ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВАННЫ ЧУГУННЫЕ ЭМАЛИРОВАННЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 1154—80
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
УДК 696.14 : 669.14 : 006.354
Группа Ж21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
гост
1154—80*
Взамен
ГОСТ 1154—7Э
ВАННЫ ЧУГУННЫЕ ЭМАЛИРОВАННЫЕ Технические условия
Enamelled cast iron math-tubs. Specifications
ОКП 49 4111
Постановлением Государственного комитета СССР по делам строительства от 28 марта 1980 г. NS 43 срок введения установлен
с 01.01X1
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на чугунные эмалиро* ванные ванны, устанавливаемые в ванных комнатах жилых домоем и санитарно-бытовых помещениях общественных зданий.
Стандарт не распространяется на ванны специальною назначения (медицинские и др.), подвергаемые воздействию морской, или минеральной воды или других агрессивных жидкостей.
Ванны должны удовлетворять всем требованиям ГОСТ 18297—80 и требованиям, изложенным в соответструющих разделах настоящего стандарта.
Стандарт в части требований к основным размерам ванн соответствует требованиям СТ СЭВ 1315—78.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ванны изготовляются следующих типов, указанных в табл. 1.
Т аблнца 1 | ||
Тип ванны | Наименование | Номер чертежа |
ВЧ-1500 | Ванна чугунная эмалированная длиной 1500 мм | 1 |
ВЧМ-1500 | Ванна чугунная эмалированная длиной 1500 мм модернизированная | 2 |
ВЧМО—1500 | Ванна чугунная эмалированная длиной 1500 мм модернизированная облегченная | 2 |
ВЧМ 1—1500 | Ванна чугунная эмалированная длиной 1500 мм модернизированная с набортным смесителем | 2 |
ВЧМ01—1500 | Ванна чугунная эмалированная длиной 1500 мм модернизированная облегченная с набортным смесителем | 2 |
ВЧ-1700 | Ванна чугунная эмалированная длиной 1700 мм | 1 |
ВЧМ-1700 | Ванна чугунная эмалированная длиной 1700 мм модернизированная | 2 |
ВЧМО—1700 | Ванна чугунная эмалированная длиной 1700 мм модернизированная облегченная | 2 |
ВЧМ1—1700 | Ванна чугунная эмалированная длиной 1700 мм модернизированная с набортным смесителем | 2 |
ВЧМ01—1700 | Ванна чугунная эмалированная длиной 1700 мм модернизированная облегченная с набортным смесителем | 2 |
ВЧ-1800 | Ванна чугунная эмалированная длиной 1800 мм | 1 |
ВЧСд-1200 | Ванна чугунная эмалированная длиной 1200 мм сидячая | 3 |
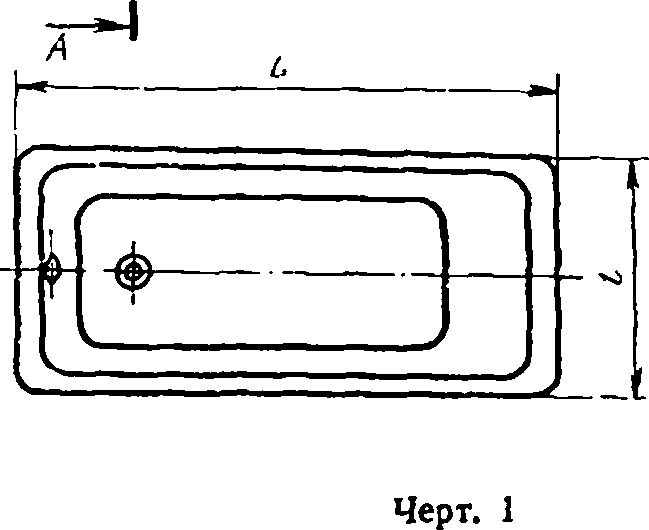
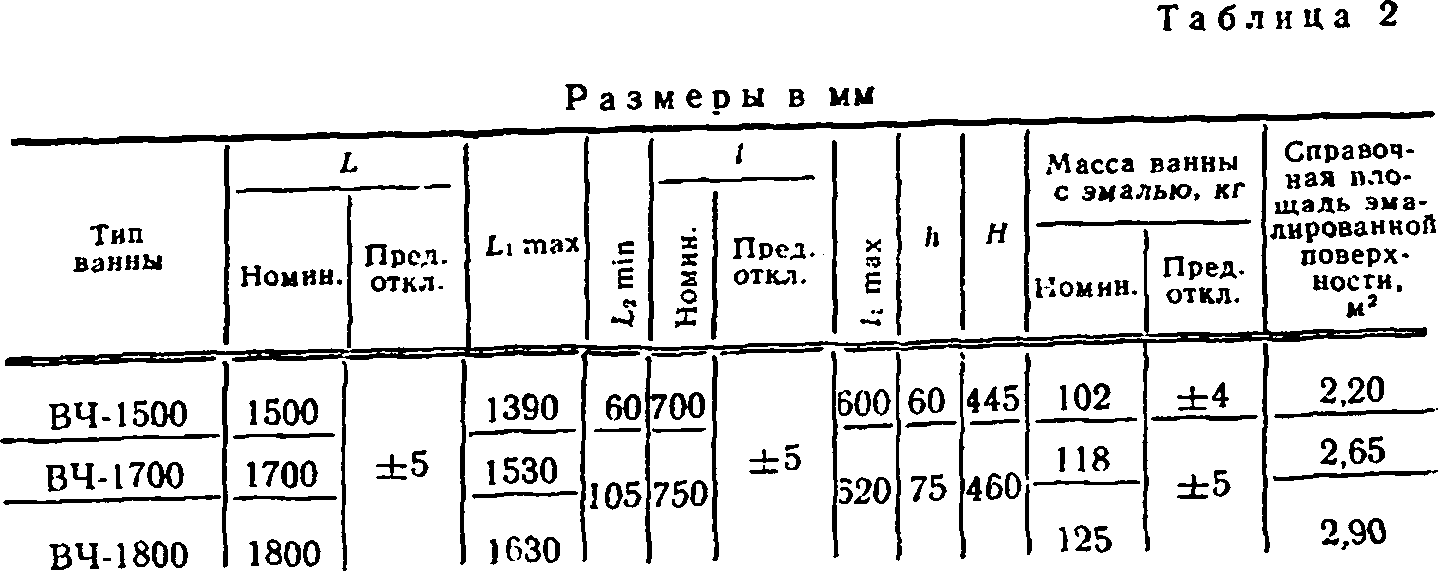
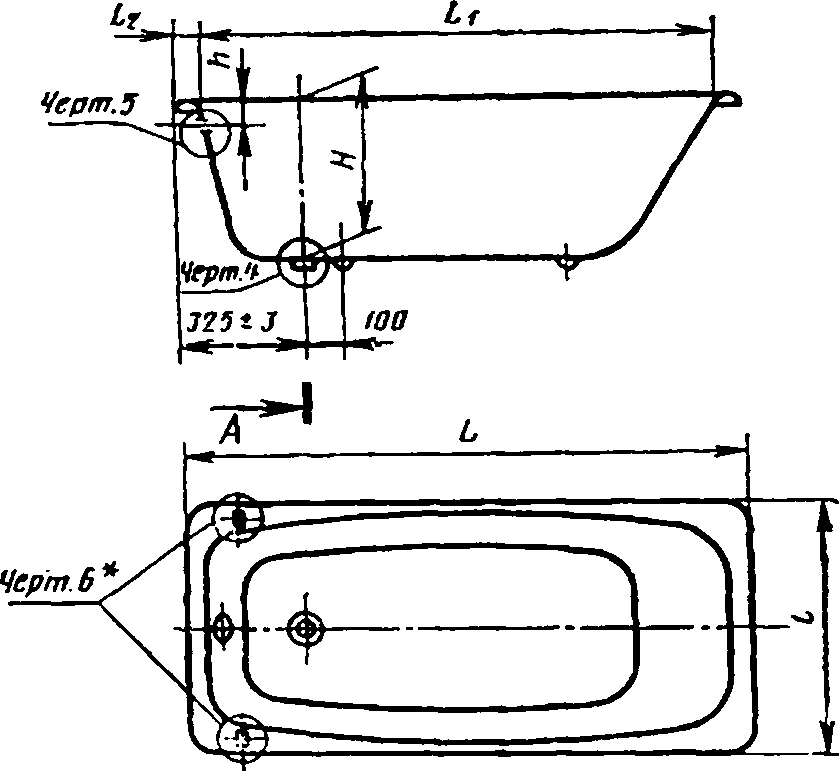
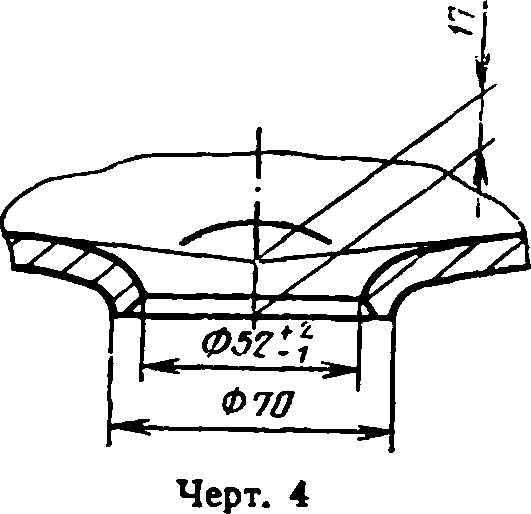
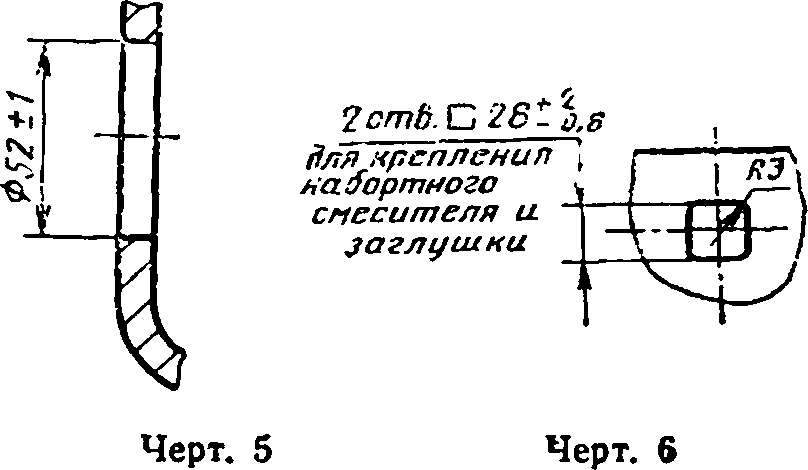
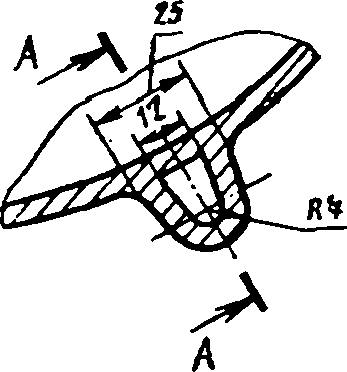
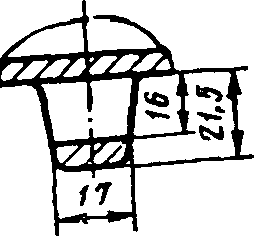
1.2. Основные размеры ванн должны соответствовать указанным на черт. 1—3 и в табл. 2, 3; размеры отверстия для выпуска должны соответствовать указанным на черт. 4, отверстия для перелива — на черт. 5, отверстий для набортного смесителя — на черт. 6.
Неуказанные предельные отклонения размеров ванн — по ГОСТ 1855—55, III класс точности
Ванны чугунные эмалированные типов ВЧ-1500, ВЧ-1700 и ВЧ-1800
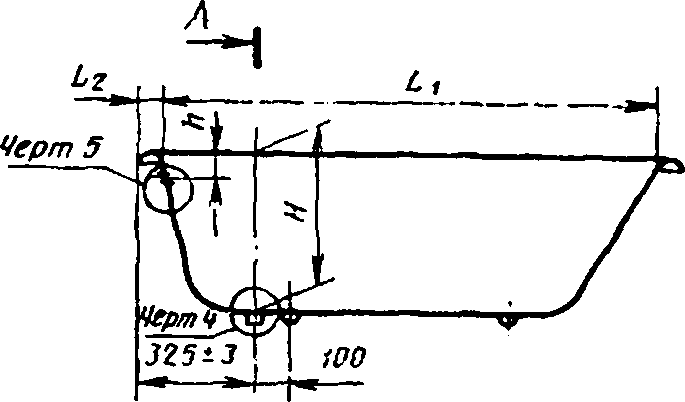
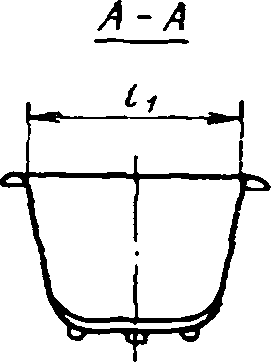
Ванны чугунные эмалированные типов ВЧМ-1500, ВЧМО—1500, ВЧМ1—1500, ВЧМ01—1500, ВЧМ-1700, ВЧМО—1700, ВЧМ1—1700 и ВЧМ01—1700

* Только в ваннах типов ВЧМ1—1500, ВЧМ01—1500, ВЧМ1—1700 и ВЧМ01—1700. При этом допускается изготовление ванн с одним отверстием (з правом или левом борту), о чем указывается в заказе путем добавления к условному обозначению ванны букв П или Л соответственно.
Черт. 2
Таблиц а 3
Размеры в мм
Тяп ванны
л
ВЧМ-1500
ВЧМЫ500
ВЧМ-1700
ВЧМ1-1700
Li max | е Е <4 | К я Е | /в | я | Масса ванны е эмалью, кг | Справочная плэ-тцадь эмалированной поверхности, м» | |||
| Номин. | Пред. OTKJJ. | ||||||||
Номив. | Пред, откл. | ||||||||
1380 | 60 | 700 | ±5 | 580 | 60 | 445 | 102 | ±4 | 2,10 |
— | |||||||||
1530 | 105 | 750 | 620 | 1 1 | 118 | ±5 | 2.60 |
Продолжение табл, J
Тип ванны | £ | X га Е 4 | С Е ев | 1 | h шах | Л | н | Масса ванны с эмалью, кг | Справочная площадь эмалированное поверхности, м’ | |||
х X Ж О X | Пред, откл. | Номип. | Пред, откл. | |||||||||
Ном ан. | Пред, откл. | |||||||||||
В ЧМО—1500 ВЧМ01—1500 | 1500 | 1380 | 60 | 700 | 580 | 400 | 98 | ±4 | 1,95 | |||
ВЧМ0—1700 ВЧМ01—1700 | 1700 | ±5 | 1530 | 105 | 750 | ±5 | 620 | 60 | 117 | ±5 | 2,40 |
Ванна чугунная эмалированная типа ВЧСд-1200
—Д-Д
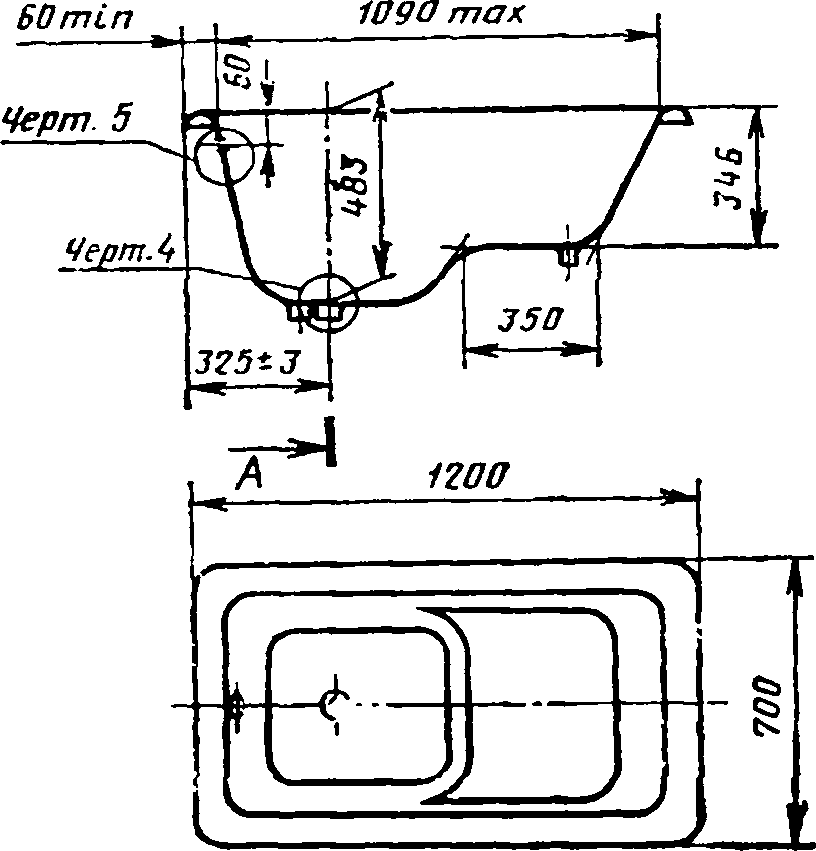

Масса ванны с эмалью 90±8,5 кг.
Справочная площадь эмалированной поверхности важна 1,9 м1.
Черт, 3
Отверстие для выпуска
Отверстие для перелива
Отверстие для набортного
смесителя
1.1, 1.2. (Измененная редакция, Изм. № 1).
1.3. Условное обозначение ванны в технической документации и при заказе должно состоять из слова «Ванна», обозначения типа ванны и настоящего стандарта.
Пример условного обозначения ванны длиной 1700 мм:
Ванна ВЧ-1700 ГОСТ 1154—80
То же, ванны длиной 1500 мм, модернизированной, с набортным смесителем:
Ванна ВЧМ1-1500 ГОСТ 1154—80
То же, ванны длиной 1200 мм, сидячей:
Ванна ВЧСд-1200 ГОСТ 1154—80
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ванны должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ванны должны иметь по четыре прилива для крепления ножек и по два прилива, расположенные на наружной поверхности днища ванны или под ее бортом в ребрах жесткости со стороны слива, или по две, залитые в корпус под бортом ванны в процессе ее отливки, стальные, изготовленные из стали марки СтЗ ГОСТ 380—71, пластинки толщиной не менее 3 мм и сечением не менее 24 мм2 для присоединения уравнителя электрических потенциалов между корпусом ванны и металлической водопроводной трубой.
(Измененная редакция, Изм. № 1).
2.3. Расположение приливов на корпусе ванны для крепления ножек, конструкция ножек и их крепление должны обеспечивать устойчивое положение ванны на горизонтальной плоскости и допускать возможность перемещения ее по полу без нарушения прочности закрепления на ванне ножек.
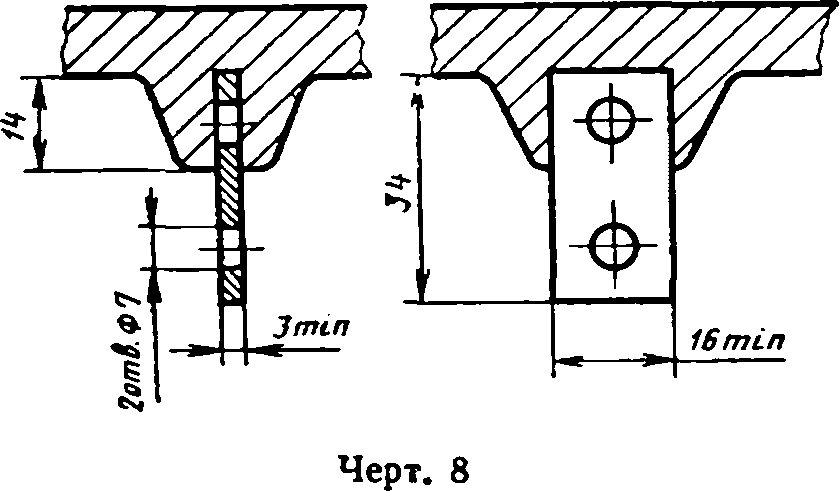
2.4. Конструкция и размеры приливов на наружной поверхности днища ванны для крепления уравнителя электрических потенциалов должны соответствовать указанным ла черт. 7, стальных пластинок — на черт. 8, а возможное их расположение на ванне— на черт. 9.
2.5. Коробление бортов ванн (отклонение бортов от горизонтальной или вертикальной плоскостей) не должно превышать величин, указанных в табл. 4.
Таблица 4
мм
Длина ваны
Сорт ванн | 1200 | 1500 | 1700 | 1800 |
Коробление бортов | ||||
Высший и первый | 2,4 | 3,0 | 3,4 | 3,6 |
Второй и третий | 3,6 | 4,6 | 5,1 | 5.4 |
2.6. Эмалевое покрытие ванн высшего сорта не должно иметь дефекты: более чем одну темную точку диаметром от 1,0 до 1,5 мм и три булавочных укола.
Коэффициент диффузного отражения эмалевого покрытия белого цвета в ваннах высшего сорта должен быть не менее 83%.
2.7. Наружные поверхности ванн высшего сорта должны быть покрыты слоем грунтовой стекловидной (силикатной) эмали или иметь лакокрасочное покрытие, соответствующее условиям эксплуатации не ниже ХЛ1 по ГОСТ 9.104—79.
На поверхности, покрытой грунтовой стекловидной эмалью, допускаются следы обжигового инструмента и колосников.
2.8. При определении сорта ванны принимается низший из оценок по величине коробления бортов согласно п. 2.5 и по качеству эмалевого покрытия, указанного в п. 2.6 настоящего стандарта и ГОСТ 18297—80.
2.9. По высшей категории качества могут быть аттестованы только ванны высшего сорта, имеющие коэффициент диффузного отражения эмалевого покрытия белого цвета не менее 85%.
2.10. Уплотняемые поверхности отверстий для выпуска и перелива в ваннах должны быть ровными без наплывов эмали-
2.11. Ножки к ваннам изготовляются двух типов: регулируемые по высоте и нерегулируемые.
Отливаются ножки из чугуна тех же марок, что и ванны.
Чеки для крепления ножек должны изготовляться из стали марки СтЗ по ГОСТ 380—71 или из сталей более высокого качества.
2.12. Ванна, установленная на ножках, должна иметь: горизонтальное положение бортов;
уклон дна к отверстию для выпуска не менее 0,02 (~-lo10/); расстояние от пола до нижней кромки отверстия для выпуска не менее 145 мм.
2.13. Высота от пола до верха бортов ванн, установленных на ножках, должна быть, мм, не более:
в ваннах типов ВЧ-1500, ВЧМ-1500,
ВЧМ1-1500, ВЧМ-1700 и ВЧМ1-1700
в ваннах типов ВЧ-1700 и ВЧ-1800
в ваннах типа ВЧСд-1200 ......... .
в ваннах типов ВЧМ0—1500, ВЧМ01—1500,
ВЧМ0 — 1700 и ВЧМ01 —-1700
(Измененная редакция, Изм. № 1).
2.14. Уравнитель электрических потенциалов должен удовлетворять требованиям правил устройства электрических установок Госэнергонадзора. Длина проводника уравнителя электрических потенциалов указывается в спецификации потребителя; при отсутствии этих указаний проводник изготовляется длиной 1000 мм.
Конструкция уравнителя электрических потенциалов приведена в рекомендуемом приложении 1 к настоящему стандарту.
2.15. Поверхность деталей уравнителя электрических потенциалов должна иметь цинковое покрытие вида не менее Ц18хр по ГОСТ 9.073—77 или лакокрасочное покрытие, соотвествуюшее условиям эксплуатации не ниже ХЛ1 по ГОСТ 9.104—79.
Контактные поверхности приливов для крепления уравнителей электрических потенциалов и самих проводников должны быть за-чищеяы до металлического блеска предприятием-изготовителем и смазаны вазелином.
(Измененная редакция, Изм. № 1).
2.16. Пример монтажной схемы установки важны и крепления уравнителя электрических потенциалов приведен в рекомендуемом приложении 2 к настоящему стандарту.
Прилив на наружной поверхности днища ванны для крепления уравнителя электрических потенциалов
Д-А noBepngff/з
Черт. 7
Стальная пластинка, залитая под бортом ванны, для крепления уравнителя электрических потенциалов
Возможное расположение приливов на наружной поверхности днища ванны и стальных пластинок под бортом ванны для крепления уравнителя электрических потенциалов
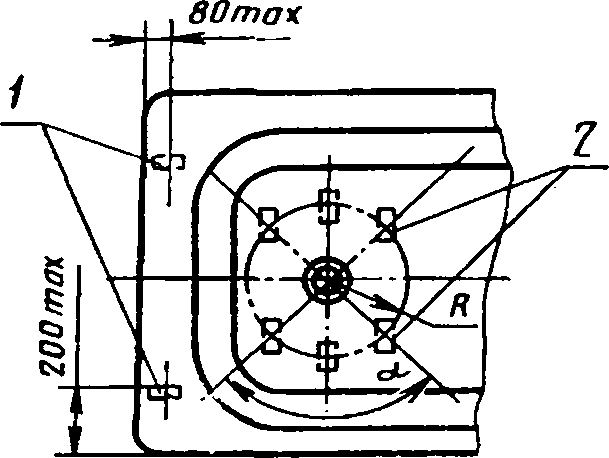
1—пластины; 3—приливы.
Приливы должны быть расположены симметрично относительно продольной оса ванны на расстоянии 7? не менее 165 мм в пределах сектора а «90°
Черт. 9
X КОМПЛЕКТНОСТЬ
3.1. Ванны должны поставляться предприятием-изготовителем комплектно.
В состав комплекта ванн всех типов входят:
ванна, четыре ножки, детали крепления ножек (чека для каждой нерегулируемой ножки; болт М12Х 55.58.019 по ГОСТ 7798—70, гайка М12.5.019 по ГОСТ 5915—70 и шайба 12.01.019 по ГОСТ 11371—78 для каждой регулируемой ножки), уравнитель электрических потенциалов, комплект изделий водосливной арматуры (выпуск, перелив, переливная труба, сифон) по ГОСТ 23412—79 или по действующим техническим условиям, инструкция по монтажу и эксплуатации. В состав комплекта ванн типов ВЧМ1—1500, ВЧМ01—1500, ВЧМ1—1700 и ВЧМ01—1700 дополнительно входит набортный смеситель по действующим техническим условиям, а при наличии в этих ваннах двух отверстий в бортах — также заглушка, устанавливаемая на одном из отверстий при монтаже ванны.
По требованию потребителя ванны поставляются без ножек и уравнителей электрических потенциалов.
(Измененная редакция, Изм. № 1).
3.2. Ванны высшей категории качества должны комплектоваться четырьмя регулируемыми ножками. Допускается замена двух регулируемых ножек нерегулируемыми для установки со стороны слива ванны с креплением их также болтами.
Выпуски с пробками, крышки переливов и набортные смесители, входящие в комплект таких ванн, должны быть высшей категории качества.
4. ПРАВИЛА ПРИЕМКИ
4.1. При приемке ванн должна осуществляться проверка их качества в соответствии с требованиями ГОСТ 18297—81, а также по показателям, указанным в настоящем стандарте.
4.2. Контрольной проверке на соответствие требованиям п. 2.5 подвергают 5 ванн и на соответствие требованиям п. 2.3 в части устойчивости ванны на ножках и п. 2.12 в части горизонтальности ее бортов подвергают 10 ванн от партии.
4.3. Если при проверке хотя бы одна ванна не будет соответствовать требованиям настоящего стандарта или ГОСТ 18297—72 по какому-либо показателю, то производят повторную проверку по этому показателю удвоенного количества ванн, взятых от той же партии. В случае неудовлетворительных результатов повторной проверки партию ванн бракуют или же производят их поштучную приемку с проверкой показателей, по которым при повторной проверке были получены неудовлетворительные результаты.
5. МЕТОДЫ КОНТРОЛЯ
5.1. Проверку ванн на соответствие их требованиям ГОСТ 18297—72, а также требованиям, изложенным в п. 2.5 настоящего стандарта, производят по методам, приведенным в ГОСТ 18297—72.
5.2. Устойчивость ванны на ножках (п. 2.3) проверяют следующим способом: ванну, установленную на ножки, передвигают по горизонтальной гладкой поверхности бетонной плиты вдоль и поперек продольной оси ванны без рывков на расстояние 3 м со скоростью около 0,6 м/с.
Ванна считается выдержавшей проверку на устойчивость, если после проведенных передвижений ни в одной из ее ножек не будет обнаружено нарушения прочности крепления или повреждения.
5.3. Горизонтальность бортов ванны (п. 2.12) проверяют с помощью уровня строительного по ГОСТ 9416—76, накладываемого на поперечный и продольный борта ванны, после установки ее на ножки.
Уклон днища ванны обеспечивается точностью литейной оснастки и контролируется при ее изготовлении.
(Измененная редакция, Изм. № 1).
6. МАРКИРОВКА И УПАКОВКА
6.1. На боковой поверхности ванн высшей категории качества должно быть нанесено водоустойчивой краской изображение государственного Знака качества по ГОСТ 1.9—67.
6.2. Ванны упаковывают поштучно или пакетами. Количество ванн в пакете устанавливается по согласованию предприятия-изготовителя с потребителем.
При поштучной упаковке ванн по верху их бортов должна быть наложена деревянная рама, скрепленная стальной упаковочной лентой или проволокой с двумя поперечными планками, подложенными под нижние стороны поперечных бортов.
При упаковке ванн пакетами между ваннами должны быть проложены деревянные, картонные или изготовленные из других мягких материалов прокладки, обеспечивающие зазор между ваннами не менее 5 мм. Пакет заключают в деревянную обрешетку и скрепляют стальной лентой или уголками.
Деревянная обрешетка по своей конструкции должна обеспечивать сохранность ванн и их эмалевого покрытия при транспортировании, хранении и погрузочно-разгрузочных работах.
Упаковка ванн может производиться также иными способами в тару по техническим условиям, согласованным с Всесоюзным научно-исследовательским экспериментально-конструкторским институтом тары и упаковки (ВНИЭКИ'ГУ) Госснаба СССР.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Гарантии изготовителя — по ГОСТ 18297—80. (Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1 Рекомендуемое
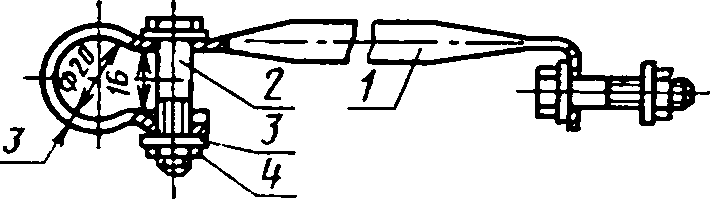
Уравнитель электрических потенциалов между корпусом ванны и водопроводной трубой
Номера деталей | Наименование деталей | Количество | Материал |
1 | Проводник | 1 | Проволока стальная диаметром не менее 5 мм по ГОСТ 3282—74 или ГОСТ 14085—79 или лента стальная по ГОСТ 503—81 или ГОСТ 16523—70 толщиной не менее 3 мм и сечением не менее 24 мм2 |
2 | Болт М6х35 по ГОСТ 7798—70 | 2 | Сталь марки не ниже СтЮ по ГОСТ 1050—74 |
3 | Шайба 6 по ГОСТ 11371—78 | 4 | Сталь марки не ниже СтЮ по ГОСТ 1050—74 |
4 | Гайка Мб по ГОСТ 5915—70 | 2 | Сталь марки не ниже СтЮ по ГОСТ 1050—74 |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Пример монтажной схемы установи ванны на ножках и крепления уравнителя электрических потенциалов
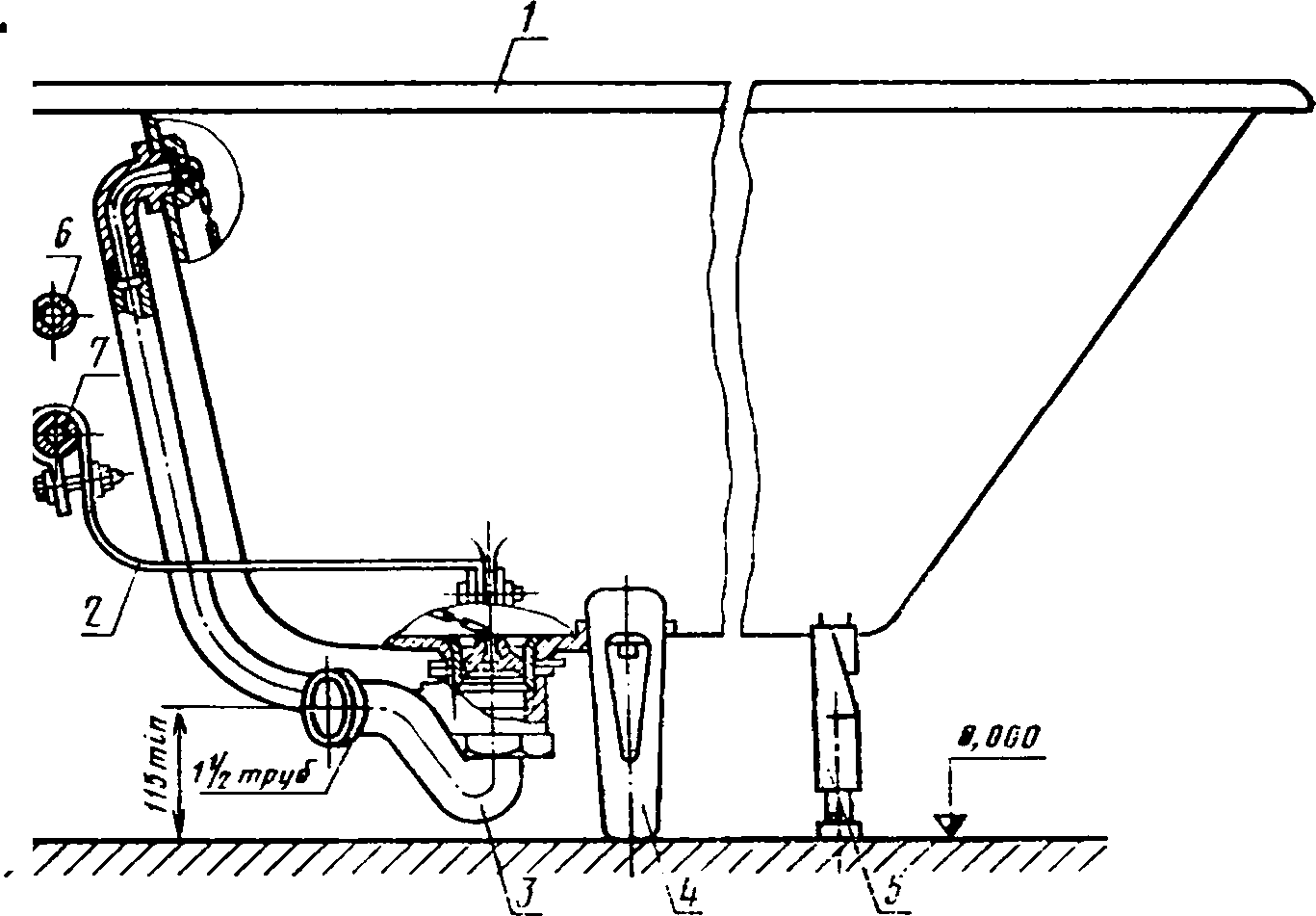
/—ванна; 2—уравнитель электрических потенциалов; 3—сифон; 4—ножка не регулируемая: 5-*ножка регулируемая; 6—труба системы горячего водоснабжения; 7—водопроводная труба для холодной волы.
Редактор Р. Г. Говердовская Технический редактор Э. В. Митяй Корректор Г. И. Чуйко
Сдано в наб. 23.08.84 Подп. в лея. 21.02.85 1.0 п. л. 1.0 усл. кр.-отт. 0.70 уч.-нзд. л. Тираж 10000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Мжндауго, 12/14. Зак. 4046
{kind=link}