ГОСТ Р 55663-2013
(ИСО 7404-2:2009)
Группа А19
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Методы петрографического анализа углей
Часть 2
МЕТОДЫ ПОДГОТОВКИ ПРОБ УГЛЕЙ
Methods for the petrographic analysis of coals. Part 2. Methods of preparing coal samples
ОКС 75.160.10*
ОКП 03 2000
_____________________
* По данным официального сайта Росстандарта ОКС 73.040,
здесь и далее. - .
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский центр стандартизации, информации и сертификации сырья, материалов и веществ" (ФГУП "ВНИЦСМВ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации Российской Федерации ТК 179 "Твердое минеральное топливо"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 октября 2013 г. N 1234-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 7404-2:2009*"Методы петрографического анализа углей. Часть 2. Методы подготовки проб углей" (ISO 7404-2:2009 "Methods for the petrographic analysis of coals - Part 2: Methods of preparing coal samples").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения, включенные в текст стандарта для учета потребностей национальной экономики, выделены курсивом и изложены во введении.
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Петрографический анализ необходим при изучении генезиса и классификации углей, для оценки состава и свойств углей, а также при выборе направлений их рационального использования.
Международный Комитет по петрологии углей (ICCP) разработал номенклатуру и терминологию петрографических компонентов, на основе которой были разработаны стандарты ИСО на методы петрографического анализа (серия ИСО 7404). Настоящий стандарт соответствует рекомендациям ICCP по номенклатуре и методам петрографического анализа углей.
Петрографический анализ индивидуальных углей дает информацию о мацеральном и микролитотипном составах, а также о распределении минеральных веществ в угле. Показатель отражения витринита является важнейшим параметром для определения стадии метаморфизма угля, а рефлектограмма позволяет определить, является ли исследуемый образец смесью углей. В сочетании с мацеральным составом показатель отражения витринита дает представление о химических и технологических свойствах угля или смеси углей.
Разнообразие петрографического состава, количества и качества минеральных включений не позволяет использовать единую методику подготовки аншлиф-брикетов из углей всех видов и стадий метаморфизма. В основной части настоящего стандарта приведены общие требования, предъявляемые к методике приготовления аншлиф-брикетов из измельченных углей.
В информационном приложении А изложено несколько разных методик приготовления аншлиф-брикетов, широко применяемых в практике петрографических исследований. Выбор методики в конкретном случае остается за оператором, поэтому для получения оптимальной поверхности аншлиф-брикета важен профессионализм оператора, его опыт и добросовестность. Критерием правильности выбора методики является качество полированной поверхности аншлиф-брикета, которое проверяют под микроскопом.
На всех стадиях от добычи угля до его промышленного использования может потребоваться проведение петрографического анализа. Это может быть уголь из пласта, керн из буровой скважины, рядовой уголь из шахты или карьера или продукция обогатительной фабрики. Во всех случаях при приготовлении аншлиф-брикета для петрографического анализа необходимо сохранить представительность пробы угля.
В настоящий стандарт включены дополнительные по отношению к международному стандарту ИСО 7404-2 требования, отражающие потребности экономики и/или особенности межгосударственной стандартизации, а именно:
- в области распространения конкретизированы виды твердого минерального топлива и добавлены породы с включениями твердого рассеянного органического вещества;
- в текст включены процедуры приготовления аншлиф-брикетов с использованием в качестве связующих веществ шеллака и канифоли;
- в текст включена процедура приготовления аншлиф-брикетов из минеральных пород с включениями твердого рассеянного органического вещества;
- добавлено приложение Б, в котором изложена методика приготовления аншлиф-штуфов - полированных образцов из цельного куска угля или минеральной породы с включениями твердого рассеянного органического вещества.
1 Область применения
Настоящий стандарт распространяется на угли бурые, каменные, антрациты (угли низкой, средней и высокой стадий метаморфизма), породы с включениями твердого рассеянного органического вещества, и устанавливает методы приготовления полированных брикетов (аншлиф-брикетов) из измельченных проб и полированных образцов (аншлиф-штуфов) из цельных кусков проб для анализа под микроскопом в отраженном свете.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 51568-99 Сита лабораторные из металлической проволочной сетки (ИСО 3310-1:1990, MOD)
ГОСТ 2912-79 Хрома окись техническая. Технические условия
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 9284-75 Стекла предметные для микропрепаратов. Технические условия
ГОСТ 9414.1-94 Уголь каменный и антрацит. Методы петрографического анализа. Часть 1. Словарь терминов (ИСО 7404-1:1984, MOD)
ГОСТ 9815-75 Угли бурые, каменные, антрацит и горючие сланцы. Метод отбора пластовых проб
ГОСТ 10587-84 Смолы эпоксидно-диановые неотвержденные. Технические условия
ГОСТ 10742-71 Угли бурые, каменные, антрацит, горючие сланцы и угольные брикеты. Методы отбора и подготовки проб для лабораторных испытаний
ГОСТ 16094-78 Угли бурые, каменные, антрацит и горючие сланцы. Метод отбора эксплуатационных проб
ГОСТ 17070-87 Угли. Термины и определения
ГОСТ 19113-84 Канифоль сосновая. Технические условия
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 17070 и ГОСТ 9414.1 (раздел 3).
4 Сущность метода
Приготовление аншлиф-брикетов из угля или породы с включениями твердого рассеянного органического вещества состоит из трех последовательных операций: брикетирование, шлифование и полирование.
Представительную порцию воздушно-сухой пробы, измельченной до определенного размера частиц, смешивают с подходящим связующим веществом. Из смеси формируют брикет, одну сторону которого шлифуют и полируют до получения гладкой поверхности без рельефа и царапин для изучения ее под микроскопом в отраженном свете.
Приготовление аншлиф-штуфов из угля или породы с включениями твердого рассеянного органического вещества состоит из трех последовательных операций: пропитывания с целью придания образцам прочности и монолитности и последующих шлифования и полирования.
5 Материалы
5.1 Связующее вещество, применяемое для скрепления частиц измельченного угля в брикет или для пропитки куска угля.
Связующее вещество должно обладать следующими свойствами:
а) не вступать в химические реакции с углем и иммерсионным маслом;
б) жидкие связующие вещества, такие, как полиэфирная смола, должны иметь температуру отвердевания менее 100 °С, а предпочтительно - менее 60 °С;
в) термопластичные вещества, такие, как порошок полиметилметакрилата (ПММА), должны иметь температуру перехода в пластичное состояние около 120 °С;
г) легко смачивать поверхность угольных частиц и проникать в поры и трещины;
д) надежно обеспечивать сохранность угольных частиц при шлифовании и полировании поверхности брикета;
е) заметно отличаться от угольных частиц при фокусировке под микроскопом в иммерсионном масле;
ж) твердость связующего вещества должна быть близкой к твердости угля, что позволяет получить плоскую поверхность без рельефа, трещин и царапин при шлифовании и полировании;
з) при отвердевании не должно происходить большого изменения объема связующего вещества, что могло бы вызвать повреждение частиц угля;
и) вязкость жидкого связующего вещества должна быть такой, чтобы минимизировать возможность сегрегации угольных частиц вследствие их размера и разницы в плотностях.
5.2 Реагент для смазывания пресс-формы: любая смазка, облегчающая извлечение брикета. Реагент не должен взаимодействовать с углем и связующим веществом, а также не должен повреждать пресс-форму.
5.3 Шлифовальные абразивные материалы, представляющие собой нанесенный на листовую основу или на диск карбид кремния. Следует иметь комплект абразивов с уменьшающимся размером частиц карбида кремния, например: 53,5 мкм - 23,6 мкм - 16,0 мкм.
Вместо листа с абразивом из карбида кремния с минимальным размером частиц можно использовать металлический диск с нанесенным на него алмазным порошком с размерами частиц 15 мкм.
5.4 Полировальные абразивные материалы, представляющие собой порошки оксидов металлов, коллоидную суспензию кремния или алмазную пасту с убывающим размером частиц.
На конечной стадии полирования используют абразив с максимальным размером частиц 0,05 мкм.
Примечание - Количество стадий полирования зависит от размера частиц абразива, использованного на последней стадии шлифования, а также от размера частиц абразивов, имеющихся в наличии для полирования.
5.5 Ткань для полировального диска хлопковая, шелковая или синтетическая с минимальным ворсом.
6 Аппаратура
6.1 Сита с размером отверстий 1,00 мм и 1,60 мм по ГОСТ Р 51568 с подходящими крышкой и поддоном.
6.2 Мельница или ступка с пестиком, пригодные для измельчения 0,3-0,45 кг угля до прохождения через сито (6.1), без переизмельчения пробы.
Допускается применять мельницу с ручным или электрическим приводом.
6.3 Пресс ручной для отверждения брикета, например, при использовании полиметилметакрилата (ПММА).
Пресс обеспечивает давление до 21 МПа с помощью гидравлического привода, рычага или вращательного момента.
________________
1 МПа = 10
н/м
= 145 ps
6.4 Формы (пресс-формы), в которые помещают смесь угля и связующего вещества для отверждения смеси при получении брикета.
Простейшие формы могут быть изготовлены из толстой алюминиевой фольги. Формы для многократного использования делают из силиконового каучука, эластичной пластмассы, алюминия или стали. В качестве пресс-форм используют стальные формы в виде куба или цилиндра с отделяемыми дном и крышкой. Формы приспособлены для извлечения брикета после отверждения. Внутреннюю поверхность металлической формы перед использованием шлифуют.
Металлические формы, используемые как пресс-формы, должны выдерживать двойное давление, применяемое при изготовлении брикета. Внутренние размеры формы должны быть такими, чтобы площадь поверхности брикета, предназначенной для полирования, составляла не менее 500 мм.
6.5 Пресс автоматический для изготовления брикетов, с программным управлением. В соответствии с инструкцией по применению пресса могут быть заданы следующие параметры: размер формы, тип связующего вещества (термореактивный, термопластический), продолжительность нагревания, продолжительность отвердевания, начальная температура, давление прессования.
Применение автоматического пресса позволяет экономить время и получать качественные брикеты, а при использовании высокой металлической формы с перегородкой - изготавливать одновременно два брикета.
6.6 Контейнеры одноразовые для смешивания требуемого количества угля и связующего вещества.
Примечание - Контейнеры с парафиновым покрытием нельзя применять с жидкими связующими веществами.
6.7 Станок для шлифования и полирования ручной или автоматический со стационарными или вращающимися дисками. При работе на автоматическом станке шлифование и полирование брикета происходит без участия оператора, так как диски сменяются автоматически.
В соответствии с инструкцией по эксплуатации образец жестко закрепляют в держателе, имеющем приспособление для изменения нагрузки на образец. Диск должен вращаться в одну сторону, а держатель с образцом - в другую.
6.8 Средство для очистки поверхности брикета между последовательными стадиями шлифования и полирования: струи водопроводной или дистиллированной воды или ультразвуковая ванна. При необходимости воду, подаваемую для очистки и полирования образца, предварительно пропускают через очистительный фильтр для удаления твердых частиц.
6.9 Эксикатор.
7 Приготовление пробы
7.1 Отбор пробы
Отбирают пробу по ГОСТ 10742, ГОСТ 9815 и ГОСТ 16094. В большинстве случаев представительную сокращенную пробу удобно отбирать после первой стадии приготовления лабораторной пробы (крупность зерен не более 2,8-3,0 мм) в соответствии с ГОСТ 10742.
Для приготовления аншлиф-брикетов из минеральных пород с включениями твердого рассеянного органического вещества предварительно производят обогащение измельченной породы, например, методом флотации или методом химического разложения составной неорганической части пород.
7.2 Высушивание пробы
Пробу (7.1) высушивают до воздушно-сухого состояния, чтобы облегчить процессы измельчения и деления пробы, а также избежать помех при отверждении связующего вещества при приготовлении брикета.
7.3 Измельчение пробы
Пробу измельчают до размера частиц не более 1 мм или не более 1,6 мм, не допуская переизмельчения. Доля класса 0-0,5 мм в пробе не должна превышать 40%.
Измельчение крупных частиц угля осуществляют с помощью мельницы (6.2), отрегулированной таким образом, чтобы давать минимальное количество переизмельченной пробы. При использовании ступки с пестиком (6.2) пробу просеивают через сито (6.1). Надрешетный продукт измельчают и снова просеивают, повторяя эти операции до тех пор, пока вся проба не пройдет через сито.
7.4 Деление (сокращение) пробы
Пробу сокращают на желобковом или ротационном делителе для получения пробы в количестве 50-100 г. Пробу хранят в герметично закрытом контейнере.
8 Приготовление брикета для петрографического анализа
8.1 Изготовление брикета
Методика изготовления брикета зависит от типа связующего вещества и имеющегося в лаборатории оборудования. Рекомендуемая методика изготовления брикета приведена в приложении А.
Требования к брикету:
- равномерное распределение угольных зерен во всем объеме брикета;
- на исследуемой поверхности брикета угольные зерна должны составлять не менее 50-60% площади. Это достигается соблюдением установленного соотношения уголь/связующее и тщательным перемешиванием смеси.
При условии, что материалы и оборудование соответствуют требованиям, приведенным в разделах 5 и 6, методика изготовления брикета может быть выбрана оператором (приложение А).
Примечание - При использовании в качестве связующего вещества эпоксидной смолы изготовление брикета можно проводить при повышенной температуре, при которой связующее вещество быстро отвердевает. Если быстрого отверждения не требуется, брикет приготавливают при комнатной температуре.
8.2 Получение полированной поверхности брикета
У брикета цилиндрической формы, полученного под давлением в пресс-форме, шлифуют и полируют одну поверхность вручную или с помощью шлифовально-полировального станка (6.7) с применением серии абразивов с уменьшающимся размером частиц. Брикет при этом удерживают рукой или вставляют в держатель.
Материалы, пригодные для шлифования и полирования поверхности, приведены в 5.3-5.5 и приложении А. На окончательной стадии полирования используют абразив с максимальным размером частиц не более 0,05 мкм.
После каждой стадии шлифования и полирования поверхность брикета тщательно промывают сильной струей воды (6.8). Для удаления осколков, остающихся после стадий шлифования, рекомендуется погружать брикет в ультразвуковую ванну с дистиллированной водой. С поверхности необходимо удалять все следы полировальных абразивов. Для этого можно протирать полируемую поверхность чистой тканью под сильной струей воды. После последнего промывания ополаскивают брикет дистиллированной водой и сушат потоком чистого теплого воздуха.
Примечания
1 Для сушки брикета можно использовать электрический фен или нагреваемую воздушную камеру с вентилятором.
2 Рекомендуемые методики полирования и шлифования приведены в Приложении А.
8.3 Проверка качества полированной поверхности
Осматривают полированную поверхность с помощью микроскопа, используя линзу сухого объектива, при увеличении в 100-250 раз. Полированная поверхность должна удовлетворять следующим требованиям:
а) должна быть плоской и без рельефа;
б) не должна иметь заметных царапин и углублений;
в) должна быть чистой, без каких-либо загрязнений и следов абразивных материалов.
Если полированная поверхность не удовлетворяет перечисленным требованиям, повторяют процедуры по 8.2, начиная со стадии шлифования.
Особое внимание уделяют последней стадии полирования. При необходимости на этой стадии заменяют полирующий абразив полировальным диском из ткани (5.5).
Если полированная поверхность не удовлетворяет только требованию в), повторяют промывание и сушку брикета по 8.2. Если после повторного промывания поверхность снова не отвечает всем требованиям, следует повторить всю процедуру по 8.2, начиная со стадии шлифования.
На микрофотографиях 1-5 показаны поверхности брикетов, наблюдаемые в отраженном свете, демонстрирующие полированные поверхности удовлетворительного качества, а также различные дефекты полированных поверхностей.
Примечание - Появление очень мелких царапин на полированной поверхности витринита является довольно распространенным дефектом. Царапины легче заметить, изменив освещенность поверхности или направление света.
9 Хранение брикетов, подготовленных к изучению в отраженном свете
Брикеты с пригодной для анализа полированной поверхностью вынимают из держателя. Хранят брикеты в эксикаторе (6.9) в течение 15 ч, если предварительно было установлено, что показатель отражения зависит от влажности угля.
10 Повторное использование брикета с полированной поверхностью для петрографических исследований
Если поверхность брикета подвергалась воздействию воздуха или иммерсионного масла, то перед повторным исследованием под микроскопом брикет очищают и заново полируют в соответствии с 8.2, а затем проверяют качество полированной поверхности по 8.3.
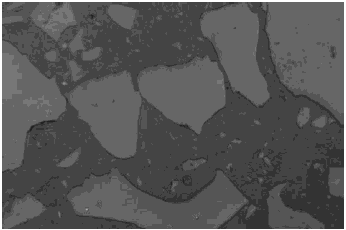
Зерна витринита без рельефа и других дефектов, наблюдаемые в воздухе. Сухой объектив. Размер видимой области приблизительно 600 мкм х 400 мкм
Микрофотография 1
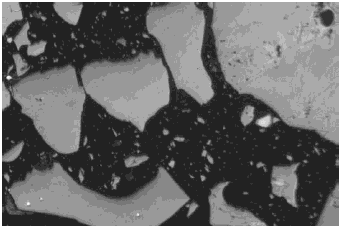
Зерна витринита без рельефа и других дефектов, наблюдаемые в иммерсионном масле. Иммерсионно-масляный объектив. Размер видимой области приблизительно 600 мкм х 400 мкм
Микрофотография 2
Следы загрязнения на поверхности некоторых зерен витринита. Иммерсионно-масляный объектив. Размер видимой области приблизительно 600 мкм х 400 мкм
Микрофотография 3
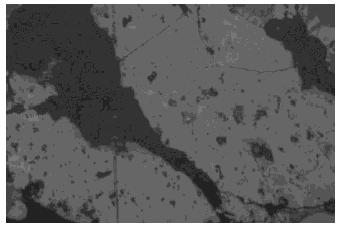
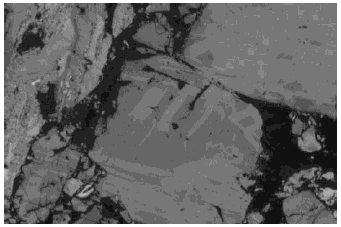
Зерна угля изрыты раковинами, поверхность непригодна для исследования и измерений. Сухой объектив. Размер видимой области приблизительно 600 мкм х 400 мкм
Микрофотография 4
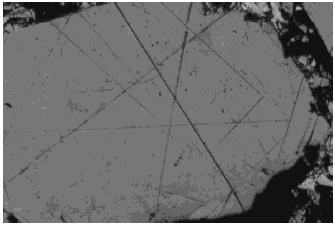
Поверхность зерен витринита покрыта сетью грубых и мелких царапин, что делает ее непригодной для измерений. Иммерсионно-масляный объектив. Размер видимой области приблизительно 600 мкм х 400 мкм
Микрофотография 5
Приложение А
(информационное)
Методика приготовления брикетов с полированной поверхностью (аншлиф-брикетов) из проб измельченного угля для петрографического анализа
А.1 Общие положения
В настоящем приложении описаны материалы и аппаратура, используемые во многих лабораториях для изготовления брикетов из проб измельченного угля, а также процедуры шлифования и полирования поверхности этих брикетов для дальнейшего петрографического исспедования. Достоинством этих процедур является то, что они позволяют относительно быстро получить брикет с полированной поверхностью, качество которой удовлетворяет стандартным требованиям.
При выборе методики приготовления аншлиф-брикетов исходят из требований к свойствам связующего вещества (5.1), а окончательное решение оператор принимает исходя из опыта работы. Для приготовления аншлиф-брикетов из землистых и матовых плотных бурых углей обычно применяют в качестве связующего шеллак или канифоль. Порошок полиметилметакрилата (ПММА) не пригоден для изготовления брикетов из бурых углей.
А.2 Материалы
А.2.1 Связующие вещества:
а) синтетические смолы с отвердителями:
1) смола эпоксидная по ГОСТ 10587 пониженной вязкости с жидким отвердителем. Вязкость свежеприготовленной смеси эпоксидной смолы с отвердителем не должна превышать 10 П при 25 °С, а время отверждения при (90±5) °С - 30 мин, иначе возможно оседание частиц под действием силы тяжести (седиментация);
________________
1 П =0,1 Пас =0,1 Нс/м
.
ВНИМАНИЕ - Следует избегать контакта эпоксидной смолы с кожей. Рекомендуется использовать резиновые или полиэтиленовые перчатки. Во избежание вдыхания паров смолы необходимо обеспечить рабочее место хорошей вентиляцией.
2) смола полиэфирная с отвердителем;
3) порошок ПММА;
б) шеллак чешуйчатый;
в) канифоль сосновая по ГОСТ 19113 с парафином по ГОСТ 23683. смесь в отношении 10:1;
г) бальзам канадский.
А.2.2 Реагент для смазывания пресс-формы
Реагент облегчает извлечение брикета из пресс-формы и представляет собой силикон в аэрозольной упаковке, не содержащей хлор-фтор-органических веществ. В качестве растворителя силикона для получения аэрозоля применяют этиловый спирт из зерна и лецитин.
А.2.3 Шлифовальные абразивные материалы
Комплект абразивов по 5.3 или набор микропорошков корундовых М-5, М-7, М-14 и М-20.
А.2.4 Полировальные абразивные материалы
Водные суспензии оксида хрома технического по ГОСТ 2912 (20 г/дм), оксида магния, оксида алюминия, оксида цинка или алмазные пасты, а также см. 5.4.
А.2.5 Ткань для полировального диска
Синтетическая или натуральная водостойкая ткань с минимальным ворсом.
А.3 Аппаратура
А.3.1 Гидравлический или ручной пресс, с помощью которого можно создавать давление до 21 МПа по 6.3.
А.3.2 Форма (пресс-форма) по 6.4.
А.3.3 Нагревательный прибор (кожух), пригодный для нагрева пресс-формы до (90±5) °С.
А.3.4 Охлаждающие подставки из алюминия, предназначены для ускорения охлаждения пресс-форм при использовании в качестве связующего вещества ПММА.
А.3.5 Контейнеры одноразовые по 6.6.
А.3.6 Шлифовальный и полировальный станки по 6.7.
А.3.7 Ультразвуковая ванна, предназначенная для очистки брикетов.
А.3.8 Эксикатор.
А.3.9 Сушильный шкаф, в котором возможно поддерживать температуру (90±5) °С.
А.3.10 Термометр для измерения температур в интервале от 0 °С до 110 °С; тип - либо для измерения температуры металлов, с механическим индикатором температуры, либо трубчатый жидкостной с вынесенной шкалой.
А.3.11 Автоматический пресс по 6.5.
А.3.12 Тигли фарфоровые N 1 и N 2 и чашки фарфоровые по ГОСТ 9147.
А.3.13 Стекла предметные для препаратов по ГОСТ 9284 и пластилин для закрепления исследуемых образцов.
А.3.14 Стекло матовое толстое размером 200х200х15 мм.
А.3.15 Кольца стеклянные диаметром 20 мм, высотой 15 мм. Кольца обычно нарезают из стеклянной трубки и отшлифовывают на станке с одной стороны.
А.3.16 Сита по 6.1.
А.4 Приготовление пробы
А.4.1 Отбор пробы по 7.1. Высушивание пробы по 7.2. Измельчение пробы по 7.3. Деление пробы по 7.4.
А.4.2 Подготовка пробы к брикетированию
Пробу, полученную по А.4.1 в количестве 50-100 г, тщательно перемешивают, высыпают на металлический противень и разравнивают так, чтобы получился слой толщиной около 5 мм. Поверхность слоя делят на квадраты размером 20х20 мм. Из всех квадратов (или в шахматном порядке) отбирают порции угля с таким расчетом, чтобы после их объединения получить представительную порцию, занимающую не более объема тигля (А.3.12) или стеклянного кольца (А.3.15). т.е. примерно 2-3 г. Из такой представительной порции пробы готовят брикет, например, с шеллаком в качестве связующего.
А.4.3 Если уголь впервые подвергается петрографическому анализу или имеет сложный петрографический состав, готовят два аншлиф-брикета из одной и той же пробы угля.
А.5 Изготовление брикетов
А.5.1 Изготовление брикета с помощью полиэфирной смолы
10 мл полиэфирной смолы и отвердитель (А.2.1, а), 2)) в количестве, рекомендуемом в инструкции производителя, тщательно смешивают в одноразовом контейнере (А.3.5) с помощью палочки.
Представительную порцию измельченного угля, массой приблизительно 10 г, помещают в пресс-форму. Добавляют равное количество подготовленной полиэфирной смолы и тщательно перемешивают с помощью палочки. Смесь угля с полиэфирной смолой должна заполнять пресс-форму так, чтобы до верхнего края оставалось около 25 мм. Следят за тем, чтобы частицы, находящиеся у стенок и в углах пресс-формы, были хорошо смочены и перемешаны.
В брикетах, изготовленных с жидким связующим веществом, отверждение которых происходит без применения давления при комнатной температуре, может наблюдаться расслоение, т.е. частицы большего размера опускаются на дно, к основанию брикета, а частицы меньшего размера поднимаются в верхнюю часть брикета.
Извлекают брикет из пресс-формы и ставят на нем метку. Если брикет не окончательно отвердел, что обнаруживается при нажатии пальцем, его помещают в сушильный шкаф, нагретый до (90±5) °С, где выдерживают несколько минут пока брикет полностью не затвердеет.
А.5.2 Изготовление брикета с помощью эпоксидной смолы под давлением
10 мл эпоксидной смолы и отвердитель (А.2.1. а), 1)) в количестве, рекомендуемом в инструкции производителя, тщательно смешивают в одноразовом контейнере (А.3.5) с помощью одноразового деревянного шпателя.
Представительную порцию измельченного угля, объемом приблизительно 20 мл (26 г), помещают в другой одноразовый контейнер. Туда же добавляют несколько капель подготовленной смеси эпоксидной смолы с отвердителем и тщательно перемешивают с углем при помощи одноразового деревянного шпателя. Продолжают по каплям добавлять связующее вещество и перемешивать содержимое контейнера до тех пор, пока смесь не приобретет консистенцию очень густой пасты, которая начинает прилипать к стенкам контейнера.
Очищают плунжеры и внутренние стенки пресс-формы (А.3.2) от смолы, оставшейся после изготовления предыдущего брикета, и смазывают эти поверхности реагентом для смазывания (А.2.2). Вставляют нижний плунжер. Нагревают пресс-форму и плунжеры до температуры (90±5) °С в нагревательном приборе (А.3.3) или в сушильном шкафу (А.3.9), где поддерживают температуру (90±5) °С. Заполняют нагретую пресс-форму смесью угля со смолой и вставляют верхний плунжер. Помещают пресс-форму в пресс (А.3.1) и прикладывают к брикету давление не менее 14 МПа (но не более 17 МПа) на время от 3 до 5 с. Снимают давление и вновь прикладывают, повторяя эту процедуру несколько раз для удаления пузырьков воздуха, попавших в брикет при перемешивании. На заключительном этапе поддерживают давление не менее 10 мин, в течение которых происходит сжатие и затвердевание брикета.
Следует избегать приложения слишком большого давления, что может привести к разрушению частиц угля. Температуру пресс-формы с помощью нагревательного прибора поддерживают равной (90±5) °С при проведении вышеописанной процедуры и по окончании ее еще не менее 10 мин. Контроль за температурой осуществляют с помощью термометра (А.3.10), который вставляют в углубление, просверленное в плунжере.
Извлекают брикет из пресс-формы и ставят на нем метку. Если брикет не окончательно отвердел, что обнаруживается при нажатии пальцем, помещают его в сушильный шкаф, нагретый до (90±5) °С, где выдерживают несколько минут пока брикет не затвердеет.
А.5.3 Изготовление брикета с использованием порошка ПММА под давлением
Подбирают подходящую емкость вместимостью 5 мл (3 г) и отбирают ею три представительные порции (9 г) измельченного угля и одну порцию (3 г) порошка ПММА (А.2.1, а), 3)), помещая их в контейнер. Содержимое контейнера тщатепьно перемешивают осторожным встряхиванием. Опрыскивают внутреннюю поверхность пресс-формы и плунжеры реагентом (А.2.2). Вставляют нижний плунжер и пересыпают смесь угля и ПММА в пресс-форму. Легким постукиванием по пресс-форме равномерно распределяют в ней смесь так, чтобы ее поверхность была ровной, и добавляют около 1 г порошка ПММА. Поверх порошка кладут этикетку с меткой, идентифицирующей пробу, и добавляют ПММА в количестве, достаточном для покрытия этикетки. Осторожно вставляют верхний плунжер не нарушая слой порошка. Пресс-форму с ее содержимым помещают в пресс (А.3.1), оборудованный нагревательным кожухом (А.3.3), и прикладывают к брикету давление не менее 1 МПа. Продолжительность нагрева зависит от типа и степени износа используемого оборудования, так для нагрева пресс-формы из стали с внутренним диаметром 25 мм для достижения температуры плавления ПММА (около 120 °С) требуется от 10 до 20 мин. Когда температура нагрева достигает 120 °С, убирают нагревательный кожух, а под пресс-форму помещают алюминиевую подставку для охлаждения (А.3.4). Несколько раз снимают и снова прикладывают давление для вытеснения пузырьков воздуха, образовавшихся при нагреве. Прикладывают давление 21 МПа и выдерживают его в течение всего времени охлаждения и образования брикета, которое составляет приблизительно 15 мин.
При использовании автоматического пресса необходимо следить, чтобы температура нагрева пресс-формы не превышала 120 °С, а давление, применяемое при охлаждении брикета, не превышало 21 МПа.
А.5.4 Изготовление брикета с использованием шеллака в качестве связующего
Отобранную навеску угля высыпают в тигель N 2 (А.3.12), затем в него помещают такой же объем шеллака (А.2.1, б)), измельченного и просеянного через сито (5.3.16) с размерами отверстий 1,6 мм или 1,0 мм (в зависимости от размера зерен угля), и тщательно перемешивают ланцетом. Смесь в тигле нагревают до температуры плавления шеллака (60 °С) и тщательно перемешивают до образования одного куска слипшейся полурасплавленной массы, которую берут на кончик ланцета и слегка оплавляют над горячей электроплиткой. Оплавленную массу помещают в пресс-форму и при сильном нажатии рукой на пресс в течение 30 с производят прессование массы.
После приготовления брикета бывшие в употреблении предметы тщательно очищают.
А.5.5 Изготовление брикетов с использованием канифоли в качестве связующего
Отшлифованные на станке стеклянные кольца (А.3.15) устанавливают по одному на пронумерованные предметные стекла (А.3.13) и заполняют их на объема пробой угля. Уголь в кольце уплотняют плоским торцом деревянного стержня, после чего предметные стекла с кольцами помещают на 15-20 мин в сушильный шкаф, нагретый до 90 °С. Одновременно в фарфоровой чашке нагревают до 60-70 °С канифоль с парафином (А.2.1, в)), смешанные в соотношении 10:1, не доводя смесь до кипения. Расплавленную смесь наливают как можно полнее в нагретые кольца с углем, которые вторично ставят в сушильный шкаф и выдерживают от 5 до 10 мин при той же температуре, чтобы канифоль пропитала весь слой угля и на предметном стекле не было видно пузырьков воздуха. Вынимают кольца из сушильного шкафа и после остывания легким постукиванием отделяют брикеты от предметных стекол.
После приготовления брикетов бывшие в употреблении предметы тщательно очищают.
А.6 Шлифование брикетов
В данном разделе описана работа на полуавтоматическом шлифовальном станке с использованием держателя для проб. Допускается шлифование вручную, если это позволяет получить поверхность, приемлемую для дальнейшего полирования.
Закрепляют изготовленный брикет в держателе, прикладывая давление приблизительно 0,02 МПа, и шлифуют одну плоскую поверхность брикета, используя шлифовальный диск с карбидом кремния (средний размер частиц 50 мкм) и воду в качестве смазки. При этом диск должен вращаться со скоростью 125-150 об/мин в одну сторону, а держатель с брикетом со скоростью 30-60 об/мин - в противоположную сторону. Обрабатываемую поверхность периодически промывают сильной струей воды и продолжают шлифование до тех пор, пока шлифуемые поверхности угольных частиц не станут ровными и не будут иметь трещин. Продолжительность шлифования на станке зависит от таких факторов, как твердость угля, степень износа диска с карбидом кремния, а также от того, насколько ровно закреплен брикет в держателе. Обычно данный этап процедуры шлифования занимает не более 1 мин, но в некоторых случаях на него уходит значительно больше времени (см. примечания 1 и 2).
Закрепленный в держателе брикет очищают от осколков под сильной струей водопроводной воды. Погружение брикета в ультразвуковую ванну (А.3.7) с дистиллированной водой гарантированно очищает поверхность от всех прилипших крупных осколков.
Заменяют шлифовальный диск на диск с карбидом кремния, имеющим средний размер частиц 15 мкм, или на металлический диск с нанесенным алмазным порошком с размером частиц 15 мкм и продолжают шлифование до тех пор, пока не станут отчетливо видны отдельные частицы угля, а их поверхность не станет гладкой, свободной от глубоких царапин, и не приобретет легкий глянец. Очищают брикет, закрепленный в держателе, как описано в предыдущем абзаце.
Не вынимая брикет из держателя, проверяют отшлифованную поверхность с помощью микроскопа, используя линзу сухого объектива, при малом увеличении (приблизительно 10-кратном). Если при этом обнаружены глубокие царапины, процедуру шлифования повторяют, начиная с карбида кремния с частицами 50 мкм.
Держатель обычно предназначен для изготовления одновременно нескольких брикетов. Во время процедуры шлифования держатель должен быть загружен полностью, в случае необходимости пустые места заполняют ненужными (испорченными) брикетами.
Примечания
1 Кромку брикета можно вручную стесать (сделать фаску) с помощью шлифовального диска с карбидом кремния, имеющим размер частиц 50 мкм. Это позволяет избежать разрушения кромки при полировании, которое значительно повышает риск повреждения обрабатываемой поверхности.
2 Диски с нанесенным карбидом кремния заменяют, когда они изнашиваются до такой степени, что получить поверхность приемлемого качества на данной стадии шлифования за установленное для этой стадии время не удается.
3 Аншлиф-брикет, цементированный шеллаком, шлифуют с обеих сторон. Для дальнейшей обработки выбирают ту сторону, которая имеет наименьшее количество пор. Вторую сторону используют для нанесения номера.
Аншлиф-брикет, изготовленный на канифоли, шлифуют с той стороны, которая прилегает к предметному стеклу. Номер пишут на этикетке, которую приклеивают сбоку на стеклянном кольце.
4 Дошлифовку поверхности аншлиф-брикета проводят вручную на матовом стекле (А.3.14) с помощью микропорошков М-7, М-5 и М-3, которые используют последовательно и смачивают несколькими каплями воды и глицерина.
При наличии в углях большого количества глинистых минералов шлифование на матовом стекле проводят с применением глицерина (без воды). Также поступают при шлифовании брикетов из землистых и матовых плотных углей.
А.7 Полирование брикетов
В данном разделе описана работа на полуавтоматическом полировальном станке с использованием держателя для проб. Допускается полирование вручную, если это позволяет получить поверхность, приемлемую для дальнейшего исследования.
Отшлифованную сторону аншлиф-брикета полируют с применением взвешенных в воде полировальных материалов (5.4 и А.2.4).
Готовят жидкую пасту, для чего к 25 мл порошка оксида алюминия (5 чайных ложек, при этом избыток порошка снимают до уровня краев ложки) с максимальным размером частиц 0,3 мкм добавляют 100 мл воды, перемешивают и сливают в спринцовку. Альтернативно можно использовать выпускаемую промышленностью разбавленную суспензию порошка оксида алюминия с размером частиц 0,3 мкм. Ткань полировального диска, находящегося в неподвижном состоянии, смачивают водой, а затем наносят на нее слой жидкой пасты (суспензии).
Полируют поверхность брикета в течение 2 мин при такой же скорости вращения диска и таком же давлении, как при шлифовании. В течение этих двух минут диск дополнительно не смачивают и пасту не добавляют. Через две минуты, не прекращая вращения диска, его поливают водой для удаления пасты с диска и брикетов. Такое промывание брикетов вместе с диском продолжают около 0,5 мин, после чего брикеты в держателе промывают сильной струей воды для удаления частиц угля и остатка пасты. Погружение брикетов в ультразвуковую ванну (А.3.7) с дистиллированной водой гарантированно очищает их поверхность от частиц абразива.
Процедуру полирования повторяют с другим диском, обработанным жидкой пастой, составленной аналогичным образом из 100 мл воды и 25 мл порошка оксида алюминия с максимальным размером частиц 0,05 мкм. Альтернативно можно использовать выпускаемую промышленностью разбавленную суспензию порошка оксида алюминия с размером частиц 0,05 мкм. Ткань полировального диска, находящегося в неподвижном состоянии, смачивают водой, а затем наносят на нее слой жидкой пасты (суспензии).
Полируют поверхность брикета в течение 2 мин при такой же скорости вращения диска и таком же давлении, как при шлифовании. В течение этих двух минут диск дополнительно не смачивают и пасту не добавляют. По окончании двух минут, не прекращая вращения диска, поливают диск водой для удаления пасты с диска и брикетов. Такое промывание брикетов вместе с диском продолжают около 0,5 мин, после чего брикеты в держателе промывают сильной струей воды для удаления частиц угля и абразива. Погружение брикетов в ультразвуковую ванну (А.3.7) с дистиллированной водой гарантированно очищает их поверхность от частиц абразива.
Заключительную стадию полирования проводят с третьим диском, обработанным коллоидной суспензией кремния с частицами размером 0,05 мкм, подготовленной в соответствии с инструкцией производителя. Ткань полировального диска, находящегося в неподвижном состоянии, смачивают водой, а затем наносят на нее слой суспензии.
Полируют поверхность брикета в течение 1 мин при такой же скорости вращения диска и таком же давлении, как при шлифовании. В течение этой минуты диск дополнительно не смачивают и не добавляют суспензию. По окончании одной минуты, не прекращая вращения диска, поливают диск водой для удаления суспензии с диска и брикетов. Такое промывание брикетов вместе с диском продолжают около 0,5 мин, после чего брикеты в держателе промывают сильной струей воды для удаления частиц угля и абразива. Погружение брикетов в ультразвуковую ванну (А.3.7) с дистиллированной водой гарантированно очищает их поверхность от частиц абразива.
По окончании полирования, не вынимая брикеты из держателя, промывают их дистиллированной водой, высушивают потоком очищенного воздуха и проверяют качество их поверхностей, как описано в 8.3.
Аншлиф-брикет считают отполированным, если вся его поверхность имеет однородный блеск, а под микроскопом с сухим объективом при увеличении 100-250 отчетливо различается микроструктура угля с четко выраженными границами мацералов и отсутствием грубого микрорельефа, который может возникнуть при чрезмерном полировании. При этом поверхность зерен витринита должна быть гладкой, без мелких царапин.
Использованные для полирования диски промывают водой и хранят в закрытом контейнере. Ткань полировальных дисков заменяют по мере ее износа или в случае, когда при ее использовании не удается получить полированную поверхность удовлетворительного качества.
Возможность гарантированно получать полированные поверхности аншлиф-брикетов приемлемого качества определяется типом ткани полировального диска, используемой на конечной стадии полирования. Нужный тип ткани подбирают опытным путем.
Продолжительность конечной стадии полирования обычно не превышает 1 мин, но она зависит от давления, которое прикладывают к брикетам, от скорости вращения диска и от количества брикетов в держателе. Эффект образования рельефа по краям брикетов можно минимизировать, если уменьшить продолжительность полирования, насколько это возможно. Опыт показывает, что при использовании оборудования описанного типа, а также при соблюдении указанных скорости вращения дисков и давлении на брикет удается получать полированные поверхности удовлетворительного качества. Условия, точное соблюдение которых позволяет получать полированные поверхности требуемого качества, должны быть установлены для каждого станка и не должны меняться при дальнейшей работе с углями аналогичного типа.
Приложение Б
(информационное)
Методика приготовления аншлиф-штуфов для петрографического анализа
Б.1 Общие положения
Аншлиф-штуф - кусок угля или породы, размеры которого позволяют полировать его, а затем исследовать под микроскопом. Одна из сторон куска (для угля, обычно перпендикулярная к плоскости наслоения) должна быть отшлифована и отполирована.
В настоящем приложении описаны материалы, аппаратура и методика приготовления аншлиф-штуфов из угля или породы с включениями твердого рассеянного органического вещества для дальнейшего петрографического исследования.
При выборе методики приготовления аншлиф-штуфа исходят из свойств образца и материала для пропитки, а окончательное решение оператор принимает исходя из опыта работы.
Б.2 Сущность метода
Сущность метода см. раздел 4.
Б.3 Материалы
Материалы см. разделы 5 и А.2.
В качестве пропитывающих веществ применяют синтетические смолы по А.2.1, например полиэфирную смолу, а также канифоль с ксилолом, карнаубский воск.
Б.4 Аппаратура
Аппаратуру см. разделы 6 и А.З.
Б.5 Отбор проб
Б.5.1 Для приготовления аншлиф-штуфов углей отбирают куски от основных пластообразующих литотипов размером не менее 30х30х30 мм. При взятии проб из керна буровых скважин допускается отбирать образцы размером 20х20х20 мм.
Б.5.2 Для приготовления аншлиф-штуфов из пород с включениями твердого рассеянного органического вещества отбирают образцы, в которых включения твердого органического вещества видны невооруженным глазом или, по типу отложений, можно предположить их наличие. Размер образцов зависит от возможности отбора (естественные обнажения, горные выработки, керн буровых скважин).
Образцы слабо уплотненных песчано-глинистых пород, содержащих мелкие рассеянные органические включения, перед пропитыванием высушивают в сушильном шкафу при температуре 70 °С в течение 48 час.
Б.6 Приготовление аншлиф-штуфов
Приготовление аншлиф-штуфов состоит из трех операций: пропитывания с целью придания образцам прочности и монолитности, шлифования и полирования.
Б.6.1 Изготовление аншлиф-штуфа из целого куска угля с помощью полиэфирной смолы
Кусок угля помещают в пресс-форму и добавляют такое количество полиэфирной смолы, чтобы полностью покрыть кусок жидким пропитывающим веществом. Вязкость пропитывающего вещества должна быть относительно высокой, особенно, если кусок угля пористый. При изготовлении аншлиф-штуфа из очень пористого угля рекомендуют помещать пресс-форму с куском угля, покрытым полиэфирной смолой, в герметично закрывающийся контейнер, в котором можно несколько раз снижать давление с помощью вакуумного насоса и вновь поднимать до атмосферного. Это способствует проникновению полиэфирной смолы в поры и пустоты и, тем самым, позволяет сохранить структуру образца.
Б.6.2 Изготовление аншлиф-штуфа с помощью канифоли, растворенной в ксилоле
Для некоторых видов углей и пород с включениями твердого рассеянного органического вещества для пропитывания достаточно погрузить образец в раствор канифюли в ксилоле.
Образцы обвязывают проволокой, к концам которой прикрепляют этикетки с идентификационными данными, и помещают в один слой в фарфоровую чашку. Сверху насыпают канифоль, раздробленную на зерна размером от 3 до 7 мм, и наливают ксилол (3 см на 1 г канифоли) так, чтобы образцы были покрыты раствором полностью.
Пропитывание проводят в вытяжном шкафу при нагревании на закрытой плитке в течение 50-60 мин до полного выпаривания ксилола. Затем образцы извлекают из чашки и охлаждают до комнатной температуры.
Б.6.3 Шлифование и полирование
Шлифуют две взаимно параллельные плоскости пропитанного образца, перпендикулярные плоскости наслоения, а затем полируют одну из них.
Шлифование по 8.2 и А.6.
Полирование по 8.2 и А.7.
_________________________________________________________________________________________________
УДК 622.62:543.822:006.354 ОКС 75.160.10 А19 ОКП 03 2000
Ключевые слова: петрографический анализ углей, каменный уголь, бурый уголь, антрацит, аншлиф-брикет, аншлиф-штуф, шлифование поверхности брикета из угля, полирование поверхности брикета из угля
__________________________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}