ГОСТ Р 57841-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оборудование горно-шахтное
КОНВЕЙЕРЫ ШАХТНЫЕ ЛЕНТОЧНЫЕ. РОЛИКИ
Общие технические условия
Mining equipment. Belt conveyors. Rollers. General specifications
ОКС 53.040.10
Дата введения 2018-07-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Научный центр ВостНИИ по промышленной и экологической безопасности в угольной отрасли" (АО "НЦ ВостНИИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 269 "Горное дело"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 октября 2017 г. N 1524-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на ролики шахтных ленточных конвейеров, предназначенные для транспортирования горной массы и перевозки людей по горным выработкам с углами наклона от минус 25° до плюс 25° в следующих условиях:
- шахты (рудники) всех категорий, включая опасные по газу или пыли;
- атмосфера типа 1 по ГОСТ 15150 при запыленности воздуха не более 200 мг/м;
- относительная влажность при температуре 25°С не более 98%;
- высота над уровнем моря не более 1000 м.
Климатическое исполнение роликов - У для категорий размещения 4, 5 по ГОСТ 15150.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 5378 Угломеры с нониусом. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 13941 Кольца пружинные упорные плоские внутренние концентрические и канавки для них. Конструкция и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 26828 Изделия машиностроения и приборостроения. Маркировка
ГОСТ 31441.1 (EN 13463-1:2001) Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 1. Общие требования
ГОСТ 31441.5-2011 (EN 13463-5:2003) Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 5. Защита конструкционной безопасностью "с"
ГОСТ 31613-2012 Электростатическая искробезопасность. Общие технические требования и методы испытаний
ГОСТ Р 51042-97 Конвейеры шахтные ленточные. Методы испытаний
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 дефекты: Каждое отдельное несоответствие состояния узла, элемента требованиям конструкторской или нормативной документации.
3.1.2 документация эксплуатационная: Часть общей конструкторской или проектной документации, которая поставляется изготовителем вместе с продукцией, включающая паспорт, техническое описание, инструкцию по эксплуатации, инструкцию по монтажу и т.д.
3.1.3 зазор: Положительная разность между соответствующими размерами. Обеспечивает относительное перемещение собранных деталей.
3.1.4 исправное состояние: Состояние соответствия изделия требованиям конструкторской и нормативной документации.
3.1.5 идентификация изделия: Присвоение изделию уникального наименования, номера, знака, условного обозначения, признака или набора признаков, позволяющих однозначно выделить его из других изделий.
3.1.6 критерий предельного состояния: Признак или совокупность признаков предельного состояния изделия, установленные конструкторской и нормативной документацией.
3.1.7 ленточный конвейер: Средство непрерывного транспорта, в котором лента является одновременно тяговым и грузонесущим органом.
3.1.8 лыски: Плоский срез на цилиндрической поверхности детали.
3.1.9 модификация: Изменение конструкции по отношению к базовой с целью улучшения или приобретения новых свойств.
3.1.10 момент сопротивления вращению ролика: Момент силы сопротивления вращению ролика при скорости, соответствующей установившемуся режиму работы конвейера. Момент сопротивления вращению ролика характеризует взаимодействие элементов подшипниковых узлов, качество их изготовления и сборки.
3.1.11 неисправное состояние: Состояние несоответствия изделия хотя бы одному из требований конструкторской и нормативной документации.
3.1.12 нормативный срок эксплуатации: Календарная продолжительность эксплуатации до достижения ресурса базовыми частями, записанная в паспорте либо установленная нормативной документацией.
3.1.13 осевой люфт (аксиальный зазор): Максимальное перемещение барабана ролика относительно оси ролика под воздействием расчетной нагрузки.
3.1.14 обечайка ролика: Цилиндрический элемент конструкции ролика, контактирующий с конвейерной лентой.
3.1.15 предельное состояние: Состояние, при котором дальнейшая эксплуатация изделия недопустима или нецелесообразна либо восстановление его работоспособного состояния невозможно или нецелесообразно.
3.1.16 приемо-сдаточные испытания: Контрольные испытания продукции при ее приемке.
3.1.17 периодические испытания: Контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативно-технической документацией, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска.
3.1.18 подшипниковый узел: Конструкция, включающая в себя корпус с установленным подшипником и деталями его защиты.
3.1.19 приемочные испытания: Контрольные испытания опытных образцов, опытных партий продукции или изделий единичного производства, проводимые соответственно с целью решения вопроса о целесообразности постановки этой продукции на производство и использования по назначению.
3.1.20 ресурс: Суммарная наработка от начала эксплуатации изделия или возобновление его работы после ремонта до перехода в предельное состояние.
3.1.21 ролик ленточного конвейера: Свободно вращающийся барабан на неподвижной оси или с осью, закрепленной на выносных подшипниковых узлах, служащий для поддержания и направления движущейся конвейерной ленты.
3.1.22 радиальное биение: Разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения (наружной поверхности обечайки ролика) до базовой оси в сечении плоскостью, перпендикулярной базовой оси ролика. Радиальное биение обечайки ролика после его сборки характеризует уровень динамических нагрузок на подшипники.
3.1.23 снятие с эксплуатации: Событие, фиксирующее невозможность или нецелесообразность дальнейшего использования по назначению и документально оформленное в установленном порядке.
3.1.24 скорость движения ленты: Скорость перемещения ленты при установившемся режиме работы конвейера.
3.1.25 техническое обслуживание: Комплекс операций по поддержанию работоспособности или исправности изделия при использовании по назначению.
3.1.26 тип ролика: Ролик, характеризующийся определенными конструктивными особенностями.
3.1.27 типоразмер ролика: Однотипные ролики определенной конструкции с заданными размерами.
3.1.28 усилие разборки ролика: Максимальная продольная нагрузка на ось ролика при закрепленной от перемещения обечайке ролика, при которой происходит разборка ролика (нарушение целостности конструкции).
3.1.29 цапфа: Опорная часть оси ролика.
3.1.30 эксплуатация: Стадия жизненного цикла, на которой реализуются, поддерживаются и восстанавливаются показатели качества изделия и которая включает использование по назначению, транспортирование, хранение, монтаж (демонтаж), техническое обслуживание, ремонт.
3.1.31 экстраполяция: Логико-методическая процедура распространения (перенос) выводов, сделанных относительно какой-либо части объектов на их другую часть.
3.1.32 роликоопора: Конструктивный элемент ленточного конвейера, предназначенный для размещения на нем роликов различного типа.
3.1.33 став конвейера: Несущая конструкция конвейера, предназначенная для поддержания и перемещения верхней и нижней ветвей ленты между приводом и концевой секцией.
3.1.34 сепаратор: Деталь конструкции подшипника, задачей которого является разделение и направление тел качения.
3.1.35 корпус подшипника: Специальная деталь, в которой устанавливается подшипник.
3.1.36 уплотнение подшипника: Элемент, служащий для уплотнения корпуса подшипника, препятствующий утечке смазочного материала и попаданию грязи.
3.1.37 наружное кольцо подшипника: Деталь подшипника, имеющая на внутренней поверхности дорожку качения.
3.1.38 кронштейн роликоопоры: Опорная деталь роликоопоры, служащая для крепления ролика.
3.1.39 смазка: Смазочный материал, который используется для уменьшения износа поверхностей трения.
3.1.40 ось ролика: Неподвижная деталь ролика, предназначенная для поддержания вращающихся частей.
3.2 Обозначения
В настоящем стандарте применены следующие обозначения, представленные на рисунке 1:
L - длина обечайки ролика, мм;
d - диаметр обечайки ролика, мм;
а - зазор между нижней кромкой обечайки ролика и верхней плоскостью кронштейна на роликоопоре, мм;
е - расстояние между внешними поверхностями стоек, расположенных друг против друга, ширина става по ГОСТ Р 51042, мм;
- угол наклона продольной оси бокового ролика трехроликовой опоры к горизонтальной оси, °;
- угол наклона продольной оси ролика двухроликовой опоры к горизонтальной оси, °.
|
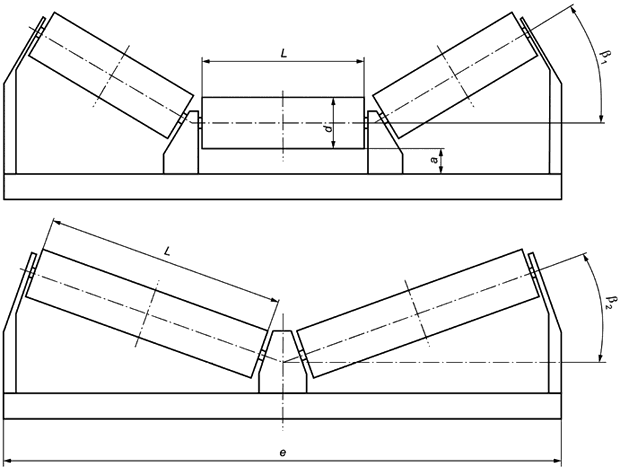
Рисунок 1 - виды роликоопор
4 Основные параметры и размеры
4.1 Конструкционные требования
Конструкция роликов должна соответствовать требованиям ГОСТ 12.2.003, ГОСТ 31441.1, а также [1], если ролики будут использоваться в шахтных ленточных конвейерах, эксплуатируемых в шахтах, опасных по газу и/или пыли, а именно:
- элементы конструкции роликов не должны иметь острых углов, кромок, заусенцев и поверхностей с неровностями, представляющих опасность травмирования работающих;
- конструкция роликов должна исключать самопроизвольное ослабление или разъединение креплений сборочных единиц и деталей, а также исключать перемещение подвижных частей за пределы, предусмотренные конструкцией;
- конструкция роликов должна быть пожаровзрывобезопасной в предусмотренных условиях эксплуатации;
- ролики должны быть изготовлены так, чтобы исключить накопление зарядов статического электричества в количествах, представляющих опасность для работающих, и исключать возможность пожаров и взрывов.
4.1.1 Основные номинальные размеры роликов приведены в таблице 1.
Таблица 1 - Основные номинальные размеры роликов
Ширина ленты конвейера, мм | Диаметр обечайки ролика d, мм | Длина обечайки ролика L, мм |
650 | 89 | 250; 280; 315; 350; 380; 430; 465; 750; 950 |
800 | 89 | |
108 | 360; 380; 530; 600; 1150 | |
1000 | 127; 133 | 360; 380; 425; 465; 530; 600; 670; 1150; 1350; 1400 |
1200 | 159 | 360; 380; 425; 465; 530; 600; 670; 750; 900; 1150; 1350; 1400; 1600; 1800 |
1400 | ||
1600 | 159; 194; 219; 245 | Не менее 1800 |
4.1.2 Сопроводительный эксплуатационный документ (далее - паспорт) по ГОСТ 2.601 должен выдаваться на каждую партию роликов одного типоразмера, отправляемую в один адрес. Паспорт должен содержать:
- сборочный чертеж с указанием геометрических размеров (диаметр, длина обечайки, длина оси, размеры посадочных мест - установки в роликоопоре, номер подшипника, материал деталей роликов);
- номинальную радиальную нагрузку;
- номинальную скорость вращения;
- момент сопротивления вращению;
- общий вес ролика;
- вес вращающихся частей;
- тип смазки;
- отметку о приемке отделом технического контроля.
4.1.3 Для изготовления обечайки ролика применяются прямошовные и бесшовные металлические трубы. Толщина стенки определяется отсутствием деформации обечайки ролика по причине износа в процессе эксплуатации в течение всего срока службы, указанного в технической документации, но должна быть не менее 4 мм. Труба, идущая на изготовление обечаек роликов, должна обеспечивать допустимое радиальное биение ролика. Внутренняя поверхность обечайки ролика должна иметь антикоррозийное покрытие, защищающее ее во время всего срока эксплуатации.
Возможно изготовление обечаек роликов из других материалов, которые должны быть трудносгораемыми, искробезопасными, токсически умеренно опасными или малоопасными с умеренным дымообразованием. Удельное электрическое сопротивление должно соответствовать ГОСТ 31441.1 и составлять не более 1·10 Ом. В районе погрузочных пунктов, а также при транспортировании конвейером жестких кусковых материалов (например, руды, породы и т.д.) обечайки роликов футеруются эластичными материалами, которые должны отвечать требованиям по горючести, кислородному индексу, удельному электрическому сопротивлению, токсичности и дымообразованию.
4.1.4 Соединение корпусов подшипников с обечайкой ролика должно быть прочным, пыле- и водонепроницаемым, обеспечивать концентричность отверстий для наружных колец подшипников и соосность этих отверстий, а также необходимую посадку подшипников, исключающую проворот наружного кольца, и уплотнений.
При применении выносных подшипниковых узлов их конструкция должна обеспечивать их закрепление в роликоопорах, достаточную прочность для защиты от повреждения при транспортно-монтажных работах и надежное закрепление на цапфах роликов.
4.1.5 Подшипники должны отвечать требованиям ГОСТ 31441.5-2011 (раздел 6). Рекомендуется комплектовать ролики шарикоподшипниками с радиальным зазором по 8-й группе, обеспечивающим отсутствие заклинивания подшипников после их запрессовки, с двухсторонними защитными шайбами. Защитные шайбы и сепараторы должны применяться из нержавеющего металла или из неметаллического материала, чтобы исключить повреждение подшипника отходами коррозии.
4.1.6 Ось ролика должна изготавливаться из материала, обеспечивающего ее изгиб в месте установки подшипника на угол не более 10° при максимальной радиальной нагрузке, указанной производителем в паспорте.
Лыски, предназначенные для установки роликов в кронштейнах роликоопоры, на концах оси должны быть параллельными, и отклонение от параллельности и соосности этих поверхностей не должно превышать 1°.
Посадка на ось внутренних колец подшипников и уплотнений не должна допускать проворота в течение всего срока эксплуатации.
Для изготовления осей роликов должен использоваться калиброванный металлический пруток.
4.1.7 В ролике должны обеспечиваться осевой люфт, установленный настоящим стандартом, а также соосность установки подшипников на оси ролика. Корпусы подшипников должны устанавливаться в обечайке ролика перпендикулярно оси ролика. Осевой люфт складывается из двух величин: люфта подшипников, который зависит от их типа, и зазоров, зависящих от точности изготовления и соблюдения размерной цепочки при сборке сопрягаемых деталей. Общий люфт должен быть не более 0,3 мм, а минимальный определяется типом подшипника. Для фиксации подшипников (помимо посадки) на оси ролика должны применяться стопорные кольца и регулировочные шайбы. Стопорные кольца должны быть выполнены по ГОСТ 13941.
4.1.8 Для обеспечения прочности и долговечности ролика конструкция его деталей после монтажа должна обеспечивать целостность при статическом приложении к оси аксиального усилия в зависимости от диаметра обечайки:
- диаметр 89, 108 мм - 10 кН;
- диаметр 127, 133 мм - 12,5 кН;
- диаметр 159, 194, 219, 245 мм - 15 кН.
После испытаний работоспособность роликов должна полностью сохраняться.
4.1.9 Радиальное биение поверхности обечайки ролика не должно превышать значений, указанных в таблице 2.
Таблица 2 - Допустимое радиальное биение обечайки ролика
Номинальная длина обечайки ролика, мм | Норма радиального биения при | |
<133 мм | >133 мм | |
До 530 | 0,5 | 0,6 |
От 531 до 950 | 0,6 | 0,7 |
От 951 до 1400 | 1,0 | 1,1 |
Более 1400 | 1,1 | 1,3 |
4.1.10 Значения моментов сопротивления вращению роликов указаны в таблице 3.
Таблица 3 - Значения допустимых моментов сопротивления вращению роликов
Диаметр обечайки ролика d, мм | Длина обечайки ролика L, мм | Допустимый момент сопротивления вращению, Нм, не более |
89 | 250; 280; 315; 350, | 0,25 |
380; 430; 465; | 0,28 | |
750; 950 | 0,4 | |
108 | 360; 380 | 0,2 |
530; 600 | 0,23 | |
1150 | 0,35 | |
127; 133 | 360; 380 | 0,25 |
425; 465 | 0,28 | |
530; 600; 670, | 0,3 | |
1150; 1350; 1400 | 0,5 | |
159; 194; 219; 245 | 360; 380; 425; 465; 530 | 0,35 |
600; 670 | 0,4 | |
750; 900; 1150 | 0,45 | |
1350; 1400; 1600; 1800 | 0,6 | |
Более 1800 | 0,65 |
4.1.11 Для защиты подшипниковых узлов от попадания пыли и влаги, приводящих к заклиниванию подшипников и значительно уменьшающих ресурс ролика, необходимо обеспечивать герметичность установки корпусов подшипников в обечайку и применять уплотнения, предотвращающие попадание пыли и влаги по оси ролика. Герметичность уплотнения должна достигаться применением в конструкции уплотнения лабиринта, обеспечением необходимых зазоров при сборке и заполнением подшипников и уплотнений смазкой, обеспечивающей работоспособность подшипникового узла в течение всего срока службы ролика. Наружные защитные шайбы, крышки и т.д. должны изготавливаться из прочного материала, чтобы противостоять возможным повреждениям при эксплуатации, монтажных и транспортных работах.
Материал уплотнений должен быть трудногорючим, искробезопасным в соответствии с [2], с удельным электрическим сопротивлением не более 1·10 Ом в соответствии с [3] и токсически безопасным с умеренным дымообразованием в соответствии с ГОСТ 12.1.044-89 (пункты 4.18, 4.20).
4.2 Требования надежности
Надежность роликов определяется 90-процентным ресурсом, который приведен в таблице 4.
Таблица 4 - 90-процентный ресурс роликов
Диаметр ролика, мм | 90-процентный ресурс роликов, ч, машинного времени при номинальной скорости ленты, м/с | ||||||
1,6 | 2,0 | 2,5 | 3,15 | 4,0 | 4,5 | 5,0 | |
89; 108 | 10000 | 8000 | 6500 | - | - | - | - |
127; 133 | 12500 | 10000 | 8000 | 7000 | - | - | - |
159; 194; 219; 245 | - | 11000 | 9000 | 8000 | 10000 | 10000 | 10000 |
Для сохранения ресурса роликов (10000 ч) при скоростях конвейерной ленты 4,0; 4,5; 5,0 м/с необходимо применять материалы и подшипники более высоких классов.
4.3 Маркировка
Маркировка ролика, предназначенного для использования на ленточных конвейерах в шахтах, опасных по газу и пыли, должна быть со знаком взрывозащиты () и видом защиты ("с"). Маркировка должна содержать год, месяц выпуска ролика и товарный знак предприятия-изготовителя согласно требованиям ГОСТ 26828. Маркировка должна наноситься на торцевую, плоскую часть поверхности ролика (подшипниковую крышку) или цапфу, если это позволяет конструкция ролика. Способ нанесения маркировки выбирает предприятие - изготовитель ролика, при этом глубина оттиска цифр и товарного знака должна быть не менее 1 мм.
4.4 Требования к материалам и покупным изделиям
Для изготовления роликов следует применять материалы, сырье, полуфабрикаты и комплектующие изделия, отвечающие требованиям действующих на них стандартов и технических документов. Необходимо применять входной контроль по сопроводительной технической документации (сертификаты, технические условия) или испытаний в специализированных организациях. При изготовлении деталей из неметаллических материалов необходимо обеспечить сохранение их свойств и геометрических размеров на протяжении всего срока эксплуатации.
4.5 Устойчивость к нагреванию
Устойчивость деталей роликов, изготовленных из неметаллических материалов, к нагреванию должна быть не менее:
- температуры плавления 250°С;
- температуры самовозгорания 500°С.
4.6 Требования к смазке
Смазка роликов должна отвечать требованиям ГОСТ 31441.5-2011 (пункт 6.2). Свободный объем внутри подшипниковых узлов должен быть заполнен смазкой от 2/3 до 3/4 (свободного объема). Смазка должна обладать стабильными свойствами относительного процесса старения и антикоррозийности на весь срок службы ролика, а также должна соответствовать применяемым материалам, чтобы не изменять их характеристики в процессе эксплуатации.
4.7 Транспортирование и хранение
4.7.1 Ролики допускается транспортировать любым видом транспорта по правилам, действующим на каждом виде транспорта.
4.7.2 Условия транспортирования упаковок роликов в части воздействия механических факторов - средние (С) по ГОСТ 23170; в части воздействия климатических факторов - 8 (ОЖЗ) по ГОСТ 15150-69 (таблица 13).
4.7.3 Ролики должны храниться на открытых площадках по ГОСТ 15150-69 (таблица 13).
4.7.4 При транспортировании и хранении необходимо обеспечивать горизонтальное расположение осей роликов. Должны быть предприняты меры по предотвращению ударов роликов и приложения усилий к их осям.
4.7.5 При погрузочно-транспортных работах с роликами запрещается применение кранов с электромагнитными захватами.
5 Методика испытаний роликов
Ролики, предназначенные для использования на ленточных конвейерах в шахтах, опасных по газу и пыли, должны подвергаться сертификационным испытаниям в объеме, указанном в разделе 7 настоящего стандарта, на соответствие требованиям ГОСТ 31441.1 и [1]. На ролики должен оформляться сертификат соответствия Техническому регламенту Таможенного союза.
5.1 Виды испытаний
Для контроля качества и приемки изготовленной продукции устанавливают следующие основные виды испытаний:
- приемо-сдаточные;
- периодические;
- сертификационные.
Приемо-сдаточные, периодические и сертификационные испытания в совокупности должны обеспечивать достоверную проверку всех свойств выпускаемых роликов, подлежащих контролю, на соответствие требованиям стандартов, которые должны быть изложены в технических условиях на выпускаемые ролики.
Проверка роликов на соответствие настоящему стандарту, конструкторской документации производится на разных стадиях изготовления путем осмотров и измерений (отделом технического контроля производителя).
5.2 Условия испытаний
Испытания роликов проводятся в следующих условиях:
- температура окружающей среды от 18 до 27°С;
- влажность от 80 до 90%;
- атмосферное давление от 630 до 800 мм рт.ст.
Перед испытаниями ролики выдерживаются в условиях испытательной лаборатории не менее 24 ч.
Все виды испытаний всех роликов проводятся в одинаковых условиях, с применением одинаковых приспособлений, приборов и инструментов, на одинаковых стендах и при одинаковых режимах испытаний.
5.3 Проверяемые характеристики
Проверяемые характеристики, применяемые средства измерений и испытаний, точность их измерения приведены в таблице 5.
Таблица 5 - Определяемые характеристики, применяемые средства измерений и испытаний, точность их измерения
Определяемые характеристики | Средства измерений и испытаний | Точность средств измерений и испытаний |
Основные параметры и размеры, мм | Рулетка, штангенциркуль, линейка металлическая, угломер с нониусом | С точностью, указанной в чертежах |
Антикоррозийное покрытие внутри обечайки | Визуально при разборке ролика | - |
Маркировка | Визуально | - |
Момент сопротивления вращению, Нм | Стенд для определения момента сопротивления вращению, часы | 0,01 |
Радиальное биение обечайки ролика, мм | Индикатор часового типа, стенд для определения момента сопротивления вращению | Класс точности 1 |
Осевой люфт роликов (аксиальное смещение оси), мм | Штангенциркуль, индикатор часового типа, стенд для испытания конвейерных роликов на аксиальное смещение оси | 0,01 |
Сопротивление разборки ролика, кН | Вертикальная разрывная машина | 0,01 |
Отсутствие проникновения пыли и влаги внутрь обечайки ролика и в полость подшипника | Стенд для испытания конвейерных роликов на пыле- и влагопроницаемость, часы, весы | Измерение веса - 0,01 кг |
Требования к материалам и покупным изделиям из неметаллических материалов: | Визуально по сопроводительной документации или испытаниями в аттестованных лабораториях | |
- устойчивость деталей роликов к нагреванию; | По ГОСТ 12.1.044-89 (пункт 4.9) | |
- токсичность; | По ГОСТ 12.1.044-89 (пункт 4.20) | |
- определение коэффициента дымообразования; | По ГОСТ 12.1.044-89 (пункт 4.18) | |
- определение группы горючести и кислородного индекса; | По ГОСТ 12.1.044-89 (пункты 2.1 и 2.10) | |
- электростатическая искробезо- пасность. | По ГОСТ 31613-2012 (пункт 5) | |
| ||
- фрикционная искробезопасность | По [2] (пункт 4) |
Применяемые средства измерений должны быть поверены.
5.4 Меры безопасности при испытаниях
Все работы по установке роликов на стендах и проведению геометрических замеров должны выполняться с приспособлениями, исключающими их падение.
Работы должны выполняться обученным персоналом и исправными инструментами.
Применяемое электротехническое оборудование должно быть заземлено.
При испытаниях на пыленепроницаемость запрещается применение взрывоопасной горючей пыли.
При работе стендов во время испытаний запрещаются работы по ремонту, открытие защитных крышек и т.д.
6 Объект испытаний
Объектом испытаний являются ролики. Стендовые испытания обеспечивают наиболее полную проверку характеристик роликов на соответствие необходимым требованиям. Для каждого вида испытаний отбирается определенное количество роликов (из партии не менее 100 шт.). Образцы роликов отбирают с оформлением акта отбора в количестве 6 шт. Испытания проводит производитель отделом технического контроля, используя методы, которые изложены в настоящем стандарте (см. таблицу 5). При неудовлетворительных результатах испытания для хотя бы одного ролика проводят повторные испытания, используя удвоенное количество образцов роликов. Если результаты повторных испытаний также неудовлетворительны, то предприятие должно пересмотреть технологический процесс изготовления роликов и устранить выявленные недостатки. После устранения недостатков вновь проводят испытания роликов по данной характеристике.
Периодические испытания проводят на основании приказа о проведении периодических испытаний с назначением комиссии с учетом обследования роликов, находящихся в эксплуатации, с целью контроля производства и эксплуатации. Периодические испытания проводят по методике, утвержденной директором предприятия-производителя.
При проведении испытаний в специализированных организациях конструкция образцов роликов должна соответствовать сопровождающей технической документации, которая включает:
- заявку на проведение испытаний;
- сборочный чертеж со спецификацией;
- паспорт, совмещенный с инструкцией по эксплуатации;
- технические условия;
- сертификаты на применяемые материалы.
В данном случае отбор образцов производят представители испытательной организации.
Испытания роликов проводятся по схеме, представленной на рисунке 2.
|
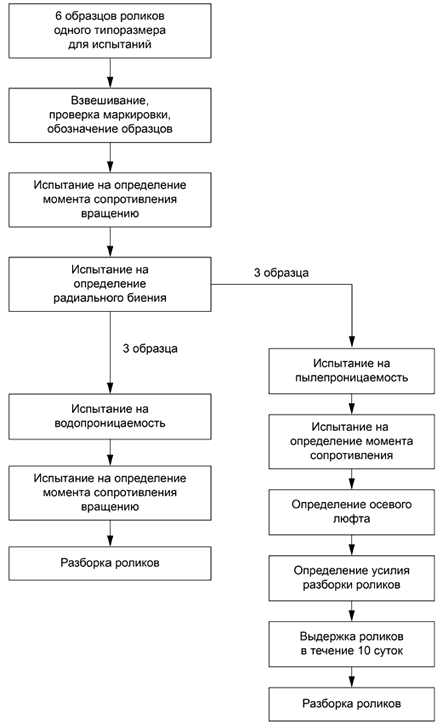
Рисунок 2 - Схема проведения испытаний
7 Методы проведения испытаний
7.1 Для каждого вида испытания отбирают определенное количество роликов и определенное количество материала, указанных в разделе 6. Перед испытаниями производят осмотр ролика, проверку маркировки, взвешивание, присвоение номера для испытаний.
7.2 Проверку роликов на соответствие требованиям настоящего стандарта, конструкторской документации производят на разных стадиях изготовления путем осмотров и измерений, а также при приемо-сдаточных испытаниях (отделом технического контроля производителя). Другие испытания проводят комиссионно, по необходимости с привлечением специализированных организаций по утвержденным и согласованным методикам.
7.3 Проверку геометрических параметров ролика производят универсальным измерительным инструментом с точностью, указанной в конструкторской документации.
7.4 Проверка качества покрытий внутри и снаружи производится визуально при разборке роликов.
7.5 Испытания на проникновение пыли внутрь ролика и в полость подшипника проводят на стенде, где в течение времени испытания лопасти, установленные на обечайку ролика, опыляют торцы роликов и уплотнения подшипников с наружной стороны (далее - пылевая камера). Длительность непрерывного вращения роликов составляет 96 ч; скорость вращения - максимальная скорость, на которую рассчитан ролик; концентрация пыли во взвешенном состоянии - не менее 200 мг/м; состав мелкодисперсной пыли (0,02 мм) - инертная пыль; объем пыли в пылевой камере подбирают опытным путем, чтобы обеспечить необходимую концентрацию во взвешенном состоянии.
Порядок проведения испытаний на проникновение пыли внутрь ролика:
- проводят проверку состояния пылевой камеры;
- проверяют наличие и состояние пыли;
- внутрь пылевой камеры устанавливают и закрепляют три ролика;
- устанавливают необходимую скорость вращения роликов, натягивают приводной ремень и пылевую камеру закрывают крышкой;
- включают привод и через 10 мин проводят контрольную проверку концентрации пыли, находящейся во взвешенном состоянии (через специальный канал). При необходимости концентрацию пыли доводят до нормы;
- испытания проводят в течение 96 ч. Через стеклянную крышку контролируют состояние роликов визуально.
После окончания испытаний производят разборку роликов и определение наличия пыли в ролике, подшипниках и лабиринтных уплотнениях. На основе анализа наличия пыли, проникшей через уплотнения в ролик (определяется визуально), делается заключение об эффективности защитных свойств крышек и уплотнений подшипниковых узлов роликов. Ролик считается выдержавшим испытание, если отсутствует проникновение пыли внутрь ролика.
7.6 Испытания на определение момента сопротивления вращению роликов проводят расчетно-измерительным методом по ГОСТ Р 51042-97 (пункт 8, таблица 1) с использованием результатов испытаний роликов на специальном стенде, на котором ролик вращают под воздействием радиальной нагрузки, указанной производителем или рассчитанной со скоростью соответствующей скорости движения ленты.
Порядок проведения испытаний на определение момента сопротивления вращению:
- проверяют горизонтальность установки стенда;
- устанавливают необходимую скорость для испытаний (за счет подбора шкивов ременной передачи), устанавливают радиальную нагрузку;
- подгоняют длину балансировочной рамки под испытуемый ролик;
- устанавливают рамку на конусы;
- устанавливают ролик на рамку и закрепляют ось в рамке прокладками от смещения. Грузами балансируют рамку с роликом, установив ее горизонтально;
- устанавливают тензодатчик, соединив его механически со штангой балансировочной рамки и электрически с регистрирующим прибором;
- включают прибор в сеть и прогревают аппаратуру в течение 15 мин;
- устанавливают на приборе значение "0", проверяют показания прибора мерными грузами;
- опускают приводное колесо с радиальной нагрузкой на ролик и включают привод. Симметричная радиальная нагрузка на приводное колесо согласно требованиям ГОСТ Р 51042-97 (пункт 8, таблица 1) должна быть равна радиальной нагрузке, указанной производителем для данного типоразмера ролика, но не менее:
- при диаметре обечайки 89 (108) мм - 160 Н;
- при диаметре обечайки 127 (133) мм - 250 Н;
- при диаметре обечайки 159, 194, 219, 245 мм - 400 Н.
Показания прибора фиксируют при постоянстве показаний в течение 30 мин и эти результаты записывают в журнал испытаний.
Момент сопротивления вращению определяют по формуле
W=F·L, (1)
где F - показания прибора о величине нагрузки, измеренной тензодатчиком, Н;
L - расстояние от оси вращения ролика на стенде до оси приложения нагрузки к тензодатчику (принимается по характеристике стенда), м.
Ролик считается выдержавшим испытание, если момент сопротивления вращению не превышает значений, указанных в таблице 3.
7.7 После измерения момента сопротивления вращению проводят измерение радиального биения обечайки ролика на этом же стенде или на токарном станке.
Порядок проведения испытаний на определение радиального биения обечайки ролика:
- отключают прибор, отводят приводное колесо, фиксируют тензодатчик, чтобы на него не передавалось усилие;
- закрепляют индикатор часового типа на штативе в положении, соответствующем диаметру ролика со свободным ходом наконечника после касания обечайки ролика в пределах не менее ±10 мм;
- штатив с индикатором устанавливают на соединительные штанги балансировочной рамки, сдвигают на сечение, где проводят измерение, на шкале устанавливается значение "0". Замеры радиального биения обечайки ролика проводят в трех сечениях по длине ролика (в центре ролика и с отступлением от краев обечайки по 30 мм), перпендикулярных оси ролика. Перед каждым измерением проверяют свободный ход штока индикатора;
- ролик поворачивают рукой на полный оборот и фиксируют максимальное и минимальное показания индикатора, разница между которыми и будет составлять радиальное биение обечайки ролика в данном сечении. Замеры в зоне сварочного шва по 30 мм в обе стороны не проводят. Измерения проводят в каждом сечении не менее трех раз.
Ролики считаются выдержавшими испытание, если их радиальное биение обечайки не превышает значений, указанных в таблице 2.
7.8 Испытания на проникновение влаги внутрь ролика и в полость подшипников проводят по результатам обкатки роликов в водяной камере. Длительность непрерывного вращения предварительно взвешенных роликов составляет 96 ч; скорость вращения - максимальная скорость, на которую рассчитан ролик. Через определенные промежутки времени вращения (8 ч) ролики извлекают из воды и взвешивают.
Порядок проведения испытаний на проникновение влаги внутрь ролика:
- проводят проверку состояния водяной камеры;
- внутрь камеры устанавливают и закрепляют три ролика;
- устанавливают необходимую скорость вращения роликов, натягивают приводной ремень, наливают воду до уровня середины осей роликов (этот уровень должен поддерживаться в течение всей продолжительности испытаний) и камеру закрывают крышкой;
- испытания проводят в течение 96 ч. Через стеклянную крышку контролируют состояние роликов визуально;
- через каждые 8 ч привод останавливают, камеру открывают, достают ролики, протирают насухо и взвешивают.
После окончания испытаний ролики извлекают из камеры, выдерживают в течение 10 суток. После этого ролики разбирают и проверяют состояние смазки, наличие ржавчины на деталях и беговых дорожках качения подшипников. На основании чего делается заключение об эффективности защитных свойств крышек и уплотнений подшипниковых узлов роликов. Ролик считается выдержавшим испытание, если отсутствует проникновение воды внутрь или смазка сохраняет свои свойства и ролик крутится вращением от руки.
Все измерения и результаты контрольных осмотров регистрируют в журнале.
7.9 Испытания на определение осевого люфта оси ролика проводят на стенде с приложением осевой нагрузки, равной указанной производителем, или расчетной, определяемой по максимальной осевой нагрузке, воздействующей на ролик при эксплуатации, но не более статической осевой, указанной в технической характеристике подшипников, и не менее 500 Н, указанной в ГОСТ Р 51042.
![]() , (2)
, (2)
где - испытательная осевая нагрузка, кг;
k=0,6 - коэффициент распределения нагрузки от перевозимого груза на средний ролик;
f - коэффициент трения материала обечайки ролика о материал нижней обкладки конвейерной ленты;
- расстояние между роликоопорами, м;
Q - фактическая максимальная производительность конвейера, т/ч;
v - номинальная скорость движения ленты, м/с;
- нагрузка, передаваемая на ось от веса рычага, кг.
Порядок проведения испытаний на определение осевого люфта:
- проводится подготовка стенда к проведению испытаний (установка, закрепление, проверка горизонтальности), подготовка рабочего места;
- подготавливается комплект мерных грузов, обеспечивающих рассчитанную осевую нагрузку в зависимости от диапазона измерений;
- на стенд устанавливают и закрепляют испытуемый ролик, фиксируют грузовые рычаги, определяют место установки мерных грузов, чтобы обеспечить приложение расчетной осевой нагрузки к оси ролика;
- устанавливают индикатор часового типа, на шкале которого устанавливается значение "0";
- освобождают верхний грузовой рычаг, который опускается своим упором на ось ролика, и на него устанавливают груз, обеспечивающий рассчитанную осевую нагрузку. Выдерживают три минуты и снимают первое показание индикатора;
- верхний рычаг освобождают от мерного груза, поднимают и фиксируют (закрепляют, чтобы не касался оси);
- освобождают нижний грузовой рычаг, прижимают своим упором к оси ролика и на него устанавливают груз, обеспечивающий рассчитанную осевую нагрузку. Выдерживают три минуты и снимают второе показание индикатора.
Разница между первым и вторым показаниями индикатора в результате испытания будет определенным осевым люфтом конвейерного ролика.
Ролик считается выдержавшим испытание, если осевой люфт оси ролика не превышает 0,3 мм.
7.10 Метод испытания на разборку ролика проводится на разрывной машине с установкой ролика на обечайку и приложением осевой нагрузки в зависимости от диаметра обечайки ролика:
- диаметр 89 (108) мм - 10 кН;
- диаметр 127 (133) мм - 12,5 кН;
- диаметр 159, 194, 219, 245 мм - 15 кН.
Осевая нагрузка должна быть равна указанной выше, но не более допустимой статической осевой нагрузки на один подшипник согласно его технической характеристике.
Испытание проводят на трех роликах после испытаний на определение аксиального зазора.
Сопротивляемость ролика осевой нагрузке оценивается визуально (разборка ролика или разрушение) или по перемещению оси, определяемому индикатором.
Ролик считается не выдержавшим испытание, если:
- произошла его разборка;
- произошло перемещение оси по отношению к обечайке ролика более величины осевого зазора, указанного в паспорте на ролик;
- при разборке ролика после испытания установлено разрушение его деталей.
Порядок проведения испытаний для определения разборки ролика:
- проводят подготовку разрывной машины к проведению испытаний (устанавливают мерные грузы в зависимости от диапазона измерений, устанавливают скорость перемещения подвижного захвата 100 мм/мин, на шкале устанавливается значение "0");
- на нижний захват машины по центру устанавливают промежуточное кольцо, на которое вертикально устанавливают с упором на обечайку испытуемый ролик с возможностью свободного хода оси не менее 100 мм;
- включают машину и ролик подводят до касания осью упора верхнего захвата. При касании машину останавливают и проводят измерение индикатором расстояния между плоскостью верхнего зажима и обечайкой ролика;
- включают машину, нагрузку на ось доводят до нормированной величины и выдерживают в течение трех минут, после чего проводят измерение расстояния между плоскостью верхнего зажима и обечайкой ролика. Если расстояние не превысило максимального указанного в паспорте осевого люфта и после снятия ролика с машины он свободно проворачивается от руки, считается, что ролик выдержал испытания.
Если при включении машины и при приложении нагрузки менее нормированной происходит перемещение оси относительно обечайки, то есть происходит разборка ролика, то производят полную разборку ролика и определяют причину. Ролик считается не прошедшим испытания, в журнале испытаний записывают нагрузку и результаты испытаний.
7.11 Испытания на определение показателей надежности производят методом статистических наблюдений у потребителей с обработкой результатов по ГОСТ Р 51042. Надежность роликов оценивается 90-процентным ресурсом, который определяется по количеству замененных роликов при эксплуатации за время наблюдения не менее 5000 ч машинного времени.
Таблица 6 - Зависимость ресурса от максимального количества замененных роликов при эксплуатации
N, % | 2,8 | 3,8 | 4,9 | 6,1 | 7,3 | 8,6 | 10,0 |
| 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 |
где N - максимальное количество замененных роликов, %;
- продолжительность наблюдения, ч (5000 ч машинного времени);
- 90-процентный ресурс роликов.
Ролики считаются выдержавшими испытание, если их ресурс не ниже значений, указанных в таблице 4.
7.12 Метод испытаний на устойчивость деталей роликов к нагреванию проводят по ГОСТ 12.1.044-89 (пункт 4.9).
7.13 Метод испытаний на токсичность проводят по ГОСТ 12.1.044-89 (пункт 4.20).
7.14 Метод испытаний на определение коэффициента дымообразования проводят по ГОСТ 12.1.044-89 (пункт 4.18).
7.15 Проверка маркировки на соответствие пункту 4.3 настоящего стандарта проводится визуально.
7.16 Проверка соответствия материалов и комплектующих изделий производится по сопроводительной технической документации или методами испытаний по специальным методикам в специализированных организациях.
7.17 Метод испытаний на определение группы горючести и кислородного индекса проводят по ГОСТ 12.1.044-89 (пункты 2.1 и 5.10).
8 Методы контроля
8.1 Контроль показателей безопасности (см. 4.1.3, 4.1.11, 4.5) и качества роликов (см. 4.1) проводят по настоящему стандарту.
8.2 Длину обечайки барабана, а также линейные и угловые параметры роликоопор и роликов измеряют на ставе конвейера.
Средства измерения линейных размеров - металлическая линейка по ГОСТ 427 или металлическая рулетка по ГОСТ 7502; угловых величин - угломер с нониусом по ГОСТ 5378.
Библиография
[1] | Технический регламент Таможенного союза ТР ТС 012/2011 | "О безопасности оборудования для работы во взрывоопасных средах" |
[2] | ОСТ 12.28.333-91 | Оборудование горно-шахтное. Изделия из легких сплавов. Фрикционная искробезопасность. Общие технические требования и методы испытаний |
[3] | ОСТ 12.24.294-86 | Оборудование горно-шахтное. Изделия неметаллические. Электростатическая искробезопасность. Общие технические требования и методы испытаний |
УДК 006.034:006.354 | ОКС 53.040.10 |
Ключевые слова: ленточный конвейер, ролик ленточного конвейера, скорость движения ленты, типоразмер ролика | |
Электронный текст документа
и сверен по:
, 2017
{kind=link}