ГОСТ 12393-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
АРМАТУРА КОНТАКТНОЙ СЕТИ ЖЕЛЕЗНОЙ ДОРОГИ ЛИНЕЙНАЯ
Общие технические условия
Line fittings for overhead system of railways. General specifications
МКС 45.040
ОКПД2 27.33.13.130
42.12.10
Дата введения 2019-12-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 марта 2019 г. N 117-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 мая 2019 г. N 183-ст межгосударственный стандарт ГОСТ 12393-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2019 г.
5 ВЗАМЕН ГОСТ 12393-2013
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на линейную арматуру железнодорожной контактной сети (далее - арматура).
Настоящий стандарт не распространяется на изделия армирования опор железнодорожной контактной сети (закладные детали, хомуты, фиксаторы, кронштейны и детали их армирования, анкерные оттяжки, консоли, жесткие и гибкие поперечины).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.106-96 Единая система конструкторской документации. Текстовые документы
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.307-89 (ИСО 1461-89) Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
ГОСТ 9.308-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 14.201-83 Обеспечение технологичности конструкции изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 20.57.406-81 Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний
ГОСТ 27.003-2016 Надежность в технике. Состав и общие правила задания требований по надежности
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 397-79 Шплинты. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 859-2014 Медь. Марки
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний
________________
В Российской Федерации действует ГОСТ ISO 898-1-2014 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы".
ГОСТ 2712-75 Смазка АМС. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5915-70 Гайки шестигранные класса точности В. Конструкция и размеры
________________
В Российской Федерации действует ГОСТ ISO 4032-2014 в части гаек с крупным шагом резьбы; ГОСТ ISO 8673-2014 в части гаек с мелким шагом резьбы.
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7470-90 Глубиномеры микрометрические. Технические условия
ГОСТ 7796-70 Болты с шестигранной уменьшенной головкой класса точности В. Конструкция и размеры
ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры
ГОСТ 8024-90 Аппараты и электротехнические устройства переменного тока на напряжение свыше 1000 В. Нормы нагрева при продолжительном режиме работы и методы испытаний
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 11098-75 Скобы с отсчетным устройством. Технические условия
ГОСТ 11371-78 Шайбы. Технические условия
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12253-88 Замки сферических шарнирных соединений линейной арматуры и изоляторов. Технические условия
ГОСТ 13837-79 Динамометры общего назначения. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17613-80 Арматура линейная. Термины и определения
ГОСТ 17711-93 Сплавы медно-цинковые (латуни) литейные. Марки
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18620-86 Изделия электротехнические. Маркировка
ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 19300-86 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 23216-78 Изделия электротехнические. Хранение, транспортирование, временная противокоррозионная защита, упаковка. Общие требования и методы испытаний
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24851-81 Калибры гладкие для цилиндрических отверстий и валов. Виды
ГОСТ 24997-2004 (ИСО 1502:1996) Калибры для метрической резьбы. Допуски
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 27396-93 (МЭК 120-84) Арматура линейная. Сферические шарнирные соединения изоляторов. Размеры
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
________________
В Российской Федерации действует ГОСТ Р 53228-2008 "Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания".
ГОСТ 32192-2013 Надежность в железнодорожной технике. Основные понятия. Термины и определения
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
ГОСТ 32895-2014 Электрификация и электроснабжение железных дорог. Термины и определения
ГОСТ 33477-2015 Система разработки и постановки продукции на производство. Технические средства железнодорожной инфраструктуры. Порядок разработки, постановки на производство и допуска к применению
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 17613, ГОСТ 19200, ГОСТ 32192, ГОСТ 32597, ГОСТ 32895, а также следующие термины с соответствующими определениями:
3.1
арматура железнодорожной контактной сети: Арматура для электрического и механического соединения проводов железнодорожной контактной сети. [ГОСТ 32895-2014, статья 115] |
3.2 партия: Арматура одной маркировки, изготовленная из одного исходного материала одним изготовителем, при одних и тех же технологических условиях и оформленная одним эксплуатационным документом.
3.3 нагрузка на растяжение: Нагрузка, приложенная к арматуре по оси провода, на котором арматура закреплена.
3.4 нагрузка на сдвиг: Нагрузка, приложенная к арматуре вдоль оси провода, на котором арматура закреплена.
3.5 нагрузка на изгиб: Нагрузка, приложенная к арматуре перпендикулярно к оси провода, на котором она закреплена.
3.6 нагрузка на срыв: Нагрузка, приложенная к арматуре перпендикулярно оси контактного провода, на котором она закреплена, и проходящая через ось симметрии арматуры и провода.
3.7 допустимая механическая нагрузка: Наибольшая статическая нагрузка, которую должна выдерживать арматура при эксплуатации.
3.8 токоведущая арматура: Арматура, обеспечивающая протекание допустимого длительного тока.
3.9 допустимый длительный ток: Наибольший ток, при пропуске которого установившаяся температура токоведущей арматуры, с учетом эффективного значения температуры окружающего воздуха по ГОСТ 8024, не превышает допустимую температуру нагрева.
3.10 допустимая температура нагрева: Температура, при которой токоведущая арматура сохраняет свои свойства в течение срока службы.
3.11 номинальная площадь поперечного сечения провода (номинальное сечение): Условная площадь сечения провода, лежащая в плоскости, перпендикулярной к продольной оси провода, указанная в конструкторской документации на провод и используемая в расчетах контактной сети.
3.12 обжимная арматура: Арматура, при использовании которой требуется применение прессового оборудования.
3.13 разрушающая механическая нагрузка: Наименьшая статическая нагрузка, вызывающая разрушение, остаточную деформацию или другие необратимые изменения арматуры.
3.14 момент затяжки: Наибольший крутящий момент, воздействующий на гайку или болт во время затягивания.
3.15 коэффициент дефектности по перегреву: Отношение температуры образца арматуры, образующего токоведущее соединение, к температуре провода того же сечения при протекании через образец арматуры и провод электрического тока одного и того же значения, равного допустимому длительному току для данного типа арматуры.
3.16 коэффициент дефектности после нагрева допустимым длительным током: Отношение электрического сопротивления образца арматуры, образующего токоведущее соединение, к электрическому сопротивлению провода той же длины и того же сечения при протекании через образец арматуры и провод электрического тока одного и того же значения, равного допустимому длительному току для данного типа арматуры.
3.17 коэффициент дефектности после термического старения: Отношение электрического сопротивления образца арматуры, образующего токоведущее соединение, к электрическому сопротивлению провода той же длины и того же сечения при протекании через образец арматуры и провод электрического тока одного и того же значения, измеренное после того, как токоведущее соединение и провод подвергнуты определенному числу циклов нагревания и охлаждения.
3.18 удельная масса: Отношение массы арматуры к допустимой механической нагрузке для данного вида арматуры.
4 Классификация, основные типы и размеры
Арматуру классифицируют следующим образом:
а) по типу в зависимости от функционального назначения в соответствии с таблицей 1;
б) по значению допустимого длительного тока в зависимости от номинального сечения и материала соединяемых проводов в соответствии с таблицей 2;
в) по конструкции - на арматуру с крепежом и обжимную арматуру;
г) по виду, значению допустимой механической нагрузки и массе в соответствии с таблицей 3;
д) по материалу на арматуру:
1) из цветных металлов и их сплавов;
2) стали;
3) чугуна;
е) по области применения:
1) на арматуру для контактной сети высокоскоростных участков;
2) арматуру для контактной сети участков, не являющихся высокоскоростными.
Таблица 1 - Классификация арматуры по типу
Типы арматуры по функциональному назначению | |||||
Механическое соединение проводов | Механическое | Электрическое | |||
Подвешивание и фиксация | Соединение | Стыковка | Анкеровка | соединение деталей контактной сети | соединение проводов (токоведущая) |
Зажим струновой | Соединитель проводов | Зажим стыковой несущего троса | Коуш вилочный | Ушко | Зажим стыковой контактного провода |
Зажим рессорного троса | Зажим плашечный для многожильных проводов | Зажим стыковой цанговый | Зажим клиновой | Держатель фиксирующего зажима | Зажим питающий |
Зажим фиксирующий | Зажим стыковой стальных тросов | - | Зажим концевой цанговый | Зажимы для верхнего поперечного троса | Зажим питающий переходной |
Седло | Накладка крестовая | - | Зажим средней анкеровки | Зажим для подвешивания к тросу деталей контактной сети | Зажим шунтовой |
Фиксатор дополнительный | - | - | Планка соединительная | Стойка сочлененного фиксатора | Зажим струновой В |
- | - | - | Планка распорная | Фиксатор дополнительный | Соединитель |
- | - | - | Коромысло | Серьга | - |
- | - | - | Муфта натяжная | Пестик | - |
- | - | - | Ограничитель | - | - |
- | - | - | Штанга для грузов и узлов анкеровки | - | - |
Таблица 2 - Классификация арматуры по значению допустимого длительного тока в зависимости от номинального сечения и материала соединяемых проводов
Номинальное сечение провода, | Допустимый длительный ток, А, для провода | |
мм | из меди | из алюминия |
10 | 90 | - |
16 | 160 | - |
35 | 320 | - |
50 | 430 | 230 |
70 | 520 | 320 |
85 | 540 | - |
95 | 600 | 370 |
100 | 600 | - |
120 | 650 | 420 |
150 | 750 | 500 |
185 | - | 590 |
Таблица 3 - Классификация арматуры по виду, значению допустимой механической нагрузки и массе
Материал | Тип арматуры | Значение (ряд значений) допустимой механической нагрузки, кН | Масса, кг, не более | Вид нагрузки |
Арматура из цветных металлов | Зажим струновой | 1,2; 1,5 | 0,12 | Сдвиг, срыв, ударный изгиб |
и их сплавов | Зажим рессорного троса | 3,5 | 0,50 | Сдвиг, ударный изгиб |
Зажим средней анкеровки контактного провода | 10,0; 20,0; 30,0; 40,0 | 1,10 | Растяжение, ударный изгиб | |
Зажим средней анкеровки несущего троса | 10,0; 20,0; 30,0; 40,0 | 0,66 | ||
Зажим питающий | 1,2 | 0,47 | Сдвиг, ударный изгиб | |
Зажим питающий переходной | 4,0 | 0,70 | ||
Зажим стыковой контактного провода | 20,0 | 1,30 | Растяжение, ударный изгиб | |
Соединитель проводов: | ||||
- медных | 7,6; 10,3; 13,3 | 0,42 | ||
- алюминиевых | 5,5; 7,0; 9,0 | 0,37 | ||
- сталеалюминиевых | 1,9; 2,8; 4,0; 5,0; 7,2; 9,8; 15,1; 19,1; 23,8 | 1,30 | ||
Зажим стыковой цанговый | 20,0; 40,0; 50,0 | 0,60 | ||
Арматура из углеродистой | Зажим концевой цанговый | 20,0; 40,0; 50,0 | 1,00 | Растяжение |
стали и(или) чугуна | Зажим фиксирующий | 1,5; 2,5; 3,5; 5,0 | 0,35 | Срыв, сдвиг, изгиб, ударный изгиб |
Серьга | 20 | 0,40 | Растяжение | |
Пестик | 5; 10 | 0,40 | ||
Ушко | 2,0 | 0,55 | ||
2,5 | 0,61 | |||
3,5 | 0,82 | |||
7,0 | 0,97 | |||
20,0 | 1,24 | |||
Коуш вилочный | 20,0 | 1,40 | ||
Зажим клиновой | 20,0; 30,0 | 1,70 | ||
Штанга для грузов: | ||||
- одинарная | 6,93 | |||
10 | ||||
- двойная | 30,9 | |||
20 | 5,28 | |||
- для узлов анкеровки | ||||
75 | 6,5 | |||
Блок компенсатора | 20,0 | 10,50 | ||
Блок уравновешивающий | 54,0 | 5,50 | ||
Коромысло для анкеровки проводов | 30,0; 50,0; 75,0 | 6,00 | ||
Зажим для | 2,5 | 1,05 | ||
подвешивания к тросу | 3,5 | 0,98 | ||
деталей контактной сети | 5,0; 7,0 | 1,3 | ||
10,0 | 1,35 | |||
Планка распорная | 10,0 | 1,00 | ||
Планка соединительная | 20,0; 40,0 | 0,90 | ||
Седло | 10,0; 13,0 | 1,80 | ||
Держатель фиксирующего зажима | 2,5; 5,0 | 0,61 | Изгиб | |
Бугель | 3,0 | 0,60 | Растяжение, изгиб | |
Зажим плашечный для многожильных проводов | 2,0; 2,2; 3,0 | 0,37 | Сдвиг | |
Стойка фиксаторная | 2,5; 5,0; 7,5 | 1,65 | Изгиб |
5 Технические требования
5.1 Основные показатели и характеристики
5.1.1 Показатели назначения
5.1.1.1 Арматура должна быть предназначена для электрического и(или) механического соединения проводов железнодорожной контактной сети.
5.1.1.2 Типы арматуры, значения и виды допустимых механических нагрузок и массы приведены в таблице 3, схемы приложения нагрузок - в таблице 4.
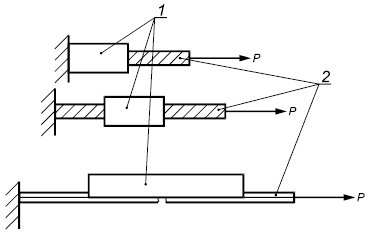
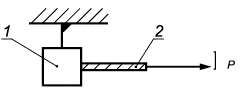
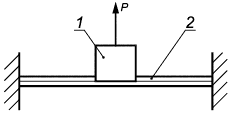
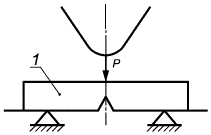
Таблица 4 - Схемы приложения нагрузок
Вид нагрузки | Схема приложения нагрузки P |
Растяжение |
|
Сдвиг |
|
Изгиб |
|
Срыв |
|
Ударный изгиб |
|
Примечание - 1 - арматура; 2 - провод. | |

5.1.1.3 Разрушающая механическая нагрузка на растяжение арматуры должна быть не менее 90% наименьшего разрывного усилия соединяемых или анкеруемых проводов.
Арматура должна удерживать провода без проскальзывания (без смещения арматуры относительно продольной оси провода) и разрушения провода (включая разрушение отдельных проволок многопроволочных проводов).
5.1.1.4 Разрушающая механическая нагрузка на сдвиг и срыв арматуры, кроме зажимов средней анкеровки контактного провода и несущего троса, должна быть не менее трехкратной допустимой, указанной в таблице 3. Разрушающая механическая нагрузка на сдвиг и срыв зажимов средней анкеровки контактного провода и несущего троса должна быть не менее двукратной допустимой, указанной в таблице 3.
5.1.1.5 Для арматуры, воспринимающей нагрузки от изменения направления проводов, разрушающая нагрузка на изгиб должна быть не менее трехкратной допустимой, указанной в таблице 3.
5.1.1.6 В стыковых зажимах контактного провода зазор между торцами стыкуемых проводов должен быть не более:
- 1,0 мм - при приложении допустимой механической нагрузки;
- 1,5 мм - при приложении полуторакратной допустимой механической нагрузки.
5.1.2 Конструктивные требования
5.1.2.1 Габаритные и сопрягаемые размеры указывают в технических условиях на арматуру конкретных типов.
5.1.2.2 Арматуру изготавливают для проводов с номинальными сечениями, указанными в таблице 2. Токоведущая арматура должна соединять не более двух проводов с номинальными сечениями, указанными в таблице 2.
5.1.2.3 Поперечное сечение арматуры, устанавливаемой на контактный провод, не должно выходить за заштрихованную область, приведенную на рисунке 1.
|
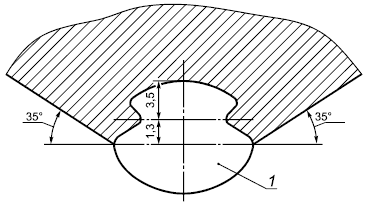
1 - контактный провод
Рисунок 1 - Область, за которую не должно выходить поперечное сечение арматуры, устанавливаемой на контактный провод
5.1.2.4 Гнезда сферических шарнирных соединений должны соответствовать условному размеру 16В, пестики - условному размеру 16 по ГОСТ 27396.
Замки для сферических шарнирных соединений должны соответствовать ГОСТ 12253.
5.1.2.5 Поверхность деталей арматуры должна быть чистой, не иметь трещин, сколов и неслитин. Шероховатость поверхностей арматуры, характеризующаяся высотой неровностей профиля по 10 точкам, не должна превышать 320 мкм. Внешние острые кромки и углы должны быть скруглены радиусом не менее 0,5 мм.
Поверхность арматуры, контактирующая с проводами, не должна иметь наростов и наплывов, выводящих размеры арматуры за допустимые пределы.
5.1.2.6 Допускаемое смещение центров отверстий, расположенных на одной оси в двойных проушинах относительно друг друга, указывают в технических условиях на арматуру конкретных типов.
5.1.2.7 Типы и конструктивное исполнение сварных швов деталей арматуры должны соответствовать:
ГОСТ 5264 - при ручной дуговой сварке;
ГОСТ 8713 - при сварке под флюсом;
ГОСТ 14771 - при дуговой сварке в защитном газе;
ГОСТ 11534 - при ручной дуговой сварке под острыми и тупыми углами;
ГОСТ 14806 - при дуговой сварке алюминиевых сплавов в инертных газах.
Параметры расчетных швов указывают в технических условиях на арматуру конкретных типов.
Сварные швы и прилегающие к ним поверхности должны быть очищены от шлака, брызг, окалины и наплывов и иметь гладкую или мелкочешуйчатую поверхность с плавным переходом к основному металлу. Наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, скопления пор, кратеров.
5.1.2.8 Резьба в крепежных изделиях из углеродистой стали должна быть покрыта рабоче-консервационной смазкой по ГОСТ 2712 или аналогичной по свойствам.
Резьба в арматуре и крепежных изделиях должна быть:
- на деталях, предназначенных для соединения с трубчатыми элементами и конструкциями - трубной по ГОСТ 6357;
- на всех остальных деталях - метрической по ГОСТ 24705.
На резьбе деталей арматуры не должно быть заусенцев и вмятин, препятствующих навинчиванию проходного калибра по ГОСТ 24997.
5.1.2.9 Арматура из углеродистой стали, ковкого и высокопрочного чугуна должна иметь защитное антикоррозионное покрытие, обеспечивающее нормативный срок службы арматуры. Допускается применение металлических, полимерных или других покрытий. Вид покрытия, способ его нанесения и толщину указывают в технических условиях на арматуру конкретных типов в соответствии с ГОСТ 9.302 и ГОСТ 9.307.
Нарезка и калибровка резьбы после нанесения металлического защитного покрытия не допускается.
5.1.3 Физико-химические свойства
Ударная вязкость арматуры из цветных металлов и их сплавов должна быть не менее, кДж/м:
150 - для арматуры из меди;
390 - из литейных латуней;
700 - из литейных безоловянных бронз.
Ударная вязкость арматуры из чугуна и стали не нормируется.
5.1.4 Требования к совместимости
Размерная совместимость арматуры обеспечивается соблюдением требований:
- к геометрическим размерам, указываемым в технических условиях и(или) конструкторской документации на изделия конкретных типов;
- к сопрягаемым размерам по 5.1.2.1;
- к поперечному сечению по 5.1.2.3;
- к форме и геометрическим размерам гнезд, пестиков и замков по 5.1.2.4;
- к резьбовым соединениям по 5.1.2.8.
Требований к совместимости иных видов к арматуре не предъявляется.
5.1.5 Требования надежности
5.1.5.1 По классификационными признакам, определяющим номенклатуру задаваемых показателей надежности по ГОСТ 27.003, арматуру относят:
- по определенности назначения - к изделиям общего назначения;
- по числу возможных состояний - к изделиям вида I;
- по режимам применения - к изделиям непрерывного длительного применения;
- по последствиям отказов - к изделиям, отказ которых не приводит к последствиям катастрофического характера;
- по возможности восстановления работоспособного состояния после отказа в процессе эксплуатации - к невосстанавливаемым изделиям;
- по характеру основных процессов, определяющих переход в предельное состояние - к стареющим изделиям;
- по возможности технического обслуживания в процессе эксплуатации - к обслуживаемым изделиям;
- по возможности и способу восстановления ресурса - к неремонтируемым изделиям;
- по возможности (необходимости) проведения контроля перед применением - к изделиям, не контролируемым перед применением;
- по наличию в составе изделия электронно-вычислительных машин и других устройств вычислительной техники - к изделиям без отказов сбойного характера.
5.1.5.2 Надежность арматуры в условиях и режимах эксплуатации, установленных в проектной документации на контактную сеть, необходимо характеризовать следующими значениями показателей:
а) наработка до отказа - не менее 200000 ч;
б) назначенный срок службы не менее:
1) 40 лет для арматуры, изготовленной из цветных металлов и их сплавов и крепежом из коррозионно-стойкой стали;
2) 10 лет для всех остальных видов арматуры;
в) срок сохраняемости при условиях хранения по 8.3 - не менее назначенного срока службы.
5.1.5.3 Критерием отказа арматуры является механическое разрушение соединения проводов или тросов, а для токоведущей арматуры, кроме того, превышение коэффициента дефектности.
5.1.6 Требования стойкости к внешним воздействиям
5.1.6.1 Арматура с крепежом должна выдерживать без остаточной деформации и трещин значения момента затяжки болтов, указанные в таблице 5.
Значения моментов затяжки болтов, вызывающие остаточную деформацию, трещины или разрушение арматуры, должны быть не менее двукратных от наибольших, указанных в таблице 5.
Таблица 5 - Наибольшие значения момента затяжки болтов, которые должна выдерживать арматура с крепежом
Номинальный диаметр | Момент затяжки, Н·м | |
резьбы болта, мм | для всей арматуры контактной сети, кроме высокоскоростных участков | для арматуры контактной сети высокоскоростных участков |
8 | 16,0 | 23,0 |
10 | 21,5 | 46,0 |
12 | 42,0 | 80,0 |
16 | 63,0 | 125,0 |
20 | 105,0 | 390,0 |
24 | 155,0 | 650,0 |
| ||
5.1.6.2 Допустимые длительные токи для токоведущей арматуры приведены в таблице 2.
Коэффициенты дефектности токоведущей арматуры в соединениях с проводами и тросами, номинальные сечения которых указаны в таблице 2, должны быть:
- по перегреву - не более 1,0;
- после нагрева допустимым длительным током - не более 1,0;
- после термического старения - не более 1,2.
5.1.6.3 Струновые зажимы для контактной сети высокоскоростных участков должны выдерживать не менее 2 млн циклов ударных нагрузок на срыв без трещин и изломов.
5.1.6.4 По стойкости к воздействию климатических факторов внешней среды арматура должна соответствовать климатическому исполнению УХЛ категории размещения 1 по ГОСТ 15150.
5.1.7 Требования эргономики
Эргономичность арматуры обеспечивается соблюдением требований к геометрическим размерам, указываемым в технических условиях и(или) конструкторской документации на изделия конкретных типов, а также требований к шероховатости поверхности по 5.1.2.5.
5.1.8 Требования по экономному использованию сырья и материалов
5.1.8.1 Экономное использование сырья, материалов, топлива и энергии при производстве арматуры обеспечивается соблюдением требований:
- к массе - по 5.1.1.2;
- к размерам - по 5.1.2.1 и 5.1.2.2;
- к удельной массе - по 5.1.8.2.
5.1.8.2 Значения удельной массы арматуры указывают в технических условиях на изделия конкретных типов.
5.1.9 Требования технологичности
Показатели технологичности арматуры определяют по ГОСТ 14.201 и устанавливают в технических условиях на изделия конкретных типов.
5.2 Требования к сырью, материалам, покупным изделиям
5.2.1 Для изготовления арматуры, предназначенной для соединения проводов из меди, применяют медь по ГОСТ 859, из латуни - кремнистую латунь по ГОСТ 17711, из алюминия - алюминиевые сплавы по ГОСТ 1583 и ГОСТ 4784. В соединении токоведущей арматуры с проводами из контактно-несовместимых материалов (например, бронза - алюминий, медь - алюминий, цинк - медь) применяют напыление контактных поверхностей арматуры соответствующим материалом.
5.2.2 В конструкции арматуры применяют:
- болты с шестигранной головкой по ГОСТ 7798 или с шестигранной уменьшенной головкой по ГОСТ 7796;
- шестигранные гайки по ГОСТ 5915;
- шайбы по ГОСТ 11371;
- шплинты по ГОСТ 397.
Болты и гайки диаметром резьбы до 12 мм, а также шайбы и шплинты применяют изготовленные только из коррозионно-стойкой стали по ГОСТ 5632, класс прочности болтов по ГОСТ 1759.0 (таблица 1) и гаек по ГОСТ 1759.0 (таблица 2) - не ниже группы 23.
Болты и гайки диаметром более 12 мм применяют изготовленные из углеродистых спокойных сталей с защитным металлическим покрытием класса прочности не ниже 5.6 по ГОСТ 1759.4 (таблица 3).
5.3 Комплектность
5.3.1 Комплектность арматуры устанавливают в технических условиях на арматуру конкретного типа.
5.3.2 Арматуру, состоящую из нескольких деталей, поставляют в собранном виде.
5.4 Маркировка
5.4.1 На арматуре должна быть нанесена маркировка, содержащая:
- год изготовления (две последние цифры);
- товарный знак или условное обозначение предприятия-изготовителя;
- на плашках соединительных зажимов, корпусах цанговых зажимов, стыковых зажимах контактного провода и несущего троса дополнительно должны быть указаны номинальные сечения проводов, для которых предназначены эти зажимы;
- условный номер арматуры в соответствии с техническими условиями на арматуру конкретного типа;
- буква "В" - для арматуры для контактной сети высокоскоростных участков.
5.4.2 Место нанесения маркировки устанавливают в технических условиях на арматуру конкретного типа.
5.4.3 Маркировку выполняют по ГОСТ 18620 или любым способом, не снижающим механические свойства арматуры и обеспечивающим ее четкость и прочность на весь период эксплуатации.
5.4.4 Маркировка транспортной тары должна быть выполнена по ГОСТ 14192 и нанесена яркой, несмываемой краской на боковой стороне ящика или на фанерном ярлыке.
5.5 Упаковка
5.5.1 Арматуру для транспортирования и хранения упаковывают в ящики по ГОСТ 2991. Масса каждого ящика не должна превышать 50 кг.
5.5.2 В каждый ящик должен быть вложен упаковочный лист с указанием:
- товарного знака или условного обозначения предприятия-изготовителя;
- номера технического условия или стандарта;
- года изготовления;
- условного номера арматуры и ее модификации;
- числа изделий в штуках.
6 Правила приемки
6.1 Общие положения
6.1.1 Для проверки соответствия арматуры требованиям настоящего стандарта проводят следующие виды испытаний:
- квалификационные;
- приемо-сдаточные;
- периодические;
- типовые.
Соответствие арматуры по показателям надежности контролируют при серийном выпуске в соответствии с методикой оценки показателей надежности по экспериментальным данным, приведенным в [1].
6.1.2 При необходимости арматуру допускается также подвергать типовым испытаниям, которые следует предусматривать:
- при изменении конструкции, применяемых материалов или технологии производства (если эти изменения могут оказать влияние на параметры и характеристики изделий);
- по требованию заказчика или основного потребителя (если эксплуатацией не подтверждаются показатели изделий, указанные в технической документации).
6.1.3 Допускается по согласованию с потребителем распространять результаты испытаний, полученные при квалификационных и периодических испытаниях на одном типоисполнении изделия, на другие типоисполнения того же изделия.
6.1.4 Выпуск арматуры осуществляют на основании положительных результатов квалификационных (для вновь освоенных изделий), приемо-сдаточных и периодических испытаний.
6.1.5 Испытания и виды контроля, подлежащие выполнению при приемо-сдаточных, квалификационных и периодических испытаниях, а также порядок отбора образцов - в соответствии с таблицей 6.
Результаты указанных в 6.1.1 видов испытаний считают положительными, если положительный результат получен по каждому из приведенных в таблице 6 испытаний и по каждому виду контроля.
Таблица 6 - Испытания и виды контроля, подлежащие выполнению при приемо-сдаточных, квалификационных и периодических испытаниях, а также порядок отбора образцов
Виды испытаний и проверок, порядок отбора образцов | Обозначение структурного элемента | Необходимость выполнения при испытаниях | |||
технических требований | методов контроля | квалифи- | приемо- | периоди- | |
1 Контроль соответствия требованиям к комплектности, маркировке и упаковке (0,5% арматуры от партии, но не менее 5 шт. для контроля комплектности и маркировки и 10% ящиков, но менее одного ящика - для контроля упаковки) | 5.3-5.5 | По 7.2 | + | + | - |
2 Испытание на соответствие требованиям к механическим нагрузкам (0,5% арматуры от партии, но не менее 5 шт.) | 5.1.1.1-5.1.1.6 | По 7.3 | + | + | + |
3 Контроль соответствия требованиям к массе (10% арматуры от партии, но не менее 10 шт.) | 5.1.1.2, 5.1.8.1 | По 7.4 | + | - | - |
4 Контроль соответствия требованиям к геометрическим размерам (0,5% арматуры от партии, но не менее 5 шт.) | 5.1.2.1-5.1.2.6, 5.1.4, 5.1.7, 5.1.8.1 | По 7.5 | + | - | - |
5 Контроль соответствия требованиям к сварным швам (0,5% арматуры от партии, но не менее 5 шт.) | 5.1.2.7 | По 7.6 | + | - | + |
6 Контроль соответствия требованиям к резьбе (10% арматуры от партии, но не менее 10 шт.) | 5.1.2.8, 5.1.4 | По 7.7 | + | - | - |
7 Контроль соответствия требованиям к покрытиям (число образцов по 7.8.1) | 5.1.2.9 | По 7.8 | + | - | + |
8 Испытание на соответствие требованиям к физико-химическим свойствам (1 шт. от партии) | 5.1.3 | По 7.9 | + | - | - |
9 Испытание на соответствие требованиям стойкости к затяжке болтов (0,5% арматуры от партии, но не менее 5 шт.) | 5.1.6.1 | По 7.10 | + | + | + |
10 Испытание на соответствие требованиям стойкости к протеканию тока (0,5% арматуры от партии, но не менее 3 шт.) | 5.1.6.2 | По 7.11 | + | - | + |
11 Испытание на соответствие требованиям стойкости к ударным нагрузкам (1 шт. от партии) | 5.1.6.3 | По 7.12 | + | - | - |
12 Испытание на соответствие требованиям стойкости к воздействию климатических факторов внешней среды (1 шт. от партии) | 5.1.6.4 | По 7.13 | + | - | - |
13 Контроль соответствия требованиям по экономному использованию сырья и материалов (1 шт. от партии) | 5.1.8 | По 7.14 | + | - | - |
14 Контроль соответствия требованиям технологичности (1 шт. от партии) | 5.1.9 | По 7.15 | + | - | - |
15 Контроль соответствия требованиям к сырью, материалам, покупным изделиям (1 шт. от партии) | 5.2 | По 7.16 | + | - | - |
Примечание - Знак "+" означает, что испытание (контроль) обязательны, знак "-" - что испытание (контроль) необязательны. | |||||
6.1.6 Испытания всех видов проводят на основании программ и методик испытаний, разрабатываемых по ГОСТ 2.106 и ГОСТ 33477.
6.2 Квалификационные испытания
6.2.1 Квалификационные испытания проводят при приемке установочной (головной) серии после освоения технологического процесса производства изделий в целях установления готовности предприятия к их производству, отвечающих требованиям технических условий на изделия конкретного типа.
Примечание - Квалификационные испытания носят статус периодических испытаний при приемке продукции вплоть до получения результатов очередных периодических испытаний.
6.2.2 Допускается засчитывать в качестве результатов квалификационных испытаний результаты приемочных испытаний опытных образцов при выполнении следующих условий:
- опытный образец был изготовлен по технологии, предусмотренной для серийного производства;
- комиссией, назначенной для приемки результатов опытно-конструкторской работы, не были даны рекомендации по доработке конструкции изделия, требующие проведения дополнительных испытаний.
Если перечисленные условия не соблюдены и результаты приемочных испытаний опытных образцов не могут быть зачтены полностью, то допускается при соответствующем техническом обосновании засчитывать результаты отдельных проверок или испытаний, на результатах которых несоблюдение перечисленных условий не отражается.
6.3 Приемо-сдаточные испытания
6.3.1 Арматура должна подвергаться приемо-сдаточным испытаниям сплошным контролем.
6.3.2 Порядок проведения приемо-сдаточных испытаний и оценки их результатов - по ГОСТ 15.309. При получении отрицательных результатов испытаний хотя бы по одному показателю арматуру бракуют.
6.4 Периодические испытания
6.4.1 Периодические испытания следует проводить не реже, чем один раз в год.
6.4.2 Периодические испытания проводят на одном образце изделия, отобранном методом "вслепую" по ГОСТ 18321 и прошедшем приемо-сдаточные испытания.
6.4.3 Порядок проведения периодических испытаний и оценки их результатов - по ГОСТ 15.309 (раздел 7).
6.5 Типовые испытания
6.5.1 Условия проведения типовых испытаний - по 6.1.2.
6.5.2 Необходимость организации типовых испытаний и их объем при изменении конструкции, применяемых материалов или технологии производства определяет изготовитель. Объем типовых испытаний, проводимых по требованию заказчика или основного потребителя, определяется требованиями заказчика или основного потребителя.
Допускается распространять на подлежащее типовым испытаниям типоисполнение изделия положительные результаты типовых испытаний других аналогичных типоисполнений того же изделия.
7 Методы испытаний
7.1 Общие требования
7.1.1 Испытания арматуры проводят в помещении с температурой окружающей среды от 10°С до 25°С. Во время испытаний скорость изменения температуры не должна превышать 1°С/ч, а ее абсолютное значение изменяться более чем на 3°С.
7.1.2 При испытаниях применяют поверенные средства измерений с пределом допускаемой погрешности или класса точности, указанные в таблице 7.
Таблица 7 - Требования к средствам измерений
Проверяемый параметр | Диапазон измеряемой | Средства измерения | |
величины | класс точности | предел допускаемой погрешности | |
Линейные размеры, мм | 0-1000 | 1 | - |
Напряжение, В | 0-12 | Не ниже 1,5 | - |
Сила тока, А | 0-750 | ||
Механическое усилие, кН | 0-60,0 | 2 | - |
Скорость воздушного потока (ветра), м/с | 0-1,0 | - | ±0,1 |
Угол поворота | До 180° включ. | - | ±1 |
Температура, °С | 10-150 | Не ниже 2,5 | - |
Время, с | До 10 включ. | - | 0,05 |
Масса, кг | До 50 включ. | Средний | - |
7.2 Контроль соответствия требованиям к комплектности, маркировке и упаковке
7.2.1 Контроль соответствия требованиям к комплектности, маркировке и упаковке проводят визуально при освещенности не менее 300 лк.
Массу ящика с арматурой определяют однократным взвешиванием на весах для статического взвешивания по ГОСТ 29329.
7.2.2 Результат контроля считают положительным, если:
- при визуальном осмотре не выявлено несоответствий требованиям 5.3, 5.4 и 5.5.2;
- значение массы ящика не превышает указанного в 5.5.1.
7.3 Испытание на соответствие требованиям к механическим нагрузкам
7.3.1 Образец для испытания на соответствие требованиям к механическим нагрузкам изготавливают путем соединения арматуры с отрезками проводов или тросов, для соединения которых она предназначена. Соединение выполняют в соответствии с конструкторской документацией на изделия конкретных типов. У арматуры с крепежом для затяжки болтов используют динамометрический ключ, момент затяжки должен соответствовать указанному в таблице 5.
7.3.2 Испытание проводят приложением однократной нагрузки к образцу, изготовленному по 7.3.1, на разрывной машине по схемам, приведенным в таблице 4. Нагружение проводят с постоянной скоростью в пределах от 20% до 25% разрушающей нагрузки в минуту.
7.3.3 У стыковых зажимов контактного провода при значениях нагрузки, равных 1,0 и 1,5 допустимой механической нагрузки, с помощью пластинчатых щупов измеряют зазор между торцами стыкуемых проводов.
7.3.4 Образец считают выдержавшим испытание, если:
- проскальзывание, срыв с арматуры или разрушение провода в соединении происходит при механических нагрузках равных или больших разрушающих;
- в стыковом зажиме значение зазора между торцами стыкуемых проводов не превышает указанного в 5.1.1.6.
7.3.5 Образцы арматуры, подвергавшиеся испытанию, утилизируют.
7.4 Контроль соответствия требованиям к массе
7.4.1 Массу образца арматуры определяют с помощью динамометра по ГОСТ 13837, при этом значение массы , кг, вычисляют по формуле
![]() , (1)
, (1)
где - показание динамометра, Н.
7.4.2 Результат контроля считают положительным, если значение массы, полученное по 7.4.1, не превышает указанных в 5.1.1.2.
7.5 Контроль соответствия требованиям к геометрическим размерам
7.5.1 Измерение габаритных, сопрягаемых и установочных размеров проводят с помощью штангенциркуля по ГОСТ 166, измерительной скобы по ГОСТ 11098, микрометра по ГОСТ 6507, глубиномера по ГОСТ 7470, нутромера по ГОСТ 10 и металлических линеек по ГОСТ 427.
7.5.2 Контроль расположения поперечного сечения арматуры, устанавливаемой на контактный провод, проводят шаблоном поочередно при установке одного и того же образца арматуры на отрезки контактного провода всех сечений, для соединения которых предназначена арматура данного типа. Проверку расположения поперечного сечения проводят шаблоном.
7.5.3 Размеры гнезд, пестиков и замков сферических шарнирных соединений арматуры проверяют проходным и непроходным калибрами по ГОСТ 27396.
7.5.4 Шероховатость поверхностей арматуры измеряют контактным профилографом-профилометром по ГОСТ 19300.
7.5.5 Контроль смещения центров отверстий проводят проходными калибрами ПР(11) по ГОСТ 24851, изготовленными по конструкторской документации на арматуру конкретных типов.
7.5.6 Результат контроля считают положительным, если:
- габаритные, сопрягаемые и установочные размеры, а также смещение центров отверстий, расположенных на одной оси в двойных проушинах, соответствуют указанным в технических условиях и(или) конструкторской документации на изделия конкретных видов;
- поперечное сечение арматуры, устанавливаемой на контактный провод, не выходит за пределы области, показанной на рисунке 1;
- размеры гнезд, пестиков и замков сферических шарнирных соединений соответствуют указанным в 5.1.2.4;
- значение шероховатости поверхности не превышает указанного в 5.1.2.5.
7.6 Контроль соответствия требованиям к сварным швам
Размеры сварных швов измеряют штангенциркулем по ГОСТ 3242 или специальными универсальными шаблонами (например, типа УШС). Контроль внешнего вида шва и наличия трещин проводят визуальным контролем с применением лупы типа ЛП по ГОСТ 25706 при освещенности не менее 500 лк.
7.7 Контроль соответствия требованиям к резьбе
Размеры резьбы и качество ее исполнения контролируют путем навинчивания (ввинчивания) предельных калибров по ГОСТ 24997. Навинчивание (ввинчивание) предельных калибров проводят динамометрическим ключом с моментом затяжки , Н·м, значение которого вычисляют по формуле
![]() , (2)
, (2)
где - диаметр резьбы, мм.
Результат контроля считают положительным, если предельный калибр свободно навинчивается (ввинчивается) по всей длине резьбы согласно конструкторской документации.
7.8 Контроль соответствия требованиям к покрытиям
7.8.1 Качество покрытий у арматуры из углеродистой стали, ковкого и высокопрочного чугуна контролируют:
- на двух образцах по ГОСТ 9.302 (раздел 2 и пункты 3.14, 5.4);
- на одном образце по ГОСТ 9.307;
- на трех образцах по ГОСТ 9.308 (метод 1).
7.8.2 Методы контроля качества покрытий, а также оценки результатов контроля - по национальным стандартам, указанным в 7.8.1.
7.9 Испытание на соответствие требованиям к физико-химическим свойствам
7.9.1 Для определения значения ударной вязкости образцы, изготовленные из арматуры, форма и размеры которых должны соответствовать типам 1-10 по ГОСТ 9454 (пункт 1.1), испытывают на ударную вязкость по ГОСТ 9454. Если размеры арматуры не позволяют изготовить образец по ГОСТ 9454, то изготавливают образец-свидетель соответствующего типа.
7.9.2 Образец считают выдержавшим испытание, если значение ударной вязкости, полученное по 7.9.1, не менее указанного в 5.1.3.
7.10 Испытание на соответствие требованиям стойкости к затяжке болтов
7.10.1 Образец для испытания на соответствие требованиям стойкости к затяжке болтов изготавливают путем соединения арматуры с отрезками проводов или тросов, для соединения которых она предназначена. Соединение выполняют в соответствии с конструкторской документацией на изделия конкретных типов. У арматуры с крепежом для затяжки болтов используют динамометрический ключ, момент затяжки применяют двукратный по отношению к указанному в таблице 5.
Образец выдерживают под нагрузкой не менее 5 мин, затем снимают нагрузку, разбирают образец и визуально контролируют детали арматуры на наличие трещин с применением лупы типа ЛП по ГОСТ 25706 при освещенности не менее 500 лк, после чего повторяют измерение размеров по 7.5.1 и 7.5.5.
7.10.2 Арматуру считают выдержавшей испытания, если не обнаружено остаточной деформации, трещин, выкрашивания и других признаков разрушения, а размеры соответствуют указанным в технических условиях и(или) конструкторской документации на изделия конкретных видов.
7.10.3 Образцы арматуры, подвергавшиеся испытанию, утилизируют.
7.11 Испытание на соответствие требованиям стойкости к протеканию тока
7.11.1 Образец для испытания на соответствие требованиям стойкости к протеканию тока изготавливают путем соединения арматуры с отрезками проводов или тросов, для соединения которых она предназначена. Используют новые неокисленные провода (тросы). Соединение выполняют в соответствии с конструкторской документацией на изделия конкретных типов. У арматуры с крепежом для затяжки болтов используют динамометрический ключ, момент затяжки должен соответствовать указанному в таблице 5.
Если арматура предназначена для проводов нескольких марок и номинальных сечений, то для определения коэффициента дефектности после нагрева допустимым длительным током и коэффициента дефектности после термического старения при изготовлении образца используют провода, допускающие наибольший ток, а при определении коэффициента дефектности по перегреву - наименьший.
7.11.2 Образец арматуры и целый отрезок провода подключают последовательно друг другу в цепь с источником постоянного тока с плавно регулируемым напряжением не более 12 В. Параллельно образцу подключают милливольтметр постоянного тока класса точности не ниже 0,5. Точки присоединения - по схемам, приведенным в таблице 8. Участки, на которых проводят измерение падения напряжения на проводе и на арматуре, должны находиться на расстоянии не менее 50 мм друг от друга.
Для измерения температуры предусматривают тепловизор со следующими характеристиками:
- диапазон измерения температуры от 10°С до 150°С;
- предел температурной чувствительности не менее 0,5°С;
- угловые размеры поля обзора от 0,08 до 0,65 рад;
- число элементов разложения по строке не менее 100;
- число строк в кадре не менее 100.
Подготовку поверхности образцов, а также установку и настройку тепловизора относительно объекта испытаний проводят в соответствии с руководством по эксплуатации тепловизора.
Вместо тепловизора допускается использовать иное средство измерения температуры с абсолютной погрешностью не более 0,5°С.
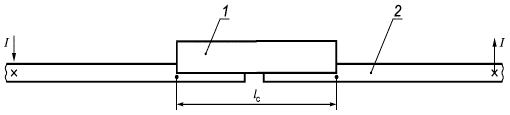
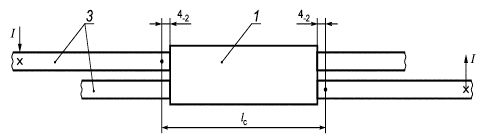
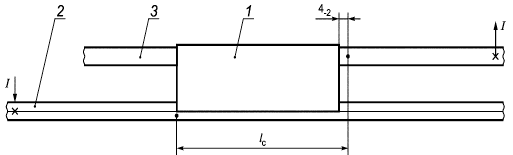
Таблица 8 - Схемы испытаний токоведущей арматуры
Вид соединения или ответвления проводов | Схема испытаний |
1 Стыковое соединение контактных проводов |
|
2 Нахлестное соединение или ответвление многопроволочного провода от многопроволочного |
|
3 Ответвление многопроволочного провода от контактного |
|
Примечание - 1 - арматура; 2 - контактный провод; 3 - многопроволочный провод; | |
7.11.3 Испытание выполняют в следующей последовательности:
а) включают источник тока и, регулируя напряжение, добиваются протекания в цепи тока, составляющего от 0,9 до 1,0 допустимого длительного тока для арматуры данного типа по таблице 2, при этом постоянно контролируют показания тепловизора или иного средства измерения температуры;
б) когда температура образца перестанет увеличиваться более чем на 1°С за 10 мин, фиксируют значения температуры образца арматуры и целого отрезка провода, а также значения падения напряжения на образце арматуры и целом отрезке провода;
в) источник питания тока отключают и охлаждают образец до температуры от 25°С до 30°С, для ускорения охлаждения при необходимости применяют вентиляторы;
г) включают источник тока и, регулируя напряжение, добиваются протекания в цепи тока, при котором установившаяся температура алюминиевого провода достигает 100°С, медного 120°С, длительность нагрева до указанных температур составляет не менее 180 с, при этом постоянно контролируют показания тепловизора или иного средства измерения температуры;
д) когда температура образца перестанет увеличиваться более чем на 1°С за 10 мин, источник питания тока отключают и охлаждают образец до температуры от 25°С до 30°С, для ускорения охлаждения при необходимости применяют вентиляторы;
е) повторяют действия по перечислениям г) и д) еще 49 раз;
ж) повторяют действия по перечислениям а) и б);
и) повторяют действия по перечислениям г) и д) до пятисотого цикла нагрева - охлаждения, при этом на 100, 450 и 500 циклах повторяют измерения значения температуры образца арматуры и целого отрезка провода как указано в перечислении б);
к) источник питания тока отключают и образец разбирают.
7.11.4 Значение коэффициента дефектности по перегреву вычисляют по формуле
![]() , (3)
, (3)
где и
- соответственно значения температуры образца арматуры и целого отрезка провода, °С, полученные при измерении по 7.11.3, перечисление б).
Значение коэффициента дефектности после нагрева допустимым длительным током вычисляют по формуле
![]() , (4)
, (4)
где и
![]() - соответственно значения падения напряжения на образце арматуры и целом отрезке провода, мВ, полученные при измерении по 7.11.3, перечисление б).
- соответственно значения падения напряжения на образце арматуры и целом отрезке провода, мВ, полученные при измерении по 7.11.3, перечисление б).
Значение коэффициента дефектности после термического старения на пятидесятом цикле вычисляют по формуле
![]() , (5)
, (5)
где и
![]() - соответственно значения температуры образца арматуры и целого отрезка провода на пятидесятом цикле, °С, полученные при измерении по 7.11.3, перечисление ж).
- соответственно значения температуры образца арматуры и целого отрезка провода на пятидесятом цикле, °С, полученные при измерении по 7.11.3, перечисление ж).
7.11.5 Проверяют выполнение неравенства
![]() , (6)
, (6)
где ,
![]() ,
, ![]() и
и ![]() - соответственно значения коэффициента дефектности после термического старения на 50, 100, 450 и 500 циклах нагрева - охлаждения, полученные при измерении по 7.11.3, перечисления ж) и и);
- соответственно значения коэффициента дефектности после термического старения на 50, 100, 450 и 500 циклах нагрева - охлаждения, полученные при измерении по 7.11.3, перечисления ж) и и);
- значение коэффициента дефектности по перегреву, полученное при измерении по 7.11.3, перечисление б), и обработке результатов по формуле (3).
7.11.6 Арматуру считают выдержавшей испытания, если:
- значения коэффициента дефектности по перегреву, коэффициента дефектности после нагрева допустимым длительным током и коэффициента дефектности после термического старения не превышают указанных в 5.1.6.2;
- выполняется неравенство (6).
7.11.7 Образцы арматуры, подвергавшиеся испытанию, утилизируют.
7.12 Испытание на соответствие требованиям стойкости к ударным нагрузкам
7.12.1 Испытание на соответствие требованиям стойкости к ударным нагрузкам проводят на образце, изготовленном посредством соединения струнового зажима со струной в соответствии с конструкторской документацией на зажим, с помощью колебательной установки, кинематическая схема которой приведена на рисунке 2.
Кулиса 6 представляет собой одну из составных частей колебательной установки, один конец которой шарнирно закреплен на оси электродвигателя 9, а второй связан с грузом 4 массой 10 кг, на котором жестко закреплен отрезок контактного провода 3 длиной от 200 до 300 мм. Груз 4 с проводом 3 подвешен на струне 2 длиной =(400±100) мм посредством испытываемого зажима 1. Струна 2 другим своим концом подвешена на пружине 5 жесткостью от 5000 до 10000 Н/м, закрепленной на неподвижном основании. Работа электродвигателя 9 обеспечивает непрерывно вертикальные перемещения груза 4 с частотой от 0,5 до 10 Гц и амплитудой A=(100±5) мм в течение 2 млн циклов.
После проведения циклического нагружения образца электродвигатель останавливают.
|

1 - испытываемый зажим; 2 - струна; 3 - контактный провод; 4 - груз; 5 - пружина; 6 - кулиса (7 - верхнее положение; 8 - нижнее положение); 9 - электродвигатель
Рисунок 2 - Кинематическая схема колебательной установки для испытания на соответствие требованиям стойкости к ударным нагрузкам
7.12.2 Проверку образца проводят визуально.
7.12.3 Образец считают выдержавшим испытания, если не происходит сдвига, срыва арматуры с провода и разрывов проволок струны.
7.12.4 Образцы арматуры, подвергавшиеся испытанию, утилизируют.
7.13 Испытание на соответствие требованиям стойкости к воздействию климатических факторов внешней среды
7.13.1 Испытание на стойкость к воздействию пониженной рабочей температуры среды проводят методом 203-1 по ГОСТ 20.57.406 (подраздел 2.18) при степени жесткости I. Продолжительность начальной стабилизации, конечной стабилизации и выдержки устанавливают в технических условиях на изделия конкретного типа.
Испытание на стойкость к воздействию повышенной рабочей температуры среды проводят методом 201-1.1 по ГОСТ 20.57.406 (подраздел 2.16) при степени жесткости I. Продолжительность начальной стабилизации, конечной стабилизации и выдержки устанавливают в технических условиях на изделия конкретного типа.
Испытание на стойкость к воздействию изменения температуры среды проводят методом 205-1 по ГОСТ 20.57.406 (подраздел 2.20). Число циклов - 50. Продолжительность начальной стабилизации, конечной стабилизации и выдержки при пониженной и повышенной температурах устанавливают в технических условиях на изделия конкретного типа.
7.13.2 После испытаний по 7.13.1 образец арматуры повторно подвергают испытаниям по 7.3. При положительных результатах этих испытаний арматуру считают соответствующей требованиям стойкости к воздействию климатических факторов внешней среды.
7.13.3 Образцы арматуры, подвергавшиеся испытанию, утилизируют.
7.14 Контроль соответствия требованиям по экономному использованию сырья и материалов
7.14.1 Соответствие требованиям по экономному использованию сырья и материалов в части массы контролируют по 7.4, а в части размеров - по 7.3.
7.14.2 Значение удельной массы , кг/кН, вычисляют по формуле
![]() , (7)
, (7)
где - значение массы, определенное по формуле (1), кг;
- значение допустимой механической нагрузки для данного вида арматуры по таблице 3, кН.
7.14.3 Арматуру считают соответствующей требованиям по экономному использованию сырья и материалов при одновременном выполнении следующих условий:
- положительных результатах контроля по 7.3 и 7.4;
- если значение удельной массы, полученное по 7.14.2 [формула (7)], не превышает указанного в технических условиях на изделия конкретных типов.
7.15 Контроль соответствия требованиям технологичности
Порядок контроля соответствия требованиям технологичности устанавливают в технических условиях на изделия конкретных типов.
7.16 Контроль соответствия требованиям к сырью, материалам, покупным изделиям
Контроль соответствия требованиям к сырью, материалам и покупным изделиям проводят путем анализа конструкторской документации на арматуру и сопроводительных документов на сырье, материалы и покупные изделия. В необходимых случаях дополнительно требуют протоколы испытания сырья, материалов или покупных изделий на соответствие действующим стандартам, а при отсутствии стандартов - техническим условиям.
8 Транспортирование и хранение
8.1 Транспортирование упакованной арматуры - любым видом транспорта.
8.2 Условия транспортирования в части воздействия климатических факторов должны соответствовать группе 8 (ОЖЗ) по ГОСТ 15150, в части воздействия механических факторов - группе Ж по ГОСТ 23216.
8.3 Арматуру хранят упакованной в ящики по ГОСТ 2991, в крытых складских помещениях при температуре от минус 5°С до плюс 40°С и относительной влажности до 95%. Условия хранения арматуры должны соответствовать группе 8 (ОЖЗ) по ГОСТ 15150.
9 Указания по эксплуатации
Резьбовые соединения должны быть застопорены гайками или другим способом, исключающим ослабление соединения при эксплуатации.
10 Гарантии изготовителя
Изготовитель гарантирует соответствие арматуры требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
Гарантийный срок эксплуатации 2 года.
Гарантийный срок исчисляют со дня ввода арматуры в эксплуатацию.
Допускается по согласованию с заказчиком устанавливать иные гарантийные сроки.
Библиография
[1] | Руководящий документ по стандартизации | Методические указания. Надежность в технике. Методы оценки показателей надежности по экспериментальным данным |
УДК 621.315.68:006.354 | МКС 45.040 | ОКПД2 27.33.13.130 | |
42.12.10 | |||
Ключевые слова: арматура железнодорожной контактной сети, общие технические условия | |||
Электронный текст документа
и сверен по:
, 2019

{kind=link}