ГОСТ Р ИСО 28927-5-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Вибрация
ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ РУЧНЫХ МАШИН
Часть 5
Машины сверлильные ударные и безударные
Mechanical vibration. Evaluation of vibration emission of hand-held power tools. Part 5. Drills and impact drills
ОКС 13.160
25.140.10
Дата введения 2013-12-01
Предисловие
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Научно-исследовательский центр контроля и диагностики технических систем" (АНО "НИЦ КД") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 183 "Вибрация, удар и контроль технического состояния"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1374-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 28927-5:2009* "Машины ручные. Методы испытаний для определения вибрационной активности. Часть 5. Машины сверлильные ударные и безударные" (ISO 28927-5:2009 "Hand-held portable power tools - Test methods for evaluation of vibration emission - Part 5: Drills and impact drills", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных и европейских стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Август 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт согласно классификации ГОСТ 12.1.012 относится к стандартам безопасности типа C (испытательный код по вибрации), которые устанавливают лабораторные методы измерения вибрации на рукоятках ручных машин в целях заявления и подтверждения их вибрационных характеристик.
________________
При необходимости эти методы могут быть использованы в других целях, например, при входном, периодическом или послеремонтном контроле продукции [см. ГОСТ 12.1.012, (пункт 4.2)].
Если требования, установленные испытательным кодом по вибрации, отличаются от требований стандартов безопасности более высокого уровня (типов A и C по классификации ГОСТ 12.1.012), то руководствоваться следует испытательным кодом по вибрации.
Общие требования к испытательным кодам по вибрации для ручных машин установлены ГОСТ 16519 (стандарт безопасности типа B).
Основным отличием настоящего стандарта от ГОСТ 16519 является определение точек измерений преимущественно на рукоятке ручной машины, как можно ближе к кисти руки оператора, между большим и указательным пальцами, поскольку при таком расположении датчика вибрации он в минимальной степени влияет на обхват рукоятки кистью оператора.
Исследования показывают, что вибрация сверлильных машин разных типов в типичных условиях их применения может быть существенно разной. Для машин ударного действия основным источником вибрации являются наносимые удары, а результаты измерений вибрации в значительной степени зависят от состояния головки сверла, объекта сверления и особенностей работы оператора. Для машин безударного действия создаваемая вибрация зависит от дисбаланса зажимного патрона, биения патрона и дисбаланса вставного инструмента. В некоторых случаях существенным источником вибрации является изменяющиеся условия контакта сверла с материалом.
Настоящий стандарт устанавливает метод испытаний с имитацией реального рабочего процесса сверления. Для обеспечения достаточно хорошей воспроизводимости результатов измерений, отвечающих требованиям представительности по ГОСТ 16519, в настоящем стандарте установлена детализированная процедура испытаний, все требования которой должны быть соблюдены с высокой точностью. Вместе с тем при необходимости оценить вибрацию на конкретном рабочем месте следует применять методы ГОСТ 31192.2.
Испытательные коды по вибрации для ручных машин предназначены для того, чтобы получить (усреднением по ансамблю машин) оценку верхнего квартиля распределения параметра вибрации для машин данной модели в реальных условиях применения. Эта вибрация может существенно отличаться от измерения к измерению и зависит от многих факторов, в число которых входят оператор, применяющий машину, рабочее задание, состояние вставного инструмента или расходных материалов. Существенное влияние оказывает также и качество технического обслуживания машин. Особенно значительным влияние оператора и выполняемой операции становится в случае, если вибрация, создаваемая ручной машиной, невелика. Поэтому если в результате испытаний в соответствии с испытательным кодом по вибрации получено значение параметра вибрационной характеристики менее 2,5 м/с, то для оценки вибрации на рабочем месте следует использовать значение 2,5 м/с
.
Для более точной оценки вибрации на рабочем месте применяют ГОСТ 31192.2. Эта оценка может оказаться как выше, так и ниже той, что получена с использованием вибрационной характеристики, заявленной для данной ручной машины. К повышению вибрации приводят такие факторы, связанные с техническим состоянием машины, как износ и искривление сверла, износ и дисбаланс зажимного патрона, а также неправильно подобранное сочетание мощности ручной машины, размера сверла и прилагаемой силы подачи.
1 Область применения
Настоящий стандарт устанавливает лабораторный метод определения параметров вибрационной характеристики сверлильных машин ударного и безударного действия (далее - машины) по измерениям вибрации на рукоятках. Результаты испытаний могут быть использованы для сравнения разных моделей машины одного вида.
Настоящий стандарт распространяется на сверлильные машины прямые, угловые, с рукояткой пистолетного типа, вращательного и ударного действия, предназначенные для высверливания отверстий в любых материалах (см. раздел 5), с пневматическим и иным приводом.
Настоящий стандарт не распространяется на дрели большой мощности с винтовой подачей, а также на сверлильные машины с приводом от двигателей внутреннего сгорания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ISO 185:2005, Grey cast irons - Classification (Чугун серый литейный. Классификация)
________________
Заменен на ISO 185:2019.
ISO 630:1995, Structural steels - Plates, wide flats, bars, sections and profiles (Сталь конструкционная. Прокат толстолистовой, широкополосный, сортовые и фасонные профили)
________________
Заменен на ISO 630-1:2011, ISO 630-2:2011, ISO 630-3:2012, ISO 630-4:2012.
ISO 679:2009, Cement - Test methods - Determination of strength (Цемент. Методы испытаний. Определение прочности)
ISO 2787:1984, Rotary and percussive pneumatic tools - Performance tests (Машины пневматические вращательного и ударного действия. Эксплуатационные испытания)
ISO 5349:2001 (all parts), Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration (Вибрация. Измерения локальной вибрации и оценка ее воздействия на человека)
ISO 5391:2003, Pneumatic tools and machines - Vocabulary (Пневматические машины и инструмент. Словарь)
ISO 17066:2007, Hydraulic tools - Vocabulary (Инструмент гидравлический. Словарь)
ISO 20643:2005, Mechanical vibration - Hand-held and hand-guided machinery - Principles for evaluation of vibration emission (Вибрация. Машины ручные и с ручным управлением. Принципы определения параметров виброактивности)
EN 12096:1997, Mechanical vibration - Declaration and verification of vibration emission values (Вибрация. Заявление и подтверждение вибрационных характеристик)
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте применены термины по ИСО 5391, ИСО 17066 и ИСО 20643, а также следующие термины с соответствующими определениями.
3.1.1 сверлильная машина (drill): Ручная машина, передающая вращение на шпиндель, обычно через зубчатый редуктор.
Примечание 1 - На шпинделе обычно находится зажимной патрон, конус Морзе или другое устройство, позволяющее использовать машину для сверления и развертки (в металле, дереве и других материалах) отверстий.
Примечание 2 - Данное определение модифицировано по отношению к ИСО 5391:2003, статья 2.1.1.
3.1.2 прямая сверлильная машина (straight drill): Сверлильная машина, выходной шпиндель которой расположен на одной оси с рукояткой и двигателем.
Примечание - Данное определение модифицировано по отношению к ИСО 5391:2003, статья 2.1.1.1.
3.1.3 угловая сверлильная машина (angle drill): Сверлильная машина, шпиндель которой расположен под углом к рукоятке и двигателю.
Примечание - Данное определение модифицировано по отношению к ИСО 5391:2003, статья 2.1.1.3.
3.1.4 сверлильная машина с рукояткой пистолетного типа (drill with pistol grip): Сверлильная машина, рукоятка которой расположена сбоку от двигателя и шпинделя.
[ИСО 5391:2003. статья 2.1.1.2]
3.1.5 ударная сверлильная машина (impact drill): Сверлильная машина со встроенным ударным механизмом, позволяющим шпинделю помимо вращательного движения совершать также движения в осевом направлении.
3.1.6 устройство нагружения (loading device): Устройство, обеспечивающее вращение шпинделя с постоянной частотой и поглощение производимой машиной энергии.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения.
Обозна- | Величина | Единица измерения |
Среднеквадратичное значение корректированного ускорения в одном направлении измерений | м/с | |
Полное среднеквадратичное значение ускорения | м/с | |
Среднее арифметическое значений | м/с | |
Среднее арифметическое значений | м/с | |
Среднее арифметическое значений | м/с | |
Заявленное значение параметра вибрационной характеристики | м/с | |
Выборочное стандартное отклонение для серии измерений | м/с | |
Стандартное отклонение воспроизводимости | м/с | |
Коэффициент вариации в серии измерений | - | |
Параметр, характеризующий неопределенность измерения (расширенная неопределенность) | м/с |
4 Основополагающие стандарты и испытательные коды по вибрации
Настоящий стандарт основан на требованиях основополагающего стандарта ИСО 20643 к испытательным кодам по вибрации для ручных машин, в том числе в части структуры стандарта, за исключением приложений.
В приложении A приведена рекомендуемая форма протокола испытаний, в приложении B - процедура определения расширенной неопределенности.
5 Машины, на которые распространяется настоящий стандарт
Настоящий стандарт распространяется на машины, применяемые для сверления отверстий в любых материалах посредством производимого ими вращательного или вращательного и ударного движения.
Примеры типичных машин, на которые распространяется настоящий стандарт, показаны на рисунках 1-7.
|

Рисунок 1 - Прямая сверлильная машина
|

Рисунок 2 - Прямая сверлильная машина с поддерживающей рукояткой
|
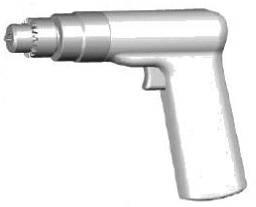
Рисунок 3 - Сверлильная машина с рукояткой пистолетного типа
|
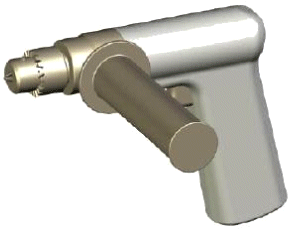
Рисунок 4 - Сверлильная машина с рукояткой пистолетного типа и поддерживающей рукояткой
|
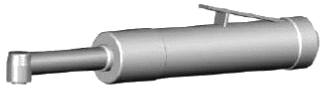
Рисунок 5 - Угловая сверлильная машина
|
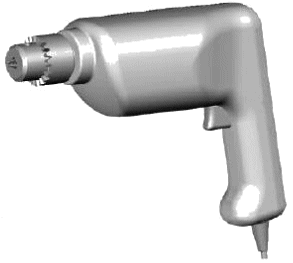
Рисунок 6 - Ударная сверлильная машина
|
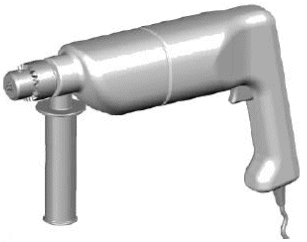
Рисунок 7 - Ударная сверлильная машина с поддерживающей рукояткой
6 Измеряемая вибрация
6.1 Направления измерений
Измерения локальной вибрации проводят для каждой рукоятки одновременно в трех ортогональных направлениях, показанных на рисунках 8-14.
6.2 Точки измерений
Измерения проводят в зонах обхвата, в которых оператор удерживает машину и прилагает силу подачи при ее нормальном использовании. Для одноручных машин измерения проводят в одной точке.
Для каждой из зон обхвата предпочтительным является расположение датчиков вибрации по возможности ближе к кисти руки оператора, между большим и указательным пальцами.
Если установка датчиков вибрации в предпочтительных точках измерений невозможна, то используют дополнительные точки измерений, расположенные на той же стороне рукоятки, что и предпочтительные точки, и как можно ближе к ним.
Для антивибрационных рукояток используют те же предпочтительные и дополнительные точки измерений.
Предпочтительные и дополнительные точки измерений для машин разных типов, на которые распространяется настоящий стандарт, показаны на рисунках 8-14.
|
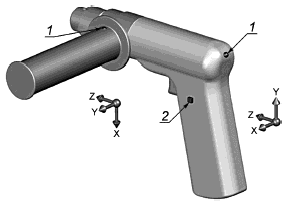
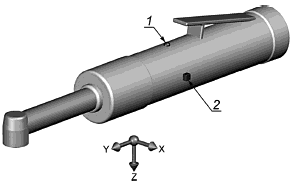
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 8 - Точки и направления измерений для прямой сверлильной машины
|
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 9 - Точки и направления измерений для прямой сверлильной машины с поддерживающей рукояткой
|
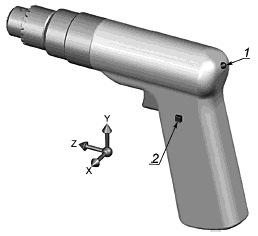
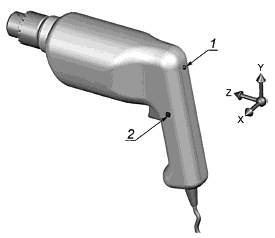
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 10 - Точки и направления измерений для сверлильной машины с рукояткой пистолетного типа
|
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 11 - Точки и направления измерений для сверлильной машины с рукояткой пистолетного типа и поддерживающей рукояткой
|
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 12 - Точки и направления измерений для угловой сверлильной машины
|
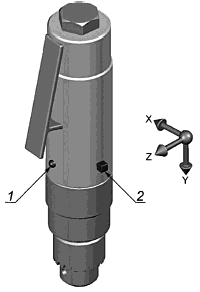
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 13 - Точки и направления измерений для ударной сверлильной машины
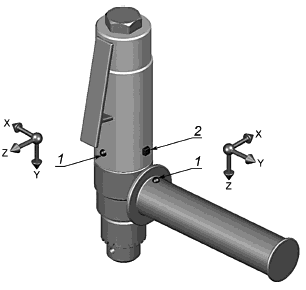
|
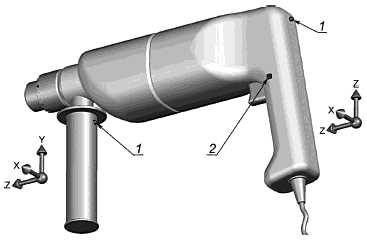
1 - предпочтительная точка измерений; 2 - дополнительная точка измерений
Рисунок 14* - Точки и направления измерений для ударной сверлильной машины с поддерживающей рукояткой
________________
* Рисунок соответствует оригиналу. - .
6.3 Измеряемые параметры вибрации
Измеряемые параметры вибрации - по ИСО 20643 (подраздел 6.3).
6.4 Полная вибрация
Для каждой зоны обхвата должно быть определено и отражено в протоколе испытаний полное среднеквадратичное значение ускорения согласно ИСО 20643 (подраздел 6.4). Допускается проводить измерения полной вибрации только для одной зоны обхвата, если известно (например, в результате предварительных испытаний с участием одного оператора с серией из пяти измерений), что для нее среднеквадратичное значение полного ускорения выше, чем для другой зоны обхвата, более чем на 30%.
Полное среднеквадратичное значение ускорения рассчитывают для каждой серии измерений по формуле
![]() . (1)
. (1)
7 Средства измерений
7.1 Общие положения
Общие требования к средствам измерений - по ИСО 20643 (подраздел 7.1).
7.2 Датчики вибрации
7.2.1 Требования к датчикам вибрации
Общие требования к датчикам вибрации - по ИСО 20643 (пункт 7.2.1).
Общая масса датчика вибрации с устройством крепления должна быть достаточно мала, чтобы не оказывать влияния на результаты измерений. Контроль выполнения данного требования особенно важен для машин с легкими пластиковыми рукоятками (см. ИСО 5349-2).
7.2.2 Крепление датчиков вибрации
Датчик вибрации или переходный блок, в случае его использования, должен быть жестко закреплен на поверхности рукоятки ручной машины.
В случае, если измерения проводят с использованием трех однокомпонентных датчиков вибрации, их устанавливают с помощью переходного блока (кубика).
Измерительные оси (двух однокомпонентных датчиков или две оси трехкомпонентного датчика), направленные параллельно вибрирующей поверхности, должны находиться на расстоянии от нее не более 10 мм.
При измерениях вибрации ударных сверлильных машин настоятельно рекомендуется использовать механические фильтры.
7.3 Фильтр частотной коррекции
Требования к фильтру частотной коррекции - по ИСО 5349-1.
7.4 Время интегрирования
Требования к устройству интегрирования - по ИСО 20643 (подраздел 7.4). Для каждого измерения время интегрирования должно быть не менее 8 с, что согласуется с длительностью работы машины во время испытаний (см. 8.4).
7.5 Вспомогательное оборудование
Для машин с пневматическим приводом давление сжатого воздуха измеряют манометром, обеспечивающим точность измерения не менее 0,1 бар.
________________
1 бар = 0,1 МПа = 0,1 Н/мм
= 10
Н/м
.
Для машин с гидравлическим приводом расход жидкости измеряют расходомером, обеспечивающим точность измерения не менее 0,25 л/мин.
Для машин с электрическим приводом напряжение питания измеряют вольтметром, обеспечивающим точность измерения не менее 3%.
Силу подачи измеряют с точностью не менее 1 Н, например, с помощью весов, на которых стоит оператор.
7.6 Калибровка
Калибровку выполняют в соответствии с ИСО 20643 (подраздел 7.6).
8 Условия испытаний и режим работы машины во время испытаний
8.1 Общие положения
Для испытаний используют новую смазанную машину, обеспеченную соответствующим техническим уходом. В процессе испытаний машину удерживают способом, характерным для операции сверления. Если для машины данной модели изготовителем рекомендован прогрев, то перед началом испытаний ее выдерживают установленное время во включенном состоянии.
Одноручные машины в процессе испытаний удерживают одной рукой. Измерения для них проводят только в одной точке и при одном положении кисти руки.
В процессе испытаний имитируют реальную операцию сверления в сером чугуне для машин безударного действия и в бетоне - для машин ударного действия. (см. 8.4).
Питание машины во время испытаний должно соответствовать номинальному режиму работы, установленному изготовителем. Работа машины в процессе испытаний должна быть стабильной.
8.2 Режим работы машины
8.2.1 Пневматические машины
В процессе испытаний машина работает при номинальном давлении сжатого воздуха в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Давление сжатого воздуха измеряют и результат измерения заносят в протокол испытаний.
Сжатый воздух подают по шлангу диаметром, рекомендуемым изготовителем, и длиной 3 м. Шланг должен быть соединен с машиной через резьбовой переходник, предпочтительно тот, что входит в комплектацию машины, и закреплен хомутом. Устройства для быстрого соединения шланга с машиной при испытаниях не применяют, поскольку их масса способна повлиять на измеряемую вибрацию.
Давление сжатого воздуха в системе питания поддерживают постоянным в соответствии с рекомендациями изготовителя и измеряют согласно ИСО 2787 непосредственно за соединительным шлангом. Давление в процессе испытаний не должно отклоняться от значения, установленного изготовителем, более чем на 0,2 бар.
8.2.2 Гидравлические машины
В процессе испытаний машина работает при номинальном расходе жидкости в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Перед началом измерений машину прогревают в течение приблизительно 10 мин. Расход жидкости измеряют и результат измерения заносят в протокол испытаний.
8.2.3 Электрические машины
В процессе испытаний машина работает при номинальном напряжении питания в соответствии с рекомендациями изготовителя. Работа машины должна быть стабильной и плавной. Напряжение питания измеряют и результат измерения заносят в протокол испытаний.
8.3 Другие влияющие величины
В процессе испытаний измеряют и регистрируют в протоколе испытаний силу подачи.
8.4 Факторы, характеризующие условия испытаний
8.4.1 Безударные сверлильные машины
Машины безударного действия испытывают со стандартным сверлом, применяемым при данной частоте вращения и диаметром, как указано в таблице 1. Машины, способные работать в нескольких режимах, испытывают на максимальной частоте вращения с соответствующим сверлом.
Испытания начинают с новым или с заново заточенным сверлом, с помощью которого просверливают отверстия в отливке либо из серого чугуна марки 250 по ИСО 185, либо из низкоуглеродистой стали марки Е235 по ИСО 630
. Устройство нагружения с установленным объектом обработки (отливкой) не должно иметь существенных резонансов, способных оказать влияние на результат испытаний.
________________
Отечественным аналогом является серый чугун марки Сч25 по ГОСТ 1412-85 "Чугун с пластинчатым графитом для отливок. Марки".
Отечественными аналогами являются стали марок Ст3кп, Ст3пс, Ст3сп, Ст3Гпс и Ст3Гсп по ГОСТ 380-2005 "Сталь углеродистая обыкновенного качества. Марки".
Для машин с частотой вращения менее 10000 мин оператором в процессе испытаний должна быть приложена в дополнение к весу машины направленная вертикально вниз сила подачи согласно таблице 1. Объект обработки должен быть надежно закреплен на деревянном стенде на высоте, обеспечивающей удобную работу оператора. Измерения начинают в момент первого контакта сверла с объектом обработки и останавливают спустя 8 с после начала или непосредственно перед получением сквозного отверстия. В серии измерений высверливают пять отверстий. При испытаниях со сверлом диаметром 10 мм рабочая операция состоит в рассверливании предварительно высверленного отверстия диаметром 3 мм.
У машин с частотой вращения, равной или более 10000 мин, основной вклад в вибрацию рукоятки вносит не процесс сверления (взаимодействие сверла с материалом), а неуравновешенность вращающихся частей машины. Поэтому такие машины испытывают в холостом режиме работы (без нагрузки) со сверлом 1,5 мм. В каждой серии измерений выполняют по пять холостых пусков, каждый длительностью 8 с.
Силы и моменты сил, приложенные к машине, влияют на создаваемую вибрацию, поэтому важно, чтобы их распределение по зонам обхвата было приблизительно таким же, как и при применении машины в реальных условиях эксплуатации.
Таблица 1 - Диаметры сверл и силы подачи для разных частот вращения (в режиме холостого хода) при испытаниях безударных сверлильных машин
Частота вращения, мин | Диаметр сверла, мм | Машины прямые и с рукояткой пистолетного типа | Машины угловые | ||
Сила подачи, Н | Допуск, Н | Сила подачи, Н | Допуск, Н | ||
Более 10000 | 1,5 | 0 | 0 | 0 | 0 |
От 5500 до 10000 | 1,5 | 50 | ±10 | 50 | ±10 |
От 3100 до 5499 | 3 | 100 | ±15 | 100 | ±15 |
От 1000 до 3099 | 6 | 150 | ±30 | 100 | ±15 |
Менее 1000 | 10 | 200 | ±30 | 100 | ±15 |
8.4.2 Ударные сверлильные машины
При испытаниях ударных сверлильных машин частоту вращения устанавливают в соответствии с рекомендациями изготовителя для сверления по бетону сверлами диаметром 8 мм.
Испытания начинают с новым сверлом диаметром 8 мм и длиной приблизительно 100 мм для сверления по бетону.
В процессе испытаний выполняют сверление отверстий в объекте обработки, которое представляет собой блок неармированного бетона (см. таблицу 2) прямоугольной формы размером не менее 500500
200 (высота) мм, плотно опирающийся на поверхность демпфирующего материала. Блок должен иметь предел прочности на сжатие в возрасте 28 дней (определенный в соответствии с ИСО 679
) не менее 40 МПа. В качестве демпфирующего материала, компенсирующего все неровности поверхности бетонного блока, могут быть использованы, например, песок, изолирующее покрытие или деревянный настил. Установленный блок не должен иметь значительных резонансов в области частот, где они могли бы оказать влияние на результат испытаний.
________________
Может быть применен ГОСТ 310.4-81 "Цементы. Методы определения предела прочности при изгибе и сжатии".
Оператор в дополнение к весу машины прилагает силу подачи (150±300) Н, направленную вертикально вниз (см. рисунок 15).
Измерения начинают в момент первого контакта сверла с бетонным блоком и останавливают спустя 8 с после начала или по достижении сверлом глубины 80 мм, в зависимости от того, какое из этих событий наступит раньше.
Силы и моменты сил, приложенные к машине, влияют на создаваемую вибрацию, поэтому важно, чтобы их распределение по рукояткам было приблизительно таким же. как и в реальных условиях применения машины.
Таблица 2 - Состав бетона (на 1 м), используемого в испытаниях ударных сверлильных машин
Цемент | Вода, м | Заполнитель | ||
Масса, кг | Размер частиц, мм | Массовая доля, % | ||
450 | 0,22 | 1450 | От 0 до 0,25 | 12±3 |
От 0 до 0,50 | 50±5 | |||
От 0 до 1,00 | 80±5 | |||
От 0 до 4,00 | 100 | |||
| ||||
|

________________
Оператор стоит на весах с целью контроля силы подачи.
Рисунок 15 - Рабочая поза оператора при испытаниях ударных сверлильных машин
8.5 Операторы
В испытаниях участвуют три оператора. Поскольку оператор оказывает существенное влияние на вибрацию машины, к испытаниям могут допускаться только те из них, что имеют достаточный опыт работы со сверлильными машинами и способны правильно выполнять рабочие операции с их применением.
9 Результаты измерений и оценка их достоверности
9.1 Регистрируемые значения параметров вибрации
Для каждой машины, представленной на испытания, выполняют по пять измерений вибрации с участием каждого из операторов.
Результаты измерений для каждой машины заносят в протокол испытаний, как показано в приложении A (см. также 6.4).
Для данных, полученных с участием каждого из операторов и в каждой точке измерений, рассчитывают стандартное отклонение , а также коэффициент вариации
по формулам:
![]() , (2)
, (2)
 , (3)
, (3)
где - полное среднеквадратичное значение ускорения в
-м измерении серии из пяти измерений, м/с
;
- среднее арифметическое значений
в серии из пяти измерений, м/с
;
- число измерений в серии измерений,
=5.
Если окажется, что превышает 0,15 или
превышает 0,3 м/с
, то необходимо провести тщательную проверку правильности выполнения процедуры испытаний, и в случае выявления ошибок повторить измерения. Если ошибок в проведении испытаний не обнаружено, то результаты измерений считают достоверными.
9.2 Заявляемые и подтверждаемые параметры вибрационной характеристики машины
Полученные в каждой точке измерений для каждого оператора значения , являющиеся средними арифметическими значений
в сериях из пяти измерений, усредняют по трем операторам, в результате чего получают значение
.
Если проводят испытания единичной машины, то в качестве заявляемого значения принимают максимальное из значений
по всем точкам измерений (двум точкам для машины с двумя рукоятками и одной точке для одноручной машины).
Если проводят испытания партии машин, то число испытуемых машин должно быть не менее трех. Для каждой точки измерений по результатам измерений для всех машин вычисляют их среднее арифметическое значение
. В качестве заявляемого значения
принимают максимальное из значений
по всем точкам измерений (двум точкам для машины с двумя рукоятками и одной точке для одноручной машины).
Параметры вибрационной характеристики и
должны быть представлены в соответствии с процедурой, установленной ЕН 12096
. Если первой значащей цифрой
является единица, то значение
должно быть представлено с точностью до двух с половиной значащих цифр (например 1,20 м/с
; 14,5 м/с
). Если первой значащей цифрой
является любая цифра, кроме единицы, то значение
должно быть представлено с точностью до двух значащих цифр (например 0,93 м/с
; 8,9 м/с
). В представлении
число цифр после десятичной запятой должно быть таким же, как и в представлении
.
________________
Процедура, установленная европейским региональным стандартом, без изменений перенесена в ГОСТ 12.1.012-2004 "Система стандартов безопасности труда. Вибрационная безопасность. Общие требования".
Значение определяют в соответствии с ЕН 12096 на основе стандартного отклонения воспроизводимости
(см. приложение В).
10 Протокол испытаний
В протоколе испытаний указывают следующие данные:
a) стандарт, в соответствии с которым проведены испытания (т.е. дают ссылку на настоящий стандарт);
b) название испытательной лаборатории;
c) дату испытаний и лицо, ответственное за их проведение;
d) сведения о машине (изготовитель, модель, заводской номер и т.п.);
e) заявляемые параметры вибрационной характеристики и
;
f) присоединяемые или вставные инструменты;
g) параметры системы питания (давление сжатого воздуха, электрическое напряжение и т.п.);
h) средства измерений (датчики, устройство регистрации данных, аппаратное и программное обеспечение);
i) точки и способы установки датчиков, направления измерений и все показания, снимаемые в процессе испытаний;
j) условия работы машины в процессе испытаний и значения величин в соответствии с 8.2 и 8.3;
k) подробные результаты испытаний (см. приложение А).
Если положение датчиков или другие условия измерений были отличны от установленных настоящим стандартом, то эти отличия должны быть приведены в протоколе испытаний вместе с их обоснованием.
Приложение A
(рекомендуемое)
Форма протокола испытаний для определения вибрационной активности сверлильных машин
Общие сведения
Испытания проведены в соответствии с ГОСТ ИСО 28927-5 "Вибрация. Определение параметров вибрационной характеристики ручных машин. Часть 5. Машины сверлильные ударные и безударные" | |
Ответственные за испытания | |
Испытательная лаборатория: | Испытания провел: |
Объект испытаний и заявляемая вибрационная характеристика | |
Испытуемая машина (тип, изготовитель, модель, заводской номер, тип привода, номинальная частота вращения без нагрузки): | Заявляемая вибрационная характеристика ( |
Средства измерений | |
Датчики (изготовитель, тип, точки установки, метод крепления) с приложением фотографий; механический фильтр (если использовался): | |
Средства измерений вибрации: | Другое оборудование: |
Условия и результаты испытаний | |
Условия испытаний (диаметр и длина сверла, объект обработки, поза оператора и положение его рук) с приложением фотографий: | |
Сила подачи: | Параметры питания (давление сжатого воздуха, расход жидкости, напряжение питания): |
Другие величины: | Частота вращения (при необходимости): |
Результаты измерений для одной машины
Дата: | Модель машины: | Заводской номер: | ||||||||||||||
Основная рукоятка (точка измерений 1) | Поддерживающая рукоятка (точка измерений 2) | |||||||||||||||
Изме- | Опе- | Изме- | По операторам | По операторам | ||||||||||||
1 | 1 | 1 | ||||||||||||||
2 | 1 | 2 | ||||||||||||||
3 | 1 | 3 | ||||||||||||||
4 | 1 | 4 | ||||||||||||||
5 | 1 | 5 | ||||||||||||||
6 | 2 | 1 | ||||||||||||||
7 | 2 | 2 | ||||||||||||||
8 | 2 | 3 | ||||||||||||||
9 | 2 | 4 | ||||||||||||||
10 | 2 | 5 | ||||||||||||||
11 | 3 | 1 | ||||||||||||||
12 | 3 | 2 | ||||||||||||||
13 | 3 | 3 | ||||||||||||||
14 | 3 | 4 | ||||||||||||||
15 | 3 | 5 | ||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Приложение B
(обязательное)
Неопределенность измерения
B.1 Общие положения
Параметр , выражающийся в м/с
, характеризует неопределенность заявленного параметра
, а в случае испытания партии машин - изменения этого параметра внутри партии.
Сумма и
представляет собой тот предел, ниже которого с большой степенью вероятности находится параметр вибрации единичной машины и вибрационные параметры заданной большой доли машин в партии.
B.2 Испытания единичной машины
В случае испытаний единичной машины параметр рассчитывают по формуле
![]() ,
,
где - стандартное отклонение воспроизводимости. В качестве оценки
можно принять большее из двух значений, получаемых по формулам:
a) ![]() ;
;
b) ![]() .
.
Примечание 1 - Формула, приведенная в перечислении b), является эмпирической и может рассматриваться как определяющая нижний предел возможных значений .
Для расчетов по формуле, приведенной в перечислении а), используют данные в точке измерений, где получено максимальное значение , при этом
- среднее арифметическое значение выборочных дисперсий
, рассчитанных по результатам пяти измерений для каждого
-го оператора (в 9.2
обозначено
) по формуле
![]() ,
,
где - число измерений для каждого оператора, равное пяти;
- значение полной вибрации для
-го оператора в
-м измерении;
- значение полной вибрации для
-го оператора, усредненное по пяти измерениям,
- выборочная дисперсия результатов измерений по трем операторам, рассчитываемая по формуле
![]() ,
,
где - число операторов, равное трем;
- значение полной вибрации для
-го оператора, усредненное по пяти измерениям;
- значение полной вибрации, усредненной по трем операторам;
Примечание 2 - Значение представляет собой оценку стандартного отклонения воспроизводимости результатов испытаний, выполненных в разных испытательных лабораториях. В настоящее время собрано недостаточно данных о воспроизводимости результатов испытаний, выполняемых в соответствии с настоящим стандартом, поэтому для оценки
использованы характеристики повторяемости результатов испытаний для отдельных моделей машин согласно ЕН 12096.
B.3 Испытания партии машин
В случае испытаний партии машин параметр рассчитывают по формуле
![]() ,
,
где - параметр, характеризующий разброс значений вибрационного параметра по ансамблю машин. В качестве оценки
можно принять большее из двух значений, рассчитываемых по формулам:
а) ![]() ;*
;*
________________
* Формула соответствует оригиналу. - .
b) ![]() .
.
Вычисления по указанным формулам выполняют по данным измерений в точке, где получено максимальное значение , при этом
- значения
для отдельных машин, вычисленные в соответствии с В.2 и усредненные по всем машинам партии;
- выборочная дисперсия, характеризующая разброс значений вибрационного параметра в партии и вычисляемая по формуле
![]() ,
,
где - измеренное значение
для
-й машины;
- среднее арифметическое значений
по всем машинам;
- число испытуемых машин (
3).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 185:2005 | - | * |
ISO 630:1995 | - | * |
ISO 679:2009 | - | * |
ISO 2787:1984 | - | * |
ISO 5349-1:2001 | MOD | ГОСТ 31192.1-2004 (ИСО 5349-1:2001) "Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования" |
ISO 5349-2:2001 | MOD | ГОСТ 31192.2-2005 (ИСО 5349-2:2001) "Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Требования к проведению измерений на рабочих местах" |
ISO 5391:2003 | - | * |
ISO 17066:2007 | - | * |
ISO 20643:2005 | MOD | ГОСТ 16519-2006 (ИСО 20643:2005) "Вибрация. Определение параметров вибрационной характеристики ручных машин и машин с ручным управлением. Общие требования" |
EN 12096:1997 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного, европейского стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
Библиография
[1] ISO 12100, | Safety of machinery - General principles for design, risk assessment and risk reduction |
[2] IEC 60745 (all parts), | Hand-held motor-operated electric tools - Safety |
УДК 534.322.3.08:006.354 |
| ОКС 13.160 |
| 25.140.10 | |
Ключевые слова: ручные машины, вибрационная характеристика, испытания, испытательный код по вибрации, машины сверлильные, измерения, воспроизводимость, заявление, подтверждение | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}