнергии, изготовляемых и поставляемых партиями по 50 шт. и более.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты*. Для датированных ссылок применяют только указанное издание ссылочного стандарта.
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 2859-1:1999 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий)
ISO 2859-1:1999/Cor 1:2001 Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection (Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий. Поправка 1)
ISO 2859-2:1985 Sampling procedures for inspection by attributes; Part 2: Sampling plans indexed by limiting quality (LQ) for isolated lot inspection (Процедуры выборочного контроля по качественным признакам. Часть 2. Планы выборочного контроля с указанием предельных уровней качества (LQ) для контроля отдельных партий)
ISO 2859-3:2005 Sampling procedures for inspection by attributes - Part 3: Skip-lot sampling procedures (Процедуры выборочного контроля по качественным признакам. Часть 3. Процедуры выборочного контроля с пропуском отдельных партий)
ISO 3951-1:2005, Ed. 1 Sampling procedures for inspection by variables - Part 1: Specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection for a single quality characteristic and a single AQL (Методы выборочного контроля по количественным признакам. Часть 1. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по одной характеристике качества и одному AQL. Издание 1)
ISO 3951-2:2006, Ed. 1 Sampling procedures for inspection by variables - Part 2: General specification for single sampling plans indexed by acceptance quality limit (AQL) for lot-by-lot inspection of independent quality characteristics (Методы выборочного контроля по количественным признакам. Часть 2. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по независимым характеристикам качества. Издание 1)
ISO 5479:1997 Statistical interpretation of data - Tests for departure from the normal distribution (Статистическая обработка данных. Критерии отклонения от нормального распределения)
3 Термины и определения
В настоящем стандарте применены термины по ISO 3534-2, а также термины с соответствующими определениями, приведенные в настоящем разделе:
3.1 Основные данные
3.1.1 |
характеристика: Отличительная черта. |
|
парк приборов: (ссылочное) Число рассматриваемых изделий. |
|
партия: Определенная часть парка приборов, отобранная при таких же условиях, что и часть парка приборов, отобранная с целью отбора образцов. |
|
отдельная партия: Партия, выделенная из последовательности партий, в которой она была сформирована, и не составляющая часть текущей последовательности. |
|
вторично представленная партия: Партия, которая ранее была признана негодной и снова представлена для контроля после того, как она была подвергнута дальнейшей обработке, испытаниям, сортировке, переработке и т.д. |
|
изделие (предмет): Любое изделие, которое можно описывать и рассматривать отдельно; для целей настоящего стандарта - это счетчик электроэнергии. |
|
несоответствующее изделие: Изделие с одним или несколькими несоответствиями. |
|
дефектное изделие: Изделие с одним или несколькими дефектами. |
|
элемент выборки (элемент): Один из отдельных элементов, на которые разделен парк приборов. |
|
несоответствующий элемент: Элемент с одним или несколькими несоответствиями. |
|
выборка: Подгруппа из парка приборов, составленная из одного или нескольких элементов выборки. |
|
размер выборки: Число элементов в выборке. |
3.2 Виды отбора образцов
3.2.1
отбор образцов: Действие по отбору или составлению образца. |
|
простой произвольный отбор образцов: Отбор, при котором выборка из |
|
выборочный контроль при приемке: Отбор образцов, после которого принимаются решения принять или не принять партию на основании результатов выборки. |
3.3 Технические характеристики, значения и результаты испытаний
3.3.1
установленный предел: Предельное значение, указанное для какой-либо характеристики. |
|
верхний предел характеристики, |
|
нижний предел характеристики, |
3.3.4 |
одиночный допустимый предел: Предел характеристики, при котором критерии для принятия решения применяются только к одному пределу. |
3.3.5 |
совмещенный двойной допустимый предел: Предел характеристики, при котором критерии для принятия решения применяются совместно к верхнему и нижнему пределам. |
3.3.6 |
комбинированный контроль: Требование, когда несоответствие за пределами верхнего и нижнего значения характеристики качества относится к тому же классу, к которому применяется отдельный предел приемлемого качества. |
3.3.7 |
несоответствие: Невыполнение какого-либо требования. |
3.3.8 |
дефект: Невыполнение какого-либо требования, относящегося к целевому или заданному использованию. |
3.4 Виды контроля
3.4.1
оценка соответствия: Систематическое рассмотрение степени, в которой изделие/предмет соответствует определенным требованиям. |
3.4.2 |
контроль: Оценка соответствия путем наблюдений и суждения, сопровождаемых сообразно обстоятельствам измерениями, испытаниями или проверкой по калибру. |
3.4.3 |
контроль по показателям: Контроль путем констатации наличия или отсутствия одной или нескольких определенных характеристик в каждом из изделий в рассматриваемой группе и путем подсчета, сколько изделий обладают или не обладают характеристикой (характеристиками), или сколько таких событий происходит в таком изделии. |
3.4.4 |
контроль по переменным: Контроль путем измерения величины (величин) характеристики (характеристик) изделия. |
3.4.5 |
100%-ный контроль: Контроль выбранной характеристики (характеристик) каждого изделия в рассматриваемой группе. |
3.4.6 |
выборочный контроль: Контроль отобранных изделий в рассматриваемой группе. |
3.4.7 |
выборочный приемочный контроль: Приемочный контроль, при котором годность определяется посредством выборочного контроля. |
3.4.8 |
нормальный (обычный) контроль: Контроль, который используется, когда нет оснований предполагать, что уровень качества, достигнутый производственным процессом, отличается от заданного уровня. |
3.4.9 |
сокращенный контроль: Менее строгий, чем обычный контроль, на который производится переход, когда результаты контроля заданного числа партий показывают, что уровень качества, достигнутый процессом производства, выше установленного. |
3.4.10 |
количественный показатель для перехода: Показатель, используемый при обычном контроле для определения того, достаточны ли результаты текущего контроля для перехода на сокращенный контроль. |
3.4.11 |
ужесточенный контроль: Более строгий, чем обычный контроль, на который переходят, когда результаты контроля заданного числа партий показывают, что уровень качества, достигнутый в процессе производства, ниже заданного. |
3.4.12 |
контроль отдельной партии: Контроль одной партии или партии, выделенной в последовательности партий, в составе которых эта партия была изготовлена или отобрана. |
3.4.13 |
последовательный контроль партий: Контроль какого-либо изделия, представленного в серии партий. |
3.4.14 |
первичный контроль: Контроль партии или иного количества изделий, которые ранее не проверялись. |
3.4.15 |
приемочный контроль: Контроль для определения, приемлема ли партия или иное количество изделий. |
3.5 Виды выборочного приемочного контроля
3.5.1
одноступенчатый выборочный приемочный контроль: Приемочный выборочный контроль, при котором решение согласно определенному правилу основано на результатах контроля, полученных от единичной выборки заданного объема |
3.5.2 |
двухступенчатый выборочный приемочный контроль: Многоступенчатый приемочный выборочный контроль, при котором отбираются самое большее две выборки. |
3.5.3 |
выборочный приемочный контроль с пропуском партий: Выборочный приемочный контроль, при котором несколько партий подряд принимаются без контроля, когда результаты выборочного контроля непосредственно предшествующих партий соответствуют установленным критериям. |
3.5.4 |
выборочный приемочный контроль по переменным: Выборочный приемочный контроль, при котором приемлемость процесса определяется статистически на основе измерений определенной характеристики качества каждого элемента в выборке из партии. |
3.5.5 |
выборочный приемочный контроль по показателям: Выборочный приемочный контроль, при котором отмечается отсутствие или наличие одной или нескольких определенных характеристик каждого элемента в выборке для установления статистическим способом приемлемости партии или процесса. |
3.6 Аспекты выборочного приемочного контроля
3.6.1
система выборочного приемочного контроля: Совокупность планов выборочного приемочного контроля или схем выборочного приемочного контроля совместно с критериями, по которым могут быть выбраны подходящие планы или схемы. |
3.6.2 |
схема выборочного приемочного контроля: Комбинация планов выборочного приемочного контроля с правилами для перехода с одного плана на другой. |
3.6.3 |
план приемочного контроля: План, в котором указываются размер выборки (размеры выборок), подлежащей использованию, и связанные с этим критерии для принятия партии. |
3.6.4 |
правило перехода: Инструкция в составе схемы выборочного приемочного контроля по переходу с одного плана выборочного приемочного контроля на другой с большей или меньшей строгостью правил выборочного контроля на основании выявленной истории качества. |
3.6.5 |
уровень контроля: Указатель относительного объема контроля в схеме выборочного приемочного контроля, выбранный заранее и соотносящий размер выборки с размером партии. |
3.6.6 |
строгость выборочного контроля: Степень различения в схеме приемочного выборочного контроля для перехода с плана обычного выборочного контроля на план сокращенного/более строгого выборочного контроля, если качество представленного изделия или услуги улучшается/ухудшается. |
3.6.7 |
процедура выборочного приемочного контроля: Эксплуатационные требования и/или инструкции, относящиеся к использованию определенного плана выборочного приемочного контроля. |
3.6.8 |
контроль по сокращенной программе: Процедура выборочного приемочного контроля, содержащая условие для приостановки контроля, когда становится очевидным, что для принятия решения уже собрано достаточно данных. |
3.6.9 |
метод сигма: Выборочный приемочный контроль по переменным с использованием предполагаемого значения стандартного отклонения процесса. |
3.6.10 |
метод " |
3.7 Критерии приемки
3.7.1
браковочное число, |
3.7.2 |
приемочное число, |
3.7.3 |
постоянная приемлемости, |
3.7.4 |
максимальное стандартное отклонение выборки, |
3.7.5 |
максимальное стандартное отклонение процесса, MPSD (МСОП): Наибольшее стандартное отклонение процесса для данного буквенного кода объема выборки и приемлемого уровня качества (AQL), для которого можно обеспечить удовлетворение критерия приемлемости для двойного установленного предела при всех уровнях строгости контроля (то есть нормального, ужесточенного и сокращенного), когда известна степень переменчивости процесса. |
3.7.6 |
статистика качества; |
3.7.7 |
верхняя статистика качества; |
3.7.8 |
нижняя статистика качества; |
3.8 Типы кривых рабочей характеристики
3.8.1
кривая рабочей характеристики: Кривая, показывающая соотношение между вероятностью приемки изделия и поступающим уровнем качества для данного плана приемочного выборочного контроля. |
3.8.2 |
кривая рабочей характеристики изолированной партии, кривая типа А: Кривая рабочей характеристики, применимая к изолированным или отдельным партиям, когда уровень качества относится к партии. |
3.8.3 |
кривая рабочей характеристики последовательности партий, кривая типа В: Кривая рабочей характеристики, применимая к непрерывному ряду партий от данного источника, когда уровень качества относится к процессу. |
3.9 Термины, относящиеся к рабочим характеристикам
3.9.1
вероятность приемки; |
3.9.2 |
риск для потребителя, CR (РП); |
3.9.3 |
вероятность непринятия: Вероятность того, что при использовании данного плана выборочного приемочного контроля партия не будет принята, если партия или процесс соответствуют установленному уровню качества. |
3.9.4 |
риск для производителя, PR (РПр); |
3.9.5 |
точка риска для потребителя, CRP (ТРП): Точка на кривой рабочей характеристики, соответствующая заранее определенной низкой вероятности приемки. |
3.9.6 |
точка риска для производителя, PRP (ТРПр): Точка на кривой рабочей характеристики, соответствующая заранее определенной низкой вероятности приемки. |
3.9.7 |
наклон кривой рабочей характеристики: Наклон линии, соединяющей точку риска для производителя с точкой риска для потребителя на кривой рабочей характеристики. |
3.9.8 |
качество риска для потребителя, CRQ (КРП); |
3.9.9 |
качество риска для производителя, PRQ (КРПр); |
который соответствует в плане выборочного приемочного контроля установленному риску для производителя. |
Примечания |
3.9.10 |
дискриминирующее соотношение: Соотношение уровней качества - между риском в отношении качества для потребителя и риском в отношении качества для производителя. |
3.9.11 |
предельное качество, LQ (ПК): Уровень качества, если партия рассматривается изолированно, который ограничен для целей выборочного приемочного контроля низкой вероятностью приемки. |
3.9.12 |
граничный уровень качества, LQL (ГУК): Уровень качества, который для целей выборочного приемочного контроля является пределом неудовлетворительного среднего значения процесса, когда рассматривается непрерывная последовательность партий. |
3.9.13 |
приемочный предел качества, AQL (ППК): Наихудший допустимый уровень качества. |
2 Хотя отдельные партии с качеством, соответствующим приемочному пределу качества, могут быть приняты с довольно высокой степенью вероятности, обозначение приемочного предела качества не означает, что это желаемый уровень качества. |
3 Схемы выборочного приемочного контроля, содержащиеся в таких стандартах, как ISO 2859-1, содержащих правила перехода с одного уровня на иной уровень контроля и правила прекращения выборочного контроля, предназначены для того, чтобы производители стремились к тому, чтобы средние значения процесса были постоянно выше приемочного предела качества. Если производители не могут обеспечить этого, то существует большая вероятность перехода от нормального к ужесточенному контролю, при котором приемка партий становится более трудной. После перехода на ужесточенный контроль весьма вероятно, что будет применено правило, требующее прекращения выборочного контроля до соответствующего улучшения уровня качества, если не будут приняты меры по улучшению процесса производства. |
4 Применение сокращения "AQL", означающего "приемочный предел качества", больше не |
рекомендуется. |
|
3.9.14 |
уровень качества: Качество, выраженное как доля несоответствующих элементов или доля числа несоответствий. |
3.10 Концепции выходного качества
3.10.1
среднее выходное качество, AOQ (СВК): Ожидаемый средний уровень качества выходящего изделия для данного значения входного качества изделия. |
3.10.2 |
предел среднего выходного качества, AOQL (СПВК): Максимальное значение среднего выходного качества AOQ (СВК) по всем возможным значениям качества поступающего изделия для конкретного плана выборочного приемочного контроля и всех исправленных непринятых партий, если не указано иное. |
3.11 Прочие термины
3.11.1
процент несоответствий (В выборке): Число несоответствующих элементов в выборке, увеличенное в сто раз и поделенное на размер выборки, а именно:
|
3.11.2 |
процент несоответствия (Во всем объеме изделий или в партии): Число несоответствующих элементов во всем объеме изделий или в партии, увеличенное в сто раз и поделенное на общее число изделий или на размер партии, а именно:
|
3.11.3 |
доля несоответствий процесса: Частота, с которой несоответствующие элементы вырабатываются каким-либо процессом, выраженная в виде пропорциональной доли. |
3.11.4 |
ответственный орган: Понятие, используемое для сохранения нейтрального характера данного стандарта (прежде всего, для целей подготовки спецификации) независимо от того, дается ли на него ссылка или он применяется первой, второй или третьей стороной. |
Примечание - В настоящем стандарте термин "счетчик" означает любой вид измерительного прибора согласно сфере применения терминов техническим комитетом IЕС/TС 13, то есть счетчики для активной и реактивной энергии, выключатели с часовым механизмом, приемники систем централизованного управления и т.д. Термин "потребитель" используется в том же значении, что и "заказчик", а термин "производитель" используется в том же значении, что и "поставщик".
4 Краткие обозначения и сокращения
4.1 Краткие обозначения (знаки)
Знак | Значение |
Риск для производителя | |
Приемочное число | |
Риск для потребителя | |
Число несоответствующих изделий (или несоответствий), обнаруженных в выборке из партии | |
Число несоответствующих изделий в партии | |
Коэффициент, выражающий соотношение максимального стандартного отклонения выборки и разницы между | |
Коэффициент, выражающий соотношение максимального стандартного отклонения процесса и разницы между | |
Постоянная приемлемости | |
Среднее значение процесса, параметр общего числа изделий | |
Размер выборки | |
Размер партии | |
Установленный предел, нижний | |
Вероятность приемки | |
Оценка доли несоответствия процесса | |
Оценка доли несоответствия процесса ниже нижнего установленного предела | |
Оценка доли несоответствия процесса выше верхнего установленного предела | |
Максимальное приемлемое значение для оценки доли несоответствий процесса | |
Качество риска для потребителя | |
Статистика качества | |
Статистика качества, нижняя | |
Статистика качества, верхняя | |
Качество риска для производителя | |
Браковочное число | |
Стандартное отклонение выборки измеренных значений характеристик качества (также оценка стандартного отклонения процесса) | |
Максимальное стандартное отклонение выборки ( | |
Стандартное отклонение процесса, находящегося под статистическим контролем | |
Максимальное стандартное отклонение процесса (MPSD-МСОП) | |
Установленный предел, верхний | |
Измеренное значение характеристики качества для элемента | |
Среднее арифметическое измеренных значений характеристик качества в выборке, то есть | |
| |

4.2 Обозначения и сокращения
В настоящем стандарте применены следующие обозначения и сокращения:
AOQ (СВК) - Среднее выходное качество;
AOQL (ПСВК) - Предел среднего выходного качества;
AQL (ППК) - Приемочный предел качества;
CR (РП) - Риск для потребителя;
CRP (ТРП) - Точка риска для потребителя;
CRQ (КРП) - Качество риска для потребителя;
LQ (ПК) - Предельное качество;
LQL (ГУК) - Граничный уровень качества;
MPSD (МСОП) - Максимальное стандартное отклонение процесса;
![]() (МСОВ) - Максимальное стандартное отклонение выборки;
(МСОВ) - Максимальное стандартное отклонение выборки;
ОС (РХ) - Рабочая характеристика;
PR (РПр) - Риск для производителя;
PRP (ТРПр) - Точка риска для производителя;
PRQ (КРПр) - Качество риска для производителя.
5 Общие положения
Примечание - Общие положения приведены в ISO/TR 8550-1, ISO/TR 8550-2 и ISO/TR 8550-3.
5.1 Цели приемочного контроля
Если принято решение о поставке счетчиков, как производитель, так и потребитель могут использовать процедуры выборочного приемочного контроля, чтобы удостовериться в том, что качество изделия приемлемо. Производитель будет стремиться поддержать свою репутацию в части хорошего качества и уменьшить вероятность претензий по гарантии, но, не неся при этом излишних производственных расходов и транспортных расходов. С другой стороны, потребитель будет требовать доказательства, с минимальными затратами для себя, того, что изделие, которое он получит, соответствует данным в спецификации. По сравнению, например, со 100%-ным контролем подходящие методы выборочного контроля будут часто полезны для достижения этих целей.
Для целей приемочного контроля имеются несколько типов систем, схем и планов выборочного контроля. В настоящем стандарте проведена выборка положений из соответствующих стандартов ISO, считающихся пригодными для контроля оборудования, предназначенного для учета расхода электроэнергии в рамках стандартов IEC, разрабатываемых IEC/TC 13.
Примечание 1 - При необходимости допускается выбрать другие системы, схемы и планы выборочного контроля из соответствующих стандартов ISO.
Выбор программы, схемы или плана выборочного контроля зависит от ряда условий и преобладающих обстоятельств. При любых условиях поставки первым существенным условием является то, чтобы производитель и потребитель поняли и согласовали требования и основания для выпуска и приемки продукции, включая любые подлежащие использованию методы приемочного контроля.
Неприемлемые партии создают трудности как для производителя, так и для потребителя. Производитель несет дополнительные расходы в связи с переработкой, утилизацией, расширенным контролем, а также по причине ущерба для своей репутации и возможной потери потребителей. Задержки поставки и затраты на вторичный контроль становятся большой проблемой для потребителя. По этим причинам обычно потребитель придает очень большое значение тому, чтобы поставляемые партии имели очень большую вероятность того, что они будут приняты, то есть 95% или выше. Производитель должен позаботиться о том, чтобы контроль качества продукции или процесс доставки позволили обеспечить производство партии продукции необходимого качества для достижения этой цели. Основным принципом некоторых схем выборочного приемочного контроля является содействие производству партий приемлемого уровня качества.
Важнейшая цель этих схем заключается в том, чтобы не проводить различия между приемлемыми и неприемлемыми партиями, то есть не сортировать их, но держать продукцию под контролем для обеспечения приемлемого среднего качества процесса. Несмотря на то, что все планы выборочного приемочного контроля являются до некоторой степени дискриминационными, однако среднее качество процесса (выраженное в процентах или в виде числа несоответствий) должно быть не выше приемочного предела качества для обеспечения очень высокой вероятности приемки изделия.
Примечание 2 - В ISCYTR 8550-1 (раздел 4) описаны некоторые случаи неправильного и правильного применения выборочного приемочного контроля.
5.2 Планы, схемы и системы выборочного приемочного контроля
План выборочного приемочного контроля - это набор правил, по которым должна быть проконтролирована партия изделий и определена ее приемлемость. В плане оговаривают число изделий (единиц) в выборке, подлежащих произвольному отбору из партии для контроля с учетом данных в спецификации на изделие. Затем партию признают "приемлемой" или "неприемлемой" в соответствии с тем, как результаты контроля согласуются с критериями плана проведения приемочного контроля.
Иногда, когда контролируется большая последовательность партий, процедурой выборочного контроля может быть предусмотрена необходимость перехода с одного плана выборочного контроля на другой в зависимости от текущих и предыдущих результатов выборочного контроля. Порядок выборочного контроля, требующий перехода с одного плана выборочного контроля на другой, а возможно, и обратно, именуют как "схема выборочного контроля". Схемой выборочного контроля может также потребоваться прекращение контроля в случае, если качество изделия остается неудовлетворительным. Потребитель может в таком случае обратиться к другому производителю, если таковой имеется, или начать 100%-ную проверку с отбраковкой, пока производитель не улучшит производственный процесс в достаточной степени, необходимой для изготовления приемлемой продукции.
Совокупность планов выборочного контроля и родственных схем выборочного контроля составляет систему выборочного контроля. Систему обычно каким-нибудь образом идентифицируют, например, по размеру партии, уровню контроля и приемочному уровню качества.
5.3 Практические и экономические преимущества использования стандартных планов выборочного контроля
Для лиц, занимающихся составлением спецификаций, создается преимущество, заключающееся в том, что предусмотрены статистически надежные процедуры выборочного контроля. Поскольку существуют экономические аспекты масштабов контроля качества для более крупных партий, то в схемах выборочного контроля, представленных в настоящем стандарте, размер выборки соотнесен с размером самой партии.
Помимо вопросов обеспечения контроля методов отбора образцов, на настоящий стандарт обычно следует ссылаться и в иных случаях, так как в нем предусмотрены требования, регулирующие устранение несоответствий, обнаруженных во время проведения контроля, и указан характер обработки партий, представленных повторно для их контроля после первоначального отбраковывания. Кроме того, большинство этих систем выборочного контроля содержат включенные в них "правила перехода" (например, от "нормального" к "ужесточенному" или "сокращенному" контролю) для адаптации плана выборочного контроля к возможному ухудшению или улучшению качества.
Выборочный контроль связан с риском, и, вполне естественно, что все заинтересованные стороны пытаются свести до минимума свою долю риска. Теоретически эти риски зависят от плана выборочного контроля и согласованного уровня качества вне связи с отраслью промышленности или изделием. На практике эти риски снижаются за счет контроля за производственным процессом и повышения уровня качества.
Эти риски невозможно устранить, но их можно точно рассчитать и оценить экономически путем использования современных методов статистики. Следовательно, для всех сторон будет выгодно, если статистически обоснованные критерии приемки будут указаны в спецификациях на изделия/процесс производства, и если везде, где это возможно, будут использовать широко применимые основные стандарты выборочного контроля.
Стимулом для осуществления выборочного приемочного контроля, прежде всего, являются экономические факторы: контроль выборки из партии - это цена (обычно небольшая), которую приходится платить для обеспечения требуемого качества принятых партий. Это качество достигается в результате двух действующих факторов:
- ввиду чисто статистического влияния вследствие разных вероятностей приемки партий хорошего и плохого качества; и
- когда приобретаются последовательные партии, влияние коммерческих факторов вследствие частого непринятия партий и переход на более жесткий контроль или прекращение контроля, когда качество продукции плохое.
Проблема, связанная с выборочным приемочным контролем, заключается в необходимости четкого определения критериев, используемых для оценки отдельных дискретных изделий, поставляемых в больших количествах, в необходимости определения критерия для приемки конкретной партии, уровня качества, ожидаемого в результате осуществления производственного процесса, разграничения выборок, обеспечиваемого планами выборочного контроля, и правил, которые следует соблюдать, если какая-либо партия не будет принята. Однако, прежде всего, необходимо создать такую схему выборочного контроля, чтобы ее можно было легко использовать в договорах купли-продажи. Планы выборочного контроля, представленные в настоящем стандарте, позволяют успешно это осуществлять.
5.4 Соглашение между сторонами
Сторонами, участвующими в процессе, являются производитель, потребитель и при определенных обстоятельствах - ответственный орган.
До выбора метода приемки, системы отбора образцов, схемы или плана выборочного контроля стороны должны договориться о следующем:
- о спецификации, которой должны соответствовать счетчики. Это необходимо, потому что во всех коммерческих сделках между сторонами должна быть достигнута договоренность о том, каков состав предмета, соответствующего спецификации, и каков состав предмета, ей не соответствующий. Эти требования зафиксированы для различных типов счетчиков в соответствующих частях серии стандартов IEC 62058, содержащих специальные требования к приемочному контролю;
- зависит ли решение о приемке изделия от приемки отдельных изделий или от совокупности факторов при приемке контролируемых партий (приемка отдельных изделий исключает выборочный контроль). Приемку отдельных изделий допускается использовать, если число счетчиков невелико;
- если приемка выполняется на основе партий, то соглашение между производителем и потребителем должно включать следующее:
- критерии соответствия изделия;
- критерии приемки партии;
- критерии отбраковки партии;
- намеченные к использованию - система, схема или план выборочного приемочного контроля.
Последний должен быть основан на факторах риска, взаимоприемлемых как для производителя, так и для потребителя.
После достижения договоренности о подлежащей использованию системе, схеме или плане выборочного приемочного контроля производитель в отношении различных уровней качества будет осведомлен о степени вероятности того, что поставляемые им партии продукции будут признаны годными. В равной степени потребитель должен понимать защиту, обеспечиваемую системой, схемой или планом выборочного контроля, предотвращающую приемку продукции плохого качества.
5.5 Выбор схем выборочного контроля и планов выборочного контроля
В настоящем стандарте рассматриваются следующие методы выборочного контроля:
- последовательный контроль партий по показателям;
- контроль изолированных партий по показателям;
- контроль с пропуском партий;
- последовательный контроль партий по переменным.
Процедура выбора метода приведена на рисунке 1.
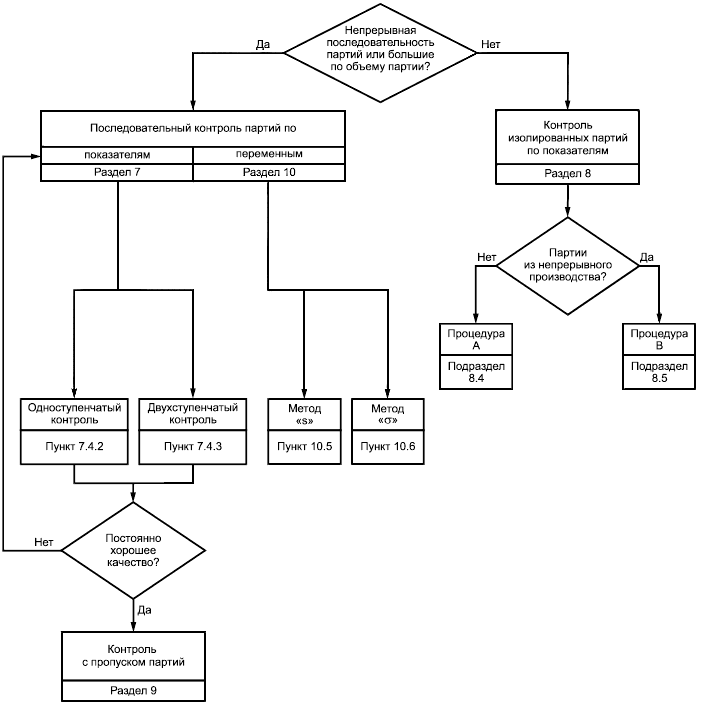
Рисунок 1 - Процедура выбора схем и планов выборочного контроля
Кроме того, 100%-ный контроль может быть использован для мелких партий или если необходимо прервать выборочный контроль.
5.6 Факторы, влияющие на выбор схем выборочного контроля и планов выборочного контроля
5.6.1 Большие и малые партии продукции
Все процедуры, описанные в разделах 7, 9 и 10, предназначены для использования прежде всего при непрерывных последовательностях партий достаточной продолжительности для того, чтобы можно было применять правила перехода с одного режима контроля на другой. Этим подразумевается "большой" объем партии.
Раздел 8 включает планы предельного уровня качества LQ (ПК), которые можно использовать, когда правила перехода с режима на режим согласно разделу 7 неприменимы. Они предназначены, главным образом, для использования с отдельными партиями или партиями "изолированного" характера. Следовательно, этот пункт охватывает "короткую" последовательность контролируемых партий или "малый" объем партии.
Для того, чтобы объем партии считался "большим", одним из критериев является то, что правила перехода с режима на режим контроля должны иметь реальную возможность вступить в силу, если "качество неудовлетворительно".
В отсутствие какого-либо другого ориентира любое число до десяти последовательных контролируемых партий следует считать "малым объемом" и следует использовать планы контроля согласно разделу 8. Однако партии не следует произвольно разделять для создания "большого" объема партии для контроля.
Следует рассматривать практический фактор: есть ли доказательство того, что среднее значение стабильного процесса было установлено и еще существует.
5.6.2 Последовательный контроль партий
Последовательный контроль партий - это контроль изделий, представленных в последовательности партий.
Если последовательность партий изделий подлежит передаче на контроль для их приемки в период осуществления их производства, результаты контроля предыдущих партий могут быть использованы до выпуска последующих партий. Поэтому существует возможность того, что осуществляемый контроль может положительно повлиять на качество последующей продукции. Партии следует передавать на контроль и контролировать в той же последовательности, в которой они изготовляются, а контроль следует осуществлять оперативно. Информация, полученная о партии, может указывать на то, что производственный процесс, по всей видимости, ухудшился. Информация, полученная о нескольких партиях подряд, может быть использована для применения процедуры перехода на иной режим контроля, что потребует использования более жесткой процедуры выборочного контроля в случае ухудшения процесса производства. Это важно потому, что в конечном итоге потребитель будет иметь наилучшую гарантию того, что он не получит изделий плохого качества.
Если качество остается низким, то при более строгом выборочном контроле большее число партий будет возвращено производителю для доработки. Такой более жесткий выборочный контроль увеличивает риск для производителя в отношении того, что приемлемая партия будет признана негодной. Выявление возможного ухудшения качества изделия является сигналом для принятия мер по исправлению недостатков.
Если качество значительно выше согласованного уровня качества, потребитель может принять решение (с согласия ответственного органа) перейти на облегченный выборочный контроль или на выборочный контроль с пропуском партий.
5.6.3 Контроль изолированной партии
Приемочный контроль можно иногда осуществлять на основе изолированной партии, на небольшом числе изолированных партий или на партиях, находящихся на хранении, когда производство завершено. При таких обстоятельствах нет достаточной возможности для изменения подлежащих применению правил, а, следовательно, для оказания влияния на предлагаемое качество.
Если поставляется отдельная партия, то полезно выяснить, является ли эта партия одной из многих аналогичных партий, поставляемых другим потребителям, и изготовлена ли она из материала, примененного в контролируемом процессе или нет.
5.6.4 Показатели в сравнении с переменными
В стандартах на виды приемочного выборочного контроля, как правило, описываются процедуры контроля по показателям или контроля по переменным, чтобы принять ключевое решение, какой из них использовать.
Контроль по показателям заключается в осмотре изделия или характеристике на изделия и классификации изделий как "соответствующих" или "несоответствующих". Критерий приемки партии основан на подсчете числа несоответствующих изделий, обнаруженных при произвольной выборке. Его следует применять, когда контролируемую характеристику нельзя измерить по численной шкале. Его также следует применять, если характеристику можно измерить по численной шкале, но нельзя предположить, нормально ли при этом распределение значений.
Контроль по переменным заключается в отборе произвольной выборки изделий, состоящей из нескольких изделий, и в измерении характеристик так, чтобы была получена информация не только о том, находится ли характеристика в определенных пределах, но и о фактическом значении характеристики. Решение, принять или не принять партию, принимается на основе расчетов среднего значения и переменности измерений. Его можно применять только в том случае, если производство партий происходит непрерывно и если можно допустить нормальный характер распределения переменных. Дополнительную информацию о нормальном распределении можно найти в ISO/TR 8550-3 (раздел 3).
Если определенные предположения правильны, то метод контроля по переменным имеет преимущество того, что он требует меньшего размера выборки, чем метод контроля по показателям для достижения конкретной степени защиты от принятия неправильных решений. Он предоставляет больший объем информации относительно того, оказывают ли на качество отрицательное воздействие среднее значение процесса, изменчивость процесса или и то и другое вместе.
Метод показателей имеет то преимущество, что он более "прочный" в том смысле, что не допускает толкования понятия формы распределения и он проще в применении. Более крупные размеры партий и логически вытекающие из этого увеличенные расходы, связанные с применением методов выборочного отбора по показателям, могли бы быть оправданными для этих целей. Кроме того, сотрудникам службы контроля было бы легче понять и принять схему контроля по показателям. Во избежание необходимости делать допущения о нормальности и связанной с этим невозможности или трудности проверки этого показателя при малых партиях выпуска или в случае партий "изолированного" характера, выборочный контроль по показателям рекомендуется даже в такой степени, когда измерения превращаются в показатели (атрибуты).
5.6.5 Одноступенчатый и двухступенчатый выборочный контроль
Для большинства планов одноступенчатого выборочного контроля можно подобрать планы двухступенчатого выборочного контроля с кривой рабочей характеристики (см. 5.9), близкой к кривой плана одноступенчатого выборочного контроля.
Выбор между одноступенчатым и двухступенчатым выборочным контролем зависит от соотношения между организационными трудностями выполнения второй выборки и преимуществами, которые можно получить от сокращения расходов на контроль.
В настоящем стандарте планы двухступенчатого выборочного контроля были выбраны только для контроля по показателям.
5.6.6 Метод " " и метод "
" и метод " "
"
Если стандартное отклонение процесса "" неизвестно, то оно оценивается по соответствующему стандартному отклонению выборки "
". Процедуры выборочного приемочного контроля, основанные на отклонении "
", совместно именуют как метод "
". И, наоборот, процедуры приемочного выборочного контроля, основанные на отклонении процесса
, совместно именуют как метод "
".
При использовании метода "" отмечается меньшая неопределенность в показателях статистики качества, что обычно приводит к менее строгим требованиям в отношении размера выборки, особенно в случае контроля крупных партий.
Примечание - Стандартное отклонение процесса, хотя оно никогда точно не известно, могло бы в некоторых случаях быть точно известно для практических целей.
См. также 10.2.
5.7 Несоответствие и несоответствующие изделия
Для случая 100%-ного контроля и контроля по показателям любое несоответствие заданной характеристике изделия, показателю или требованию к рабочим характеристикам представляет собой несоответствие изделия требованиям. Несоответствующее изделие может содержать в себе одно или несколько несоответствий. Определение "несоответствие" не обязательно означает, что эту единицу продукции нельзя использовать по назначению.
Качество данного числа счетчиков выражается в процентной доле несоответствий.
5.8 Классификация несоответствий
В настоящем стандарте приведено описание различия между критичными и некритичными несоответствиями.
Для разных типов счетчиков классификация различных несоответствий как критичные и некритичные указана в соответствующих стандартах, в которых излагаются конкретные требования к приемочным испытаниям.
В отношении некритичных несоответствий контроль по показателям с использованием планов одноступенчатого и двухступенчатого выборочного контроля или контроля по переменным можно использовать контроль по переменным со значениями приемлемого уровня качества AQL (ППК) или предельного качества LQ (ПК), указанными в 5.11.
В отношении критичных несоответствий было бы желательно установить, что в партии нет несоответствующих изделий, но это возможно только при 100%-ном контроле.
Для того, чтобы можно было осуществить выборочный контроль, был выбран контроль по показателям с планами одноступенчатого выборочного контроля, причем приемочное число равно нулю для всех размеров выборки. Чем больше размер выборки, тем меньше демонстрируемый уровень приемлемого качества AQL (ППК).
5.9 Кривая рабочей характеристики ОС (РХ)
Примечание - Кривая рабочей характеристики ОС (РХ) - в соответствии с ISO)/TR 8550-1 (подраздел 8.3).
Кривая рабочей характеристики ОС (РХ) - это кривая, показывающая, какое воздействие какой-либо конкретный план выборочного контроля, предположительно, может оказать в отношении приемки и непринятия партий; то есть это своего рода "кривая коэффициента полезного действия". Кривая ОС (РХ) относится к определенному плану выборочного контроля. Каждый возможный план имеет свою собственную кривую.
В случае выборочного контроля по показателям и в случае длительного производственного периода при стабильном процессе кривые ОС (РХ) показывают долю партий определенного качества, которые будут приняты. В случае изолированных или отдельных партий кривые ОС (РХ) показывают вероятность приемки определенной партии с данным качеством.
В случае выборочного контроля по переменным кривые ОС (РХ) показывают среднюю процентную долю принятой партии, но не показывают вероятности приемки определенных партий. В отношении конкретной партии может случиться, что забракованная партия не содержит несоответствующих изделий. Более того, отдельная партия с большой долей несоответствующих изделий может иметь меньшую фактическую вероятность непринятия, чем может быть показано кривой ОС (РХ) для всего процесса.
Кривые ОС (РХ) планов выборочного контроля, выбранных для целей настоящего стандарта, приведены в 7.6, 8.5 и 10.14, соответственно.
5.10 Риск для производителя PR (РПр) и риск для потребителя CR (РП)
Поскольку выборки составляют лишь небольшую часть всей проверяемой партии, выборочный контроль включает риски, как для производителя, так и для потребителя. Иногда "хорошая" партия может быть забракована в связи с тем, что проверенная выборка, хотя и произвольно отобранная, не отражает настоящего качества партии. Риск такого рода известен как "риск для производителя" PR (РПр). И, напротив, партия "плохого качества" может пройти контроль из-за ограниченных данных, имеющихся в выборке. Эта вероятность известна как "риск для потребителя" CR (РП).
Если бы качество партии было хорошим, производитель потребовал бы высокой вероятности приемки, в то время как потребитель хотел бы низкой вероятности приемки, если бы качество было плохим.
Для планов выборочного контроля, выбранных для целей настоящего стандарта, в 7.10 и 10.15 указаны значения качества риска для потребителя CRQ (КРП) при данных значениях CR (РП) для последовательного контроля партий по показателям и для контроля по переменным, соответственно.
Аналогичным образом в 7.11 и 10.16 приведены значения риска для производителя.
На кривых ОС (РХ) и в таблицах также показан эффект от перехода на ужесточенный контроль: риск для производителя повышается, а риск для потребителя снижается.
Риски для обеих сторон снижаются за счет улучшения качества продукции и увеличения размера партии.
5.11 Приемочный предел качества AQL (ППК), качество риска для производителя PRQ (КРПр), предельное качество LQ (ПК) и качество риска для потребителя CRQ (КРП)
Для целей настоящего стандарта величины AQL (ППК) и PRQ (КРПр) можно считать синонимичными. Оба являются указателями того, какое качество можно допускать для целей выборочного контроля, причем различие состоит в том, что PRQ (КРПр) связано с установленным низким риском для производителя, в то время как AQL (ППК) обозначает уровень качества, для которого (неустановленный) PRQ (КРПр) будет низким.
По аналогии с AQL (ППК) и PRQ (КРПр) величины LQ (ПК) и CRQ (КРП) можно считать равнозначными указателями, оговоренные значения которых выражают для целей выборочного контроля уровень "нежелательного" качества, имеющий лишь незначительный шанс быть принятым.
Значения AQL (ППК) и LQ (ПК) используют для индексирования планов выборочного контроля.
В ISO 2859-1, ISO 2859-3 и ISO 3951-2 определена предпочтительная последовательность значений AQL (ППК). Для некритичных несоответствий в настоящем стандарте указано значение AQL (ППК), равное 1,0%.
Ограничение: Значение AQL (ППК) не означает, что производитель имеет право заведомо поставлять какие-либо несоответствующие элементы изделия.
Аналогичным образом в ISO 2859-2 определена предпочтительная последовательность значений LQ (ПК). Для некритичных несоответствий в настоящем стандарте указано значение LQ (ПК) = 5,0%.
Примечание - Другие стандартные уровни для AQL (ППК) и LQ (ПК) могут быть согласованы между участвующими сторонами. Соответствующие планы выборочного контроля можно найти в соответствующих стандартах ISO.
5.12 Правила перехода для нормального, ужесточенного и сокращенного контроля
В случае, когда указан уровень приемлемого уровня качества (AQL) (ППК), идеальным вариантом было бы иметь систему, по которой партии можно было бы всегда принимать, когда их качество выше этого уровня, и всегда не принимать, когда их качество ниже уровня приемлемого качества. Этого идеального варианта невозможно достичь посредством какого-либо плана выборочного контроля. Для выполнения требований как производителя, так и потребителя, требуется некоторый компромисс.
Принятое решение заключается в совмещении обычного контроля и ужесточенного контроля вместе с правилами для определения того, когда требуется перейти от одного вида контроля к другому и, когда необходимо вернуться обратно к первоначальному контролю.
Нормальный контроль используют в начале инспектирования изделий. Если в какое-либо время результаты выборочного контроля покажут, что среднее значение качества производственного процесса вероятно ниже приемлемого уровня качества (AQL) (ППК), то будет введен ужесточенный контроль. Если появляются признаки того, что качество улучшилось, и оно, возможно, выше уровня приемлемого качества AQL (ППК), восстанавливается нормальный контроль. Однако, если ужесточенный контроль своевременно не стимулирует производителя к улучшению производственного процесса, то выборочный контроль будет прекращен.
Ужесточенный контроль и правила его прекращения являются неотъемлемыми, а, следовательно, обязательными процедурами данного международного стандарта, если необходимо поддерживать степень защиты от брака, подразумеваемую под уровнем приемлемого качества AQL (ППК).
Иногда имеется свидетельство о том, что качество изделия неизменно выше приемлемого уровня качества AQL (ППК). Если происходит подобное и есть основания полагать, что производство с хорошим качеством будет продолжаться, можно использовать планы сокращенного выборочного контроля или выборочного контроля с пропуском партий. Однако такая практика имеет необязательный характер (на усмотрении ответственного органа).
Подробности действия правил о переходе на разные режимы контроля приведены в 7.5 и 10.10 и на рисунке 2.
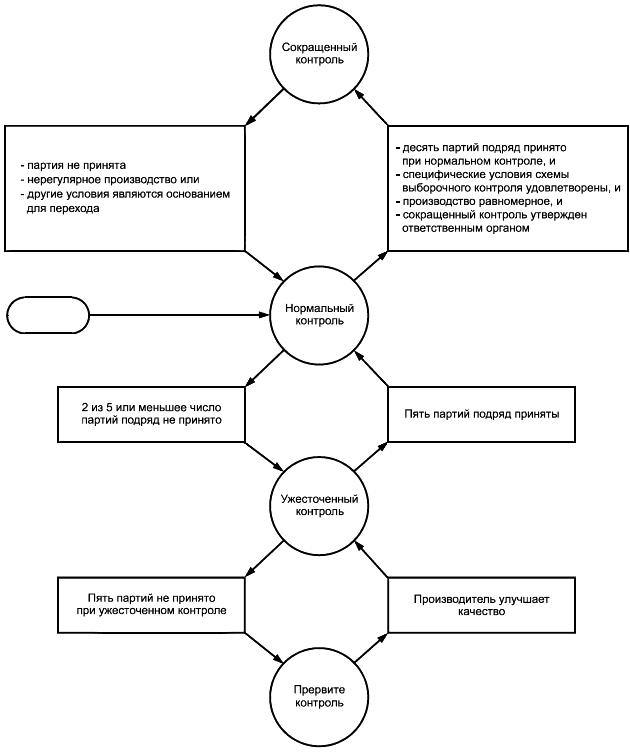
Рисунок 2 - Схема правил перехода
5.13 Уровень контроля
Уровень контроля - это указатель относительного объема контроля для схемы выборочного контроля, и он соотносит размер выборки с размером партии, а, следовательно, с разграничением между "хорошим" и "плохим" качеством. В ISO 2859-1 и ISO 3951-2 предусмотрены семь уровней контроля.
В целом, следует использовать уровень контроля II.
Уровень контроля III может быть использован для выполнения требований к селективности при меньших размерах партий.
Установленный уровень контроля должен оставаться неизменным при переходе от нормального к ужесточенному и сокращенному контролю и, наоборот.
5.14 Буквенный код объема выборки
Планы выборочного контроля идентифицируются по буквенным кодам объема выборки.
Если известны требования к селективности кривых рабочей характеристики, то можно выбрать буквенный код размера выборки. Из этого можно определить уровень контроля и объем партии.
Пример - Контроль осуществляется согласно последовательному контролю партий по показателям, приемлемый уровень качества AQL (ППК) = 1,0 (планы одноступенчатого выборочного контроля).
Стороны договариваются о том, что вероятность приемки будет составлять, по крайней мере, 95%, если качество будет равнозначно 1% несоответствий, и что вероятность приемки будет менее 10%, если качество будет равнозначно 7% несоответствий. Из кривых рабочей характеристики, приведенных на рисунке 3 и в таблице 9, видно, что буквенный код объема первой выборки, при котором эти требования выполнены, будет . В соответствии с таблицей 2 объем партии составляет от 501 до 1200 шт. или более при уровне контроля II и от 281 до 500 шт. или более при уровне контроля III.
5.15 Место проведения контроля
В случае последовательного контроля партий решающее значение имеет обратная связь по результатам производственного процесса. Поэтому контроль должен осуществляться на территории предприятия производителя, но не на тех испытательных установках, на которых проводилась регулировка.
В случае контроля изолированной партии контроль должен осуществляться по взаимному согласию:
- на территории предприятия производителя, но не на тех испытательных установках, на которых проводилась регулировка;
- или на испытательных установках потребителя;
- или на согласованных поверочных установках.
5.16 Представление изделия для приемочного контроля
Изделия должны быть сгруппированы в партии, которые можно идентифицировать. Каждая партия должна по мере возможности состоять из изделий одного типа, изготовленных при одинаковых условиях практически в одно и то же время.
Формирование партий, объема партии и то, как каждая партия будет представлена и идентифицирована производителем, должно быть обозначено и согласовано с потребителем или ответственным органом. В соответствии с потребностями производитель должен предоставить достаточную и пригодную площадь для хранения каждой партии, оборудование, требуемое для надлежащей идентификации и представления продукции, а также персонал для перемещения изделий с целью отбора образцов.
5.17 Отбор образцов
При приемочном контроле партия оценивается по качеству выборки. Следовательно, выборка должна быть характерной для партии. Требуется произвольная, но не субъективно обусловленная выборка.
Отбор произвольной выборки можно производить, используя таблицу А.1 приложения А и серийные номера счетчиков, составляющих партию.
Пример - Выборка из восьми образцов отбирается из партии, состоящей из 5000 шт. Изделия в партии маркируют номерами от 1 до 5000. Начиная с верха первой колонки таблицы А.1, изделия, подлежащие отбору для выборки, имеют номера 110, 4148, 2403, 1828, 2267, 2985, 4313 и 4691 (причем номера 5327, 5373, 9244 и т.д. игнорируют, поскольку соответствующие изделия не были бы найдены в партии).
Необходимо отметить следующее в отношении использования таблицы чисел произвольной выборки А.1 приложения А:
- будет неверным всегда начинать с верха первой колонки. Для каждой отбираемой выборки лучше начинать с произвольной точки и проходить таблицу вверх или вниз по колонкам или поперек строк;
- нет необходимости в считывании чисел со всеми четырьмя цифрами. Если бы размер партии составлял 1000 или меньше, первые три знака были бы достаточны и считывались бы как 11, 532, 537 и т.д. Иногда два знака достаточны, иногда требуются более четырех знаков. Можно сочетать любое нужное число знаков.
5.18 Приемлемость партий
Приемлемость партий определяется с использованием плана или планов выборочного контроля.
Стороны должны договориться относительно того, как утилизировать непринятые партии изделий. Такие партии можно отправить на утилизацию, отсортировать (с заменой или без замены несоответствующих элементов), переработать и т.д.
Если партия была принята, сохраняется право не принимать любой ее элемент, который оказался несоответствующим во время контроля, независимо от того, входил ли он в состав выборки или нет. При необходимости счетчики должны быть вскрыты и осмотрены. Изделия, оказавшиеся несоответствующими, можно перерабатывать или заменять изделиями без несоответствий и вторично представлять для контроля по соглашению между сторонами и по варианту, согласованному сторонами.
Партия не должна вторично представляться на контроль, пока все изделия не будут вторично осмотрены или вторично испытаны, а потребитель не убедится в том, что все несоответствующие изделия были удалены или заменены соответствующими изделиями, или все несоответствия были устранены. Стороны должны договориться о том, будет ли вторичный контроль включать все характеристики или только характеристику, которая вызвала первоначальную отбраковку. В случае последовательного контроля партий стороны должны договориться относительно того, следует ли использовать строгий или нормальный контроль.
6 100%-ный контроль
6.1 Применение метода
Этот метод следует применять:
- к небольшим партиям, для которых планы выборочного контроля либо отсутствуют, либо они в недостаточной степени избирательны;
- к критичным несоответствиям, если контроль отдельных образцов с использованием планов нулевой приемки не утвержден ответственным органом;
- когда результаты выборочного контроля показывают, что требуемое качество производственного процесса не достигнуто (см. 7.5.6 и 10.11);
- когда стороны соглашаются проводить 100%-ный контроль.
6.2 Размеры партий и приемочные числа
100%-ный осмотр проводят по показателям. Размеры партий и приемочные числа приведены в таблице 1.
Таблица 1 - Приемочное число для 100%-ного осмотра (контроля)
Несоответствие | Размер партии | Приемочное число |
Критичное | - | 0 |
Некритичное | 50-149 | 1 |
150-249 | 2 | |
250-349 | 3 | |
350-449 | 4 | |
450-549 | 5 | |
550-649 | 6 | |
650-749 | 7 | |
750-849 | 8 | |
850-949 | 9 | |
950-1000 | 10 | |
Примечание - Для числа, равного середине каждого соответствующего диапазона размеров партии, эти приемочные числа соответствуют 1% несоответствий. | ||
6.3 Приемка и непринятие партии
Кроме условий, указанных в 5.18, применимо следующее:
Партию принимают, если:
- не обнаружены изделия с каким-либо критичным несоответствием (0);
- число счетчиков, обнаруженных с некритичным несоответствием, равно приемочному числу или менее его; и
- накопленное число некритичных несоответствий превышает приемочное число не более чем в два раза.
В противном случае партию будут считать непринятой.
Пример - Испытывают сто счетчиков.
Результаты следующие:
- счетчики с критичными несоответствиями не обнаружены;
- обнаружен один счетчик с проявлением некритичного несоответствия. Этот счетчик проявляет два некритичных несоответствия.
Партию принимают.
Если бы этот счетчик имел три некритичных несоответствия, от партии пришлось бы отказаться.
7 Последовательный контроль партий по показателям
7.1 Применение метода
Схемы отбора для последовательного контроля партий по показателям соответствуют указанным в ISO 2859-1.
Эти схемы предназначены для использования с непрерывной последовательностью партий, то есть с достаточно длинной последовательностью для того, чтобы можно было применять правила перехода на иной режим контроля, указанные в 7.5.
Эти правила предусматривают:
- защиту потребителя (посредством перехода на ужесточенный контроль или прекращение выборочного контроля) при обнаружении ухудшения качества;
- стимулы (по усмотрению ответственного органа) для сокращения расходов на контроль (путем перехода на сокращенный контроль) при последовательном достижении хорошего качества.
Сокращенный контроль может быть заменен выборочным контролем с пропуском партий при выполнении требований, указанных в разделе 9.
В отношении контроля изолированных партий см. раздел 8.
7.2 Отбор выборок
Выборки можно отбирать после того, как партия была изготовлена или во время изготовления партии. В любом случае образцы следует отбирать согласно 5.17.
При использовании двухступенчатого выборочного контроля образцы должны отбираться из оставшейся части той же партии.
7.3 Уровень контроля
В основном, следует использовать уровень контроля II. Уровень контроля III обеспечивает лучшее различение, и имеются планы двойного выборочного контроля при меньших партиях.
7.4 Планы выборочного контроля
7.4.1 Получение плана выборочного контроля
Планы выборочного контроля указаны в таблице 2 (планы однократного выборочного контроля) и в таблице 7 (планы двойного выборочного контроля), соответственно.
Примечание - Если это оправдано и разрешено ответственным органом, другие планы выборочного контроля можно выбрать из ISO 2859-1.
Если нет плана выборочного контроля для буквенного кода размера данной выборки, таблицы содержат указание пользователю для применения другого буквенного кода. Размер подлежащей использованию выборки указывается кодовым обозначением размера новой выборки, а не первоначальным кодом.
Если имеется более одного типа плана выборки, единичного или двойного, для буквенного кода в отношении размера данной выборки, то можно использовать любой из них. Решение о типе плана выборки обычно должно быть основано на сравнении между организационными трудностями и средними размерами выборок по имеющимся планам.
7.4.2 Планы однократного выборочного контроля
7.4.2.1 Некритичные несоответствия
В таблице 2 представлены планы однократного выборочного контроля с приемлемым уровнем качества AQL (ППК) = 1,0, индексированным буквенным кодом размера выборки для нормального, ужесточенного и сокращенного контроля.
Таблица 2 - Планы однократного выборочного контроля для нормального, ужесточенного и сокращенного контроля, при AQL (ППК) = 1,0
Размеры партий для уровней контроля | Буквенный код размера выборки | Размер выборки | Нормаль- | Ужесто- | Сокращенный контроль | |||||
II | Ill | Размер выборки | ||||||||
От 51 до 90 | - | Е | 13 | 0 | 1 | 5 | 0 | 1 | ||
От 91 до 150 | От 51 до 90 | F | 20 | 0 | 1 | 8 | ||||
От 151 до 280 | От 91 до 150 | G | 32 | 13 | ||||||
От 281 до 500 | От 151 до 280 | Н | 50 | 1 | 2 | 20 | ||||
От 501 до 1200 | От 281 до 500 | J | 80 | 2 | 3 | 1 | 2 | 32 | 1 | 2 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 3 | 4 | 2 | 3 | 50 | 2 | 3 |
- | От 1201 до 3200 | L | 200 | 5 | 6 | 3 | 4 | 80 | 3 | 4 |
Примечание - Значения приведены из ISO 2859-1, таблицы 1, 2-А, 2-В и 2-С. При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбрать из справочных таблиц. Размеры выборок одни и те же для нормального и ужесточенного контроля. | ||||||||||
Пример 1 - Размер партии равен 80 шт. Согласованный уровень контроля - II; буквенный код размера выборки - Е. План выборочного контроля имеется для нормального и сокращенного контроля, но для ужесточенного контроля таблица направляет пользователя на буквенный код F. Это дает следующую схему выборочного контроля, приведенную в таблице 3.
Таблица 3 - Пример с размером партии 80 шт., уровень контроля II
Нормальный контроль | Ужесточенный контроль | Сокращенный контроль (по желанию) | |
Буквенный код | Е | F | Е |
Размер выборки | 13 | 20 | 5 |
Приемочное число | 0 | 0 | 0 |
Браковочное число | 1 | 1 | 1 |
В этом случае приемочное число одно и то же для всех трех планов. Ужесточение достигается увеличением размера выборки. Для сокращенного контроля размер выборки уменьшается.
Пример 2 - Размер партии равен 400 шт. Согласованный уровень контроля - II; код размера выборки - Н. План выборочного контроля имеется для нормального контроля, но для ужесточенного и сокращенного контроля таблица направляет пользователя на код J. Это дает следующую схему выборочного контроля, приведенную в таблице 4.
Таблица 4 - Пример с размером партии 400 шт., уровень контроля II
Нормальный контроль | Ужесточенный контроль | Сокращенный контроль (по желанию) | |
Буквенный код | Н | J | J |
Размер выборки | 50 | 80 | 32 |
Приемочное число | 1 | 1 | 1 |
Браковочное число | 2 | 2 | 2 |
Здесь также приемочное число одно и то же для всех трех планов. Ужесточение достигается увеличением размера выборки. Для сокращенного контроля размер выборки уменьшается.
Пример 3 - Размер партии равен 800 шт. Согласованный уровень контроля - III, буквенный код размера выборки - К. План выборочного контроля имеется для нормального, ужесточенного и сокращенного контроля с одним и тем же кодом. Это дает следующую схему выборочного контроля, приведенную в таблице 5.
Таблица 5 - Пример с размером партии 800 шт., уровень контроля III
Нормальный контроль | Ужесточенный контроль | Сокращенный контроль (по желанию) | |
Буквенный код (из таблицы 2) | K | K | K |
Размер выборки | 125 | 125 | 50 |
Приемочное число | 3 | 2 | 2 |
Браковочное число | 4 | 3 | 3 |
Для ужесточенного контроля сохраняется один и тот же размер выборки, но приемочное число уменьшается. Для сокращенного контроля размер выборки и приемочное число уменьшаются.
7.4.2.2 Критичные несоответствия
Для критичных несоответствий были выбраны планы выборочного контроля с приемочным числом равным 0. Планы приемочного контроля приведены в таблице 6.
Таблица 6 - Планы однократного выборочного контроля для критичных несоответствий 0
Размеры выборок для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесто- | Сокра- | |||
II | Ill | Размер | AQL (ППК) | Размер выборки | |||
От 51 до 90 | - | Е | 13 | 1,0 | 20 | 8 | |
От 91 до 150 | От 51 до 90 | F | 20 | 0,65 | 32 | 13 | |
От 151 до 280 | От 91 до 150 | G | 32 | 0,40 | 50 | 20 | |
От 281 до 500 | От 151 до 280 | Н | 50 | 0,25 | 80 | 32 | |
От 501 до 1200 | От 281 до 500 | J | 80 | 0,15 | 125 | 50 | |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 0,1 | 200 | 80 | |
- | От 1201 до 3200 | L | 200 | 0,065 | 315 | 125 | |
Примечания 1 Значения приведены из ISO 2859-1 (таблицы 1, 2-А, 2-В и 2-С). При согласии ответственного органа можно использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбрать из справочных таблиц. 2 Для контроля до приемлемого уровня качества АQL (ППК) =1,0 нет планов, соответствующих кодам размера выборки F и G для нормального контроля, но они имеются с | |||||||
Размеры выборок для нормального контроля такие же, как для некритичных несоответствий. Для ужесточенного контроля размер выборки увеличивается, для сокращенного контроля он уменьшается на одну ступень.
Как можно видеть, продемонстрированное значение приемлемого уровня качества AQL (ППК) уменьшается от значения 1,0, относящегося к буквенному коду Е, по мере увеличения размера выборки, пока не будет достигнуто очень низкое значение при больших размерах выборок.
Поэтому эти планы нулевой приемки допускается использовать с малыми размерами выборок только с согласия ответственного органа. В противном случае потребуется сплошной 100%-ный контроль.
7.4.3 Планы двойного выборочного контроля
В таблице 7 представлены планы двойного выборочного контроля для некритичных соответствий c AQL (ППК) = 1,0, индексированных буквенным кодом размера выборки, для нормального, ужесточенного и сокращенного контроля.
Таблица 7 - Планы двойного выборочного контроля для нормального, ужесточенного и сокращенного контроля, AQL (ППК) = 1,0
Размеры партий для уровней контроля | Буквен- | Выбор- | Размер выборки | Кумуля- | Нормаль- | Ужесто- | Сокращенный контроль | ||||||
Размер выбор- | Кумуля- | ||||||||||||
II | Ill | ||||||||||||
От 281 до 500 | От 151 до 280 | Н | 1-й | 32 | 32 | 0 | 2 | - | - | ||||
2-й | 32 | 64 | 1 | 2 | |||||||||
От 501 до 1200 | От 281 до 500 | J | 1-й | 50 | 50 | 0 | 3 | 0 | 2 | 20 | 20 | 0 | 2 |
2-й | 50 | 100 | 3 | 4 | 1 | 2 | 20 | 40 | 1 | 2 | |||
От 1201 до 3200 | От 501 до 1200 | K | 1-й | 80 | 80 | 1 | 3 | 0 | 3 | 32 | 32 | 0 | 3 |
2-й | 80 | 160 | 4 | 5 | 3 | 4 | 32 | 64 | 3 | 4 | |||
- | От 1201 до 3200 | L | 1-й | 125 | 125 | 2 | 5 | 1 | 3 | 50 | 50 | 1 | 3 |
2-й | 125 | 250 | 6 | 7 | 4 | 5 | 50 | 100 | 4 | 5 | |||
Примечания 1 Значения приведены из ISO 2859-1 (таблицы 1, 3-А, 3-В и 3-С). При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбирать из справочных таблиц. 2 Нет планов выборочного контроля с буквенным кодом Н. 3 Размеры выборок одни и те же для нормального и ужесточенного контроля. 4 | |||||||||||||
7.4.4 Определение приемлемости
В дополнение к 5.18 применимо следующее:
7.4.4.1 Планы однократного выборочного контроля
Число проверенных образцов выборки должно быть равно размеру выборки, указанному в плане. Если число несоответствующих образцов, обнаруженных в выборке, равно приемочному числу или меньше его, партию будут считать принятой. Если число несоответствующих образцов равно браковочному числу или больше его, то партию будут считать неприемлемой.
Важное примечание - Приемочное число относится к образцам в выборке. Если проверяются несколько характеристик, то может случиться, что некоторые образцы в выборке проявят несколько несоответствий. Пока число несоответствующих образцов в выборке меньше приемочного числа, партия приемлема. Если несоответствия проявляются у разных образцов, так что число несоответствующих образцов превышает приемочное число, то партия неприемлема.
Пример - Партию в составе 400 единиц испытывают в отношении трех некритичных характеристик с использованием уровня II. План выборочного контроля из таблицы 2 следующий:
- буквенный код размера выборки - Н;
- размер выборки - 50;
- приемочное число - 1.
Если обнаружен только один несоответствующий образец, то партию принимают, даже если в этом образце проявятся два или три несоответствия. Однако, если будут обнаружены два образца с одним несоответствием каждый, то партию бракуют.
7.4.4.2 Планы двойного выборочного контроля
Число образцов выборки, проверенных первыми, должно быть равно размеру первой выборки, указанной в плане. Если число несоответствующих образцов, обнаруженных в первой выборке, равно первому приемочному числу или меньше его, то партия будет считаться принятой. Если число несоответствующих образцов, обнаруженных в первой выборке, равно первому браковочному числу или больше его, то партию будут считать неприемлемой.
Если число несоответствующих образцов, обнаруженных в первой выборке, больше первого приемочного числа и меньше браковочных чисел, то потребуется контроль второй выборки, размер которой указан в плане. Число несоответствующих образцов, обнаруженных в первой и второй выборках, будет аккумулировано. Если кумулятивное число несоответствующих образцов окажется равным второму приемочному числу или меньше его, то партия будет считаться приемлемой. Если кумулятивное число несоответствующих образцов будет равно второму браковочному числу или больше его, то партию будут считать неприемлемой.
7.4.4.3 Сокращение объема контроля
По мере проведения контроля образцов в выборке, решение, которое нужно принять, будет становиться все более очевидным. Возможен случай, когда решение о принятии или браковке партии будет принято до окончания контроля всех образцов. Если контроль прекращают, как только можно с уверенностью предсказать окончательное решение, то объем контроля сокращают.
Хотя при этом достигается очевидная экономия (сокращение расходов), эта практика привела бы к потере информации, касающейся среднего значения для процесса.
Поэтому сокращенный контроль при однократном отборе не допускается.
В случае двухступенчатого выборочного контроля среднее значение для процесса выпуска можно приблизительно определить по процентной доле несоответствий в первой выборке из каждой партии или по общему проценту несоответствий в нескольких первых выборках. Когда используются планы двойного выборочного контроля, то обычно объем контроля сокращается во второй выборке, поскольку эти данные не используются для приблизительного определения среднего значения для процесса.
7.5 Нормальный, ужесточенный и сокращенный контроль (см. также 5.12)
7.5.1 Начало и продолжение контроля
Нормальный контроль будут осуществлять в начале контроля, если нет иной договоренности.
Нормальный, ужесточенный или сокращенный контроль будут продолжать без изменения на последующих партиях, за исключением случая, когда процедуры перехода на иной режим требуют изменения степени строгости контроля. Процедуры перехода следует применять отдельно к критичным и некритичным несоответствиям.
7.5.2 Переход от нормального к ужесточенному контролю
При осуществлении нормального контроля, как только две подряд из пяти (или менее, чем из пяти) партий окажутся неприемлемыми при первоначальном контроле (то есть с игнорированием партий, вторично представленных для этой процедуры), будет проведен ужесточенный контроль.
Примечание - Ужесточенный контроль достигается либо за счет увеличения размера выборки, либо за счет уменьшения величины приемочного числа в зависимости от плана выборочного контроля. См. примеры, приведенные в 7.4.2.1.
7.5.3 Переход от ужесточенного к нормальному контролю
При осуществлении ужесточенного контроля будет снова проведен нормальный контроль, когда пять партий подряд окажутся приемлемыми при первоначальном контроле.
7.5.4 Переход от нормального к сокращенному контролю
7.5.4.1 Общее положение
При осуществлении нормального контроля будет осуществлен сокращенный контроль при выполнении всех из следующих условий:
- текущее значение счета переходов составляет, по крайней мере, 30;
- производство осуществляется с устойчивой производительностью; и
- стороны считают желательным сокращенный контроль.
7.5.4.2 Счет переходов
Расчет счета переходов начинают в начале нормального контроля, если не будет иных указаний от ответственного органа.
Счет переходов устанавливают на нуле в начале и будут обновлять после контроля каждой последующей партии при первоначальном нормальном контроле.
а) Планы однократного выборочного контроля:
- когда приемочное число 2 или больше, следует добавить 3 к счету переходов, если партия была бы принята, если бы уровень AQL (ППК) был бы на одну ступень выше; в противном случае сбросьте счет переходов до нуля.
Примечание - Для целей настоящего стандарта был выбран AQL (ППК) = 1,0; "AQL (ППК) на одну ступень выше" означает AQL (ППК) = 0,65;
- когда приемочное число 0 или 1, следует добавить 2 к счету переходов, если партия принята; в противном случае сбросьте счет переходов до нуля.
в) Планы двойного выборочного контроля:
- когда используют план двойного выборочного контроля, следует добавить 3 к счету переходов, если партия принята после первой выборки; в противном случае сбросьте счет переходов до нуля.
Расчет счетов переходов приведен в таблице 8.
Таблица 8 - Расчет счетов переходов
Планы однократного выборочного контроля | |||||
Буквенный код размера выборки |
| Условие получения счета переходов ( | Полученный счет переходов | ||
Е | 0 | 1 | Принять партию | 2 | |
F | Принять партию | 2 | |||
G | Принять партию | 2 | |||
Н | 1 | 2 | Принять партию | 2 | |
J | 2 | 3 | 1 | 2 | 3 |
K | 3 | 4 | 2 | 3 | 3 |
L | 5 | 6 | 3 | 4 | 3 |
Планы двойного выборочного контроля | |||||
E-L | Принять партию после первой выборки | 3 | |||
7.5.5 Переход от сокращенного к нормальному контролю
При осуществлении сокращенного контроля будет снова выполнен нормальный контроль, если возникнут какие-либо из следующих обстоятельств при первоначальном контроле:
a) партию не принимают; или
b) производство становится нерегулярным или идет с задержками; или
c) иные условия создают основания для восстановления нормального контроля.
7.5.6 Прекращение и возобновление контроля
Если кумулятивное число непринятых партий в последовательности партий при первоначальном ужесточенном контроле достигнет 5, то процедуры приемки согласно разделу 7 будут прекращены. Выборочный контроль не будет возобновлен до тех пор, пока производитель не примет меры по улучшению качества представленной продукции, а ответственный орган не согласится с тем, что эти меры, возможно, окажутся эффективными. Затем будет использоваться ужесточенный контроль, как если бы была дана ссылка на 7.5.2.
7.6 Кривые рабочих характеристик ОС (РХ)
Кривые рабочих характеристик для AQL (ППК) = 1,0, нормального и ужесточенного контроля, показанные на рисунках 3 и 4, указывают на процент партий, приемка которых, как можно ожидать, будет достигнута при данном плане контроля. Представленные кривые относятся к планам однократного выборочного контроля; кривые для планов двойного выборочного контроля приводятся в максимально возможное соответствие.
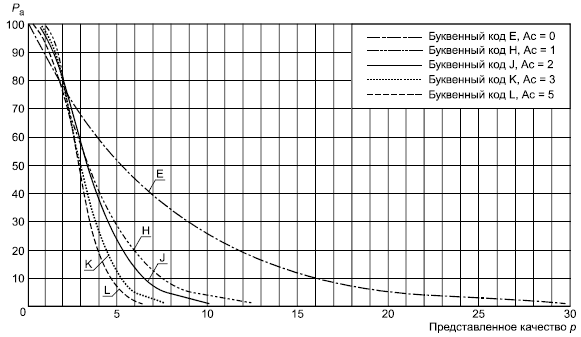
Рисунок 3 - Кривые ОС (РХ) для AQL (ППК) = 1,0, планы однократного выборочного контроля, нормальный контроль
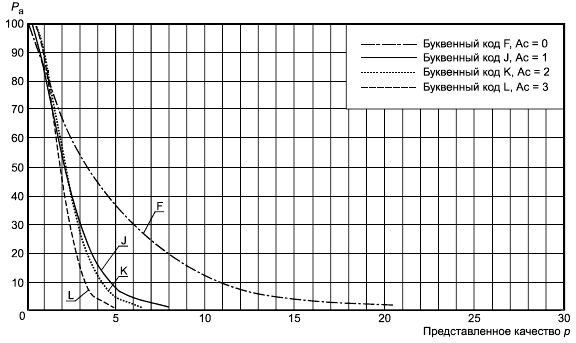
Рисунок 4 - Кривые ОС (РХ) для AQL (ППК) = 1,0, планы однократного выборочного контроля, ужесточенный контроль
В таблице 9 приведены табулированные значения кривых, то есть качество представленной продукции соответствует выбранным значениям вероятностей принятия для нормального и ужесточенного контроля.
Таблица 9 - Табулированные значения кривых ОС (РХ) для одноступенчатого контроля, AQL (ППК) = 1,0 планов
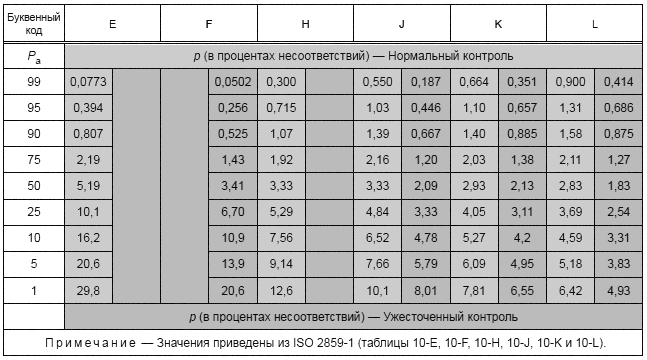
На рисунке 5 приведены кривые ОС (РХ) для 0, нормальный контроль, планы однократного выборочного контроля, а в таблице 10 - табулированные значения.
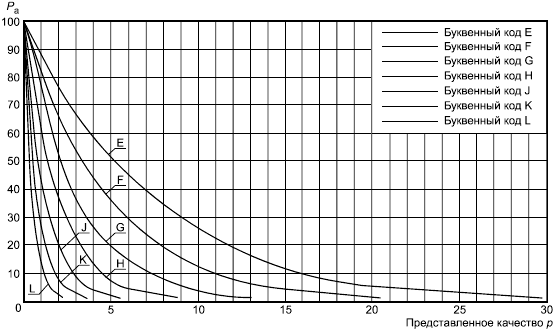
Рисунок 5 - Кривые ОС (РХ) для планов однократного выборочного контроля, 0
Таблица 10 - Табулированные значения кривых ОС (РХ) для одноступенчатого контроля, нормального контроля, планов нулевой приемки
Буквенный код размера партии | |||||||
Е | F | G | Н | J | K | L | |
AQL (ППК) | 1,0 | 0,65 | 0,40 | 0,25 | 0,15 | 0,10 | 0,065 |
| |||||||
99 | 0,0773 | 0,0502 | 0,0314 | 0,0201 | 0,0126 | 0,00804 | 0,00503 |
95 | 0,394 | 0,256 | 0,160 | 0,103 | 0,0641 | 0,0410 | 0,0256 |
90 | 0,807 | 0,525 | 0,329 | 0,210 | 0,132 | 0,0843 | 0,0527 |
75 | 2,19 | 1,43 | 0,895 | 0,574 | 0,359 | 0,230 | 0,144 |
50 | 5,19 | 3,41 | 2,14 | 1,38 | 0,863 | 0,553 | 0,346 |
25 | 10,1 | 6,70 | 4,24 | 2,73 | 1,72 | 1,10 | 0,691 |
10 | 16,2 | 10,9 | 6,94 | 4,50 | 2,84 | 1,83 | 1,14 |
5 | 20,6 | 13,9 | 8,94 | 5,82 | 3,68 | 2,37 | 1,49 |
1 | 29,8 | 20,6 | 13,4 | 8,80 | 5,59 | 3,62 | 2,28 |
Примечание - Значения приведены из ISO 2859-1 (таблицы 10-Е-10-L). | |||||||
7.7 Среднее значение для процесса
Среднее значение для процесса можно приблизительно определить по среднему проценту несоответствий, обнаруженному в выборках изделий, представленных производителем для первоначального контроля, при условии, что объем контроля не был сокращен. При использовании двухступенчатого или многоступенчатого выборочного контроля только результаты первой выборки будут включены в приблизительное определение (оценку) среднего значения для процесса.
7.8 Среднее выходное качество AOQ (СВК)
Среднее выходное качество - это долгосрочное среднее качество выпускаемого изделия для данного значения качества поступающего изделия, включая все принятые партии, плюс все партии, которые не приняты, после того, как такие партии были эффективно проконтролированы на 100% и все несоответствующие образцы заменены исправными образцами.
7.9 Предел среднего выходного качества AOQL (ПСВК)
AOQL (ПСВК) - это максимальное среднее выходное качество для всех возможных качеств, представленных для данного плана приемочного выборочного контроля. Значения AOQL (ПСВК) указаны в таблице 11 для AQL (ППК) = 1,0, планы однократного выборочного контроля и ужесточенного контроля, и в таблице 12 - для 0 планов выборочного контроля.
Примечание - В отношении подробного объяснения концепции AOQL (ПСВК) см. ISO/TP 8550-1 (подраздел 8.7).
Таблица 11 - Предел среднего выходного качества AOQL (ПСВК) при AQL (ППК) = 1,0
Размеры партий для уровней контроля | Буквенный код размера выборки | Размер выборки | Процент AOQL (ПСВК) несоответствий | ||
II | Ill | Нормальный контроль | Ужесточенный контроль | ||
От 51 до 90 | - | Е | 13 | 2,73 | - |
От 91 до 150 | От 51 до 90 | F | 20 | - | 1,79 |
От 151 до 280 | От 91 до 150 | G | 32 | - | - |
От 281 до 500 | От 151 до 280 | Н | 50 | 1,67 | - |
От 501 до 1200 | От 281 до 500 | J | 80 | 1,71 | 1,05 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 1,55 | 1,10 |
- | От 1201 до 3200 | L | 200 | 1,59 | 0,971 |
Примечание - Значения приведены из ISO 2859-1 (таблицы 8-А и 8-В). | |||||
Таблица 12 - Предел среднего выходного качества AOQL (ПСВК) для планов выборочного контроля 0, нормальный контроль
Размеры партий для уровней контроля | Буквенный код размера выборки | Размер выборки | Процент AOQL (ПСВК) несоответствий | |
II | Ill | |||
От 51 до 90 | - | Е | 13 | 2,73 |
От 91 до 150 | От 51 до 90 | F | 20 | 1,79 |
От 151 до 280 | От 91 до 150 | G | 32 | 1,13 |
От 281 до 500 | От 151 до 280 | Н | 50 | 0,728 |
От 501 до 1200 | От 281 до 500 | J | 80 | 0,457 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 0,293 |
- | От 1201 до 3200 | L | 200 | 0,183 |
Примечание - Значения приведены из ISO 2859-1 (таблица 8-А). | ||||
7.10 Риск для потребителя CR (РП)
Если последовательность партий недостаточно продолжительная для того, чтобы можно было применить правила для перехода видов контроля, может оказаться желательным ограничить выбор планов выборочного контроля планами, которые предоставляют в отношении качества риска для потребителя защиту не более, чем защиту от определенного предельного качества. Планы выборочного контроля для этой цели можно выбрать путем выбора качества с риском для потребителя CRQ (КРП) и связанного с этим риска для потребителя (вероятности принятия партии), связанного с ним.
В таблице 13 приведены значения качества с риском для потребителя CRQ (КРП) для планов выборочного контроля c AQL (ППК) = 1,0 для риска для потребителя 10% и 5%, соответственно. Для отдельных партий с уровнями качества, меньшими табулированных значений или равными им, вероятности принятия партии равны или меньше 10% или 5%, соответственно. Когда есть основание для защиты от определенного предельного качества в партии, эти таблицы могут быть полезны для установления минимальных размеров выборок, которые должны быть связаны с уровнем AQL (ППК), и уровня контроля, указанного для контроля последовательности партий.
Таблица 13 - Качество риска для потребителя CRQ (КРП): АQL (ППК) = 1,0 планов
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||||
CR % | 10 | 5 | 10 | 5 | CR % | 10 | 5 | |||
II | Ill | Размер выборки | Процент несоответствий CRQ (КРП) | Размер выборки | Процент несоот- | |||||
От 51 до 90 | - | Е | 13 | 16,2 | 20,6 | - | - | 5 | 36,9 | 45,1 |
От 91 до 150 | От 51 до 90 | F | 20 | - | - | 10,9 | 13,9 | 8 | - | - |
От 151 до 280 | От 91 до 150 | G | 32 | - | - | - | - | 13 | - | - |
От 281 до 500 | От 151 до 280 | Н | 50 | 7,56 | 9,14 | - | - | 20 | - | - |
От 501 до 1200 | От 281 до 500 | J | 80 | 6,52 | 7,66 | 4,78 | 5,79 | 32 | 11,6 | 14,0 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 5,27 | 6,09 | 4,20 | 4,95 | 50 | 10,3 | 12,1 |
- | От 1201 до 3200 | L | 200 | 4,59 | 5,18 | 3,31 | 3,83 | 80 | 8,16 | 9,41 |
Примечания 1 Значения приведены из ISO 2859-1 (таблицы 6-А, 6-В, 6-С и 10-С - 10-L). 2 Размеры выборок одни и те же для нормального и ужесточенного контроля. | ||||||||||
Пример - Ответственный орган указывает, что риск для потребителя будет не больше 5%, если качество соответствует 7% несоответствий. В связи с этим определены следующие минимальные размеры партий и уровни контроля:
- размер партии (1201-3200) шт. с уровнем контроля II, буквенный код K;
- размер партии (501-1200) шт. с уровнем контроля III, буквенный код K.
В таблице 14 приведены значения качества риска для потребителя (КРП) для планов выборочного контроля с
0 для риска для потребителя 10% (
![]() ) и 5% (
) и 5% (![]() ), соответственно.
), соответственно.
Таблица 14 - Качество риска для потребителя CRQ (КРП): планы нулевой приемки
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||||||
CR (РП), % | 10 | 5 | CR (РП), % | 10 | 5 | CR (РП), % | 10 | 5 | ||||
II | III | Размер выборки | Процент несоот- | Процент несоот- | Размер выборки | Процент несоот- | ||||||
От 51 до 90 | - | Е | 13 | 16,2 | 20,6 | 20 | 10,9 | 13,9 | 8 | 25,0 | 31,2 | |
От 91 до 150 | От 51 до 90 | F | 20 | 10,9 | 13,9 | 32 | 6,94 | 8,94 | 13 | 16,2 | 20,6 | |
От 151 до 280 | От 91 до 150 | G | 32 | 6,94 | 8,94 | 50 | 4,50 | 5,82 | 20 | 10,9 | 13,9 | |
От 281 до 500 | От 151 до 280 | Н | 50 | 4,50 | 5,82 | 80 | 2,84 | 3,68 | 32 | 6,94 | 8,94 | |
От 501 до 1200 | От 281 до 500 | J | 80 | 2,84 | 3,68 | 125 | 1,83 | 2,37 | 50 | 4,50 | 5,82 | |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 1,83 | 2,37 | 200 | 1,14 | 1,49 | 80 | 2,84 | 3,68 | |
- | От 1201 до 3200 | L | 200 | 1,14 | 1,49 | 315 | 0,728 | 0,947 | 125 | 1,83 | 2,37 | |
Примечание - Значения приведены из ISO 2859-1 (таблицы 6-А, 6-В, 6-С и 10-D - 10-L). | ||||||||||||
В разделе 8 приведены подробности процедуры выбора планов выборочного контроля для изолированных партий.
7.11 Риск для производителя PR (РПр)
В таблице 15 приведена вероятность отбраковки партий из-за уровня качества AQL (ППК) (риск производителя PR (РПр) при нормальном, ужесточенном и сокращенном контроле, соответственно.
Таблица 15 - Риск для производителя PR (РПр): AQL (ППК) = 1,0
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||
II | Ill | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | |
От 51 до 90 | - | Е | 13 | 12,2 | 5 | 4,90 | ||
От 91 до 150 | От 51 до 90 | F | 20 | - | 20 | 18,2 | 8 | - |
От 151 до 280 | От 91 до 150 | G | 32 | - | 32 | - | 13 | - |
От 281 до 500 | От 151 до 280 | Н | 50 | 8,94 | 50 | - | 20 | |
От 501 до 1200 | От 281 до 500 | J | 80 | 4,66 | 80 | 19,1 | 32 | 4,07 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 3,74 | 125 | 13,1 | 50 | 1,38 |
- | От 1201 до 3200 | L | 200 | 1,60 | 200 | 14,2 | 80 | 0,866 |
Примечание - Значения приведены из стандарта ISO 2859-1 (таблицы 5-А, 5-В и 5-С). | ||||||||
В таблице 16 приведена вероятность отбраковки партий по уровню качества AQL (ППК) (риск производителя PR (РПр) для планов нулевой приемки при нормальном, ужесточенном и сокращенном контроле, соответственно.
Таблица 16 - Риск для производителя PR (РПр): планы нулевой приемки
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||
II | Ill | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | |
От 51 до 90 | - | Е | 13 | 12,2 | 20 | 18,2 | 8 | 5,08 |
От 91 до 150 | От 51 до 90 | F | 20 | 12,2 | 32 | 18,8 | 13 | 5,08 |
От 151 до 280 | От 91 до 150 | G | 32 | 12,0 | 50 | 18,2 | 20 | 4,88 |
От 281 до 500 | От 151 до 280 | Н | 50 | 11,8 | 80 | 18,1 | 32 | 4,69 |
От 501 до 1200 | От 281 до 500 | J | 80 | 11,3 | 125 | 17,1 | 50 | 4,88 |
От 1201 до 3200 | От 501 до 1200 | K | 125 | 11,8 | 200 | 18,1 | 80 | 5,07 |
- | От 1201 до 3200 | L | 200 | 12,2 | 315 | 18,5 | 125 | 4,88 |
Примечание - Значения приведены из ISO 2859-1 (таблицы 5-А, 5-В и 5-С). | ||||||||
8 Контроль изолированной партии
8.1 Применение метода
Описываемые в настоящем разделе схемы выборочного контроля для контроля изолированной партии по показателям указаны в соответствии с ISO 2859-2.
Указанные процедуры допускается применять, когда правила перехода, указанные в 7.5, неприменимы; например, когда партии изолированы по своему характеру.
В то время как при последовательном контроле партий защита потребителя достигается применением планов выборочного контроля, обеспечивающих поддержание качества процесса ниже уровня AQL (ППК), при изолированном контроле она достигается применением планов выборочного контроля, обеспечивающих очень низкую вероятность принятия партии, качество которой равно предельному качеству (обычно ниже 10%).
8.2 Процедуры
8.2.1 Процедура А
Процедуру А используют, когда и производитель и потребитель желают рассматривать партию изолированно. Планы выборочного контроля основаны на произвольном отборе из конечных партий, как для учета риска производителя, так и для риска потребителя. Если требуются планы нулевой приемки, как в случае критичных несоответствий, то можно использовать только эту процедуру.
8.2.2 Процедура В
Процедуру В используют, когда производитель рассматривает партию как одну из непрерывной последовательности, а потребитель рассматривает ее как полученную изолированно. Производителя будет интересовать все ее производство, а отдельного потребителя - только конкретная полученная партия. Планы выборочного контроля основаны на произвольном отборе из конечных партий для риска для потребителя при предельном качестве, но произвольным отбором выборок из процесса для риска производителя и табулированных значений кривых рабочих характеристик ОС (РХ).
Там, где это возможно, используемые планы отобраны из планов, имеющихся согласно разделу 7, поэтому производитель может сохранять последовательные процедуры для потребителей независимо от того, получают ли они или нет отдельные партии или непрерывную последовательность партий.
Планов нулевой приемки нет. Поэтому необходимо применять 100%-ный контроль в отношении критичных несоответствий. В отношении небольших партий процедура В также требует 100%-ного контроля.
8.3 Предельное качество
Для некритичных несоответствий предельное качество должно быть равно LQ (ПК) = 5,0.
8.4 Процедура А
Планы выборочного контроля приведены в таблице 17. В каждой ячейке в правом столбце таблицы приведены риск для потребителя (PLQ) и точка риска для производителя (,
).
Планы выборочного контроля приведены в таблицах 17 и 18 с учетом следующих условий:
- размер выборки / приемочное число (
) - вероятность принятия
при предельном качестве (PLQ);
- процент несоответствий () - вероятность принятия (
) при качестве (
).
_______________
Указанная вероятность принятия является максимумом для партий с предельным качеством в этом диапазоне размеров и минимумом для партий с процентом несоответствий
. Риск производителя - (
,
), точка риска потребителя - (LQ (ПК), PLQ).
Таблица 17 - Планы выборочного контроля на некритичные несоответствия, процедура A, LQ (ПК) = 5,0
Размер партии | LQ (ПК) | План выборочного контроля | ||
От 51 до 90 | 5,0 | 34/0 | 0,103 | |
0 | 1,0 | |||
От 91 до 150 | 38/0 | 0,103 | ||
0 | 1,0 | |||
От 151 до 280 | 42/0 | 0,097 | ||
0 | 1,0 | |||
От 281 до 500 | 50/0 | 0,067 | ||
0 | 1,0 | |||
От 501 до 1200 | 80/1 | 0,079 | ||
0,417 | 0,96 | |||
От 1201 до 3200 | 125/3 | 0,119 | ||
1,13 | 0,95 | |||
Примечание - Значения приведены из ISO 2859-2 (таблица D1). При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбрать из таблиц, на которые делаются ссылки. | ||||
Пример - Партию, состоящую из 200 изделий, контролируют на некритичные несоответствия.
- план выборочного контроля - размер выборки 42,
0.
- вероятность принятия при LQ (ПК) = 5,0-9,7%.
- если процент несоответствий равен 0%, то вероятность принятия составляет 100%.
Таблица 18 - Планы выборочного контроля на некритичные несоответствия, процедура А
Размер партии | LQ (ПК) | План выборочного контроля | |
От 51 до 90 | 5,0 | 34 | 0,103 |
0 | 1,0 | ||
От 91 до 150 | 5,0 | 38 | 0,103 |
0 | 1,0 | ||
От 151 до 280 | 5,0 | 42 | 0,097 |
0 | 1,0 | ||
От 281 до 500 | 3,15 | 80 | 0,061 |
0 | 1,0 | ||
От 501 до 1200 | 2,0 | 125 | 0,069 |
0 | 1,0 | ||
От 1201 до 3200 | 1,25 | 200 | 0,074 |
0 | 1,0 | ||
Примечание - Значения приведены из ISO 2859-2 (таблица D1). При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбрать из таблиц, на которые делаются ссылки. | |||
Вероятность принятия относительно хороших партий по планам нулевой приемки приведена в таблице 19.
Таблица 19 - Вероятность принятия для планов нулевой приемки
Предельное качество LQ (ПК) | |||||||||||||||||
5,0 | 5,0 | 5,0 | 3,15 | 2,0 | 1,25 | ||||||||||||
План выборочного контроля | |||||||||||||||||
34/0 | 38/0 | 42/0 | 80/0 | 125/0 | 200/0 | ||||||||||||
51 | 90 | 91 | 150 | 151 | 280 | 281 | 500 | 501 | 1200 | 1201 | 3200 | ||||||
0 | 1,00 | 1,00 | 0 | 1,00 | 1,00 | 0 | 1,00 | 1,00 | 0 | 1,00 | 1,00 | 0 | 1,00 | 1,00 | 0 | 1,00 | 1,00 |
1 | 0,33 | 0,62 | 1 | 0,58 | 0,75 | 1 | 0,72 | 0,85 | 1 | 0,72 | 0,84 | 1 | 0,75 | 0,90 | 1 | 0,83 | 0,94 |
2 | 0,11 | 0,38 | 2 | 0,34 | 0,56 | 2 | 0,52 | 0,72 | 2 | 0,51 | 0,71 | 2 | 0,56 | 0,80 | 2 | 0,69 | 0,88 |
3 | 0,03 | 0,24 | 3 | 0,19 | 0,41 | 3 | 0,37 | 0,61 | 3 | 0,36 | 0,59 | 3 | 0,42 | 0,72 | 3 | 0,58 | 0,82 |
4 | 0,01 | 0,14 | 4 | 0,11 | 0,31 | 7 | 0,10 | 0,32 | 7 | 0,09 | 0,29 | 8 | 0,10 | 0,41 | 13 | 0,09 | 0,43 |
5 | 0,00 | 0,09 | 5 | 0,06 | 0,23 | 9 | 0,05 | 0,23 | 9 | 0,05 | 0,21 | 10 | 0,05 | 0,33 | 16 | 0,05 | 0,36 |
6 | 0,00 | 0,05 | 8 | 0,01 | 0,09 | 14 | 0,01 | 0,10 | 13 | 0,01 | 0,10 | 20 | 0,00 | 0,11 | 35 | 0,00 | 0,10 |
7 | 0,00 | 0,03 | 10 | 0,00 | 0,05 | 18 | 0,00 | 0,05 | 17 | 0,00 | 0,05 | 27 | 0,00 | 0,05 | 46 | 0,00 | 0,05 |
Примечание - Значения приведены из ISO 2859-2, таблица D2. | |||||||||||||||||
Если выборка размера берется из партии, содержащей
несоответствующих образцов, вероятность принятия для партии (
) приведена для минимальных и максимальных размеров партий в диапазоне размеров партий и для различных планов выборочного контроля "
".
Пример - Партию, состоящую из 150 изделий, подвергают контролю на критичные несоответствия:
- план выборочного контроля - размер выборки 38, 0;
- если имеется один несоответствующий образец, вероятность принятия - 75%.
8.5 Процедура В
В то время как в процедурах, указанных в разделе 7, повышенный уровень контроля с получаемым в результате этого увеличенным размером выборки соответствует большей защите для потребителя, при контроле изолированной партии защита для потребителя обеспечивается предельным качеством. Увеличивающийся размер выборки дает производителю большую свободу действий в отношении допустимого среднего значения качества производственного процесса.
Если потребитель удовлетворен защитой от случайной партии плохого качества, предоставленной номинальным предельным качеством, то уровень контроля будет в первую очередь в интересах производителя, особенно если расходы на выборочный контроль несет он. Среднее значение процесса значительно ниже предельного качества (лучшего качества) позволило бы использовать выборки меньшего размера. И, наоборот, если потребитель заинтересован в фактическом, а не в предельном качестве, или если он оплачивает расходы на выборочный контроль, то более высокие уровни контроля не обязательно желательны.
Два разных уровня контроля и два разных равнозначных значения AQL (ППК) приведены в таблице 20, в которой также указан буквенный код размера выборки и табулированные значения кривых ОС (РХ).
Таблица 20 - Планы однократного выборочного контроля на некритичные несоответствия, процедура В, LQ (ПК) = 5,0
Размеры партий для уровней контроля | Раздел 8, план однократного выборочного контроля (нормальный контроль) | Буквенный код | Табулированные значения представленного качества, принятые с заданными вероятностями (качество как процент несоответствий) | Вероятности принятия для предельного качества | ||||||||
II | Ill | АQL (ППК) | 0,95 | 0,90 | 0,50 | 0,10 | 0,05 | Макс. | Мин. | |||
От 81 до 1200 | От 81 до 500 | 0,65 | 80 | 1 | J | 0,444 | 0,666 | 2,09 | 4,78 | 5,80 | 0,086 | 0,000 |
От 1201 до 3200 | От 501 до 1200 | 1,0 | 125 | 3 | K | 1,09 | 1,40 | 2,94 | 5,35 | 6,20 | 0,124 | 0,092 |
- | От 1201 до 3200 | 1,0 | 200 | 5 | L | 1,31 | 1,58 | 2,84 | 4,64 | 5,26 | 0,062 | 0,048 |
Примечание - Значения приведены из ISO 2859-2 (таблица В6). При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбирать из таблиц, на которые приводят ссылки. | ||||||||||||
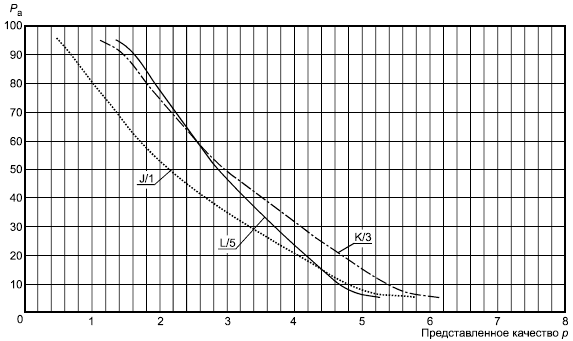
Рисунок 6 - Кривые рабочих характеристик ОС (РХ) для планов однократного выборочного контроля на некритичные несоответствия, процедура В
Пример - Размер партии - 800 шт., среднее значение процесса составляет 1,5%.
Если выбирают уровень контроля II, то план выборочного контроля соответствует буквенному коду J, n = 80, 1. При этом плане вероятность принятия составляет только 64%. При уровне контроля III план выборочного контроля соответствует буквенному коду K,
125,
3. Вероятность принятия увеличивается до 87%. Если размер партии увеличивают до 1600 и выбирают уровень контроля III, то план выборочного контроля соответствует буквенному коду L, n = 200,
5. Вероятность принятия увеличивается до 92%. Во всех трех случаях значение предельного качества LQ (ПК) одно и то же.
Планы двойного выборочного контроля приведены в таблицах 21 и 22.
Таблица 21 - Равнозначные размеры выборок для одноступенчатого и двухступенчатого выборочного контроля
Тип плана выборочного контроля | Буквенный код размера выборки | |||
J | K | L | ||
Однократный | 80 | 125 | 200 | |
Двойной | 1-й | 50 | 80 | 125 |
2-й | 100 | 160 | 250 | |
Примечание - Значения приведены из ISO 2859-2 (таблица D3). | ||||
Таблица 22 - Равнозначные приемочные числа для однократного и двойного выборочного контроля
Тип плана выборочного контроля | Приблизительные относительные размеры выборок на каждой стадии | Коды приемочных чисел | ||||||
1 | 3 | 5 | ||||||
Однократный | 1 | 1 | 2 | 3 | 4 | 5 | 6 | |
Двойной | 1-й | 0,63 | 0 | 2 | 1 | 4 | 2 | 5 |
2-й | 0,63 | 1 | 2 | 4 | 5 | 6 | 7 | |
Коэффициент различения (Процедура В) | 10,9 | 4,89 | 3,55 | |||||
Вероятность принятия при AQL (ППК) (Процедура В) | 0,91 | 0,96 | 0,98 | |||||
| ||||||||
8.6 Правила принятия и непринятия
В дополнение к 5.18 применимо следующее положение:
Если число несоответствующих образцов, обнаруженное в выборке, равно приемочному числу (), указанному в плане, или меньше его, то партия будет принята.
9 Контроль с пропуском партий
9.1 Применение метода
Описываемые в настоящем разделе процедуры соответствуют ISO 2859-3 и должны быть использованы совместно с процедурами, указанными в разделе 7.
Эти процедуры предназначены только для непрерывной последовательности партий и не должны использоваться для изолированных партий. Предполагается, что все партии в этой последовательности имеют аналогичное качество, и есть основание полагать, что непроверенные партии имеют такое же качество, что и проверенные.
Эти процедуры подлежат использованию только для характеристик, контролируемых по показателям, как определено в разделе 7.
Процедуры с пропуском партий допускается осуществлять только, если процедуры, указанные в разделе 7, используют при нормальном или сокращенном контроле на уровнях контроля II или III.
Планы двойного выборочного контроля допускается использовать только во время квалификационной фазы (оценки качества продукции), связанной с нормальным контролем. Настоятельно рекомендуется не использовать планы однократного выборочного контроля с нулевым приемочным числом. Контроль с пропуском партий допускается использовать вместо сокращенного контроля, если он более рентабелен.
Ни в коем случае нельзя применять процедуры с пропуском партий к контролю изделия на критичные характеристики.
9.2 Квалификация производителя
Требования к квалификации производителя следующие:
- производитель должен создать и вести документированную систему качества для контроля качества изделий и изменений конструкции. Предположительно, система включает контроль производителем каждой произведенной партии и учет результатов контроля;
- производитель должен создать систему, способную обнаруживать и корректировать смещения уровней качества и изменения процесса контроля, которые могут отрицательно повлиять на качество. Персонал производителя, ответственный за применение этой системы, должен показать четкое понимание применимых стандартов, систем и процедур, которых следует придерживаться;
- производитель не должен проводить каких-либо изменений, которые могли бы отрицательно повлиять на качество.
9.3 Оценка качества изделия
К оценке качества изделия предъявляют следующие обобщенные требования:
- изделие должно иметь устойчивую конструкцию;
- изделие не должно иметь каких-либо критичных классов несоответствующих элементов или несоответствий;
Примечание - Если изделие имеет критичные несоответствия, описываемые здесь процедуры должны быть применимы только к некритичным несоответствиям.
- изделие должно быть подвергнуто нормальному или сокращенному контролю или сочетанию нормального и сокращенного контроля (см. раздел 7) во время оценки качества. Изделие, которое когда-либо было подвергнуто ужесточенному контролю во время оценки качества, не подлежит контролю с пропуском партий;
- изделие должно быть изготовлено на существенно непрерывной основе в течение определенного производственного периода с определенной частотой производства.
Как минимальный производственный период, так и минимальная частота производства должны быть указаны на основе соглашения между производителем и ответственным органом.
Если минимальный производственный период не указан, то такой период должен составлять 6 мес. Каждый раз, когда производство приостанавливают в ожидании утверждения состава выборки, должен быть включен только период времени после согласования и возобновления производства.
Если минимальная частота производства не указана, то минимальная частота производства должна быть один раз в месяц, или, по крайней мере, одна партия должна представляться каждый месяц.
Изделия аналогичного характера, поставляемые другим потребителям, могут рассматриваться в рамках определения "существенно непрерывные", если на это согласятся как производитель, так и ответственный орган;
- качество изделия должно поддерживаться на уровне приемлемого качества AQL (ППК) или выше в течение периода стабильности, взаимно согласованного, как производителем, так и ответственным органом. Если такой период не указан, то он должен составлять 6 мес.
9.4 Подробные процедуры
Дополнительные подробности оценки качества для контроля с пропуском партий и определением частоты пропуска партий (от одной в 2 мес до одной в 6 мес), процедур отбора партий, прерывания вторичной оценки качества и отбраковки описаны в ISO 2859-3.
10 Последовательный контроль партий по переменным
10.1 Применение метода
Описываемый в настоящем разделе контроль по переменным соответствует ISO 3951-2 и предназначен в основном для использования при следующих условиях:
- если процедура контроля подлежит применению к непрерывной последовательности дискретных изделий, поставляемых одним производителем с использованием одного производственного процесса. Если имеются разные производители или производственные процессы, эти процедуры применяют к каждому в отдельности;
- если характеристики качества элементов изделия можно измерять по непрерывной шкале;
- если погрешность измерения незначительна (то есть со стандартным отклонением не более 10% от стандартного отклонения соответствующего процесса);
- если производство стабильно (под статистическим контролем), а характеристики качества распределены, по крайней мере, с хорошей степенью приближения согласно нормальному характеру распределения;
- если в случае нескольких характеристик, качественные характеристики независимы друг от друга, по крайней мере, приблизительно;
- если в контракте или стандарте определены как верхний установленный предел , так и нижний установленный предел
по каждой из характеристик качества, и несоответствие за обоими пределами в равной степени важно (совмещенный контроль).
В настоящий стандарт включены следующие процедуры из ISO 3951-2:
- процедуры по стандартному многомерному методу "" для независимых характеристик качества;
- процедуры по стандартному многомерному методу "" для независимых характеристик качества.
Примечание - Если это оправдано, допускается выбирать другие процедуры, уровни контроля и значения качества AQL (ППК) из ISO 3951-2.
10.2 Выбор между методами "" и ""
Метод "" самый экономичный в отношении размера выборки, но прежде, чем применять его, необходимо определить значение
.
Первоначально необходимо начать с метода "", но при согласии ответственного органа и при условии, что качество останется удовлетворительным, стандартные правила перехода позволят перейти на сокращенный контроль и на использование меньшего размера выборки.
В этом случае возникает вопрос: если изменчивость под контролем, а партии по-прежнему принимаются, будет ли экономически оправданным перейти на метод "". Данные, приведенные в таблице 23, предназначены для решения этого вопроса.
Таблица 23 - Размеры выборок для метода "" и метода "
" при AQL (ППК) = 1,0
Буквенный код размера выборки | Метод " | Метод " | ||
Нормальный и ужесточенный контроль | Сокращенный контроль | Нормальный и ужесточенный контроль | Сокращенный контроль | |
Размер выборки | ||||
Е | 9 | 4 | 6 | 3 |
F | 13 | 6 | 8 | 4 |
G | 18 | 9 | 10 | 6 |
Н | 25 | 13 | 12 | 8 |
J | 35 | 18 | 15 | 10 |
K | 50 | 25 | 18 | 12 |
L | 70 | 35 | 21 | 15 |
10.3 Стандартные процедуры
Стандартную процедуру допускается использовать только, если производство партий продолжается.
Эта стандартная процедура с ее полуавтоматическими стадиями от размера партии к размеру выборки с использованием уровня контроля II и, начиная с метода "", на практике дает осуществимые схемы выборочного контроля; но она основана на предположении, что согласно порядку очередности первое место занимает AQL (ППК), второе - размер выборки, а третье - предельное качество.
Примечание 1 - Уровень контроля III допускается использовать для получения лучшей избирательности.
Эта система приемлема, так как потребитель защищен правилами перехода (см. 10.10, 10.11 и 10.12), которые быстро повышают степень строгости контроля и, в конечном итоге, приводят к полному прекращению контроля, если качество процесса остается ниже уровня AQL (ППК).
Примечание 2 - Следует отметить, что предельное качество - это качество, которое, если его предложить для контроля, имело бы 10%-ную вероятность принятия. Фактический риск, которому подвергается потребитель, меняется в зависимости от вероятности того, что товары такого низкого качества будут представлены для контроля.
10.4 Предварительные операции
До начала контроля по переменным необходимо провести следующие действия:
a) проверить, считается ли производство непрерывным и можно ли считать распределение характеристик качества нормальным и независимым.
Примечания
1 В отношении испытаний на отклонение от нормального распределения см. ISO 5479.
2 Если партии сортировались на выявление несоответствующих изделий до отбора для приемочного контроля, то придется сократить распределение, и контроль по переменным не будет применим;
b) необходимо проверить, следует ли первоначально использовать метод "" или стандартное отклонение процесса стабильное и известное - в этом случае следует использовать метод "
".
10.5 Процедуры по стандартному многомерному методу "" для независимых характеристик качества с совмещенным контролем
10.5.1 Общая методика
Общая методика рассмотрения независимых характеристик качества ,
, ...
следующая: при обозначении предполагаемой доли несоответствий процесса для
-й характеристики качества как "
" предполагаемая доля несоответствий процесса определяется по формуле
![]() (1)
(1)
То есть один - минус произведение предполагаемых долей соответствий процесса;
и где ![]() ,
,
 , (2)
, (2)
 , (3)
, (3)
в которой ![]() представляет функцию симметричного бета-распределения, причем оба параметра равны
представляет функцию симметричного бета-распределения, причем оба параметра равны ![]() .
.
Подробнее см. ISO 3951-2 (пункт К.2.1).
Значения функции симметричного бета-распределения можно получить из таблиц или при помощи компьютерных программ. В качестве альтернативы имеются упрощенные точные формулы и приблизительная процедура. Они описаны в 10.5.4 и 10.5.5.
Если ,
...,
малы (допустим, не более 0,01), то значение
приблизительно равно сумме отдельных оценок, то есть
![]() .
.
Партию принимают, если
![]() ,
,
в противном случае - не принимают,
где - постоянная приемлемости формы
, указанная в таблице 24 для применимого буквенного кода размера выборки и нормального контроля, ужесточенного контроля или сокращенного контроля сообразно обстоятельствам.
10.5.2 Планы выборочного контроля
Планы выборочного контроля, значения стандартизированного ![]() (МСОВ) (максимального стандартного отклонения выборки)
(МСОВ) (максимального стандартного отклонения выборки) и постоянные приемлемости
представлены в таблице 24.
Таблица 24 - Планы выборочного контроля для метода ""
Размеры партий для уровня контроля II | Буквен- | Размер выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | |||||
II | III | 100 | 100 | Размер выборки | 100 | |||||
от 51 до 90 | - | Е | 9 | 0,274 | 4,196 | 4 | 0,376 | 11,23 | ||
от 91 до 150 | от 51 до 90 | F | 13 | 0,257 | 3,605 | 0,245 | 2,578 | 6 | 0,320 | 7,671 |
от 151 до 280 | от 91 до 150 | G | 18 | 0,248 | 3,323 | 0,234 | 2,275 | 9 | 0,289 | 5,833 |
от 281 до 500 | от 151 до 280 | Н | 25 | 0,240 | 3,010 | 0,227 | 2,084 | 13 | 0,274 | 5,245 |
от 501 до 1200 | от 281 до 500 | J | 35 | 0,235 | 2,880 | 0,220 | 1,880 | 18 | 0,264 | 4,782 |
от 1201 до 3200 | от 501 до 1200 | K | 50 | 0,232 | 2,800 | 0,217 | 1,840 | 25 | 0,259 | 4,603 |
- | от 1201 до 3200 | L | 70 | 0,230 | 2,725 | 0,214 | 1,750 | 35 | 0,254 | 4,379 |
Примечания 1 Значения приведены из ISO 3951-2 (таблицы А.1, А.2, D.1, D.2, D.3, G.1, G.2 и G.3). При согласии ответственного органа допускается использовать более крупные размеры партий. Соответствующие планы выборочного контроля допускается выбирать из таблиц, на которые делаются ссылки. 2 Знак 3 Значение Отклонения | ||||||||||
10.5.3 Описание процедуры
Взять произвольную выборку размером , измерить характеристику
, а затем рассчитать
, среднее значение выборки и
, произвести оценку стандартного отклонения процесса. В отношении расчета
и
см. приложение В.
После этого следует найти значение по таблице 24 и рассчитать для каждой характеристики значение
![]() (МСОВ):
(МСОВ):
![]() .
.
Затем следует сравнить с
. Если
больше
, то партию можно забраковать без дальнейшего расчета.
В противном случае необходимо рассчитать для каждой характеристики статистику качества:
![]()
и![]() .
.
Затем следует рассчитать , как описано в 10.5.1.
Если не превышает максимального допустимого значения
, указанного в таблице 24, то партию считают приемлемой, если превышает - неприемлемой.
10.5.4 Упрощенная точная формула для метода "" при размере выборки 4
Как описано в ISO 3951-2 (пункт К.5), для этого случая имеется упрощенная формула, в соответствии с которой следует:
Произвести расчет
и .
.
Затем следует добавить две оценки для получения ![]() и произвести расчет
и произвести расчет
![]() .
.
Если не превышает максимального допустимого значения
, указанного в таблице 24, то партию считают приемлемой, если превышает - неприемлемой.
10.5.5 Приблизительная процедура для метода "" для  5
5
Этот метод описан в ISO 3951-2 (пункт K.3), в соответствии с которым следует:
для каждой характеристики, используя значение , рассчитать
![]() .
.
Если 0, то
0; если
1, то
1.
Примечание - В ISO 3951-2 вносится исправление с добавлением этой недостающей вышеуказанной стадии.
В противном случае, используя значение , следует рассчитать
![]() ,
,
где значение, приведенное в таблице 25.
Таблица 25 - Значения
Размер выборки, | |
6 | 0,880496 |
9 | 1,230248 |
13 | 1,583745 |
18 | 1,937919 |
25 | 2,346014 |
35 | 2,828887 |
50 | 3,428086 |
70 | 4,092828 |
Примечание - Значения, указанные в настоящей таблице, приведены из ISO 3951-2 (таблица К.1). | |
Затем следует рассчитать
![]() .
.
Если 0, следует установить
![]() , в противном случае установить
, в противном случае установить ![]() .
.
Далее следует найти ![]() в таблицах функции стандартного нормального распределения.
в таблицах функции стандартного нормального распределения.
Повторить этот же процесс для .
Примечание - Допускается использовать те же самые вышеуказанные формулы, заменяя индексы U - L.
Добавить две оценки для получения ![]() и повторить тот же процесс для каждой характеристики, затем рассчитать
и повторить тот же процесс для каждой характеристики, затем рассчитать
![]() .
.
Если не превышает максимального допустимого значения
, указанного в таблице 24, то партию считают приемлемой, если превышает - неприемлемой.
Примечание - Приближенный метод обычно дает очень точный результат.
Пример - Определение приемлемости
Трехфазные счетчики электроэнергии класса 2,0 изготовляют партиями по 100 шт. Выбран метод контроля по переменным, нормальный контроль, метод "".
Требуемая информация | Полученное значение |
Размер выборки | 13 |
Измеренные значения при | минус 0,07, минус 0,09, 0,01, 0,00, минус 0,15, 0,17, 0,11, минус 0,02, |
Среднее значение выборки | минус 0,031538462 |
| |
Стандартное отклонение выборки | 0,087924793 |
| |
Верхний установленный предел, | 2,0% |
Нижний установленный предел, | минус 2,0% |
Значение | 0,257·4,0=1,028% |
| 23,10541079 |
| минус 2,971155972 |
| 22,38801447 |
| минус 2,863380588 |
| 0 |
Партия приемлема для этой характеристики. | |
Требуемая информация | Полученное значение |
Размер выборки (из таблицы 24) | 13 |
Измеренные значения при | минус 0,07, минус 0,09, 0,01, 0,00, минус 0,15, 0,17, 0,11, минус 0,02, минус 0,07, минус 0,07, минус 0,05, минус 0,08, минус 0,10 [%] |
Среднее значение выборки | минус 0,031538462 |
| |
Стандартное отклонение выборки | 0,087924793 |
| |
Верхний установленный предел, | 0,2% |
Нижний установленный предел, | минус 0,2% |
Значение | 0,257·0,4=0,1028% |
| 2,633369423 |
| 0,10438548 |
| 1,583745 |
| минус 3,404132407 |
| 8,588117444 |
так как | минус 3,212537613 |
| 0,000657903 |
| 1,915973102 |
| 0,212160864 |
| 1,583745 |
| минус 2,077792902 |
| 1,317223342 |
так как | минус 2,058958814 |
| 0,01974903 |
| 0,02040693 |
| 0,03605 |


Партия для этой характеристики приемлема.
Приемлемость партии определяют таким же образом для каждой характеристики, а затем для всех характеристик, как описано в 10.5.4.
10.6 Процедуры стандартного многомерного метода "" для независимых характеристик качества с совмещенным контролем
10.6.1 Общая методика
Общая методика по методу "" аналогична общей методике для многомерного метода "
".
Единственное отличие от многомерного метода "" заключается в том, что долю несоответствий процесса для каждой характеристики оценивают как:
 ,
, ,
,
где - функция стандартного нормального распределения
![]() .
.
См. ISO 3951-2 (пункт K2.2).
10.6.2 Планы выборочного контроля
Планы выборочного контроля, значения максимального стандартизированного отклонения процесса MPSD (МСОП) и постоянные приемлемости
указаны в таблице 26.
Таблица 26 - Планы выборочного контроля для метода ""
Размеры партий для уровня контроля II | Буквен- | Размер выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | |||||
II | III | 100 | 100 | Размер выборки | 100 | |||||
От 51 до 90 | - | Е | 6 | 0,184 | 4,196 | 0,184 | 3 | 0,184 | 11,23 | |
От 91 до 150 | От 51 до 90 | F | 8 | 3,605 | 2,578 | 4 | 7,671 | |||
От 151 до 280 | От 91 до 150 | G | 10 | 3,323 | 2,275 | 6 | 5,833 | |||
От 281 до 500 | От 151 до 280 | Н | 12 | 3,010 | 2,084 | 8 | 5,245 | |||
От 501 до 1200 | От 281 до 500 | J | 15 | 2,880 | 1,880 | 10 | 4,782 | |||
От 1201 до 3200 | От 501 до 1200 | K | 18 | 2,800 | 1,840 | 12 | 4,603 | |||
- | От 1201 до 3200 | L | 21 | 2,725 | 1,750 | 15 | 4,379 | |||
Примечания 1 Значения приведены из стандарта ISO 3951-2, таблицы А.1, А.2, Е.1, G.1, G.2 и G.3. При согласии ответственного органа можно использовать более крупные размеры партий. Соответствующие планы выборочного контроля можно выбирать из соответствующих таблиц. 2 Знак 3 4 | ||||||||||
10.6.3 Описание процедуры
До проведения выборочного контроля следует выбрать значение фактора из таблицы 26 и выполнить следующее:
a) рассчитать для каждой характеристики максимальное допустимое значение стандартного отклонения процесса по формуле
![]() ;
;
b) сравнить значение стандартного отклонения процесса с
![]() . Если
. Если превышает
![]() , процесс неприемлем, и выборочный контроль не имеет смысла, пока не будет продемонстрировано, что изменчивость процесса в достаточной степени уменьшена;
, процесс неприемлем, и выборочный контроль не имеет смысла, пока не будет продемонстрировано, что изменчивость процесса в достаточной степени уменьшена;
c) если ![]() , то следует определить постоянную приемлемости
, то следует определить постоянную приемлемости из таблицы 26 для данного размера партии и применимой строгости контроля;
d) выбрать произвольную выборку размера из партии и рассчитать для каждой характеристики среднее значение выборки
;
e) используя метод, указанный в 10.6.1, рассчитать ,
,
а затем
.
Партия приемлема, если ![]() .
.
10.7 Процедура во время непрерывного контроля
Поскольку план выборочного контроля по переменным может действовать эффективно только, если:
- контролируемая характеристика нормально распределена;
- ведется учет;
- соблюдаются правила перехода,
то необходимо обеспечить выполнение этих требований.
10.8 Нормальный характер и резкие отклонения
10.8.1 Нормальный характер
Ответственный орган должен проводить проверку на нормальность до начала выборочного контроля. В случае сомнения специалист по статистике должен подсказать, представляется ли распределение подходящим для выборочного контроля по переменным, или следует провести испытания на отклонение от нормального характера, такие как испытания, указанные в ISO 5479. Нормальный характер следует периодически снова подтверждать, если происходит значительное изменение любого вида в производстве, например, смена персонала, изменение конструкции, материалов или метода производства.
10.8.2 Резкие отклонения
Резко отклоняющееся наблюдаемое значение - это значение, которое заметно отклоняется от других значений в выборке, в которой оно происходит. Отдельный выброс значения, даже если он находится в установленных пределах, вызовет увеличение изменчивости и изменение среднего значения, и, следовательно, может привести к непринятию партии (см., например, ISO 5725-2). Когда обнаруживаются выбросы значений, расположение партии должно стать предметом переговоров между производителем и покупателем.
10.9 Учетные документы
10.9.1 Контрольные карты
Одним из преимуществ контроля по переменным является то, что можно обнаружить тенденции изменений (тренды) в уровне качества изделия и дать предупреждение до того, как будет достигнуто неприемлемое номинальное значение. Но это возможно, только если ведется надлежащий учет.
Какой бы метод ни использовался: "" или "
", следует вести учет значений
и
, предпочтительно в виде контрольных карт (см. ISO 7870-1 и ISO 8258).
Эту процедуру следует применять особенно при использовании метода "", чтобы удостовериться, что полученные из выборок значения
оказываются в пределах предписанного значения
.
Значение ![]() (МСОВ), указанное в таблице 24, следует вносить в контрольную карту
(МСОВ), указанное в таблице 24, следует вносить в контрольную карту в качестве указания на неприемлемое значение.
Примечание - Контрольные карты используют для обнаружения трендов. Окончательное решение о приемлемости отдельной партии зависит от процедур, указанных в 10.5 и 10.6.
10.9.2 Партии, которые не принимают
Особое внимание следует уделять учету всех забракованных партий и обеспечению выполнения правил перехода видов контроля. Любая партия, отбракованная по плану выборочного контроля, не должна вновь представляться на контроль полностью или частично без разрешения ответственного органа.
10.10 Нормальный, ужесточенный и сокращенный контроль (см. также 5.12)
Стандартные правила перехода следующие:
a) нормальный контроль используют в начале проверки (если нет иного указания) и будут продолжать в ходе проверки, пока не возникнет необходимость в ужесточенном контроле или пока не будет разрешен сокращенный контроль;
b) ужесточенный контроль должен быть введен, когда две партии при первоначальном нормальном контроле не приняты в пределах любых пяти или менее партий подряд.
Ужесточенный контроль достигается путем уменьшения значений постоянной приемлемости . Значения табулированы в таблице 24 для метода "
" и в таблице 26 для метода "
". Ни при одном из этих методов не происходит изменения размера выборки при переходе от нормального к ужесточенному контролю, если в таблице не указывают направленной вниз стрелкой на то, что необходимо увеличение размера выборки;
c) ужесточенный контроль будет ослаблен, когда пять партий подряд при первоначальном контроле были приняты при ужесточенном контроле; затем будет восстановлен нормальный контроль;
d) сокращенный контроль может быть введен после принятия десяти партий подряд при нормальном контроле при условии, что
1) эти партии были бы приемлемы, если бы уровень приемлемого качества (AQL) был на одну ступень жестче.
Для целей настоящего стандарта был выбран уровень АQL (ППК) = 1,0; "AQL (ППК) на одну ступень выше" означает AQL (ППК) = 0,65. Значения для этого случая приведены в таблице 27.
Таблица 27 - Дополнительные постоянные приемлемости для перехода к сокращенному контролю
Буквенный код размера выборки | Постоянная приемлемости формы |
Е | 2,840 |
F | 2,578 |
G | 2,275 |
Н | 2,084 |
J | 1,880 |
K | 1,840 |
L | 1,750 |
Примечание - Значения приведены из ISO 3951-2 (таблицы G.1 и I.1). | |
2) производство находится под статистическим контролем;
3) ответственный орган считает сокращенный контроль желательным.
Сокращенный контроль проводят на гораздо меньшей выборке, чем нормальный контроль, и значения постоянной приемлемости увеличиваются. Значения
и
для сокращенного контроля приведены в таблице 24 для метода "
" и в таблице 26 для метода "
".
е) Сокращенный контроль прекращают, и снова вводят нормальный контроль, если возникнут любые из следующих обстоятельств при первоначальном контроле:
- партию не принимают;
- производство становится нерегулярным или с задержками;
- ответственный орган больше не считает сокращенный контроль желательным.
10.11 Прекращение и возобновление контроля
Если кумулятивное число забракованных партий в последовательности партий при первоначальном ужесточенном контроле достигнет 5, то процедуры приемки согласно настоящему стандарту будут прекращены.
Контроль согласно положениям настоящего стандарта не будет возобновлен до тех пор, пока производитель не примет мер по улучшению качества представленного изделия или услуги. Затем будет применен ужесточенный контроль, как если бы была дана ссылка на перечисление b), 10.10.
10.12 Переход от метода "" к методу "" и обратно
10.12.1 Оценивание стандартного отклонения процесса
Пока используется часть стандарта, в которой описывается контроль по переменным, среднее взвешенное квадратичное значение значений будут периодически рассчитывать как оценки стандартного отклонения процесса
, как для метода "
", так и для метода "
" (см. В.2 приложения В). Значение
будут оценивать с интервалами в пять партий, если ответственный орган не установит другой интервал. Оценка должна быть основана на 10 предыдущих партиях, если ответственный орган не установит другое число партий.
10.12.2 Состояние статистического контроля
Следует рассчитать верхний уровень контроля для каждой из 10 партий (или другого числа партий, указанного ответственным органом) из выражения , где
- фактор, зависящий от размера выборки и указанный в таблице 28. Если ни одно из стандартных отклонений выборки,
, не превышает соответствующего предела контроля, то можно считать, что процесс находится в состоянии статистического контроля; в противном случае следует считать, что процесс находится вне статистического контроля.
Примечания
1 Если все размеры выборок из партий равны, то значение является общим для всех партий.
2 Если размеры выборок из каждой партии разные, то нет необходимости рассчитывать для тех партий, для которых стандартное отклонение выборки,
, меньше
или равно ему.
3 Значения такие, что в стабильном процессе с постоянным стандартным отклонением
в десяти партиях подряд вероятность того, что одно или несколько стандартных отклонений выборки превышают
, равна 5%. Таким образом, вероятность сигнала ложной тревоги ограничивается до 5%.
Таблица 28 - Значения для верхнего предела регулирования стандартного отклонения выборки
Размер выборки | Фактор |
3 | 2,297 |
4 | 2,065 |
6 | 1,827 |
8 | 1,700 |
9 | 1,654 |
10 | 1,617 |
12 | 1,558 |
13 | 1,534 |
15 | 1,494 |
18 | 1,448 |
25 | 1,377 |
35 | 1,316 |
50 | 1,263 |
70 | 1,221 |
Примечание - Значения приведены из ISO 3951-2 (таблица Н.1). | |
10.12.3 Переход от метода "" к методу ""
Если считают, что процесс находится в состоянии статистического контроля по методу "", то можно ввести метод "
", используя самое последнее значение
.
Примечание - Этот переход проводят по усмотрению ответственного органа.
10.12.4 Переход от метода "" к методу ""
Рекомендуется сохранять контрольную карту даже при методе "". Как только возникнет какое-либо сомнение относительно того, находится ли процесс под статистическим контролем, необходимо будет перевести проверку на метод "
".
10.13 Защита потребителя
Раздел 10 предназначен для использования в качестве системы, в которой применяют ужесточенный, нормальный и сокращенный контроль на непрерывной последовательности партий для обеспечения защиты потребителя при заверении производителем, что очень высока вероятность принятия, если качество будет выше уровня AQL (ППК).
10.14 Кривые рабочих характеристик
Таблицы для определения качества риска для потребителя и риска для производителя предоставляют информацию только о двух точках на кривых рабочих характеристик. Однако о степени защиты потребителя, обеспечиваемой планом отдельного выборочного контроля на любом уровне качества процесса, можно судить по ее кривой рабочих характеристик ОС (РХ). Кривые ОС (РХ) для планов выборочного контроля по методу "" нормального контроля этой части показаны на трех рисунках и в таблицах ниже для нормального, ужесточенного и сокращенного контроля. Следует обращаться к ним при выборе плана выборочного контроля. Значения приведены из ISO 3951-1 (карты С-L).
Эти кривые ОС (РХ) и таблицы относятся к отдельному установленному пределу при методе "". Большинство из них также дают хорошую степень приближения для метода "
", и в случае совмещенного контроля двойных установленных пределов, особенно для более крупных размеров выборок. Если для метода "
" требуются более точные значения ОС (РХ), следует обратиться к ISO 3951-2 (приложение N).
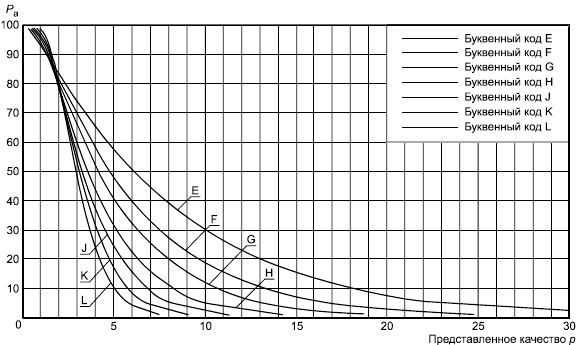
Рисунок 7 - Кривые ОС (РХ) для нормального контроля, AQL (ППК) =1,0
Таблица 29 - Табулированные значения кривых ОС (РХ) для нормального контроля, AQL (ППК) = 1,0
Буквенный код размера выборки | |||||||
Е | F | G | Н | J | K | L | |
| |||||||
99 | 0,24 | 0,31 | 0,39 | 0,47 | 0,59 | 0,74 | 0,89 |
95 | 0,74 | 0,78 | 0,86 | 0,91 | 1,03 | 1,17 | 1,29 |
90 | 1,26 | 1,22 | 1,26 | 1,27 | 1,35 | 1,46 | 1,55 |
75 | 2,81 | 2,43 | 2,28 | 2,11 | 2,08 | 2,10 | 2,11 |
50 | 6,00 | 4,75 | 4,11 | 3,55 | 3,25 | 3,05 | 2,90 |
25 | 11,32 | 8,48 | 6,90 | 5,65 | 4,88 | 4,32 | 3,92 |
10 | 18,20 | 13,27 | 10,43 | 8,23 | 6,82 | 5,78 | 5,05 |
5 | 23,24 | 16,83 | 13,04 | 10,13 | 8,22 | 6,82 | 5,83 |
1 | 34,16 | 24,81 | 18,95 | 14,44 | 11,37 | 9,11 | 7,55 |
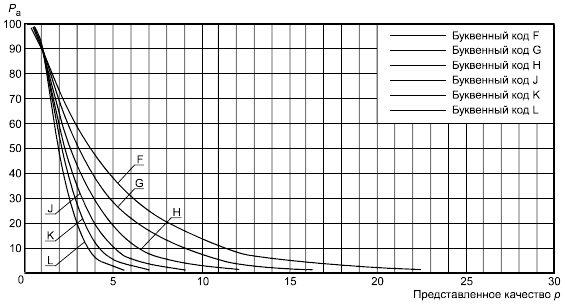
Рисунок 8 - Кривые ОС (РХ) для ужесточенного контроля, AQL (ППК) = 1,0
Таблица 30 - Табулированные значения кривых ОС (РХ) для ужесточенного контроля, AQL (ППК) =1,0
Буквенный код размера выборки | |||||||
Е | F | G | Н | J | K | L | |
| |||||||
99 | - | 0,19 | 0,22 | 0,28 | 0,33 | 0,42 | 0,50 |
95 | - | 0,51 | 0,53 | 0,58 | 0,61 | 0,70 | 0,76 |
90 | - | 0,84 | 0,82 | 0,83 | 0,83 | 0,90 | 0,94 |
75 | - | 1,79 | 1,58 | 1,46 | 1,35 | 1,36 | 1,33 |
50 | - | 3,72 | 3,03 | 2,60 | 2,22 | 2,07 | 1,91 |
25 | - | 7,00 | 5,40 | 4,34 | 3,51 | 3,07 | 2,68 |
10 | - | 11,40 | 8,51 | 6,58 | 5,12 | 4,25 | 3,58 |
5 | - | 14,75 | 10,89 | 8,27 | 6,31 | 5,12 | 4,21 |
1 | - | 22,46 | 16,42 | 12,21 | 9,07 | 7,08 | 5,64 |
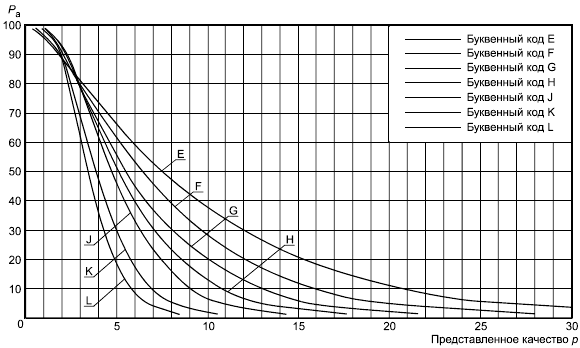
Рисунок 9 - Кривые ОС (РХ) для сокращенного контроля, AQL (ППК) = 1,0
Таблица 31 -Табулированные значения кривых ОС (РХ) для сокращенного контроля, АQL (ППК) = 1,0
Буквенный код размера выборки | |||||||
Е | F | G | Н | J | K | L | |
| |||||||
99 | 0,34 | 0,36 | 0,41 | 0,56 | 0,69 | 0,89 | 1,08 |
95 | 1,36 | 1,19 | 1,13 | 1,27 | 1,38 | 1,57 | 1,74 |
90 | 2,58 | 2,08 | 1,83 | 1,90 | 1,94 | 2,09 | 2,21 |
75 | 6,46 | 4,76 | 3,77 | 3,49 | 3,28 | 3,27 | 3,22 |
50 | 14,59 | 10,21 | 7,51 | 6,35 | 5,55 | 5,14 | 4,75 |
25 | 27,17 | 18,86 | 13,39 | 10,65 | 8,84 | 7,73 | 6,79 |
10 | 41,32 | 29,28 | 20,66 | 15,91 | 12,80 | 10,76 | 9,11 |
5 | 50,30 | 36,40 | 25,84 | 19,70 | 15,64 | 12,91 | 10,73 |
1 | 66,36 | 50,54 | 36,84 | 27,96 | 21,90 | 17,65 | 14,29 |
10.15 Риск для потребителя CR (РП)
Если последовательность партий недостаточно велика для того, чтобы можно было применить правила перехода, может оказаться желательным ограничить выбор планов выборочного контроля планами, связанными с заданным значением приемлемого качества AQL (ППК) (в случае настоящего стандарта - 1,0), которые обеспечивают качество с риском для потребителя не более, чем защита с предельным качеством. Планы выборочного контроля для этой цели допускается отбирать путем выбора качества с риском потребителя CRQ (КРП) и риска потребителя, который должен быть связан с этим.
В таблице 32 приведены значения уровней качества с риском для потребителя CRQ (КРП) для метода "", соответствующего риску для потребителя 10% и 5%, соответственно.
Таблица 32 - Качество риска для потребителя CRQ (КРП): метод ""
Размеры партий для уровня контроля | Буквен- | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||||
CR (РП), % | 10 | 5 | 10 | 5 | CR (РП), % | 10 | 5 | |||
II | III | Размер выборки | CRQ (КРП), % | Размер выборки | CRQ (КРП), % | |||||
От 51 до 90 | - | Е | 9 | 18,2 | 23,24 | 4 | 41,32 | 50,30 | ||
От 91 до 150 | От 51 до 90 | F | 13 | 13,27 | 16,83 | 11,4 | 14,75 | 6 | 29,28 | 36,40 |
От 151 до 280 | От 91 до 150 | G | 18 | 10,43 | 13,04 | 8,51 | 10,89 | 9 | 20,66 | 25,84 |
От 281 до 500 | От 151 до 280 | Н | 25 | 8,23 | 10,13 | 6,58 | 8,27 | 13 | 15,91 | 19,70 |
От 501 до 1200 | От 281 до 500 | J | 35 | 6,82 | 8,22 | 5,12 | 6,31 | 18 | 12,8 | 15,64 |
От 1201 до 3200 | От 501 до 1200 | К | 50 | 5,78 | 6,82 | 4,25 | 5,12 | 25 | 10,76 | 12,91 |
- | От 1201 до 3200 | L | 70 | 5,05 | 5,83 | 3,58 | 4,21 | 35 | 9,11 | 10,73 |
Примечания 1 Значения приведены из ISO 3951-2 (таблицы L.1, L.3 и L.5) и ISO 3951-1 (карты С-L). 2 Размеры выборок одни и те же для нормального и ужесточенного контроля. 3 Знак | ||||||||||
В таблице 33 приведены значения уровней качества риска для потребителя CRQ (КРП) для метода "", соответствующего риску потребителя 10% и 5%, соответственно.
Таблица 33 - Качество риска для потребителя CRQ (КРП): метод ""
Размеры партий для уровня контроля | Буквен- | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||||
CR (РП), % | 10 | 5 | 10 | 5 | CR (РП), % | 10 | 5 | |||
II | III | Размер выборки | CRQ (КРП), % | Размер выборки | CRQ (КРП), % | |||||
От 51 до 90 | - | Е | 6 | 14,6 | - | 3 | 40,1 | - | ||
От 91 до 150 | От 51 до 90 | F | 8 | 11,0 | - | 8,57 | - | 4 | 27,6 | - |
От 151 до 280 | От 91 до 150 | G | 10 | 9,07 | - | 6,79 | - | 6 | 18,2 | - |
От 281 до 500 | От 151 до 280 | Н | 12 | 7,64 | - | 5,72 | - | 8 | 14,4 | - |
От 501 до 1200 | От 281 до 500 | J | 15 | 6,63 | - | 4,67 | - | 10 | 12,0 | - |
От 1201 до 3200 | От 501 до 1200 | K | 18 | 6,00 | - | 4,21 | - | 12 | 10,7 | - |
- | От 1201 до 3200 | L | 21 | 5,52 | - | 3,77 | - | 15 | 9,36 | - |
Примечания 1 Значения приведены из ISO 3951-2 (таблицы L.2, L.4 и L.6). 2 Размеры выборок одни и те же для нормального и ужесточенного контроля. 3 Значения CRQ (КРП) для CR (РП) = 5% не приведены в ISO 3951-2. Поскольку кривые ОС (РХ), предназначенные для метода " 4 Знак | ||||||||||
Однако не следует применять контроль по переменным к изолированным партиям, поскольку теория выборочного контроля по переменным относится к процессу. В отношении изолированных партий лучше и эффективнее использовать планы выборочного контроля по показателям, описанным в разделе 8.
См. также ISO 3951-2 (приложение L).
Пример - С буквенным кодом размера выборки G, при нормальном контроле с применением метода "" CRQ (КРП) для CR (РП) = 10% - 10,43%.
Это означает, что, если качество процесса низкое до 10,43% несоответствий, риск для потребителя, означающий, что партия будет принята, составляет 10%.
10.16 Риск для производителя PR (РПр)
В таблицах 34 и 35 указана вероятность непринятия по методам "" и "
", соответственно, для партий, проводимых, когда доля несоответствий процесса равна AQL (ППК). Эту вероятность называют "риск для производителя" PR (РПр).
Таблица 34 - Риск для производителя PR (РПр): метод ""
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||
II | Ill | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | |
От 51 до 90 | - | Е | 9 | 7,4 | 4 | 3,5 | ||
От 91 до 150 | От 51 до 90 | F | 13 | 7,4 | 13 | 12,5 | 6 | 4,0 |
От 151 до 280 | От 91 до 150 | G | 18 | 6,6 | 18 | 13,5 | 9 | 4,1 |
От 281 до 500 | От 151 до 280 | Н | 25 | 6,1 | 25 | 13,8 | 13 | 3,2 |
От 501 до 1200 | От 281 до 500 | J | 35 | 4,7 | 35 | 14,7 | 18 | 2,4 |
От 1201 до 3200 | От 501 до 1200 | K | 50 | 3,0 | 50 | 12,8 | 35 | 1,4 |
- | От 1201 до 3200 | L | 70 | 1,7 | 70 | 12,0 | 35 | 0,8 |
Примечания | ||||||||
Таблица 35 - Риск для производителя PR (РПр): метод ""
Размеры партий для уровней контроля | Буквенный код размера выборки | Нормальный контроль | Ужесточенный контроль | Сокращенный контроль | ||||
II | Ill | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | Размер выборки | PR (РПр), % | |
От 51 до 90 | - | Е | 6 | 3,3 | 3 | 1,0 | ||
От 91 до 150 | От 51 до 90 | F | 8 | 3,4 | 8 | 7,6 | 4 | 1,5 |
От 151 до 280 | От 91 до 150 | G | 10 | 3,2 | 10 | 8,7 | 6 | 1,4 |
От 281 до 500 | От 151 до 280 | Н | 12 | 3,4 | 12 | 9,6 | 8 | 1,1 |
От 501 до 1200 | От 281 до 500 | J | 15 | 2,8 | 15 | 10,9 | 10 | 0,9 |
От 1201 до 3200 | От 501 до 1200 | К | 18 | 2,3 | 18 | 10,3 | 12 | 0,7 |
- | От 1201 до 3200 | L | 21 | 2,0 | 21 | 10,9 | 15 | 0,4 |
Примечания 1 Значения приведены из ISO 3951-2 (таблицы М.2, М.4 и М.6). 2 Знак | ||||||||
Пример - С буквенным кодом размера выборки G, при нормальном контроле с применением метода "" PR (РПр) равным 6,6%. Это означает, что, если качество процесса составляет 1,0% несоответствий, то риск производителя, что партия не будет принята, составляет 6,6%.
Следует обратить внимание на увеличение PR (РПр) при ужесточенном контроле.
Приложение А
(справочное)
Случайные числа
Таблица А.1 - Случайные числа
0110 | 9140 | 2804 | 8046 | 7142 | 6277 | 6210 | 8627 | 3209 | 6845 |
5327 | 3946 | 6289 | 6117 | 0060 | 2827 | 6546 | 2738 | 8760 | 6604 |
5373 | 8259 | 4956 | 8185 | 0135 | 8640 | 7410 | 6335 | 0831 | 2774 |
9244 | 9452 | 8324 | 8062 | 9817 | 9853 | 7479 | 9559 | 4264 | 6919 |
4148 | 3948 | 5399 | 8687 | 3568 | 4046 | 4558 | 0705 | 5075 | 4440 |
2403 | 4351 | 8240 | 3554 | 3568 | 4701 | 7494 | 6036 | 7735 | 4082 |
1828 | 1956 | 1646 | 1370 | 9096 | 0738 | 8015 | 0513 | 6969 | 0949 |
7249 | 9634 | 4263 | 4345 | 0567 | 1272 | 5302 | 3352 | 7389 | 9976 |
7116 | 9731 | 2195 | 3265 | 9542 | 2808 | 1720 | 4832 | 2553 | 7425 |
6659 | 8200 | 4135 | 6116 | 3019 | 6223 | 7323 | 0965 | 8105 | 4394 |
2267 | 0362 | 5242 | 0261 | 7990 | 8886 | 0375 | 7577 | 8422 | 5230 |
9460 | 9813 | 8325 | 6031 | 1102 | 2825 | 4899 | 1599 | 1199 | 0909 |
2985 | 3541 | 6445 | 7981 | 8796 | 9480 | 2409 | 9456 | 7725 | 0183 |
4313 | 0666 | 2179 | 1031 | 7804 | 8075 | 8187 | 6575 | 0065 | 2170 |
6930 | 5368 | 4520 | 7727 | 2536 | 4166 | 7653 | 0448 | 2560 | 4795 |
8910 | 3585 | 5655 | 1904 | 0681 | 6310 | 0568 | 3718 | 3537 | 8858 |
8439 | 1052 | 5883 | 9283 | 1053 | 5667 | 0572 | 0611 | 0100 | 5190 |
4691 | 6787 | 4107 | 5073 | 8503 | 6875 | 7525 | 8894 | 7426 | 0212 |
1034 | 1157 | 5888 | 0213 | 2430 | 7397 | 7204 | 6893 | 7017 | 7038 |
7472 | 4581 | 3837 | 8961 | 7931 | 6351 | 1727 | 9793 | 2142 | 0816 |
2950 | 7419 | 6874 | 1128 | 5108 | 7643 | 7335 | 5303 | 2703 | 8793 |
1312 | 7297 | 3848 | 4767 | 5386 | 7361 | 2079 | 3197 | 8904 | 4332 |
8734 | 4921 | 6201 | 5057 | 9228 | 9938 | 5104 | 6662 | 1617 | 2323 |
2907 | 0737 | 8496 | 7509 | 9304 | 7112 | 5528 | 2390 | 7736 | 0475 |
1294 | 4883 | 2536 | 2351 | 5860 | 0344 | 2595 | 4880 | 5167 | 5370 |
0430 | 5819 | 7017 | 4512 | 8081 | 9198 | 9786 | 7388 | 0704 | 0138 |
5632 | 0752 | 8287 | 8178 | 8552 | 2264 | 0658 | 2336 | 4912 | 4268 |
7960 | 0067 | 7837 | 9890 | 4490 | 1619 | 6766 | 6148 | 0370 | 8322 |
5138 | 6660 | 7759 | 9633 | 0924 | 1094 | 5103 | 1371 | 2874 | 5400 |
8615 | 7292 | 1010 | 9987 | 2993 | 5116 | 7876 | 7215 | 9715 | 3906 |
4968 | 8420 | 5016 | 1391 | 8711 | 4118 | 3881 | 9840 | 5843 | 0751 |
9228 | 3232 | 5804 | 8004 | 0773 | 7886 | 0146 | 2400 | 6957 | 8968 |
9657 | 9617 | 1033 | 0469 | 3564 | 3799 | 2784 | 3815 | 3611 | 8362 |
9270 | 5743 | 8129 | 8655 | 4769 | 2900 | 6421 | 2788 | 4858 | 5335 |
8206 | 3008 | 7396 | 0240 | 0524 | 3384 | 6518 | 4268 | 5988 | 9096 |
1562 | 7953 | 0607 | 6254 | 0132 | 3860 | 6630 | 2865 | 9750 | 9397 |
1568 | 4342 | 5173 | 3322 | 0026 | 7513 | 1743 | 1299 | 1340 | 6470 |
5697 | 9273 | 8609 | 8442 | 1780 | 1961 | 7221 | 5630 | 8036 | 4029 |
3186 | 0656 | 3248 | 0341 | 9308 | 9853 | 5129 | 3956 | 4717 | 7594 |
3275 | 7697 | 1415 | 5573 | 9661 | 0016 | 4090 | 2384 | 7698 | 4588 |
7931 | 1949 | 1739 | 3437 | 6157 | 2128 | 6026 | 2268 | 5247 | 2987 |
5956 | 2912 | 2698 | 5721 | 1703 | 2321 | 8880 | 3268 | 7420 | 2121 |
1866 | 7901 | 4279 | 4715 | 9741 | 2674 | 7148 | 8392 | 2497 | 8018 |
2673 | 7071 | 4948 | 8100 | 7842 | 8208 | 3256 | 3217 | 8331 | 7256 |
7824 | 5427 | 0957 | 6076 | 2914 | 0336 | 3466 | 0631 | 5249 | 7289 |
2251 | 0864 | 0373 | 7808 | 1256 | 1144 | 4152 | 8262 | 4998 | 3315 |
7661 | 8813 | 5810 | 2612 | 3237 | 2829 | 3133 | 4833 | 7826 | 1897 |
6651 | 6718 | 1088 | 2972 | 0673 | 8440 | 3154 | 6962 | 0199 | 2604 |
2917 | 4989 | 9207 | 4484 | 0916 | 9129 | 6517 | 0889 | 0137 | 9055 |
5970 | 3582 | 2346 | 8356 | 0780 | 4899 | 7204 | 1042 | 8795 | 2435 |
1564 | 8048 | 6359 | 8802 | 2860 | 3546 | 3117 | 7357 | 9945 | 5739 |
6022 | 9676 | 5768 | 3388 | 9918 | 8897 | 1119 | 9441 | 8934 | 8555 |
8418 | 9906 | 0019 | 0550 | 4223 | 5586 | 4842 | 8786 | 0855 | 5650 |
5948 | 1652 | 2545 | 3981 | 2102 | 3523 | 7419 | 2359 | 0381 | 8457 |
6945 | 3629 | 7351 | 3502 | 1760 | 0550 | 8874 | 4599 | 7809 | 9474 |
0370 | 1165 | 8035 | 4415 | 9812 | 4312 | 3524 | 1382 | 4732 | 2303 |
6702 | 6457 | 2270 | 8611 | 8479 | 1419 | 0835 | 1866 | 1307 | 4211 |
3740 | 4721 | 3002 | 8020 | 0182 | 4451 | 9389 | 1730 | 3394 | 7094 |
3833 | 3356 | 9025 | 5749 | 4780 | 6042 | 3829 | 8458 | 1339 | 6948 |
8683 | 7947 | 4719 | 9403 | 7863 | 0701 | 9245 | 5960 | 9257 | 2588 |
6794 | 1732 | 4809 | 9473 | 5893 | 1154 | 0067 | 0899 | 1184 | 8630 |
5054 | 1532 | 9498 | 7702 | 0544 | 0087 | 9602 | 6259 | 3807 | 7276 |
1733 | 6560 | 9758 | 8586 | 3263 | 2532 | 6668 | 2888 | 1404 | 3887 |
6609 | 6263 | 9160 | 0600 | 4304 | 2784 | 1089 | 7321 | 5618 | 6172 |
3970 | 7716 | 8807 | 6123 | 3748 | 1036 | 0516 | 0607 | 2710 | 3700 |
9504 | 2769 | 0534 | 0758 | 9824 | 9536 | 7825 | 2985 | 3824 | 3449 |
0668 | 9636 | 6001 | 9372 | 8746 | 1579 | 6102 | 7990 | 4526 | 3429 |
4364 | 0606 | 4355 | 2395 | 2070 | 8915 | 8461 | 9820 | 6811 | 5873 |
8875 | 3041 | 7183 | 2261 | 7210 | 6072 | 7128 | 0825 | 8281 | 6815 |
4521 | 3391 | 6695 | 5986 | 2416 | 7979 | 8106 | 7759 | 6379 | 2101 |
5066 | 1454 | 9642 | 8675 | 8767 | 0582 | 0410 | 5515 | 2697 | 1575 |
9138 | 5003 | 8633 | 2670 | 7575 | 4021 | 0391 | 0118 | 9493 | 2291 |
0975 | 1836 | 7629 | 5136 | 7824 | 3916 | 0542 | 2614 | 6567 | 3015 |
1049 | 9925 | 3408 | 3029 | 7244 | 1766 | 1013 | 0221 | 8492 | 3801 |
0682 | 1343 | 7454 | 9600 | 8598 | 9953 | 5773 | 6482 | 4439 | 6708 |
0263 | 4909 | 9832 | 0627 | 1155 | 4007 | 0446 | 6988 | 4699 | 1740 |
2733 | 3398 | 7630 | 3824 | 0734 | 7736 | 8465 | 0849 | 0459 | 8733 |
1441 | 2684 | 1116 | 0758 | 5411 | 3365 | 4489 | 6241 | 6413 | 3615 |
5014 | 5616 | 1721 | 8772 | 4605 | 0388 | 1399 | 5993 | 7459 | 4445 |
3745 | 5956 | 5512 | 8577 | 4178 | 0031 | 3090 | 2296 | 0124 | 5896 |
8384 | 8727 | 5567 | 5881 | 3721 | 1898 | 3758 | 7236 | 6860 | 1740 |
9944 | 8361 | 7050 | 8783 | 3815 | 9768 | 3247 | 1706 | 9355 | 3510 |
3045 | 2466 | 6640 | 6804 | 1704 | 8665 | 2539 | 2320 | 9831 | 9442 |
5939 | 5741 | 7210 | 0872 | 3279 | 3177 | 6021 | 2045 | 0163 | 3706 |
4294 | 1777 | 5386 | 7182 | 7238 | 8408 | 7674 | 1719 | 9068 | 9921 |
3787 | 2516 | 2661 | 6711 | 9240 | 5994 | 3068 | 5524 | 0932 | 5520 |
4764 | 2339 | 4541 | 5415 | 6314 | 7979 | 3634 | 5320 | 5400 | 6714 |
0292 | 9574 | 0285 | 4230 | 2283 | 5232 | 8830 | 5662 | 6404 | 2514 |
7876 | 1662 | 2627 | 0940 | 7836 | 3741 | 3217 | 8824 | 7393 | 7306 |
3490 | 3071 | 2967 | 4922 | 3658 | 4333 | 6452 | 9149 | 4420 | 6091 |
3670 | 8960 | 6477 | 3671 | 9318 | 1317 | 6355 | 4982 | 6815 | 0814 |
3665 | 2367 | 8144 | 9663 | 0990 | 6155 | 4520 | 0294 | 7504 | 0223 |
3792 | 0557 | 8489 | 8446 | 8082 | 1122 | 1181 | 8142 | 7119 | 3200 |
2618 | 2204 | 9433 | 2527 | 5744 | 9330 | 0721 | 8866 | 3695 | 1081 |
8972 | 8829 | 0962 | 5597 | 9834 | 5857 | 9800 | 7375 | 9209 | 0630 |
7305 | 8852 | 1688 | 3571 | 3393 | 2990 | 9488 | 8883 | 2476 | 9136 |
1794 | 4551 | 1262 | 4845 | 4039 | 7760 | 1565 | 4745 | 1178 | 8370 |
3179 | 1304 | 7767 | 4769 | 7373 | 5195 | 5013 | 6894 | 5734 | 5852 |
2930 | 3828 | 7172 | 3188 | 7487 | 2191 | 1225 | 7770 | 3999 | 0006 |
8418 | 9627 | 7948 | 6243 | 1176 | 9393 | 2252 | 0377 | 9798 | 8648 |
Приложение В
(справочное)
Процедура получения или
B.1 Процедура получения
Оценку из выборки стандартного отклонения совокупности в общем обозначают знаком . Его значение можно получить из математической формулы
 , (В.1)
, (В.1)
где - значение качества, характерное для
-го образца в выборке размером
; и
- среднее значение
, т.е.
![]() . (B.2)
. (B.2)
Подробнее см. ISO 3951-2 (пункт J.1).
Примечание - В ISO 3951-2 формула В.2 ошибочна. Проводится работа по ее уточнению.
В.2 Процедура получения
Если из контрольной карты видно, что значение под контролем, то можно предположить, что
- взвешенное среднее квадратичное значение
, получаемое по следующей формуле:
 , (В.3)
, (В.3)
где - число партий;
- размер выборки из
-й партии;
- стандартное отклонение размера выборки
-й партии.
Если размеры выборок из каждой партии равны, то вышеуказанная формула представляется в виде
 . (В.4)
. (В.4)
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2859-1:1999 ISO 2859-1:1999/Cor 1:2001 Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий | IDT | ГОСТ ISO 2859-1-2009* Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества |
________________ * На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 . - . | ||
ISO 2859-2:1985 Процедуры выборочного контроля по качественным признакам. Часть 2. Планы выборочного контроля с указанием предельных уровней качества (LQ) для контроля отдельных партий | - | * |
ISO 2859-3:2005 Процедуры выборочного контроля по качественным признакам. Часть 3. Процедуры выборочного контроля с пропуском отдельных партий | - | * |
ISO 3951-1:2005 Методы выборочного контроля по количественным признакам. Часть 1. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по одной характеристике качества и одному AQL | - | * |
ISO 3951-2:2006 Методы выборочного контроля по количественным признакам. Часть 2. Планы одноступенчатого выборочного контроля, индексируемые по приемочному уровню качества (AQL), для последовательного контроля партий по независимым характеристикам качества | - | * |
ISO 5479:1997 Статистическая обработка данных. Критерии отклонения от нормального распределения | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
ИСО 2854:1976, Издание 1 | Statistical interpretation of data; Techniques of estimation and tests relating to means and variances (Статистическое истолкование данных - Способы оценки и испытания, относящиеся к средним значениям и расхождениям) |
ИСО 2859-10:2006 | Sampling procedures for inspection by attributes - Part 10: Introduction to the ISO 2859 series of standards for sampling for inspection by attributes (Процедуры отбора для контроля по показателям. Часть 10. Введение в серию стандартов ИСО 2859 для отбора для контроля по показателям) |
ИСО 3534-1:2006, Издание 2 | Statistics - Vocabulary and symbols - Part 1: General statistical terms and terms used in probability (Статистика. Терминология и символы (обозначения). Часть 1. Общие статистические термины и термины, используемые по вероятности) |
ИСО 5725-2:1994 | Accuracy (trueness and precision) of measurement methods and results - Part 2: Basic method for the determination of repeatability and reproducibility of a standard measurement method [Точность (правильность и верность) методов и результатов измерения. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерения] |
ИСО 7870-1:2007 | Control charts - Part 1: General guidelines (Контрольные карты. Общие указания) |
ИСО 7966:1993 | Acceptance control charts (Карты приемочного контроля) |
ИСО 8258:1991 | Shewhart control charts (Контрольные карты Шухарта) |
ИСО/TR 8550-1:2007 | Guidance on the selection and usage of acceptance sampling systems for inspection of discrete items in lots - Part 1: Acceptance sampling (Руководство по отбору и использованию систем выборочного контроля при приемке для контроля дискретных образцов в партиях. Часть 1. Выборочный контроль при приемке) |
ИСО/TR 8550-2:2007 | Guidance on the selection and usage of acceptance sampling systems for inspection of discrete items in lots - Part 2: Sampling by attributes (Руководство по отбору и использованию систем выборочного контроля при приемке для контроля дискретных образцов в партиях. Часть 2. Выборочный контроль по показателям) |
ИСО/TR 8550-3:2007 | Guidance on the selection and usage of acceptance sampling systems for inspection of discrete items in lots - Part 3: Sampling by variables (Руководство по отбору и использованию систем выборочного контроля при приемке для контроля дискретных образцов в партиях. Часть 3. Выборочный контроль по переменным) |
__________________________________________________________________________
УДК 621.317.799:006.354 МКС 17.220 IDT
91.140.50
Ключевые слова: аппаратура для измерения электрической энергии, переменный ток, приемочный контроль, общие методы приемочного контроля
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}