ГОСТ IEC 60900-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАБОТА ПОД НАПРЯЖЕНИЕМ
Ручные инструменты для работ под напряжением до 1000 В переменного и 1500 В постоянного тока. Общие требования и методы испытаний
Working live. Hand tools used for working live up to 1000 V AC and 1500 V DC. General requirements and test method
МКС 13.260
Дата введения 2020-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Акционерным обществом "ИНТЕРСКОЛ" (АО "ИНТЕРСКОЛ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 262 "Инструмент механизированный и ручной"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 октября 2019 г. N 123-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 октября 2019 г. N 1116-ст межгосударственный стандарт ГОСТ IEC 60900-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2020 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60900:2018* "Работа под напряжением. Ручные инструменты для работ под напряжением до 1000 В переменного и 1500 В постоянного тока" ("Live working - Hand tools for use up to 1 000 V AC and 1500 V DC", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом Межгосударственной электротехнической комиссии IEC/TC 116 "Безопасность ручного электрического механизированного инструмента".
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий стандарт, имеются в Федеральном информационном фонде стандартов.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 Настоящий межгосударственный стандарт взаимосвязан с техническими регламентами Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", ТР ТС 004/2011 "О безопасности низковольтного оборудования" и реализует их требования безопасности
7 ВЗАМЕН ГОСТ 11516-94
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на изолированные, изолирующие ручные инструменты, применяемые для работ под напряжением или вблизи токоведущих частей при номинальном напряжении не более 1000 В переменного тока и 1500 В постоянного тока (далее - инструменты).
Инструменты, изготовленные в соответствии с настоящим стандартом, способствуют повышению безопасности пользователей в случае их применения квалифицированными специалистами в соответствии с безопасными методами работы и инструкциями по эксплуатации (при необходимости).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание ссылочного стандарта (включая все к нему изменения).
IEC 60060-1:2010, High-voltage test techniques - Part 1: General definitions and test requirements (Методы испытаний высоким напряжением. Часть 1. Общие определения и требования к испытаниям)
IEC 61318, Live working - Conformity assessment applicable to tools, devices and equipment (Работы под напряжением. Оценка соответствия, применимая к инструментам, устройствам и оборудованию)
IEC 61477, Live working - Minimum requirements for the utilization of tools, devices and equipment (Работы под напряжением. Минимальные требования к эксплуатации инструментов, устройств и оборудования)
ISO 1174-1, Assembly tools for screws and nuts - Driving squares - Part 1: Driving squares for hand socket tools (Инструменты крепежные для винтов и гаек. Переходные квадраты. Часть 1. Переходные квадраты для ручных торцевых инструментов)
3 Термины и определения
В настоящем стандарте применены термины по IEC 61318, а также термины с соответствующими определениями:
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- электронная база терминов IEC доступна по адресу http://www.electropedia.org/;
- электронная база терминов ISO: доступна по адресу http://www.iso.org/obp.
Примечание - Для определений общих терминов в настоящем стандарте следует упомянуть серию стандартов IEC 60050 или специальные определения, указанные в IEC 60743.
3.1 ручной инструмент (hand tool): Инструмент, удерживаемый вручную.
Примечание 1 - Инструменты могут быть изолированные, изолирующие или гибридные (см. приложение А).
Примечание 2 - Данными инструментами являются отвертки, плоскогубцы, гаечные ключи, ножницы или ножи.
Примечание 3 - Инструменты предназначены для защиты пользователя от поражения электрическим током.
3.1.1 гибридный инструмент (hybrid hand tool): Инструмент, изготовленный из электроизоляционного(ых) материала(ов) с открытыми токоведущими частями на рабочей головке.
Примечание - Гибридные инструменты могут иметь некоторые незащищенные токоведущие части, используемые для армирования.
3.1.2 изолированный инструмент (insulated hand tool): Инструмент, изготовленный из токоведущих материалов, полностью или частично покрытый электроизоляционным(и) материалом(ами).
3.1.3 изолирующий инструмент (insulating hand tool): Инструмент, полностью изготовленный из электроизоляционных материалов или имеющий вставки из токоведущих материалов, используемых для армирования, но не имеющий открытых токоведущих частей.
3.2 рабочая головка (working head): Часть головки инструмента, которая ограничена рабочей поверхностью и областью контакта.
Примечание - См. рисунки 5 и 7.
4 Требования
4.1 Общие требования
4.1.1 Безопасность
Инструменты должны быть спроектированы и изготовлены таким образом, чтобы они защищали пользователя от поражения электрическим током.
Примечание 1 - Изолирующие инструменты минимизируют риск короткого замыкания между двумя частями с разными потенциалами.
Примечание 2 - Гибридные инструменты минимизируют риск короткого замыкания между двумя частями с разными потенциалами.
Примечание 3 - Изолированные инструменты, полностью покрытые электроизоляционным материалом, за исключением токоведущей части рабочей поверхности, минимизируют риск короткого замыкания между двумя частями с разными потенциалами.
Приведенные далее требования составлены для того, чтобы инструменты, на которые распространяется настоящий стандарт, были спроектированы и изготовлены для обеспечения безопасности пользователей при условии использования квалифицированными специалистами в соответствии с методами безопасной работы и инструкциями по эксплуатации (при необходимости).
4.1.2 Рабочие характеристики
Механические характеристики для изолированных инструментов должны удовлетворять требованиям соответствующих стандартов ISO, а при их отсутствии стандартам, указанным изготовителем или заказчиком (например, национальным стандартам). Механические характеристики рабочих частей инструмента должны сохраняться после нанесения изоляционного слоя.
Изолирующие и гибридные инструменты, предназначенные для работы под напряжением, могут иметь более низкую устойчивость к напряжению, чем изолированные инструменты, но они должны выдерживать ожидаемые рабочие нагрузки с учетом остаточной деформации или разрушения. Эти инструменты могут быть оснащены устройствами, ограничивающими применяемые к ним рабочие нагрузки, например с помощью скользящих муфт (см. приложение В).
4.1.3 Комбинированные инструменты
Если конструкция изолирующих (не изолированных) и гибридных инструментов обеспечивает отсутствие электрической связи между двумя рабочими органами, то допускается ее использование в качестве комбинированных инструментов, таких как накидные гаечные ключи, ключи для винтов с внутренним шестигранником, двусторонние гаечные ключи с внутренним шестигранником, двусторонние гаечные ключи с открытым зевом и т.д.
4.1.4 Маркировка
Маркировка должна быть четко различима человеком с нормальным или скорректированным зрением без дополнительного увеличения.
Каждый инструмент и/или его компонент должны иметь четкую и нестираемую маркировку со следующими указаниями:
- на электроизоляционном материале или на металлической части:
- информация о изготовителе [наименование изготовителя и/или его товарный знак];
- на электроизоляционном материале:
- модель/тип;
- дата изготовления (месяц и по крайней мере две последние цифры года),
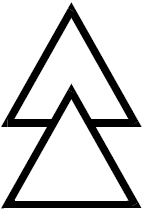
- символ "двойной треугольник" (IEC 60417-5216:2002-10), который подходит для работы под напряжением (см. приложение С).
Примечание - Для символа точное отношение высоты фигуры к основанию треугольника составляет 1,43:1. Для удобства это отношение может быть заменено на значение между 1,4 и 1,5;
- указание 1000 В (т.е. максимальное рабочее значение электрического напряжения для переменного тока), находящееся непосредственно рядом с символом "двойной треугольник" (см. рисунок 1);
|
Рисунок 1 - Маркировка максимального рабочего напряжения рядом с символом "двойной треугольник" (IEC 60417-5216:2002-10)
- обозначение IEC 60900, непосредственно примыкающее к символу "двойной треугольник";
- для инструментов, предназначенных для использования при чрезвычайно низкой температуре, - буква "С" (см. 4.2.2);
- дополнительная маркировка для инструментов, которые могут быть собраны и спроектированы для взаимозаменяемости между различными производителями (см. 4.3.1.3.2);
- дополнительная маркировка, указанная клиентом (например, собственный знак).
Инструменты не должны иметь маркировки напряжения, кроме приведенных выше.
Примечание - Например, нанесение на маркировку испытательного напряжения может привести к предположению, что инструмент подходит для работы при данном значении напряжения.
Другие характеристики или информация, не требуемые на рабочем месте, например год публикации стандарта, должны быть указаны на изделии или его упаковке другими средствами, такими как закодированная информация (штрих-коды, микрочипы и т.д.).
Символ "двойной треугольник" должен быть высотой не менее 3 мм; буква и цифры максимального рабочего значения электрического напряжения должны быть высотой не менее 2 мм (см. рисунок 1).
4.1.5 Съемные электроизоляционные оболочки
Если инструменты имеют токоведущие части (например, винты регулировки крутящего момента, переключатели рабочего направления и т.д.), которые изолированы оболочками из электроизоляционных материалов, то эти оболочки должны быть надежно закреплены для предотвращения отсоединения во время нормального применения (см. 5.9.1).
4.1.6 Инструкции по настройке и сборке
Если изготовитель считает, что для правильной настройки или сборки инструмента необходимы инструкции, то он должен предоставить их в соответствии с общими положениями, изложенными в IEC 61477 (приложение D).
4.2 Требования к электроизоляционным материалам
4.2.1 Общие положения
Электроизоляционный материал выбирают в соответствии с электрическими, механическими и температурными нагрузками, воздействию которых он может подвергаться во время использования. Кроме того, электроизоляционный материал должен иметь достаточную огнестойкость и устойчивость к старению.
Электроизоляционное покрытие может состоять из одного или нескольких слоев. Если применены два слоя или более, то допускается использование контрастных цветов.
Дизайн и конструкция рукояток должны обеспечивать надежную фиксацию инструмента в руке и не допускать непреднамеренного соскальзывания. Размеры рукояток и защитных упоров приведены на различных рисунках и применимы ко всем типам инструментов для определения рабочей зоны.
4.2.2 Термостойкость
Рабочие характеристики ручных инструментов не должны ухудшаться в диапазоне температур от минус 20°С до плюс 70°С.
Электроизоляционный материал, наносимый на инструменты, должен надежно удерживаться на токоведущей части при температуре от минус 20°С до плюс 70°С.
Инструменты, предназначенные для использования при чрезвычайно низких температурах (до минус 40°С), должны быть обозначены как "категория С".
4.3 Требования к открытым токоведущим частям гибридных инструментов
Открытые токоведущие части должны быть надежно закреплены для предотвращения отсоединения во время нормального применения (см. 5.8).
4.4 Дополнительные требования
4.4.1 Сборные инструменты
4.4.1.1 Удерживающие устройства для сборных инструментов
Для предотвращения непреднамеренного разделения частей сборки сборные инструменты должны иметь соответствующие удерживающие устройства. Испытание удерживающего усилия проводят по 5.9.5.
4.4.1.2 Конструкция изоляции сборных инструментов
Изоляция должна быть нанесена таким образом, чтобы в случае разделения деталей сборных инструментов во время применения из-за превышения удерживающего усилия, указанного в 5.9.5, все токоведущие части, которые все еще могут находиться под электрическим напряжением, не вызывали непреднамеренного касания или пробоя.
4.4.1.3 Сборные инструменты с присоединительным квадратом
4.4.1.3.1 Общие положения
Сборные инструменты с присоединительным квадратом должны иметь внешние и внутренние присоединительные квадраты в соответствии с ISO 1174-1 (удерживающие усилия указаны в 5.9.5.2). Для обеспечения совместимости изоляции инструментов между различными производителями они должны быть сконструированы с перекрывающимися элементами (см. рисунок 2). Их размеры и предельные отклонения должны соответствовать значениям, указанным в таблице 1.
|
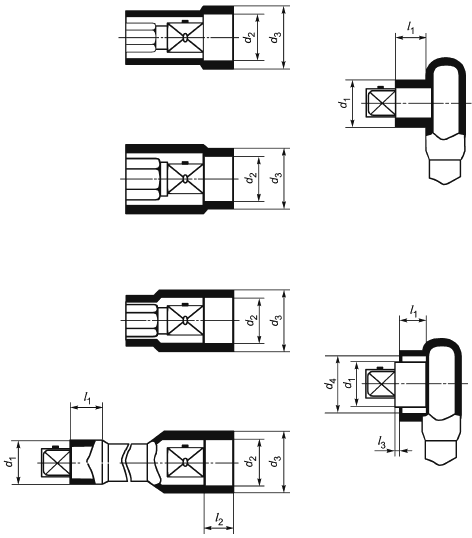
Рисунок 2 - Описание изоляционного перекрывающего элемента и различных конфигураций сборок для сборных инструментов с присоединительным квадратом
Таблица 1 - Размеры и предельные отклонения перекрытия изоляционного материала
В миллиметрах | |||||||
Номинальный размер присоединительного квадрата |
|
|
|
|
|
|
|
6,3 | 19 | 16 | 2 | 12,5 | 13 | 18 | 19 |
10 | 19 | 16 | 2 | 17,5 | 18 | 23 | 24 |
12,5 | 19 | 16 | 2 | 21,5 | 22 | 27 | 28 |
20 | 19 | 16 | 2 | 32,0 | 33 | 38 | 39 |
4.4.1.3.2 Взаимозаменяемость компонентов, изготовленных различными производителями
Сборные инструменты, спроектированные как взаимозаменяемые между различными производителями, должны иметь специальную маркировку. Маркировочный символ и размеры указаны на рисунке 3. Размер H должен быть не менее 5 мм.
|
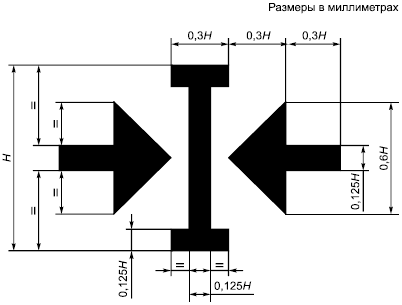
Рисунок 3 - Символ маркировки для сборных инструментов, спроектированных на взаимозаменяемость между различными производителями (IEC 60417-6168:2012-07)
Надежность функционирования систем блокировки, применяемых в данных инструментах, проверяют проведением испытания на удерживающее усилие (см. 5.9.5) с соответствующим имитатором.
Данные инструменты должны иметь инструкции по правильной сборке, содержащие следующую информацию: "Для обеспечения безопасности до использования сборного инструмента от различных производителей пользователь обязан убедиться в том, что вся конструкция способна выдержать усилие, которое может возникнуть во время работы. Пользователь осуществляет проверку вручную путем приложения усилия в направлении разделения каждого из отдельных элементов сборного инструмента".
4.4.2 Отвертки
4.4.2.1 Неизолированные зоны
Для изолированных и гибридных отверток допустимая неизолированная токоведущая зона рабочей головки должна иметь длину не более 18 мм (см. рисунок 4).
|
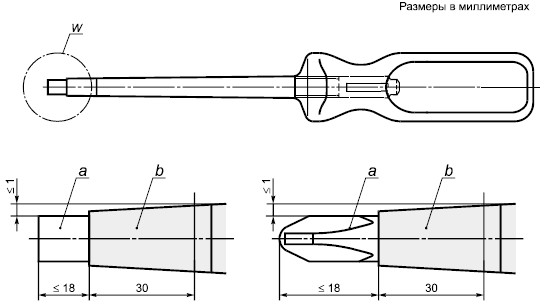
a - токоведущая часть; b - изоляция; W - рабочая головка
Рисунок 4 - Изоляция типичных отверток
4.4.2.2 Вид изоляции стержня
Изоляция стержня изолирующих отверток должна заходить на рукоятку.
Наружный диаметр изоляции изолированных и гибридных отверток на расстоянии, равном 30 мм в зоне W, показанной на рисунке 4, не должен превышать диаметр стержня или ширину рабочей части, независимо от размера, на величину более 2 мм. Изоляция в этой зоне может быть параллельна оси стержня или сужаться к рабочей головке.
Данное требование не распространяется на изолированные насадки (или вставки).
4.4.2.3 Отвертки со сменными рабочими стержнями
Изолированные и гибридные отвертки со сменными рабочими стержнями считают сборными инструментами, которые должны удовлетворять соответствующим требованиям. Наружный диаметр изоляции может превышать размеры, указанные в 4.4.2.2.
4.4.2.4 Отвертки с винтовыми удерживающими устройствами
Если изолированная и гибридная отвертка имеет винтовое удерживающее устройство, то она должна соответствовать требованиям настоящего стандарта. Наружный диаметр удерживающего устройства может превышать размеры, указанные в 4.4.2.2. Удерживающее устройство должно быть выполнено из электроизоляционного материала.
4.4.3 Ключи
4.4.3.1 Неизолированные зоны ключей
Допустимы следующие неизолированные зоны на рабочей головке изолированных и гибридных гаечных ключей (см. рисунок 5):
- рабочая поверхность одностороннего ключа;
Примечание - По просьбе заказчика неизолированная зона может быть расширена до рабочей головки.
- рабочая поверхность и область контакта, гаечных кольцевых ключей, торцевых ключей с внутренним шестигранником, гаечных ключей с открытым зевом.
|
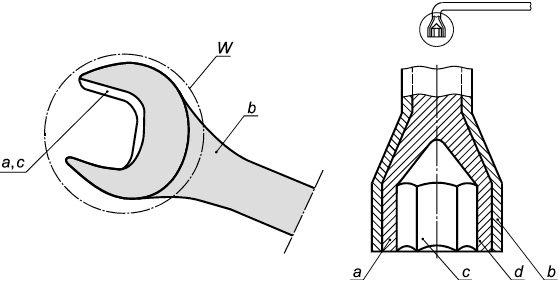
a - токоведущая часть; b - изоляция; c - рабочая поверхность; d - область контакта; W - рабочая головка
Рисунок 5 - Изоляция типовых гаечных ключей
4.4.4 Разводные гаечные ключи
Изоляция изолированных разводных гаечных ключей должна находиться как можно ближе к рабочей головке. Неизолированная область может быть расширена до рабочей головки. Ключи с неизолированной рабочей головкой должны иметь защитный упор, предотвращающий соскальзывание руки в направлении токоведущих частей. Минимальные размеры защитного упора указаны на рисунке 6.
|
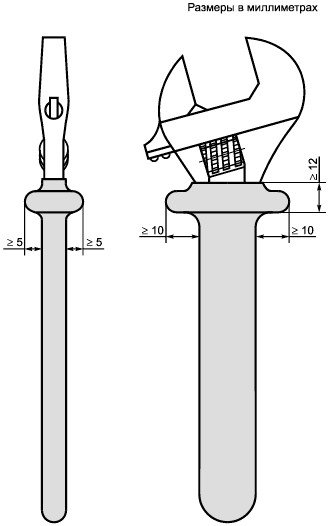
Рисунок 6 - Изолированный или гибридный разводной гаечный ключ
Гибридные разводные гаечные ключи с неизолированной токоведущей частью, превышающей рабочую поверхность головки, должны иметь защитный упор.
4.4.5 Плоскогубцы, инструменты для снятия изоляции кабеля (стрипперы), ножницы для кабеля, ручные инструменты для резки кабеля
Изоляция рукоятки изолированных или гибридных инструментов должна иметь защитный упор, предотвращающий соскальзывание руки в направлении к неизолированной токоведущей части (см. рисунок 7).
Высота защитного упора должна быть достаточной для предотвращения соскальзывания пальцев во время работы в направлении к неизолированным токоведущим частям.
Для плоскогубцев минимальные размеры защитного упора должны составлять (см. рисунки 8, 9 и 10):
- 10 мм слева и справа от плоскогубцев, закрепленных на плоской поверхности;
- 5 мм на верхней и нижней частях плоскогубцев, удерживаемых на плоской поверхности.
Минимальное расстояние между внутренним краем каждого защитного упора и любыми неизолированными токоведущими частями должно составлять не менее 12 мм (см. рисунки 8, 9 и 10). Изолирующая часть перед защитным упором должна находиться как можно ближе к рабочей головке.
На внутренней части рукояток регулируемых плоскогубцев должен быть предусмотрен защитный упор величиной не менее 5 мм. Дальнейшее определение размеров приведено на рисунке 9.
|
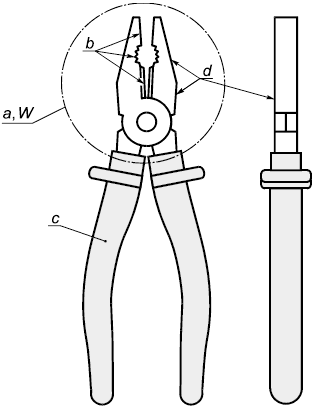
a - токоведущая часть; b - рабочая поверхность; с - изоляция; d - область контакта; W - рабочая головка
Рисунок 7 - Изоляция типовых плоскогубцев
|
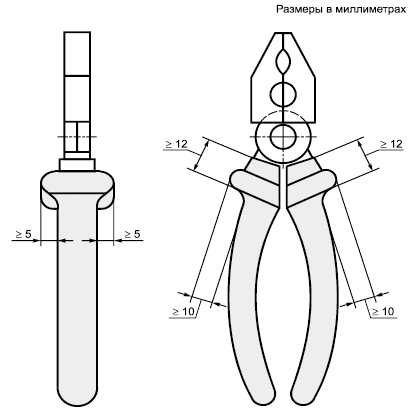
Рисунок 8 - Изоляция плоскогубцев
|
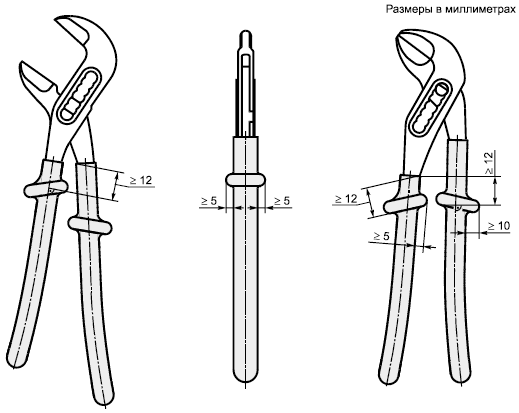
Рисунок 9 - Изоляция регулируемых плоскогубцев
При наличии дополнительной рабочей поверхности ниже оси шарнира должен быть предусмотрен защитный упор на внутренней части рукояток (используется на нескольких регулируемых плоскогубцах) (см. рисунок 10).
Если рукоятка инструментов имеет длину более 400 мм, то защитный упор, предотвращающий соскальзывание, не требуется.
Для изолированных плоскогубцев и кусачек для электроники размеры защитного упора должны быть не менее:
- 5 мм слева и справа от рукоятки плоскогубцев, находящихся на плоской поверхности;
- 3 мм на верхней и нижней частях рукоятки плоскогубцев, находящихся на плоской поверхности.
Минимальное расстояние между внутренним краем защитного упора и неизолированной токоведущей частью должно составлять не менее 12 мм. Изолирующая часть перед защитным упором должна находиться как можно ближе к рабочей головке (см. рисунок 11).
|

Рисунок 10 - Изоляция плоскогубцев с дополнительной функциональной поверхностью ниже оси шарнира
|

Рисунок 11 - Изоляции типичных плоскогубцев и кусачек для электроники
Примечание - Плоскогубцы и кусачки для электроники должны соответствовать ISO 9656 и ISO 9657 и, при необходимости, ISO 9654 или ISO 9655.
4.4.6 Ножницы
Типовая изоляция изолированных ножниц указана на рисунке 12.
Кольца ножниц должны иметь одну из двух конструкций, представленных на рисунках 12a и 12b.
Максимальная длина неизолированных частей ножниц не должна составлять не более* 100 мм.
___________________
* Текст документа соответствует оригиналу. - .
Изолирующая часть перед защитным упором должна находиться как можно ближе к рабочей головке. Если изолированная часть перед кольцом составляет менее 50 мм, то требуется как минимум один защитный упор.
|
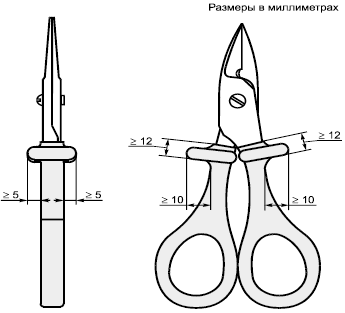
Рисунок 12а
|
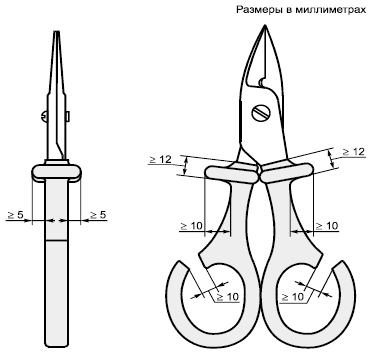
Рисунок 12b
Рисунок 12 - Изоляция ножниц
4.4.7 Ножи
На рисунке 13 показан пример изоляции изолированных и гибридных ножей. Размеры изоляции ножей должны соответствовать значениям, указанным на рисунке 13.
|
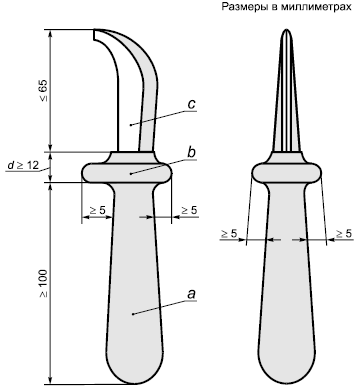
a - изоляция; b - защитный упор; c - режущее лезвие (неизолированное); d - расстояние между внутренним краем защитного упора и неизолированной частью
Рисунок 13 - Изоляция ножей
4.4.8 Пинцет
Общая длина пинцета l должна составлять от 130 до 200 мм. Длина рукояток g должна составлять не менее 80 мм (см. рисунок 14).
Обе рукоятки пинцета должны иметь упор для предотвращения соскальзывания пальцев в сторону рабочей поверхности. Защитный упор должен быть неподвижным. Его высота h и ширина b должны быть достаточными, но не менее 5 мм, для предотвращения соскальзывания пальцев во время работы в направлении к неизолированной рабочей головке длиной u. Расстояние e между внешним краем защитного упора обеих изолированных или изолирующих рукояток и рабочей головкой должно составлять от 12 до 35 мм (см. рисунок 14).
Длина неизолированной рабочей головки u должна составлять не более 20 мм (см. рисунок 14).
Если пинцет имеет металлическую рабочую головку, то, по меньшей мере до рукояток, она должна обладать твердостью не менее 35 HRC.
|
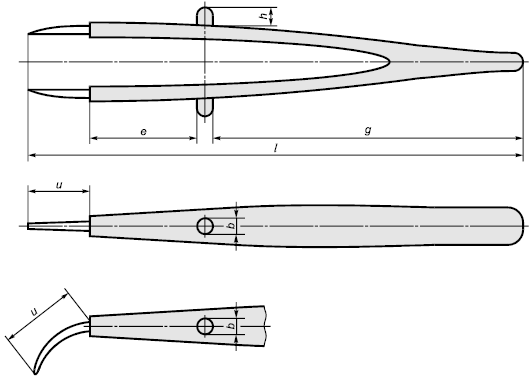
l - общая длина пинцета; g - длина рукоятки (поверхности захвата); b - ширина защитного упора; h - высота защитного упора; e - изолированная или изолирующая часть рукоятки между защитным упором и рабочей головкой; u - рабочая головка (изолированная или неизолированная)
Рисунок 14 - Изоляция рукояток пинцета
5 Испытания
5.1 Общие сведения
Настоящий стандарт содержит методы испытаний образца для подтверждения соответствия изделия требованиям, указанным в разделе 4. Прежде всего, данные методы испытания необходимы для испытания типа конструкции. В отдельных случаях в подпунктах испытаний указаны альтернативные методы (расчет, исследования, испытания и т.д.) для инструментов, завершивших этап производства.
Испытания типа, указанные в 5.2-5.11, следует проводить по крайней мере на трех инструментах одной конструкции и в последовательности, указанной в приложении Е.
Если инструмент не выдерживает любое из испытаний типа, то его необходимо повторить не менее чем на шести дополнительных инструментах той же конструкции. Если один из этих шести инструментов не выдержит любое из испытаний типа, то вся конструкция считается не выдержавшей испытание.
Все инструменты, не выдержавшие испытания типа, либо утилизируются, либо признаются непригодными для работы под напряжением.
Если не указано иное, то испытания типа следует проводить после хранения в климатических условиях при температуре плюс (23±5)°С, относительной влажности от 45% до 75% не менее 16 ч. Допустимы отклонения ±5% от любых требуемых значений испытания типа.
5.2 Визуальная проверка
Инструмент (в частности, изоляция) не должен иметь внешних повреждений и должен быть проверен визуально.
Маркировка должна быть проверена на разборчивость и полноту в соответствии с 4.1.4.
Соблюдение соответствующих дополнительных требований к следующим пунктам должно быть проверено с помощью визуальной проверки:
- 4.4.1.2 - в случае соединения частей сборных инструментов;
- 4.4.1.3.2 - для инструкций по использованию, если сборные инструменты спроектированы как взаимозаменяемые между разными производителями;
- 4.4.2.4 - для типа материала винтовых удерживающих устройств отверток;
- 4.4.3 - для неизолированных зон гаечных ключей.
5.3 Проверка размеров
Размеры инструмента должны удовлетворять требованиям 4.4. Размеры маркировки отдельных элементов проверяют на соответствие 4.1.4.
5.4 Испытания на ударную прочность
5.4.1 Испытание типа
5.4.1.1 Общие положения
Испытание должно быть проведено на стендах в соответствии с одним из двух методов, изображенных на рисунках 15 и 16. В затруднительных ситуациях применяют метод "В" (см. рисунок 16).
Испытания компонентов сборных инструментов следует проводить отдельно.
Молоток (см. рисунок 15), а также молоток и промежуточная деталь (см. рисунок 16) должны быть изготовлены из стали с твердостью от 20 до 46 HRC.
Испытание изоляционного материала или изолирующего слоя проводят не менее чем в трех точках, которые могут быть повреждены при падании инструмента на плоскую поверхность.
Инструменты считаются выдержавшими испытание, если изоляционный материал не имеет разрывов, расслоений или трещин. Другие видимые или невидимые повреждения, вызванные испытанием на ударную прочность, будут проверены при испытании электрической прочности изоляции по 5.5.
|
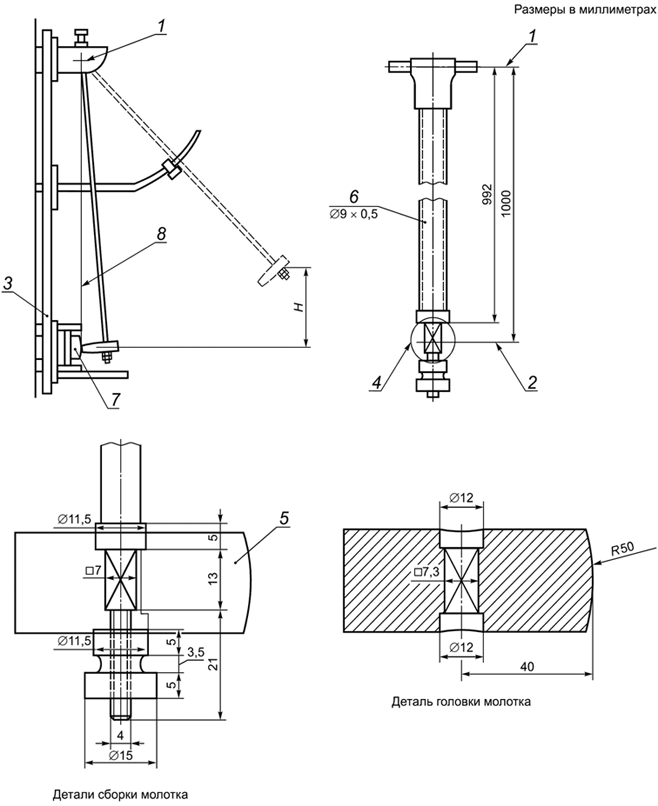
1 - регулируемая ось поворота; 2 - ось молотка; 3 - рамка; 4 - молоток; 5 - головка молотка; 6 - стальная трубка; 7 - испытуемый образец; 8 - вертикальная плоскость, проходящая через ось маятника; H - высота падения
Рисунок 15 - Схема стенда для испытания на ударную прочность - метод А
|
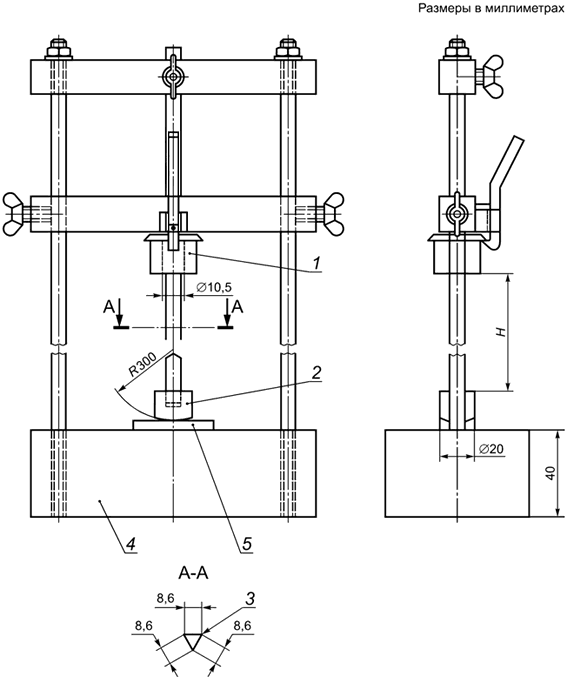
H - высота падения; 1 - молоток; 2 - стальная промежуточная деталь массой 0,1 кг; 3 - слегка закругленные грани; 4 - стальная часть массой 10 кг; 5 - испытуемый образец
Рисунок 16 - Схема стенда для испытания на ударную прочность - метод В
5.4.1.2 Испытания на ударную прочность при комнатной температуре
Испытание инструмента следует проводить при температуре окружающей среды - плюс (23±5)°С в испытательном помещении.
Высота падения молотка H должна быть определена в зависимости от его массы P, исходя из того, что энергия удара W по испытуемому образцу будет равна энергии падающего инструмента на твердую поверхность с высоты 2 м:
![]() ,
,
где H - высота падения молотка, м;
F - масса испытуемого инструмента, Н;
P - масса молотка, Н.
5.4.1.3 Испытания на ударную прочность при низкой температуре
Инструменты, кроме относящихся к категории C, должны быть выдержаны в климатической камере в течение 2 ч при температуре минус (25±3)°С. Испытание на ударную прочность проводят через 120 с после удаления из климатической камеры. Температура окружающей среды в испытательном помещении должна быть плюс (23±5)°С.
Высота падения молотка H должна быть определена в зависимости от его массы P, исходя из того, что энергия удара W по испытуемому образцу будет равна энергии падающего инструмента на твердую поверхность с высоты 0,6 м:
![]() ,
,
где H - высота падения молотка, м;
F - масса испытуемого инструмента, Н;
P - масса молотка, Н.
5.4.1.4 Испытания на ударную прочность при чрезвычайно низкой температуре
Инструменты, относящиеся к категории С, должны быть выдержаны в климатической камере в течение 2 ч при температуре минус (40±3)°С.
Испытание на ударную прочность следует проводить в соответствии с 5.4.1.3.
5.4.2 Альтернативные методы испытаний для инструментов, завершивших этап производства
Для оценки соответствия инструментов, завершивших этап производства, изготовитель должен доказать, что он выполнил ту же документально подтвержденную процедуру производства образца, что и для испытаний типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на ударную прочность.
В затруднительных ситуациях проводят выборочные испытания в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.5 Испытание электрической прочности изоляции
5.5.1 Общие требования
Для испытаний, проводимых в соответствии с IEC 60060-1, испытательное напряжение должно постепенно увеличиваться или уменьшаться со скоростью, приблизительно равной 1000 В/с.
Испытания электрической прочности изоляции следует проводить не позднее чем через 5 мин после завершения подготовки.
5.5.2 Подготовка (только для испытания типа)
5.5.2.1 Общие положения
Перед испытанием (в соответствии с 5.5.3 или 5.5.4) инструменты должны быть выдержаны в соответствии с 5.5.2.2 или 5.5.2.3.
5.5.2.2 Водяная ванна
Инструменты в течение (24±0,5) ч должны быть полностью погружены в ванну с водопроводной водой при комнатной температуре плюс (23±5)°С, как указано в 5.1. Вода должна иметь минимальную проводимость 100 мкСм/см. После выдержки инструменты должны быть вытерты насухо и подвергнуты испытанию на электрическую прочность изоляции.
5.5.2.3 Мокрая камера
Инструменты должны выдерживаться в течение 48 часов при относительной влажности (93±2)% и температуре плюс (23±5)°С. Сборные инструменты должны быть разобраны перед выдерживанием в камере.
Примечание - Это выдерживание может быть получено путем хранения инструментов в камере, которая содержит насыщенный раствор декагидрата сульфата натрия ![]() (соль Глаубера), с большой открытой поверхностью.
(соль Глаубера), с большой открытой поверхностью.
5.5.3 Испытание электрической прочности изоляции изолированных и гибридных инструментов
5.5.3.1 Испытание типа
5.5.3.1.1 Общие положения
Инструмент должен быть погружен в ванну с водопроводной водой до уровня (24±2) мм от ближайшей токоведущей части. Вода должна иметь минимальную проводимость 100 мкСм/см. Доступная токоведущая часть должна быть выше уровня воды (см. рисунок 17).
Испытания плоскогубцев и аналогичных инструментов следует проводить в таком положении, чтобы зазор d между двумя внутренними сторонами рукояток составлял от 2 до 3 мм или был минимально допустимым конструкцией инструмента, но не менее 2 мм (см. рисунок 17).
Для сборных инструментов и инструментов, конструкция которых не допускает проведения испытания на водяной бане, испытания проводят в ванной с никелированными нержавеющими шариками с номинальным диаметром 3 мм.
В соответствии с IEC 60060-1 между доступными токоведущими частями и ванной с водой/стальными шариками в течение 3 мин подают ток с среднеквадратичным значением напряжения, равным 10 кВ, и частотой 50 или 60 Гц. Ток утечки измеряют непрерывно в течение испытания или перед его окончанием.
Для изолированных инструментов с длиной покрытия, равной 200 мм, ток утечки должен быть менее 1 мА. Это соответствует максимальному значению тока утечки:
![]() ,
,
где ![]() - максимальный ток утечки (среднеквадратичное значение, выраженное в миллиамперах), округленный до верхнего значения, мА;
- максимальный ток утечки (среднеквадратичное значение, выраженное в миллиамперах), округленный до верхнего значения, мА;
L - полная линейная длина, м, изоляции, округленная до меньшего значения, см.
Примечание - В приложении F приведены примеры расчета полной линейной длины покрытия и пределов допустимого тока утечки.
Испытания сборных инструментов следует проводить во всех вариантах сборки, которые указаны производителем. При испытаниях электрической прочности изоляции (5.5.3.1.2) сборных инструментов с присоединительным квадратом допустимо использование имитатора. Испытания инструментов с удерживающими устройствами следует проводить при обоих конечных положениях, если это применимо.
|
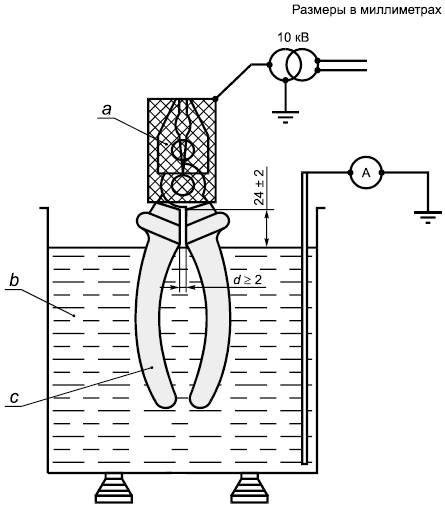
a - токоведущая часть; b - сосуд с водопроводной водой; c - изолированная или изолирующая часть инструмента; d - расстояние между рукоятками; A - амперметр
Рисунок 17 - Схема испытания электрической прочности изоляции изолированных или гибридных инструментов
Инструмент считается выдержавшим испытание, если при его проведении не происходит пробой изоляции, искровой или поверхностный пробой, и не превышены предельные значения тока утечки.
5.5.3.1.2 Испытания сборных инструментов с присоединительным квадратом
Испытания сборных инструментов с присоединительным квадратом (4.4.1.3.1) могут быть проведены по отдельности в том случае, если детали собраны с имитаторами, указанными на рисунке 18. Размеры и предельные отклонения имитаторов должны соответствовать значениям, указанным в таблице 2.
|

Имитатор 1 - для использования инструмента с внутренним присоединительным квадратом
|
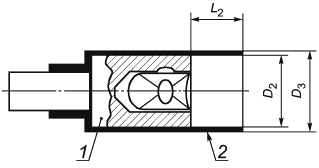
Имитатор 2 - для использования инструмента с внешним присоединительным квадратом
1 - токоведущая часть; 2 - изоляция
Рисунок 18 - Имитаторы для испытаний электрической прочности изоляции сборных инструментов с присоединительным квадратом
Таблица 2 - Размеры и предельные отклонения имитаторов, применяемых для испытаний электрической прочности изоляции
В миллиметрах | ||||||
Номинальный размер |
|
|
|
|
|
|
6,3 | 19 | 16 | 8,4 | 11,0 | 14,5 | 16,5 |
10 | 19 | 16 | 12,7 | 16,0 | 19,5 | 21,5 |
12,5 | 19 | 16 | 16,9 | 20,0 | 23,5 | 25,5 |
20 | 19 | 16 | 25,4 | 30,5 | 34,5 | 35,5 |
Имитатор 1 должен быть собран с внутренним присоединительным квадратом инструмента, а имитатор 2 - с внешним присоединительным квадратом.
На всех отдельных частях, испытанных с помощью имитаторов, испытания электрической прочности изоляции при полной сборке не проводят.
Инструмент считается выдержавшим испытание, если при его проведении не происходит пробой изоляции, искровой пробой или поверхностный пробой, и не превышены предельные значения тока утечки.
5.5.3.2 Альтернативные методы испытаний для изолированных инструментов, завершивших этап производства
Для оценки соответствия инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа по 5.5.3.1, но:
- подготовка согласно 5.5.2 не требуется;
- время испытания должно составлять 10 с после достижения указанного значения напряжения;
- расстояние от уровня воды (или уровня шаров) до ближайшей открытой металлической части должно составлять от 22 до 28 мм;
- измерение тока утечки не проводят.
5.5.3.3 Альтернативные методы испытаний для гибридных инструментов, завершивших этап производства
Для оценки соответствия гибридных инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на характеристики электрической прочности изоляции.
В затруднительных ситуациях проводят испытания на выборке в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.5.4 Испытания электрической прочности изоляции изолирующих инструментов
5.5.4.1 Испытание типа
Испытания инструментов, не имеющих открытых токоведущих частей, должны быть проведены следующим образом.
Примечание - Целью данного испытания является проверка электрической прочности изоляции применяемого в инструменте материала.
Электроды из электропроводящей ленты или электропроводящей краски шириной 5 мм должны быть размещены на поверхности рукоятки с интервалами (24±2) мм (см. рисунок 19). В течение 3 мин изоляцию между каждыми смежными электродами в соответствии с IEC 60060-1 подвергают воздействию тока со среднеквадратичным значением напряжения, равным 10 кВ, и частотой 50 или 60 Гц.
|
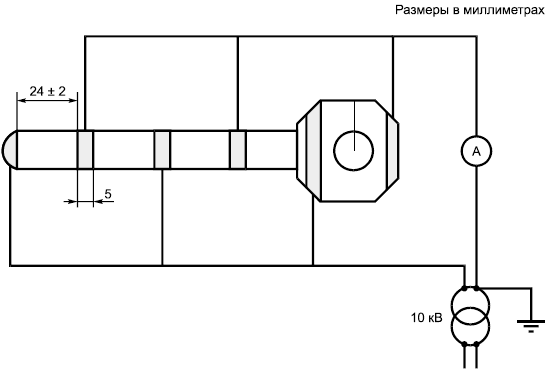
А - амперметр
Рисунок 19 - Схема испытания электрической прочности изоляции изолирующих инструментов
Инструмент считается выдержавшим испытание, если при его проведении не происходит пробой изоляции, искровой или поверхностный пробой, а среднеквадратичное значение тока утечки составляет менее 0,5 мА, умноженное на количество частей, заключенных между электродами.
5.5.4.2 Альтернативные методы испытаний для изолирующих инструментов, завершивших этап производства
Для оценки соответствия изолирующих инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на характеристики электрической прочности изоляции.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.6 Механическое испытание изоляции (для изолированных инструментов)
5.6.1 Испытание типа
После проверки электрической прочности изоляции в соответствии с 5.5 все части изоляционного покрытия инструмента должны быть подвергнуты механическим испытаниям. Эти испытания следует проводить на наиболее уязвимой(ых) части(ях) отверток с изолированным стержнем и других инструментах на внешней средней части рукояток.
Если радиус R в испытуемой точке составляет не менее 10 мм, то испытание проводят с помощью устройства, указанного на рисунке 20а. К испытуемому образцу прикладывают устройство массой m, имеющее на кончике полусферу из нержавеющей стали диаметром 5 мм. Приложенное усилие F равно 20 Н.
Если радиус R в испытуемой точке составляет менее 10 мм, то к ней с усилием F, равным 20 Н, следует прикладывать стержень диаметром 4 мм и длиной не менее 30 мм, расположенный под прямым углом к оси инструмента (см. рисунок 20b).
Инструмент зажимают таким образом, чтобы покрытие изоляционного материала в испытательной точке находилось в горизонтальном положении. После настройки испытательного устройства оно должно выдерживаться в климатической камере с вентиляцией 2 ч при температуре 70°С и относительной влажности воздуха менее 20%. Затем испытуемый инструмент выдерживают вне камеры в течение 5 мин и в течение 3 мин изоляцию между испытательным устройством и металлической частью инструмента в соответствии с IEC 60060-1 подвергают воздействию тока со среднеквадратичным значением напряжения, равным 5 кВ, и частотой 50 или 60 Гц, при температуре от 18 до 28°С и относительной влажности воздуха от 45% до 75%.
Инструмент считают выдержавшим испытание, если при его проведении не происходит пробой изоляции, искровой или поверхностный пробой.
|
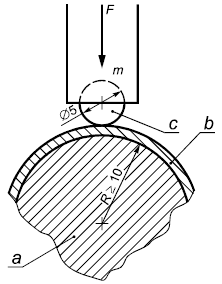
Рисунок 20a - Радиус в контрольной точке инструмента 10 мм
|
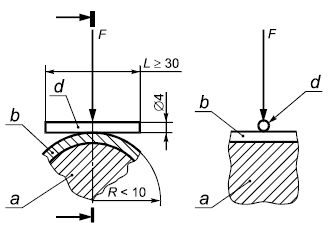
Рисунок 20b - Радиус в контрольной точке инструмента <10 мм
a - токопроводящая часть; b - изоляция (испытательная точка); c - полусферическая деталь; d - цилиндрический стержень; R - радиус в контрольной точке инструмента; m - масса
Рисунок 20 - Механическое испытание изоляции
5.6.2 Альтернативные методы испытаний для изолированных инструментов, завершивших этап производства
Для оценки соответствия изолирующих инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на механические характеристики изоляции.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.7 Испытание на адгезию покрытия из изоляционного материала (для изолированных инструментов)
5.7.1 Подготовка
Перед испытанием инструменты выдерживают в климатической камере с вентиляцией при температуре плюс (70±3)°С в течение 168 ч.
Перед следующим испытанием инструмент выдерживают вне камеры в течение 3 мин, при температуре от плюс 18°С до плюс 28°С и относительной влажности воздуха от 45% до 75%.
5.7.2 Испытание типа
5.7.2.1 Испытание рабочей головки изолированного инструмента
Испытание проводят на следующих изолированных инструментах:
- гаечные ключи;
- гаечные ключи с открытым зевом;
- сборные инструменты (за исключением деталей, используемых в качестве отвертки).
Испытание проводят по методу А или по методу В, как показано на рисунках 21 и 22 соответственно. В затруднительных ситуациях используют метод А.
Метод А (см. рисунок 21)
Испытательное устройство со скошенной частью шириной, равной 5 мм, размещают на рабочей части инструмента таким образом, чтобы оно не касалось токоведущей части.
В течение 3 мин в направлении линии, разделяющей покрытие изоляционного материала от токоведущей части, прикладывают усилие F, равное 50 Н.
|
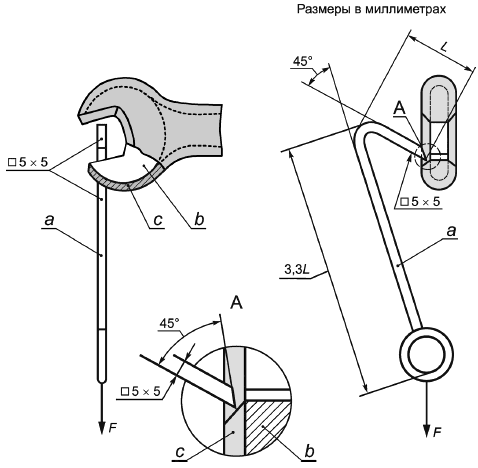
a - крюк (длина плеча зависит от размера инструмента); b - токопроводящая часть с покрытием из изоляционного материала; L - длина короткого плеча крюка
Рисунок 21 - Принцип испытательного устройства для проверки адгезии изоляционного покрытия на токоведущих частях изолированного инструмента - метод А
Метод В (см. рисунок 22)
Испытательное устройство с двумя скошенными частями шириной равной 5 мм каждая, размещают на рабочей части инструмента таким образом, чтобы оно не касалось токоведущей части.
В течение 3 мин в направлении линии, разделяющей покрытие изоляционного материала от токоведущей части, прикладывается усилие F, равное 100 Н.
|
1 - регулировочное устройство
Рисунок 22 - Принцип испытательного устройства для проверки адгезии изоляционного покрытия на токоведущих частях изолированного инструмента - метод В
Инструмент считают выдержавшим испытание, если покрытие из изоляционного материала не перемещается более чем на 3 мм от первоначального положения на токоведущей части, а также не имеет повреждений.
5.7.2.2 Испытание изоляционного покрытия стержня отверток
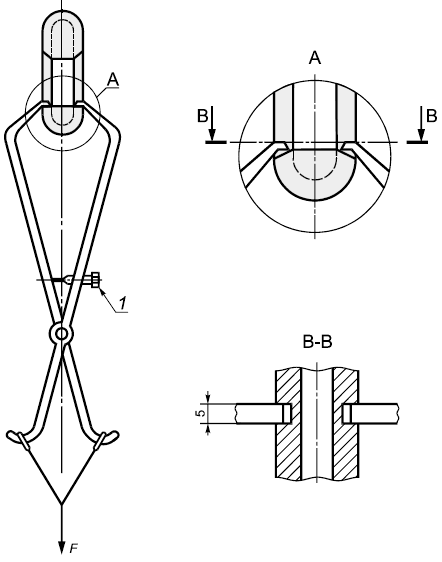
Испытания отверток или частей сборных инструментов, которые могут быть собраны в качестве отверток, проводят с помощью испытательного устройства, изображенного на рисунке 23.
Глубина проникновения s режущих кромок испытательного устройства не должна превышать 50% толщины покрытия t изоляционного материала. Скошенные кромки должны быть размещены на изоляции стержня на расстоянии от 10 до 15 мм от места выхода стержня из рукоятки отвертки или из корпуса сборных инструментов, которые могут быть собраны в качестве отверток.
|
1 - зажимное устройство для фиксации отвертки во время испытания вертикально, стержнем вниз; 2 - регулировочное устройство; s - глубина проникновения (s0,5t); t - толщина покрытия изоляционного материала; F - испытательная сила; a - расстояние от 10 до 15 мм между точкой, в которой стержень выходит из рукоятки и режущей кромкой испытательного прибора; D - диаметр стержня
Рисунок 23 - Испытательное устройство для проверки адгезии изоляционного покрытия отверток на токоведущих частях и рукоятке
Если скошенные кромки скользят по изоляции, то допускается выполнить надрез глубиной не более 50% от толщины изоляции.
Сила F, Н, в 35 раз превышает диаметр стержня или наибольший поперечный размер сечения стержня, измеренного в миллиметрах. Максимальное приложенное усилие равно 200 Н. Усилие прикладывают в осевом направлении стержня в течение 1 мин.
Инструмент считают выдержавшим испытание, если покрытие из изоляционного материала не перемещается более чем на 3 мм от первоначального положения на токоведущей части, а также не имеет повреждений.
5.7.2.3 Испытание на адгезию изоляции целого инструмента
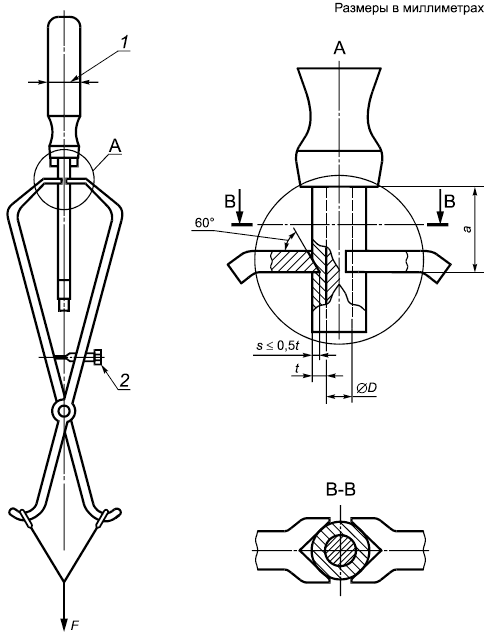
Испытание плоскогубцев, инструментов для снятия изоляции кабеля (стрипперов), инструментов для резки кабеля, ножниц для кабеля и ножей проводят с помощью испытательного устройства, изображенного на рисунке 24.
В течение 3 мин к инструменту прикладывают усилие F, равное 500 Н.
Инструмент считают выдержавшим испытание, если:
- рукоятка остается прочно прикрепленной к токоведущей части;
- упор(ы) остается(ются) прочно закреплен(ы) на рукоятках.
Примечание - Деформацию изоляционного покрытия не считают отказом.
|
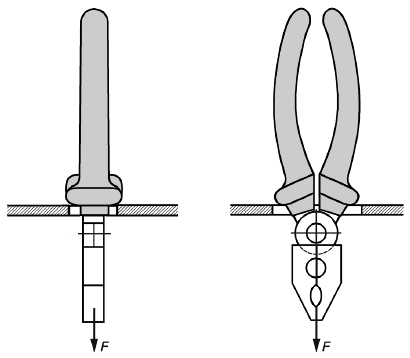
Рисунок 24a
|
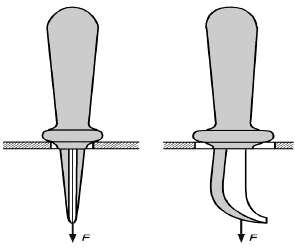
Рисунок 24b
Рисунок 24 - Пример крепления для проверки адгезии изоляции целого изолированного инструмента
5.7.3 Альтернативные методы испытаний для изолированных инструментов, завершивших этап производства
Для изолированных инструментов, завершивших этап производства, время подготовки может быть сокращено до 2 ч.
Если испытательные устройства, показанные на рисунках 24a и 24b, оставляют метки на проверенных инструментах, то изготовитель может применять контактные поверхности между инструментом и испытательными устройствами с индивидуальной подгонкой к проверенным инструментам.
Изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на характеристики адгезии.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.8 Испытание на адгезию открытых токоведущих частей на рабочей головке гибридных инструментов
5.8.1 Испытание типа
В течение 3 мин посредством испытательного устройства к открытой токоведущей части в направлении возможного разделения прикладывают усилие, равное 100 Н.
Инструмент считают выдержавшим испытание, если открытые токоведущие части или вставки не отделились от удерживающего изоляционного материала на рабочей головке. Если между токоведущими частями или вставками и удерживающим материалом происходит перемещение, значит, что инструмент не выдержал испытания.
5.8.2 Альтернативные методы испытаний для гибридных инструментов, завершивших этап производства
Для оценки соответствия гибридных инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на адгезию.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.9 Механические испытания
5.9.1 Испытание на адгезию изоляционных покрытий токоведущих регулирующих или переключающих элементов
5.9.1.1 Испытание типа
В течение 3 мин по средством испытательного устройства к изоляционным покрытиям в направлении возможного разделения прикладывают усилие, равное 50 Н.
Инструмент считают выдержавшим испытание, если изоляционное покрытие не отделяется от изолируемых элементов, а работоспособность этих элементов сохраняется, и этот инструмент способен выдержать испытание на электрическую стойкость изоляции по 5.5.3.1.
Деформация изоляционного покрытия, вызванная проведением испытания, не считается отказом.
Если изоляционное покрытие используют в местах, не предназначенных для контакта во время работы, то данное испытание не проводят. Также испытание не следует проводить, если конструкция уплотнительных элементов не позволяет применять разделительное усилие.
5.9.1.2 Альтернативные методы испытаний для инструментов, завершивших этап производства
Испытание инструментов, завершивших этап производства, проводят по 5.9.1.1, но время применения разделительного усилия ограничено 10 с, а испытание по 5.5.3.1 должно быть проведено со временем подготовки, равным 2 ч.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.9.2 Изолированные инструменты
5.9.2.1 Испытание типа
Испытание типа указано в стандартах ISO на соответствующий тип инструмента. Изготовитель должен предоставить протоколы испытаний по требованию заказчика.
5.9.2.2 Альтернативные методы испытаний для изолированных инструментов, завершивших этап производства
Для оценки соответствия изолированных инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на механические характеристики инструмента. В эту документацию включены данные тех инструментов, которые были изолированы.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.9.3 Изолирующий и гибридный инструмент
5.9.3.1 Испытание типа
Изолирующие и гибридные инструменты, специально предназначенные для работы под напряжением, могут иметь более низкую устойчивость к напряжению, чем изолированные инструменты, но они должны выдерживать ожидаемые рабочие нагрузки с учетом остаточной деформации или разрушения (см. приложение В).
По просьбе заказчика изготовитель должен предоставить протоколы испытаний типа, выполненных на изолирующих и гибридных инструментах.
5.9.3.2 Альтернативные методы испытаний для изолирующих и гибридных инструментов, завершивших этап производства
Для оценки соответствия изолирующих и гибридных инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на механические характеристики инструмента.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
5.9.4 Пинцет
Для зажима образца толщиной 2 мм, шириной и длиной 10 мм и твердостью не менее 35 HRC, к пинцету на расстоянии 10 мм за защитным упором прикладывают усилие, равное 10 Н. Данное усилие не должно вызывать постоянной деформации.
5.9.5 Испытание удерживающего усилия для сборных инструментов
5.9.5.1 Общая процедура
Сборный инструмент удерживают в таком положении, чтобы направление отсоединения съемной части было направлено вертикально вниз.
К съемной части прикладывают усилие, направленное вертикально вниз, которое в течение 2 с постепенно увеличивается до значения, указанного в 5.9.5.2 или 5.9.5.3. После достижения указанного значения данное усилие сохраняется на 1 мин.
Надежность удерживавших систем сборных инструментов с взаимозаменяемыми компонентами, изготовленными разными производителями (см. 4.4.1.3.2), должна быть проверена с помощью соответствующего имитатора. Допускается изменять форму имитатора, если это обусловлено измерительным прибором, используемым для испытания, но размеры присоединительного квадрата должны соответствовать значениям, указанным на рисунках 25 и 26. Для обеспечения выполнения назначенной функции со всеми возможными комбинациями допусков в соответствии с ISO 1174-1 всегда используют минимальный и максимальный имитатор.
Ввиду отсутствия информации относительно соответствующих размеров конструкция имитаторов ограничена номинальными размерами - 10 и 12,5 мм.
Инструмент считают выдержавшим испытание, если сборка не разделилась на части.
|
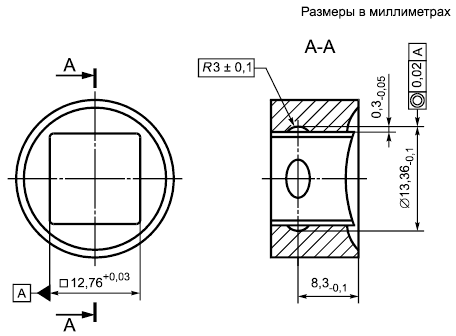
Рисунок 25a - Минимальный имитатор
|
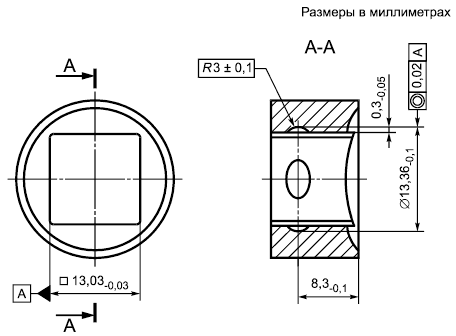
Рисунок 25b - Максимальный имитатор
Рисунок 25 - Имитатор для испытания систем блокировки, используемых в инструментах с присоединительным квадратом номинальным размером 12,5 мм ISO 1174-1
|
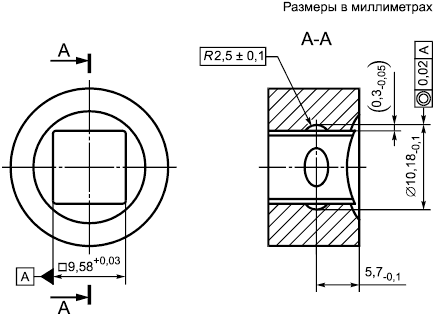
Рисунок 26a - Минимальный имитатор
|
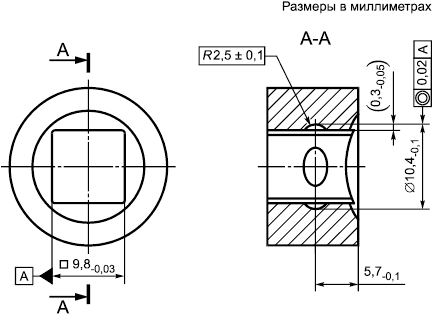
Рисунок 26b - Максимальный имитатор
Рисунок 26 - Имитатор для испытания систем блокировки, используемых в инструментах с присоединительным квадратом номинальным размером 10 мм ISO 1174-1
5.9.5.2 Удерживающие системы без механической блокировки
Сборные инструменты с удерживающими системами без механической блокировки, в которых все элементы блокировки не активированы до того, как элементы узла могут быть заменены (например, системы крепления на основе магнитных сил или систем, действующих только под воздействием пружины), должны выдерживать следующие нагрузки:
- 4 Н - для присоединительных квадратов со стороной не более 6,50 мм;
- 11 Н - для присоединительных квадратов со стороной от 6,51 до 10,00 мм;
- 30 Н - для присоединительных квадратов со стороной от 10,01 до 13,50 мм;
- 80 Н - для присоединительных квадратов со стороной более 13,50 мм.
Номинальный размер присоединительных квадратов измеряют между параллельными плоскостями. Если параллельные плоскости отсутствуют (например, треугольный привод, привод пятиугольника и т.д.), то номинальный размер следует указывать сопоставимым образом.
5.9.5.3 Удерживающие системы с механической блокировкой
Удерживающие системы с механической блокировкой, в которых блокирующий элемент (например, резьбовой фитинг, рычаг, кольцо и т.д.) должен быть активирован до того, как элементы сборки могут быть заменены, должны выдерживать нагрузку, равную 500 Н.
5.10 Долговечность маркировки
Элементы маркировки протирают в течение 15 с тряпкой, смоченной в воде, а затем в течение 15 с тряпкой, смоченной в изопропаноле (СН3-СН(ОН)-СН3).
После проверки надписи на маркировке должны оставаться четкими.
Примечание 1 - Обязанностью работодателя является обеспечение полного соблюдения любого соответствующего законодательства и любых конкретных инструкций по технике безопасности в отношении использования изопропанола.
Примечание 2 - Для соблюдения специальных требований к обслуживанию заказчик может указать проведение дополнительных испытаний на стойкость маркировки.
5.11 Испытание на огнестойкость
5.11.1 Испытание типа
Испытание проводят в помещении с невозмущенной средой. Инструмент, подлежащий испытанию, должен быть зафиксирован в горизонтальном положении. Небольшая горелка должна быть устроена таким образом, чтобы ось сопла горелки и ось рукоятки инструмента находились под прямым углом в одной вертикальной плоскости.
Подача газа должна представлять собой метан с соответствующим регулятором и счетчиком для обеспечения равномерного потока газа. Если вместо метана использован природный газ, то его теплота сгорания должна составлять приблизительно 37 МДж/м, что дает аналогичные результаты.
Для получения синего пламени высотой (20±2) мм сопло горелки должно иметь диаметр (9,5±0,5) мм.
Горелку располагают на расстоянии от инструмента, зажигают и регулируют в вертикальном положении для получения синего пламени высотой (20±2) мм. Пламя регулируют путем подачи газа и воздушных потоков горелки до получения голубого пламени с желтым ореолом высотой (20±2) мм. Далее подачу воздуха увеличивают до тех пор, пока не пропадет желтый ореол. Высоту пламени измеряют снова и при необходимости корректируют.
Затем горелку помещают в испытательное положение, как показано на рисунке 27, таким образом, чтобы ось пламени была перпендикулярна оси инструмента.
|

a - испытуемый образец; b - кончик пламени; c - горелка; d - горизонтальная опорная линия; ![]() - внутренний диаметр сопла горелки; h - высота пламени газовой горелки
- внутренний диаметр сопла горелки; h - высота пламени газовой горелки
Рисунок 27 - Пример схемы испытания на огнестойкость
В начале испытания кончик испытательного пламени должен касаться изоляционного материала в нижней части рабочей головки, обращенной к испытуемому инструменту (см. рисунок 27).
Горизонтальная опорная линия d, показанная на рисунке 27 и находящаяся на уровне нижней части изоляционного материала, является исходной точкой для измерения высоты пламени.
Если для одного и того же инструмента использованы различные типы изоляционных материалов, то испытание следует проводить на каждом отдельном типе изоляционного материала.
Инструмент подвергают воздействию испытательного пламени в течение 10 с. Затем пламя убирают. Должно быть обеспечено отсутствие воздушной тяги, влияющей на результаты испытания. Распространение горения на инструменте должно наблюдаться в течение 20 с после снятия испытательного пламени.
Инструмент считается выдержавшим испытание, если высота пламени на инструменте не превышает 120 мм в течение периода наблюдения, равного 20 с.
5.11.2 Альтернативные методы испытаний для инструментов, завершивших этап производства
Для оценки соответствия инструментов, завершивших этап производства, изготовитель должен доказать, что он следовал документированной процедуре изготовления образца, который выдержал испытание типа.
Изготовитель должен документировать компоненты и процедуры, которые могут повлиять на огнестойкость изоляции.
В затруднительных ситуациях проводят испытание на выборку в соответствии с IEC 61318 с использованием метода испытаний, определенного для испытания типа.
6 Оценка соответствия инструментов, завершивших этап производства
Для проведения оценки соответствия на этапе производства должен быть использован IEC 61318 в сочетании с настоящим стандартом.
В приложении G с учетом анализа рисков при работе с инструментами предусмотрена классификация дефектов и связанные с ними соответствующие требования испытаний.
Обоснование классификации дефектов, указанных в приложении G, приведено в приложении H.
7 Модификации
Любое изменение в конструкции инструмента требует полного или частичного (если степень их изменения обоснована) повторения типовых испытаний, а также изменения справочной литературы по инструменту.
Приложение A
(справочное)
Описание и примеры изолированных, гибридных и изолирующих инструментов
|

Приложение B
(справочное)
Механическая прочность изолирующих и гибридных инструментов
B.1 Контекст
Инструменты, соответствующие стандартам ISO, часто проверяют с нагрузкой, находящейся далеко за пределами нагрузок, которые действительно могут быть применены вручную. Среди причин этого является
- применение этих универсальных инструментов не всегда известно подробно;
- такие инструменты необходимы для противодействия различным ненадлежащим применениям, которые следует ожидать, без сбоев и воздействия на пользователя.
Для работы под напряжением у рабочих должен быть намного лучший уровень подготовки, и применение инструментов очень четко определено. Следующие информационные предложения основаны на нагрузках, которые можно применять исключительно вручную и в обычных условиях.
Изолирующие инструменты, специально предназначенные для работы под напряжением, могут иметь более низкую устойчивость к напряжению, чем изолированный инструмент, если они выдерживают ожидаемые рабочие нагрузки без сбоев из-за постоянной деформации или разрушения.
B.2 Общие положения
Для определения способности изолирующих и гибридных инструментов выдерживать ожидаемые максимальные рабочие нагрузки, указанные в B.3-B.6, испытания следует проводить в соответствии с процедурами испытаний, определенными в стандартах ISO для аналогичных изолированных инструментов. Если таких стандартов ISO не существует, испытания могут быть указаны изготовителем или заказчиком. При проведении данных испытаний применяются климатические условия IEC и допустимые отклонения по 5.1.
Если изолирующие инструменты оснащены устройствами, которые ограничивают рабочие нагрузки, которые могут быть применены совместно с ними, например муфты сцепления при перегрузке, данные ограничивающие устройства активируются до того, как эти инструменты достигнут испытательных нагрузок, указанных ниже.
B.3 Изолирующие и гибридные отвертки
Таблица B.1 - Значения крутящего момента для изолирующих и гибридных отверток
Диаметр лопасти, мм | Испытательный момент, Н·м |
Не менее 8 | 10 |
От 6,5 до 7,9 | 8,0 |
От 5,5 до 6,4 | 5,5 |
От 4,5 до 5,4 | 4,5 |
От 4 до 4,4 | 2,5 |
От 3,5 до 3,9 | 1,3 |
От 3 до 3,4 | 0,7 |
От 2,5 до 2,9 | 0,4 |
Не более 2,4 | 0,3 |
B.4 Изолирующие и гибридные гаечные и трещоточные ключи
Гаечные и трещоточные ключи: максимальное усилие руки = 500 Н.
Усилие прикладывают на расстоянии 35 мм от внешних концов рукоятки, расположенных перпендикулярно к оси объекта обработки.
B.5 Изолирующие и гибридные Т-образные ключи
Т-образные гаечные ключи: максимальное усилие руки = 250 Н.
Усилие прикладывается одновременно на обеих рукоятках в противоположных направлениях, на расстоянии 35 мм от наружных концов рукояток, расположенных перпендикулярно к оси объекта обработки.
B.6 Изолирующие и гибридные плоскогубцы и ножницы для кабелей
Испытание ручной нагрузки в соответствии с ISO 5744 следует проводить при нагрузке 500 Н.
Усилие прикладывают на расстоянии 35 мм от наружных концов сжимающих рукояток.
Испытание на кручение в соответствии с ISO 5744 следует проводить для плоскогубцев с плоским носом. Усилие зажима должно составлять 350 Н, приложенное на расстоянии 35 мм от наружных концов рукояток. Крутящий момент составляет 4 Н·м. Максимально допустимый угол поворота при этом крутящем моменте составляет 20°.
Приложение C
(обязательное)
Символ "двойной треугольник" (IEC 60417-5216:2002-10) (подходит для работы под напряжением)
|
Приложение D
(справочное)
Рекомендации по использованию и обслуживанию
D.1 Общие положения
Ниже приведены рекомендации исключительно по обслуживанию, проверке, повторному испытанию и использованию ручных инструментов после покупки.
D.2 Хранение
Инструменты следует хранить надлежащим образом для того, чтобы свести к минимуму риск повреждения изоляции при хранении или транспортировании и отдельно от других инструментов, чтобы избежать механических повреждений или путаницы. Кроме того, этим ручным инструментам следует избегать чрезмерного нагрева (например, нагревательных или паровых труб), а также УФ-излучения.
D.3 Проверка перед использованием
Перед использованием каждый ручной инструмент должен быть визуально проверен пользователем.
При возникновении сомнения относительно безопасности ручного инструмента его не следует использовать, либо его необходимо подвергнуть экспертизе, проведенной компетентным лицом, или повторному испытанию.
D.4 Температура
Инструменты в соответствии с их возможностями следует использовать только в областях с температурой от минус 20°С до плюс 70°С, а для инструментов с маркировкой "С" - от минус 40°С до плюс 70°С.
D.5 Периодическое обследование и повторное испытание электрической прочности изоляции
Рекомендуется проводить ежегодный визуальный осмотр у специально обученного человека с целью определения пригодности инструмента для дальнейшего применения. Если требуется проведение повторного испытания электрической прочности изоляции по национальным правилам, или по специальным требованиям заказчика, или при возникновении сомнения после визуального осмотра, то это испытание должно быть выполнено по 5.5.3.2 для изолированных инструментов, по 5.5.3.3 - для гибридных инструментов и по 5.5.4.1 - для изолирующих инструментов.
Приложение E
(обязательное)
Общая процедура испытания типа
Таблица Е.1 - Последовательный порядок выполнения испытания типа
Порядок | Испытание типа | Пункт | Требования |
1 | Визуальная проверка | 5.2 | 4.1.1, 4.1.4, 4.1.6, 4.4.1.2, 4.4.1.3.2, 4.4.2.4, 4.4.3 |
1 | Проверка размеров | 5.3 | 4.1.4, 4.4 |
2 | Испытания на ударную прочность: | 5.4.1 | 4.2.1, 4.2.2 |
- при температуре окружающей среды (для всех ручных инструментов) | 5.4.1.2 | ||
3 | Испытания на ударную прочность: | 5.4.1 | |
- при низкой температуре (для ручных инструментов, кроме категории "С") | 5.4.1.3 | ||
- при чрезвычайно низкой температуре (для ручных инструментов категории "С") | 5.4.1.4 | ||
4 | Испытание электрической прочности изоляции (изолирующих и гибридных инструментов) | 5.5.1, 5.5.2, 5.5.3.1 | 4.2.1 |
4 | Испытание электрической прочности изоляции (изолирующих и гибридных инструментов) | 5.5.1, 5.5.2, 5.5.4.1 | 4.2.1 |
5 | Механическое испытание изоляции (изолированный ручной инструмент) | 5.6.1 | 4.2.1, 4.2.2 |
6 | Испытание на адгезию покрытия из изоляционного материала (изолированный инструмент): | 5.7.1, 5.7.2 | 4.2.1, 4.2.2 |
- испытание рабочей части инструмента (5.7.2.1); | |||
- испытание изоляционного покрытия стержня отверток (5.7.2.2); | |||
- испытание на адгезию изоляции целого инструмента (5.7.2.3) | 5.7.4.1 | 4.1.5 | |
7 | Испытание на адгезию изоляционных покрытий токоведущих регулирующих или переключающих элементов | 5.8.1 | 4.3 |
8 | Механические испытания: | 5.9 | |
- испытание на адгезию изоляционных покрытий токоведущих регулирующих или переключающих элементов | 5.9.1.1 | 4.1.5 | |
- работа под нагрузкой (изолированный инструмент) | 5.9.2.1 | 4.1.2 | |
- работа под нагрузкой (изолирующие и гибридные инструменты) | 5.9.3.1 | 4.1.2 | |
- пинцет | 5.9.4 | 4.1.2 | |
- испытание на удерживающее усилие | 5.9.5 | 4.4.1.1 | |
9 | Долговечность маркировки | 5.10 | 4.1.4 |
10 | Испытание на огнестойкость | 5.10.1 | 4.2.1 |
Испытания типа с одним и тем же порядковым номером могут быть выполнены в более удобном порядке. | |||
Приложение F
(обязательное)
Примеры расчета размотанной длины покрытия и допустимого тока утечки (5.5.3.1.1)
Обозначение | Длина покрытия L, м | Пределы приемлемого тока утечки |
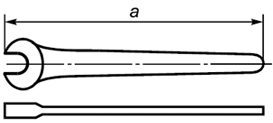
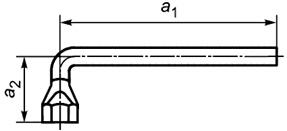
Гаечный ключ односторонний
| L = a | 5 L=1 |
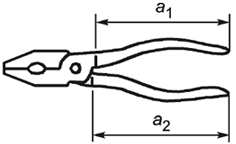
Универсальные плоскогубцы
|
| 5 L = 1,4 |
Односторонний торцевой ключ изогнутый с внутренним шестигранником
|
| 5 L = 2 |
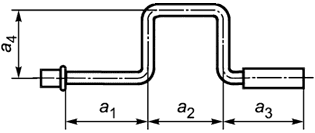
Коловорот
|
| 5 L = 5,5 |
Приложение G
(обязательное)
Классификация несоответствий и назначаемые испытания
Настоящее приложение разработано для последовательного определения типа дефектов изготовленного инструмента (критические, значительные или незначительные) (см. IEC 61318). Для каждого требования, указанного в таблице G.1, указаны тип дефекта и связанные с ним испытания.
Таблица G.1 - Классификация дефектов и связанных с ними требований и испытаний
Требования | Тип дефектов | Испытания | |||
Крити- | Значи- | Незначи- | |||
Общие (4.1) | |||||
4.1.1 | Общая целостность | X | 5.2, 5.3 | ||
4.1.2 | Работа под нагрузкой: | ||||
- изолированные инструменты | X | 5.9.2.2 | |||
- изоляционные и гибридные инструменты | X | 5.9.3.2 | |||
- пинцеты | X | 5.9.4 | |||
4.1.4 * | Маркировка: | ||||
- корректность | X | 5.2, 5.3 | |||
- долговечность | X | 5.10 | |||
__________________ | |||||
4.1.5 | Адгезия изоляционных покрытий | X | 5.9.1.2 | ||
4.1.6 | Инструкции по эксплуатации | X | 5.2 | ||
Общие требования к изоляционным материалам (4.2) | |||||
4.2.1 | Электрическая прочность изоляции: | 5.5 | |||
- изолированных инструментов | X | 5.5.3.2 | |||
- гибридных инструментов | X | 5.5.3.3 | |||
- изолирующих инструментов | X | 5.5.4.2 | |||
4.2.1 | Устойчивость к механическим нагрузкам | ||||
4.2.2 | - ударная прочность | X | 5.4.2 | ||
4.3 | - изолированные инструменты - стойкость к углублению | X | 5.6.2 | ||
- изолированные инструменты - адгезия изоляционных материалов | X | 5.7.3 | |||
- гибридные инструменты - адгезия изоляционных материалов | X | 5.8.2 | |||
4.2.1 | Огнестойкость | X | 5.11.2 | ||
Дополнительные требования к сборным инструментам (4.4.1) | |||||
4.4.1.1 | Удерживающее усилие | X | 5.9.5 | ||
4.4.1.2 | Конструкция изоляции | X | 5.2 | ||
Ручные сборные инструменты с присоединительным квадратом: | |||||
4.4.1.3.1 | - общие требования | X | 5.3 | ||
4.4.1.3.2 | - взаимозаменяемость компонентов, изготовленных разными производителями | 5.2, 5.3, 5.9.5 | |||
4.4.1.3.2 | - инструкции по использованию | X | X | 5.2 | |
Дополнительные требования к отверткам (4.4.2) | |||||
4.4.2.1 | Неизолированные части | X | 5.3 | ||
4.4.2.2 | Форма изоляции стержня | X | |||
4.4.2.3 | Отвертки вставки | X | 5.2, 5.3 | ||
4.4.2.4 | Отвертки с винтовыми удерживающими устройствами | X | |||
Дополнительные требования к неизолированным зонам ключей (4.4.3) | X | 5.2 | |||
Дополнительные требования к регулируемым гаечным ключам (4.4.4) | X | 5.2, 5.3 | |||
Дополнительные требования к плоскогубцам, инструментам для снятия изоляции кабеля (стрипперам), ножницам для кабеля, ручным инструментам для резки кабеля (4.4.5) | X | 5.2, 5.3 | |||
Дополнительные требования к ножницам (4.4.6) | X | 5.2, 5.3 | |||
Дополнительные требования к ножам (4.4.7) | X | 5.3 | |||
Дополнительные требования к пинцетам (4.4.8) | X | 5.2, 5.3 | |||
Приложение H
(справочное)
Обоснование классификации дефектов
В настоящем приложении приведено обоснование классификации дефектов, указанных в приложении G. Для новых инструментов в таблице H.1 приведено обоснование типа дефекта, связанного с несоблюдением каждого из требований, включенных в настоящий стандарт. Этот анализ учитывает, что инструмент используется квалифицированным персоналом и в соответствии с безопасными методами работы.
Таблица H.1 - Обоснование типа дефекта
Требование | Обоснование соответствующего дефекта, указанного в приложении G |
Критические дефекты | |
Общая целостность | Опасность поражения электрическим током в случае дефектов (например, отсутствие изоляционного материала, значительные включения в изоляционное покрытие) |
Адгезия изоляционных покрытий | Отделение изоляционных покрытий может привести к поражению пользователя электрическим током |
Электрическая прочность изоляции: | Изоляционный материал с достаточными диэлектрическими свойствами гарантирует защиту пользователя при каждом использовании ручного инструмента. |
Конструкция ручных сборных инструментов с присоединительным квадратом | Разделение деталей во время использования ручного инструмента может привести к поражению пользователя электрическим током |
Инструкции по использованию ручного сборного инструмента с присоединительным квадратом | Если информация отсутствует или предоставлена недостоверная информация, то неправильная сборка может создать опасные условия работы для пользователя |
Дополнительные требования к отверткам (4.4.2): | Опасность поражения пользователя электрическим током |
Дополнительные требования к неизолированным зонам ключей (4.4.3) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током |
Дополнительные требования к разводным гаечным ключам (4.4.4) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током. Отсутствие защитного упора может привести к поражению пользователя электрическим током |
Дополнительные требования к плоскогубцам, инструментам для снятия изоляции кабеля (стрипперам), ножницам для кабеля, ручным инструментам для резки кабеля (4.4.5) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током. Отсутствие защитного упора может привести к поражению пользователя электрическим током |
Дополнительные требования к ножницам (4.4.6) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током. Отсутствие защитного упора может привести к поражению пользователя электрическим током |
Дополнительные требования к ножам (4.4.7) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током. Отсутствие защитного упора может привести к поражению пользователя электрическим током |
Дополнительные требования к пинцетам (4.4.8) | Слишком широкая неизолированная зона может увеличить опасность поражения пользователя электрическим током. Отсутствие защитного упора может привести к поражению пользователя электрическим током |
Значительные дефекты | |
Работа под нагрузкой | Деформация или поломка ручного инструмента под нагрузкой делает его непригодным для использования |
Устойчивость к механическим нагрузкам: | Вероятно, дефект будет обнаружен пользователем, и рабочий перестанет использовать ручной инструмент |
Ручные сборные инструменты, с присоединительным квадратом: | Вероятно, дефект будет обнаружен пользователем, и рабочий прекратит использовать инструмент |
Устойчивость к механическим нагрузкам | Дефект может быть обнаружен пользователем во время визуального осмотра перед использованием и рабочий прекратит использовать инструмент |
Незначительные дефекты | |
Огнестойкость | Воздействие пламени на изолированные инструменты является результатом несчастного случая на работе (электрической дуги) и не может быть нормальным условием при работе в реальном времени |
Корректность маркировки | Недостоверная информация не приведет к опасной ситуации для пользователя |
Долговечность маркировки | Допускается использовать ручной инструмент до тех пор, пока рабочий может прочитать маркировку |
Инструкции по эксплуатации | Квалифицированный рабочий может пользоваться ручными инструментами при отсутствии информации |
Удерживающее усилие для сборных ручных инструментов | В случае разделения сборки рабочий может использовать ее снова после повторной сборки |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60060-1:2010 | - | * |
IEC 61318 | IDT | ГОСТ IEC 61318-2013 "Работа под напряжением. Оценка соответствия, применимая к оборудованию, приборам и инструменту" |
IEC 61477 | IDT | ГОСТ IEC 61477-2015 "Работа под напряжением. Минимальные требования к эксплуатации инструментов, устройств и оборудования" |
ISO 1174-1 | NEQ | ГОСТ 24372-80 "Ключи гаечные торцовые немеханизированные со сменными головками. Квадраты присоединительные наружные и внутренние. Размеры" |
ISO 5744 | NEQ | ГОСТ 7236-93 (ИСО 5743-88, ИСО 5745-88) "Плоскогубцы. Технические условия" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
Библиография
IEC 60050 | International Electrotechnical Vocabulary (Международный электротехнический словарь) |
IEC 60743 | Live working - Terminology for tools, equipment and devices (Работа под напряжением. Терминология, относящаяся к инструментам, оборудованию и приборам) |
ISO 1703 | Assembly tools for screws and nuts - Designation and nomenclature (Инструменты монтажные для винтов и гаек. Номенклатура) |
ISO 5742 | Pliers and nippers - Nomenclature (Плоскогубцы и кусачки. Номенклатура) |
ISO 8979 | Pliers and nippers for electronics - Nomenclature (Плоскогубцы и кусачки для электронной промышленности. Номенклатура) |
ISO 9654 | Pliers and nippers for electronics - Single-purpose nippers - Cutting nippers (Плоскогубцы и кусачки для электронной промышленности. Кусачки одноцелевого назначения. Острогубцы) |
ISO 9655 | Pliers and nippers for electronics - Single-purpose pliers - Pliers for gripping and manipulating (Плоскогубцы и кусачки для электронной промышленности. Плоскогубцы одноцелевого назначения. Плоскогубцы для захватывания и манипулирования) |
ISO 9656 | Pliers and nippers for electronics - Test methods (Плоскогубцы и кусачки для электронной промышленности. Методы испытаний) |
ISO 9657 | Pliers and nippers for electronics - General technical requirements (Плоскогубцы и кусачки для электронной промышленности. Общие технические требования) |
IEC 60417 | Graphical symbols for use on equipment (Графические обозначения, применяемые на оборудовании) |
УДК 621.757.02:621.3.049:006.354 | МКС 13.260 | IDT |
Ключевые слова: работа под напряжением, ручные инструменты, общие требования, методы испытания | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}