ГОСТ CEN/TR 15350-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Вибрация
ОЦЕНКА ВОЗДЕЙСТВИЯ ЛОКАЛЬНОЙ ВИБРАЦИИ ПО ДАННЫМ О ВИБРАЦИОННОЙ АКТИВНОСТИ МАШИН
Vibration. Assessment of exposure to hand-transmitted vibration using information on vibration emitted by machines
МКС 13.160
Дата введения 2016-11-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (АО "НИЦ КД") на основе собственного аутентичного перевода на русский язык европейского документа, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 12 ноября 2015 г. N 82-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 марта 2016 г. N 226-ст межгосударственный стандарт ГОСТ CEN/TR 15350-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2016 г.
5 Настоящий стандарт идентичен европейскому документу CEN/TR 15350:2013* Mechanical vibration - Guideline for the assessment of exposure to hand-transmitted vibration using available information including that provided by manufacturers of machinery (Вибрация. Руководство по применению информации о вибрационной активности машин, включая данные изготовителя, для оценки воздействия локальной вибрации).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский документ разработан техническим комитетом CEN/TС 231 "Вибрация и удар" Европейского комитета по стандартизации (CEN).
Перевод с английского языка (en).
Официальные экземпляры европейского документа, на основе которого подготовлен настоящий межгосударственный стандарт, и региональных стандартов, на которые даны ссылки, имеются в Федеральном агентстве по техническому регулированию и метрологии.
Сведения о соответствии межгосударственных стандартов ссылочным региональным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
6 ВЗАМЕН ГОСТ 31417-2010 (CEN/TR 15350:2006)
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт устанавливает способы ориентировочной оценки воздействия локальной вибрации на оператора ручной машины или машины с ручным управлением, основанные на знании вибрационных характеристик машин, заявленных их изготовителями, а также на аналогичной информации о вибрационной активности машин, полученной из других источников.
Поскольку характер вибрации машины со временем претерпевает значительные изменения, зависит от конкретного рабочего места и конкретного оператора, то по данным, полученным в результате испытаний машин на вибрацию (например, на основе соответствующих испытательных кодов), невозможно построить точный прогноз в отношении ожидаемого воздействия вибрации на рабочем месте. Кроме того, заявленные изготовителем вибрационные характеристики получены для ограниченного числа заранее определенных условий, которые могут существенно отличаться от реальных условий применения машин. Если же оценка основана на данных (например, из литературных источников) измерений локальной вибрации в условиях реального применения машины, то следует иметь в виду, что эти данные справедливы только для тех условий и для того времени, когда эти измерения были проведены.
Следует также учитывать, что воздействие вибрации на оператора машины в значительной степени зависит от особенностей вставного инструмента (если такой применяют), режима работы машины и способа работы оператора с этой машиной. Эти факторы необходимо учитывать при построении обоснованной оценки вибрационного воздействия.
Оценка вибрационной экспозиции за смену зависит как от вибрации на поверхности контакта руки оператора с машиной, так и от общего времени, в течение которого наблюдается воздействие вибрации на оператора.
1 Область применения
Настоящий стандарт устанавливает методы получения ориентировочной оценки вибрационной экспозиции за смену для локальной вибрации, производимой ручными машинами и машинами с ручным управлением*.
________________
* Требование оценивать вибрационную экспозицию за смену на рабочем месте для сопоставления ее с предельными значениями, а также сами предельные значения (гигиенические нормативы) устанавливаются национальным законодательством. В странах Европейского Союза эти требования должны быть согласованы с Европейской директивой 2002/44/ЕС.
Методы настоящего стандарта следуют общим принципам оценивания локальной вибрации, установленным EN ISO 5349-1 и EN ISO 5349-2, но в отличие от EN ISO 5349-2, где оценку получают по результатам измерений вибрации на рабочем месте, настоящий стандарт устанавливает метод получения оценки на основе расчетов по данным из разных источников, включая данные о вибрационной активности ручных машин, заявляемые их изготовителями*. Расчетный метод не может быть рекомендован в качестве универсального ввиду значительной, как правило, неопределенности получаемой оценки. Кроме того, эта оценка является усредненной (по операторам, по машинам данной модели). Тем не менее, зачастую данный метод полезен с практической точки зрения, особенно если ожидаемая вибрация существенно ниже или, наоборот, существенно выше установленных пороговых значений.
________________
* Требования заявлять данные о вибрационных характеристиках ручных машин устанавливаются национальным законодательством. В странах Европейского Союза эти требования должны быть согласованы с Европейской директивой 2006/42/ЕС.
Оцениваемой характеристикой в настоящем стандарте является вибрационная экспозиция за смену A(8) по EN ISO 5349-1, включающая в себя оценку времени длительности воздействия вибрации. Оценка A(8) может быть получена как расчетным, так и табличным методом. Оба метода могут быть использованы и в том случае, если вибрация воздействует на работника в течение нескольких периодов времени за рабочую смену.
В приложении A приведено руководство для изготовителей и поставщиков машин по информированию пользователей о риске, связанном с производимой машинами вибрацией.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN ISO 5349-1 Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 1: General requirements (ISO 5349-1) (Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования)
EN ISO 5349-2:2001 Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 2: Practical guidance for measurement at the workplace (ISO 5349-2:2001) (Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Практическое руководство по проведению измерений на рабочих местах)
3 Термины и определения
В настоящем стандарте применены термины по ISO 5349-2, а также следующие термины с соответствующими определениями.
3.1 время использования машины (user time): Время в течение рабочего дня, когда оператор использует данную машину, включая периоды ее остановки при выполнении рабочего задания.
Примечание - Оператору проще оценить время использования машины, чем длительность воздействия вибрации (см. 3.2).
3.2 длительность воздействия (вибрации) T (exposure duration): Сумма периодов времени в течение рабочей смены, когда рука оператора находится в контакте с вибрирующей поверхностью (рукояткой машины, обрабатываемой деталью и т.д.).
Примечание - При оценке длительности воздействия данную величину часто путают с временем использования машины (см. пример в 7.2.2).
Пример - При выполнении работ по установке колес на пять автомобилей время использования машины по оценке оператора составило 1 ч, в то время как длительность воздействия вибрации T была равна 0,18 ч (пять машин, по четыре колеса на машину, по четыре зажимные гайки на колесо, по две операции ослабления/затягивания на гайку, каждая из которых длится 4 с). Таким образом, относительная длительность воздействия вибрации (см. 3.3) составила только 18%.
3.3 относительная длительность воздействия (вибрации) (exposure proportion): Отношение длительности воздействия к времени использования машины, выраженное в процентах.
Примечание - Относительная длительность воздействия варьируется в зависимости от машины и способа ее применения. Данная величина может быть определена в ходе хронометража рабочего дня. Некоторые типичные значения приведены в G.2.
3.4 эквивалентная полная вибрация ![]() (equivalent vibration total value): Усредненные по времени значения полной вибрации
(equivalent vibration total value): Усредненные по времени значения полной вибрации для всех рабочих операций с длительностями воздействия вибрации
:
![]() . (1)
. (1)
Примечание - Определение полной вибрации дано в EN ISO 5349-1. Длительность воздействия вибрации для данной машины представляет собой сумму m длительностей выполнения каждой рабочей операции в процессе рассматриваемого рабочего цикла (см. пример в 7.2.2 и таблицу G.1). Если в данном цикле выполняется только одна рабочая операция, то
![]() .
.
3.5 частный индекс вибрационной экспозиции (partial vibration exposure points): Условная сумма в баллах, характеризующая степень тяжести вибрационного воздействия a
, м/с
, в течение некоторого промежутка времени T, ч, при использовании одной машины или при выполнении рабочего задания и определяемая по формуле
 . (2)
. (2)
Примечание - Индекс вибрационной экспозиции представляет собой дополнительный [наряду с вибрационной экспозицией за смену A(8), м/с] показатель вибрационного воздействия. Указанные величины связаны соотношением
![]() . (3)
. (3)
График зависимости (3) приведен на рисунке 1.
- индекс вибрационной экспозиции; A(8) - вибрационная экспозиция за смену
Рисунок 1 - Соотношение между индексом вибрационной экспозиции и вибрационной экспозицией за смену A(8)
3.6 полный индекс вибрационной экспозиции (total vibration exposure points): Сумма частных индексов вибрационной экспозиции в течение одного рабочего дня, определяемая по формуле
![]() , (4)
, (4)
где n - общее число рассматриваемых по отдельности вибрационных воздействий в течение рабочего дня.
Примечание - P=100 соответствует A(8)=2,5 м/с
, P
=400 соответствует A(8)=5,0 м/с
(см. примечание к 3.5 и рисунок 1).
4 Оценка параметров вибрации
4.1 Общие положения
Согласно EN ISO 5349-1 параметром вибрации, посредством которого оценивают степень жесткости вибрационного воздействия, служит среднеквадратичное значение корректированного ускорения, измеряемое в м/с.
Вибрационная активность конкретной машины - характеристика изменчивая. На производимую машиной вибрацию влияют такие факторы, как особенности телосложения и способ работы оператора, условия применения машины, тип и качество вставного инструмента. Вибрация машины может сильно изменяться во времени. По указанным причинам, как правило, невозможно с высокой точностью предсказать, каким будет вибрационное воздействие. Единственное, что можно предложить в таких обстоятельствах, это получить некоторое ориентировочное усредненное значение. Кроме того, при оценке вибрационного воздействия следует учитывать, что вибрационная характеристика машины сама всегда содержит некоторую неопределенность (см. раздел 6).
4.2 Источники информации о вибрационной активности машины
Вибрация может быть измерена на рабочем месте работодателем или по его поручению. Однако такой способ оценки вибрационного воздействия требует больших финансовых затрат, труден в реализации и не всегда необходим. Важным источником информации о возможном вибрационном воздействии является вибрационная характеристика, заявленная изготовителем или поставщиком машины. В приложении A указано, какого рода информацию следует получить от изготовителя или поставщика, для того чтобы оценить возможные риски, связанные с воздействием вибрации. Для содержательной оценки эквивалентной полной вибрации желательно помимо параметров вибрационной характеристики машины учитывать также, в соответствии с каким испытательным кодом она была получена (см. приложение D).
Существуют также другие источники информации, которые можно использовать для ориентировочной (грубой) оценки вибрационной экспозиции за смену и принятия решения, следует ли ожидать превышения этой величиной порога предупреждения или предельно допустимого значения*.
________________
* Порог предупреждения (exposure action value) и предельно допустимое значение (exposure limit value), объединяемые под общим термином "пороговое значение вибрации" (exposure threshold value), представляют собой гигиенические нормативы, установленные Европейской директивой 2002/44/ЕС и равные 2,5 и 5,0 м/с соответственно. При превышении порога предупреждения работодатель должен применить организационные и технические меры по снижению вибрационного воздействия; при превышении предельно допустимого значения работа не допускается ввиду значительного риска развития профессионального заболевания (вибрационной болезни) в период трудовой деятельности или в последующий период жизни. Национальным законодательством могут быть установлены иные гигиенические нормативы для локальной вибрации и иные требования в случае их превышения.
Некоторые работодатели делятся информацией о результатах измерений вибрации с другими заинтересованными сторонами (обычно это имеет место в рамках одной отрасли), что особенно полезно для предприятий, использующих аналогичное оборудование при проведении схожих работ. Другими источниками информации являются научные или технические публикации, в том числе в сети Интернет, консультации лиц, занимающихся измерением и снижением вибрации на производстве и т.п. При использовании данных из какого-нибудь одного источника рекомендуется убедиться в их достоверности, например, сравнив их с данными других источников. При этом следует обращать внимание на то, что полученные данные соответствуют конкретным моделям машин и способам их применения.
4.3 Вибрационная характеристика, заявляемая изготовителем
4.3.1 Общие положения
В отсутствие информации о вибрации, производимой машиной конкретного вида в реальных условиях ее применения, в ряде случаев грубую оценку вибрационного воздействия можно получить на основе вибрационной характеристики, заявленной изготовителем, используя при этом данные таблиц E.1, F.1, G.3 или H.1. Использовать такого рода информацию можно только для машин, рассматриваемых в приложениях E-H. Если машина не относится к тем, на которые распространяются указанные приложения, то оценку вибрационного воздействия в конкретных условиях применения данной машины следует проводить в соответствии с EN ISO 5349-2:2001.
Принцип оценки вибрационной экспозиции за смену основан на наличии данных о вибрации, указанных в приложении B. Этот метод может быть использован только при одновременном выполнении следующих условий:
- известна (например, от изготовителя) вибрационная характеристика машины и испытательный код, в соответствии с которым она была получена;
- реальные условия применения машины аналогичны тем, для которых заявлена ее вибрационная характеристика (более подробная информация об этом приведена в таблицах E.1, F.1, G.3 и H.1);
- машина находится в хорошем техническом состоянии и обслуживается в соответствии с инструкцией изготовителя;
- вставной инструмент или вспомогательные приспособления аналогичны тем, что использовались при испытаниях с целью заявления вибрационной характеристики.
4.3.2 Испытательные коды по вибрации
Вибрационная характеристика, заявленная изготовителем в его технической документации или полученная из других источников, определена в стандартизованных условиях, установленных соответствующим испытательным кодом по вибрации для данного семейства машин. Согласно [18] испытательный код по вибрации должен предусматривать измерение полной вибрации (т.е. по трем осям), а заявленное среднеквадратичное значение корректированного ускорения соответствовать верхнему квартилю распределения этого параметра в реальных условиях применения машины. Однако некоторые испытательные коды, разработанные до опубликования [18], не соответствуют вышеприведенным требованиям. В этом случае вибрация, наблюдаемая на рабочем месте, может быть как выше, так и ниже той, что имела место во время лабораторных испытаний. Это означает, что заявленная изготовителем вибрационная характеристика не соответствует реальностям применения данной машины.
Примеры
1 Вибрацию измеряют не на той рукоятке (зоне обхвата), где она максимальна.
2 Вибрацию измеряют только в одном направлении, а не в трех, как требуется для оценки вибрационного воздействия.
3 Вибрацию зачастую измеряют не в том направлении, где она максимальна.
4 Реальный или моделированный режим работы машины при испытаниях дает параметры вибрации, как правило, ниже тех, что наблюдаются при практическом применении машин.
Если заявленное значение параметра вибрации далеко от того, что имеет место в реальных условиях применения машины, изготовителям и поставщикам следует предоставлять дополнительную информацию о том, как получить характеристики вибрации для практических условий работы машины (см. приложение A).
Однако если доступной информацией являются только результаты измерений, полученные согласно соответствующим испытательным кодам по вибрации, то ориентировочную оценку вибрационного воздействия можно получить на основании таблиц E.1, F.1, G.3 или H.1.
4.3.3 Интерпретация вибрационной характеристики, заявленной изготовителем
4.3.3.1 Общие положения
Если изготовитель машины или поставщик не может подтвердить, что заявленный параметр вибрации (с учетом неопределенности K) соответствует вибрации, производимой в реальных условиях применения машины, и не может предоставить дополнительную информацию для коррекции заявленной характеристики, тогда работодателю необходимо искать дополнительные сведения в других источниках или проводить измерения на рабочем месте для оценки воздействия вибрации (см. 4.2 и 4.4).
Изготовитель часто не приводит значения вибрационной характеристики, если полученное в ходе измерений по соответствующему испытательному коду значение полной вибрации не превышает 2,5 м/с. В этом случае для оценки вибрационного воздействия следует брать за основу значение 2,5 м/с
и применять поправочные множители, приведенные в приложениях.
Если изготовителем или поставщиком виброопасной машины указано точное значение параметра вибрации, которое не превышает 2,5 м/с, но дана ссылка на испытательный код, разработанный до опубликования [18] или не в соответствии с [18], то рекомендуется для дальнейших расчетов вместо заявленного значения использовать значение 2,5 м/с
.
4.3.3.2 Влияние условий работы машины
В испытательных кодах по вибрации должны быть установлены режимы работы машины, для которых проводят измерение вибрационных характеристик. В большинстве испытательных кодов эти условия подобраны таким образом, чтобы обеспечить воспроизводимость результатов испытаний. Иногда для этого используют искусственные условия работы машины, отличные от тех, что имеют место при ее реальном применении. Например, шлифовальные машины испытывают в режиме холостого хода (а не реального процесса шлифования) при создании искусственной нагрузки посредством применения алюминиевого шлифовального круга с известным дисбалансом, пневматические отбойные молотки нагружают специальным устройством - поглотителем энергии. Согласно [18] в процессе испытаний предпочтительно воссоздавать естественные, а не искусственные условия работы машины, причем эти условия должны быть выбраны таким образом, чтобы соответствовать максимальной вибрации данной машины при ее нормальном использовании. Однако в ряде испытательных кодов, разработанных до опубликования [18], предписаны условия испытаний, при которых производимая вибрация не дает представления о том, какой она будет при нормальном применении машины в реальных условиях ее работы.
Ряд испытательных кодов (например, для машин с приводом от двигателей внутреннего сгорания), особенно те, что разработаны в последнее время, предписывают определять параметры вибрационной активности машин в разных режимах ее работы (например, для цепных пил такими режимами являются холостой ход, полная нагрузка и разгон), после чего на основе полученных для каждого режима значений и знания типичного распределения длительности работы в каждом из режимов в течение рабочего дня (см. таблицу G.2) рассчитывают эквивалентную полную вибрацию
![]() (см. 3.4). При уточнении распределения длительностей работы в указанных режимах значение
(см. 3.4). При уточнении распределения длительностей работы в указанных режимах значение ![]() может быть соответствующим образом пересчитано.
может быть соответствующим образом пересчитано.
В таблицах E.1, F.1, G.3 и H.1 приведены действующие испытательные коды с указанием категорий рабочих режимов, установленных в этих стандартах. В них показано также, как выбор рабочего режима при испытаниях влияет на заявляемую вибрационную характеристику и каким образом это можно учесть, чтобы получить оценку вибрационного воздействия в реальных условиях применения машины.
В таблице G.2 приведены типичные рабочие циклы некоторых машин, включающие в себя несколько режимов работы.
Иногда более реалистичные значения вибрационных параметров (по сравнению с результатами испытаний) могут быть получены введением соответствующих поправок. При этом не всегда важно получать это значение с высокой точностью. Например, если значение вибрационной экспозиции за смену, рассчитанное по заявленной вибрационной характеристике, всего лишь незначительно ниже предельно допустимого значения, и есть основания полагать, что данный испытательный код дает заниженную оценку вибрационной активности машины, то с большой степенью обоснованности можно сделать заключение о том, что в реальных условиях предельно допустимое значение будет превышено и необходимо принять соответствующие меры по снижению вибрации.
4.3.3.3 Влияние выбора точки и направления измерений вибрации
В большинстве случаев вибрация поверхности в месте контакта с рукой оператора (например, рукоятки машины) не сосредоточена в одном направлении. Поэтому согласно EN ISO 5349-1 измерения вибрации следует проводить в трех взаимно перпендикулярных направлениях (оси x, y и z). Результаты измерений по этим трем осям объединяют в значение полной вибрации a (см. EN ISO 5349-1).
Если испытательным кодом по вибрации (особенно это относится к испытательным кодам, разработанным достаточно давно) предписано проведение измерений в одном единственном направлении, то для получения оценки a применяют поправочный множитель. Для большинства ручных машин с электрическим или пневматическим приводом знание a
(вместе с длительностью воздействия вибрации со стороны данной машины) позволяет оценить значение вибрационной экспозиции за смену при условии соблюдений положений 4.3.1.
В ряде действующих испытательных кодов установлено требование определять вибрационную характеристику по измерениям в одном заданном направлении в одной заданной точке. Иногда при измерении вибрации по трем взаимно перпендикулярным осям сталкиваются с техническими трудностями. В этих случаях измеряют a в доминирующем направлении вибрации, а полную вибрацию вычисляют, используя поправочный множитель c, по формуле
![]() . (5)
. (5)
Поправочный множитель c лежит в пределах от 1,0 до 1,7 в зависимости от конкретной машины. Для машин ударного действия, не снабженных антивибрационными устройствами, это значение приближенно равно 1,2, а для машин вращательного и возвратно поступательного действий характерно значение поправочного множителя близкое к 1,4. Корректировочные множители для машин разного вида приведены в таблицах E.1, F.1, G.3 и H.1.
Некоторые современные испытательные коды требуют измерять вибрацию не в тех точках на поверхности контакта машины с рукой оператора, где вибрация максимальна (например, задняя рукоятка зачистных пучковых и рубильных молотков - это обычно не то место, где наблюдается максимальная вибрация). В таких случаях по заявленной вибрационной характеристике бывает трудно оценить воздействие вибрации на каждую руку оператора. Однако в ряде случаев для оценки риска (например, превышения предельно допустимого значения) достаточно знания того факта, что вибрация на рабочем месте будет выше той, что заявлена изготовителем.
4.3.3.4 Влияние срока службы и технического состояния машины
В испытаниях, проводимых с целью заявления вибрационной характеристики, применяют новые или почти новые машины. Нерегулярно или неправильно проводимые операции по техническому обслуживанию машины могут привести к существенному изменению ее вибрационной активности. Современные знания о влиянии состояния машины на производимую ею вибрацию недостаточны, особенно в отношении машин с антивибрационными устройствами.
Работодатель должен обеспечить техническое обслуживание машин в соответствии с рекомендациями изготовителя. В этом случае можно ожидать, что вибрационная активность машин (согласно результатам испытаний) будет близка к значению, указанному изготовителем.
4.3.3.5 Влияние антивибрационных устройств и упругих материалов
Некоторые испытательные коды были разработаны еще до того, как в практику вошли конструктивные способы борьбы с вибрацией (например, применение изолирующих рукояток в пневматических отбойных молотках, антивибрационных устройств в шлифовальных машинах) и предписывают измерение вибрации в стационарном режиме работы. Вибрация, наблюдаемая при испытаниях по этим испытательным кодам, может значительно отличаться от той, что имеет место в условиях применения машин.
В реальных условиях применения машины режим ее работы постоянно изменяется (например, за счет частого включения и отключения питания), что может снизить эффективность примененных решений по снижению вибрации (например, упругого крепления рукояток машин вращательного действия). Изменения силы нажатия при работе машины могут снизить эффективность работы подвесных рукояток пневматических отбойных молотков, особенно если оператор не прошел курса подготовки по работе с такими машинами. Поэтому параметры вибрации, полученные в соответствии с испытательным кодом, могут оказаться ниже тех, что имеют место в практических условиях применения машин.
4.3.3.6 Влияние вставного инструмента
Зачастую вибрационная активность машин существенно зависит от характеристик вставного инструмента. Поэтому большинство испытательных кодов точно предписывает, какими характеристиками должен обладать вставной инструмент, используемый в испытаниях. В некоторых случаях в испытаниях применяют имитатор вставного инструмента (например, диск с заданным дисбалансом для шлифовальных машин). Если в реальных условиях применения машины используется вставной инструмент с характеристиками, существенно отличными от тех, что имели место в процессе испытаний, значительные различия могут быть и в наблюдаемой вибрации. Изготовитель или поставщик машины может предоставить дополнительную информацию о том, какой будет вибрационная активность машины при использовании разных вставных инструментов. Чтобы поддерживать вибрацию на относительно низком уровне, важно, чтобы вставной инструмент был должного качества и соответствовал данной модели машины.
4.4 Измерения вибрации
В ряде случаев невозможно дать предварительную оценку вибрационного воздействия с требуемой точностью. Тогда вибрацию необходимо измерять непосредственно на рабочем месте.
Примеры
1 Машину используют в операциях, редко встречающихся на практике, о которых изготовитель не имел достаточно данных, чтобы охарактеризовать вибрационную активность машины при выполнении данных операций.
2 Имеющаяся информация не позволяет оценить с требуемой достоверностью, будет ли превышено предельно допустимое значение или порог предупреждения.
3 У работодателя может возникнуть желание проверить эффективность принятых мер по снижению вибрации.
Более подробная информация о проведении измерений вибрации и оценки вибрационного воздействия на рабочих местах приведена в EN ISO 5349-2.
5 Оценка длительности воздействия за смену
Длительность воздействия вибрации необходимо определять для каждой применяемой машины (технологического процесса). Это осуществляют обычно путем непосредственного наблюдения за выполнением работ в течение рабочей смены (см. EN ISO 5349-2:2001, пункт 5.5). Допускается (с уменьшением точности оценки) определять эту длительность, умножая время использования машины (величину, оцениваемую самим оператором) на относительную длительность воздействия.
Следует иметь в виду, что для большинства работ длительность воздействия вибрации меньше времени использования машины, т.е. относительная длительность воздействия менее 100% (см. 3.2, 7.2.2 и E.3).
Иногда в качестве длительности воздействия вибрации за смену можно принять оценку типичной длительности воздействия, полученную по результатам хронометража (см. E.3 и G.2.2).
6 Учет неопределенности измерения
Неопределенность оценки вибрационного воздействия зависит от неопределенности измерения используемого для оценки параметра вибрации и от того, насколько данный параметр представителен с точки зрения воздействия вибрации на рабочем месте. Кроме того, эта неопределенность включает в себя также неопределенности оценки длительности воздействия вибрации.
Неопределенность параметра вибрации, заявленного изготовителем, входит в вибрационную характеристику машины согласно [8]* и обозначается K. Неопределенность оценки характеристики вибрационного воздействия, полученной расчетным методом, в реальных условиях применения машины, как правило, много больше.
_______________
* Требование заявлять вибрационную характеристику и ее вид установлены ГОСТ 12.1.012-2004 "Система стандартов безопасности труда. Вибрационная безопасность. Общие требования".
Неопределенность оценки вибрационного параметра оказывает большее влияние на оценку неопределенности вибрационной экспозиции за смену, нежели неопределенность оценки длительности воздействия, поскольку вибрационная экспозиция за смену пропорциональна первой степени параметра вибрации и квадратному корню из длительности воздействия.
7 Оценка вибрационного воздействия
7.1 Общие положения
Оценка вибрационного воздействия определяется двумя составляющими:
- среднеквадратичным значением корректированного ускорения на поверхности контакта машины с рукой оператора;
- длительностью воздействия вибрации на оператора.
Характеристики вибрационного воздействия определяют по значениям параметра вибрации и длительности воздействия, как указано в разделах 4 и 5. Принцип оценки, основанный на имеющейся информации о параметре вибрации, описан в приложении B. Используемой характеристикой вибрационного воздействия может быть вибрационная экспозиция за смену A(8) или индекс вибрационной экспозиции за смену .
7.2 Использование оценки вибрационной экспозиции за смену A(8)
7.2.1 Описание метода
Вибрационная экспозиция за смену A(8), м/с, может быть рассчитана на основе эквивалентной полной вибрации
![]() , м/с
, м/с, и длительности воздействия вибрации за смену T, ч, для данной машины и данного рабочего задания по формуле
![]() , (6)
, (6)
где T=8 ч.
Если оператор за рабочую смену использует n машин, которым соответствуют значения эквивалентной полной вибрации ![]() и длительности воздействия
и длительности воздействия , то вначале рассчитывают составляющую вибрационной экспозиции за смену A
(8) для i-й машины по формуле (6), а затем объединяют эти составляющие для расчета A(8) по формуле
![]() . (7)
. (7)
Данная процедура установлена в EN ISO 5349-1 и более подробно описана в EN ISO 5349-2. Пример ее использования приведен в 7.2.2.
Примечание - Если машину используют в разных рабочих условиях, для каждого из которых известен параметр вибрации, это можно рассматривать как применение нескольких машин, для каждой из которых определен свой параметр вибрации и своя длительность воздействия вибрации.
Полученное значение A(8) сравнивают с порогом предупреждения и предельно допустимым значением, чтобы определить необходимость принятия работодателем мер по снижению вибрационного воздействия (см. таблицу 2). Для оценки вибрационной экспозиции за смену характерна высокая неопределенность. Если оценка близка к порогу предупреждения или предельно допустимому значению, то следует иметь в виду, что вероятность превышения соответствующего порогового значения будет весьма высока, и принять необходимые меры.
7.2.2 Пример
Полное значение вибрации по измеренному (заявленному) параметру вибрации в направлении одной оси может быть оценено следующим образом.
За рабочую смену газонокосилку используют в течение 4 ч. В это время включены перерывы в ее работе, так что чистое время воздействия вибрации составляет только 3 ч. Если предположить, что вибрация работающей газонокосилки приблизительно постоянна, то нет необходимости проводить измерения в течение всего времени ее работы. Достаточно определить три параметра: ,
![]() и
и - измеряя вибрацию в направлении трех взаимно перпендикулярных осей в течение короткого промежутка времени (длительностью примерно 1 мин), и считать эти значения представительными на всем периоде воздействия вибрации T
=3 ч.
По завершении использования газонокосилки оператор в течение полутора часов (T=1,5 ч) работает с кусторезом. За это время руки оператора постоянно находятся в контакте с вибрирующими рукоятками машины, поэтому время использования машины совпадает с длительностью воздействия вибрации. Однако сам кусторез в это время работает в двух режимах: холостого хода (T
=0,75 ч) и резания (T
=0,75 ч);
![]() .
.
Среднеквадратичные значения корректированного ускорения для этих рабочих операций следующие:
Газонокосилка: |
|
|
|
Кусторез, холостой ход: |
|
|
|
Кусторез, под нагрузкой: |
|
|
|
Значения полной вибрации:
Газонокосилка: |
|
Кусторез, холостой ход: |
|
Кусторез, под нагрузкой: |
|
Рабочее задание для газонокосилки включает только одну операцию длительностью T=3 ч, поэтому значение составляющей эквивалентной полной вибрации для этой машины (которую обычно заявляет изготовитель в соответствии с [1]):
![]() .
.
Согласно формуле (6) составляющая вибрационной экспозиции за смену для данной рабочей операции будет равна:
![]() 1,9 м/с
1,9 м/с.
Рабочее задание для кустореза состоит из двух рабочих режимов общей длительностью ![]() 1,5 ч, поэтому значение составляющей эквивалентной полной вибрации для этой машины (которую также обычно заявляет изготовитель в соответствии с [19]) согласно 3.4:
1,5 ч, поэтому значение составляющей эквивалентной полной вибрации для этой машины (которую также обычно заявляет изготовитель в соответствии с [19]) согласно 3.4:
![]() 5,2 м/с
5,2 м/с.
Составляющая вибрационной экспозиции за смену для работы с кусторезом равна
![]() 2,3 м/с
2,3 м/с.
Согласно формуле (7) вибрационная экспозиция за смену будет равна
![]() 3 м/с
3 м/с.
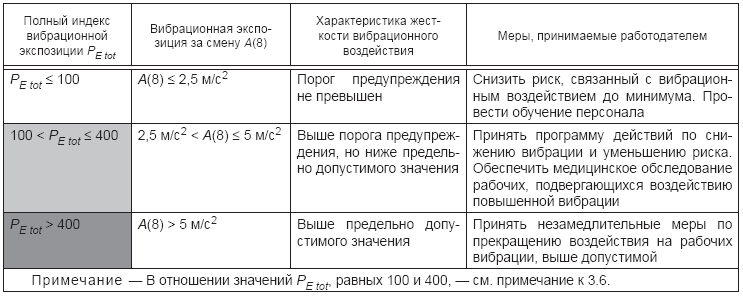
Отсюда можно сделать заключение, что, поскольку порог предупреждения A(8)=2,5 м/с превышен, необходимо принять меры по снижению риска, связанного с воздействием вибрации, к минимуму. Рабочие, подвергающиеся воздействию такой вибрации, должны проходить регулярные медицинские обследования.
7.3 Использование оценки индекса вибрационной экспозиции за смену
7.3.1 Описание метода
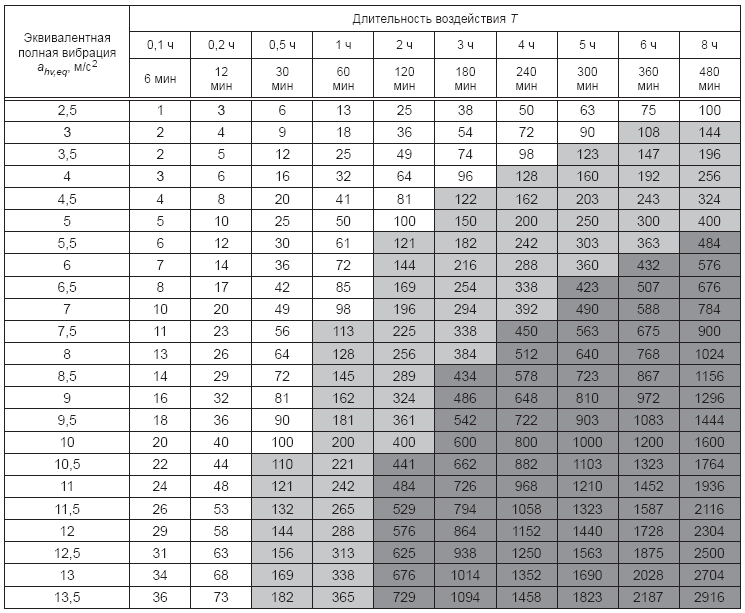
Данный метод позволяет достаточно просто охарактеризовать вибрационное воздействие, связанное с конкретной машиной, через значение эквивалентной полной вибрации ![]() (см. раздел 4) и соответствующую длительность воздействия T (см. раздел 5). Индекс вибрационной экспозиции может быть получен из таблицы 1* или по формуле (2).
(см. раздел 4) и соответствующую длительность воздействия T (см. раздел 5). Индекс вибрационной экспозиции может быть получен из таблицы 1* или по формуле (2).
________________
* В таблице 1 область превышения порога предупреждения [A(8)=2,5 м/с] выделена светло-серым цветом, а область превышения предельно допустимого значения [A(8)=5,0 м/с
] - темно-серым цветом.
В случае многократных воздействий (при использовании двух и более машин или нескольких рабочих операций в течение рабочего дня) полный индекс вибрационной экспозиции может быть получен простым суммированием n частных индексов вибрационной экспозиции
для каждого из таких воздействий (см. 3.6).
Общая характеристика жесткости вибрационного воздействия на основе полного индекса вибрационной экспозиции, на основе которой работодатель принимает решение о необходимых мерах по снижению риска, - по таблице 2*.
________________
* В таблице 2 область превышения порога предупреждения [A(8)=2,5 м/с] выделена светло-серым цветом, а область превышения предельно допустимого значения [A(8)=5,0 м/с
] - темно-серым цветом.
Примеры использования оценки полного индекса вибрационного воздействия приведены в приложениях E-H.
Таблица 1 - Индекс вибрационной экспозиции в зависимости от эквивалентной полной вибрации и длительности воздействия вибрации
Окончание таблицы 1
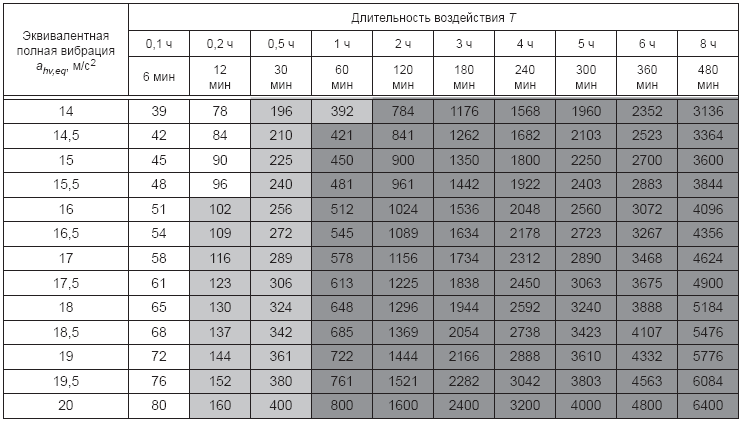
Таблица 2 - Характеристика жесткости вибрационного воздействия и меры, принимаемые работодателем
7.3.2 Примеры
7.3.2.1 Общие положения
Если в течение рабочего дня оператор использует несколько машин, то полный индекс вибрационной экспозиции может быть определен суммированием частных индексов вибрационной экспозиции для каждой машины. Последовательность операций следующая. Оценить значение эквивалентной полной вибрации
![]() и связанную с ней длительность воздействия T для каждой машины, найти по таблице 1 соответствующее значение
и связанную с ней длительность воздействия T для каждой машины, найти по таблице 1 соответствующее значение для данной машины и просуммировать эти значения для получения полного индекса вибрационной экспозиции
. Затем на основе полученного значения по таблице 2 определить меры, которые должны быть приняты работодателем для снижения риска, связанного с воздействием вибрации.
7.3.2.2 Пример 1
Для четырех машин, используемых в течение дня, известны следующие значения параметров вибрационного воздействия.
Машина 1: |
| T=0,1 ч, |
|
Машина 2: |
| T=0,2 ч, |
|
Машина 3: |
| T=0,2 ч, |
|
Машина 4: |
| T=0,5 ч, |
|
Полный индекс вибрационной экспозиции | 85 | ||
Заключение: поскольку значение полного индекса вибрационной экспозиции существенно меньше 100, то порог предупреждения не превышен. Однако следует принять некоторые меры для снижения риска, связанного с воздействием вибрации до минимума. Довести до рабочих информацию о вибрационном воздействии, которому они подвергаются по роду своей деятельности, и провести соответствующее обучение.
7.3.2.3 Пример 2
Для четырех машин, используемых в течение дня, известны следующие параметры вибрационного воздействия.
Машина 1: |
| T=0,1 ч, |
|
Машина 2: |
| T=0,2 ч, |
|
Машина 3: |
| T=1 ч, |
|
Машина 4: |
| T=0,5 ч, |
|
Полный индекс вибрационной экспозиции | 227 | ||
Заключение: поскольку значение полного индекса вибрационной экспозиции больше 100, но меньше 400, то превышен только порог предупреждения. Необходимо принять меры для снижения риска, связанного с воздействием вибрации, в соответствии с запланированной программой действий. Работники, подвергающиеся воздействию такой вибрации, должны регулярно проходить медицинское обследование.
7.3.2.4 Пример 3
Для трех машин, используемых в течение дня, известны следующие параметры вибрационного воздействия.
Машина 1: |
| T=1 ч, |
|
Машина 2: |
| T=2 ч, |
|
Машина 3: |
| T=0,5 ч, |
|
Полный индекс вибрационной экспозиции | 665 | ||
Заключение: поскольку значение полного индекса вибрационной экспозиции превышает 400, это означает, что превышено предельно допустимое значение вибрационной экспозиции за смену. Следует принять незамедлительные меры по снижению воздействия вибрации до допустимых значений, и если эти значения остаются выше порога предупреждения, то выполнять программу действий по снижению риска от вибрационного воздействия и осуществлять регулярное медицинское обследование работников.
8 Регистрируемая информация
В EN ISO 5349-2 указано, какие сведения должны быть внесены в протокол испытаний при оценке вибрационного воздействия по измерениям на рабочем месте. В случае использования расчетного метода оценивания дополнительно должна быть зарегистрирована следующая информация:
- источники данных о действующей вибрации и насколько эти данные можно считать достоверными;
- в каком виде представлены данные о вибрации (полная вибрация или в каком-либо одном направлении, рабочие условия, которым соответствует эта вибрация);
- длительность воздействия вибрации и как это значение было получено;
- периоды наблюдений;
- поправки, которые необходимо внести при оценке вибрационного воздействия и основания для внесения этих поправок;
- неопределенности, связанные с оценками параметров вибрации и длительности воздействия.
Приложение A
(рекомендуемое)
Информация, предоставляемая пользователю изготовителями и поставщиками машин
A.1 Требования законодательства и нормативных документов
Требования к вибрационной безопасности машин могут быть установлены на законодательном уровне*. В настоящее время общий подход к безопасности машин требует от изготовителей максимально снизить возможные риски, связанные с эксплуатацией машин, а при наличии остаточного риска, который не удалось устранить в полном объеме на стадии проектирования и изготовления (см. [6]), информация о нем должна быть предоставлена потребителю, чтобы он самостоятельно мог принять соответствующие меры безопасности. Обычно информацию об остаточных рисках приводят в технической документации, предоставляемой вместе с поставляемой машиной.
________________
* Примерами могут служить Европейская директива 2006/42/ЕС и Технический регламент Таможенного союза ТР ТС 010/2011.
Изготовители виброопасных ручных машин и машин с ручным управлением должны приводить их вибрационные характеристики в эксплуатационных документах. Обычно такого рода информацию указывают также в рекламных, информационных и иных материалах изготовителя.
A.2 Вибрационная характеристика машины
Знание вибрационной характеристики машины, сообщаемой изготовителем, должно помочь работодателю:
- сравнить разные модели машин одного класса по степени их вибрационной активности, чтобы исключить возможность приобретения машин, производящих чрезмерно большую вибрацию;
- выявить существенные различия в вибрационной активности машин разных классов, которые, во всех других отношениях, могли бы быть использованы для выполнения одних и тех же рабочих операций;
- ориентировочно оценить диапазон значений параметров вибрации, наблюдаемой при нормальном использовании машины.
Изготовитель может сообщить также дополнительную информацию, которую можно использовать для оценки риска, связанного с вибрационным воздействием, а также для снижения вибрации на рабочем месте и уменьшения связанного с нею риска.
Поставщики обычно сообщают данные о вибрационной активности машин, полученные в соответствии с испытательными кодами по вибрации. Примерами таких испытательных кодов могут служить стандарты [20] для ручных машин с пневматическим или иным приводом и [14] для ручных машин с электрическим приводом.
В отсутствие испытательных кодов для машин данного вида изготовитель в целях оценки вибрационной характеристики машины может воспользоваться основополагающим стандартом [18], согласно которому должны быть определены представительные условия испытаний, позволяющие получить значения параметра вибрации, типичные для верхнего диапазона значений, наблюдаемых в предполагаемых условиях применения машины. Изготовители должны указывать используемые ими методы испытаний, включая компоновку машины, режим работы и условия нагружения, точки и направления измерений вибрации.
Согласно [8]* заявляемая вибрационная характеристика машины должна включать в себя два параметра (см. 4.3):
________________
* См. также ГОСТ 12.1.012-2004.
- среднее значение измеренного параметра ускорения;
- неопределенность для a.
Заявляя значения и
, поставщик гарантирует, что при повторных испытаниях в соответствии с указанным методом испытаний с большой долей вероятности будет получено значение измеряемого параметра ускорения меньшее, чем
![]() . В ряде случаев
. В ряде случаев может превышать 40% значения a. Разницу между заявленными значениями
для двух машин не следует рассматривать как существенную, если разность этих значений не превышает одного из заявленных значений
.
Более подробная информация о том, как вибрационная характеристика, заявленная изготовителем, может быть использована для ориентировочной оценки вибрации на рабочем месте, приведена в приложениях E-H.
A.3 Дополнительная информация
Если испытательный код по вибрации не позволяет получить значения и
, адекватно характеризующие вибрацию в реальных условиях применения машины, то знания заявленной вибрационной характеристики машины может оказаться недостаточно для оценки остаточного риска. Одним из способов информирования потребителя об остаточном риске является предоставление ему сведений о вероятных значениях параметров вибрации (диапазона значений параметров) в реальных условиях применения машины. Другой важной дополнительной информацией является указание мер, позволяющих предотвратить появление чрезмерно высокой вибрации при использовании машины (см. [7]). Такие меры могут включать:
- техническое обслуживание машины (например, чтобы предотвратить рост вибрации бензопилы, может потребоваться проведение периодического контроля цепи и заточка зубьев);
- обучение персонала правильному выполнению рабочих операций (например, если вибрация отбойного молотка с виброизолирующими рукоятками зависит от прилагаемых оператором сил, то должно быть подготовлено руководство по правильному применению машины с указанием требований к обучению операторов);
- выбор соответствующих вставных инструментов или расходных материалов, если от них зависит производимая вибрация.
Приложение B
(рекомендуемое)
Принципы оценки вибрационной экспозиции за смену по заявленным вибрационным характеристикам машин
Обычно оценка вибрационной экспозиции для конкретного рабочего места требует выполнения следующих действий:
- определяют, какие машины будут использованы в течение рабочего дня;
- из документации узнают вибрационные характеристики этих машин.
Примечание - Если в документации на машину приведены сведения о значениях вибрации машины в реальных условиях применения, то для оценки вибрационного воздействия именно эту информацию следует использовать в первую очередь;
- если изготовитель при заявлении вибрационной характеристики использовал результаты измерений вибрации только в одном или двух направлениях (т.е. заявленным параметром не является значение полной вибрации), то в эти результаты необходимо внести поправки согласно 4.3.3.3 (см. приложения E-H). Проверяют, являются ли полученные значения представительными для реальных условий применения машин (см. приложения E-H);
- определяют длительность воздействия для каждой машины. Это можно сделать непосредственным измерением, путем умножения времени использования машины на относительную длительность воздействия или используя оценку типичной длительности воздействия (см. таблицу E.2 или G.1);
- рассчитывают вибрационную экспозицию за смену согласно 7.2 или используют индекс вибрационной экспозиции за смену согласно 7.3;
- сравнивают полученное значение с уровнем предупреждения или предельно допустимым значением по таблице 2;
- при оценке полученных значений учитывают, что их неопределенность может быть очень велика. Если при этом не остается сомнений, что пороговые значения превышены, принимают соответствующие меры по снижению вибрационного воздействия или принимают решение о необходимости получения оценки вибрационной экспозиции за смену на основе измерений на рабочем месте.
Приложение C
(рекомендуемое)
Упрощенный метод экспресс-оценки вибрации машины
C.1 Принцип экспресс-оценки
Оценка параметра вибрации, основанная исключительно на значении, заявленном изготовителем, может отличаться как в большую, так и в меньшую сторону от значения, полученного в реальных условиях применения конкретной машины, даже в случае использования корректировочных множителей, указанных в приложениях E-H. Установлено, что такие отличия могут превышать 50% в 66% всех случаев. Описываемый в настоящем приложении упрощенный метод оценивания вибрации машины основан на статистике значений эквивалентной полной вибрации для машин данного класса. Он позволяет преодолеть указанные недостатки оценивания, основанного исключительно на использовании заявленной вибрационной характеристике машины, но, с другой стороны, сам не свободен от недостатков. Главным из них является то, что метод не учитывает конструктивных решений, примененных для снижения вибрации машин данной модели, и не делает разницы между обычными и маловибрирующими машинами. Поэтому в любом случае в силе остается рекомендация выбирать машины, у которых заявленное значение параметра ускорения меньше.
По выборке заявленных изготовителями машин данного класса значений параметра ускорения после их умножения на корректировочный множитель (см. приложения E-H) определяют 50-й, 75-й и 90-й процентили (см. таблицу С.1). После этого работодатель по ответам на вопросы об условиях применения машины определяет, каким процентилем ему следует руководствоваться для получения оценки вибрации.
Примечание - Для некоторых классов машин существуют большие базы данных результатов измерений вибрации на месте применения машины и декларированных изготовителями значений вибрационной характеристики. В этом случае значения 50-й, 75-й и 90-й процентили могут быть получены по базе данных для машины соответствующего класса.
C.2 Иллюстрация применения метода
В рассматриваемом примере применения метода экспресс-оценки приведенные в таблице C.1 численные значения полной вибрации не соответствуют реальным характеристикам распределения для машин данного класса и использованы только в иллюстративных целях.
Таблица C.1 - 50-й, 75-й и 90-й процентили полной вибрации на основе декларированных изготовителями значений для машин данного класса
Класс машин | Вставной инструмент | Типичная рабочая операция | Процентили эквивалентной полной вибрации, м/с | ||
50-й | 75-й | 90-й | |||
Угловая шлифовальная машина | Круг | Шлифование | 3,8 | 5,5 | 8,5 |
Условия применения машины могут быть отнесены к одному из трех уровней: благоприятному, нормальному, неблагоприятному, - в зависимости от ответов на вопросы опросника, представленного таблицей C.2. Каждому уровню соответствует определенное число отрицательных ответов на вопросы опросника: благоприятному уровню соответствует отсутствие отрицательных ответов, нормальному - один отрицательный ответ, неблагоприятному - два отрицательных ответа и более. Благоприятному уровню условий применения соответствует 50-й процентиль распределения, нормальному - 75-й процентиль, неблагоприятному - 90-й процентиль.
Таблица C.2 - Опросник об условиях применения машины
Вопрос | Возможные ответы |
Имеет ли конструкция машины средства снижения вибрации (подвесные рукоятки, резиновые или пружинные изоляторы, устройство автобалансировки и т.п.) | Да/Нет |
Соответствуют ли применяемые вставные инструменты (шлифовальный круг, полировальная подошва, сверло и т.п.) рекомендациям изготовителя | Да/Нет (Не знаю) |
Соответствует ли машина и вставной инструмент выполняемому рабочему заданию | Да/Нет |
Подвергается ли вставной инструмент периодическому техническому обслуживанию | Да/Нет (Не знаю) |
Подвергается ли машина периодическому техническому обслуживанию | Да/Нет |
Подвергаются ли средства снижения вибрации периодическому техническому обслуживанию | Да/Нет (Не знаю) |
Прошел ли оператор обучение по работе с машиной (включая использование и замену вставного инструмента) | Да/Нет |
В качестве примера рассматривается работа оператора угловой шлифовальной машины, для которой характеристики распределения эквивалентной полной вибрации соответствуют приведенным в таблице C.1. Условия применения характеризуются:
- отсутствием у машины подвесных рукояток и устройства автобалансировки вала;
- использованием новой машины с шлифовальным кругом, рекомендованным изготовителем;
- применением шлифовального круга, соответствующего выполняемой рабочей операции (зачистке сварных соединений);
- выполнением рабочей операции опытным квалифицированным оператором;
- средней длительностью воздействия вибрации в течение смены 4 ч.
Поскольку на вопросы из опросника дан один отрицательный ответ, то из таблицы C.1 берут значение, соответствующее 75-му процентилю, т.е. =5,5 м/с
.
Тогда A(8)=5,5x(4/8)=3,9 м/с
.
Приложение D
(рекомендуемое)
Применение заявленных вибрационных характеристик машин и иных параметров, измеренных в соответствии с испытательным кодом по вибрации
D.1 Общие положения
В настоящем приложении более подробно рассмотрено, в чем состоит разница между параметрами вибрации, измеренными согласно соответствующим испытательным кодам (стандартам) и наблюдаемыми на рабочем месте в процессе реального применения машин, а также в каких случаях результаты измерений по испытательному коду могут быть использованы при оценке вибрационной экспозиции за смену для конкретного рабочего задания.
Рекомендации по использованию заявленных вибрационных характеристик в целях оценки вибрации на рабочем месте для разных групп машин приведены в приложениях E-H. Эти группы различаются по источникам питания: двигатель внутреннего сгорания, электрический, пневматический или гидравлический привод.
Общая процедура состоит в следующем:
- выбирают одно из приложений (E, F, G или H) в зависимости от вида источника питания;
- находят интересующую машину в соответствующей таблице;
- в инструкции по эксплуатации для данной машины находят вибрационную характеристику машины и метод испытаний, по которому эта вибрационная характеристика была получена;
- по таблице находят интересующее рабочее задание;
- если поиск оказался успешен, то смотрят, как на основе вибрационной характеристики получить оценку вибрационного воздействия на рабочем месте.
Очень часто вибрационная характеристика, полученная в соответствии с опубликованным испытательным кодом, пригодна только для сравнения вибрационной активности машин одного вида. Ее нельзя использовать для точной оценки вибрации на рабочем месте, однако в некоторых случаях возможно получить ориентировочную оценку, что позволяет выявить рабочие места, на которых вибрация заведомо очень низка или, наоборот, высока.
В столбце 6 таблиц E.1, F.1, G.3 и H.1 приведена информация, в каких случаях ориентировочные оценки могут быть определены.
Необходимо помнить, что расчетные значения вибрационной экспозиции не совпадают с теми, что имеют место на рабочем месте, и могут быть как выше, так и ниже последних.
Расчетные оценки имеют большую неопределенность. Изготовители, поставщики и другие лица не должны использовать эти оценки для сравнения вибрационных воздействий на рабочих местах или для оценки эффективности мер по снижению вибрации.
Если в таблицах E.1, F.1, G.3 и H.1 приведены фиксированные ссылки на стандарты, то не следует использовать более ранние или поздние редакции этих стандартов.
D.2 Классификация по условиям испытаний
D.2.1 Классификация по условиям работы машины
Условия работы машины, определенные в испытательном коде, могут быть отнесены к следующим категориям, обозначаемым арабскими цифрами:
Категория 1: измерения проводят в процессе выполнения рабочей операции, воспроизводящей некоторые стандартизованные реальные условия применения машины. Полученные результаты соответствуют максимальной вибрации, ожидаемой при обычном нормальном применении машины. При заявлении вибрационной характеристики учитывают различные возможные режимы работы машины. Однако если машина использует вставной инструмент, то это может потребовать привлечение дополнительной информации.
Категория 2: измерения проводят в процессе выполнения рабочей операции, воспроизводящей некоторые стандартизованные реальные условия применения машины. Полученные результаты соответствуют максимальной вибрации, ожидаемой при обычном нормальном применении машины. Однако возможность работы машины в различных режимах, применяемый вставной инструмент и другие источники вариативности создаваемой вибрации могут потребовать привлечения дополнительной информации.
Категория 3: измерения проводят в стандартизованных искусственно созданных условиях применения машины. Полученные результаты соответствуют максимальной вибрации, ожидаемой при обычном нормальном применении машины. Однако возможность работы машины в различных режимах, применяемый вставной инструмент и другие источники вариативности создаваемой вибрации могут потребовать привлечения дополнительной информации.
Категория 4: измерения проводят во время выполнения машиной стандартизованной операции, которая не является представительной для обычного применения машины (например, в отсутствие нагрузки, при том, что вид нагрузки оказывает существенное влияние на производимую машиной вибрацию). Полученные результаты только в редких случаях могут быть использованы для оценки вибрационного воздействия на рабочем месте, поскольку были получены в условиях работы машины, не характерных для ее применения при эксплуатации.
D.2.2 Классификация по направлениям измерений вибрации
По сведениям, приведенным в сопроводительной документации на машину, обычно можно определить, была ли вибрационная характеристика получена по результатам измерений в одном направлении, во всех трех направлениях или включает в себя значение эквивалентной полной вибрации (см. 4.1). В соответствии с использованными направлениями измерений заявляемые параметры вибрации могут быть отнесены к следующим категориям, обозначаемым заглавными латинскими буквами:
Категория A: полная вибрация (или, где необходимо, эквивалентная полная вибрация
![]() ), полученная по результатам измерений в трех направлениях.
), полученная по результатам измерений в трех направлениях.
Категория B: среднеквадратичное значение корректированного ускорения , полученное по результатам измерений только в одном направлении (обычно в том, которое считают доминирующим направлением вибрации).
D.2.3 Классификация по точкам измерений
Измерения вибрации согласно некоторым испытательным кодам проводят только в одной точке контакта руки с поверхностью машины, и это не всегда та точка контакта, где вибрация максимальна. Заявляемые параметры вибрации могут быть отнесены к следующим категориям, обозначаемым римскими цифрами:
Категория I: используют максимальное из значений, полученных в результате измерений на обеих рукоятках.
Категория II: используют значения, полученные в результате измерений только на одной рукоятке, где, как заранее известно, вибрация максимальна.
Категория III: используют значения, полученные в результате измерений только на одной рукоятке, где, возможно, вибрация не является максимальной.
Приложение E
(рекомендуемое)
Оценка вибрационной экспозиции за смену для электрических машин
E.1 Общие положения
До 2005 г. заявление вибрационных характеристик электрических машин, как правило, основывалось на результатах измерений вибрации только в одном направлении. Исключением являются цепные пилы, для которых всегда проводили измерения полной вибрации. В E.2 приведены рекомендации, каким образом результаты измерений вибрации в одном направлении могут быть использованы при оценке вибрационного воздействия на рабочем месте.
Следует принимать во внимание, что оценка A(8), рассчитанная по результатам измерений вибрации вдоль одной оси, имеет большую неопределенность.
Кроме того, для оценки вибрационной экспозиции за смену необходимо знать длительность воздействия вибрации в течение рабочего дня. В E.3 приведены рекомендации, каким образом длительность воздействия может быть оценена для разных электрических машин.
Следует иметь в виду, что часто в течение одной типичной рабочей смены оператор применяет разные ручные машины, что приводит к необходимости суммировать составляющие вибрационной экспозиции за смену для разных рабочих операций в соответствии с разделом 7.
E.2 Использование вибрационной характеристики, заявленной в соответствии с испытательным кодом на машину
В таблице E.1 приведена информация о том, каким образом могут быть использованы вибрационные характеристики, которые заявлены в соответствии с испытательными кодами, опубликованными до 2007 г.
Неправильное техническое обслуживание машины может привести к повышенной вибрации. Неправильно заточенный, затупленный или неуравновешенный вставной инструмент также приводит к повышению вибрации. Особого внимания требуют старые машины, у которых снижение вибрации конструктивно осуществляется за счет применения резиновых элементов, поскольку вибрация таких машин чувствительна к повреждению или старению этих элементов. Как следствие вибрация машины в условиях применения может быть значительно выше заявленной.
Таблица E.1 - Использование заявленных вибрационных характеристик электрических машин для оценки вибрационного воздействия на оператора*
________________
* В столбце "Испытательный код" приведены обозначения соответствующих европейских стандартов и изменений к этим стандартам. Наименования стандартов - см. Библиографию.
Машина | Испытательный код | Условия испытаний | Категория | Реальное рабочее задание | Использование для ориентировочной оценки воздействия вибрации |
Дрель | EN 50144-2-1 (все издания) | Максимальная скорость без нагрузки | 4, B, I | Сверление | На практике вибрация обычно соответствует заявленной |
EN 60745-2-1:2003/А 11:2007 (и более поздние издания) | Сверление стали (вертикальное) | 1, A, I | Сверление (без ударов) | На практике вибрация обычно соответствует заявленной | |
Завертывание крепежа | На практике вибрация обычно соответствует заявленной | ||||
Ударная дрель | EN 50144-2-1 (все издания) | Сверление мелкозернистого бетона | 1, В, I | Ударное сверление | Умножить на 1,5 |
EN 60745-2-1:2003/А 11:2007 (и более поздние издания) | Сверление мелкозернистого бетона | 1, A, I | Ударное сверление | На практике вибрация обычно соответствует заявленной | |
Сверление кирпича | 2, A, I | Ударное сверление | На практике вибрация обычно соответствует или ниже заявленной | ||
Дрель с алмазным сверлом | EN 60745-2-1:2003/А 11:2007 (и более поздние издания) | Сверление бетона (с водой, вертикальное) | 1, A, I | Влажное сверление | На практике вибрация обычно соответствует заявленной |
Сверление известняка (горизонтальное) | 1, A, I | Сухое сверление | На практике вибрация обычно соответствует заявленной | ||
Сверление кирпича (горизонтальное) | 2, A, I | Сухое сверление | На практике вибрация обычно соответствует заявленной | ||
Винтоверт (шуруповерт) | EN 50144-2-2 (все издания) | Максимальная скорость без нагрузки | 3, В, I | Завертывание крепежа | Умножить на 1,5 |
EN 60745-2-2:2003/А 11:2007 (и более поздние издания) | Максимальная скорость без нагрузки | 3, А, I | Завертывание крепежа | На практике вибрация обычно соответствует заявленной | |
Ударный гайковерт | EN 50144-2-2 (все издания) | Нагружение специальным устройством | 3, B, I | Ударное завертывание крепежа | Умножить на 1,5 |
EN 60745-2-2:2003/А 11:2007 (и более поздние издания) | Жесткое винтовое соединение | 1, A, I | Ударное завертывание крепежа | На практике вибрация обычно соответствует заявленной | |
Мягкое винтовое соединение | 1, A, I | Ударное завертывание крепежа | На практике вибрация обычно соответствует или ниже заявленной | ||
Шлифовальная машина со вставным кругом | EN 50144-2-3 (все издания) | Применение круга с заданным дисбалансом на пониженной скорости | 3, B, I | Резка | Умножить на 1,5 |
3, B, I | Шлифование | Умножить на 1,5 | |||
3, B, I | Полирование | На практике, как правило, вибрация ниже заявленной | |||
EN 60745-2-3:2007 | Применение круга с заданным дисбалансом на максимальной скорости | 3, А, I | Черновое шлифование и резка разных материалов | На практике вибрация обычно соответствует заявленной | |
Шлифование стальной плиты | 1, A, I | Шлифование разных материалов и покрытий | На практике вибрация обычно соответствует заявленной | ||
Полирование стальной плиты | 1, A, I | Полирование разных материалов и покрытий | На практике вибрация обычно соответствует заявленной | ||
Шлифовальная машина с подошвой | EN 50144-2-4 (все издания) | Шлифование стальной пластины | 1, B, I | Шлифование разных материалов и покрытий | Умножить на 1,5 |
EN 60745-2-4:2003/А 11:2007 (и более поздние издания) | Шлифование стальной пластины | 1, А, I | Шлифование разных материалов и покрытий | На практике вибрация обычно соответствует заявленной | |
Циркулярная пила | EN 50144-2-5 (все издания) | Отрезание ДСП | 1, B, I | Отрезание дерева и мягких материалов | Умножить на 1,5 |
EN 60745-2-5:2007 (и более поздние издания) | Отрезание ДСП толщиной 38 мм | 1, A, I | Отрезание дерева и мягких материалов | На практике вибрация обычно соответствует заявленной | |
Бурильный молоток | EN 50144-2-6 (все издания) | Ударное бурение бетона (вертикальное) | 1, В, I | Ударное бурение | Умножить на 2 |
Безударное бурение | На практике, как правило, вибрация ниже заявленной | ||||
Дробление | Умножить на 2 | ||||
Другие применения | Умножить на 2 (только для грубой оценки). На практике вибрация может быть как выше, так и ниже заявленной | ||||
EN 60745-2-6:2003/А 11:2007 (и более поздние издания) | Ударное бурение бетона (вертикальное) | 1, A, I | Ударное бурение | На практике вибрация обычно соответствует заявленной | |
Нагружение зубила поглотителем энергии со стальными шариками | 3, A, 1 | Дробление кирпича или бетона | На практике вибрация обычно соответствует заявленной | ||
Другие применения с ударами по стене | На практике вибрация обычно соответствует или ниже заявленной | ||||
EN 60745-2-1:2003/А 11:2007 (и более поздние издания) | Сверление стали | 1, A, I | Безударное бурение | На практике вибрация обычно соответствует заявленной | |
Другие применения (без ударов) | На практике вибрация обычно соответствует заявленной | ||||
Лом | EN 50144-2-6 (все издания) | Нагружение зубила поглотителем энергии со стальными шариками | 3, B, 1 | Разрушение бетона | Умножить на 1,5 |
Разрушение кирпичной кладки | Умножить на 1,5 | ||||
EN 60745-2-6:2003/А 11:2007 (и более поздние издания) | Нагружение зубила поглотителем энергии со стальными шариками | 3, А, 1 | Разрушение бетона | На практике вибрация обычно соответствует заявленной | |
Разрушение кирпичной кладки | На практике вибрация обычно соответствует заявленной | ||||
Распылитель | EN 50144-2-7 (все издания) | Максимальная скорость без нагрузки | 3, В, 1 | Разбрызгивание жидкостей | Умножить на 1,5 |
Ножницы по металлу ножевые и вырубные | EN 50144-2-8 (все издания) | Максимальная скорость без нагрузки | 4, В, I | Резка листового металла | Умножить на 1,5 |
EN 60745-2-8:2003/А 11:2007 (и более поздние издания) | Резка стального листа | 1, A, I | Резка листового металла | На практике вибрация обычно соответствует заявленной | |
Резьбонарезная машина | EN 50144-2-9 (все издания) | Испытания не проводят (указывают непревышение 2,5 м/с | - | Нарезание резьбы | Умножить на 1,5 |
EN 60745-2-9:2003/А 11:2007 | Максимальная скорость без нагрузки | 3, A, I | Нарезание резьбы в отверстиях | На практике вибрация обычно соответствует заявленной | |
Ножовочная пила | EN 50144-2-11 (все издания) | Отрезание ДСП | 3, В, I | Пиление разных материалов | Умножить на 2 |
EN 60745-2-11:2003/A 11:2007 (и более поздние издания) | Отрезание ДСП толщиной 38 мм | 1, А, I | Отрезание досок | На практике вибрация обычно соответствует заявленной | |
2, A, I | Резка бруса, труб и работы по сносу сооружений | Умножить на 1,5 | |||
EN 60745-2-11:2003/ А 12:2009 (и более поздние издания) | Отрезание ДСП толщиной 38 мм | 1, A, I | Отрезание досок | На практике вибрация обычно соответствует заявленной | |
Отрезание деревянного бруса | 1, A, I | Резка бруса, труб и работы по сносу сооружений | На практике вибрация обычно соответствует заявленной | ||
Лобзик | EN 50144-2-10 (все издания) | Отрезание ДСП | 3, В, I | Пиление разных материалов | Умножить на 1,5 |
EN 60745-2-11:2003/A 11:2007 (и более поздние издания) | Отрезание ДСП толщиной 38 мм | 1, А, I | Отрезание досок | На практике вибрация обычно соответствует заявленной | |
Отрезание металлического листа толщиной 3 мм | 1, A, I | Отрезание листового металла | На практике вибрация обычно соответствует заявленной | ||
Рубанок | EN 50144-2-14 (все издания) | Строгание мягкой древесины | 1, В, I | Строгание мягкой древесины | Умножить на 1,5 |
EN 60745-2-14:2003/ А 11:2007 (и более поздние издания) | Строгание мягкой древесины | 1, A, I | Строгание мягкой древесины | На практике вибрация обычно соответствует заявленной | |
Фрезеровальная машина | EN 50144-2-17 (все издания) | Нарезание бороздок на ДСП | 1, B, I | Нарезание бороздок и обработка кромок | Умножить на 1,5 |
EN 60745-2-17:2003/A 11:2007 (и более поздние издания) | Нарезание бороздок на ДВП | 1, A, I | Нарезание бороздок и обработка кромок | На практике вибрация обычно соответствует заявленной | |
Машина для резки ламината | EN 50144-2-18 (все издания) | Максимальная скорость без нагрузки | 4, В, I | Нарезание шлицев | Умножить на 1,5 |
EN 60745-2-17:2003/A 11:2007 (и более поздние издания) | Нарезание бороздок на ДВП | 1, A, I | Нарезание шлицев и краев | На практике вибрация обычно соответствует заявленной | |
Данные, приведенные в настоящем стандарте, не распространяются на шлифовальные машины с гибким валом. Для таких машин в общем случае нельзя установить корректирующий коэффициент, связывающий результаты измерений при испытаниях машины с вибрацией, наблюдаемой при ее практическом использовании. Для вынесения обоснованных суждений о возможной вибрации в условиях применения необходимо знать подробности испытаний, отраженные в протоколе испытаний.
Для ножевых ножниц по металлу испытательный код по вибрации не установил строгих требований к материалу обработки, что не позволяет использовать заявленную вибрационную характеристику для оценки вибрационного воздействия на оператора при работе по жесткому металлу. | |||||
Примечание 1 - Если машина отсутствует в таблице и изготовитель декларировал для нее значение параметра вибрации только по одной оси, то в целях оценки воздействия вибрации на оператора следует использовать корректировочный множитель не менее 1,5. Примечание 2 - Если изготовитель заявил, что значение эквивалентной полной вибрации менее 2,5 м/с Примечание 3 - Объяснение данных столбца "Категория" таблицы E.1 приведено в приложении D. | |||||
E.3 Упрощенный метод оценки длительности воздействия
Для каждой применяемой машины или технологического процесса следует определять длительность воздействия вибрации, например, путем наблюдения за выполнением работ в течение рабочего дня (см. раздел 5).
Другой способ определения длительности воздействия состоит в умножении оцененного времени использования машины на относительную длительность воздействия, которая для электрических машин составляет обычно только около 20% за исключением бетоноломов, где она достигает 80%.
Операторы и пользователи, когда их просят оценить типичную длительность воздействия вибрации в течение рабочего дня, обычно включают в оценку и те периоды времени, когда вибрация отсутствует, поскольку оператору легче оценить время использования машин, распределив его по всем инструментам, использованным за смену. Таким образом, оценки длительности воздействия, сделанные операторами, часто бывают завышенными.
Операторы учитывают не только время контакта руки с работающей машиной (когда пусковое устройство удерживается во включенном положении), но также другие интервалы времени, хотя и связанные с выполняемой рабочей операцией, но в течение которых вибрация отсутствует. Поэтому для нахождения истинного времени воздействия вибрации в сделанную оценку необходимо вносить соответствующую поправку.
В ряде случаев оценку длительности воздействия вибрации в течение рабочего дня можно получить исходя из обобщенных представлений о временах воздействий вибрации при применении той или иной машины, основанных на многократных хронометражах рабочего дня (см. таблицу E.2).
Если длительность воздействия вибрации невозможно определить по измерениям времени непосредственно на рабочем месте, то рекомендуется сравнить оценку длительности воздействия, полученную на основе относительной длительности воздействия (например, 20%) с типичными временами воздействия по таблице E.2. Если расчетное значение окажется больше, чем значение в таблице, и при этом выполняемые рабочие операции не являются в значительной степени специфическими, следует провести дополнительные исследования на рабочем месте. Если же табличное значение окажется больше расчетного, то в качестве оценки длительности воздействия рекомендуется брать табличное значение.
Таблица E.2 - Типичные длительности воздействия вибрации в течение восьмичасового рабочего дня
Машина | Длительность воздействия, ч | ||
нормальное применение | интенсивное применение | постоянное применение | |
Угловая шлифовальная машина мощностью до 1500 кВт | 0,5 | 1,5 | 3 |
Угловая шлифовальная машина мощностью 1500 кВт и более | 0,5 | 1 | 2 |
Прямая шлифовальная машина | 0,25 | 0,5 | - |
Рубильный молоток массой до 12 кг | 0,25 | 0,5 | 1,5 |
Бетонолом массой 12 кг и более | 0,5 | 0,75 | - |
Бурильный молоток массой до 4 кг | 0,25 | 0,5 | - |
Бурильный молоток массой 4 кг и более | 0,25 | 0,5 | 1 |
Комбинированный отбойный молоток | 0,25 | 0,5 | - |
Перфоратор | 0,15 | - | - |
Дрель | 0,25 | 0,5 | - |
Шуруповерт (винтоверт) | 0,25 | 1 | - |
Автономная отвертка | 0,25 | 0,5 | - |
Ударный гайковерт | 0,15 | 0,5 | - |
Циркулярная пила | 0,25 | 0,5 | - |
Ножовочная пила | 0,25 | 0,5 | - |
Лобзик | 0,15 | 0,5 | - |
Цепная пила | 0,5 | - | - |
Ножовочная пила | 0,15 | 0,5 | - |
Орбитальная шлифовальная машина | 0,5 | 1 | - |
Ленточно-шлифовальная машина | 0,25 | 0,5 | - |
Дельта-шлифовальная машина | 0,5 | - | - |
Полировальная машина | 0,75 | 1,5 | - |
Машина для подрезки живой изгороди | 0,75 | 1,5 | - |
Штроборез | 0,5 | 1,5 | - |
Рубанок | 0,25 | 0,5 | - |
Вырубные ножницы | 0,25 | 0,5 | - |
Фуганок | 0,15 | 0,5 | - |
Фрезеровальная машина | 0,25 | 0,5 | - |
Промышленный фен | 0,25 | - | - |
| |||
Если использование полученной в соответствии с вышеприведенными рекомендациями оценки длительности воздействия дает оценку вибрационной экспозиции за смену, превышающую граничные значения, необходимо провести более точную оценку риска, связанного с воздействием вибрации.
E.4 Другие методы оценки вибрационной экспозиции за смену
Иногда встречаются попытки выразить предельно допустимое значение вибрационной экспозиции за смену через характеристики производительности. Например, для бурильного молотка такой характеристикой может быть число скважин за рабочую смену, которые могут быть пробурены, прежде чем предельно допустимое значение будет превышено.
Для получения предельного значения характеристики производительности следует провести одновременные измерения вибрации и скорости бурения машины в соответствующих условиях ее применения, после чего рассчитать допустимое число скважин заданной глубины на основе максимальной длительности воздействия T (полученной по результатам измерений вибрации) и числа пробуриваемых скважин в единицу времени с учетом всех неопределенностей.
При использовании данного метода работодателю остается только сравнить число скважин, которые должны быть пробурены определенной машиной с соответствующим буровым наконечником, с максимально допустимым числом скважин за рабочую смену, чтобы определить, будут ли превышены граничные значения вибрационной экспозиции за смену.
Модификация данного метода, например, для угловых шлифовальных машин может состоять в том, что измеряют время использования шлифовального круга до его износа при выполнении соответствующей рабочей операции. Если известны вибрация машины (например, по проведенным измерениям или в результате ориентировочной оценки) и время до износа шлифовального круга, то можно рассчитать число шлифовальных кругов, которые могут быть заменены в течение рабочего дня, аналогично тому, как это показано в примере раздела F.4.
E.5 Пример
При прокладке инженерных сооружений зданий работник использует две ручные машины. В инструкциях по эксплуатации этих машин приведены значения вибрационной характеристики. Хронометраж рабочего дня выполнен не был, но известно, что в течение дня примерно 2 ч работник работает со штроборезом и 1 ч - с комбинированным молотком. Поправочный множитель для данных машин находят из таблицы E.1 (поскольку штроборез не входит в число машин, указанных в таблице E.1, то для него используют значение поправочного множителя 1,5 - см. таблицу Е.1, примечание 1). На основе этих данных получают ориентировочную оценку эквивалентной полной вибрации.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Поправочный множитель | Ориентировочная оценка |
Комбинированный молоток (режимы сверления и разрушения материала) | 7 | EN 50144-2-6 | 2 | 7·2=14 |
Штроборез | 4 | - | 1,5 | 4·1,5=6 |
Длительность воздействия вибрации можно оценить, взяв значение относительной длительности воздействия, равное 20%. Полученную оценку сравнивают с типичным значением для нормальных условий применения по таблице E.2.
Машина | Оценка времени использования машины T | Длительность воздействия T (20%), ч | Типичная длительность воздействия T (по таблице E.2) | Длительность воздействия T, ч, принимаемая для расчетов |
Комбинированный молоток (режимы сверления и разрушения материала) | 1 | 0,2 | 0,25 | 0,25 |
Штроборез | 2 | 0,4 | 0,5 | 0,5 |
Из двух значений длительности воздействия для каждого инструмента выбрано наибольшее, исходя из того, что выполняется только ориентировочная оценка вибрационного воздействия.
Поскольку теперь известны как параметр вибрации, так и длительность воздействия, то можно рассчитать индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
|
Комбинированный молоток (режимы сверления и разрушения материала) | 14 | 0,25 | Между 78 и 196 | 98 |
Штроборез | 6 | 0,5 | 36 | 36 |
Полный индекс вибрационной экспозиции | Между 114 и 232 | 134 | ||
Полный индекс вибрационной экспозиции превышает 100, но много менее 400, т.е. порог предупреждения превышен, но предельно допустимое значение еще далеко не достигнуто. Работодателю необходимо принять меры по снижению риска, связанного с воздействием вибрации, к минимуму. Рабочие, подвергающиеся воздействию такой вибрации, должны подвергаться регулярным медицинским обследованиям.
Приложение F
(рекомендуемое)
Оценка вибрационной экспозиции за смену для пневматических машин
F.1 Общие положения
Для пневматических машин практически невозможно получить расчетным методом "точную" оценку вибрационного воздействия на конкретного оператора в конкретный рабочий день вследствие широкого разброса значений как длительности воздействия, так и наблюдаемой в разные рабочие дни вибрации. Но использование заявленной вибрационной характеристики в совокупности с оценкой длительности воздействия позволяет получить ориентировочную оценку вибрационного воздействия. В настоящем приложении представлены рекомендации по построению такой ориентировочной оценки.
F.2 Ориентировочная оценка параметра вибрации в реальных условиях применения машин
В настоящем разделе даны рекомендации, каким образом использовать информацию, предоставляемую изготовителем, в форме заявленной вибрационной характеристики или в виде дополнительных сведений о машине.
Вначале смотрят, есть ли в сопроводительной документации сведения о вибрации, наблюдаемой в реальных условиях применения машины. Если такая информация есть, то проверяют, соответствуют ли приведенные данные предполагаемым условиям применения машины. При положительном ответе на данный вопрос приведенные данные в совокупности с ожидаемыми длительностями воздействия вибрации используют непосредственно для оценки вибрационного воздействия.
При отсутствии таких дополнительных сведений для оценки используют заявленную вибрационную характеристику. Такую оценку можно считать весьма приблизительной. Если при этом окажется, что оператор с большой вероятностью будет подвергаться воздействию вибрации, превышающей порог предупреждения, то работодатель может либо принять меры по снижению воздействия, например выбрав машины с более низким уровнем вибрации, либо провести дополнительные исследования для уточнения, будет ли порог предупреждения действительно превышен. Такие исследования обычно требуют проведения измерений вибрации на рабочем месте. В таблице F.1 приведена информация о том, каким образом могут быть использованы заявленные вибрационные характеристики.
Таблица F.1 - Использование заявленной вибрационной характеристики пневматических машин для оценки вибрационного воздействия*
________________
* В столбце "Испытательный код" приведены обозначения соответствующих европейских стандартов и изменений к этим стандартам. Наименование стандартов - см. Библиографию.
Машина | Испытательный код | Условия испытаний | Категория | Реальное рабочее задание | Использование для ориентировочной оценки воздействия вибрации |
Клепальный молоток | EN 28662-2:1994 | Нагружение поглотителем энергии со стальными шариками | 2, B, II | Клепка, рубка | Умножить на 1,5 |
Зачистка, отслаивание, другие применения | Умножить на 2 | ||||
Бурильный молоток | EN 28662-3:1994 | Сверление отверстий в бетонном блоке | 1, B, II | Ударное бурение, дробление | Умножить на 2 |
A1:1995 | 2, В, II | ||||
Шлифовальная машина со вставным кругом | EN ISO 8662-4:1995 | Свободное вращение с заданной скоростью при нагружении алюминиевым диском с дисбалансом | 3, B, I | Угловые и вертикальные машины: резка или шлифование | Умножить на 1,5 |
Лом | EN 28662-5:1994 | Нагружение поглотителем энергии со стальными шариками | 2, B, II | Разрушение бетона | Умножить на 2 |
Разрушение асфальта | Умножить на 1,5 | ||||
Машины с антивибрационными рукоятками часто чувствительны к силе подачи. Для таких машин приведенные значения справедливы только при приложении сил подачи, соответствующих рекомендациям изготовителя. | |||||
Ударная дрель | EN ISO 8662-6:1995 | Ударное сверление | 2, В, I | Ударное сверление | Умножить на 1,5 |
Ударный гайковерт | EN ISO 8662-7:1997 | Нагружение специальным устройством | 3, В, I | Затяжка болтов | Умножить на 1,5 |
Полировальная машина | EN ISO 8662-8:1997 | Полирование (шлифование) стальной поверхности по заданной траектории движения с заданной силой подачи и заданным абразивным материалом | 2, B, I | Полирование, шлифование | Умножить на 1,5 |
Трамбовка | EN ISO 8662-9:1996 | Трамбовка вспененного материала | 2, B, I | Трамбовка | Умножить на 1,5 |
Вырубные ножницы | EN ISO 8662-10:1998 | Отрезание листового металла | 2, B, II | Отрезание листового металла | Умножить на 1,5 |
Машина для забивания крепежа | CEN ISO/TS 8662-11:2004 | Забивание крепежа в дерево каждые 3 с | 3, B, II | Забивание крепежа каждые 3 с | Умножить на 1,5 |
Пила | EN ISO 8662-12:1997 | Обработка листа дерева или стали | 2, B, II | Обработка дерева или стали | Умножить на 1,5 |
Угловой борфрезер | EN ISO 8662-13:1997 | Свободное вращение с заданной скоростью при нагружении вставным инструментом с известным дисбалансом | 3, B, I | Обработка вращающимся напильником или шлифовальной головкой | Умножить на 1,5 |
Зачистный пучковый молоток | EN ISO 8662-14:1996 | Нагружение поглотителем энергии со стальными шариками | 3, B, III или | Зачистка сварных швов | Умножить на 2 |
Осциллирующий нож | EN ISO 28927-8:2009 | Резка толстого слоя резины | Умножить на 2 | ||
Резка тонкого слоя резины | Умножить на 1,5 | ||||
| |||||
Примечание 1 - Если машина отсутствует в таблице и изготовитель декларировал для нее значение параметра вибрации только по одной оси, то следует использовать корректировочный множитель не менее 1,5. Примечание 2 - Если изготовитель заявил, что значение эквивалентной полной вибрации менее 2,5 м/с Примечание 3 - Объяснение данных столбца "Категория" приведено в приложении D. Примечание 4 - Данные таблицы можно использовать только в том случае, если рука оператора во время работы не находится в контакте со вставным инструментом или объектом обработки. | |||||
Необходимо иметь в виду, что стандартизованные испытательные коды по вибрации подлежат регулярному пересмотру в целях более точного согласования заявляемых вибрационных характеристик с реальными условиями применения машин, поэтому рекомендации по использованию заявленных вибрационных характеристик относятся только к тем редакциям стандартов, что указаны в таблице. Для всех этих стандартов характерно измерение вибрации только в одном направлении, поэтому для получения полной вибрации следует применять соответствующие корректировочные множители.
Согласно новым испытательных кодам (см. [20]) вибрацию измеряют во всех трех направлениях, при этом получаемое значение полной вибрации должно приблизительно соответствовать верхнему квартилю распределения этого параметра в реальных условиях применения машины. Вибрационная характеристика, декларируемая в соответствии с новыми испытательными кодами, в большей степени соответствует вибрации, наблюдаемой в условиях применения машины.
Неправильное техническое обслуживание машины может привести к повышенной вибрации. Неправильно заточенный, затупленный или неуравновешенный вставной инструмент также приводит к повышению вибрации. Особого внимания требуют старые машины, у которых снижение вибрации конструктивно осуществляется за счет применения резиновых элементов, поскольку вибрация таких машин чувствительна к повреждению или старению этих элементов. Как следствие вибрация машины в условиях применения может быть значительно выше заявленной.
F.3 Упрощенный метод оценки длительности воздействия
Условия профессионального применения пневматических машин очень разнообразны, что не дает возможность установить для них типичные длительности воздействия вибрации. Длительность воздействия в каждом случае должна быть оценена отдельно. Грубые оценки могут быть получены упрощенными методами.
Поскольку для пневматических машин время воздействия практически совпадает со временем удержания пускового устройства, то один из упрощенных методов состоит в следующем. Измеряют время нажатия на пусковое устройство до износа шлифовального круга, после чего умножают это время на количество шлифовальных кругов, использованных в течение рабочего дня. В условиях поточного производства определяют время удержания пускового устройства для производства одной единицы продукции, после чего умножают это время на количество единиц продукции, произведенных в течение рабочего дня.
F.4 Примеры
F.4.1 Пример 1
Вертикальную шлифовальную машину применяют для зачистки отливок. Оператор использует 180-миллиметровый шлифовальный круг с утопленным центром. Заявленное значение параметра вибрации - 5,2 мм/с. Данное значение было получено в ходе испытаний по соответствующему испытательному коду.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Поправочный множитель | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 5,2 | EN ISO 8662-4:1995 | 1,5 | 5,2·1,5=7,8 |
Исследования показали, что за рабочую неделю оператор использует десять шлифовальных кругов со средним временем использования одного круга 1 ч. Таким образом, средняя длительность воздействия вибрации за смену - 2 ч.
По известным значениям параметра вибрации и длительность воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 7,8 | 2 | 243 |
Полный индекс вибрационной экспозиции | 243 | ||
Полный индекс вибрационной экспозиции превышает 100, но много менее 400. По формуле (3) или, используя рисунок 1, индекс вибрационной экспозиции 243 может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 3,9 м/с. Порог предупреждения превышен, но предельно допустимое значение еще далеко не достигнуто. Таким образом, оператор с большой вероятностью будет подвергаться воздействию вибрации, значение которой лежит между двумя пороговыми значениями. Это требует от работодателя принятия соответствующих мер.
F.4.2 Пример 2
Та же рабочая операция с использованием аналогичной машины, но с заявленным значением параметра вибрации 1,3 м/с.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Поправочный множитель | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 1,3 (согласно примечанию 1 к таблице F.1 для расчетов используют значение 2,5) | EN ISO 8662-4:1995 | 1,5 | 2,5·1,5=3,75, округляют до 3,8 |
Данная машина более мощная, и для нее получено значение длительности воздействия, равное 1,5 ч.
По известным значениям параметра вибрации и длительность воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 3,8 | 1,5 | 45 |
Полный индекс вибрационной экспозиции | 45 | ||
Полный индекс вибрационной экспозиции менее 100. По формуле (3) или, используя рисунок 1, этот параметр может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 1,7 м/с. Этот ориентировочный расчет показывает, что вибрация, воздействующая на оператора, с большой долей вероятности не требует принятия каких-либо специальных мер.
F.4.3 Пример 3
Для операции шлифования параметры те же, что и в примере 2. Но в течение рабочего дня оператор использует также рубильный молоток, для которого заявленное значение параметра вибрации составляет 10 м/с.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Поправочный множитель | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 1,3 (согласно примечанию 1 к таблице F.1 для расчетов используют значение 2,5) | EN ISO 8662-4:1995 | 1,5 | 2,5·1,5=3,75, округляют до 3,8 |
Рубильный молоток (режим обрубки) | 10 | EN 28662-2:1994 | 2 | 10·2=20 |
Оператор очищает 30 отливок за смену, и среднее время работы с одной отливкой составляет 1 мин. Таким образом, длительность воздействия вибрации за смену - 0,5 ч.
По известным значениям параметра вибрации и длительности воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 3,8 | 1,5 | 45 |
Рубильный молоток | 20 | 0,5 | 400 |
Полный индекс вибрационной экспозиции | 445 | ||
Полный индекс вибрационной экспозиции существенно превышает 400. По формуле (3) или, используя рисунок 1, этот параметр может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 5,3 м/с. Оператор подвергается воздействию вибрации выше предельно допустимой. Это требует от работодателя принятия незамедлительных мер по снижению вибрационного воздействия.
Приложение G
(рекомендуемое)
Оценка вибрационной экспозиции за смену для машин с приводом от двигателя внутреннего сгорания
G.1 Общие положения
В настоящем приложении изложен упрощенный метод оценки вибрационной экспозиции за смену, применяемый в целях проверки выполнения требований к машинам с приводом от двигателя внутреннего сгорания. Вместо проведения измерений на рабочих местах в данном методе используют значения параметров вибрации, сообщаемые изготовителями машин. Поэтому для корректного применения данного метода важно, чтобы условия испытаний, установленные испытательным кодом по вибрации, были близки к реальным условиям применения машин.
Изготовитель сообщает значение эквивалентной полной вибрации, полученное с учетом всех режимов работы машины, когда оператор подвергается воздействию локальной вибрации. Это значение приводится в сопроводительной документации к машине, а также может содержаться в каталогах продукции или на сайте изготовителя.
Другим необходимым параметром для оценки вибрационного воздействия является его длительность в течение рабочего дня. Рекомендации по оценке длительности воздействия вибрации приведены в G.2.2.
На основе указанных данных - значения эквивалентной полной вибрации и длительности вибрационного воздействия - может быть рассчитана вибрационная экспозиция за смену (в предположении восьмичасового рабочего дня).
Обычно для оценки риска, выполняемой работодателем, важно только то, в какой диапазон попадает значение вибрационной экспозиции за смену: превышает оно порог предупреждения или предельно допустимое значение (см. таблицу 2) или нет. С этой целью в настоящем техническом отчете представлен простой метод табличного расчета, позволяющий оценить вибрационное воздействие по значению индекса вибрационной экспозиции.
G.2 Оценка вибрационного воздействия машин с приводом от двигателя внутреннего сгорания
G.2.1 Эквивалентная полная вибрация
Испытательные коды для машин с приводом от двигателей внутреннего сгорания требуют определять значение полной вибрации для обеих рукояток машины согласно [18]. Обычно заявляемым параметром вибрации является эквивалентная полная вибрация
![]() (см. 3.4).
(см. 3.4).
Значения временных интервалов, используемых для расчета ![]() , приведены в таблице G.2. Если данное соотношение временных интервалов является представительным для реальных условий применения машины, заявленное значение
, приведены в таблице G.2. Если данное соотношение временных интервалов является представительным для реальных условий применения машины, заявленное значение ![]() может быть использовано для оценки вибрационного воздействия на рабочем месте.
может быть использовано для оценки вибрационного воздействия на рабочем месте.
G.2.2 Длительность воздействия вибрации
Длительность воздействия вибрации за смену должна быть оценена для каждого рабочего места и для каждого оператора. Полученную оценку можно сравнить с типичными длительностями воздействия, приведенными в таблице G.1. Эти длительности должны быть использованы совместно с распределением временных интервалов по режимам работы машины, определенных экспертами по конкретным видам машин. Соотношение временных интервалов по режимам работы машины приведено в таблице G.2. Перечисленные в таблицах машины наиболее типичны для класса машин с приводом от двигателя внутреннего сгорания. Если какая-либо машина в данном списке отсутствует, то для такой машины можно воспользоваться данными для машины-аналога при условии, что эти машины используют в схожих условиях.
Длительности воздействия вибрации, приведенные в таблице G.1, соответствуют типичным условиям применения машин (см. таблицу G.2). Предполагается, что в девяноста процентах случаев реальная длительность вибрационного воздействия будет меньше той, что указана в таблице. Если же длительность воздействия больше, то хронометраж должен быть проведен непосредственно на рабочем месте. Работодателю следует определить, соответствуют ли типичные длительности воздействия вибрации реальным условиям рабочих мест, для которых проводят оценку вибрационного воздействия.
Таблица G.1 - Типичные длительности воздействия вибрации при использовании одной машины в течение восьмичасового рабочего дня
Машина | Применение | Типичная длительность воздействия T, ч |
Цепная пила с верхним расположением рукояток | Уход за деревьями | 2,4 |
Цепная пила с объемом двигателя менее 80 см | Лесозаготовительные, сельскохозяйственные и ландшафтные работы | 3,7 |
Цепная пила с объемом двигателя 80 см | Лесозаготовительные работы | 3,7 |
Мотокоса | Ландшафтные работы | 4 |
Кусторез | Благоустройство дорог, ландшафтные работы | 3,5 |
Машина для подрезки живой изгороди | Ландшафтные работы | 3,5 |
Машина для подрезки живой изгороди с длинным валом | Ландшафтные работы, городское хозяйство | 2 |
Ранцевая воздуходувка | Городское хозяйство | 3 |
Ручная воздуходувка | Городское хозяйство | 1,5 |
Вакуумный пылесборник | Городское хозяйство | 1 |
Машина для подрезки кромок газонов | Ландшафтные работы | 3 |
Механический секатор | Уход за деревьями | 0,5 |
Механическая щетка для уборки дорог | Ландшафтные и строительные работы | 2 |
Аэрозольный опрыскиватель | Сельское хозяйство | 1 |
Плодоуборочная машина | Сельское хозяйство | 3 |
Машина для сбора маслин | Сельское хозяйство | 3 |
Мотокультиватор | Сельское хозяйство | 2 |
Ручное сверло | Сельское хозяйство | 1 |
Земляной бур | Сельское и городское хозяйство | 3 |
Отрезная машина (ручная) | Строительные работы | 1 |
Отрезная машина (с ручным управлением) | Строительные работы | 2,5 |
Таблица G.2 - Соотношение временных интервалов разных режимов работы, используемое при измерении вибрационной характеристики машины
Машина | Режим работы | Испытательный код | ||
холостой ход | полная нагрузка | разгон | ||
Цепная пила с верхним расположением рукояток | 1/3 | 1/3 | 1/3 | EN ISO 22867 |
Цепная пила с объемом двигателя менее 80 см | 1/3 | 1/3 | 1/3 | EN ISO 22867 |
Цепная пила с объемом двигателя 80 см | 1/2 | 1/2 | - | EN ISO 22867 |
Механический секатор | 1/2 | - | 1/2 | EN ISO 22867 |
Машина для подрезки живой изгороди | 1/5 | - | 4/5 | EN ISO 22867 |
Машина для подрезки живой изгороди с длинным валом | 1/5 | - | 4/5 | EN ISO 22867 |
Кусторез | 1/2 | - | 1/2 | EN ISO 22867 |
Мотокоса | 1/2 | - | 1/2 | EN ISO 22867 |
Машина для подрезки кромок газонов | 1/2 | - | 1/2 | - |
Вакуумный пылесборник | 1/7 | 6/7 | - | EN ISO 22867 |
Аэрозольный опрыскиватель | 1/7 | 6/7 | - | EN ISO 22867 |
Ранцевая воздуходувка | 1/7 | 6/7 | - | EN ISO 22867 |
Ручная воздуходувка | 1/7 | 6/7 | - | EN ISO 22867 |
Плодоуборочная машина | 1/7 | - | 6/7 | - |
Машина для сбора маслин | 1/2 | 1/2 | - | - |
Мотокультиватор | 1/7 | - | 6/7 | EN 709 |
Ручное сверло | 1/5 | - | 4/5 | - |
Отрезная машина (ручная) | 1/7 | - | 6/7 | EN ISO 19432 |
Отрезная машина (с ручным управлением) | 1/7 | - | 6/7 | - |
Механическая щетка для уборки дорог | 1/7 | - | 6/7 | - |
Земляной бур | 1/5 | - | 4/5 | - |
В таблице G.3 приведена информация о том, каким образом могут быть использованы заявленные вибрационные характеристики.
Неправильное техническое обслуживание машины может привести к повышенной вибрации. Неправильно заточенный, затупленный или неуравновешенный вставной инструмент также приводит к повышению вибрации. Особого внимания требуют старые машины, у которых снижение вибрации конструктивно осуществляется за счет применения резиновых элементов, поскольку вибрация таких машин чувствительна к повреждению или старению этих элементов. Как следствие вибрация машины в условиях применения может быть значительно выше заявленной.
Таблица G.3 - Использование заявленной вибрационной характеристики машин с двигателем внутреннего сгорания для оценки вибрационного воздействия
Машина | Испытательный код | Условия испытаний | Кате- | Реальное рабочее задание | Использование для ориентировочной оценки воздействия вибрации |
Цепная пила с верхним расположением рукояток | EN ISO 22867 | Холостой ход, полная нагрузка и разгон | 1, A, I | Обрезка ветвей деревьев | Заявленная характеристика представительна для реальных условий применения |
Цепная пила с объемом двигателя менее 80 см | EN ISO 22867 | Холостой ход, полная нагрузка и разгон | 1, A, I | Валка и раскряжевка деревьев, обрезка ветвей | Заявленная характеристика представительна для реальных условий применения |
Цепная пила с объемом двигателя не менее 80 см | EN ISO 22867 | Холостой ход и полная нагрузка | 1, A, I | Валка и раскряжевка деревьев | Заявленная характеристика представительна для реальных условий применения |
Мотокоса | EN ISO 22867 | Холостой ход и полная нагрузка (от гибкого вала) | 1, A, I | Подрезка травы леской | Заявленная характеристика представительна для реальных условий применения |
Кусторез | EN ISO 22867 | Холостой ход и разгон (без процесса резания) | 1, A, I | Резка кустарников и травы металлическими лезвиями | Заявленная характеристика представительна для реальных условий применения (вибрация при работе без нагрузки представительна для вибрации при максимальной нагрузке) |
Машина для подрезки живой изгороди | EN ISO 22867 | Холостой ход и разгон (без процесса резания) | 2, A, I | Подрезка живой изгороди и кустарников | Заявленная характеристика представительна для реальных условий применения (вибрация при работе без нагрузки представительна для вибрации при максимальной нагрузке) |
Машина для подрезки живой изгороди с длинным валом | EN ISO 22867 | Холостой ход и разгон (без процесса резания) | 2, A, I | Подрезка живой изгороди и кустарников | Заявленная характеристика представительна для реальных условий применения (вибрация при работе без нагрузки представительна для вибрации при максимальной нагрузке) |
Ранцевая воздуходувка | EN ISO 22867 | Холостой ход и полная нагрузка | 1, A, I | Очистка поверхностей мощной струей воздуха | Заявленная характеристика представительна для реальных условий применения |
Ручная воздуходувка | EN ISO 22867 | Холостой ход и полная нагрузка | 1, A, I | Очистка поверхностей мощной струей воздуха | Заявленная характеристика представительна для реальных условий применения |
Вакуумный пылесборник | EN ISO 22867 | Холостой ход и полная нагрузка | 1, A, I | Очистка поверхностей мощной струей воздуха | Заявленная характеристика представительна для реальных условий применения |
Аэрозольный опрыскиватель | EN ISO 22867 | Холостой ход и полная нагрузка | 1, A, I | Разбрызгивание жидкостей | Заявленная характеристика представительна для реальных условий применения |
Машина для подрезки кромок газонов | ISO 11789 | Холостой ход и разгон | 2, A, I | Обрезка корней на границах газонов | Заявленная характеристика представительна для реальных условий применения (вибрация при работе без нагрузки представительна для вибрации при максимальной нагрузке) |
Механический секатор | EN ISO 22867 | Холостой ход и разгон | 1, A, I | Обрезка ветвей деревьев | Испытания не включают процесс резания, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Механическая щетка для уборки дорог | Тот же, что и для кусторезов | Холостой ход и разгон | 1, A, I | Очистка строительной площадки | Испытания не включают выполнение типичного рабочего процесса, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Плодоуборочная машина | Тот же, что и для кусторезов | Холостой ход и разгон | 1, A, I | Стряхивание плодов (например, кофе) с кустарников | Испытания не включают выполнение типичного рабочего процесса, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Машина для сбора маслин | Тот же, что и для кусторезов | Холостой ход и полная нагрузка (от тряски искусственных ветвей) | 1, A, I | Стряхивание плодов (например, маслин) с ветвей | Вибрация очень вариативна в зависимости от конкретных условий применения. Если она близка к граничным значениям, следует проводить измерения на рабочем месте |
Мотокультиватор | EN 709 | Холостой ход и разгон | 1, A, I | Обработка грунта перед посадкой | Испытания не включают выполнение типичного рабочего процесса, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Ручное сверло | Тот же, что и для машин для подрезки живой изгороди | Разгон | 2, B, I | Сверление отверстий в дереве и грунте | Испытания не включают выполнение типичного рабочего процесса, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Земляной бур | Тот же, что и для машин для подрезки живой изгороди | Разгон | 2, B, I | Сверление отверстий в грунте | Испытания не включают выполнение типичного рабочего процесса, вибрация при работе без нагрузки представительна также для вибрации при максимальной нагрузке |
Отрезная машина (ручная) | EN ISO 19432 | Холостой ход и на скорости полной нагрузки (без приложения нагрузки) | 1, A, I | Резка камня, асфальта, металла и других твердых материалов | Испытания не включают выполнение типичного рабочего процесса, приложение нагрузки имитируется диском с внесенным дисбалансом |
Отрезная машина (с ручным управлением) | Тот же, что и для ручных отрезных машин | Холостой ход и на скорости полной нагрузки (без приложения нагрузки) | 1, A, I | Резка камня, асфальта, металла и других твердых материалов | Испытания не включают выполнение типичного рабочего процесса, приложение нагрузки имитируется диском с внесенным дисбалансом |
Путевой гайковерт, ударный гайковерт | EN ISO 20643 | Затяжка болтовых соединений рельсов | |||
Шпалоподбойка | EN ISO 20643 | Уплотнение балласта под шпалами | |||
Инструмент для забивки крепежа | CEN ISO/TS 8662-11 | Забивание крепежа в дерево каждые 3 с | 3, B, II | Забивание крепежа каждые 3 с | Заявленная характеристика представительна для реальных условий применения |
| |||||
Примечание 1 - Если машина отсутствует в таблице и изготовитель декларировал для нее значение параметра вибрации только по одной оси, то следует использовать корректировочный множитель не менее 1,5. Примечание 2 - Если изготовитель заявил, что значение эквивалентной полной вибрации менее 2,5 м/с Примечание 3 - Объяснение данных столбца "Категория" приведено в приложении D. | |||||
G.3 Расчет вибрационной экспозиции за смену
Значение вибрационной экспозиции за смену может быть определено для конкретной машины на основе значений эквивалентной полной вибрации и длительности воздействия как указано в разделе 7.
Пример - Оператор использует для работы на лесозаготовках цепную пилу с объемом двигателя 40 см. Заявленное в соответствии с [19] значение эквивалентной полной вибрации составляет 3,5 м/с
. Обследование на рабочем месте показало, что соотношение временных интервалов работы машины в режимах холостого хода, полной нагрузки и разгона близко к тому, что указано для цепных пил в таблице G.2, а длительность воздействия в течение рабочего дня равна 3 ч. Это сопоставимо с типичной длительностью воздействия вибрации, указанной в таблице G.1. Оценку вибрационного воздействия проводят с использованием таблицы 1. Для заявленного параметра вибрационной характеристики и данной длительности вибрационного воздействия индекс вибрационной экспозиции будет равен 74. Поскольку никакая другая машина оператором не используется, можно ожидать, что порог предупреждения на данном рабочем месте превышен не будет.
Приложение H
(рекомендуемое)
Оценка вибрационной экспозиции за смену для гидравлических машин
H.1 Общие положения
Для гидравлических машин практически невозможно получить расчетным методом "точную" оценку вибрационного воздействия на конкретного оператора в конкретный рабочий день вследствие широкого разброса значений как длительности воздействия, так и наблюдаемой в разные рабочие дни вибрации. Но использование заявленной вибрационной характеристики в совокупности с оценкой длительности воздействия позволяет получить ориентировочную оценку вибрационного воздействия. В настоящем приложении представлены рекомендации по построению такой ориентировочной оценки.
Примечание - Определения машин, перечисленных в таблице H.1, приведены в ISO 17066.
H.2 Ориентировочная оценка параметра вибрации в реальных условиях применения машин
В настоящем разделе даны рекомендации, каким образом использовать информацию, предоставляемую изготовителем, в форме заявленной вибрационной характеристики или в виде дополнительных сведений о машине.
Вначале смотрят, есть ли в сопроводительной документации сведения о вибрации, наблюдаемой в реальных условиях применения машины. Если такая информация есть, то проверяют, соответствуют ли приведенные данные предполагаемым условиям применения машины. При положительном ответе на данный вопрос приведенные данные в совокупности с ожидаемыми длительностями воздействия вибрации используют непосредственно для оценки вибрационного воздействия.
При отсутствии таких дополнительных сведений для оценки используют заявленную вибрационную характеристику. Такую оценку можно считать весьма приблизительной. Если при этом окажется, что оператор с большой вероятностью будет подвергаться воздействию вибрации, превышающей порог предупреждения, то работодатель может либо принять меры по снижению воздействия, например, выбрав машины с более низким уровнем вибрации, либо провести дополнительные исследования для уточнения, будет ли порог предупреждения действительно превышен. Такие исследования обычно требуют проведения измерений вибрации на рабочем месте. В таблице H.1 приведена информация о том, каким образом могут быть использованы заявленные вибрационные характеристики.
Таблица H.1 - Использование заявленной вибрационной характеристики гидравлических машин для оценки вибрационного воздействия*
________________
* В столбце "Испытательный код" приведены обозначения соответствующих европейских стандартов и изменений к этим стандартам. Наименование стандартов - см. Библиографию.
Машина | Испытательный код | Условия испытаний | Катего- | Реальное рабочее задание | Использование для ориентировочной оценки воздействия вибрации |
Рубильный молоток | EN 28662-2:1994 | Нагружение поглотителем энергии со стальными шариками | 2, B, II | Обрубка, отслаивание, другие применения | Умножить на 2 |
Бурильный молоток | EN 28662-3:1994 | Сверление отверстий в бетонном блоке | 1, B, II | Ударное бурение, дробление, отбор керна | Умножить на 2 |
Шлифовальная машина со вставным кругом | EN ISO 8662-4:1995 | Свободное вращение с заданной скоростью при нагружении алюминиевым диском с дисбалансом | 3, B, I | Угловые и вертикальные машины: резка или шлифование | Умножить на 1,5 |
Лом | EN 28662-5:1994 | Нагружение поглотителем энергии со стальными шариками | 2, B, II | Разрушение бетона | Умножить на 2 |
Разрушение асфальта | Умножить на 1,5 | ||||
Машины с антивибрационными рукоятками часто чувствительны к силе подачи. Для таких машин приведенные значения справедливы только при приложении сил подачи, соответствующих рекомендациям изготовителя | |||||
Ударная дрель | EN ISO 8662-6:1995 | Ударное сверление | 2, B, I | Ударное сверление | Умножить на 1,5 |
Ударный гайковерт | EN ISO 8662-7:1997 | Нагружение специальным устройством | 3, B, I | Затяжка болтов | Умножить на 1,5 |
Полировальная машина | EN ISO 8662-8:1997 | Полирование (шлифование) стальной поверхности по заданной траектории движения с заданной силой подачи и заданным абразивным материалом | 2, B, I | Полирование, шлифование | Умножить на 1,5 |
Трамбовка | EN ISO 8662-9:1996 | Трамбовка вспененного материала | 2, B, I | Трамбовка | Умножить на 1,5 |
Ножницы | EN ISO 8662-10:1998 | Отрезание листового металла | 2, B, II | Резка металлических кабелей | Умножить на 1,5 |
Пила | EN ISO 8662-12:1997 | Резка листа дерева или стали | 2, B, II | Резка дерева или стали | Умножить на 1,5 |
Инструмент для обработки камня | EN ISO 8662-14:1996 | Нагружение поглотителем энергии со стальными шариками | 3, B, III или | Скалывание камня | Умножить на 2 |
Осциллирующий нож | EN ISO 28927-8:2009 | Резка толстого слоя резины | Умножить на 2 | ||
Резка тонкого слоя резины | Умножить на 1,5 | ||||
Примечание 1 - Если машина отсутствует в таблице и изготовитель декларировал для нее значение параметра вибрации только по одной оси, то следует использовать корректировочный множитель не менее 1,5. Примечание 2 - Если изготовитель заявил, что значение эквивалентной полной вибрации менее 2,5 м/с Примечание 3 - Объяснение данных столбца "Категория" приведено в приложении D. Примечание 4 - Данные таблицы можно использовать только в том случае, если рука оператора во время работы не находится в контакте со вставным инструментом или объектом обработки. | |||||
Необходимо иметь в виду, что стандартизованные испытательные коды по вибрации подлежат регулярному пересмотру в целях более точного согласования заявляемых вибрационных характеристик с реальными условиями применения машин, поэтому рекомендации по использованию заявленных вибрационных характеристик относятся только к тем редакциям стандартов, что указаны в таблице. Для всех этих стандартов характерно измерение вибрации только в одном направлении, поэтому для получения полной вибрации следует применять соответствующие корректировочные множители.
Согласно новым испытательным кодам (см. [20]) вибрацию измеряют во всех трех направлениях, при этом получаемое значение полной вибрации должно приблизительно соответствовать верхнему квартилю распределения этого параметра в реальных условиях применения машины. Вибрационная характеристика, декларируемая в соответствии с новыми испытательными кодами, в большей степени соответствует вибрации, наблюдаемой в условиях применения машины.
Неправильное техническое обслуживание машины может привести к повышенной вибрации. Неправильно заточенный, затупленный или неуравновешенный вставной инструмент также приводит к повышению вибрации. Особого внимания требуют старые машины, у которых снижение вибрации конструктивно осуществляется за счет применения резиновых элементов, поскольку вибрация таких машин чувствительна к повреждению или старению этих элементов. Как следствие вибрация машины в условиях применения может быть значительно выше заявленной.
H.3 Упрощенный метод оценки длительности воздействия
Условия профессионального применения гидравлических машин очень разнообразны, что не дает возможность установить для них типичные длительности воздействия вибрации. Длительность воздействия в каждом случае должна быть оценена отдельно. Грубые оценки могут быть получены упрощенными методами.
Поскольку для гидравлических машин время воздействия практически совпадает со временем удержания пускового устройства, то один из упрощенных методов состоит в следующем. Измеряют время нажатия на пусковое устройство до износа шлифовального круга, после чего умножают это время на количество шлифовальных кругов, использованных в течение рабочего дня. Некоторые примеры приведены в H.4.
H.4 Примеры
H.4.1 Пример 1
Вертикальную шлифовальную машину применяют для зачистки отливок. Оператор использует 180-миллиметровый шлифовальный круг с утопленным центром. Заявленное значение параметра вибрации - 5,2 мм/с. Данное значение было получено в ходе испытаний по соответствующему испытательному коду.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Попра- | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 5,2 | EN ISO 8662-4:1995 | 1,5 | 5,2·1,5=7,8 |
Исследования показали, что за рабочую неделю оператор использует десять шлифовальных кругов со средним временем использования одного круга 1 ч. Таким образом, средняя длительность воздействия вибрации за смену - 2 ч.
По известным значениям параметра вибрации и длительности воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 7,8 | 2 | 243 |
Полный индекс вибрационной экспозиции | 243 | ||
Полный индекс вибрационной экспозиции превышает 100, но много менее 400. По формуле (3) или используя рисунок 1, индекс вибрационной экспозиции 243 может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 3,9 м/с. Порог предупреждения превышен, но предельно допустимое значение еще далеко не достигнуто. Таким образом, оператор с большой вероятностью будет подвергаться воздействию вибрации, значение которой лежит между двумя пороговыми значениями. Это требует от работодателя принятия соответствующих мер.
H.4.2 Пример 2
Та же рабочая операция с использованием аналогичной машины, но с заявленным значением параметра вибрации 1,3 м/с.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Попра- | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 1,3 (согласно примечанию 1 к таблице F.1 для расчетов используют значение 2,5) | EN ISO 8662-4:1995 | 1,5 | 2,5·1,5=3,75, округляют до 3,8 |
Данная машина более мощная, и для нее получено значение длительности воздействия, равное 1,5 ч.
По известным значениям параметра вибрации и длительности воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 3,8 | 1,5 | 45 |
Полный индекс вибрационной экспозиции | 45 | ||
Полный индекс вибрационной экспозиции менее 100. По формуле (3) или используя рисунок 1, этот параметр может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 1,7 м/с. Этот ориентировочный расчет показывает, что вибрация, воздействующая на оператора, с большой долей вероятности не требует принятия каких-либо специальных мер.
H.4.3 Пример 3
Для операции шлифования параметры те же, что и в примере 2. Но в течение рабочего дня оператор использует также рубильный молоток, для которого заявленное значение параметра вибрации составляет 10 м/с.
Машина | Заявленный параметр (в инструкции по эксплуатации), м/с | Стандарт | Попра- | Ориентировочная оценка |
Вертикальная шлифовальная машина (режим шлифования поверхности) | 1,3 (согласно примечанию 1 к таблице F.1 для расчетов используют значение 2,5) | EN ISO 8662-4:1995 | 1,5 | 2,5·1,5=3,75, округляют до 3,8 |
Рубильный молоток (режим обрубки) | 10 | EN 28662-2:1994 | 2 | 10·2=20 |
Оператор очищает 30 отливок за смену, и среднее время работы с одной отливкой составляет 1 мин. Таким образом, длительность воздействия вибрации за смену - 0,5 ч.
По известным значениям параметра вибрации и длительности воздействия рассчитывают индекс вибрационной экспозиции согласно 7.3.
Машина |
| T, ч |
|
Вертикальная шлифовальная машина | 3,8 | 1,5 | 45 |
Рубильный молоток | 20 | 0,5 | 400 |
Полный индекс вибрационной экспозиции | 445 | ||
Полный индекс вибрационной экспозиции существенно превышает 400. По формуле (3) или используя рисунок 1, этот параметр может быть пересчитан в значение вибрационной экспозиции за смену A(8), что дает 5,3 м/с. Оператор подвергается воздействию вибрации выше предельно допустимой. Это требует от работодателя принятия незамедлительных мер по снижению вибрационного воздействия.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным региональным стандартам
Таблица ДА.1
Обозначение и наименование регионального стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
EN ISO 5349-1 Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования | MOD | ГОСТ 31192.1-2004 (ИСО 5349-1:2001) Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования |
EN ISO 5349-2:2001 Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Практическое руководство по проведению измерений на рабочих местах | MOD | ГОСТ 31192.2-2005 (ИСО 5349-2:2001) Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Требования к проведению измерений на рабочих местах |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - MOD - модифицированные стандарты. | ||
Библиография
[1] EN 500-4, Mobile road construction machinery - Safety - Part 4: Specific requirements for compaction machines
[2] EN 709, Agricultural and forestry machinery - Pedestrian controlled tractors with mounted rotary cultivators, motor hoes, motor hoes with drive wheel(s) - Safety
[3] EN 774, Garden equipment - Hand held, integrally powered hedge trimmers - Safety
[4] EN 786, Garden equipment - Electrically powered walk-behind and hand-held lawn trimmers and lawn edge trimmers - Mechanical safety
[5] EN 836, Garden equipment - Powered lawnmowers - Safety
[6] CR 1030-1, Hand-arm vibration - Guidelines for vibration hazards reduction - Part 1: Engineering methods by design of machinery
[7] CR 1030-2, Hand-arm vibration - Guidelines for vibration hazards reduction - Part 2: Management measures at the workplace
[8] EN 12096, Mechanical vibration - Declaration and verification of vibration emission values
[9] EN 12733, Agricultural and forestry machinery - Pedestrian controlled motor mowers - Safety
[10] EN 14910, Garden equipment - Walk-behind combustion engine powered trimmers - Safety
[11] EN 15503, Garden equipment - Garden blowers, vacuums and blower/vacuums - Safety
[12] EN 50144 (all parts), Safety of hand-held electric motor operated tools
[13] EN 60335 (all parts), Household and similar electrical appliances - Safety (IEC 60335)
[14] EN 60745 (all parts), Hand-held motor-operated electric tools - Safety (IEC 60745)
[15] EN ISO 10517, Powered hand-held hedge trimmers - Safety (ISO 10517)
[16] EN ISO 11680 (all parts), Machinery for forestry - Safety requirements and testing for pole-mounted powered pruners (ISO 11680)
[17] EN ISO 19432, Building construction machinery and equipment - Portable, hand-held, internal combustion engine driven cut-off machines - Safety requirements (ISO 19432)
[18] EN ISO 20643, Mechanical vibration - Hand-held and hand-guided machinery - Principles for evaluation of vibration emission (ISO 20643)
[19] EN ISO 22867, Forestry and gardening machinery - Vibration test code for portable hand-held machines with internal combustion engine - Vibration at the handles (ISO 22867)
[20] EN ISO 28927 (all parts), Hand-held portable power tools - Test methods for evaluation of vibration emission (ISO 28927)
[21] ISO 11789, Powered edgers with rigid cutting means - Definitions, safety requirements and test procedures
[22] ISO 17066, Hydraulic tools - Vocabulary
[23] ISO 18651-1, Building construction machinery and equipment - Internal vibrators for concrete - Part 1: Terminology and commercial specifications
[24] ISO 18652, Building construction machinery and equipment - External vibrators for concrete
[25] ISO 19433, Building construction machinery and equipment - Pedestrian-controlled vibratory plates - Terminology and commercial specifications
[26] ISO 19452, Building construction machinery and equipment - Pedestrian-controlled vibratory (percussion) rammers - Terminology and commercial specifications
[27] VDI 2057 Part 2, Human exposure to mechanical vibrations - Hand-arm vibration
[28] 2002/44/EC, Directive of the European Parliament and of the Council of 25 June 2002 on the minimum health and safety requirements regarding the exposure of workers to the risks arising from physical agents (vibration) (sixteenth individual Directive within the meaning of Article 16 (1) of Directive 89/39 1/EEC)
[29] 2006/42/EC, Directive of the European Parliament and of the Council of 17 May 2006 on machinery
[30] Nelson, С.M. Hand-transmitted vibration assessment - A comparison of results using single-axis and triaxial methods. Presented at the United Kingdom Group Meeting on Human Response to Vibration held at the ISVR, University of Southampton, United Kingdom, 1997
[31] Shanks E (2006) Correlation between vibration emission and real world exposure: Nibblers and shears. HSE Research report RR576, www.hse.gov.uk/research/rrpdf/rr576.pdf
[32] Hewitt S, Heaton R, Shanks E and Mole M (2006) Correlation between vibration emission and vibration during real use: Polishers and sanders. HSE Research report RR590, www.hse.gov.uk/research/rrpdf/rr590.pdf
[33] Heaton R, Hewitt S and Yeomans E (2007) Correlation between vibration emission and vibration during real use: Fastener driving tools. HSE Research report RR591, www.hse.gov.uk/research/rrpdf/rr591.pdf
[34] Hewitt 5*, Shanks E, Heaton R and Mole M (2006) Vibration emission and simulated real use measurements on six road breakers. HSE Research report RR626, www.hse.gov.uk/research/hsljdf/2006/hsl0626.pdf
________________
* Текст документа соответствует оригиналу. - .
[35] Heaton R and Hewitt S (2009) Evaluation of EN 60745 test codes: BS EN 60745-2-3:2007 Angle grinders. HSE Research report RR717, www.hse.gov.uk/research/rrhtm/rr717.htm
[36] Heaton R (2009) Evaluation of EN 60745 test codes: BS EN 60745-2-11:2003 Reciprocating saws. HSE Research Report RR754, www.hse.gov.uk/research/rrhtm/rr754.htm
[37] Hewitt S, Shanks E, Heaton R and Mole M (2010) Evaluation of EN 60745 test codes: BS EN 60745-2-6:2003+A2:2009 concerning the vibration of hand-held electric hammers. HSE Research report RR868, www.hse.gov.uk/research/rrpdf/rr868.pdf
[38] Shanks E, Hewitt S, Heaton R and Mole M (2011) Evaluation of EN 60745 test codes: BS EN 60745-2-1:2003 (inc. amendment no 1) Particular requirements for drills and impact drills; vibration emission. HSE Research report RR879, www.hse.gov.uk/research/rrhtm/rr879.htm
[39] Heaton R and Hewitt 5* (2011) Hand-arm vibration of horticultural machinery - Part 1 HSE Research report RR884, www.hse.gov.uk/research/rrhtm/rr884.htm
________________
* Текст документа соответствует оригиналу. - .
[40] Heaton R and Hewitt S (2011) Hand-arm vibration of horticultural machinery - Part 2. HSE Research report RR894, www.hse.gov.uk/research/rrhtm/rr894.htm
УДК 534.322.3.08:006.354 | МКС 13.160 | IDT |
Ключевые слова: вибрация, локальная вибрация, вибрационная экспозиция за смену, индекс вибрационной экспозиции, расчетный метод, порог предупреждения, предельно допустимое значение | ||
Электронный текст документа
и сверен по:
, 2016
{kind=link}