ГОСТ 13610-79*
Группа Э12
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЖЕЛЕЗО КАРБОНИЛЬНОЕ РАДИОТЕХНИЧЕСКОЕ
Технические условия
Iron carbonyl for radiotechnical uses. Specification
ОКП 24 3652 0600
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам 19 января 1979 г. N 150 срок введения установлен с 01.01.80
Проверен в 1983 г. Постановлением Госстандарта от 23.12.83 N 6447 срок действия продлен до 01.01.90**
________________
** Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5/6, 1993 год). - .
ВЗАМЕН ГОСТ 13610-68
* ПЕРЕИЗДАНИЕ апрель 1984 г., с Изменением N 1, утвержденным в декабре 1983 г.; Пост. N 6448 от 23.12.83 (ИУС 4-84).
Настоящий стандарт распространяется на карбонильное радиотехническое железо, изготовленное в виде порошка с частицами сферической формы слоистой структуры, предназначенное для изготовления сердечников катушек индуктивности.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей категории качества.
(Измененная редакция, Изм. N 1).
1. МАРКИ
1.1. Карбонильное радиотехническое железо выпускают следующих марок:
Р-10 (ОКП 24 3652 0601), Р-20 (ОКП 24 3652 0602), Р-100Ф-1 (ОКП 24 3652 0603), Р-100Ф-2 (ОКП 24 3652 0605) - для сердечников катушек индуктивности радиоаппаратуры,
Пс (ОКП 24 3652 0604) - для сердечников катушек индуктивности проводной аппаратуры и радиоаппаратуры.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Карбонильное железо должно изготовляться в соответствии с требованиями настоящего стандарта и по технической документации, утвержденной в установленном порядке.
2.2. Электромагнитные параметры определяют на образцах стержневых и кольцевых сердечников, изготовленных из порошка карбонильного железа.
2.3. Электромагнитные параметры стержневых и кольцевых сердечников должны соответствовать нормам, указанным в табл.1.
Таблица 1
Норма для марки | |||||
Наименование параметра | Р-10 | Р-20 | Р-100Ф-1 | Р-100Ф-2 | |
1. Относительная добротность, | 1,85 | 2,00 | 1,10 | 1,10 | 2,00 |
2. Эффективная магнитная проницаемость, | 2,90 | 2,95 | 1,60 | 1,60 | 2,90 |
3. Относительная начальная магнитная проницаемость, | 13,0-15,0 | 12,0-14,0 | 10,0-12,0 | 10,0-12,0 | 11,0-13,0 |
4. Температурный коэффициент магнитной проницаемости | 25-180 | 20-150 | Не более 80 | 50-150 | 25-110 |
5. Массовая доля углерода, %, не более | - | - | - | - | 0,8 |
Примечание. Нормы по подпунктам 1 и 2 таблицы для марок Р-10, Р-20 и установлены при частоте 5 МГц, для марок Р-100Ф-1 и Р-100Ф-2 при частоте 50 МГц.
2.4. Карбонильное железо должно использоваться в интервале температур от минус 60 до плюс 100 °С и в следующем диапазоне частот: марки Р-10 до 10 МГц, марок Р-20 и до 20 МГц, марок Р-100Ф-1, Р-100Ф-2 до 100 МГц.
2.5. Физико-химический состав порошков карбонильного железа для марок Р-10, Р-20, Р-100Ф-1, P-100Ф-2 и приведен в справочном приложении.
2.3.-2.5. (Измененная редакция, Изм. N 1).
2.6. По истечении гарантийного срока хранения карбонильное железо анализируют перед каждым применением на соответствие требованиям настоящего стандарта и при установлении соответствия может быть использовано по назначению.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Предельно допустимая концентрация порошка карбонильного железа в воздухе рабочей зоны - 4 мг/м. Класс опасности 3 в соответствии с ГОСТ 12.1.007-76.
3.2. Порошок карбонильного железа, взвешенный в воздухе, вызывает раздражение слизистых оболочек глаз и верхних дыхательных путей.
3.3. Карбонильное железо через неповрежденную кожу не проникает, кумулятивными свойствами не обладает.
3.4. В воздушной среде и сточных водах карбонильное железо токсичных соединений не образует.
3.5. Карбонильное железо - пожаро-, взрывобезопасное вещество. Температура самовоспламенения 600 °С.
3.6. Работы с карбонильным железом проводят в помещениях с приточно-вытяжной вентиляцией. Кратность обмена воздуха в помещении в час не менее 5.
3.7. При работе с карбонильным железом применяют индивидуальные средства защиты: резиновые перчатки по ГОСТ 20010-74*, перчатки из трикотажного полотна по ГОСТ 1108-74, хлопчатобумажные халаты по ГОСТ 12.4.131-83 и ГОСТ 12.4.132-83, респираторы ШБ-1 "Лепесток" по ГОСТ 12.4.028-76 или другого типа с аналогичными свойствами.
______________
* На территории Российской Федерации действует ГОСТ 20010-93. - .
Разд.3. (Измененная редакция, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Приемку карбонильного железа проводят по ГОСТ 3885-73.
За партию принимают количество усредненного порошка карбонильного железа одной марки массой до 1000 кг.
Каждая партия карбонильного железа должна сопровождаться документом о качестве, содержащим:
наименование предприятия-изготовителя или его товарный знак;
наименование продукта;
номер партии;
массу брутто и нетто;
дату изготовления;
обозначение настоящего стандарта;
результаты проведенных испытаний или подтверждение о соответствии качества продукта требованиям настоящего стандарта;
номер барабана, бочки.
(Измененная редакция, Изм. N 1).
4.2. Если партия состоит из трех и менее единиц продукции, пробу отбирают из каждой единицы.
4.3. Приемку партии проводят по результатам испытаний сердечников, изготовленных из отобранной пробы порошка.
Партия считается годной, если электромагнитные параметры пяти стержневых и трех кольцевых сердечников удовлетворяют требованиям настоящего стандарта.
Если электромагнитные параметры хотя бы одного из сердечников не соответствуют требованиям настоящего стандарта, проводят повторное испытание партий на сердечниках, изготовленных из пробы, взятой от удвоенного количества единиц продукции или (при малых партиях) от удвоенного количества общей пробы той же партии по всем показателям.
Результаты повторного испытания являются окончательными и распространяются на всю партию.
4.4. Карбонильное железо должно подвергаться приемо-сдаточным испытаниям.
Приемо-сдаточным испытаниям подвергают каждую партию карбонильного железа по всем параметрам, указанным в табл.1.
4.3, 4.4. (Измененная редакция, Изм. N 1).
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Отбор проб карбонильного железа проводят по ГОСТ 3885-73 с помощью металлического щупа. Масса средней пробы - 0,8 кг.
5.2. Определение относительной добротности и эффективной магнитной проницаемости
5.2.1. Приборы, посуда, материалы, реактивы и образцы
Пресс гидравлический, обеспечивающий удельное давление прессования до 981·10 Па (10 т/см
).
Пресс-форма для изготовления стержневых сердечников при удельном давлении прессования не менее 588·10 Па (6 т/см
).
Термостат, обеспечивающий температуру нагрева не менее 150 °С с автоматической регулировкой температуры.
Измеритель добротности по ГОСТ 11286-69 типа Е4-7 для частоты 5 МГц и типа Е4-Т1 для частоты 50 МГц или другого типа с погрешностью измерения не более: для частоты 5 МГц по индуктивности 6%, по добротности 10%, для частоты 50 МГц по индуктивности 10%, по добротности 15%.
Аттестованные стандартные образцы для определения относительной добротности и эффективной магнитной проницаемости в форме стержневых сердечников.
Относительная добротность и эффективная магнитная проницаемость стандартных образцов в форме стержневых сердечников при аттестации должны соответствовать нормам, указанным в табл.1.
Предельная погрешность для стандартных образцов при определении не должна быть более: относительной добротности - 4%, эффективной магнитной проницаемости - 1%.
Допустимое изменение для стандартных образцов за 1 год по относительной добротности ±0,1%, по эффективной магнитной проницаемости ±0,05%.
Стандартные образцы маркируют цветной полосой в соответствии с требованиями табл.2.
Таблица 2
Марка железа | Р-10 | Р-20 | Р-100Ф-1 | Р-100Ф-2 | |
Цвет полосы | Белая | Красная | Синяя | Зеленая | Желтая |
Стандартные образцы, используемые при испытаниях, изготовляет предприятие-изготовитель карбонильного железа и после аттестации рассылает предприятиям-потребителям (по требованию).
Аттестацию стандартных образцов проводят в соответствии с ГОСТ 8.315-78 не реже одного раза в 2 года.
Провод ЛЭШО 20х0,05 по ГОСТ 16186-74.
Провод ПЭВ-2-0,25 по ГОСТ 7262-78.
Сито, изготовленное из латунной сетки N 056 или 063 по ГОСТ 3584-73.
Шпатель стальной или фарфоровый по ГОСТ 9147-80.
Чашка фарфоровая по ГОСТ 9147-80.
Эксикатор по ГОСТ 25336-82.
Катушка измерительная для частоты 5 МГц (черт.1) и для частоты 50 МГц (черт.2). Параметры катушки должны соответствовать указанным в табл.3.
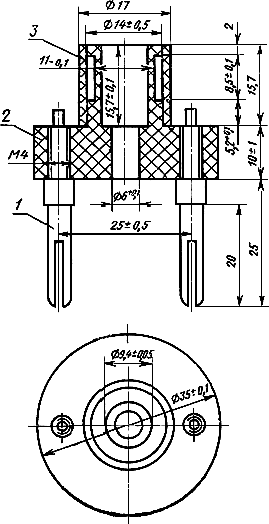
1 - штекер;
2 - каркас;
3 - кожух
Ч
ерт.1
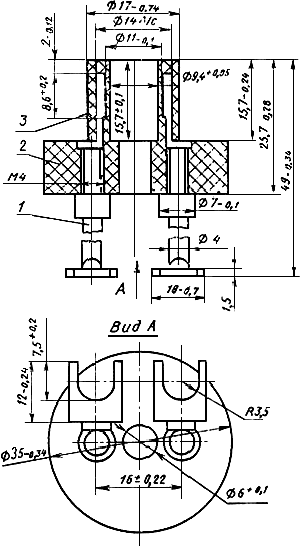
1 - штекер;
2 - каркас;
3 - кожух
Черт.2
Таблица 3
Частота, МГц | Добротность | Резонансная емкость, пФ | Число витков | Марка провода | Число секций | Материал каркаса | |
при аттестации стандартных образцов | при контрольных испытаниях | ||||||
50 | 134±2 | 134±15 | 65±5 | 2,5 | ПЭВ 2-0,25 | Полистирол | |
5 | 113±2 | 113±10 | 290±8 | 17,5-18,5 | ЛЭШО 20х0,05 | ||
Лак бакелитовый по ГОСТ 901-78, марок ЛБС-1 и ЛБС-4.
Спирт этиловый ректификованный технический по ГОСТ 18300-72*.
________________
* На территории Российской Федерации действует ГОСТ 18300-87. Здесь и далее. - .
Ацетон по ГОСТ 2768-79.
Кислота ортофосфорная по ГОСТ 10678-76.
(Измененная редакция, Изм. N 1).
5.2.2. Подготовка стандартных и испытуемых образцов сердечников стержневой формы
5.2.2.1. Подготовка пресс-массы для изготовления образцов.
Для получения пресс-массы на первичный порошок карбонильного железа наносят двойной слой изоляции.
Для нанесения первого слоя изоляции 0,7-0,8 г ортофосфорной кислоты и 60-70 г ацетона, взвешенных с погрешностью не более 0,01 г, помещают в фарфоровую чашку и при непрерывном перемешивании засыпают 350 г порошка карбонильного железа (марок Р-10, Р-20 или Пс).
Перемешивают при температуре от 15 до 35 °С до полного высыхания смеси.
Для нанесения второго слоя изоляции бакелитовый лак в количестве 4% по массе порошка, в пересчете на сухой остаток лака, взвешивают с погрешностью не более 0,01 г в фарфоровой чашке.
Туда же добавляют 150-170 мл этилового спирта и при непрерывном перемешивании засыпают полученный порошок с первым слоем изоляции или железо марки Р-100Ф-1 или Р-100Ф-2.
Перемешивание смеси проводят до полного высыхания при температуре от 15 до 35 °С. Затем порошок просеивают через сито.
5.2.2.2. Изготовление стержневых сердечников.
6-8 г пресс-формы, полученной по п.5.2.2.1, засыпают в пресс-форму и прессуют сердечник при удельном давлении 588·10 Па (6 т/см
).
Прессованные сердечники выдерживают 4 ч при температуре от 15 до 35 °С, после чего помещают в термостат, нагревают 1 ч до 130±2 °С и выдерживают при этой температуре 1 ч. Затем термостат выключают и, не вынимая сердечники, постепенно охлаждают их до температуры от 15 до 35 °С. Термообработанные стержневые сердечники должны иметь диаметр 9,25±0,05 мм и длину 19+0,3 мм. Если длина сердечника превышает указанную величину, то допускается довести ее до нормы методом шлифования.
5.2.2.1, 5.2.2.2. (Измененная редакция, Изм. N 1).
5.2.3. Подготовка к испытаниям
5.2.3.1. Перед каждым измерением относительной добротности и эффективной магнитной проницаемости испытуемых стержневых сердечников проводят поверку измерителя добротности при помощи аттестованных стандартных образцов.
Для поверки измерителя добротности проводят определение относительной добротности и эффективной магнитной проницаемости аттестованных стандартных образцов в соответствии с пп.5.2.1; 5.2.3; 5.2.4.
Измеритель добротности пригоден для определения контрольных испытаний, если:
при частоте 5 МГц коэффициент отличается от единицы не более чем на ±10%, коэффициент
- не более чем на ±6%;
при частоте 50 МГц коэффициент отличается от единицы не более чем на ±15%, коэффициент
- не более чем на ±10%.
5.2.4. Проведение испытаний
Определение относительной добротности и эффективной магнитной проницаемости проводят с помощью измерителя добротности на образцах стержневых сердечников, изготовленных по п.5.2.2.2.
Измерения проводят на частоте 5 МГц для железа марок Р-10, Р-20 и Пс и на частоте 50 МГц для железа марок Р-100Ф-1, Р-100Ф-2.
При измерении фиксируют показания измерительной катушки с сердечником и без него.
5.2.5. Обработка результатов
Относительную добротность () вычисляют по формуле
![]() ,
,
где - добротность катушки;
- добротность катушки с испытуемым сердечником;
- коэффициент относительной добротности стандартного образца, равный отношению относительной добротности стандартного образца, согласно свидетельству об аттестации, к измеренной относительной добротности стандартного образца.
Эффективную магнитную проницаемость () определяют по формуле
![]() ,
,
где - резонансная емкость катушки в пФ;
- резонансная емкость катушки с испытуемым сердечником в пФ;
- коэффициент эффективной магнитной проницаемости стандартного образца, равный отношению эффективной магнитной проницаемости стандартного образца, согласно свидетельству об аттестации, к измеренной эффективной магнитной проницаемости стандартного образца.
5.2.4, 5.2.5. (Измененная редакция, Изм. N 1).
5.3. Определение относительной начальной магнитной проницаемости
5.3.1. Приборы, посуда, материалы, реактивы
Пресс гидравлический, обеспечивающий удельное давление прессования до 981·10 Па (10 т/см
).
Пресс-форма для изготовления кольцевых сердечников при удельном давлении прессования не менее 784·10 Па (8 т/см
).
Измеритель индуктивности универсального типа Е7-11 или другого типа с погрешностью измерения не более ±5%.
Провод ЛЭШО 20х0,05 по ГОСТ 16186-74.
Сито, изготовленное из латунной сетки N 056 или 063 по ГОСТ 3584-73.
Шпатель стальной или фарфоровый по ГОСТ 9147-80.
Чашка фарфоровая по ГОСТ 9147-80.
Эксикатор по ГОСТ 25336-82.
Лак бакелитовый марок ЛБС-1 или ЛБС-4 по ГОСТ 901-78.
Спирт этиловый ректификованный технический по ГОСТ 18300-72.
Ацетон по ГОСТ 2768-79.
Кислота ортофосфорная по ГОСТ 10678-76.
5.3.2. Подготовка к испытаниям
5.3.2.1. Изготовление кольцевых сердечников.
Кольцевые сердечники испытуемых образцов изготовляют из пресс-массы, полученной по п.5.2.2.1.
30-35 г пресс-массы засыпают в пресс-форму и прессуют сердечник при удельном давлении 784·10 Па (8 т/см
).
Дальнейшую обработку прессованных сердечников, изготовленных из карбонильного железа марок Р-10, Р-20, Р-100Ф-1 и Р-100Ф-2, проводят в соответствии с п.5.2.2.2.
Прессованные сердечники, изготовленные из карбонильного железа марки П, термообрабатывают, как указано в п.5.2.2.2.
Готовые кольцевые сердечники должны иметь внутренний диаметр 28±0,1 мм, наружный диаметр 44±0,1 мм и высоту 7,2±0,4 мм. Если высота сердечника превышает указанную величину, то допускается довести ее до нормы методом шлифования.
5.3.3. Проведение испытаний
Определение относительной начальной магнитной проницаемости проводят по методике, утвержденной в установленном порядке, на образцах кольцевых сердечников, изготовленных по п.5.3.2, при условиях измерений, приведенных в табл.4 подпункт 1.
Таблица 4
Наименование параметра | Число витков провода | Особенности обмотки | Частота при испытании, кГц | Напряженность магнитного поля, А/м |
1. Относительная начальная магнитная проницаемость | 80 | Однослойная. Под обмоткой один слой фторопластовой ленты или конденсаторной бумаги шириной 4-8 мм, толщиной 20-100 мкм в полнахлеста | 1-300 | До 80 |
2, 3. (Исключены, Изм. N 1). | ||||
4. Температурный коэффициент магнитной проницаемости при температуре 30-100 °С | 30 | - | 500-3000 | При любом значении, не более 40 |
Примечание. При измерении электромагнитных параметров кольцевых сердечников концы обмотки лудят.
5.3.1.-5.3.3. (Измененная редакция, Изм. N 1).
5.4.-5.4.4. (Исключены, Изм. N 1).
5.5. Определение температурного коэффициента магнитной проницаемости
5.5.1. Посуда, материалы и реактивы - по п.5.3.1 со следующим дополнением.
Установка для измерения температурных коэффициентов индуктивности, изготовленная по документации, утвержденной в установленном порядке.
5.5.2. Проведение испытания
Определение температурного коэффициента магнитной проницаемости проводят по методике, утвержденной в установленном порядке на образцах кольцевых сердечников, изготовленных в соответствии с п.5.3.2.1, при условиях измерений, приведенных в табл.4 подпункт 4.
5.5.1.-5.5.2. (Измененная редакция, Изм. N 1).
5.6. Определение массовой доли углерода
5.6.1. Определение массовой доли углерода железа марки проводят по ГОСТ 22536.1-77* со следующим дополнением: порошок сжигают в токе кислорода при температуре не ниже 1300 °С. В качестве плавня допускается использовать свинец по ГОСТ 22861-77*.
______________
* На территории Российской Федерации действуют ГОСТ 22536.1-88 и ГОСТ 22861-93, соответственно. - .
При этом в установку после промывной склянки с серной кислотой помещают колонку, заполненную кусочком едкого кали, над которым находится стеклянная вата. Промывную склянку с раствором двухромового калия в серной кислоте в установку не помещают.
5.6.2. Определение массовой доли углерода с помощью экспресс-анализатора типа АН 7529 или другого типа с такой же погрешностью - по соответствующим инструкциям к приборам.
5.6.-5.6.2. (Введены дополнительно, Изм. N 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Карбонильное железо упаковывают в барабаны по ГОСТ 5044-79, тип I, исполнение Б.
Допускается упаковка продукта в бочки пластмассовые, барабаны стальные вместимостью до 50 дм, изготовленные по нормативно-технической документации, утвержденной в установленном порядке.
Внутреннюю поверхность барабанов окрашивают бакелитовым лаком.
Наружную поверхность барабанов вместимостью до 50 дм окрашивают краской, несмываемой водой.
Барабаны (ГОСТ 5044-79) закрывают крышками, которые для обеспечения герметизации раскатывают в отверстиях горловины.
Крышки для барабанов (вместимостью до 50 дм), изготовленных по нормативно-технической документации, утвержденной в установленном порядке, герметизируют прокладкой диаметром 400х370 мм, толщиной 3-10 мм из резины любой марки.
Крышки для барабанов (вместимостью до 10 дм), изготовленных по нормативно-технической документации, утвержденной в установленном порядке, заворачивают полиэтиленовой лентой с липким слоем по ГОСТ 20477-75* или хлопчатобумажной тканью, промазанной бакелитовым лаком.
______________
* На территории Российской Федерации действует ГОСТ 20477-86. - .
Барабаны вместимостью до 10 дм по ГОСТ 5044-79 и изготовленные по нормативно-технической документации, утвержденной в установленном порядке, помещают в деревянные ящики, изготовленные по нормативно-технической документации, размеры которых указаны в табл.5.
Таблица 5
Внутренние размеры ящика, мм | Вместимость ящика | Предель- | Толщина стенок (боковых, дна, крышки), мм | Ширина стенок (боковых, дна, крышки), мм | Размеры сечения бруска, мм | Планка | |||
длина | ширина | высота | коли- чество, шт. | размеры сечения, мм | |||||
250±10 | 250±10 | 320+5 | 1 | 50 | 10-16 | 50-100 | 30х30 | 4 | 13х40 |
Барабаны стальные вместимостью до 50 дм, изготовленные по нормативно-технической документации, утвержденной в установленном порядке, используют для упаковки карбонильного железа, предназначенного для экспорта, без транспортной упаковки.
6.2. На каждый барабан или бочку прикрепляют ярлык или наносят трафарет с указанием:
товарного знака предприятия-изготовителя;
наименования продукта и его марки;
номера партии;
номера бочки, барабана;
даты изготовления;
массы нетто и брутто;
обозначения настоящего стандарта.
Трафарет наносят эмалевой краской, несмываемой водой.
6.3. Транспортная маркировка - по ГОСТ 14192-77* с указанием манипуляционных знаков "Верх, не кантовать", "Герметичная упаковка".
________________
* На территории Российской Федерации действует ГОСТ 14192-96. Здесь и далее. - .
Транспортная маркировка барабанов емкостью 50 дм, предназначенных для экспорта, - по ГОСТ 14192-77, разд.5.
6.4. Карбонильное железо транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Транспортирование карбонильного железа железнодорожным транспортом проводят в крытых транспортных средствах.
Транспортирование карбонильного железа осуществляют в универсальных контейнерах по ГОСТ 18477-79, а пакетами - в соответствии с ГОСТ 21929-76, ГОСТ 24597-81. При пакетировании используют деревянные плоские поддоны по ГОСТ 9557-73* размером 800x1200 мм. Масса пакета не более 1,0 т. Для крепления используется лента холоднокатаная из низкоуглеродистой стали по ГОСТ 503-81 или проволока стальная низкоуглеродистая общего назначения по ГОСТ 3282-74. Средства крепления тарно-штучных грузов в пакетах по ГОСТ 21650-76, приложение 1.
______________
* На территории Российской Федерации действует ГОСТ 9557-87. - .
6.5. Карбонильное железо хранят в крытых складских помещениях предприятия-изготовителя или потребителя в герметично закрытой таре предприятия-изготовителя.
6.1.-6.5. (Измененная редакция, Изм. N 1).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Гарантийный срок хранения карбонильного железа:
марок Р-10, Р-20, Пс и Р-100Ф-1 - 1 год,
марки Р-100Ф-2 - 2 года со дня изготовления.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
Параметры и физико-химический состав порошков карбонильного железа
Марка железа | Массовая доля, % | Средний диаметр частиц, мкм | Коэффи- | Коэффи- | Коэффициент остаточных потерь | ||||
Углерод | Азот | Кислород | Железо | Фосфор | |||||
Р-10 | 0,8-1,2 | 0,7-1,0 | 0,8-1,2 | 97,70-96,60 | - | 3,5 | 3,0-5,0 | 2,0-3,5 | 0,15-0,25 |
Р-20 | 0,7-0,9 | 0,6-0,9 | 0,8-1,2 | 97,90-97,00 | - | 2,5 | 1,5-2,5 | 2,0-3,0 | 0,05-0,10 |
Р-100Ф-1 | 0,8-1,0 | 0,7-1,2 | 0,8-1,2 | 97,65-96,45 | 0,05-0,15 | 1,3 | 1,0-1,8 | 0,5-1,2 | 0,05-0,10 |
Р-100Ф-2 | 0,8-1,0 | 0,7-1,2 | 0,8-1,2 | 97,65-96,45 | 0,05-0,15 | 1,5 | 1,2-2,0 | 0,8-2,5 | 0,05-0,15 |
П | 0,6-0,8 | 0,5-0,8 | 0,8-1,2 | 98,10-97,20 | - | 2,2 | Не более 1,5 | Не более 3,5 | Не более 0,20 |
Карбонильное железо выпускают в виде первичных и фосфатированных порошков.
Первичное железо представляет собой высокодисперсный порошок, состоящий в основном из частиц сферической формы, слоистой структуры.
Фосфатированное железо изготовляют обработкой первичного железного порошка ортофосфорной кислотой для создания на частицах изоляционной пленки фосфата железа, обеспечивающей повышенную стабильность электромагнитных параметров сердечников катушек индуктивности.
Указанные параметры порошков карбонильного железа гарантируются технологией их производства.
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1984
{kind=link}