ГОСТ 33221-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БУТЫЛКИ ИЗ ПОЛИЭТИЛЕНТЕРЕФТАЛАТА ДЛЯ ХИМИЧЕСКОЙ ПРОДУКЦИИ
Общие технические условия
Bottles from polyethylene terephthalate for chemical products. General specifications
МКС 55.020
Дата введения 2016-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Автономной некоммерческой организацией "Сертификационный центр" ЯрТЕСТ лакокрасочной продукции и тары" ("АНО "СЦ" ЯрТЕСТ ЛКП и тары")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 385 "Материалы лакокрасочные на природных связующих. Растворители. Сиккативы. Вспомогательные материалы. Тара, упаковка, маркировка, транспортирование и хранение лакокрасочных материалов"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 18 июня 2015 г. N 47)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 6 октября 2015 г. N 1459-ст межгосударственный стандарт ГОСТ 33221-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2016 г.
5 Настоящий стандарт разработан для обеспечения соблюдения требований технического регламента Таможенного союза ТР ТС 005/2011 "О безопасности упаковки"
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Март 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на бутылки из полиэтилентерефталата (PET) (далее - бутылки), предназначенные для упаковывания, транспортирования и хранения жидкой химической продукции, в том числе лакокрасочных материалов и растворителей бытового и промышленного назначения.
Стандарт устанавливает технические требования, правила приемки, методы контроля, требования к упаковке, маркировке, транспортированию и хранению.
Стандарт применяют при разработке технической документации на бутылки для конкретных видов химической продукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.579-2002 Государственная система обеспечения единства измерений. Требования к количеству фасованных товаров в упаковках любого вида при их производстве, расфасовке, продаже и импорте
ГОСТ 12.0.001-82 Система стандартов безопасности труда. Основные положения*
___________________
* Российской Федерации действует ГОСТ Р 12.0.001-2013 "Система стандартов безопасности труда. Основные положения".
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ OIML R 76-1-2011 Государственная система обеспечения единства оформления. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2226-2013 Мешки из бумаги и комбинированных материалов. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 25776-83 Продукция штучная и в потребительской таре. Упаковка групповая в термоусадочную пленку
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 32521-2013 Мешки из полимерных пленок. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 преформа: Предварительная заготовка для изготовления бутылок из полиэтилентерефталата.
3.2 бутылка из полиэтилентерефталата: Потребительская упаковка, имеющая преимущественно цилиндрический корпус, переходящий в узкую горловину, предусмотренную для укупоривания, с плоским, фигурным или вогнутым дном.
3.3 номинальная вместимость: Количество жидкости, которое вмещает бутылка при ее заполнении до объема, указанного в маркировке.
3.4 полная вместимость: Объем жидкости, который вмещает бутылка при ее заполнении до края.
4 Классификация, основные параметры и размеры
4.1 Бутылки из полиэтилентерефталата изготовляют типов:
I - цилиндрические;
II - прямоугольные;
III - фигурные.
4.2 Основные параметры и размеры бутылок приведены в приложении А.
Конструкции бутылок приведены в приложении Б.
Неуказанные размеры устанавливают в рабочих чертежах на бутылки для конкретных видов продукции.
Бутылки вместимостью более 4 дм рекомендуется изготовлять с ручкой. Конструкцию и размеры ручки, а также необходимость ручек для бутылок другой вместимости устанавливают в технической документации на бутылки для конкретных видов продукции.
Рекомендуемый перечень химической продукции, подлежащей упаковыванию в бутылки из полиэтилентерефталата, приведен в приложении В. Другие виды химической продукции, допускаемые для упаковывания в бутылки из полиэтилентерефталата, устанавливают в технической документации на конкретные виды упаковываемой химической продукции.
5 Общие технические требования
5.1 Бутылки изготовляют в соответствии с требованиями настоящего стандарта и технической документации на бутылки для конкретных видов продукции.
5.2 Предельные отклонения размеров бутылок:
- по диаметру, длине, ширине - минус 1 мм;
- по высоте - минус 2 мм;
- по диаметру горловины - ±0,12 мм.
5.3 Бутылки не являются мерой вместимости при определении количества упакованной продукции.
5.4 Характеристики
5.4.1 Бутылки для химической продукции по показателям качества должны соответствовать требованиям, указанным в таблице 1.
Таблица 1
Показатель | Значение показателя | Метод |
1 Внешний вид | Наружная и внутренняя поверхности бутылок должны быть чистыми, гладкими, без пузырей, сквозных отверстий, трещин и сколов. | 9.2 |
2 Размеры, мм | Контролируемые размеры должны соответствовать требованиям технической документации на бутылки для конкретных видов продукции | 9.3 |
3 Толщина стенки, мм | Минимальную толщину стенки бутылки устанавливают в технической документации на бутылки для конкретных видов химической продукции | 9.4 |
4 Вместимость, дм | Значение вместимости устанавливают в технической документации на бутылки для конкретных видов химической продукции. | 9.5 |
5 Масса, г | Масса бутылки должна соответствовать значениям, указанным в технической документации на бутылки для конкретных видов химической продукции | 9.6 |
6 Герметичность | Бутылка, закрытая крышкой, должна выдерживать внутреннее избыточное давление не менее 20 (0,2) кПа (кгс/см | 9.7 |
7 Прочность на удар при свободном падении | Бутылка должна выдерживать не менее двух падений без разрушения и течи при испытании на удар при свободном падении с высоты не менее 0,8 м. | 9.8 |
8 Сжимающее усилие в направлении вертикальной оси | Бутылки должны выдерживать сжимающее усилие в направлении оси корпуса упаковки, Н(кгс), не менее: | 9.9 |
9 Прочность крепления ручек | Ручки должны быть прочно прикреплены к корпусу бутылки и должны выдерживать статическую нагрузку 117,7 (12), Н(кгс) | 9.10 |
10 Стойкость к горячей воде | Бутылки должны сохранять внешний вид и окраску, не должны деформироваться и растрескиваться в течение 15 мин после погружения в горячую воду температурой (70±4)°С | 9.11 |
11 Химическая стойкость к растрескиванию | Бутылки должны быть стойкими к упаковываемой продукции, к растрескиванию и не должны изменять внешний вид (цвет, блеск, наличие трещин, пузырей). | 9.13 |
12 Проницаемость органических растворителей (потеря массы продукции) | Потеря массы продукции (содержащей органические растворители) не должна превышать, %: | 9.14 |
13 Стойкость рисунка, балл | Стойкость рисунка, нанесенного на бутылку (при наличии), не ниже 2 | 9.15 |
14 Теплостойкость | Бутылки не должны деформироваться и растрескиваться, должны сохранять внешний вид, окраску, параметры, размеры и механические свойства после выдержки в климатической камере при температуре (40±4)°С в течение 2 ч | 9.16 |
15 Морозостойкость, ч | Бутылки не должны деформироваться и растрескиваться, должны сохранять внешний вид, окраску, параметры, размеры и механические свойства после выдержки в климатической камере при температуре (минус 25±4)°С в течение 2 ч | 9.17 |
5.4.2 Корпус бутылки может быть гофрированным. Конфигурация, расположение и количество гофров должны быть указаны в технической документации на бутылки для конкретных видов продукции.
5.4.3 Требования к сырью и материалам
Для изготовления бутылок применяют преформы (литьевые заготовки) из гранулированного полиэтилентерефталата специальных марок, изготовляемые по технической документации.
Параметры преформ устанавливают в технической документации на конкретные виды преформ.
5.5 Комплектность
Бутылки поставляют в комплекте с колпачками или винтовыми крышками.
Бутылки вместимостью более 4 дм поставляют в комплекте с ручкой и винтовой крышкой.
5.6 Маркировка
5.6.1 На дно или нижнюю часть корпуса бутылки наносят маркировку:
- товарный знак и/или наименование предприятия-изготовителя;
- знак "петлю Мёбиуса": внутри петли проставляют аббревиатуру "РЕТ" или цифровой код 1 по техническому регламенту [1];
- номинальную вместимость бутылки (л).
5.6.2 По согласованию с потребителем на корпус бутылки может быть нанесена маркировка, характеризующая продукцию.
5.6.3 Маркировку наносят методами формования, тиснения, печати, штампа или гравировкой в форме.
При технологической невозможности нанести маркировку на бутылку в процессе ее изготовления допускается маркировку указывать на ярлыке, прикрепленном к ее дну, или совмещать маркировку, характеризующую упаковку, с маркировкой, относящейся к продукции.
5.6.4 На каждую транспортную единицу упаковки (мешок, групповую упаковку и др.) или упаковочный лист, вложенный в транспортную упаковку, наносят маркировку, содержащую:
- наименование предприятия-изготовителя и/или его товарный знак (при наличии);
- условное обозначение бутылки (в соответствии с технической документацией на бутылки для конкретных видов продукции);
- номер партии;
- дату изготовления;
- количество бутылок в партии;
- гарантийный срок хранения упаковки.
5.6.5 Транспортная упаковка - по ГОСТ 14192 с нанесением манипуляционных знаков: "Хрупкое. Осторожно", "Беречь от влаги" и "Беречь от солнечных лучей".
5.6.6 Информация должна быть изложена на русском языке и на государственном(ых) языке(ах) государства - члена Таможенного союза при наличии соответствующих требований в законодательных актах государств.
5.7 Упаковка
5.7.1 Для упаковывания бутылок применяют мешки из полимерных пленок по ГОСТ 32521 или по технической документации на мешки для конкретных видов продукции; бумажные мешки по ГОСТ 2226. Групповую упаковку формируют по ГОСТ 25776 в термоусадочную полиэтиленовую пленку по ГОСТ 25951.
6 Требования безопасности
6.1 Полиэтилентерефталат и бутылки, изготовленные из него, при нормальных условиях не токсичны и не оказывают вредного воздействия на организм человека и не требуют специальных мер предосторожности.
6.2 При изготовлении бутылок из полиэтилентерефталата должны соблюдаться правила безопасности в соответствии с ГОСТ 12.3.030 и меры, исключающие возможность взрывов и пожаров, в соответствии с ГОСТ 12.1.004 и ГОСТ 12.0.001, а также типовые правила пожарной безопасности для промышленных предприятий.
6.3 Производственные помещения должны быть оборудованы общеобменной вентиляцией, обеспечивающей концентрацию вредных веществ в воздухе рабочей зоны, не превышающую предельно допустимую.
7 Требования охраны окружающей среды
7.1 В процессе производства должна быть исключена возможность загрязнения окружающей среды отходами производства.
Полимерные отходы, образующиеся при производстве бутылок, подлежат вторичной переработке. Отходы, не пригодные для вторичной переработки, подлежат утилизации в установленном порядке и в соответствии с требованиями санитарных норм и правил, действующих на территории государств, принявших стандарт.
8 Правила приемки
8.1 Бутылки из полиэтилентерефталата принимают партиями. Партией считают количество бутылок одного типоразмера и назначения, изготовленных из одного материала, в одинаковых условиях, в один и тот же период времени и оформленных документом о качестве, содержащим:
- наименование предприятия-изготовителя и/или его товарный знак (при наличии);
- юридический или фактический адрес предприятия-изготовителя;
- наименование и условное обозначение бутылок;
- номер партии;
- количество бутылок в партии;
- обозначение стандарта или технической документации на бутылки для конкретных видов продукции;
- результаты испытаний или подтверждение соответствия качества бутылок требованиям настоящего стандарта и/или технической документации на бутылки для конкретных видов продукции.
8.2 Каждую партию бутылок подвергают наружному осмотру, при котором определяют сохранность упаковки и правильность маркировки. Для контроля сохранности упаковки и маркировки от партии отбирают выборку в соответствии с таблицей 2.
Таблица 2 | В штуках | ||
Общее количество упаковочных единиц в партии | Количество упаковочных единиц, подвергающихся контролю | Приемочное число Ас | Браковочное число Re |
До 15 включ. | Все единицы | 0 | 1 |
Св. 15 до 200 " | 15 | 0 | 1 |
" 200 " 1000 " | 25 | 1 | 2 |
8.2.1 Партию считают приемлемой, если число несоответствующих упаковочных единиц менее приемочного числа или равно ему. Если число несоответствующих упаковочных единиц превышает браковочное число или равно ему, партию признают неприемлемой и направляют на исправление упаковки или маркировки. После устранения несоответствий проводят повторный контроль на удвоенной выборке упаковочных единиц из той же партии. Результаты повторных испытаний являются окончательными.
8.3 Контроль качества бутылок на соответствие требованиям настоящего стандарта проводят по одноступенчатому плану нормального контроля при общем уровне контроля II (таблица 4) или специальном уровне контроля S4 (таблица 5) и значениях предела приемлемого качества (AQL) в соответствии с таблицей 3.
Таблица 3
Контролируемый показатель | Предел приемлемого качества AQL, % |
Внешний вид, вместимость, масса, размеры | 1,0 |
Толщина стенки, герметичность, химическая стойкость | 0,65 |
Прочность при свободном падении, сопротивление усилию сжатия, прочность крепления ручек, стойкость рисунка, стойкость в горячей воде, теплостойкость, морозостойкость | 2,5 |
Примечание - Показатель "стойкость в горячей воде" проверяют для продукции, которая при фасовании в бутылки имеет температуру выше 40°С. | |
8.4 Для контроля качества из разных мест партии методом случайной выборки отбирают бутылки в объемах, указанных в таблицах 4 и 5.
Таблица 4 - Одноступенчатый план нормального контроля
Количество бутылок в партии, шт. | Объем | Предел приемлемого качества AQL, %, при нормальном контроле | |||||
0,65 | 1,0 | 2,5 | |||||
Ас | Re | Ас | Re | Ас | Re | ||
От 501 до 1200 вкпюч. | 80 | 1 | 2 | 2 | 3 | 5 | 6 |
От 1201 до 3200 вкпюч. | 125 | 2 | 3 | 3 | 4 | 7 | 8 |
От 3201 до 10000 включ. | 200 | 3 | 4 | 5 | 6 | 10 | 11 |
От 10001 до 35000 включ. | 315 | 5 | 6 | 7 | 8 | 14 | 15 |
От 35001 до 150000 включ. | 500 | 7 | 8 | 10 | 11 | 21 | 22 |
От 150001 до 500000 включ. | 800 | 10 | 11 | 14 | 15 | 21 | 22 |
Св. 500000 | 1250 | 14 | 15 | 21 | 22 | 21 | 22 |
Примечание - В настоящей таблице применены следующие обозначения: Ас - приемочное число; Re - браковочное число. | |||||||
Таблица 5 - План при специальном уровне контроля
Количество бутылок в партии, шт. | Объем | Предел приемлемого качества AQL, %, при специальном уровне контроля S-4 | |||||
0,65 | 1,0 | 2,5 | |||||
Ас | Re | Ас | Re | Ас | Re | ||
От 501 до 1200 вкпюч. | 20 | 0 | 1 | 0 | 1 | 1 | 2 |
От 1201 до 3200 вкпюч. | 32 | 0 | 1 | 1 | 2 | 2 | 3 |
От 3201 до 10000 включ. | 32 | 0 | 1 | 1 | 2 | 2 | 3 |
От 10001 до 35000 включ. | 50 | 1 | 2 | 1 | 2 | 3 | 4 |
От 35001 до 150000 включ. | 80 | 1 | 2 | 2 | 3 | 5 | 6 |
От 150001 до 500000 включ. | 80 | 1 | 2 | 2 | 3 | 5 | 6 |
Св. 500000 | 125 | 2 | 3 | 3 | 4 | 7 | 8 |
Примечание - В настоящей таблице применены следующие обозначения: Ас - приемочное число; Re - браковочное число. | |||||||
8.5 Партию признают приемлемой, если количество несоответствующих единиц продукции в выборке меньше или равно приемочному числу, указанному в таблицах 4 и 5. Если число несоответствующих единиц продукции, обнаруженных в выборке, превышает браковочное число или равно ему, партию считают неприемлемой.
9 Методы контроля
9.1 Порядок подготовки к проведению контроля
9.1.1 Образцы бутылок, отобранные в выборку, помещают в транспортную упаковку и направляют для проведения контроля.
9.1.2 Перед испытанием образцы бутылок кондиционируют не менее 3 ч при температуре (22±4)°С и относительной влажности (65±5)%.
9.2 Внешний вид, качество поверхности, маркировку проверяют визуально без применения увеличительных приборов на соответствие требованиям стандартов и технической документации на бутылки для конкретных видов продукции или сравнивают с образцами-эталонами (при наличии).
9.3 Контроль размеров
9.3.1 Порядок проведения контроля и обработки результатов измерений
При контроле проверяют наружные габаритные размеры бутылок (диаметр, длину, ширину и высоту), а также присоединительные размеры горловины (внутренние и наружные диаметры, высоту).
Количество образцов для контроля - в соответствии с разделом 8.
Контроль наружного диаметра бутылок проводят в месте наибольшего диаметра в двух взаимно перпендикулярных направлениях. За результат измерения принимают среднеарифметическое значение двух определений, при этом разница между двумя определениями не должна превышать суммарный допуск.
Контроль длины и ширины бутылок проводят в месте наибольшего сечения бутылки.
Внутренний и наружный диаметры горловины бутылок измеряют в двух взаимно перпендикулярных положениях. За результат измерения принимают среднеарифметическое значение двух определений, при этом разница между двумя определениями не должна превышать суммарный допуск. Высоту бутылок определяют в двух противоположных направлениях. За результат измерения высоты принимают среднеарифметическое значение двух определений.
Размеры должны соответствовать указанным в стандартах и технической документации на бутылки для конкретных видов продукции и/или рабочих чертежах.
9.3.2 Контроль диаметров, длины, ширины бутылки штангенциркулем
Штангенциркуль по ГОСТ 166 устанавливают так, чтобы образец был расположен параллельно оси, а губки штангенциркуля - перпендикулярно к измеряемому размеру образца бутылки. Плавно уменьшают расстояние между губками штангенциркуля до их соприкосновения с образцом бутылки. При наличии у штангенциркуля винта микроподачи используют этот винт. Фиксируют значение штангенциркуля.
9.3.3 Контроль высоты бутылки штангенрейсмасом
Контролируемый образец бутылки устанавливают вертикально на поверочную (разметочную) плиту по ГОСТ 10905. Устанавливают на эту же плиту штангенрейсмас по ГОСТ 164. Плавно уменьшают высоту ножки штангенрейсмаса до касания с торцом горловины бутылки. Фиксируют показания штангенрейсмаса.
9.3.4 Контроль калибрами
Контроль калибрами проводят для бутылок вместимостью менее 1000 мл.
При использовании калибра для контроля диаметра горловины бутылки образец должен проходить проходной калибр с минимальным размером диаметра и не должен проходить непроходной калибр с максимальным размером диаметра.
При контроле высоты бутылок калибрами образец при вращении вокруг своей оси должен проходить под плоскостью "максимальная высота" или не проходить под плоскостью "минимальная высота".
9.4 Контроль толщины стенки
9.4.1 Средства контроля и вспомогательные устройства
Для контроля толщины стенки методом неразрушающего контроля используют магнитно-индукционные толщиномеры, при измерении толщин изделий методом разрушающего контроля на плоских участках могут быть использованы гладкие микрометры по ГОСТ 6507, на закругленных участках - индикаторы часового типа по ГОСТ 577. Штативы для измерительных головок - по ГОСТ 10197.
9.4.2 Подготовка и проведение контроля
9.4.2.1 Для проведения измерений методом неразрушающего контроля включают магнитноиндукционный толщиномер, помещают металлический шарик внутрь изделия, к внешней стороне изделия подносят магнитный индикатор. Совмещают положение шарика и индикатора. Результаты измерений считывают с дисплея прибора.
9.4.2.2 Для проведения измерений методом разрушающего контроля каждый образец с помощью ножниц разрезают в вертикальной плоскости по следу смыкания форм и измеряют толщину стенки в трех местах: по радиусу закругления в месте перехода от корпуса к дну бутылки, в месте перехода от корпуса к горловине, а также в месте наибольшего диаметра бутылки.
Если средство измерения не позволяет правильно провести измерение толщины стенки, из каждого образца упаковки вырезают контрольные образцы в местах измерения (сферической или цилиндрической части бутылки) и проверяют толщину образца.
За результат измерения принимают наименьшее значение из всех измерений, проведенных в данной точке образцов бутылок.
Бутылки считают выдержавшими испытания, если значение толщины стенки соответствует значению, установленному в стандартах или технической документации на бутылки для конкретных видов продукции.
9.5 Контроль вместимости
9.5.1 Средства контроля и вспомогательные устройства:
- стеклянные мерные цилиндры по ГОСТ 1770;
- весы по ГОСТ OIML R 76-1;
- другие средства контроля в соответствии со стандартами или технической документацией на бутылки для конкретных видов продукции.
9.5.2 Порядок подготовки и проведения контроля
9.5.2.1 Объемный метод контроля
Каждый образец заполняют водой до номинальной вместимости, наливая воду из мерной посуды, при температуре (22±4)°С. За вместимость образца принимают среднеарифметическое значение объема воды, налитой в контролируемые образцы бутылок.
Вместимость бутылок должна соответствовать установленной в стандартах и технической документации на бутылки для конкретных видов продукции.
9.5.2.2 Весовой метод контроля
Чистый и сухой образец тары взвешивают на весах. Затем наполняют до номинальной вместимости водой температурой (22±4)°С и снова взвешивают, определяя общую массу. При взвешивании наружная поверхность образца бутылки должна быть сухой.
Разность между массой образца, наполненного водой, и массой порожнего образца в граммах соответствует его вместимости в кубических сантиметрах.
Вместимость бутылки должна соответствовать указанной в стандартах или технической документации на бутылки для конкретных видов продукции.
Отклонение от вместимости должно соответствовать значению, указанному в технической документации на бутылки для конкретных видов продукции. Рекомендуемое отклонение от вместимости составляет не более 5% заданного значения.
При разногласиях за окончательный результат принимают значение номинальной вместимости, полученное при весовом методе контроля.
9.6 Контроль массы
9.6.1 Средства контроля и вспомогательные устройства - в соответствии со стандартами и технической документацией на бутылки для конкретных видов продукции.
9.6.2 Порядок подготовки и проведение контроля
Каждый образец взвешивают на весах по ГОСТ OIML R 76-1.
За результат испытаний принимают среднеарифметическое значение всех измерений.
Масса бутылок должна соответствовать указанной в стандартах и технической документации на бутылки для конкретных видов продукции.
9.7 Контроль герметичности
9.7.1 Герметичность контролируют одним из следующих способов:
9.7.1.1 Способ I
Испытания проводят на 10 образцах.
Бутылки заполняют до номинального объема окрашенной водой температурой (20±4)°С, укупоривают колпачками или крышками, располагают в горизонтальном положении на фильтровальной бумаге по ГОСТ 12026 и выдерживают не менее 2 ч. Изделие считают выдержавшим испытание, если не наблюдалось следов просачивания жидкости на фильтровальную бумагу.
9.7.1.2 Способ II - контроль герметичности бутылок по ГОСТ 24054.
9.7.1.3 Способ III - контроль герметичности бутылок в вакуумной камере
9.7.1.3.1 Используемое оборудование - вакуумный шкаф или специальный стенд внутренним объемом не менее 0,02 м.
9.7.1.3.2 Образец бутылки, предварительно закрытый укупорочным средством при нормальном давлении, помещают в вакуумную камеру.
Вакуумную камеру герметизируют и с помощью вакуумного насоса понижают давление в замкнутом пространстве камеры. В испытуемом образце возникает избыточное давление, равное значению вакуума. По достижении вакуума минус 20 кПа (минус 0,2 кгс/см) включают секундомер и выдерживают образец в течение 15 с. Осуществляют визуальный контроль образца в течение всего времени выдержки (наблюдают за возможным появлением пузырьков воздуха, выходящих из бутылки). Отсутствие пузырьков свидетельствует о герметичности упаковки.
9.7.1.3.3 При использовании для герметизации бутылок укупорочного средства зажимного типа после проведения испытаний укупорочное средство снимают с образца бутылки и проверяют наличие следов воды на внешней поверхности горловины бутылки под укупорочным средством. Присутствие следов воды свидетельствует о нарушении герметичности.
9.8 Контроль прочности бутылки на удар при свободном падении
9.8.1 Используемое оборудование - установка для испытания прочности упаковки на удар при свободном падении в соответствии с рисунком 1.
|
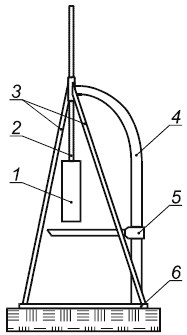
1 - приспособление для установки образцов упаковки в исходное положение (сбрасывающее устройство); 2 - грузоподъемная штанга; 3 - укосины; 4 - вертикальная стойка; 5 - контрольное устройство; 6 - стальная плита фундамента
Рисунок 1 - Внешний вид стенда для испытания прочности упаковки на удар при свободном падении
Средства контроля и вспомогательные устройства - в соответствии с технической документацией на бутылки для конкретных видов продукции.
Установка состоит из опорной стальной плиты толщиной не менее 80 мм и вертикальной стойки с нанесенной на нее шкалой и контрольным устройством положения. Грузоподъемную штангу крепят на отдельной стойке и снабжают сбрасывающим устройством.
9.8.2 Порядок подготовки к проведению контроля
Образец бутылок заполняют водой температурой (22±4)°С до объема под укупорочное средство, удаляют следы воды с внешней поверхности упаковки и плотно закрывают укупорочным средством.
Заполненные и укупоренные образцы кондиционируют при температуре (22±4)°С не менее 4 ч.
Образец, подготовленный к испытаниям, поднимают на заданную по таблице 1 высоту, которая определяется как кратчайшее расстояние между самой низкой точкой образца и поверхностью ударной плиты.
Высоту подъема контролируют с помощью контрольного устройства положения, входящего в состав стенда. Затем образец фиксируют таким образом, чтобы обеспечить свободное падение испытуемого образца на дно без вращения. Погрешность установки высоты сбрасывания - не более 2%.
9.8.3 Порядок проведения контроля
Образец бутылок сбрасывают два раза на дно.
Бутылки считают выдержавшими испытания, если на образцах не наблюдают механических повреждений, приводящих к потере герметичности, контролируемой по отсутствию течи. Деформации, не приводящие к потере герметичности, не учитывают.
9.9 Контроль прочности бутылок при вертикальном сжатии
Оборудование - пресс, обеспечивающий воспроизведение усилия сжатия в диапазоне от 0 до 981 Н (от 0 до 100 кгс) с погрешностью не более 2% измеряемого значения.
Средства контроля - в соответствии со стандартами или технической документацией на бутылки для конкретных видов продукции.
Образцы бутылок заполняют до номинальной вместимости водой при температуре (22±4)°С и закрывают укупорочными средствами. Давление в гидросистеме пресса повышают насосом, закрывая кран сброса давления. Повышение давления соответствует росту нагрузки. Образцы устанавливают вертикально на дно между плитами пресса и плавно сжимают при скорости нарастания усилия сжатия 100-200 Н/мин (10-20 кгс/мин) до тех пор, пока нагрузка не достигнет минимального значения 98 Н (10 кгс).
Образцы бутылок выдерживают в течение 1 ч при заданной нагрузке, контроль времени проводят по секундомеру. В течение установленного времени бутылки не должны давать течи. Допускается остаточная деформация в образцах без разрушения и течи.
9.10 Контроль прочности ручек
9.10.1 Порядок подготовки и проведения контроля
Образец бутылок заполняют материалом в габаритно-массовом эквиваленте по таблице 1 и закрывают укупорочным средством.
При испытании на прочность ручек образец бутылки подвешивают за ручку на жестко закрепленном приспособлении в виде оправки шириной 120-130 мм (средняя ширина руки человека) и со скругленными краями, имитирующем распределенную нагрузку. Время выдержки в нагруженном состоянии - не менее 6 ч.
Упаковку считают выдержавшей испытание, если по истечении указанного времени не нарушено сопряжение ручки с местом ее крепления к бутылке, нет повреждений в месте сопряжения ручки с бутылкой или горловины бутылки с укупорочным средством, не произошло открывание укупорочного средства и/или его разрушение, на ручках нет трещин и разрушений.
Допускается незначительная деформация отверстия для крепления ручки, не приводящая к выпадению ручки после снятия нагрузки.
9.11 Контроль стойкости к горячей воде
9.11.1 Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии с технической документацией на бутылки для конкретных видов продукции.
9.11.2 Определение стойкости к горячей воде проводят двумя методами (А и Б).
9.11.3 Метод А
Испытуемый образец полностью погружают в термостат с водой. Включают термостат, нагревают воду в термостате до температуры (70±5)°С и выдерживают при данной температуре в течение 30 мин. Затем термостат отключают, после остывания воды в термостате до температуры (22±4)°С образец вынимают из термостата, сливают воду и насухо его вытирают.
После испытания образец должен остаться без видимых изменений. В случае испытания окрашенной бутылки вода не должна окрашиваться. При испытании декорированной бутылки покрытие не должно отслаиваться, вода не должна окрашиваться.
В технической документации на бутылки для конкретных видов продукции в зависимости от характера упаковываемой продукции для испытания может быть установлена другая температура воды, но не менее 50°С.
9.11.4 Метод Б
Испытуемый образец заполняют водой температурой (70±5)°С до объема, составляющего не менее 95% объема под крышку, удаляют следы воды с внешней поверхности бутылки, плотно закрывают укупорочным средством и оставляют в помещении температурой (22±4)°С до полного остывания воды.
После испытания боковая поверхность образца должна остаться без видимых изменений. Допускается втягивание дна и укупорочного средства (крышки), не приводящее к нарушению герметичности.
При испытании окрашенной бутылки вода не должна окрашиваться. При испытании декорированной бутылки покрытие не должно отслаиваться.
В технической документации на бутылки для конкретных видов продукции в зависимости от характера упаковываемой продукции для испытания может быть установлена другая температура воды, но не менее 50°С.
9.12 Контроль химической стойкости
Средства контроля и вспомогательные устройства - в соответствии с технической документацией на бутылки для конкретных видов продукции.
В качестве химического реагента используют упаковываемый продукт, растворитель или смесь растворителей, содержащихся в химическом продукте.
В технической документации на бутылки для конкретных видов продукции для проведения испытаний на химическую стойкость могут быть указаны все виды растворителей или их смесей.
9.13 Контроль стойкости к растрескиванию
9.13.1 Подготовка к проведению контроля
Испытания проводят на образцах бутылок любой вместимости.
Количество образцов для испытаний бутылок - не более 10 образцов, если иное не указано в технической документации на бутылки для конкретных видов продукции.
Для испытаний отбирают образцы, прошедшие кондиционирование по 9.1.1, каждому образцу присваивают соответствующий порядковый номер.
После кондиционирования отбирают два эталонных образца для оценки внешнего вида бутылки после испытаний.
Каждый образец бутылки заполняют продуктом до номинальной вместимости, герметично укупоривают и переворачивают несколько раз для достижения равномерного смачивания всей внутренней поверхности бутылки.
Стойкость к растрескиванию определяют по изменению внешнего вида бутылки за 28 сут при температуре (40±4)°С или в течение гарантийного срока хранения упаковываемой продукции при температуре (22±4)°С.
9.13.2 Проведения контроля
Образцы с продуктом выдерживают в климатической камере при температуре (40±4)°С в течение 28 сут.
При невозможности проведения испытаний в климатической камере все образцы с продуктом (растворителем) выдерживают при температуре (22±4)°С в течение гарантийного срока хранения упаковываемого продукта.
В технической документации на бутылки для конкретных видов продукции и/или технической документации на конкретную продукцию могут быть установлены другие значения температуры и продолжительности испытаний.
По истечении установленного времени 28 сут или окончании гарантийного срока хранения упаковываемой продукции проводят оценку внешнего вида бутылок.
Образцы бутылок в течение установленного времени не должны изменять свой внешний вид при сравнении с эталонным образцом, не подвергавшимся испытаниям. Оценку изменения внешнего вида проводят в соответствии с таблицей 1.
9.14 Контроль стойкости к проницаемости химических растворителей
9.14.1 Подготовка к проведению контроля
Испытания проводят на образцах бутылок любой вместимости.
Количество образцов для испытаний - не более 10 образцов, если иное не указано в технической документации на бутылки для конкретных видов продукции.
Для испытаний отбирают образцы, прошедшие кондиционирование по 9.1.1, и каждому образцу присваивают соответствующий порядковый номер.
После кондиционирования каждый образец взвешивают на весах и отбирают два контрольных образца для оценки внешнего вида после испытаний.
Каждый образец бутылок заполняют продуктом (растворителем), кроме эталонного образца, в соответствии с 9.13.1 до номинальной вместимости, герметично закрывают и взвешивают на весах. За результат измерения принимают среднеарифметическое значение результатов всех измерений.
Стойкость к проницаемости органических растворителей определяют по изменению массы продукта (растворителя), содержащегося в бутылке, за 28 сут или в течение гарантийного срока хранения упакованной продукции.
9.14.2 Проведение контроля
Половину выборки образцов с продуктом (растворителем) выдерживают в камере тепла при температуре (22±4)°С в течение 28 сут. Вторую половину выборки образцов бутылок с продуктом (растворителем) выдерживают при температуре (40±3)°С в течение 28 сут.
При невозможности проведения испытаний в камере тепла все образцы с продуктом (растворителем) выдерживают при температуре (22±4)°С в течение гарантийного срока хранения упаковываемого продукта.
В технической документации на бутылки для конкретных видов продукции и/или на конкретные виды продукции могут быть установлены другие значения температуры и продолжительности испытаний.
По истечении установленного времени 28 сут или гарантийного срока годности упаковываемой продукции образцы бутылок взвешивают на весах, затем определяют потерю массы в процентах и оценивают изменение внешнего вида бутылок.
9.14.3 Изменение массы продукта (растворителя), содержащегося в бутылке, за установленное время , %, после окончания испытаний определяют по формуле
![]() , (1)
, (1)
где M - масса бутылки с продуктом (растворителем) до испытаний, г;
М - масса бутылки с продуктом (растворителем) после выдержки в климатической камере в течение установленного времени, г;
М - исходная масса продукта (растворителя), определяемая как разность массы бутылки с продуктом (растворителем) и массы порожней бутылки, г.
За окончательный результат испытаний принимают среднеарифметическое значение не менее пяти определений.
Потеря массы продукции (растворителя) не должна превышать значений, установленных в таблице 1.
9.14.4 Образцы бутылок в течение установленного времени не должны изменять свой внешний вид при сравнении с образцом, не подвергавшимся испытаниям. Изменения внешнего вида оценивают в соответствии с таблицей 1.
9.15 Контроль стойкости рисунка, нанесенного на бутылку
9.15.1 Порядок подготовки к проведению контроля
Образцы бутылок после нанесения рисунка или покрытия выдерживают при температуре (22±4)°С не менее 8 ч.
9.15.2 Порядок проведения контроля
На бутылку с покрытием накладывают полосу клейкой ленты длиной 100 мм, шириной не менее 10 мм, оставляя конец полосы длиной 10 мм неприкпеенным.
Для испытани ядекоративных покрытий используют клейкую ленту с адгезией от 5,5 до 5,7 N/25мм.
Затем приглаживают клейкую ленту вручную для удаления из-под нее пузырьков воздуха и оттягивают назад перпендикулярно к поверхности. Первые 50-60 мм ленты оттягивают медленным движением, а затем резким движением.
9.15.3 Обработка результатов контроля
За стойкость покрытия к клейкой ленте принимают среднеарифметическое значение трех испытаний в соответствии с балльной системой:
- четыре балла - на клейкой ленте отсутствуют следы покрытия;
- три балла - незначительное отслаивание покрытия (не более 10%);
- два балла - умеренное отслаивание покрытия (10%-30%);
- один балл - значительное отслаивание покрытия (более 30%).
Бутылки считают выдержавшими испытания, если состояние покрытия может быть оценено не менее чем двумя баллами.
9.16 Контроль теплостойкости
9.16.1 Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии со стандартами и технической документацией на бутылки для конкретных видов продукции.
9.16.2 Подготовка и проведение контроля
Образцы бутылок помещают в камеру тепла, устанавливают температуру (40±4)°С. Образцы выдерживают в камере в течение 2 ч.
Затем образцы вынимают из камеры, выдерживают при комнатной температуре в течение 30 мин и проверяют внешний вид, параметры и размеры, характеристики механической прочности.
Образцы считают выдержавшими испытания, если они соответствуют требованиям, установленным в таблице 1.
9.17 Контроль морозостойкости
9.17.1 Используемое оборудование, средства контроля и вспомогательные устройства - в соответствии с технической документацией на бутылки для конкретных видов продукции.
9.17.2 Порядок подготовки и проведения контроля
Образцы бутылок помещают в камеру холода, устанавливают температуру (минус 25±2)°С. Образцы выдерживают в камере в течение 2 ч. Затем образцы вынимают из камеры, выдерживают при комнатной температуре в течение 30 мин и контролируют внешний вид, параметры и размеры, показатели механической прочности.
Образцы считают выдержавшими испытания, если они соответствуют требованиям, установленным в таблице 1.
9.18 Правила оформления результатов контроля
Результаты контроля регистрируют в журнале или оформляют протоколом, содержащим:
- наименование и условное обозначение бутылки;
- вместимость бутылки;
- наименование материала, из которого изготовлена бутылка;
- обозначение технической документации, по которой изготовлена бутылка;
- количество образцов, подвергнутых испытанию;
- номер партии;
- дату изготовления;
- объем партии;
- дату проведения испытаний;
- результаты испытаний;
- подпись специалиста, проводившего испытания.
Результаты контроля при периодических испытаниях оформляют протоколом.
10 Транспортирование и хранение
10.1 Транспортную упаковку с бутылками хранят в закрытых чистых и сухих складских помещениях, защищающих от попадания влаги и прямых солнечных лучей, на расстоянии не менее 1 м от нагревательных приборов на стеллажах, расположенных от пола на высоте не менее чем на 5 см, в условиях, исключающих воздействие агрессивных сред (кислотной, щелочной и др.), а также легковоспламеняющихся и горючих жидкостей, при температуре от 5°С до 30°С и относительной влажности воздуха от 20% до 80%.
10.2 При хранении и транспортировании не допускается штабелирование транспортных упаковок.
10.3 Не допускается транспортирование бутылок без упаковки.
10.4 Бутылки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
10.5 Размещение транспортных упаковок в транспортных средствах должно обеспечивать отсутствие смещения и отклонения от вертикального положения упаковки более чем на 5° (отсутствие маятникового колебания) при транспортировании.
10.6 Речным и морским транспортом упаковки с бутылками транспортируют в специализированных универсальных контейнерах.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие бутылок требованиям настоящего стандарта и технической документации на бутылки для конкретных видов продукции.
Гарантийный срок хранения бутылок - не более 12 месяцев со дня изготовления.
По истечении указанного срока хранения бутылки проверяют на соответствие требованиям стандартов или технической документации на бутылки для конкретных видов продукции.
При положительных результатах контроля допускается использовать бутылки в течение 6 месяцев.
По согласованию с потребителем в технической документации на бутылки для конкретных видов продукции могут быть установлены другие гарантийные сроки хранения.
Приложение А
(рекомендуемое)
Параметры и размеры бутылок
Таблица А.1
Вмести- | Тип бутылки | Номер рисунка | Наружные размеры, мм | Диаметр горло- | Толщина стенки, мм, не менее | Масса, г, не более | |||
Диаметр D | Длина L | Ширина B | Высота H | ||||||
0,25 | I | Б2 | 58 | - | - | 144 | 21,7 | 0,22 | 27 |
0,25 | I | Б1 | 64 | - | - | 136 | |||
0,5 | I | Б4 | 62 | - | - | 230 | |||
0,5 | I | Б1 | 70 | - | - | 195 | |||
0,5 | I | Б5 | 80 | - | - | 163 | |||
0,5 | II | Б7 | - | 55 | 55 | 205 | |||
0,5 | II | Б10 | - | 61 | 61 | 208 | |||
0,5 | III | Б3 | 61 | - | - | 237 | |||
1,0 | I | Б6 | 81 | - | - | 266 | 0,25 | 42 | |
1,0 | I | Б6 | 84 | - | - | 253 | |||
1,0 | II | Б7 | - | 80 | 80 | 295 | |||
1,0 | III | Б7 | 80 | - | - | 295 | |||
1,0 | III | Б7 | 82 | - | - | 263 | |||
1,5 | III | Б8 | 87 | - | - | 332 | |||
1,5 | III | Б7 | 90 | - | - | 330 | |||
4,75 | II | Б7 | - | 140 | 140 | 340 | 39,5 | 0,28 | 92 |
5,0 | I | Б9 | 173 | - | - | 300 | |||
5,0 | II | Б7 | - | 145 | 145 | 345 | |||
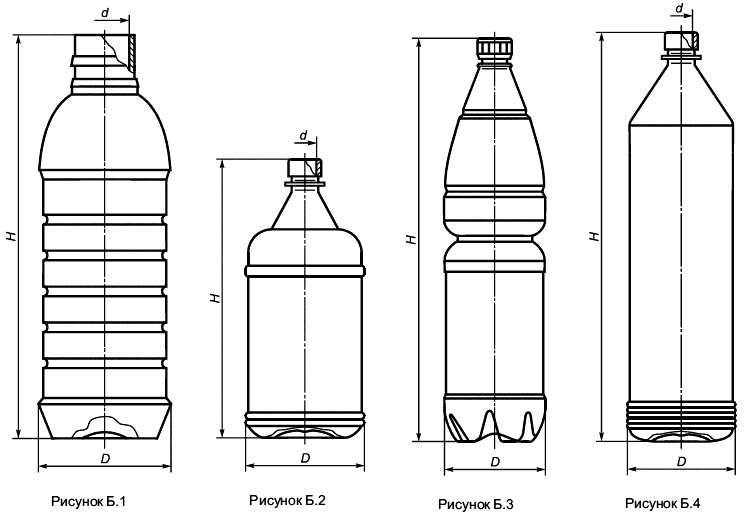
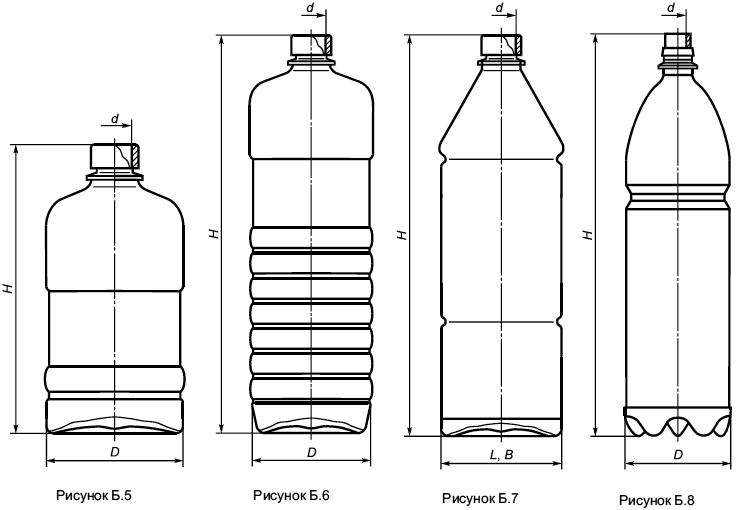
Приложение Б
(рекомендуемое)
Конструкции бутылок
|
|
|
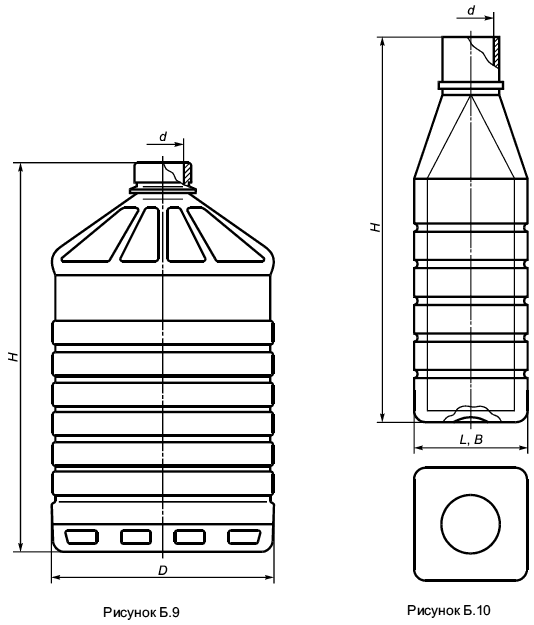
Примечание - Рисунки не определяют конструкции бутылок и горловин.
Приложение В
(рекомендуемое)
Химическая продукция, упаковываемая в бутылки из полиэтилентерефталата
В бутылки из полиэтилентерефталата упаковывают:
- водно-дисперсионные материалы с содержанием пигментной части не более 10%;
- грунтовки;
- поливинилацетатные дисперсии и гидротормозные жидкости;
- катализаторы для автоэмалей;
- лаки и лакокрасочные материалы для защиты древесины;
- олифы; кислотные отвердители; разбавители;
- растворители: уайт-спирит, керосин, бензин галоша, смесевой растворитель 651;
- сиккативы;
- спирты: бутиловый, изобутиловый, изопропиловый, этиловый;
- средства по уходу за автомобилями, мотоциклами;
- полирующие составы;
- ускорители сушки.
Библиография
[1] | Технический регламент Таможенного союза | О безопасности упаковки. Утвержден решением Комиссии Таможенного союза от 16 августа 2011 г. N 769 |
УДК 621.798.1:678.5:006.354 | МКС 55.020 | ||
Ключевые слова: бутылки, преформа, полиэтилентерефталат, химическая продукция характеристики, требования безопасности, методы испытаний, маркировка, упаковка, транспортирование, хранение | |||
Электронный текст документа
и сверен по:
, 2019
{kind=link}