МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
9.916—
2023
Единая система защиты от коррозии и старения
ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ
Методы контроля
Издание официальное
Москва
Российский институт стандартизации
2023
ГОСТ 9.916—2023
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 543 «Защита изделий и материалов от коррозии, старения и биоповреждений»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 июля 2023 г. № 163-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Госстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 4 сентября 2023 г. № 793-ст межгосударственный стандарт ГОСТ 9.916—2023 введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2024 г.
5 ВЗАМЕН ГОСТ 9.302—88 (ИСО 1463—82, ИСО 2064—80, ИСО 2106—82, ИСО 2128—76, ИСО 2177—85, ИСО 2178—82, ИСО 2360—82, ИСО 2361—82, ИСО 2819—80, ИСО 3497—76, ИСО 3543—81, ИСО 3613—80, ИСО 3882—86, ИСО 3892—80, ИСО 4516—80, ИСО 4518—80, ИСО 4522-1—85, ИСО 4522-2—85, ИСО 4524-1—85, ИСО 4524-3—85, ИСО 4524-5—85, ИСО 8401—86)
II
ГОСТ 9.916—2023
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2023
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ 9.916—2023
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................4
4 Общие положения....................................................................4
5 Метод контроля внешнего вида покрытий.................................................5
6 Методы контроля толщины покрытий....................................................5
7 Определение массы покрытия на единицу площади.......................................27
8 Методы контроля пористости покрытий..................................................35
9 Методы контроля прочности сцепления покрытий.........................................43
10 Методы контроля химического состава покрытий.........................................49
11 Метод контроля маслоемкости покрытий...............................................52
12 Метод контроля полноты промывки неметаллических неорганических покрытий...............52
13 Методы контроля коррозионной стойкости покрытий......................................52
14 Методы контроля структуры фосфатных покрытий.......................................57
15 Методы контроля наполнения анодно-окисных покрытий на алюминии и его сплавах...........57
16 Методы контроля функциональных свойств покрытий.....................................58
16.1 Метод контроля микротвердости..................................................58
16.2 Метод контроля переходного электрического сопротивления..........................59
16.3 Метод контроля электрического пробивного напряжения..............................60
16.4 Метод контроля паяемости......................................................60
16.5 Метод контроля отражающей способности покрытий.................................60
17 Метод определения внутренних напряжений металлических электрохимических покрытий......62
18 Метод определения относительного удлинения никелевого покрытия........................64
19 Требования безопасности............................................................65
Приложение А (справочное) Реактивы и материалы, применяемые при контроле покрытий........66
Приложение Б (справочное) Приборы, измерительная аппаратура и приспособления, применяемые при контроле покрытий....................................................70
Приложение В (справочное) Применимость неразрушающих методов контроля толщины покрытий...............................................................71
Приложение Г (справочное) Применимость разрушающих методов контроля толщины покрытий . . .72
Приложение Д (справочное) Плотность металлов и сплавов..................................73
Приложение Е (обязательное) Изготовление и подготовка шлифа для металлографического исследования...........................................................74
Приложение Ж (обязательное) Приготовление растворов....................................76
Приложение И (справочное) Применимость методов контроля пористости покрытий..............78
Приложение К (рекомендуемое) Электрографические методы контроля пористости золотых покрытий................................................................84
Приложение Л (справочное) Применимость методов контроля прочности сцепления покрытий.....85
Приложение М (рекомендуемое) Установление интенсивности дробеструйной обработки серебряных покрытий для испытаний на адгезию по контрольным образцам Almen А..........86
Приложение Н (рекомендуемое) Метод контроля защитных свойств хроматных покрытий на цинковых и кадмиевых покрытиях...................................................88
Библиография........................................................................89
IV
МКС 25.220.40
Поправка к ГОСТ 9.916—2023 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
В каком месте | Напечатано | Должно быть |
Пункт 6.13.2. Таблица 5. Гра- | Появление розового пятна | Появление розового пятна или |
фа «Признак окончания измерения» для покрытия «Никель» | основного металла | |
подзаголовок «Компонент» для растворов 30 и 31 | Лимеда УПОС-2 | Лимеда-УПОС-2* |
сноска —* (на с. 21) | * Для приготовления раствора допускается использовать другие компоненты с характеристиками и назначением аналогичными компоненту Лимеда УПОС-2. | |
Приложение А. Таблица А.1. Наименование «Удалитель Ли-меда УПОС-2» | Удалитель Лимеда УПОС-2 | Удалитель Лимеда УПОС-23) |
сноска —3) (на с. 68) | 3) Для приготовления раствора допускается использовать другие компоненты с характеристиками и назначением аналогичными компоненту Лимеда УПОС-2. | |
Приложение Ж, пункт Ж.2.11 | Лимеда УПОС-2 | Лимеда УПОС-2* |
сноска —* (на с. 76) | ||
* Для приготовления раствора допускается использовать другие компоненты с характеристиками и назначением аналогичными компоненту Лимеда УПОС-2. |
(ИУС № 4 2024 г.)
ГОСТ 9.916—2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ
Методы контроля
Unified system of corrosion and ageing protection. Metal and non-metal inorganic coatings. Control methods
Дата введения — 2024—10—01
1 Область применения
Настоящий стандарт распространяется на металлические и неметаллические неорганические покрытия (далее — покрытия), получаемые электрохимическим, химическим и горячим способами, и устанавливает методы контроля показателей, характеризующих защитные и декоративные свойства покрытий, на соответствие требованиям ГОСТ 9.301 и нормативным документам и технической документации на изделия с покрытиями.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.031—74 Единая система защиты от коррозии и старения. Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов. Общие требования и методы контроля
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.308 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 9.311 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Метод оценки коррозионных поражений
ГОСТ 9.402 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.016 Система стандартов безопасности труда. Воздух рабочей зоны. Требования к методикам измерения концентраций вредных веществ
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
Издание официальное
1
ГОСТ 9.916—2023
ГОСТ 12.2.052 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности
ГОСТ 12.3.008 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 12.3.019 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 12.4.009 Система стандартов безопасности труда. Пожарная техника для защиты объектов. Основные виды. Размещение и обслуживание
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.131 Халаты женские. Технические условия
ГОСТ 12.4.132 Халаты мужские. Технические условия
ГОСТ 12.4.253 (EN 166:2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз и лица. Общие технические требования
ГОСТ 12.4.296 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Респираторы фильтрующие. Общие технические условия
ГОСТ 15.009 Система разработки и постановки продукции на производство. Непродовольственные товары народного потребления
ГОСТ 20.57.406 Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний
ГОСТ 26.020 Шрифты для средств измерений и автоматизации. Начертания и основные размеры
ГОСТ 61 Реактивы. Кислота уксусная. Технические условия
ГОСТ 83 Реактивы. Натрий углекислый. Технические условия
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 199 Реактивы. Натрий уксуснокислый 3-водный. Технические условия
ГОСТ 902 Натрия бисульфит технический (водный раствор). Технические условия
ГОСТ 1027 Реактивы. Свинец (II) уксуснокислый 3-водный. Технические условия
ГОСТ 1277 Реактивы. Серебро азотнокислое. Технические условия
ГОСТ 1381 Уротропин технический. Технические условия
ГОСТ 1625 Формалин технический. Технические условия
ГОСТ 2053 Реактивы. Натрий сернистый 9-водный. Технические условия
ГОСТ 22631) Натр едкий технический. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3117 Реактивы. Аммоний уксуснокислый. Технические условия
ГОСТ 3118 Реактивы. Кислота соляная. Технические условия
ГОСТ 3760 Реактивы. Аммиак водный. Технические условия
ГОСТ 3769 Реактивы. Аммоний сернокислый. Технические условия
ГОСТ 3773 Реактивы. Аммоний хлористый. Технические условия
ГОСТ 3776 Реактивы. Хрома (VI) оксид. Технические условия
ГОСТ 4038 Реактивы. Никель (II) хлорид 6-водный. Технические условия
ГОСТ 4145 Реактивы. Калий сернокислый. Технические условия
ГОСТ 4147 Реактивы. Железо (III) хлорид 6-водный. Технические условия
ГОСТ 4148 Реактивы. Железо (II) сернокислое 7-водное. Технические условия
ГОСТ 4159 Реактивы. Йод. Технические условия
ГОСТ 4165 Реактивы. Медь (II) сернокислая 5-водная. Технические условия
ГОСТ 4166 Реактивы. Натрий сернокислый. Технические условия
ГОСТ 4167 Реактивы. Медь двухлористая 2-водная. Технические условия
ГОСТ 4168 Реактивы. Натрий азотнокислый. Технические условия
ГОСТ 4197 Реактивы. Натрий азотисто-кислый. Технические условия
ГОСТ 4202 Реактивы. Калий йодноватокислый. Технические условия
ГОСТ 4204 Реактивы. Кислота серная. Технические условия
ГОСТ 4206 Реактивы. Калий железосинеродистый. Технические условия
ГОСТ 4207 Реактивы. Калий железистосинеродистый 3-водный. Технические условия
ГОСТ 4217 Реактивы. Калий азотнокислый. Технические условия
11 В Российской Федерации действует ГОСТ Р 55064—2012.
2
ГОСТ 9.916—2023
ГОСТ 4220 Реактивы. Калий двухромовокислый. Технические условия
ГОСТ 4232 Реактивы. Калий йодистый. Технические условия
ГОСТ 4233 Реактивы. Натрий хлористый. Технические условия
ГОСТ 4234 Реактивы. Калий хлористый. Технические условия
ГОСТ 4328 Реактивы. Натрия гидроокись. Технические условия
ГОСТ 4330 Реактивы. Кадмий хлористый 2,5-водный. Технические условия
ГОСТ 4461 Реактивы. Кислота азотная. Технические условия
ГОСТ 4526 Реактивы. Магний оксид. Технические условия
ГОСТ 5556 Вата медицинская гигроскопическая. Технические условия
ГОСТ 5644 Сульфит натрия безводный. Технические условия
ГОСТ 5828 Реактивы. Диметилглиоксим. Технические условия
ГОСТ 6344 Реактивы. Тиомочевина. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 6552 Реактивы. Кислота ортофосфорная. Технические условия
ГОСТ 6691 Реактивы. Карбамид. Технические условия
ГОСТ 6709 Л Вода дистиллированная. Технические условия
ГОСТ 8074 Микроскопы инструментальные. Типы, основные параметры и размеры. Технические требования
ГОСТ 8465 Калий цианистый технический. Технические условия
ГОСТ 9450 Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9849 Порошок железный. Технические условия
ГОСТ 10054
ГОСТ 10163
ГОСТ 10484
ГОСТ 10652
Шкурка шлифовальная бумажная водостойкая. Технические условия
Реактивы. Крахмал растворимый. Технические условия
Реактивы. Кислота фтористоводородная. Технические условия
Реактивы. Соль динатриевая этилендиамин-N, N, N’, N’-тетрауксусной кислоты 2-вод-
ная (трилон Б). Технические условия
ГОСТ 10704 Трубы стальные электросварные прямошовные. Сортамент
ГОСТ 10929 Реактивы. Водорода пероксид. Технические условия
ГОСТ 10931 Реактивы. Натрий молибденовокислый 2-водный. Технические условия
ГОСТ 12026 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 16214 Лента поливинилхлоридная электроизоляционная с липким слоем. Технические ус
ловия
ГОСТ 17299 Спирт этиловый технический. Технические условия
ГОСТ 183532) Контроль неразрушающий. Классификация видов и методов
ГОСТ 20010 Перчатки резиновые технические. Технические условия
ГОСТ 20477 Лента полиэтиленовая с липким слоем. Технические условия
ГОСТ 20478 Реактивы. Аммоний надсернокислый. Технические условия
ГОСТ 20490 Реактивы. Калий марганцовокислый. Технические условия
ГОСТ 20848 Реактивы. Калий фтористый 2-водный. Технические условия
ГОСТ 21286 Каолин обогащенный для керамических изделий. Технические условия
ГОСТ 22180 Реактивы. Кислота щавелевая. Технические условия
ГОСТ 22867 Реактивы. Аммоний азотнокислый. Технические условия
ГОСТ 24606.3 Изделия коммутационные, установочные и соединители электрические. Методы измерения сопротивления контакта и динамической и статической нестабильности переходного сопро
тивления контакта
ГОСТ 25336 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 25593 Пасты алмазные. Технические условия
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 27987 Анализаторы жидкости потенциометрические ГСП. Общие технические условия
ГОСТ 28498 Термометры жидкостные стеклянные. Общие технические требования. Методы испытаний
Л В Российской Федерации действует ГОСТ Р 58144—2018.
2) В Российской Федерации действует ГОСТ Р 56542—2019.
3
ГОСТ 9.916—2023
ГОСТ 29227 (ИСО 835-1—81) Посуда лабораторная стеклянная. Пипетки градуированные. Часть 1. Общие требования
ГОСТ 29251 (ИСО 385-1—84) Посуда лабораторная стеклянная. Бюретки. Часть 1. Общие требования
ГОСТ OIML R 76-1 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания1)
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008.
4 Общие положения
4.1 Количество деталей, отбираемых на контроль, устанавливают в соответствии с ГОСТ 9.301.
4.2 Контроль качества покрытий проводят на наружной поверхности детали, на доступных участках, не имеющих накатки, удаленных от ребер, углов, резьбы, отверстий, мест контакта с монтажным приспособлением, паяных и сварных швов.
Необходимость проведения контроля на внутренних и труднодоступных поверхностях детали должна быть оговорена в технической документации на изделие с указанием метода контроля и места проведения измерения.
4.3 Перед проведением контроля толщины, пористости, защитных и функциональных свойств покрытий детали с покрытиями выдерживают до достижения ими температуры помещения, в котором проводят контроль, и обезжиривают органическим растворителем, а затем этиловым спиртом или пастой из окиси магния.
После обезжиривания пастой детали промывают дистиллированной водой и высушивают фильтровальной бумагой или на воздухе.
4.4 Хроматные пленки с цинковых и кадмиевых покрытий удаляют ватным тампоном, смоченным соляной кислотой (плотность 1,19 г/см3), разбавленной в соотношении 1:8, или ластиком.
4.5 Фосфатные покрытия с цинковых и кадмиевых покрытий удаляют в соответствии с ГОСТ 9.402.
4.6 Перед определением толщины многослойных покрытий хроматную пленку толщиной до 1 мкм удаляют соляной кислотой (плотность 1,18 г/см3) при температуре в диапазоне от 18 °C до 30 °C в течение 30—60 с или соляной кислотой, разбавленной в соотношении 1:1, при температуре от 50 °C до 60 °C в течение 10—20 с.
4.7 При необходимости перед проведением контроля проводят активацию никелевых покрытий соляной кислотой (плотность 1,19 г/см3), разбавленной в соотношении 1:1, в течение 3—5 с при температуре в диапазоне от 18 °C до 30 °C или пастой из окиси магния.
4.8 После обработки по 4.4, 4.6 и 4.7 детали промывают дистиллированной водой и высушивают фильтровальной бумагой или на воздухе.
4.9 При проведении контроля качества покрытий непосредственно после их получения подготовку по 4.3 и 4.7 допускается не проводить.
1> В Российской Федерации действует также ГОСТ Р 53228—2008 «Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания».
4
ГОСТ 9.916—2023
4.10 После проведения контроля качества разрушающими (химическими) методами детали (или часть детали, на которой проводился контроль) промывают водой и высушивают фильтровальной бумагой или на воздухе.
4.11 Для приготовления растворов применяют дистиллированную воду по ГОСТ 6709 с электрической проводимостью не более 5 мкСм/см при температуре 20 °C. При необходимости воду обессоливают повторной дистилляцией или ионным обменом.
4.12 Реактивы и материалы, применяемые при контроле покрытий, приведены в приложении А. Реактивы, используемые для приготовления растворов, должны иметь квалификацию не ниже «чистый» (ч).
4.13 Контрольно-измерительная аппаратура, применяемая при контроле покрытий, приведена в приложении Б.
5 Метод контроля внешнего вида покрытий
5.1 Метод основан на выявлении дефектов поверхности покрытия при внешнем осмотре и применим для деталей любой формы и габаритных размеров.
5.2 Контроль проводят осмотром деталей на расстоянии приблизительно 25 см от контролируемой поверхности при естественном или искусственном освещении. Наблюдение проводят визуально невооруженным глазом при освещенности не менее 300 лк. Осмотр проводят невооруженным глазом при 100 %-ном зрении или с использованием очков, корректирующих зрение.
5.3 Необходимость применения оптических приборов с указанием кратности увеличения должна быть оговорена в технической документации на изделие.
5.4 Оценку качества внешнего вида покрытий допускается проводить на соответствие утвержденным в соответствии с ГОСТ 15.009 образцам-эталонам, форма, размеры и внешний вид которых должны быть согласованы с заказчиком, или по контрольным образцам, принятым у изготовителя и согласованным с заказчиком.
5.5 При оценке внешнего вида покрытий необходимо учитывать состояние поверхности детали перед нанесением покрытий.
6 Методы контроля толщины покрытий
6.1 Общие положения
6.1.1 Толщину покрытий контролируют неразрушающими или разрушающими методами. К неразрушающим методам контроля толщины покрытий относят:
а) магнитные методы:
1) магнитоотрывной,
2) магнитостатический (метод магнитного потока),
3) магнитоиндукционный;
б) метод вихревых токов;
в) радиационные методы:
1) метод обратного рассеяния бета-излучения,
2) рентгенофлюоресцентный;
г) термоэлектрический метод;
д) оптический метод.
К разрушающим методам контроля толщины покрытий относят:
а) гравиметрический метод1);
б) аналитический метод;
в) профилометрический метод1);
г) металлографический метод;
д) кулонометрический метод;
е) методы струи:
1) электроструйный,
1 ) В зависимости от порядка выполнения операций контроля метод может быть неразрушающим.
5
ГОСТ 9.916—2023
2) струйно-периодический,
3) струйно-объемный;
ж) метод капли;
и) метод кратера.
Применимость неразрушающих и разрушающих методов контроля толщины покрытий в зависимости от вида покрытия и материала детали приведена в приложениях В и Г.
6.1.2 Для контроля толщины покрытий допускается применять приборы, обеспечивающие погрешность определения толщины не более ±10 %.
Измерительные приборы должны быть поверены, испытательное оборудование — аттестовано.
6.1.3 За результат измерения толщины покрытия принимают среднее арифметическое значение результатов не менее трех измерений на поверхности одной детали или результатов измерений на трех—пяти деталях одной партии единовременной загрузки, если поверхность одной детали составляет менее 1 см2.
Среднее арифметическое значение толщины покрытия Н, мкм, вычисляют по формуле
1 л
н=^ (1)
где п — количество проведенных измерений;
Hj — результат /-го измерения толщины покрытия, мкм.
6.1.4 Допускается применять неразрушающие методы контроля толщины покрытий, не предусмотренные настоящим стандартом, в соответствии с ГОСТ 18353.
6.1.5 Требования к деталям, на которых контролируют толщину покрытий неразрушающими методами, в части шероховатости и радиуса кривизны поверхности, минимальной и максимальной толщины детали, толщины покрытия, минимальных размеров площадки измерения и т. п., указаны в технических условиях или стандартах на толщиномеры конкретных типов (см. [1]).
6.2 Магнитные методы
6.2.1 Общие положения
В основе магнитных методов лежит один из двух принципов:
- измерение притяжения между магнитом и основным металлом, на которое влияет присутствие покрытия;
- измерение сопротивления магнитному потоку, проходящему через покрытие и основной металл.
Методы применяют при условии соблюдения определенных требований к чистоте, кривизне и шероховатости поверхности испытуемых изделий (образцов), а также к магнитным свойствам и толщине основного металла и покрытия.
Относительная погрешность методов не превышает ±10 % или 1,5 мкм, в зависимости от того, какая величина больше.
6.2.2 Магнитоотрывной метод
Метод основан на измерении силы отрыва постоянного магнита или сердечника электромагнита от контролируемой поверхности, которая зависит от толщины покрытия.
Метод применяют для немагнитных покрытий на деталях из магнитных металлов при толщине покрытия до 1000 мкм, а также для магнитных покрытий на деталях из немагнитных металлов при толщине покрытия до 25 мкм.
6.2.3 Магнитостатический метод
Метод основан на регистрации с помощью магниточувствительных элементов изменений напряженности магнитного поля в цепи электромагнита постоянного тока или постоянного магнита при изменении расстояния между ним и основным металлом детали из-за наличия покрытия.
Метод применяют для немагнитных металлических и неметаллических покрытий и гальванических никелевых покрытий на магнитных металлах.
6.2.4 Магнитоиндукционный метод
Метод основан на определении изменений магнитного сопротивления участка цепи (преобразователь — контролируемая деталь), зависящего от толщины покрытия, путем измерения электродвижущей силы (ЭДС), наводимой в измерительной обмотке преобразователя, питающегося переменным током низкой частоты.
6
ГОСТ 9.916—2023
Метод применяют для немагнитных металлических и неметаллических покрытий на магнитных металлах.
6.3 Метод вихревых токов
Метод основан на регистрации взаимодействия собственного электромагнитного поля преобразователя с электромагнитным полем вихревых токов, наводимых этим преобразователем в детали и зависящих от электрофизических и геометрических параметров основного металла и покрытия.
Метод применяют для неэлектропроводных покрытий на немагнитных металлах и электропроводящих покрытий на немагнитных и магнитных металлах.
При контроле толщины неэлектропроводных покрытий на деталях из немагнитных металлов метод применяют при условии, что значение шероховатости поверхности основного металла и покрытия Ra менее толщины покрытия.
При контроле толщины электропроводных покрытий на деталях из немагнитных металлов метод наиболее эффективен при условии, что удельные электрические проводимости основного металла и покрытия отличаются не менее чем в два-три раза.
Относительная погрешность метода ±5 %.
6.4 Радиационные методы
6.4.1 Метод обратного рассеяния бета-излучения
Метод основан на измерении интенсивности отраженного потока бета-частиц, которая определяется различием атомных номеров основного металла и материала покрытия и зависит от толщины покрытия.
Метод применяют для металлических и неметаллических покрытий на металлах при условии, что разность атомных номеров основного металла и материала покрытия составляет не менее трех единиц.
Относительная погрешность метода ±10 %.
6.4.2 Рентгенофлуоресцентный метод
Метод основан на анализе возбужденного с помощью радиоизотопного источника рентгеновского излучения, спектр которого зависит от основного металла, материала покрытия и его толщины.
Метод применяют для металлических и неметаллических покрытий на металлах.
При контроле металлических покрытий метод эффективен при толщине покрытия до 25 мкм.
Относительная погрешность метода ±10 %.
6.5 Термоэлектрический метод
Метод основан на измерении термоЭДС, возникающей под действием тепла в детали вследствие различия термоэлектрических свойств и теплопроводностей основного металла и покрытия, которая зависит от толщины покрытия.
Метод применяют для металлических покрытий на металлах при толщине покрытия до 50 мкм и разности удельных термоЭДС не менее 20 мкВ/град.
Относительная погрешность метода ±15 %.
6.6 Оптический метод
Метод применяют для прозрачных или полупрозрачных покрытий, в частности для анодно-окисных покрытий на алюминии и его сплавах толщиной от 2 до 100 мкм.
Метод основан на измерении расстояния между двумя частями пучка света, изначально направленного на поверхность образца обычно под углом 45°, отраженными от поверхности покрытия и поверхности основного металла (подслоя). Это расстояние пропорционально толщине покрытия.
Измерения проводят с использованием микроскопов, снабженных микрометрическим измерительным устройством, или специальным окуляром с нанесенной на линзу сеткой. Градуировку измерительных приборов проводят на образцах, толщина покрытий которых измерена другим способом (например, арбитражным металлографическим методом).
Метод предъявляет особые требования к шероховатости отражающих поверхностей, которая увеличивает неопределенность результатов измерений.
Относительная погрешность метода ±10 %.
Подробно оптический метод измерения толщины прозрачных или полупрозрачных анодно-окисных покрытий описан в приложении 1 ГОСТ 9.031—74 (см. также [2]).
7
ГОСТ 9.916—2023
6.7 Гравиметрический метод
6.7.1 Метод заключается в определении массы покрытия взвешиванием изделия (образца) до и после растворения покрытия или до и после нанесения покрытия, определении площади испытуемой поверхности и вычислении толщины покрытия с учетом его плотности.
Альтернативно масса покрытия может быть определена растворением основного металла и прямым взвешиванием покрытия.
6.7.2 Гравиметрическим методом невозможно установить наличие на поверхности испытуемого образца мест, не имеющих покрытия (оголенных), или мест, в которых толщина покрытия менее допускаемой минимальной толщины.
6.7.3 Метод применяют для определения средней толщины однослойных покрытий с известной плотностью на изделиях, массу которых можно определить взвешиванием на весах класса точности не ниже II по ГОСТ OIML R 76-1 и площадь которых известна или может быть измерена.
6.7.4 Определение массы покрытий и площади поверхности образцов проводят в соответствии с разделом 7. Для определения массы покрытия используют один из гравиметрических методов (см. 7.3).
6.7.5 Сведения о плотности металлов приведены в приложении Д.
6.7.6 Среднюю толщину покрытия Н, мкм, вычисляют по формуле
H_(m1-m2)-104 (2)
Sp
где т1 — масса образца с покрытием, г;
т2 — масса образца до нанесения покрытия или после растворения покрытия, г;
S — площадь поверхности покрытия (площадь поверхности образца), см2;
р — плотность металла покрытия, г/см3.
В случае растворения основного металла и прямого взвешивания покрытия среднюю толщину покрытия Н, мкм, вычисляют по формуле
т-104
Sp ’ (3)
где т — масса покрытия, г.
6.7.7 Относительная погрешность метода ±10 %.
6.8 Аналитический метод
Метод основан на полном растворении покрытия, анализе полученного раствора количественными методами с целью определения массы снятого покрытия и вычислении толщины покрытия с учетом занимаемой им площади и плотности.
При растворении покрытия допускается также растворение основного металла, если его присутствие в растворе не мешает количественному определению компонентов покрытия.
Метод применяют для определения толщины преимущественно однослойных металлических покрытий. Площадь поверхности изделий (образцов) определяют в соответствии с 7.1.4. Погрешность измерения площади поверхности покрытия должна составлять не более ±2 %.
Информация о плотности материалов покрытий приведена в приложении Д.
При проведении контроля раствор после снятия покрытия доводят до определенного объема и для определения различных компонентов используют отдельные аликвотные части. Для количественного анализа раствора выбирают подходящие для каждой комбинации покрытие/основа/растворитель стандартные методы химического (фотометрия, титриметрия) или физико-химического (атомно-эмиссионная или атомно-абсорбционная спектрометрия, масс-спектрометрия и др.) анализа.
Среднюю толщину покрытия вычисляют по формуле (2) (см. 6.7.6).
Относительная погрешность метода ±10 %.
6.9 Профилометрический метод
6.9.1 Метод основан на измерении уступа, образованного краем покрытия на основном металле.
8
ГОСТ 9.916—2023
Уступ для измерения толщины покрытия может быть получен в процессе нанесения покрытия на участок основного металла при изоляции этого участка любым способом или растворением покрытия на участке основного металла с предварительной изоляцией остальной поверхности покрытия. Толщину покрытия измеряют после удаления изоляционного материала.
Растворы для снятия покрытия приведены в 7.3 (см. таблицу 8).
6.9.2 Метод применяют для однослойных покрытий на плоских или цилиндрических (при соблюдении определенных условий) поверхностях, если значение шероховатости измеряемых поверхностей Ra не превышает 10 % толщины покрытия.
6.9.3 Для измерения высоты уступа (толщины покрытия) могут быть использованы приборы следующих типов:
- с контактным измерительным щупом (аналогичный приборам для измерения шероховатости поверхности);
- с индукционным измерительным щупом или датчиком перемещений, записывающим профиль поверхности;
- оптические профилометры, такие как интерференционные или конфокальные микроскопы.
Наиболее практичны приборы первых двух типов, обеспечивающие диапазон измеряемых толщин от 0,005 до 1000 мкм.
Перед проведением измерений приборы подлежат градуировке по стандартным образцам.
6.9.4 Толщину покрытия Н, мкм, вычисляют по формуле
Ъ • 103
р
(4)
где h — высота уступа, мм;
р — увеличение измерительного прибора.
Относительная погрешность метода ±10 %.
6.10 Металлографический метод
Метод основан на измерении местной толщины покрытия на металлографическом шлифе поперечного разреза образца (детали).
Метод применяют для однослойных и многослойных металлических, оксидных покрытий, покрытий из керамической и стекловидной эмали.
Для измерений покрытий толщиной более 5 мкм используют металлографические оптические микроскопы. При измерении покрытий толщиной до 20 мкм применяют увеличение 500—1000х, толщиной от 20 до 100 мкм — 400—500х, толщиной свыше 100 мкм — 100—200х. Рекомендуется, чтобы размер видимой, пригодной для измерений области составлял 1,5—3,0 толщины покрытия.
Примечание — Применение ряда современных моделей микроскопов (лазерных, электронных) позволяет измерять толщину покрытий менее 5 мкм.
Изготовление и подготовка шлифов приведены в приложении Е.
Перед проведением измерений микрометрический окуляр микроскопа градуируют, используя стандартные образцы (эталоны длины). Градуировку периодически проверяют повторными измерениями эталона и градуируют прибор заново, если отклонение измеренной длины от сертифицированного значения превышает предельное значение неопределенности, установленное лабораторией для данных измерений. Градуировку микроскопа и измерение толщины покрытий испытуемых образцов должен проводить один и тот же оператор.
Измерения проводят на установленном участке шлифа не менее чем в пяти местах на отрезке длиной 5 мм. При необходимости подробного изучения шлифа применяют растровый электронный микроскоп.
Относительная погрешность метода составляет ±1 мкм или ±10 % в зависимости от того, какая величина больше. При сочетании оптимального выбора прибора, качественной градуировки и подготовки шлифа относительная погрешность метода может составлять ±0,8 мкм для покрытий толщиной до 25 мкм и ±5 % — для покрытий толщиной свыше 25 мкм.
9
ГОСТ 9.916—2023
6.11 Кулонометрический метод
Метод основан на определении количества электричества, необходимого для анодного растворения покрытия на ограниченном участке в соответствующем электролите под действием стабилизированного тока.
В момент полного растворения покрытия и появления основного металла или металла подслоя наблюдается резкое изменение показания прибора (скачок потенциала), что является признаком окончания измерения.
Метод применяют для однослойных и многослойных покрытий (послойно) толщиной от 0,2 до 50 мкм.
Толщину покрытий измеряют, используя кулонометрические толщиномеры различных конструкций, основными составными частями которых являются электролитическая ячейка, обеспечивающая надлежащее перемешивание электролита, источник постоянного тока и измеритель тока.
Растворы (электролиты), применяемые при кулонометрическом определении толщины покрытий, приведены в таблице 1. Растворы используют только один раз. Приготовление растворов — в соответствии с приложением Ж. Допускается применять другие электролиты, предусмотренные инструкцией по эксплуатации кулонометрического толщиномера.
Толщину покрытия Н, мкм, при эффективности растворения покрытия, равной 100 %, вычисляют по формуле
S-P
где Q— количество электричества, прошедшее через электролитическую ячейку в процессе растворения покрытия, Кл, вычисляемое по формуле
Q = Tt, (6)
где / — сила тока, А;
t — продолжительность процесса растворения, с;
Е — электрохимический эквивалент металла покрытия, г/Кл;
S — площадь поверхности образца, контактирующая с электролитом, см2;
р — плотность материала покрытия, г/см3.
Относительная погрешность метода ±10 %.
Таблица 1 — Растворы, применяемые для кулонометрического контроля толщины покрытий
Материал покрытия | Материал основы | го ф о ЗЕ га | Состав раствора | Условия испытания | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Золото | Алюминий, медь, сплавы меди (латунь), никель, сталь, неметаллы | 1 | Цианид калия (KCN) | 100 | Плотность тока 100 мА/см2 или 400 мА/см2. Электролит применим к матовым и блестящим покрытиям золотом, но результаты зависят от присутствия других элементов и плотности покрытия | |
10
Продолжение таблицы 1
ГОСТ 9.916—2023
Материал покрытия | Материал основы | го ф о И го | Состав раствора | Условия испытания | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Кадмий | Медь, сплавы меди (латунь), сталь, неметаллы | 2 | Хлорид калия (KCI) Хлорид аммония (NH4CI) | 30 30 | — | Плотность тока от 100 до 400 мА/см2. При растворении покрытия необходим контроль заданного напряжения |
Медь | Алюминий, сталь, неметаллы | 3 | Нитрат аммония (NH4NO3) Гидроксид аммония (NH4OH), плотность 0,88 г/см3 | 800 | 10 | Плотность тока от 100 до 400 мА/см2. Отклонение результатов измерения толщины покрытия от истинного значения обычно составляет от 1 % до 2 % в сторону занижения |
Никель, алюминий, неметаллы | 4 | Сульфат калия (K2SO4) Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 | 100 | 20 | Плотность тока от 100 до 400 мА/см2 | |
Цинк; цинковые сплавы, отливаемые под давлением; неметаллы | 5 | Кислота кремнефтористоводородная (H2SiF6), раствор концентрацией не менее 30 % (по массе) | Плотность тока от 100 до 400 мА/см2. По окончании испытания возможны остаточные следы меди на цинке в виде пятен, что не влияет на точность результатов | |||
Никель, кобальт и их сплавы | Сталь, алюминий, неметаллы | 6 | Нитрат аммония (NH4NO3) Тиомочевина [CS(NH2)2], раствор концентрацией 76 г/дм3 | 800 | 50 | Плотность тока от 100 до 400 мА/см2. Пассивация испытуемого никелевого покрытия снижает эффективность растворения* |
Медь, сплавы меди, нержавеющая сталь, неметаллы | 7 | Кислота соляная (HCI), плотность 1,18 г/см3 | — | 100 | Плотность тока 400 мА/см2 | |
Олово | Алюминий, неметаллы | 8 | Кислота серная (H2SO4), плотность 1,84 г/см3 Фторид калия (KF) | 5 | 50 | Плотность тока 100 мА/см2 или 400 мА/см2 |
11
ГОСТ 9.916—2023
Продолжение таблицы 1
Материал покрытия | Материал основы | го ф о 2 2 о и I га | Состав раствора | Условия испытания | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Олово | Медь, сплавы меди, никель, сталь, неметаллы | 9 | Кислота соляная (HCI), плотность 1,18 г/см3 | 170 | Плотность тока от 100 до 400 мА/см2. Электролит растворяет покрытие при очень низком напряжении ячейки, не оказывая при этом воздействия на подслой, оголяющийся в конце испытания. При испытании толстых или нескольких более тонких покрытий следует достаточно часто очищать отверстия электролитической ячейки** | |
Сплав олово-никель | Сталь, неметаллы | 10 | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 Кислота соляная (HCI), плотность 1,18 г/см3 Кислота щавелевая (С2Н2О4 • 2Н2О), раствор, насыщенный при комнатной температуре | 100 см3 50 см3 50 см3 | Плотность тока 100 мА/см2*** | |
Медь, латунь, неметаллы | 11 | Хлорид никеля (NiCI2 • 6Н2О) Хлорид олова (IV) обезвоженный (SnCI4) Кислота соляная (HCI), плотность 1,18 г/см3 Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 Вода | 12 г 13 г 40 см3 50 см3 200 см3 | Плотность тока примерно 400 мА/см2 *4 | ||
Свинец | Сталь, медь, никель (возможно, с подслоем из олова), неметаллы | 12 | Ацетат натрия (CH3COONa) Ацетат аммония (CH3COONH4) | 200 200 | — | Эффективность растворения свинцового покрытия немного ниже 100 %, но при этом результат определения толщины превышает истинное значение не более чем на 5 %. Плотность тока от 100 до 400 мА/см2 |
12
Продолжение таблицы 1
ГОСТ 9.916—2023
Материал покрытия | Материал ОСНОВЫ | СП ф о X СП | Состав раствора | Условия испытания | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Серебро | Медь, сплавы меди, никель, неметаллы | 13 | Фторид калия (KF) | 100 | Плотность тока от 100 до 400 мА/см2. Электролит используют для определения толщины матовых и блестящих серебряных покрытий с блескообразующими добавками, содержащими серу, но он непригоден для блестящих покрытий из сплавов серебра с сурьмой или висмутом*5 | |
Хром | Сталь, никель, алюминий, неметаллы | 14 | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 Оксид хрома (VI) (СгО3) | 25 | 95 | Электролит пригоден при плотности тока примерно 100 мА/см2 для покрытий толщиной не более 5 мкм. Погрешность определения толщины не превышает ±10 %. При вычислении толщины покрытия используют значение электрохимического эквивалента хрома (VI) |
Хром | Медь, сплавы меди | 15 | Карбонат натрия (Na2CO3) | 100 | — | Электролит пригоден при плотности тока примерно 100 мА/см2 для покрытий толщиной не более 5 мкм |
Алюминий, никель, неметаллы | 16 | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 | — | 64 | Электролит наиболее пригоден при плотности тока примерно 100 мА/см2 для тонких или декоративных покрытий хромом | |
Цинк | Сталь, медь, латунь, неметаллы | 17 | Хлорид калия (KCI) | 100 | Плотность тока от 100 до 400 мА/см2. При растворении покрытия необходим контроль заданного напряжения, но это не столь критично, как при испытании покрытий кадмием | |
* Пассивация поверхности никелевого покрытия может происходить также при анодном растворении в растворе фосфорной кислоты хроматного покрытия, нанесенного поверх никелевого покрытия. Индикатором снижения эффективности растворения никеля может служить напряжение в электролитической ячейке. Так, при плотности тока 400 мА/см2 и 100 %-ном растворении никеля напряжение в ячейке, как правило, менее 2,4 В. Если напряжение составляет 2,5 В и более, это свидетельствует о том, что эффективность растворения никеля значительно ниже 100 % или выделение кислорода происходит вообще без растворения никеля. При необходимости никелевую поверхность активируют перед испытанием, наливая в ячейку разбавленный раствор (от 1 до 2 моль/дм3) соляной кислоты на период от 30 до 60 с и тщательно промывая водой.
** Олово из раствора электролита может осаждаться в виде рыхлого налета на стенках ячейки из нержавеющей стали, закупоривая отверстия и, как следствие, преждевременно останавливая испытание.
13
ГОСТ 9.916—2023
Окончание таблицы 1
*** При такой плотности тока олово из сплавов растворяется с образованием соединений Sn (II), и в этой системе электрохимический эквивалент сплава Sn-Ni с содержанием 65 % и 35 % соответственно составляет 0,505 мг/Кл. Для повышения точности определения толщины покрытий следует вводить поправки, учитывающие реальный состав сплавов, поскольку незначительные изменения состава могут приводить к существенным изменениям плотности и электрохимического эквивалента сплава.
*4 При такой плотности тока олово из сплавов растворяется с образованием соединений Sn (IV), и в этой системе электрохимический эквивалент сплава Sn-Ni с содержанием 65 % и 35 % соответственно составляет 0,306 мг/Кл. Для повышения точности определения толщины покрытий следует вводить поправки, учитывающие реальный состав сплавов, поскольку незначительные изменения состава могут приводить к существенным изменениям плотности и электрохимического эквивалента сплава.
*5 При испытании серебряных покрытий с данным электролитом существует возможность осаждения металлического серебра на стенках ячейки из нержавеющей стали. Осажденное серебро не закупоривает отверстия ячейки, но может понизить напряжение, необходимое для растворения покрытия. В связи с этим желательно после каждого испытания очищать нержавеющую сталь от серебра, обрабатывая ячейку азотной кислотой.
ВНИМАНИЕ — Многие реагенты, используемые для приготовления растворов, являются опасными, токсичными и требуют особого обращения. Концентрированные растворы кислот и гидроксида аммония оказывают раздражающее действие на дыхательные пути, вызывают ожоги кожи и глаз при контакте. Не допускается приливать воду к концентрированной серной кислоте. Щавелевая кислота оказывает вредное влияние при попадании на кожу или внутрь. Цианид калия — очень токсичен; следует избегать вдыхания (выделяет цианистый водород), проглатывания, контакта с кожей и глазами. Фторид калия токсичен при вдыхании, попадании внутрь и контакте с кожей. Нитрат аммония может возгораться при контакте с горючими материалами. Мелкие частицы хлорида никеля оказывают вредное воздействие при вдыхании и раздражающее действие при попадании на кожу и в глаза. Хлорид олова (IV) вызывает ожоги кожи и глаз, раздражает дыхательные пути. Не следует допускать неосторожного контакта его с водой. Оксид хрома (VI) может воспламеняться при контакте с горючими веществами, вызывает ожоги при попадании на кожу и в глаза.
6.12 Методы струи
6.12.1 Методы основаны на растворении покрытия под действием струи раствора, вытекающей с определенной скоростью.
Методы применяют для однослойных и многослойных покрытий (послойно) на поверхностях, обеспечивающих стекание растворов.
Растворы, применяемые при определении толщины покрытий методами струи, приведены в таблице 2. Приготовление растворов — в соответствии с приложением Ж.
Для предотвращения растекания раствора поверхность детали допускается изолировать любым химически стойким материалом.
Таблица 2 — Растворы для измерения толщины покрытий методами струи
Металл покрытия | Основной металл или металл подслоя | го ф о 2 £ I го | Состав раствора | Признак окончания измерения | ||
Компонент | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Цинк | Сталь | 18 | Нитрат аммония (NH4NO3) Сульфат меди (CuSO4) Кислота соляная (HCI), раствор 1 моль/дм3 | 70 7 | 70 | Появление розового пятна контактной меди |
14
Продолжение таблицы 2
ГОСТ 9.916—2023
Металл покрытия | Основной металл или металл подслоя | го ф о 2 £ I го | Состав раствора | Признак окончания измерения | ||
Компонент | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Кадмий* | Сталь, медь и ее сплавы, никель | 19 | Нитрат аммония (NH4NO3) Кислота соляная (HCI), раствор 1 моль/дм3 Сульфат меди (CuSO4) | 18 2 | 18 | Появление розового пятна контактной меди, основного металла или металла подслоя |
Медь | Сталь | 20 | Хлорид железа (III) (FeCI3) Сульфат меди (CuSO4) | 300 100 | — | Появление розового пятна контактной меди |
Никель, цинк и его сплавы | Появление основного металла | |||||
Никель | Сталь, алюминий и его сплавы | 20 | Хлорид железа (III) (FeCI3) Сульфат меди (CuSO4) | 300 100 | — | Появление розового пятна контактной меди или основного металла |
Медь и ее сплавы, титан и его сплавы | Появление основного металла | |||||
Хром** | Никель | 21 | Кислота соляная (HCI), плотность 1,19 г/см3 Кислота серная (H2SO4), плотность 1,84 г/см3 Хлорид железа (III) (FeCI3) Сульфат меди (CuSO4) Спирт этиловый (С2Н5ОН) | 60 30 | 220 100 100 | Появление основного металла |
Сталь | Появление розового пятна контактной меди | |||||
Серебро, сплав серебро-сурьма (ДО 1 % сурьмы) | Медь и ее сплавы, никель | 22 | Йодид калия (KI) Йод (12) | 250 7 | — | Появление основного металла или металла подслоя |
Сплав серебро-сурьма | 23 | Йодид калия (KI) Йод (I2) Кислота азотная (HNO3), плотность 1,41 г/см3 | 250 7 | 150 | ||
Сплав медь-олово (бронза) | Сталь | 24 | Сульфат железа (II) (FeSO4-7H2O) Кислота азотная (HNO3), плотность 1,41 г/см3 Кислота соляная (HCI), плотность 1,19 г/см3 | 25 | 100 40 | Появление основного металла |
15
ГОСТ 9.916—2023
Окончание таблицы 2
Металл покрытия | Основной металл или металл подслоя | 05 ф О 2 £ О I га | Состав раствора | Признак окончания измерения | ||
Компонент | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Сплав медь-цинк (латунь) | Сталь | 25 | Хлорид железа (III) (FeCI3) Кислота соляная (HCI), плотность 1,19 г/см3 Кислота уксусная ледяная (СН3СООН) Хлорид сурьмы (III) (SbCI3) | 150 15 | 150 250 | Появление черного пятна |
* Допускается использовать такой же раствор, как для цинкового покрытия.
** Перед испытанием пассивную пленку разрушают прикосновением к поверхности покрытия цинковой палочкой, смоченной раствором, до получения темного пятна.
6.12.2 Электроструйный метод
При проведении измерений применяют установку, состоящую из капельной воронки с краном. К нижнему концу воронки присоединяют при помощи резиновой трубки капиллярную трубку, из которой раствор подают на поверхность детали. Капиллярная трубка должна быть откалибрована таким образом, чтобы при полном открывании крана (при постоянном давлении и температуре от 18 °C до 30 °C) за 30 с вытекало (10 ± 1) см3 дистиллированной воды. В качестве капилляра допускается применять наконечник из химически стойкого материала при обеспечении указанной скорости истечения. Постоянное давление устанавливают посредством стеклянной трубки, вставленной через пробку в горлышко воронки и имеющей отверстие для воздуха, поступающего в воронку. Нижний конец трубки должен находиться в растворе на расстоянии (250 ± 5) мм от конца капиллярной трубки. В трубку вставляют термометр. Через пробку вставляют вторую стеклянную трубку, в закрытый конец которой впаяна платиновая проволока. Нижний конец трубки должен находиться в растворе в постоянном положении на расстоянии (250 ± 5) мм от конца капиллярной трубки в соответствии с рисунком 1.
Платиновую проволоку и контролируемую деталь подключают к электрической схеме, в которую входят источник тока с регулируемым напряжением от 1 до 3 В и внутренним сопротивлением от 10 до 20 кОм, микроамперметр с пределом измерения от 150 до 300 мкА и классом точности не ниже 4,0 и выключатель.
Перед началом работы воронку на три четверти объема заполняют раствором, открывают кран и заполняют капиллярную трубку. Горлышко воронки закрывают пробкой, закрывают кран. Снова открывают кран и дают возможность раствору вытекать до тех пор, пока не начнется равномерное засасывание пузырьков воздуха в воронку, что указывает на установившееся в ней постоянное давление.
Деталь укрепляют в штативе (на подставке) таким образом, чтобы конец капиллярной трубки находился на расстоянии 4—5 мм от поверхности детали и было обеспечено свободное стекание раствора.
Деталь должна быть электрически изолирована от металлического штатива (подставки).
При проведении измерения включают схему, одновременно открывают кран и включают секундомер. Останавливают секундомер и закрывают кран в момент отклонения стрелки измерительного прибора, которое происходит при появлении основного металла или подслоя.
16
ГОСТ 9.916—2023
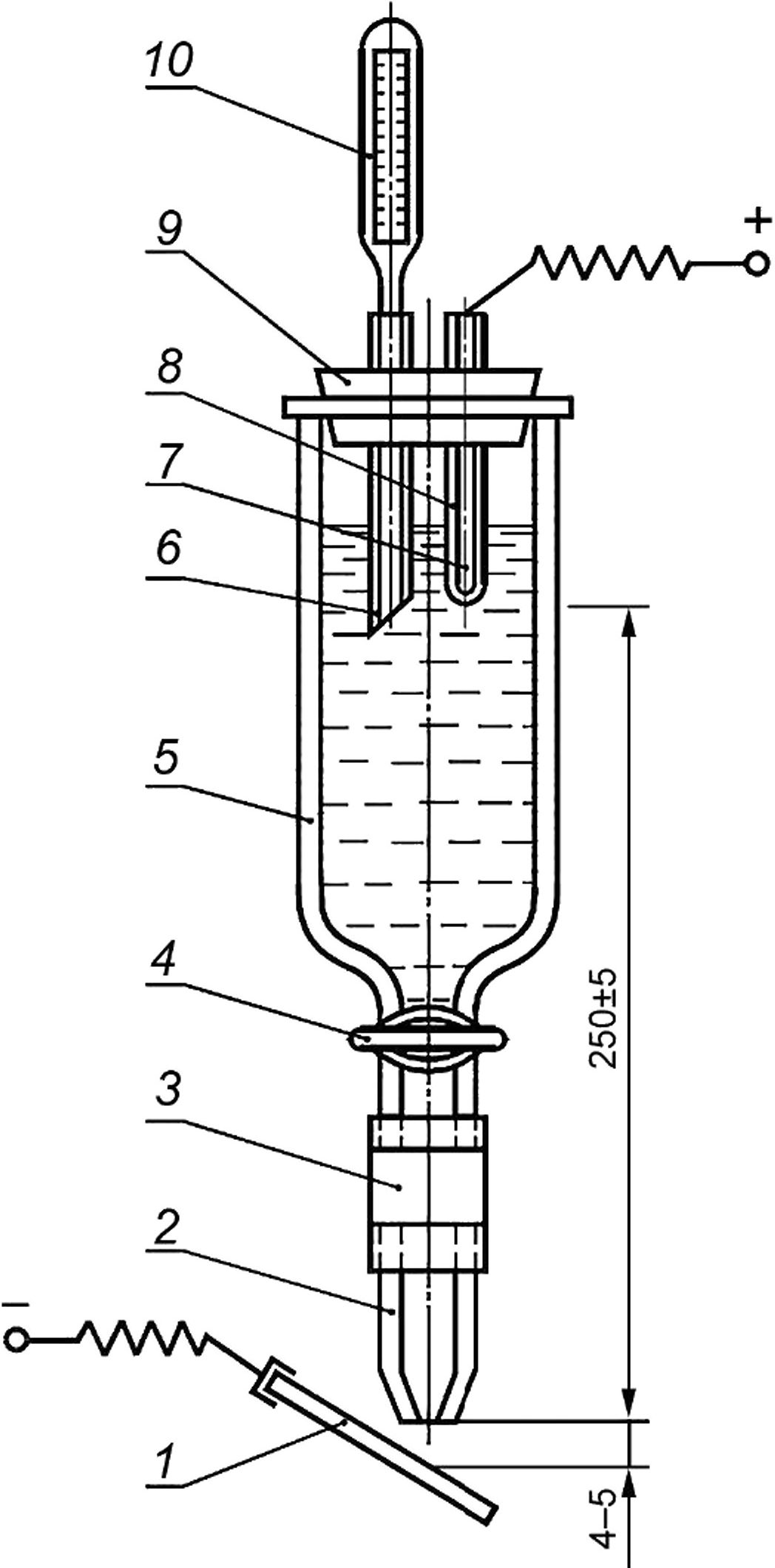
1 — деталь с покрытием; 2 — капиллярная трубка; 3 — резиновая трубка; 4 — кран; 5 — капельная воронка; 6, 8 — стеклянные трубки; 7 — платиновая проволока; 9 — пробка; 10 — термометр
Рисунок 1 — Установка для определения толщины покрытий электроструйным методом
6.12.3 Струйно-периодический метод
При проведении измерений применяют установку по 6.12.2 без электрической схемы. Подготовку установки проводят по 6.12.2.
При измерении полностью открывают кран, одновременно включают секундомер и наблюдают за состоянием поверхности в месте падения струи до полного растворения покрытия. Признак окончания измерения указан в таблице 2.
Допускается прерывать измерение (закрывать кран и останавливать секундомер) при необходимости удаления продуктов растворения покрытия, при этом число секунд, в течение которых идет растворение покрытия, суммируют.
Продукты растворения покрытия удаляют фильтровальной бумагой, свернутой в виде жгута.
При измерении толщины многослойных покрытий отдельно отмечают время, затраченное на растворение каждого слоя.
Толщину покрытия Н, мкм, вычисляют по формуле
H = Ht-t, (7)
где Ht — толщина покрытия, снимаемая за 1 с, мкм;
t— продолжительность процесса растворения, с.
17
ГОСТ 9.916—2023
Толщины Hf для различных покрытий в зависимости от температуры приведены в таблице 3. При расчете в формулу (7) вводят поправочный коэффициент для следующих покрытий: - 0,7 — для кадмиевого из сернокислых электролитов;
- 1,15 — для кадмиевого из хлористоаммонийных электролитов;
- 1,35 — для медного из цианистых электролитов;
-1,2 — для хромового из саморегулирующихся и тетрахроматных электролитов;
-1,2 — для никелевого из электролитов с блескообразующими добавками;
-1,1 — для никелевого из сульфаминового электролита;
- 0,9 — для сплава медь-цинк из пирофосфатного электролита.
Относительная погрешность электроструйного и струйно-периодического методов ±10 %.
Таблица 3 — Данные, необходимые для определения толщины покрытий струйно-периодическим методом
Температура, °C | Толщина Ht, снимаемая за 1 с, мкм, для покрытия | |||||||
I >< х а Ф Ф ф и-s q х S J О Н Ф о § § х 1- CL 2 ф s 1 го о н О ГО 05 | X -0 со g s s ш s s X о О X О Н ° £ i S т о и S Ф £ X G о | X Иг Ф О О st* о С n a s ф S | СП - 2 * q х о -Q Ф q q ф ф 2 X га ф 8 о = 1 о g и | ill О и q аз 5 о ф а 1 2 q X ° Ф | Ф х m s з ° о q s ° 5 1 m х 2 о о 2- 2 2 X О О. ф Ф q X О ф | X 2 X СО О ° £ X S а 2 5 Iht hy s | a g ф “ ю i 2 ф g о н m s x x Ф ф Ф 2 q 2 s q О Q. S | |
12 | 0,515 | 0,190 | 0,538 | 0,443 | 0,236 | 0,066 | 0,290 | 0,210 |
13 | 0,530 | 0,195 | 0,568 | 0,470 | 0,262 | 0,075 | 0,305 | 0,216 |
14 | 0,542 | 0,201 | 0,602 | 0,498 | 0,294 | 0,083 | 0,320 | 0,224 |
15 | 0,560 | 0,207 | 0,641 | 0,526 | 0,333 | 0,094 | 0,340 | 0,236 |
16 | 0,571 | 0,211 | 0,685 | 0,560 | 0,376 | 0,101 | 0,355 | 0,248 |
17 | 0,589 | 0,217 | 0,735 | 0,594 | 0,424 | 0,109 | 0,367 | 0,260 |
18 | 0,610 | 0,223 | 0,794 | 0,629 | 0,467 | 0,120 | 0,380 | 0,272 |
19 | 0,630 | 0,229 | 0,862 | 0,664 | 0,493 | 0,131 | 0,390 | 0,285 |
20 | 0,645 | 0,235 | 0,926 | 0,699 | 0,521 | 0,139 | 0,403 | 0,295 |
21 | 0,670 | 0,241 | 0,980 | 0,734 | 0,546 | 0,147 | 0,413 | 0,310 |
22 | 0,690 | 0,247 | 1,042 | 0,768 | 0,575 | 0,156 | 0,420 | 0,320 |
23 | 0,715 | 0,253 | 1,099 | 0,802 | 0,606 | 0,164 | 0,431 | 0,325 |
24 | 0,740 | 0,260 | 1,163 | 0,836 | 0,641 | 0,169 | 0,439 | 0,345 |
25 | 0,752 | 0,265 | 1,220 | 0,870 | 0,671 | 0,174 | 0,450 | 0,360 |
26 | 0,775 | 0,272 | 1,266 | 0,900 | 0,709 | 0,178 | 0,459 | 0,370 |
27 | 0,790 | 0,279 | 1,333 | 0,934 | 0,741 | 0,184 | 0,469 | 0,382 |
28 | 0,808 | 0,286 | 1,389 | 0,968 | 0,769 | 0,188 | 0,478 | 0,395 |
29 | 0,824 | 0,294 | 1,429 | 1,000 | 0,800 | 0,193 | 0,485 | 0,410 |
30 | 0,833 | 0,302 | 1,471 | 1,030 | 0,833 | 0,196 | 0,495 | 0,420 |
Примечание — Значение Ht для покрытий сплавом медь-олово при температуре от 18 °C до 30 °C равно 0,50 мкм.
18
ГОСТ 9.916—2023
6.12.4 Струйно-объемный метод
При проведении измерений применяют бюретку со стеклянным краном с ценой деления 0,1 см3. К бюретке при помощи резиновой трубки присоединяют капиллярную трубку, откалиброванную, как указано в 6.12.2.
Деталь укрепляют в штативе (подставке), как указано в 6.12.2.
Измерение проводят по 6.12.3.
Перед началом измерения бюретку наполняют до нулевого деления.
При измерении отмечают объем раствора, затраченный на растворение покрытия.
Толщину покрытия Н, мкм, вычисляют по формуле
H = HvV, (8)
где Hv — толщина покрытия, снимаемая 1 см3 раствора, мкм;
V — объем раствора, израсходованный на растворение покрытия, см3.
Толщины Ну для различных покрытий в зависимости от температуры приведены в таблице 4.
Таблица 4 — Данные, необходимые для определения толщины покрытий струйно-объемным методом
Температура, °C | Толщина Hv, снимаемая 1 см3 раствора, мкм, для покрытия | ||||
цинкового из цианистых, сернокислых, аммиакатных и цинкатных электролитов | кадмиевого из цианистых электролитов | медного из сернокислых и пирофосфатных электролитов | сплава медь-цинк из сернокислых и пирофосфатных электролитов | никелевого из сернокислых электролитов | |
12 | 1,465 | 0,886 | 2,268 | 1,475 | 0,995 |
13 | 1,501 | 0,900 | 2,370 | 1,560 | 1,091 |
14 | 1,540 | 0,914 | 2,481 | 1,660 | 1,211 |
15 | 1,597 | 0,929 | 2,604 | 1,750 | 1,355 |
16 | 1,610 | 0,943 | 2,747 | 1,865 | 1,510 |
17 | 1,645 | 0,957 | 2,915 | 1,970 | 1,681 |
18 | 1,688 | 0,971 | 3,115 | 2,080 | 1,832 |
19 | 1,740 | 0,986 | 3,344 | 2,210 | 1,908 |
20 | 1,776 | 1,000 | 3,546 | 2,330 | 1,996 |
21 | 1,845 | 1,014 | 3,717 | 2,440 | 2,070 |
22 | 1,895 | 1,029 | 3,906 | 2,560 | 2,151 |
23 | 1,945 | 1,043 | 4,065 | 2,680 | 2,242 |
24 | 1,990 | 1,057 | 4,255 | 2,780 | 2,347 |
25 | 2,033 | 1,071 | 4,425 | 2,910 | 2,433 |
26 | 2,080 | 1,086 | 4,455 | 3,000 | 2,520 |
27 | 2,126 | 1,100 | 4,472 | 3,100 | 2,620 |
28 | 2,173 | 1,114 | 4,485 | 3,240 | 2,720 |
29 | 2,219 | 1,129 | 4,500 | 3,330 | 2,820 |
30 | 2,266 | 1,143 | 4,515 | 3,350 | 2,920 |
19
ГОСТ 9.916—2023
При расчете толщины покрытия в формулу (8) вводят поправочный коэффициент для следующих покрытий:
-1,1 — для цинкового из электролитов с блескообразователями ДХТИ-102, Ликонда ZnSR, Лиме-да СЦ, Лимеда НЦ, Лимеда ОЦ;
-1,2 — для цинкового из электролитов с блескообразующими добавками БЦ, НБЦ, БЦУ;
- 0,7 — для кадмиевого из сернокислых электролитов;
- 1,35 — для медного из цианистых электролитов;
-1,1 — для медного из электролитов с блескообразующими добавками БС-1, БС-2, Лимеда Л-2А, ЛТИ-1,1;
-1,1 — для никелевого из электролитов с блескообразующими добавками на основе 1,4-бутиндиола и сульфаминового электролита;
-1,4 — для никелевого из электролитов с блескообразующими добавками на основе динатриевой соли нафталин-1,5-дисульфо-кислоты, динатриевых солей 2,6- и 2,7-нафталиндисульфокислоты;
-1,1 — для сплава медь-цинк из цианистых электролитов.
Примечание — При изменении состава электролита (например, при замене добавок) поправочные коэффициенты для расчета толщины покрытия следует проверять и уточнять экспериментальным путем.
При измерении толщины покрытий, полученных из электролитов с блескообразующими добавками, образовавшийся шлам следует удалить фильтровальной бумагой, свернутой в виде жгута.
При измерении толщины многослойных покрытий отдельно отмечают объем раствора, затраченный на растворение каждого слоя.
Относительная погрешность метода ±15 %.
6.13 Метод капли
6.13.1 Метод основан на растворении покрытия соответствующим раствором, наносимым на поверхность каплями и выдерживаемым в течение определенного промежутка времени.
Метод применяют для однослойных и многослойных покрытий (послойно).
6.13.2 При проведении измерения на поверхность покрытия наносят из капельницы одну каплю раствора, выдерживают время, указанное в таблице 6, и насухо удаляют фильтровальной бумагой. Затем на то же место наносят вторую каплю раствора. Процедуру повторяют до полного растворения покрытия.
Для предотвращения растекания раствора на поверхности детали с помощью любого химически стойкого изолирующего материала ограничивают площадку, на которую наносят каплю раствора для снятия покрытия.
Растворы, применяемые для измерения толщины покрытия, время выдержки капли и признак окончания измерения приведены в таблице 5. Приготовление растворов — в соответствии с приложением Д.
Таблица 5 — Растворы, применяемые для определения толщины покрытий методом капли
Металл покрытия | Основной металл или металл подслоя | си о со н о си О | Состав раствора | Время выдержки одной капли, с | Признак окончания измерения | ||
Компонент | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Цинк, кадмий | Сталь, медь и ее сплавы,никель | 26 | Сульфат меди (CuSO4) | 100 | — | 60 | Появление розового пятна |
Медь | Сталь, никель, алюминий и его сплавы | 27 | Оксид хрома (VI) (СгО3) Сульфат аммония [(NH4)2SO4] | 275 110 | — | 60 | Появление основного металла или металла подслоя |
20
Окончание таблицы 5
ГОСТ 9.916—2023
Металл покрытия | Основной металл или металл подслоя | 05 О СО н о 05 о I | Состав раствора | Время выдержки одной капли, с | Признак окончания измерения | ||
Компонент | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Никель | Сталь, медь и ее сплавы, алюминий и его сплавы, титан | 20 | Хлорид железа (III) (FeCI3) Сульфат меди (CuSO4) | 300 100 | — | 30 | Появление розового пятна |
Хром | Сталь, медь и ее сплавы, никель, цинк и его сплавы, титан | 28 | Кислота соляная (HCI), плотность 1,19 г/см3 | — | 360 | 60 | Появление основного металла или металла подслоя |
Олово, сплав олово-висмут | Сталь, медь и ее сплавы, никель | 29 | Хлорид железа (III) (FeCI3) Сульфат меди (CuSO4) Кислота соляная (HCI), раствор 1 моль/дм3 | 75 50 | 300 | 30 | Появление розового пятна или металла подслоя |
Олово, сплав олово-висмут, сплав олово-свинец, сплав олово-цинк, свинец | Сталь, медь и ее сплавы, никель | 30 | Кислота борфтористоводородная (HBF4), раствор плотностью 1,3 г/см3 Лимеда УПОС-2 | 100 | 150 | 30 | Появление основного металла или металла подслоя |
31 | Кислота борфтористоводородная (HBF4), раствор плотностью 1,3 г/см3 Лимеда УПОС-2 | 50 | 75 | ||||
Сплав медь-цинк (латунь) | Сталь | 25 | Хлорид железа (III) (FeCI3) Кислота соляная (HCI), раствор 1 моль/дм3 Кислота уксусная (ледяная) (СН3СООН) Хлорид сурьмы (III) (SbCI3) | 150 15 | 150 250 | 30 | Появление основного металла |
6.13.3 Толщину покрытия Н, мкм, вычисляют по формуле
Н = НК (п-0,5),
(9)
где Нк — толщина покрытия, снимаемая одной каплей раствора за определенное время, мкм;
п — количество капель, израсходованное на растворение покрытия.
Толщина Нк для различных покрытий в зависимости от температуры приведена в таблице 6.
21
При расчете толщины покрытий, полученных из электролитов с блескообразующими добавками, поправочный коэффициент не вводят.
Таблица 6 — Толщины покрытий, снимаемые различными растворами при разных температурах за время выдержки одной капли
Толщина Нк, снимаемая одной каплей, мкм, для покрытия
Температура, °C | Hl о Го 5 У X С В го о zr 2 ф „ Ф d § * ж § 5 х о го * т * sis | х - X го х 5 Я i _ ф х >s 5 S >S S ГО о s T P о 2 x о н 5 О 5 s g Ф 2 S § ф О 2 ГО g I X S g £ х 2 -8- го * ° с го с Е s о | X * го £ -9- ф _ S о § X -8- ° 5 о s го С о. s X X 2 5® g 5 го h CD О | X О * S Го O’S О 1 s ° Ф О Г ° 5 § го 2 О. s го Н £-Я ф | о о СО О о X | X S XT ф 2 ГО со си о | оловянного, сплава олово-висмут | сплава олово-свинец (40) | сплава олово-свинец (60) | сплава олово-цинк (70) | свинцового | ||||||
Раствор | Раствор | Раствор | Раствор | Раствор | |||||||||||||
29 | 30 | 31 | 30 | 31 | 30 | 31 | 30 | 31 | 30 | 31 | |||||||
12 | 1,91 | 1,79 | 1,04 | 0,55 | 0,75 | 0,30 | 0,90 | 1,55 | 0,75 | 2,06 | 1,17 | 1,87 | 1,00 | 1,70 | 0,80 | 2,09 | 1,14 |
13 | 1,97 | 1,80 | 1,07 | 0.57 | 0,80 | 0,30 | 0,91 | 1,57 | 0,77 | 2,08 | 1,19 | 1,89 | 1,02 | 1,71 | 0,83 | 2,11 | 1,16 |
14 | 2,05 | 1,81 | 1,09 | 0,59 | 0,86 | 0,31 | 0,92 | 1,59 | 0,79 | 2,09 | 1,21 | 1,90 | 1,03 | 1,75 | 0,85 | 2,15 | 1,20 |
15 | 2,12 | 1,82 | 1,12 | 0,61 | 0,92 | 0,31 | 0,94 | 1.61 | 0,81 | 2,11 | 1,22 | 1,92 | 1,05 | 1.77 | 0,86 | 2,18 | 1,23 |
16 | 2,19 | 1,83 | 1,14 | 0,63 | 0,98 | 0,31 | 0,96 | 1,63 | 0,83 | 2,12 | 1,23 | 1,93 | 1,06 | 1,80 | 0,88 | 2,22 | 1,27 |
17 | 2,26 | 1,84 | 1,16 | 0.65 | 1,03 | 0,31 | 0,98 | 1,65 | 0,85 | 2,13 | 1,24 | 1,94 | 1.07 | 1.83 | 0,89 | 2,25 | 1,30 |
18 | 2,33 | 1,85 | 1,17 | 0,67 | 1,08 | 0,31 | 1,00 | 1,67 | 0,87 | 2,15 | 1,25 | 1,95 | 1,08 | 1,86 | 0,91 | 2,29 | 1,35 |
19 | 2,40 | 1,86 | 1,19 | 0,69 | 1,14 | 0,32 | 1,02 | 1,69 | 0,89 | 2,16 | 1,27 | 1,97 | 1,10 | 1,89 | 0,93 | 2,32 | 1,37 |
20 | 2,47 | 1,87 | 1,20 | 0.70 | 1,20 | 0,32 | 1,04 | 1,71 | 0,91 | 2,17 | 1,28 | 1,98 | 1,11 | 1,92 | 0,95 | 2,36 | 1,40 |
21 | 2,55 | 1,88 | 1,22 | 0,71 | 1,26 | 0,32 | 1,06 | 1,73 | 0,93 | 2,18 | 1,29 | 1,99 | 1,12 | 1,95 | 0,96 | 2,39 | 1,44 |
22 | 2,62 | 1,89 | 1,23 | 0,72 | 1,32 | 0,32 | 1,08 | 1.75 | 0,95 | 2,20 | 1,30 | 2,00 | 1.13 | 1,98 | 0,98 | 2,42 | 1,48 |
23 | 2,69 | 1,90 | 1,24 | 0,73 | 1,38 | 0,32 | 1,10 | 1,77 | 0,97 | 2,21 | 1,32 | 2,02 | 1,15 | 2,01 | 0,99 | 2,46 | 1,51 |
24 | 2,76 | 1,91 | 1,26 | 0,74 | 1,44 | 0.33 | 1,12 | 1,79 | 0,99 | 2,22 | 1.33 | 2,03 | 1.16 | 2,05 | 1,01 | 2,50 | 1.55 |
25 | 2,83 | 1,92 | 1,28 | 0,75 | 1,50 | 0,33 | 1,14 | 1,81 | 1,01 | 2,23 | 1,34 | 2,04 | 1,17 | 2,07 | 1,03 | 2,53 | 1,58 |
26 | 2,90 | 1,93 | 1,29 | 0,75 | 1,56 | 0,33 | 1,16 | 1,83 | 1,03 | 2,25 | 1,35 | 2,05 | 1,18 | 2,10 | 1.05 | 2,57 | 1,61 |
27 | 2,98 | 1,94 | 1,32 | 0.76 | 1,62 | 0,33 | 1,18 | 1,85 | 1,05 | 2,26 | 1,36 | 2,07 | 1,20 | 2,13 | 1,06 | 2,60 | 1,65 |
28 | 3.05 | 1,95 | 1,33 | 0,77 | 1,74 | 0,34 | 1,20 | 1,87 | 1,07 | 2,27 | 1,37 | 2,08 | 1.21 | 2,16 | 1,07 | 2,63 | 1,68 |
ГОСТ 9.916—2023
Окончание таблицы 6
Толщина Нк, снимаемая одной каплей, мкм, для покрытия
Температура, °C | х X m 3 f ° В го о s | Ё СТ 2 Ф го £ S X ^ 2 3 з S | f о $ го ш -Г ф -^ о | X - X £ о s 1 ° о У т о Ц L- J О S S § Ф | 2 § Ф О 2 ГО 2 1 X О ° х о ф £ X о го q 5 s 5 о | X X х ф н -& s о § Sos ГО с CL s X 2 2 з 2 g 5 ф о | X -0 О X S -0 O'S § Ф s ° Ф О c ° S § ф 2 Q- О V m S ф Ф § о | о о ш о о X | X X S о Ф 2 ГО си q и | оловянного, сплава олово-висмут | сплава олово-свинец (40) | сплава олово-свинец (60) | сплава олово-цинк (70) | свинцового | ||||||
Раствор | Раствор | Раствор | Раствор | Раствор | |||||||||||||
29 | 30 | 31 | 30 | 31 | 30 | 31 | 30 | 31 | 30 | 31 | |||||||
29 | 3,12 | 1,96 | 1,34 | 0,77 | 1,86 | 0,34 | 1,22 | 1,89 | 1,09 | 2,28 | 1,39 | 2,09 | 1,22 | 2,19 | 1,09 | 2,67 | 1,72 |
30 | 3.17 | 1,97 | 1,35 | 0,78 | 1,98 | 0,34 | 1,24 | 1,91 | 1,11 | 2,29 | 1,40 | 2,10 | 1,23 | 2,22 | 1.10 | 2,70 | 1.75 |
31 | 3,24 | 1,98 | 1,36 | 0,78 | 2,12 | 0,35 | 1,26 | 1,93 | 1,13 | 2,31 | 1,42 | 2,11 | 1,24 | 2,25 | 1,11 | 2,75 | 1.78 |
32 | 3,32 | 1,99 | 1,36 | 0,80 | 2,33 | 0,35 | 1,27 | 1.95 | 1.15 | 2,32 | 1,44 | 2,12 | 1,25 | 2,28 | 1,13 | 2,79 | 1,82 |
33 | 3,40 | 2,00 | 1,36 | 0,80 | 2,37 | 0,36 | 1,29 | 1,97 | 1,17 | 2,34 | 1,45 | 2,14 | 1,26 | 2,31 | 1,15 | 2,84 | 1,85 |
34 | 3,48 | 2,01 | 1,37 | 0,82 | 2,40 | 0,36 | 1,31 | 2,00 | 1,19 | 2,36 | 1,46 | 2,15 | 1,28 | 2,35 | 1,17 | 2,89 | 1,89 |
35 | 3.55 | 2,02 | 1,37 | 0,82 | 2,50 | 0,36 | 1,33 | 2,03 | 1,22 | 2,37 | 1,47 | 2,17 | 1,30 | 2,39 | 1,20 | 2,92 | 1,93 |
Примечания
1 При толщине никелевого покрытия менее 3 мкм каплю раствора выдерживают на поверхности покрытия в течение 15 с. Одна капля при температуре от 18 °C до 30 °C снимает за этот промежуток времени 0,3 мкм никеля.
2 При увеличении содержания олова в покрытии сплавами олово-свинец (40) и олово-свинец (60) на каждый 1 % олова Нк уменьшают на 0,001 мкм.
3 При уменьшении содержания олова в покрытии сплавом олово-цинк (70) на 10 % Нк уменьшают на 0,075 мкм.
ГОСТ 9.916—2023
ГОСТ 9.916—2023
При расчете толщины никелевого покрытия на алюминии и его сплавах, полученного электрохимическим способом с предварительной цинкатной обработкой, следует пользоваться таблицей 7.
При измерении многослойных покрытий отдельно подсчитывают количество капель, израсходованных на растворение каждого слоя.
Относительная погрешность метода ±30 %.
Таблица 7 — Соотношение действительной толщины никелевого покрытия на алюминии и его сплавах, полученного электрохимическим способом, и толщины, установленной методом капли
В микрометрах
Толщина никелевого покрытия на алюминии и его сплавах, полученная при расчете,Н | Действительная толщина никелевого покрытия на алюминии и его сплавах | Толщина никелевого покрытия на алюминии и его сплавах, полученная при расчете, Н | Действительная толщина никелевого покрытия на алюминии и его сплавах Нд |
1,0 | 5,2 | 9,0 | 15,0 |
2,0 | 6,2 | 10,0 | 17,0 |
3,0 | 7,4 | 11,0 | 19,2 |
4,0 | 8,5 | 12,0 | 20,4 |
5,0 | 9,6 | 13,0 | 21,8 |
6,0 | 10,8 | 14,0 | 23,0 |
7,0 | 12,1 | 15,0 | 24,0 |
8,0 | 13,5 | — | — |
6.14 Метод кратера
6.14.1 Метод кратера разработан для определения толщины покрытий керамической эмалью (см. [3]).
Испытание заключается в вышлифовывании в испытуемом изделии (образце) углубления сферической формы (кратера) и определении параметров кратера микроскопическими измерениями при достаточном увеличении.
Метод неприменим к изделиям с шероховатостью поверхности покрытия или основного металла, превышающей 20 % толщины покрытия.
6.14.2 Сферический кратер получают, приводя в контакт с поверхностью образца вращающийся стальной шарик, смоченный абразивной суспензией. Шарик может свободно вращаться на приводном валу, обеспечивая своей массой контакт с поверхностью образца, или может быть жестко закреплен на оси вращения, а контакт с поверхностью образца обеспечивает система рычагов, с помощью которой создают нагрузку на образец.
Примечание — Альтернативно вместо шарика может быть использовано колесо. В этом случае при шлифовании кратера должен вращаться также образец.
6.14.3 Для проведения испытания пригодны шарики из закаленной стали для подшипников качения. Поверхность шариков не должна иметь видимых невооруженным глазом повреждений. Диаметр каждого шарика измеряют в 10 разных направлениях, принимая за конечный результат среднеарифметическое значение всех измерений, если разница любых двух измеренных диаметров не превышает 5 мкм. В противном случае шарик бракуют.
6.14.4 В качестве абразива могут быть использованы алмазная паста, оксид алюминия или диоксид кремния, а также коммерчески доступные абразивные суспензии на спиртовой, масляной или водной основе. Размер частиц должен обеспечивать получение достаточно гладкой поверхности кратера. 24
ГОСТ 9.916—2023
Непосредственно перед испытанием стальной шарик обрабатывают абразивной суспензией или подают суспензию по каплям в зону контакта во время испытания, при этом второй способ предпочтительней. Суспензию перед использованием хорошо перемешивают.
6.14.5 Перед проведением испытания шарики и испытуемые образцы должны быть очищены. Достаточной является обработка в ультразвуковой ванне с петролейным эфиром в течение 5 мин и последующее высушивание на воздухе.
6.14.6 Условия испытания, зависящие от твердости и толщины покрытия, подбирают опытным путем. Так, для твердого керамического покрытия толщиной от 3 до 5 мкм на металлическом подслое типичными являются следующие условия испытания:
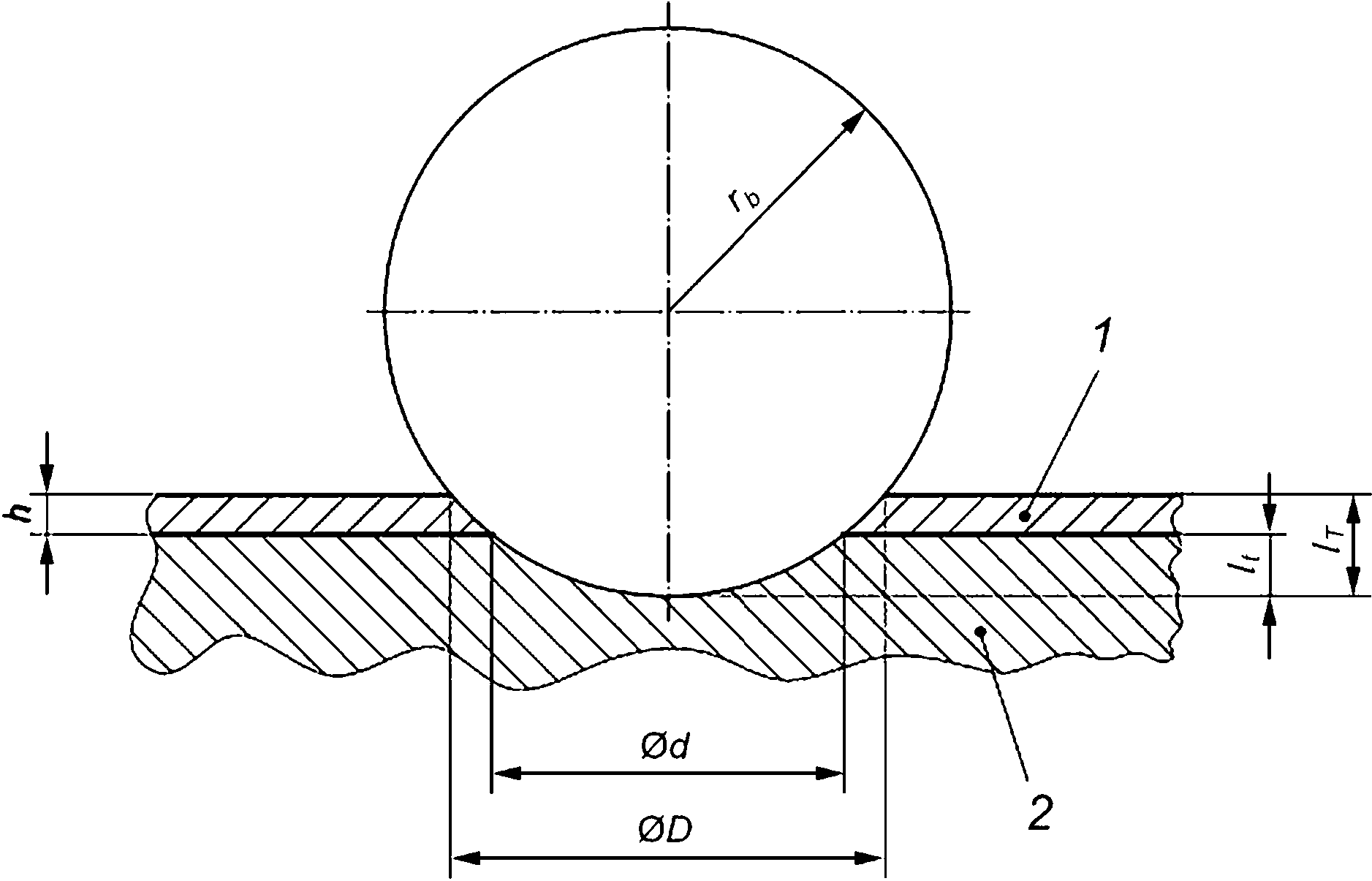
7 — покрытие; 2 — подслой; D — внешний диаметр кратера на поверхности покрытия; с/ — внутренний диаметр кратера на уровне поверхности подслоя; h — толщина покрытия; гь — радиус шарика; 1Т — полная глубина проникновения шарика; /f — глубина проникновения шарика в подслой; X — расстояние между границами пересечения кратера с поверхностью покрытия и поверхностью подслоя, измеряемое между внешними точками этих границ, лежащими на одном диаметре на одной его стороне; Y — расстояние между внешней границей пересечения кратера с поверхностью покрытия и внутренней границей пересечения кратера с поверхностью подслоя, измеряемое между точками, лежащими на одном диаметре на разных его сторонах
Рисунок 2 — Схематичное изображение кратера на плоском образце и измеряемые параметры
25
ГОСТ 9.916—2023
- диаметр шарика 25 мм;
- контактная нагрузка 0,25 Н;
- скорость вращения шарика 100 об/мин;
- состав абразивной суспензии: алмазная паста с размером частиц 1 мкм, смешанная с этанолом в соотношении 1:4;
- скорость подачи абразивной суспензии 20 капель/мин;
- продолжительность испытания 5 мин.
Обязательным условием при проведении испытания является оптическая контрастность материалов покрытия и подслоя.
6.14.7 Испытание завершают, когда глубина кратера становится больше толщины покрытия.
Кратер очищают и исследуют под микроскопом. Увеличение, фокус объектива и освещение должны быть настроены таким образом, чтобы наблюдатель мог видеть контрастное изображение всего кратера.
Схематичное изображение кратера на плоском образце с указанием измеряемых параметров приведено на рисунке 2.
Для плоских образцов измеряют диаметры D и с/, а также расстояния X и У как в параллельном, так и в перпендикулярном направлениях по отношению к направлению вращения шарика.
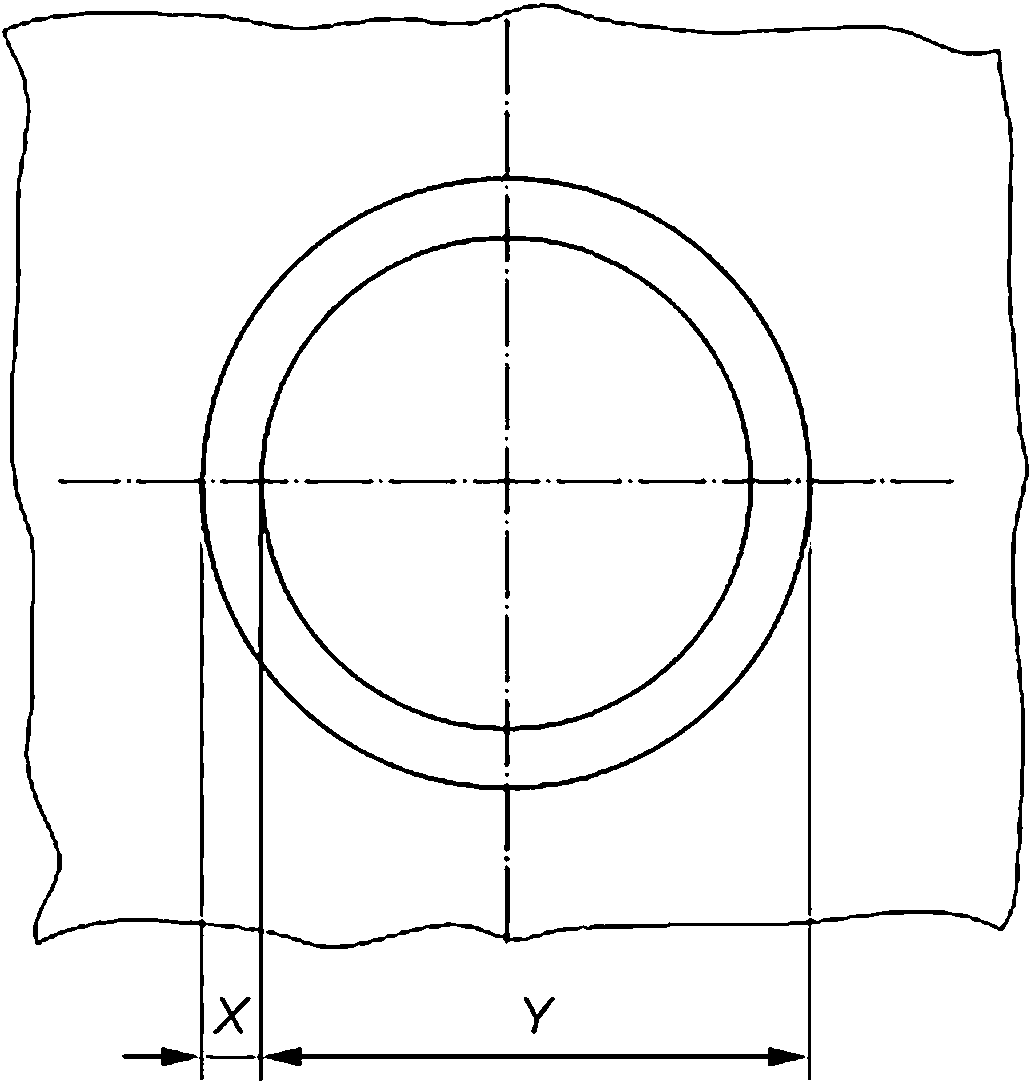
Для цилиндрических образцов измеряют только наибольшие параметры, параллельные оси цилиндра (см. рисунок 3).
Все измеренные параметры выражают в микрометрах.
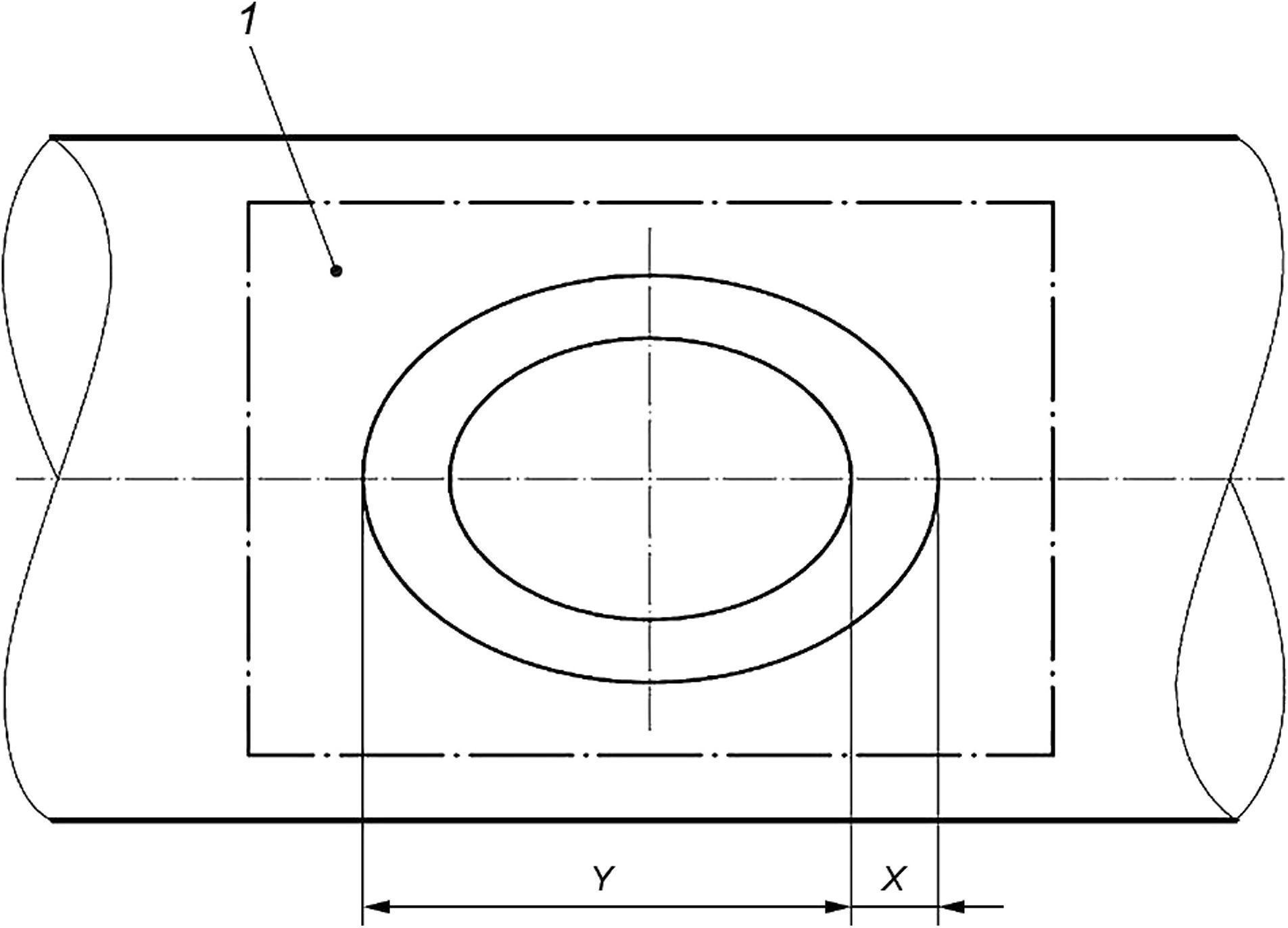
1 — область увеличения, видимая через окуляр микроскопа
Рисунок 3 — Схематичное изображение кратера на цилиндрическом образце и измеряемые параметры
6.14.8 По результатам испытания проводят вычисления.
Толщину покрытия Н, мкм, вычисляют по формуле
(Ю)
Для тонких покрытий глубина кратера мала по сравнению с радиусом шарика, что позволяет вычислять толщину покрытия по упрощенной формуле
26
ГОСТ 9.916—2023
(11)
или, учитывая, что D = X + Y, a d = У-X, по формуле
Для образцов, не отвечающих критерию плоскостности, т. е. для которых радиус кривизны rs менее 100/^, толщину покрытия вычисляют по формуле
или по формуле
Примечания
1 Нижний индекс т в обозначениях означает усредненное значение.
2 Настоящим методом можно определять толщины отдельных слоев многослойных покрытий.
6.14.9 При соблюдении всех требований отклонение результатов параллельных определений толщины керамических покрытий методом кратера не превышает 10 %.
7 Определение массы покрытия на единицу площади
7.1 Общие положения
7.1.1 Для определения массы покрытия на единицу площади (поверхностной плотности покрытия) используют гравиметрический или аналитический метод (см. [4]).
7.1.2 На практике применяют три варианта гравиметрического метода:
- метод с растворением только покрытия и определением разности масс;
- метод с растворением только материала основы и прямым взвешиванием покрытия;
- метод без растворения с определением разности масс.
7.1.3 Аналитический метод определения поверхностной плотности покрытий заключается в растворении покрытия и количественном анализе полученного раствора.
7.1.4 Аналитическим и гравиметрическим методами невозможно установить наличие на поверхности испытуемого образца мест, не имеющих покрытия (оголенных), или мест, в которых толщина покрытия менее допускаемой минимальной толщины.
7.1.5 Форма испытуемого изделия (образца) должна быть такой, чтобы площадь его поверхности могла быть точно измерена или рассчитана по данным конструкторской документации. Допускается определение площади поверхности на объемной математической модели изделия, созданной CAD-системой с функцией трехмерного проектирования (3D). Погрешность измерения площади поверхности изделия должна составлять не более ±2 %.
Примечание — Систему автоматизированного проектирования (CAD) применяют при условии отсутствия на изделии резьбы, рифлений и других подобных конструктивных элементов.
7.1.6 Размер изделия (образца) должен быть таким, чтобы масса снятого покрытия была достаточной для обеспечения требуемой точности измерений (обычно не менее 0,1 г).
7.1.7 Образец перед испытанием и перед каждым взвешиванием обрабатывают подходящим растворителем (метанол, этанол, изопропанол и др.), после чего высушивают в чистой воздушной атмосфере.
7.2 Аналитический метод определения поверхностной плотности покрытия
7.2.1 Испытуемый образец обрабатывают раствором, в котором полностью растворяется покрытие. Допускается частичное или полное растворение основного металла, если его присутствие в растворе не мешает количественному определению компонентов покрытия.
27
ГОСТ 9.916—2023
Растворы для снятия покрытия приведены в таблице 8. Допускается использовать другие растворы при условии соблюдения требований настоящего раздела. Приготовление растворов — в соответствии с приложением Ж.
Для каждой комбинации покрытие/основа/раствор подбирают подходящий метод анализа из известных стандартизованных методов, например фотометрический или титриметрический химические методы, атомно-абсорбционная спектрометрия, спектрометрический метод с индуктивно связанной плазмой, масс-спектрометрический метод и др.
7.2.2 Методы количественного анализа раствора не могут быть применены, если невозможно добиться полного снятия покрытия с основного металла или в случаях, когда покрытие и основа содержат одинаковые компоненты (например, никель-фосфатное покрытие на никеле).
7.3 Гравиметрический метод определения поверхностной плотности покрытия
7.3.1 Общие сведения
7.3.1.1 Для взвешивания образцов и покрытий используют весы по ГОСТ OIML R 76-1 с ценой деления шкалы 0,1 мг.
7.3.1.2 Для проведения процедуры анодного или катодного растворения используют источник постоянного тока.
7.3.1.3 Погрешность метода обычно составляет менее 5 % для широкого диапазона толщин.
7.3.1.4 Растворы для обработки образцов, а также некоторые детали процедуры испытания приведены в таблице 8. Допускается использовать другие растворы при условии соблюдения требований настоящего раздела.
Приготовление растворов — в соответствии с приложением Ж. Реактивы, используемые для приготовления растворов, приведены в приложении А.
28
Таблица 8 — Реагенты для селективного растворения металлических и неметаллических неорганических покрытий химическим и электрохимическим способами
Материал покрытия | Материал основы | 05 ф о I го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Алюминий | Сталь | 32 | Гидроксид натрия (NaOH), водный раствор 20 % (по массе) | — | — | Образец погружают в раствор гидроксида натрия на несколько минут (на ограниченное время) при температуре 90 °C. При промывке водой протирают тампоном для удаления отслоившегося материала. Затем погружают на Зев соляную кислоту при комнатной температуре и снова промывают водой и протирают тампоном. Данный цикл процедур повторяют до исчезновения видимых признаков реакции с HCI (обычно достаточно двух-трех циклов) |
Кислота соляная (HCI), плотность 1,18 г/см3 | 1000 | |||||
Анодноокисное | Алюминий и его сплавы | 33 | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 Оксид хрома (VI) (Сг2О3) | 20 | 35 | Раствор затрагивает только покрытие, не затрагивая основы |
34 | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 Молибдат натрия двуводный (Na2MoO4-2H2O) | 10 | 35 | Раствор частично затрагивает подслой из алюминия. Следует предусматривать защиту поверхности изделия без покрытия | ||
Золото | Сталь, медь, никель или Fe-Ni-Co | 35 | Кислота азотная (HNO3), плотность 1,42 г/см3, водный раствор от 1:1 до 1:3 (по объему) | При погружении образца в раствор растворяют основу. При необходимости нагревают. Следует избегать присутствия хлоридов. Никель может пассивироваться (его приводят в контакт с никелевой проволокой для увеличения площади поверхности никеля) | ||
Кадмий | Сталь | 36 | Нитрат аммония (NH4NO3) | 300 | — | Обрабатывают погружением |
37 | Оксид сурьмы (Sb2O3) Кислота соляная (HCI), плотность 1,18 г/см3 | 200 | 1000 | Погружают до прекращения выделения пузырьков газа | ||
38 | Оксид сурьмы (Sb2O3) Кислота соляная (HCI), плотность 1,18 г/см3 Вода | 20 | 800 200 | Погружают до прекращения выделения пузырьков газа | ||
ГОСТ 9.916—2023
g Продолжение таблицы 8
Материал покрытия | Материал основы | го Ф о £ Т Го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Медь | Сплавы цинка | 39 | Кислота соляная (HCI), плотность 1,18 г/см3 Вода | — | 200 800 | При погружении образца растворяют основу из цинкового сплава. На начальной стадии реакции раствор охлаждают для предотвращения растворения меди |
Никель | Латунь | — | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 | — | 1000 | Образец погружают в кислоту (без добавления воды) с температурой от 180 °C до 190 °C. В течение 10 мин растворяется слой никеля толщиной примерно 2,5 мкм |
Никель или никель на медном подслое | Сплавы цинка | 39 | Кислота соляная (HCI), плотность 1,18 г/см3 Вода | — | 200 800 | При погружении образца растворяют основу из цинкового сплава. На начальной стадии реакции раствор охлаждают для предотвращения растворения меди. Контролируют отсутствие растворения никеля |
Олово | Сплавы меди | — | Кислота соляная (HCI), плотность 1,18 г/см3 | — | 1000 | Образец погружают в раствор при температуре 95 °C или выше (но не доводя до кипения) до полного растворения олова |
Сталь | 40 | Гидроксид натрия (NaOH), водный раствор 40 % (по массе) | — | — | Образец погружают в раствор и нагревают до прекращения выделения пузырьков газа | |
Олово | Сталь | 41 | Оксид сурьмы (Sb2O3) Кислота соляная (HCI), плотность 1,18 г/см3 | 20 | 1000 | Образец погружают в раствор, где выдерживают до прекращения выделения пузырьков газа и еще 1 мин |
Оловянно-свинцовый сплав | Медь | 42 | Кислота азотная (HNO3), плотность 1,42 г/см3 Мочевина [CO(NH2)2] Перекись водорода (Н2О2) Вода | 150 | 100 100 800 | При погружении образца в раствор покрытие растворяется со скоростью 0,1 мкм/мин. Подслой меди растворяется со скоростью приблизительно 0,5 мг/дм2 мин |
Медь и ее сплавы | 43 | Перекись водорода, 6 %-ный раствор (по массе) Борфтористоводородная кислота (HBF4), 40 %-ный раствор (по массе) | — | 500 500 | Образец погружают в свежеприготовленный раствор и выдерживают до растворения покрытия, после чего сразу извлекают и промывают | |
ГОСТ 9.916—2023
Продолжение таблицы 8
Материал покрытия | Материал основы | го ф о I го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Оловянно-свинцовый сплав | Никель, сталь | 41 | Оксид сурьмы (Sb2O3) Кислота соляная (HCI), плотность 1,18 г/см3 | 20 | 1000 | Образец погружают в раствор, где выдерживают до прекращения выделения пузырьков газа и еще 2 мин |
Оловянно-никелевый сплав | Медь и ее сплавы | — | Кислота ортофосфорная (Н3РО4), плотность 1,75 г/см3 | — | 1000 | Образец погружают в раствор с температурой от 180 °C до 200 °C |
Свинцово-оловянные сплавы | Сталь | — | См. свинцово-оловянное матовое покрытие жести (растворы 44—46) | |||
Свинцово-оловянное матовое покрытие жести | Листовая матовая жесть | 44 | 1) Гидроксид натрия (NaOH) | 100 | — | Анодное снятие покрытия в растворе 1) при температуре от 77 °C до 88 °C и плотности тока 12 А/дм2. Смена направления тока на период от 5 до 15 с. Краткое погружение (обмакивание) в раствор 2) на 1—2 с, промывание, повторное погружение в раствор 2) на 1—2 с и промывание |
45 | 2) Кислота соляная (HCI), плотность 1,18 г/см3 Вода | — | 250 750 | |||
46 | Нитрат серебра (AgNO3) | 200 | — | Образец погружают в раствор. Металлы покрытия вытесняют серебро из раствора. Образец очищают в воде. В полученном растворе определяют свинец и олово | ||
Серебро | Никелевая латунь | 47 | Кислота серная (H2SO4), плотность 1,84 г/см3 Кислота азотная (HNO3), плотность 1,42 г/см3 | — | 950 50 | Образец погружают в раствор температурой 80 °C |
Сплавы меди | 47 | 1) Кислота серная (H2SO4), плотность 1,84 г/см3 Кислота азотная (HNO3), плотность 1,42 г/см3 | — | 950 50 | Образец погружают в раствор 1) при температуре от 60 °C до 70 °C до полного растворения серебра, затем обмакивают в раствор 2), промывают | |
— | 2) Кислота серная (H2SO4), плотность 1,84 г/см3 | — | 1000 | |||
ГОСТ 9.916—2023
“ Продолжение таблицы 8
Материал покрытия | Материал основы | го Ф о 2 £ О о Т Го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Фосфатное | Цинк, кадмий | 48 | Гидроксид аммония (NH4OH), раствор 25 %—30 % Бихромат аммония [(NH4)2Cr2O7] | 20 | 1000 | Образец погружают в раствор при температуре не более 25 °C на 3—5 мин (в вытяжном шкафу), после чего сразу промывают водой, высушивают и взвешивают. Для каждого следующего образца используют новую порцию свежеприготовленного раствора |
Фосфатное (аморфное) | Алюминий и его сплавы | 49 | Кислота азотная концентрацией от 65 % до 70 % (по массе) Вода | — | 500 500 | Образец погружают в раствор при комнатной температуре на 1 мин, после чего сразу промывают водой, высушивают и взвешивают. Для каждого следующего образца используют новую порцию свежеприготовленного раствора |
Фосфатное (кристаллическое) | 50 | Кислота азотная концентрацией 65 %—70 % (по массе), водный раствор 65 % (по массе) | Образец погружают в раствор на 15 мин при температуре (25 ± 5) °C или на 5 мин при температуре (75 ± 5) °C, после чего сразу промывают водой, высушивают и взвешивают. Операцию повторяют до получения постоянной массы. Для каждого следующего образца используют новую порцию свежеприготовленного раствора | |||
Фосфатное (цинкфосфатное) | Сталь | 51 | 1) Гидроксид натрия (NaOH) Натриевая соль этилендиаминтетрауксус-ной кислоты, дигидрат (4№-ЭДТА-2Н2О) Триэтаноламин (C6H15NO3) | 100 90 4 | — | Образец погружают в раствор и выдерживают в течение 5 мин [в растворе 1)] или 1,5—2,0 мин [в растворе 2)] при температуре (75 ± 5) °C, после чего сразу промывают водой, высушивают и взвешивают. Операцию повторяют до получения постоянной массы. Для каждого следу-ющего образца используют новую порцию свежеприготовленного раствора |
52 | 2) Оксид хрома (VI) (СгО3) | 50 | — | |||
Фосфатное (марганецфосфатное, железофосфатное) | Сталь | 52 | Оксид хрома (VI) (СгО3) | 50 | Образец погружают в раствор и выдерживают в течение 15 мин при температуре (75 ± 5) °C, после чего сразу промывают водой, высушивают и взвешивают. Операцию повторяют до получения постоянной массы. Для каждого следующего образца используют новую порцию свежеприготовленного раствора | |
ГОСТ 9.916—2023
Продолжение таблицы 8
Материал покрытия | Материал основы | го ф о I го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Хроматное | Алюминий | — | 1) Нитрит натрия (NaNO2) | — | — | Образец погружают на 2 мин в расплавленный реагент 1) при температуре от 326 °C до 354 °C, промывают холодной водой, затем погружают на 30 с в реагент 2) при комнатной температуре |
49 | 2) Кислота азотная (HNO3), плотность 1,42 г/см3 Вода | — | 500 500 | |||
Хроматное (состаренное) | Алюминий и его сплавы | — | 1) Нитрат натрия (NaNO3), 98 частей (по массе) Гидроксид натрия (NaOH), две части (по массе) | — | — | Образец погружают на 2—5 мин в расплавленный реагент 1) при температуре от 370 °C до 500 °C (для некоторых покрытий необходима более высокая температура), после чего промывают водой и погружают на 15—30 с в реагент 2) при комнатной температуре |
49 | 2) Кислота азотная концентрацией от 65 % до 70 % (по массе) Вода | — | 500 500 | |||
Хроматное (свежее) | Алюминиевые сплавы | 49 | Кислота азотная концентрацией от 65 % до 70 % (по массе) Вода | — | 500 500 | Образец погружают в раствор на 1 мин при комнатной температуре не позднее чем через 3 ч после нанесения покрытия |
Хроматное (состаренное и свежее) | Алюминиевые сплавы | 53 | 1) Кислота серная (H2SO4), 1 %-ный (по массе) раствор | — | 1000 | Образец погружают на 10 мин в кипящий реагент 1). Раствор упаривают до объема приблизительно 50 см3, обрабатывают ре-агентом 2) для окисления Сг (III) до Or (VI). Определения хромата в растворе проводят фотометрическим методом при длине волны X = 445 нм |
54 | 2) Аммоний надсернокислый [(NH4)2S2O8] | Содержание не нормировано | ||||
Хроматное | Олово, цинк | 55 | 1) Нитрат калия (KNO3) Хлорид калия (KCI) | 100 100 | — | Образец погружают в раствор, затем промывают и высушивают. Определяют массу покрытия гравиметрическим или титриметрическим методом |
56 | 2) Хлорид натрия (NaCI) или хлорид калия (KCI) | 100 | — | |||
Никель или сталь | 57 | Гидроксид натрия (NaOH) | 12 | — | Анодное растворение покрытия при плотности тока 20 мА/см2 | |
ГОСТ 9.916—2023
У Окончание таблицы 8
Материал покрытия | Материал основы | го ф о ^ 2 I го | Состав раствора | Примечание | ||
Наименование компонента | Концентрация | |||||
г/дм3 | см3/дм3 | |||||
Цинк | Сталь | 58 | Оксид сурьмы (Sb2O3) Хлорид олова (SnCI2) Кислота соляная (HCI), плотность 1,18 г/см3 | 20 г 50 г 100 г | Образец погружают в раствор с температурой не более 38 °C, где выдерживают до тех пор, пока не прекратится бурное выделение водорода (пока не будет выделяться только несколько пузырьков) | |
59 | Оксид сурьмы (Sb2O3) Кислота соляная (HCI), плотность 1,18 г/см3 Вода | 20 | 800 200 | Образец погружают в раствор, где выдерживают до прекращения выделения пузырьков газа | ||
60 | Уротропин (C6H12N4) Кислота соляная (HCI), плотность 1,18 г/см3 | 3,5 | 500 | Образец погружают в раствор при комнатной температуре, где выдерживают до прекращения выделения пузырьков газа. Приблизительный расход раствора — не менее 10 см3 на 1 см2 площади поверхности образца | ||
61 | Аммоний надсернокислый [(NH4)2S2O8] Гидроксид аммония (NH4OH), плотность 0,880 г/см3 Вода | 5 г 10 см3 90 см3 | Растворение покрытия при погружении в раствор | |||
62 | Формальдегид (СН2О), раствор 30 %-ный (по массе) Кислота соляная (HCI), плотность 1,18 г/см3 Вода | 10 см3 500 см3 500 см3 | Растворение покрытия при погружении в раствор | |||
36 | Нитрат аммония (NH4NO3) | 300 | — | Растворение покрытия при погружении в раствор | ||
63 | Кислота соляная (HCI), плотность 1,18 г/см3 Акролеин (С3Н4О) Вода | 500 г 1 г 500 см3 | Растворение покрытия при погружении в раствор | |||
Цинк-ламельное | Сталь | 64 | Гидроксид натрия (NaOH) или натр едкий технический марки РД по ГОСТ 2263 (расчетное количество) | 120 | — | Образец погружают в раствор при температуре от 90 °C до 93 °C и выдерживают в течение 1,5—2,0 ч* |
ГОСТ 9.916—2023
* Контроль массы покрытия на единицу площади проводят с учетом требований настоящего стандарта по методикам, прошедшим аттестацию и имеющим показатели точности измерений в соответствии с требованиями, установленными в документах по стандартизации, действующих на территории государства, принявшего настоящий стандарт.
ГОСТ 9.916—2023
ВНИМАНИЕ — Соединения Cr (VI) токсичны и требуют осторожного обращения. Не сливать в канализацию. Соединения Mo (VI) токсичны и требуют осторожного обращения. Процедуру испытания проводить в вытяжном шкафу, обеспечивающем должную вентиляцию.
7.3.2 Метод с растворением покрытия и определением разности масс
Испытуемый образец, подготовленный по 7.1.6, взвешивают, после чего погружают в раствор для химического или электрохимического растворения покрытия. После растворения покрытия образец промывают сначала водой, а затем спиртом, высушивают на воздухе и снова взвешивают. Массу покрытия вычисляют как разность результатов взвешивания.
Чтобы убедиться, что растворения основного металла не произошло, образец повторно погружают в тот же раствор на тот же период времени, после чего промывают, высушивают и взвешивают, как описано выше. Разница массы образца после первой и второй обработок свидетельствует о возможности растворения основного металла и, как следствие, получения ошибочного результата испытания.
7.3.3 Метод с растворением материала основы и прямым взвешиванием покрытия
Испытуемый образец погружают в раствор для химического или электрохимического растворения основного металла. Покрытие промывают сначала водой, а затем спиртом, высушивают на воздухе и взвешивают.
Чтобы убедиться, что растворения покрытия не произошло, снятое покрытие повторно погружают в тот же раствор на тот же период времени, после чего промывают, высушивают и взвешивают, как описано выше. Изменение массы покрытия после второй обработки свидетельствует о возможности частичного растворения покрытия и, как следствие, получения ошибочного результата испытания.
7.3.4 Метод без растворения с определением разности масс
Испытуемый образец перед нанесением покрытия очищают, промывают спиртом или другим подходящим растворителем, высушивают в чистой воздушной среде и взвешивают.
На подготовленный образец наносят покрытие.
Образец с покрытием очищают, промывают спиртом или другим подходящим растворителем, высушивают в чистой воздушной среде и взвешивают. Массу покрытия вычисляют как разность результатов взвешивания.
Примечание — Перед первым взвешиванием следует провести как можно больше операций по подготовке поверхности к нанесению покрытия, приводящих к потере материала основы. Метод применим только в тех случаях, когда потери массы образца при подготовке поверхности к нанесению покрытия незначительны по сравнению с массой покрытия, поскольку после подготовки поверхности взвешивание невозможно.
7.4 Обработка результатов
Массу покрытия на единицу площади (поверхностную плотность) рд, мг/см2, вычисляют по формуле
где т — масса покрытия, мг;
S — площадь поверхности испытуемого образца, см2.
8 Методы контроля пористости покрытий
8.1 Общие положения
8.1.1 В настоящий подраздел включены стандартные методы определения пористости и не-сплошности покрытий из алюминия, анодно-окисного алюминия, кадмия, хрома, кобальта, меди, сплава медь-цинк (латуни), золота, индия, свинца, никеля, сплавов никель-бор, никель-кобальт, никель-желе-зо, никель-фосфор, палладия, платины, родия, серебра, олова, сплавов олово-свинец, олово-никель, олово-цинк, цинка, стекловидной или фарфоровой эмали, а также хроматных или фосфатных конверсионных покрытий, нанесенных на алюминий, медь, сплавы медь-бериллий, медь-цинк, железо, сплавы NiFeCo, магний, никель, сплавы никель-бор, никель-фосфор, медь-олово(бронза)-фосфор, серебро, сталь, сплав олово-никель и цинковые сплавы.
8.1.2 Методы основаны на взаимодействии основного металла или металла подслоя с реагентом в местах сквозных пор и обнаружении продуктов реакции способами, согласованными с заказчиком.
35
ГОСТ 9.916—2023
8.1.3 Методы, описанные в настоящем подразделе, как правило, являются разрушающими. Испытания проводят на выборочных изделиях или на образцах, изготовленных по аналогичной технологии, в соответствии с программой испытаний, согласованной с заказчиком.
Подготовка изделий и образцов — по 4.3. При необходимости проводят активацию основного металла или металла подслоя через открытые поры покрытия.
8.1.4 При проведении испытаний используют оборудование, регламентированное стандартами на соответствующие методы испытаний, фильтровальную бумагу по ГОСТ 12026, дистиллированную воду по ГОСТ 6709, если не указано иное, реактивы квалификации не ниже ч. д. а.
8.1.5 Реагенты, применяемые для определения пористости покрытий, не должны взаимодействовать с металлом покрытия.
Продолжительность воздействия реагента должна быть такой, чтобы продукты его реакции с металлом основы или подслоя заполнили открытые поры и проявились на поверхности покрытия. В то же время эта продолжительность должна быть ограничена во избежание отслоения и разрушения покрытия, что приведет к неправильным результатам испытания.
Если в результате взаимодействия реагента с металлом основы или подслоя образуется соединение, растворимое в реагенте, слабоокрашенное или совсем не имеющее окраски, то используют индикатор — реактив, образующий с продуктом реакции металла и реагента соединение с характерной для данного металла окраской, часто нерастворимое или малорастворимое.
8.1.6 Пористость покрытий является качественным показателем. По окончании испытания наличие или отсутствие пористости устанавливают по обнаружению или необнаружению продуктов реакции металлов подслоя с реагентом (и индикатором) непосредственно на поверхности испытуемого образца или в прилегающем к нему слое (геле или фильтровальной бумаге, пропитанной соответствующими реактивами).
Осмотр проводят визуально, соблюдая требования по 5.2, или с применением микроскопа с достаточным увеличением.
8.1.7 Если метод определения пористости позволяет получить четкие контуры пор, возможна количественная оценка пористости. При этом могут быть использованы следующие количественные показатели:
- число пор на единицу площади поверхности покрытия;
- доля площади поверхности покрытия, занятая порами, %;
- площадь наибольшей метки или пятна на исследуемой поверхности, мм2.
Для подсчета и измерения пор используют микроскоп, имеющий окуляр с микрометрической шкалой.
8.1.8 Классификация методов определения пористости металлических и неметаллических неорганических покрытий на основе способа обнаружения пор приведена в таблице 9. Физические методы определения пористости, основанные на измерении физических параметров, указанные в таблице 9, в настоящем стандарте не рассматриваются.
Таблица 9 — Классификация методов определения пористости
Метод в соответствии с классификацией | Тип метода | Способ обнаружения пор или реактив-индикатор |
Химические методы | Методы с погружением образца | Ализарин |
Антрахинон | ||
Сульфат меди (метод Приса) | ||
Ферроцианид | ||
Феррицианид | ||
Феррон | ||
Горячая вода | ||
Перманганат | ||
Пол и сульф ид |
36
Окончание таблицы 9
ГОСТ 9.916—2023
Метод в соответствии с классификацией | Тип метода | Способ обнаружения пор или реактив-индикатор |
Химические методы | Методы с наложением филь-тровальной бумаги | Сульфид кадмия |
Ферроксил (феррицианид) | ||
Гематоксилин | ||
Магнезон | ||
Оксин | ||
1-нитрозо-2-нафтол (поротест) | ||
Тиоцианат | ||
Методы испытаний на коррозию в атмосфере взвешенных капель жидкости (тумане) | Нейтральный солевой туман, пары уксусной кислоты и ацетата меди | |
Метод «Корродкот» | ||
Метод испытания в агрессивной газовой среде | Серный цвет | |
Сероводород или диоксид серы/сероводород | ||
Пары азотной кислоты | ||
Диоксид серы | ||
Пары сернистой кислоты/диоксида серы | ||
Тиоацетамид | ||
Часовые корпуса в парах уксусной кислоты | ||
Часовые корпуса в парах бисульфита натрия | ||
Электрохимические методы | Метод анодной обработки | Сульфат меди (метод Дабпернелла) |
Электрографические методы | На акриламиде | |
На объемном слое геля | ||
На бумаге | ||
Физические методы | Оптический метод | — |
Методы, основанные на газовой проницаемости | ||
Ультразвуковые методы | ||
Авторадиографический и изотопный методы | ||
Высоковольтные или высокочастотные методы |
8.1.9 Применимость отдельных методов определения пористости к различным сочетаниям металлов покрытия и основы приведена в приложении И (см. [5]).
8.2 Краткое описание методов
8.2.1 Испытание с ализарином
Метод применим к хроматным покрытиям (включая Cr/Ni/Cu и Cr/Ni/Ni), покрытиям из кобальта, меди, никеля, сплавов никель-бор, никель-кобальт, никель-железо и никель-фосфор на подслое из алюминия.
Испытуемые образцы обрабатывают растворами гидроксида натрия, ледяной уксусной кислоты и ализарин-сульфоната натрия (ализариновый красный С) при определенных условиях. Образование красных меток или пятен указывает на наличие пористости.
8.2.2 Испытание с антрахиноном
Метод применим к хроматным покрытиям (включая Cr/Ni/Ni), покрытиям из кобальта, никеля, сплавов никель-бор, никель-кобальт, никель-железо и никель-фосфор на подслоях из алюминия, магния или цинковых сплавов.
37
ГОСТ 9.916—2023
Испытуемые образцы обрабатывают растворами гидроксида натрия и калиевой соли 1-аминоантрахинон-2-карбоновой кислоты при определенных условиях. Образование красных меток или пятен свидетельствует о наличии пористости.
8.2.3 Испытание с сульфидом кадмия
Метод применим к хроматным покрытиям (включая Cr/Ni/Ni), покрытиям из золота, палладия, платины и родия на подслоях из меди, серебра, сплавов бериллий-медь, фосфор-бронза, латуни.
Фильтровальную бумагу замачивают в растворе хлорида кадмия, а затем обрабатывают раствором сульфида натрия для осаждения сульфида кадмия. После удаления избытка раствора бумагу прижимают к покрытию испытуемого образца, являющегося анодом. С другой стороны бумаги с сульфидом кадмия накладывают фильтровальную бумагу, смоченную водой, а затем пластину из алюминия высокой чистоты или нержавеющей стали, выполняющую роль катода. В течение определенного промежутка времени через полученную конструкцию пропускают постоянный ток. Бурые пятна на бумаге с сульфидом кадмия свидетельствуют о наличии пор.
Пример методики для покрытия золотом на меди приведен в приложении К.
8.2.4 Испытание с сульфатом меди (метод Приса)
Вариант А: метод применим к покрытиям из кадмия и цинка на подслоях из железа, стали или сплавах на основе железа.
Вариант Б: метод применим к тонким (менее 5 мкм) анодно-окисным покрытиям на алюминии и алюминиевых сплавах.
Испытуемый образец погружают в раствор сульфата меди. Для подслоев из сплавов алюминия и подслоев из сплавов железа используют растворы разного состава. Красноватые следы или пятна меди указывают на поры в покрытиях, нанесенных на сплавы железа, а черные следы или пятна — на поры в покрытиях, нанесенных на сплавы алюминия.
8.2.5 Испытание с сульфатом меди (метод Дабпернелла)
Метод применим к хроматным покрытиям, в том числе с микротрещинами и микропорами, на подслоях никель/медь или никель/никель, нанесенным на основу из железа, стали, цинковых сплавов, меди и медных сплавов, алюминия и алюминиевых сплавов, а также на основу из пластмассы.
Испытуемый образец, служащий катодом, помещают в гальваническую ванну с подкисленным раствором сульфата меди. Медь осаждается только в тех местах покрытия, где находятся сквозные поры, ведущие к металлу основы или подслоя. При этом хроматные покрытия остаются пассивными. После испытания микропоры и микротрещины на поверхности образца исследуют с использованием оптического микроскопа.
8.2.6 Испытание методом «Корродкот» (CORR)
Метод применим к хроматным покрытиям, в том числе с микротрещинами и микропорами, на подслоях никель/медь или никель/никель, нанесенным на основу из алюминиевых сплавов, пластмассы, стали, сплавов железа или цинковых сплавов.
Испытуемый образец покрывают жидкой кашицей из смеси коррозионно-активных солей и сушат. Затем образец помещают на определенный промежуток времени в атмосферу с повышенной влажностью (например, в камеру для испытания солевым туманом). После этого образец очищают и обрабатывают для проявления дефектов. О наличии пористости свидетельствуют черные метки или бурая ржавчина, если основа или подслой из черного металла, или белые метки, если основа или подслой из сплавов алюминия или цинка (см. [6]).
8.2.7 Электрографические методы испытаний
8.2.7.1 В электрографических методах для обнаружения продукта взаимодействия реагента с металлом основы или подслоя используют индикаторы — реактивы, образующие с этими продуктами окрашенные соединения.
8.2.7.2 Вариант А. Электрография на акриламиде
Метод применим к покрытиям золотом никелевой основы (подслоя), а также серебром или никелем основы (подслоя) из меди.
Раствор акриламида, содержащий отвердитель и индикатор, наливают на образец незадолго до его превращения в гель. Образец помещают в электролитическую ячейку с раствором хлорида. Под действием постоянного электрического тока определенной плотности проводят электролиз, при этом образец является анодом. Поры покрытия проявляются как цветные метки или пятна.
ВНИМАНИЕ — Акриламид признан нейротоксином и канцерогеном. Использовать с максимальной осторожностью.
38
ГОСТ 9.916—2023
8.2.7.3 Вариант Б. Электрография в объемном слое геля
Метод применим к покрытиям золотом, кобальтом, никелем и палладием основы из меди, покрытиям золотом, медью, кобальтом и палладием основы из никеля, а также к покрытиям золотом основы из серебра.
В электролитическую ячейку с золотым или платиновым катодом и образцом в качестве анода наливают смесь, в которую входят чистый желатин, токопроводящий раствор солей и индикатор. Дают раствору в ячейке отвердеть и проводят электролиз. Поры покрытия проявляются в виде цветных пятен или налета.
8.2.7.4 Вариант В. Электрография на бумаге
Комбинации металлов покрытий и металлов основы (подслоев), к которым применяют данный метод, а также соответствующие индикаторы приведены в таблице 10.
К испытуемому образцу, выполняющему роль анода, прижимают фильтровальную бумагу, смоченную раствором электролита, а затем бумагу, предназначенную для получения электрограммы, смоченную водой. Завершают конструкцию наложением двух пластин, выполняющих роль катода, из инертного к данной среде материала (например, из золота или нержавеющей стали). Через полученную систему в течение определенного времени (обычно от 10 до 30 с) пропускают постоянный ток определенной плотности (обычно от 0,15 до 1,55 мА/см2). По окончании электролиза бумагу, предназначенную для получения электрограммы, смачивают раствором индикатора и дают высохнуть. Следы пор покрытия проявляются на бумаге в виде окрашенных пятен.
В настоящее время коммерчески доступны различные виды бумаги для испытания.
Примеры методов оценки пористости золотых покрытий электрографией на бумаге приведены в приложении К.
Таблица 10 — Индикаторы для электрографических методов определения пористости покрытий
Индикатор | Материал покрытия | Основной материал |
1 Сульфид кадмия | Хром, золото, палладий, платина, родий | Бериллий-медь, латунь, медь, фосфор-бронза, серебро |
2 Диметилглиоксим (C4H8N2O2) | Золото, палладий, платина, родий,серебро | Латунь, бериллий-медь, медь, фосфор-бронза, никель, никель-бор, никель-фосфор |
3 Дитиооксамид [рубеановодородная кислота, NH2C(S)C(S)NH2] | Хром, золото, палладий, платина, родий | Бериллий-медь, латунь, медь, фосфор-бронза |
4 Ниоксим (циклогександион-1,2-диоксим), C6H10N2O2 | Золото, палладий, платина, родий | Никель, никель-бор, никель-железо, никель-фосфор, олово-никель |
5 Ферроцианид калия [железистосинеродистый калий, желтая кровяная соль, K4Fe(CN)6] | Хром, золото, палладий, платина, родий | Латунь, бериллий-медь, медь, фосфор-бронза |
6 Феррицианид калия [железосинеродистый калий, красная кровяная соль, K3Fe(CN)6] | Кадмий, никель, олово, цинк | Латунь, серебро, сталь |
7 Магнезон (C12H9N3O4) | Хром, кобальт, медь, никель, никель-бор, никель-кобальт, никель-железо, никель-фосфор | Магний |
8.2.8 Испытание с ферроцианидом
Метод применяют для покрытий хромом, кобальтом, золотом, никелем, сплавами никель-бор, ни-кель-железо, никель-фосфор, палладием, платиной на медной основе.
Испытуемые образцы обрабатывают ледяной уксусной кислотой и раствором ферроцианида калия при определенных условиях. О наличии пор свидетельствуют бурые метки или пятна на поверхности покрытия образца.
39
ГОСТ 9.916—2023
8.2.9 Испытание с ферроном
Метод применяют для покрытий алюминием, латунью, кадмием, хромом, кобальтом, индием, свинцом, никелем, сплавами никель-бор, никель-фосфор, серебром, оловом, сплавами олово-свинец, олово-никель, олово-цинк, цинком, а также органическими пленками основы из чугуна и стали.
Испытуемые образцы обрабатывают кислотой и раствором феррона (8-оксихинолин-7-йодо-5-сульфоновая кислота) концентрацией 0,1 % при определенных условиях. О наличии пор свидетельствуют красные метки или пятна на поверхности покрытия образца.
8.2.10 Испытание с ферроксилом (феррицианидом)
8.2.10.1 Вариант А с наложением фильтровальной бумаги
Метод применяют для металлических покрытий из латуни, хрома, кобальта, меди, золота, индия, свинца, никеля, сплавов никель-бор, никель-фосфор, серебра, олова, сплавов олово-свинец, олово-никель, органических пленок, стойких к феррицианиду и хлориду в течение всего испытания и являющихся катодом по отношению к основам из чугуна и стали.
Полоски фильтровальной бумаги, обработанные желеобразным электролитом (хлоридом натрия), плотно прижимают к поверхности испытуемого образца на определенный промежуток времени. По прошествии этого времени полоски бумаги надлежащим образом обрабатывают раствором феррицианида калия. В местах соприкосновения бумаги со сквозными порами покрытия на ней проявляются голубые точки или пятна.
8.2.10.2 Вариант Б с наложением фильтровальной бумаги
Метод применяют для контроля пористости медных, никелевых, хромовых, оловянных, серебряных покрытий и покрытий сплавами олова на деталях из стали.
На подготовленную деталь накладывают фильтровальную бумагу, смоченную раствором, 1 дм3 которого содержит 3 г феррицианида калия и 10 г хлорида натрия, не допуская образования пузырьков воздуха между бумагой и испытуемой поверхностью. После выдержки в течение 5 мин бумагу с отпечатками пор в виде точек или пятен снимают, промывают струей дистиллированной воды и высушивают на чистом стекле. Для удобства подсчета пор на бумагу накладывают стекло, на которое нанесена сетка со стороной квадратной ячейки 1 см.
Метод применим также для контроля многослойных покрытий (медь-никель-хром). Определение пористости покрытий с верхним слоем хрома проводят не ранее чем через 30 мин после окончания процесса хромирования.
Для выявления пор, доходящих до меди и стали, фильтровальную бумагу с отпечатками пор после промывки водой накладывают на чистое стекло и наносят на нее раствор феррицианида калия концентрацией 40 г/дм3. При этом желтые точки (следы никеля) исчезают и после промывки бумаги струей воды и высушивания на чистом стекле на бумаге остаются красно-бурые и синие пятна — следы пор, доходящих до меди и стали.
Для выявления пор, доходящих до никеля, фильтровальную бумагу с отпечатками пор накладывают на чистое стекло и наносят на нее аммиачный раствор диметилглиоксима (диметилглиоксим — 2 г/дм3, аммиак 25 %-ный — 500 см3/дм3). После образования в местах пор точек или пятен ярко-розового цвета, характерного для никеля, фильтровальную бумагу промывают струей воды и высушивают на стекле. При этой обработке следы пор, доходящих до меди и стали, бледнеют и не мешают подсчету пор, доходящих до никеля.
8.2.10.3 Вариант В с погружением образца
Область распространения метода, а также состав применяемого раствора, содержащего феррицианид калия и хлорид натрия, аналогичны варианту Б.
При проведении контроля деталь погружают в раствор и выдерживают в течение 5 мин при температуре в диапазоне от 18 °C до 30 °C. На контролируемой поверхности подсчитывают число синих точек, соответствующее числу пор.
8.2.11 Испытание с серным цветом
Метод применим к покрытиям из золота, никеля, олова, сплава олово-свинец, палладия и их сплавов, нанесенным на подслой из меди, сплавов меди или серебра. Он также может быть применен к другим покрытиям, которые в атмосфере с восстановленной серой не образуют на поверхности заметных тусклых пятен.
Испытуемые образцы помещают на определенное время в герметично закрывающуюся камеру, подвешивая их на специальных держателях над открытой емкостью с источником серных паров. В течение испытания в камере контролируют и поддерживают определенную влажность и повышенную температуру (50 °C). Материал, из которого изготовлены камера и держатель, должен быть в условиях
40
ГОСТ 9.916—2023
испытания нереакционноспособен. Появление на поверхности образцов бурых или черных тусклых пятен свидетельствует о наличии пор в покрытии.
8.2.12 Испытание с горячей водой
Метод применим к металлическим покрытиям, являющимся катодом по отношению к основе из черных металлов, например к покрытиям из латуни, меди, золота, индия, никеля, сплавов никель-бор, никель-фосфор, олова, сплавов олово-свинец и олово-никель на железе, к покрытиям из сплавов NiFeCo на стали или к покрытиям в виде органических пленок на стали.
Испытуемые образцы помещают в стеклянную емкость с аэрированной дистиллированной или деионизированной водой (pH от 6,0 до 7,5, удельная электропроводимость не более 0,5 мСм/м). Воду нагревают до температуры 85 °C, которую поддерживают в течение 60 мин (продолжительность испытания). После этого образцы высушивают и осматривают их поверхность. Черные метки или пятна, а также бурая ржавчина доказывают наличие пористости.
8.2.13 Испытание с сероводородом или с диоксидом серы/сероводородом
8.2.13.1 Вариант А
Метод применим к покрытиям золотом, палладием или родием толщиной менее 5 мкм на подслоях из сплавов бериллий-медь, фосфор-бронза, латуни, меди и серебра.
Испытуемые образцы подвешивают на держателях в герметично закрывающемся контейнере в атмосфере свежеполученного сероводорода на определенный промежуток времени (обычно на 24 ч). Материал, из которого изготовлены контейнер и держатели, должен быть инертным по отношению к сероводороду. Появление на поверхности покрытия пятен с измененной окраской указывает на наличие пор.
8.2.13.2 Вариант Б
Метод применим к покрытиям золотом, палладием, родием, оловом, сплавами олово-свинец или олово-никель толщиной более 5 мкм на подслоях из сплавов бериллий-медь, фосфор-бронза, никель-бор, никель-фосфор, латуни, меди и серебра.
Испытуемые образцы подвешивают на держателях в герметично закрывающемся контейнере в атмосфере свежеполученного диоксида серы на определенный промежуток времени (обычно на 24 ч), а затем — в атмосфере свежеполученного сероводорода на определенный промежуток времени (обычно на 24 ч). Материал, из которого изготовлены контейнер и держатели, должен быть инертным по отношению к указанным агрессивным средам. Появление на поверхности покрытия пятен с измененной окраской указывает на наличие пор.
8.2.14 Испытание с гематоксилином
Метод применяют к покрытиям латунью основы из алюминия и к покрытиям серебром основы из латуни или меди.
Полоски фильтровальной бумаги, обработанные гематоксилином, окунают в воду, а затем плотно прижимают к поверхности испытуемого образца на определенный промежуток времени. По прошествии этого времени полоски бумаги исследуют на предмет появления синих меток или пятен, которые свидетельствуют о наличии пористости.
8.2.15 Испытание с магнезоном
Метод применяют к покрытиям хромом, кобальтом, медью, никелем, сплавами никель-бор, никель-кобальт, никель-железо и никель-фосфор основы из магния.
Поверхность испытуемого образца тщательно смачивают раствором гидроксида натрия. На подготовленную таким образом поверхность кладут фильтровальную бумагу, которую перед этим намочили в 0,01 %-ном спиртовом растворе 4-(п-нитробензолазо)резорцина (магнезона) и высушили. Образование на бумаге, окрашенной после обработки магнезоном в красный цвет, синих меток или пятен указывает на наличие сквозных пор в покрытии.
8.2.16 Испытание парами азотной кислоты
Метод применяют к покрытиям золотом основы из меди, никеля и их сплавов.
В контейнер, материал которого инертен по отношению к азотной кислоте, помещают открытую емкость с концентрированной азотной кислотой на 30 мин и закрывают контейнер крышкой, чтобы создать в нем устойчивую кислотную атмосферу. Контейнер при этом должен находиться в определенных климатических условиях.
В контейнере с устоявшейся кислотной атмосферой подвешивают испытуемые образцы, закрывают контейнер крышкой и оставляют на (60 ± 5) мин. После этого образцы нагревают для высушивания продуктов реакции. Обнаружение продуктов реакции, которые, как правило, проступают на поверхности в виде налета или вспученного пятна, указывает на наличие сквозных пор в покрытии.
41
ГОСТ 9.916—2023
8.2.17 Испытание с оксином
Метод применим к покрытиям из хрома, кобальта, меди, никеля, сплавов никель-бор, никель-ко-бальт, никель-железо и никель-фосфор на основах из алюминия, магния и цинка.
Поверхность испытуемого образца тщательно смачивают раствором гидроксида натрия. На подготовленную таким образом поверхность кладут фильтровальную бумагу, которую перед этим намочили в 5 %-ном спиртовом растворе 8-оксихинолина (оксина) и высушили. Образование на бумаге окрашенных меток или пятен указывает на наличие пористости покрытия.
8.2.18 Испытание с перманганатом
Метод применим к покрытиям из алюминия, кадмия и цинка на основах из черных металлов и их сплавов.
Испытуемый образец погружают в разбавленный раствор перманганата калия. Появление на поверхности покрытия образца черных точек или пятен диоксида марганца указывает на наличие пор.
8.2.19 Испытание с полисульфидом
Метод применим к металлическим покрытиям из олова, сплавов олово-никель и олово-цинк на основах из латуни, меди, сплавов бериллий-медь и фосфор-бронза.
Поверхность деталей с покрытием обезжиривают, используя растворитель, после чего детали погружают в раствор полисульфида натрия. Образование на поверхности черных меток или пятен свидетельствует о наличии пор.
8.2.20 Испытание с 1-нитрозо-2-нафтолом (поротест)
Метод применим к металлическим покрытиям из латуни, хрома, меди, золота, никеля, сплавов никель-бор, никель-фосфор, олова, сплавов олово-никель, ведущим себя как катод по отношению к основам из черных металлов и их сплавов.
Полоски фильтровальной бумаги, обработанные раствором 1-нитрозо-2-нафтола и подсушенные, окунают в воду или в 5 %-ный раствор хлорида натрия (чтобы ускорить реакцию). Дав стечь жидкости, плотно прижимают полоски бумаги к поверхности образца на определенный промежуток времени. По прошествии этого времени бумагу снимают и осматривают. Зеленые точки и пятна на бумаге указывают на наличие пор в покрытии.
8.2.21 Испытание в нейтральном солевом тумане, парах уксусной кислоты и ацетата меди
Метод применим к металлическим покрытиям из латуни, хрома, кобальта, меди, золота, свинца, никеля, сплавов никель-бор, никель-фосфор, олова, сплавов олово-свинец и олово-никель, стойким к воздействию хлоридов в течение времени, соответствующего продолжительности испытания, нанесенным на основу из черных металлов или их сплавов, по отношению к которым покрытия являются катодом. Метод пригоден для испытания хроматных покрытий на сплавах никель-медь, а также для хроматных и никель/никелевых покрытий на алюминии, магнии, цинке и пластмассах.
Испытуемые образцы помещают в герметично закрывающуюся камеру, в которой их подвергают воздействию мельчайших взвешенных капель 5 %-ного раствора хлорида натрия (нейтрального солевого тумана). О пористости покрытия свидетельствует появление на его поверхности черных меток и пятен или бурой ржавчины, если подслой состоит из чугуна, стали, сплавов железа, или белых меток, пятен или вспученностей, если основой являются алюминий, магний или сплавы цинка (см. [6], [7]).
8.2.22 Испытание с диоксидом серы
Вариант А: для покрытий золотом на меди, сплавах меди и никеле.
Вариант Б: для покрытий золотом на серебре.
Вариант В: для покрытий оловом, сплавами олово-свинец и олово-никель на меди, сплавах меди и стали.
Испытуемые образцы подвешивают на опорах в контейнере в атмосфере свежеполученного диоксида серы на определенный промежуток времени, обычно на 24 ч. Материал контейнера и опор должен быть инертным по отношению к испытательной среде. Концентрация диоксида серы различна для разных сочетаний покрытий и основы (варианты А, Б и В). По окончании испытания на поверхности пористого покрытия появляются окрашенные следы (см. [8]).
8.2.23 Испытание с парами сернистой кислоты/диоксида серы
Метод применяют для покрытий золотом и палладием на меди, никеле и их сплавах.
Испытуемые образцы подвешивают на опорах в контейнере в парах сернистой кислоты/диоксида серы на определенный промежуток времени, обычно на 24 ч. Материал контейнера и опор должен быть инертным по отношению к испытательной среде. По окончании испытания на поверхности пористого покрытия появляются окрашенные следы.
42
ГОСТ 9.916—2023
8.2.24 Испытание с тиоцианатом
Метод применим к металлическим покрытиям из хрома, меди, их сплавов, никеля, сплавов никель-бор, никель-фосфор, олова, сплава олово-никель, стойким к воздействию тиоцианата и хлоридов в течение всего периода испытания, нанесенным на основу из чугуна или стали, по отношению к которым покрытия являются катодом.
Полоски фильтровальной бумаги, смоченные электролитом в виде желеобразного хлорида, плотно прижимают к поверхности испытуемого образца на определенный промежуток времени. По прошествии этого времени полоски бумаги смачивают раствором индикатора (тиоцианата). На наличие пор указывают проявляющиеся при этом красные метки и пятна.
8.2.25 Испытание с тиоацетамидом (ТАА)
Метод применим к покрытиям золотом, никелем, оловом и сплавом олово-никель основы из меди, медных сплавов и серебра. Данный метод может быть также применен к органическим покрытиям на латуни, меди или серебре.
Испытуемые образцы подвешивают на держателях в контейнере, на дне которого находятся открытая емкость с насыщенным раствором ацетата натрия для поддержания относительной влажности среды в контейнере 75 %, а также кристаллы тиоацетамида (в расчете не менее 50 мг на квадратный дециметр поверхности). Контейнер закрывают и выдерживают образцы в агрессивной среде при температуре 25 °C в течение определенного периода времени. Появление на поверхности образцов окрашенных пятен, раковин, трещин, вздутий и т. д. является признаком пористости покрытия.
8.2.26 Испытание часовых корпусов с уксусной кислотой
Метод применим к покрытиям золотом сплавов закисной меди, содержащих или не содержащих никель, и литых под давлением сплавов на основе цинка.
Испытуемые образцы подвешивают на держателях в сосуде с герметично закрывающейся крышкой. В сосуд наливают уксусную кислоту. Материал, из которого изготавливают сосуд и держатель, должен быть инертным по отношению к парам уксусной кислоты. Образцы материалов или изделия помещают в сосуд с парами уксусной кислоты на 24 ч при температуре (23 ± 2) °C. Поры проявляются в виде зеленых меток на поверхности покрытия, если это покрытие нанесено на сплав закисной меди, или белых меток, если покрытие нанесено на цинковые сплавы.
8.2.27 Испытание часовых корпусов с бисульфитом натрия
Метод применим к покрытиям золотом основы из черных металлов.
Испытуемые образцы подвешивают на держателях в сосуде с раствором бисульфита натрия (NaHSO3), герметично закрывающегося крышкой. Материал, из которого изготавливают сосуд и держатель, должен быть инертным по отношению к испытательной среде. Образцы выдерживают в сосуде с парами бисульфита натрия в течение 24 ч при температуре (23 ± 2) °C. Следы коррозии на поверхности образца после экспозиции свидетельствуют о пористости покрытия.
9 Методы контроля прочности сцепления покрытий
9.1 Общие положения
9.1.1 Методы определения прочности сцепления металлических и неметаллических неорганических покрытий с металлической основой или подслоем (адгезии) неприменимы к покрытиям, наносимым по технологии диффузионной обработки, при которой происходит взаимопроникновение атомов металлов покрытия и основы с выравниванием их концентраций и образованием переходного диффузного слоя. Диффузионные покрытия в случае приложения к ним механических или термических нагрузок не отслаиваются от основы, а разрушаются.
9.1.2 В настоящем разделе рассмотрены преимущественно качественные методы оценки адгезии покрытий, поскольку количественные методы требуют специального оборудования и особого мастерства исполнителя и поэтому практически не используются для массового контроля серийной продукции на предприятиях.
9.1.3 Методы контроля адгезии основаны на различии физико-механических свойств металла покрытия и основного металла.
Метод контроля выбирают в зависимости от вида покрытия с учетом свойств основного металла и металла покрытия, типа и назначения детали. Информация о применимости методов контроля адгезии различных покрытий приведена в приложении Л.
43
ГОСТ 9.916—2023
9.1.4 На деталях, которые после нанесения покрытия подвергают обработке с применением механических воздействий (полированию, шлифованию, гравированию и т. п.), контроль прочности сцепления покрытий допускается не проводить.
9.1.5 Методы контроля адгезии относятся к разрушающим методам. Испытания проводят на выборочных изделиях или на образцах, изготовленных по аналогичной технологии (образцах-свидетелях), в соответствии с программой испытаний, согласованной с заказчиком.
Изделия, подвергшиеся испытаниям, даже показавшие удовлетворительную адгезию и не разрушившиеся в процессе испытания, к дальнейшему использованию по назначению не допускаются.
9.1.6 Для контроля допускается применять оборудование и приспособления различных типов (полировальные и крацевальные станки, муфельные печи, тиски и т. п.).
9.1.7 Обзор методов оценки адгезии металлических и неметаллических неорганических покрытий с ссылками на документы, содержащие их подробное описание, приведен в [9].
9.2 Краткое описание методов (см. [9])
9.2.1 Метод разглаживания под давлением
Метод применяют для относительно тонких покрытий.
Определенный участок покрытия на ровной поверхности испытуемого образца натирают, прикладывая при этом некоторое усилие. При такой обработке покрытие стремится к уплотнению и поглощает выделяющееся при натирании тепло. Достаточно тонкие покрытия при этом отделяются от основного металла в местах слабого сцепления, образуя вздутия.
Если позволяют форма и размеры испытуемого образца, площадь обрабатываемой поверхности должна составлять не менее 6 см2. Для натирания используют неострый гладкий конец походящего инструмента, например полусферический конец стальной палочки диаметром 6 мм. Продолжительность натирания — приблизительно 15 с.
Прилагаемое при натирании усилие должно быть достаточным для ощущения разглаживания покрытия при каждом движении, но не должно наносить ему повреждений. На слабую адгезию указывает появление вздутий на поверхности покрытия, площадь которых увеличивается при продолжающемся натирании. При неудовлетворительных механических свойствах покрытие может разорваться в месте вздутия и отделиться от основного металла.
9.2.2 Метод шлифования шариками
Обработку шариками часто используют для предварительного шлифования изделий, но возможно использование и для испытания на прочность сцепления достаточно тонких покрытий.
Используя барабан или вибрационное устройство для шлифования, покрытие испытуемого образца подвергают ударам стальных шариков диаметром приблизительно 3 мм в мыльном растворе, выполняющем роль смазочного материала. При слабой адгезии покрытие отслаивается с образованием вздутия.
9.2.3 Дробеструйная обработка
9.2.3.1 Существует несколько вариантов метода, отличающихся способами обеспечения воздействия на покрытие чугунной или стальной дроби, падающей на поверхность образца под действием силы тяжести или направляемой струей сжатого воздуха. При этом происходит деформация покрытия.
Покрытия со слабым сцеплением образуют вздутия. Интенсивность обработки поверхности, требуемая для вздутия слабосцепленного покрытия, зависит от его толщины. Для тонких покрытий требуется менее интенсивная обработка, чем для толстых покрытий.
9.2.3.2 В одном из вариантов метода в качестве резервуара для заряда чугунной или стальной дроби (диаметром приблизительно 0,75 мм) используют трубку длиной 150 мм, внутренним диаметром 19 мм, соединенную с выпускным патрубком. В трубку поступает сжатый воздух под давлением в диапазоне от 0,07 до 0,21 МПа1\ Расстояние между выходным концом патрубка и поверхностью испытуемого образца должно находиться в диапазоне от 3 до 12 мм.
9.2.3.3 Другой вариант метода наиболее подходит для испытаний на адгезию электролитических покрытий серебром толщиной от 100 до 600 мкм, нанесенных на стальную основу.
Для проведения испытания используют стандартный сжатый воздух или дробеструйное оборудование центрифужного типа, которое обычно используют для дробеструйной очистки стальных изделий, и стальную дробь со средним диаметром 0,4 мм.
1> 1 МПа = 1 МН/м2.
44
ГОСТ 9.916—2023
Испытуемые образцы перед испытанием подвергают снятию напряжений нагреванием при температуре (190 ± 10) °C в течение 2 ч. Не подвергаемые воздействию дроби поверхности испытуемых образцов закрывают защитным покрытием.
Толщину покрытий образцов измеряют неразрушающим методом (например, магнитным) и отбирают для испытания только образцы с толщиной покрытия в диапазоне от 100 до 600 мкм. Отобранные образцы делят на группы таким образом, чтобы разница между максимальной и минимальной толщиной покрытия в группе образцов, а также разница между максимальными толщинами покрытий в соседних группах составляла 125 мкм или менее. Каждую группу образцов испытывают отдельно, устанавливая необходимую интенсивность обработки покрытий с определенным диапазоном толщины по результатам испытаний контрольного образца в соответствии с приложением М.
Интенсивность обработки контролируют и, при необходимости, регулируют не реже одного раза в час, руководствуясь данными, полученными для контрольных образцов в соответствии с приложением М.
После дробеструйной обработки в установленных условиях образцы осматривают. При неудовлетворительной прочности сцепления покрытие расползается или растекается и на его поверхности образуются вздутия.
9.2.4 Метод отслаивания
9.2.4.1 Данный метод применим к покрытиям толщиной менее 125 мкм, нанесенным на практически плоские поверхности.
9.2.4.2 У полосы мягкой луженой стали длиной приблизительно 75 мм, шириной 10 мм и толщиной 0,5 мм загибают один конец под прямым углом на расстоянии приблизительно 10 мм от края. Внешнюю поверхность отогнутого конца припаивают к поверхности испытуемого покрытия. К оставшейся свободной более длинной части полосы прикладывают усилие, направленное перпендикулярно к поверхности образца, стараясь оторвать полосу от покрытия. Покрытие отделяется от подслоя, если прочность его сцепления менее прочности паяного соединения. Если же прочность сцепления покрытия выше прочности соединения, то разрушится паяное соединение или само покрытие в пределах его толщины.
Описанный метод широко не используют, поскольку при пайке адгезия может измениться. Альтернативно стальную полосу допускается прикреплять к поверхности покрытия затвердевающей синтетической смолой с соответствующей прочностью на разрыв.
9.2.4.3 При другом варианте метода (испытание с клейкой лентой) используют прозрачную клейкую ленту (скотч) с прочностью сцепления приблизительно 8 Н на 25 мм ширины, которую накладывают клейкой стороной на поверхность испытуемого покрытия и приклеивают к нему, проводя сверху валиком с постоянным нажимом. При этом необходимо следить, чтобы под лентой не оставалось пузырьков воздуха. По прошествии 10 с ленту отрывают, удерживая за один конец и прикладывая постоянное усилие, направленное перпендикулярно к поверхности испытуемого покрытия. Прочность сцепления покрытия считают удовлетворительной, если при осмотре не обнаружено видимых отслоений покрытия.
Данный метод предпочитают использовать при тестировании на адгезию покрытий токопроводов и контактов печатных плат. Площадь поверхности токопроводов, подвергаемая испытанию, должна составлять не менее 30 мм2.
9.2.5 Метод обработки напильником
Метод не применим к очень тонким покрытиям (толщиной менее 5 мкм) и покрытиям из мягких металлов, таких как цинк и кадмий.
Образец, выпиленный из детали с покрытием, зажимают в тисках и обрабатывают напильником (имеющим только один ряд крупной насечки) срез образца, как бы пытаясь снять покрытие. Движение напильника должно быть направлено от основного металла к покрытию под углом приблизительно 45° к поверхности покрытия.
При осмотре после испытания не должно быть признаков отслаивания покрытия.
9.2.6 Метод шлифования и распиливания
Кромку образца с покрытием шлифуют шлифовальным кругом с направлением срезания от основного металла к покрытию. При неудовлетворительной адгезии покрытие отделяется от основы.
Шлифовальный круг может быть заменен ножовкой. Движения ножовки должны быть такими, чтобы прикладываемое усилие было направлено на отделение покрытия от основного металла.
Метод особенно эффективен для твердых покрытий, таких как никелевое или хромовое.
9.2.7 Метод с использованием резца
Данный метод обычно применяют к покрытиям, имеющим толщину более 125 мкм.
45
ГОСТ 9.916—2023
Один из вариантов испытания осуществляют следующим образом. Остро заточенный конец резца приставляют к обратной стороне выступающего за пределы образца покрытия, лежащего на твердой поверхности, и энергично ударяют по другому концу резца молотком. При удовлетворительной адгезии покрытие будет отколото или рассечено без нарушения его соединения с основным металлом.
Другой вариант методики представляет собой комбинацию метода с использованием резца и метода распиливания. Образец распиливают перпендикулярно к поверхности покрытия. Если адгезия неудовлетворительная, то отслоение покрытия сразу становится заметным. В случае, если на полученном срезе отслоение незаметно, пытаются острым концом резца приподнять край покрытия. Если покрытие отстает от основы на заметное расстояние, констатируют плохую или слабую адгезию.
Резец затачивают перед каждым испытанием.
Для более тонких покрытий резец может быть заменен ножом, по которому при необходимости можно слегка постучать молотком.
Метод с использованием резца непригоден для мягких покрытий, таких как цинковое или кадмиевое.
9.2.8 Метод нанесения рисок
Для проведения испытания используют инструмент из закаленной стали с острым концом в виде лезвия с углом заточки 30°. Используя инструмент, наносят на покрытие две параллельные царапины (риски) на расстоянии 2 мм друг от друга. Царапины должны быть заглублены до поверхности основного металла и сделаны одним движением инструмента. Если при осмотре обнаруживают, что какая-либо часть покрытия между рисками отделилась от основы, покрытие признают не выдержавшим испытание.
Возможно применение варианта метода, при котором на покрытие наносят риски в виде квадрата со стороной 1 мм. При осмотре проверяют отслоение покрытия от основного металла внутри квадрата.
9.2.9 Испытание на изгиб
Метод заключается в перегибании изделий (образцов) с покрытием. Степень и природа изменений, происходящих при этом, зависят от основного металла, формы испытуемого образца, металла и технологии нанесения покрытия, а также от толщин двух слоев металлов.
При проведении испытания образец изгибают настолько резко, насколько это возможно, вручную или с помощью плоскогубцев сначала в одну сторону, а затем в другую до излома образца. Скорость и угол изгибов можно контролировать, используя подходящие устройства. При осуществлении описанной процедуры между основным металлом и покрытием возникает напряжение сдвига. При испытании покрытий, обладающих высокой пластичностью, возникающая сдвигающая сила значительно снижается вследствие текучести покрытия и основной металл может разрушиться даже без отслоения покрытия.
Хрупкие покрытия могут растрескаться, но даже в этом случае можно получить некоторую информацию о прочности сцепления покрытия. Излом необходимо исследовать на предмет отслоения покрытия или чтобы проверить, можно ли отделить покрытие от основы ножом или резцом.
Любые признаки отслоения с образованием отделившихся лоскутов или чешуек свидетельствуют о плохой адгезии покрытия. Растрескивание покрытия не учитывают.
Образец с покрытием может начать разрушаться как со стороны покрытия, так и со стороны основного металла. Как правило, поведение покрытия изучают, исследуя внешнюю сторону образца, но в некоторых случаях дополнительную информацию можно получить, исследуя внутренний слой на изломе.
9.2.10 Испытание скручиванием (навивкой)
Сущность данного метода состоит в навивании испытуемого образца (обычно ленты или проволоки) на сердечник. Каждый параметр испытания может быть унифицирован: длина и ширина ленты, скорость навивания, равномерность движений при проведении процедуры, диаметр сердечника. Параметры испытания могут быть указаны в технической документации на продукцию и/или согласованы с заказчиком.
Любые признаки отслоения с образованием отделившихся лоскутов или чешуек свидетельствуют о плохой адгезии покрытия. Растрескивание покрытия не учитывают.
Образец с покрытием может начать разрушаться как со стороны покрытия, так и со стороны основного металла. Как правило, поведение покрытия изучают, исследуя внешнюю сторону образца, но в некоторых случаях дополнительную информацию можно получить, исследуя внутренний слой на изломе.
9.2.11 Испытание на растяжение
9.2.11.1 Испытание на растяжение для качественной оценки адгезии
46
ГОСТ 9.916—2023
Метод пригоден для испытания изделий определенного типа с покрытием. Изделие помещают в машину для испытаний на растяжение (разрывную машину) и закрепляют с двух сторон. После этого изделие подвергают растяжению до его разрушения (разрыва). Если при осмотре места разрыва не обнаруживают отделения покрытия от основного металла, адгезию покрытия считают удовлетворительной. Трещины в покрытии на месте разрыва не учитывают.
9.2.11.2 Испытание на растяжение для количественной оценки адгезии
Метод применим только к плоским изделиям с покрытием, плоским контрольным образцам или плоским образцам-свидетелям. Изделие или образец закрепляют в разрывной машине, используя для этого подходящий клей, нанесенный со стороны покрытия и со стороны подложки. После застывания клея к образцу прикладывают постепенно увеличивающееся растягивающее усилие в направлении, перпендикулярном к поверхности образца. Испытание прекращают при разрушении или отрыве образца и фиксируют предельное значение растягивающего усилия, при котором произошло разрушение или отрыв. Образец исследуют невооруженным глазом или под микроскопом с целью установления точного места разрушения или отрыва. Если отрыв произошел по поверхности контакта покрытия и подложки, то за прочность сцепления покрытия принимают зафиксированное значение растягивающего усилия, выраженное в ньютонах на квадратный миллиметр. Если разрушение произошло в другом месте, это означает, что прочность сцепления покрытия и подложки больше зафиксированного значения растягивающего усилия.
При использовании центрифуги вместо разрывной машины испытанию можно подвергать несколько изделий (образцов) одновременно.
9.2.12 Метод термошока
Адгезия большинства покрытий может быть определена путем нагревания образца с нанесенным покрытием и последующего быстрого его охлаждения. Метод основан на разнице коэффициентов теплового расширения металлов покрытия и основы. Исходя из этого метод применим в тех случаях, когда коэффициент расширения металла покрытия существенно отличается от коэффициента расширения металла основы.
Образец нагревают в муфельной печи до температуры, указанной в таблице 11. Допустимое отклонение температуры от указанного значения должно составлять не более ±10 °C. Металлы, способные окисляться в условиях испытания, нагревают в инертной или восстановительной атмосфере или в подходящих для этой цели жидкостях. Затем образец быстро охлаждают погружением в воду комнатной температуры. Адгезию покрытия признают удовлетворительной, если при осмотре образца после испытания не обнаруживают вздутия или шелушения покрытия.
Таблица 11 — Температуры, применяемые при контроле прочности сцепления покрытий методом нагрева
Основной металл или металл подслоя | Температура нагрева деталей, °C (предельное отклонение ±10 °C), с покрытием | ||||||||
1 X Ф 2 | 1 т О 5 со -го о ГО со с о О го о | 1 i X со 00 ф о S X 2 S m J s | m | О О T q 2 2 о о o 2 * н ° х CD I 2 | 11 L H 5 2 ГО q cn ± s ГО ф . 2 C 2 T о о s 2 5 2 * 8 § i ° S s i 8 § И т о | f 2 H 2 2 О co 2 .0 .0 ГО О о X CD О ' S £ S 2 S “ m I о о о о cd го со С § 2 О о ° ° £ * § ° X ZT | 6 2” Ю f О. ГО ю 2 as ^ о | S го о 00 S о Ф 2 ° о ° ГО го О X со | 2 - со ГО 2 го J q S CD С $ ф О ± Ч 5 s ГО 5 Ч Е со го го ф го го х го го q cd о с | |
Сталь, чугун | 300 | 200 | 190 | 300 | 300 | 150 | 200 | 200 | — |
Алюминий и его сплавы | 220 | — | 190 | 220 | 220 | 150 | 200 | — | — |
Медь и ее сплавы | — | — | 190 | 250 | 250 | 150 | 200 | 200 | 200 |
Цинк и его сплавы | — | 140 | — | 150 | 150 | 150 | — | — | — |
Титан и его сплавы | — | — | — | 210 | 210 | 150 | 200 | — | — |
Никель | — | — | 190 | 250 | 250 | 150 | 200 | 200 | 200 |
Серебро | — | — | — | — | — | — | — | — | 200 |
47
ГОСТ 9.916—2023
Следует отметить, что нагревание обычно увеличивает прочность сцепления электролитических покрытий, поэтому результаты испытаний, использующих нагревание образцов, для таких покрытий нельзя считать корректными, поскольку они не отражают состояние образцов после нанесения покрытия.
Примечание — В некоторых случаях при нагревании происходит диффузия металла покрытия в основной металл с образованием хрупкого диффузного слоя. Отслоение покрытий в этих случаях происходит скорее вследствие их разрушения, а не слабой адгезии.
9.2.13 Испытание выдавливанием
9.2.13.1 Метод выдавливания применяют к листовым металлическим изделиям с покрытиями. Наиболее известными являются испытание с образованием чаши по Эриксену и испытание с образованием углубления с загнутой кромкой по Романову.
Сущность методов заключается в деформировании покрытий вместе с основным металлом под действием плунжеров разного типа с образованием на образце углублений в форме чаши или в форме чаши с загнутыми краями.
Методы чаще применяют к покрытиям из твердых металлов, таких как никель или хром.
9.2.13.2 Испытание с образованием чаши по Эриксену
Образец закрепляют на плоской матрице специального прибора прижимным кольцом. В образец вдавливают плунжер в форме шарика диаметром 20 мм. Плунжер приводится в поступательное движение гидравлическим приводом, обеспечивающим скорость продвижения плунжера от 0,2 до 6 мм/с. Покрытия с неудовлетворительной адгезией облупливаются или отшелушиваются от основного металла после образования впадины глубиной несколько миллиметров, в то время как покрытия с хорошей адгезией не отслаиваются, даже когда под действем плунжера образуется трещина в основном металле.
9.2.13.3 Испытание с образованием углубления с загнутой кромкой по Романову
Для проведения испытания по Романову используют обычный пресс со сменными штампами для выдавливания углублений с загнутыми краями (чаша с фланцами). Диаметр фланца составляет 63,5 мм, диаметр углубления (чаши) — 38 мм. Глубина чаши может составлять от 0 до 12,7 мм. Испытание образцов прекращают после обнаружения повреждения чаши. По неповрежденной части углубления судят о том, как выдавливание влияет на структуру покрытия.
Интерпретировать результаты испытаний обоими методами следует с осторожностью, учитывая пластичность металлов покрытия и основы.
9.2.14 Катодное испытание
Образец с покрытием, служащий катодом, погружают в электролитическую ванну с раствором, состав которого при электролизе обеспечивает выделение только водорода. Вздутие покрытия происходит под давлением газообразного водорода, диффундирующего через некоторые покрытия и накапливающегося в любых местах отслоения покрытия от основы.
Для испытания используют 5 %-ный раствор гидроксида натрия (плотностью 1,054 г/см3). Образец обрабатывают током плотностью 10 А/дм2 при температуре 90 °C. В местах слабой адгезии покрытия небольшие пузыри образуются в течение 2 мин. За образцами продолжают наблюдать, если пузыри не образуются спустя 15 мин, адгезию можно считать хорошей.
Альтернативно допускается использовать 5 %-ный (по массе) раствор серной кислоты при температуре 60 °C и плотности тока 10 А/дм2. При слабой адгезии покрытий в указанных условиях пузыри образуются в течение 5—15 мин.
Применение катодного испытания ограничено только покрытиями, проницаемыми для выделяющегося катодом водорода. Метод применим к покрытиям никелем и никель-хромом, если они имеют низкую прочность сцепления с основным металлом. Метод неприменим к покрытиям из свинца, цинка, олова, меди или кадмия.
9.2.15 Испытание по Роквеллу (HRC)
Метод основан на вдавливании в образец с покрытием алмазного наконечника (индентора) в виде конуса с углом при скругленной вершине 120°. Нагрузку 150 кгс прикладывают строго перпендикулярно к поверхности покрытия. После удаления нагрузки отпечаток исследуют под микроскопом. По виду и степени отслоения покрытия качественно оценивают адгезию, присваивая ей один из четырех возможных классов: от HF1 до HF4 (см. [10]).
9.2.16 Метод нанесения царапин
Метод изначально разработан для количественной оценки прочности сцепления керамических покрытий толщиной до 20 мкм, но позднее был применен для других покрытий с другой толщиной.
48
ГОСТ 9.916—2023
На покрытие образца специальным инструментом (индентором) наносят царапины, прикладывая к индентору усилие, направленное перпендикулярно к поверхности покрытия. Обычно используют индентор, аналогичный тому, что используется для испытаний по Роквеллу (вариант С), т. е. конический алмазный наконечник с углом при скругленной вершине 120°.
Для данного испытания существует три варианта процедуры:
- с постоянно возрастающим усилием, при котором на покрытие наносится царапина индентором, испытывающим при продвижении образца с постоянной скоростью линейно повышающееся усилие, до наступления отслоения покрытия;
- постоянным усилием, при котором на покрытие наносят несколько царапин индентором с постоянным усилием, но при этом царапины наносят в разных местах с разным усилием, повышая его ступенчато от царапины к царапине до наступления отслоения покрытия;
- многократным постоянным усилием, когда индентором с постоянным усилием, не превышающим предельное значение, наносят царапину по одному и тому же месту до наступления отслоения покрытия.
Момент наступления отслоения покрытия устанавливают путем непосредственного наблюдения в микроскоп. Предельное значение усилия, выраженное в ньютонах, является мерой адгезии покрытия.
Результат испытания данным методом зависит не только от прочности сцепления покрытия с основным металлом, но и от таких параметров, как твердость и шероховатость основного металла и металла покрытия, толщина покрытия, наличие внутреннего напряжения в металле покрытия. Поэтому прямое сопоствление результатов испытания двух и более образцов возможно только при условии, что вышеперечисленные параметры для этих образцов одинаковы. Кроме того, на результат испытания влияют такие условия, как скорость повышения нагрузки или скорость продвижения индентора по поверхности, степень износа индентора. В связи с этим следует уделять особое внимание подготовке аппаратуры и образца к испытаниям, а также к калибровке аппаратуры (см. [11]).
9.2.17 Кавитационное испытание
Кавитационное испытание (метод образования пустот) используют для оценки стойкости металлов к эррозии, но результаты этих испытаний также могут быть соотнесены с адгезией покрытий через долю площади поверхности покрытия, сохранившуюся при испытании.
9.3 Метод крацевания
Метод применяют для покрытий толщиной не более 20 мкм.
Для крацевания применяют стальные и латунные (для мягких покрытий) щетки с диаметром проволоки от 0,1 до 0,3 мм, частота вращения щеток от 1500 до 2800 мин-1.
Время крацевания — не менее 15 с.
После крацевания на контролируемой поверхности не должно быть вздутий или отслаивания покрытия.
9.4 Метод растяжения
Метод применяют для покрытий на пружинах.
Пружины с диаметром проволоки до 1 мм включительно контролируют выпрямлением, более 1мм — растяжением пружины на двойную длину.
После выпрямления или растяжения не должно быть отслаивания покрытия. Растрескивание покрытия не учитывают.
10 Методы контроля химического состава покрытий
10.1 Общие положения
10.1.1 Массовую долю компонентов покрытия определяют в растворе покрытия методами химического или физико-химического анализа.
10.1.2 Покрытие получают на образцах-свидетелях из коррозионно-стойкой стали с шероховатостью поверхности Ra не более 2,5 мкм по ГОСТ 2789, а затем снимают его механическим способом.
Допускается снимать покрытие непосредственно с деталей химическим способом, в том числе растворять вместе с основным металлом, если компоненты основного металла не влияют на результат определения компонентов покрытия. Растворы для снятия покрытий приведены в таблице 8.
49
ГОСТ 9.916—2023
10.1.3 Для каждой комбинации покрытие/основа/раствор подбирают подходящий метод анализа из известных стандартизованных методов, например фотометрический или титриметрический химические методы, атомно-абсорбционная спектрометрия, спектрометрический метод с индуктивно связанной плазмой, масс-спектрометрический метод и др.
10.1.4 Методы количественного анализа раствора не могут быть применены, если невозможно добиться полного снятия покрытия с основного металла, или в случаях, когда покрытие и основа содержат одинаковые компоненты (например, никель-фосфатное покрытие на никеле).
10.2 Определение серы в никелевых покрытиях
10.2.1 Массовую долю серы в нижнем слое никелевого двухслойного или трехслойного покрытия контролируют объемным йодометрическим методом.
Метод применяют для определения массовой доли серы от 0,005 % до 0,5 %.
10.2.2 Контроль проводят на образцах-свидетелях из холоднокатаной стали, полированного никеля или полированной коррозионно-стойкой стали размером 150 * 100 х 1 мм.
10.2.3 Массовую долю серы определяют из трех параллельных навесок. За результат анализа принимают среднее арифметическое значение результатов параллельных определений.
Одновременно проводят три холостых опыта для внесения поправки, учитывающей массовую долю серы в реактивах.
10.2.4 Для проведения контроля готовят следующие растворы:
- раствор А: навеску массой 0,2225 г йодноватокислого калия (КЮ3), предварительно высушенного в течение 1 ч при температуре 180 °C, растворяют в 900 см3 воды, количественно переносят раствор в мерную колбу вместимостью 1 дм3, доводят водой до метки и перемешивают;
- раствор Б: в мерную колбу вместимостью 1 дм3 переносят 200 см3 раствора А, доводят водой до метки и перемешивают;
- раствор соляной кислоты в соотношении 3:97 (по объему);
- крахмально-йодистый раствор: 1 г крахмала помещают в стакан, добавляют 2 см3 воды и перемешивают до получения кашицы. Смесь вливают в 50 см3 кипящей воды, охлаждают, добавляют 1,5 г йодистого калия (KI), перемешивают и разбавляют водой до 100 см3.
10.2.5 На поверхность очищенного и активированного образца осаждают никелевое покрытие толщиной 7,5 мкм и тщательно промывают. Затем поверхность образца пассивируют обработкой на аноде в растворе, содержащем 30 г/дм3 гидроокиси натрия и 30 г/дм3 фосфата натрия, в течение 5—10 с при температуре от 70 °C до 80 °C и напряжении 3—5 В.
На подготовленный образец осаждают контролируемое покрытие толщиной 25—35 мкм, промывают и высушивают.
10.2.6 Ручными или механическими ножницами отрезают края образца.
С образца снимают никелевое покрытие, промывают в воде и высушивают. Полученную никелевую фольгу разрезают ножницами на куски 2 х з мм, помещают в стакан вместимостью 100 см3, заливают водой и нагревают до кипения. Затем воду сливают, фольгу промывают этиловым спиртом и высушивают на воздухе на фильтровальной бумаге.
10.2.7 При проведении контроля в тигель из огнеупорного материала (периклаз, корунд, муллито-корунд и др.) помещают 1 г железной стружки, 0,8 г железного порошка, 0,9 г олова и навеску никелевого покрытия массой (1,00 ± 0,02) г при ожидаемой массовой доле серы в диапазоне от 0,005 % до 0,10 % или (0,20 ± 0,02) г — при ожидаемой массовой доле серы от 0,10 % до 0,50 %.
Содержимое тигля премешивают, тигель накрывают крышкой.
Включают индукционную печь, устанавливают рабочую температуру1) в диапазоне от 1250 °C до 1350 °C и расход кислорода 1,0—1,5 дм3/мин, который поддерживают постоянным в течение анализа навесок покрытия, стандартных образцов и холостого опыта.
Абсорбционный сосуд, через который протекает выходящий из печи кислород, заполняют до заранее установленной отметки раствором соляной кислоты, приливают 2 см3 крахмально-йодистого раствора и раствор йодноватокислого калия до получения синего цвета, интенсивность которого является критерием титрования.
Бюретку заполняют раствором йодноватокислого калия.
1) Точное значение рабочей температуры устанавливают в ходе предварительных испытаний.
50
ГОСТ 9.916—2023
После достижения рабочей температуры в печь помещают закрытый тигель, снимают крышку, печь закрывают и включают для достижения ею рабочей температуры, которая понизилась при установке тигля. Навеска сгорает в течение 8—10 мин.
В процессе выгорания серы и поступления в абсорбционный сосуд диоксида серы проводят непрерывное титрование, поддерживая исходную интенсивность окраски раствора в абсорбционном сосуде. Титрование считают законченным, если в течение 1 мин интенсивность окраски остается постоянной.
10.2.8 Для проведения холостого опыта в предварительно прокаленный тигель помещают навески железной стружки, железного порошка и олова и проводят определение по 10.2.7.
10.2.9 Массовую долю серы в стандартных образцах определяют по 10.2.7.
10.2.10 По результатам анализа стандартных образцов определяют среднее арифметическое значение серного фактора (количества серы, эквивалентного количеству йодноватокислого калия, содержащегося в 1 см3 титранта).
Серный фактор F, г/см3, вычисляют по формуле
/_=_m;So_ (16)
100-(У-Ц)’
где т — масса навески стандартного образца, г;
So — массовая доля серы в стандартном образце, %;
V — объем раствора йодноватокислого калия, израсходованный на титрование при анализе стандартного образца, см3;
У1 — объем раствора йодноватокислого калия, израсходованный на титрование раствора контрольного опыта, см3.
10.2.11 Массовую долю серы в контролируемом покрытии S, %, вычисляют по формуле
n (V.-VA-F
S = ^-1—100, (17)
где У2 — объем раствора йодноватокислого калия, израсходованный на титрование при анализе контролируемого покрытия, см3;
т1 — масса навески контролируемого покрытия, г.
10.2.12 Расхождение между результатами параллельных определений не должно превышать значений, указанных в таблице 12.
Таблица 12 — Допускаемые расхождения результатов определения массовой доли серы в никелевых покрытиях (пределы повторяемости)
д | иапазон массовой доли серы, % | Допускаемое расхождение, % абс. |
От | 0,005 до 0,010 включ. | 0,002 |
Св. | 0,010 » 0,025 » | 0,003 |
» | 0,025 » 0,050 » | 0,005 |
» | 0,050 » 0,100 » | 0,015 |
» | 0,100 » 0,300 » | 0,030 |
» | 0,300 » 0,500 » | 0,060 |
51
ГОСТ 9.916—2023
11 Метод контроля маслоемкости покрытий
11.1 Метод применяют для определения маслоемкости фосфатных покрытий на стали, чугуне и цинковом покрытии.
11.2 Метод основан на определении количества масла, адсорбированного покрытием.
При измерении применяют масло с кинематической вязкостью (2,5—3,5) • 10—5 м2/с при температуре 25 °C.
11.3 Образец с покрытием взвешивают, погружают в масло, нагретое до температуры 130 °C, и выдерживают в нем в течение промежутка времени, за которое масло остывает до температуры (20 ± 5) °C. Затем образец извлекают, удаляют избыток масла фильтровальной бумагой и взвешивают.
11.4 Маслоемкость М, мг/мм2, вычисляют по формуле
где т — масса образца после погружения в масло, мг;
т^ — масса образца до погружения в масло, мг;
S — площадь поверхности образца с покрытием, мм2.
12 Метод контроля полноты промывки неметаллических неорганических покрытий
12.1 Метод основан на определении удельной электрической проводимости воды после промывки в ней испытуемого образца.
12.2 Образец (деталь) полностью погружают на 5 мин в кипящую дистиллированную воду с удельной электрической проводимостью не более 3,0 • 10~6 См/м. Объем воды берут из расчета 5 см3 на 1 см2 поверхности покрытия. Затем воду охлаждают до комнатной температуры и извлекают образец. Возмещают убыль воды, если она превышает 10 % первоначального объема, и измеряют ее удельную электрическую проводимость.
13 Методы контроля коррозионной стойкости покрытий
13.1 Общие положения
13.1.1 Коррозионная стойкость покрытий — основной параметр, характеризующий защитные свойства покрытий. Для его определения разработан ряд методов, позволяющих провести ускоренную оценку способности металлических и неметаллических неорганических покрытий выдерживать воздействие агрессивных сред.
13.1.2 Методы основаны на выдерживании изделий (образцов) с покрытиями в агрессивных средах определенного состава в установленных условиях и визуальной (качественной) или количественной оценке коррозионного поражения. Поверхности изделий (образцов), не имеющие покрытий, должны быть изолированы от воздействия испытательной среды путем их покрытия веществами, инертными по отношению к среде (парафин, химически стойкие лаки и др.).
13.1.3 Методы могут служить для сравнения коррозионной стойкости покрытий в конкретной среде, но их результаты не могут быть распространены на другие среды или использованы для прогнозирования срока службы покрытия в природных условиях.
13.2 Методы ускоренных коррозионных испытаний в камере с соляным туманом хлорида натрия
13.2.1 Сущность методов заключается в размещении изделий (образцов) с очищенной и подготовленной поверхностью в герметично закрывающейся камере, в которой распыляют солевой раствор. Образцы выдерживают в камере при определенных условиях, после чего оценивают коррозионные поражения покрытий.
13.2.2 Коррозионные испытания в камере с нейтральным соляным туманом хлорида натрия
13.2.2.1 Метод применим к металлическим, анодно-окисным, конверсионным покрытиям.
52
ГОСТ 9.916—2023
13.2.2.2 В качестве распыляемого раствора используют раствор хлорида натрия (NaCI) в дистиллированной воде концентрацией (50 ± 5) г/дм3. pH раствора, контролируемый по раствору, скапливающемуся в сборнике испытательной камеры, должен находиться в интервале от 6,5 до 7,2. Корректировку pH раствора перед распылением осуществляют добавлением растворов соляной кислоты, гидроксида натрия или бикарбоната натрия.
13.2.3 Коррозионные испытания в камере с кислым соляным туманом хлорида натрия
13.2.3.1 Метод применим к покрытиям из сплавов медь-никель-хром и никель-хром, а также к анодно-окисным покрытиям на алюминии.
13.2.3.2 В качестве распыляемого раствора используют раствор по 13.2.2.2, подкисленный ледяной уксусной кислотой (СН3СООН). pH раствора, контролируемый по раствору, скапливающемуся в сборнике испытательной камеры, должен находиться в интервале от 3,1 до 3,3. Корректировку pH раствора перед распылением осуществляют добавлением растворов соляной кислоты, гидроксида натрия или бикарбоната натрия.
13.2.4 Коррозионные испытания в камере с кислым соляным туманом хлорида натрия и хлоридом меди
13.2.4.1 Метод применим к покрытиям из сплавов медь-никель-хром и никель-хром, а также к анодно-окисным покрытиям на алюминии.
13.2.4.2 В качестве распыляемого раствора используют раствор по 13.2.3.2, в котором растворяют хлорид меди (II) (CuCI2 ■ 2Н2О) степени чистоты не менее 99,0 % (по массе) в таком количестве, чтобы концентрация хлорида меди составляла (0,26 ± 0,02) г/дм3 или (0,205 ± 0,015) CuCI2 на 1 дм3 раствора. pH раствора, контролируемый по раствору, скапливающемуся в сборнике испытательной камеры, должен находиться в интервале от 3,1 до 3,3. Корректировку pH раствора перед распылением осуществляют добавлением растворов соляной кислоты, гидроксида натрия или бикарбоната натрия.
13.2.5 Продолжительность испытания устанавливают в соответствии с нормативными документами и технической документацией на изделия, а в отсутствие таких требований — по согласованию заинтересованных сторон. Рекомендуемая продолжительность экспозиции образцов в камере соляного тумана — 2, 6, 24, 48, 96, 168, 240, 480, 720 или 1008 ч.
13.2.6 Условия, которые необходимо поддерживать в камере в течение всего испытания, приведены в таблице 13.
Таблица 13 — Условия коррозионных испытаний в камере соляного тумана
Параметр | Значение параметра для метода | ||
с нейтральным соляным туманом | с уксуснокислым соляным туманом | с уксуснокислым соляным туманом и добавлением хлорида меди | |
Температура | (35 ± 2) °C | (35 ± 2) °C | (50 ± 2)°C |
Скорость накопления раствора в сборнике | (1,5 ±0,5) см3/ч | ||
Концентрация хлорида натрия в растворе (в сборнике) | (50 ± 5) г/дм3 | ||
pH раствора (в сборнике) | 6,5—7,2 | 3,1—3,3 | 3,1—3,3 |
13.2.7 Оценка результатов испытаний
Для оценки результатов коррозионных испытаний покрытий могут быть использованы различные
критерии:
- внешний вид образца после испытаний;
- внешний вид образца после испытания и удаления продуктов коррозии;
- число и площадь (доля площади) коррозионных поражений;
- время до появления первых признаков коррозии;
- изменение массы образца;
- изменения, выявляемые при микрографическом исследовании;
- изменение механических свойств материала;
53
ГОСТ 9.916—2023
- количественная оценка изменения цвета.
Критерий оценки выбирают на основании требований нормативных документов и технической документации на покрытие или по согласованию заинтересованных сторон.
13.2.8 Подробнее методы ускоренных коррозионных испытаний в камере соляного тумана изложены в ГОСТ 9.308 (см. [7]), а способы оценки результатов испытаний — в ГОСТ 9.311.
13.3 Другие методы коррозионных испытаний металлических покрытий
На практике используют также другие ускоренные методы испытаний коррозионной стойкости металлических и неметаллических неорганических покрытий по ГОСТ 9.308.
13.3.1 Метод Корродкот
Метод применяют для медь-никель-хромовых и никель-хромовых покрытий на стали и цинковых сплавах.
Метод заключается в нанесении на покрытие коррозионно-агрессивной пасты, высушивании образцов на воздухе и выдерживании их в течение 16 ч при температуре (38 ± 2) °C в камере с относительной влажностью воздуха в диапазоне от 80 % до 90 %. В состав пасты входит раствор нитрата меди [Cu(NO3)2], хлорида железа (FeCI3 • 6Н2О) и хлорида аммония (NH4CI), к которому добавляют каолин до образования пасты.
13.3.2 Испытание при повышенной температуре и влажности атмосферы без конденсации влаги
Метод заключается в выдерживании образцов при температуре (40 ± 2) °C в камере с относительной влажностью воздуха (93 ± 3) %. Заданную влажность в камере создают подачей воздуха, увлажненного дистиллированной водой. Продолжительность испытания — по 13.2.5.
13.3.3 Испытание при повышенной температуре и влажности атмосферы с периодической конденсацией влаги
Испытание состоит из непрерывных циклов продолжительностью 24 ч каждый. Число циклов устанавливают в программе испытаний. Каждый цикл состоит из периодов повышения температуры от начальной (25 ± 2) °C до (40 ± 2) °C, выдерживания образцов при этой температуре, понижения температуры до исходной (25 ± 2) °C и выдерживания образцов при этой температуре. Влажность воздуха в камере при температуре (25 ± 2) °C должна составлять не менее 95 %, а при температуре (40 ± 2) °C — (93 ± 3) %.
13.3.4 Испытание при воздействии диоксида серы без конденсации влаги
Метод применяют для покрытий из драгоценных металлов, за исключением серебра и его сплавов.
Метод не допускается применять для никелевых и микропористых хроматных покрытий.
Метод заключается в выдерживании образцов при температуре (25 ± 2) °C в камере с относительной влажностью воздуха (75 ± 5) %, в которую непрерывно подают диоксид серы (SO2). Используют диоксид серы в баллонах или полученный в аппарате Киппа [обработкой сульфита натрия (Na2SO3) 10 %-ным раствором серной кислоты (H2SO4)]. Заданную влажность в камере создают подачей воздуха, увлажненного дистиллированной водой. Концентрация диоксида серы в газо-воздушной смеси — (75 ±15) мг/м3. Скорость обмена газо-воздушной смеси — три—пять полезных объемов камеры в час. Продолжительность испытания — в соответствии с программой испытания.
13.3.5 Испытание при повышенной температуре и влажности атмосферы, воздействии диоксида серы и периодической конденсации влаги
Метод применяют для покрытий из драгоценных металлов, за исключением серебра и его сплавов.
Метод не допускается применять для никелевых и микропористых хроматных покрытий.
Испытания являются циклическими. Продолжительность каждого цикла составляет 24 ч от начала нагрева камеры. Число циклов — в соответствии с программой испытания. Каждый цикл начинается с того, что на дно камеры помещают баню с дистиллированной водой, камеру с образцами герметично закрывают и вводят (2,0 ± 0,2) г/м3 диоксида серы. Далее испытание проводят по одному из двух возможных режимов. При первом режиме камеру в течение 90 мин нагревают до температуры (40 ± 2) °C, которую поддерживают до конца цикла. Затем нагрев отключают, камеру открывают и заменяют воду в бане для проведения следующего цикла испытаний. При втором режиме камеру в течение 90 мин нагревают до температуры (40 ± 2) °C, которую поддерживают в течение 8 ч. Затем камеру открывают, образцы извлекают и выдерживают в течение 16 ч при температуре помещения и относительной влажности воздуха не более 75 %. Воду в бане заменяют для проведения следующего цикла испытаний.
54
ГОСТ 9.916—2023
13.3.6 Испытание с периодическим погружением в электролит
Метод заключается в чередовании погружения образцов в электролит и высушивания их на воздухе.
В качестве электролита используют водный раствор хлорида натрия (NaCI) концентрацией (30 ± 3) г/дм3. Образцы в вертикальном положении полностью погружают в раствор на 10 мин, после чего поднимают и выдерживают на воздухе в течение 50 мин. Число повторяющихся циклов погружения и высушивания — в соответствии с программой испытания.
13.3.7 Оценка результатов испытаний — см. ГОСТ 9.311 и 13.2.7.
13.4 Методы, применяемые для контроля защитных свойств неметаллических неорганических покрытий
13.4.1 Методы основаны на разрушении покрытия под действием испытательных растворов.
Растворы, применяемые для контроля защитных свойств неметаллических неорганических покрытий, приведены в таблице 14. Приготовление растворов — в соответствии с приложением Ж.
Подготовка деталей — по 4.3.
13.4.2 Метод капли
При проведении контроля на поверхность покрытия наносят две—четыре капли раствора, выдерживают в течение времени, указанного в таблицах 14 и 15, и наблюдают за изменением цвета капли.
Для предотвращения растекания раствора допускается применять изолирующие материалы, инертные по отношению к раствору.
13.4.3 Метод погружения
При проведении контроля детали погружают в испытательный раствор, выдерживают в течение времени, указанного в таблице 14, извлекают, промывают и высушивают фильтровальной бумагой или на воздухе. Затем поверхность деталей осматривают.
Таблица 14 — Растворы, применяемые для контроля защитных свойств неметаллических неорганических покрытий
Вид покрытия | Основной металл | 05 О со н о 05 О I | Состав раствора | I * СО ф- CD | Признак неудовлетворительного покрытия | ||
Компонент | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Анодноокисное | Алюминий и его сплавы | 65 | Кислота соляная (HCI), плотность 1,18 г/см3 Бихромат калия (К2Сг2О7) | 30 | 250 | 1—50 | Изменение цвета капли от оранжевого до зеленого |
Фосфатное | Сталь, чугун | 66 | Сульфат меди (CuSO4) Хлорид натрия (NaCI) Кислота соляная (HCI), раствор 0,1 моль/дм3 | 82 33 | 13 | 2 | Изменение цвета капли от голубого до желтого, светло-зеленого или красного |
67 | Хлорид натрия (NaCI) | 30 | — | 15 | Появление точек коррозии основного металла | ||
Цинк | 68 | Сульфат меди (CuSO4) Хлорид натрия (NaCI) Кислота соляная (HCI), раствор 0,1 моль/дм3 | 40 2 | 8 | 0,5 | Изменение цвета капли до черного | |
55
ГОСТ 9.916—2023
Окончание таблицы 14
Вид покрытия | Основной металл | го о m о го ф о I | Состав раствора | S со ф g СО | Признак неудовлетворительного покрытия | ||
Компонент | Концентрация | ||||||
г/дм3 | см3/дм3 | ||||||
Химическое окисное | Сталь, чугун | 69 | Сульфат меди (CuSO4) | 20 | — | 0,5 | Появление розовых точек контактной меди |
Химическое окисное, полученное способом Хим. Пас. | Медь и ее сплавы | 70 | Кислота азотная (HNO3), плотность 1,42 г/см3 | — | 100 | 0,08 | Изменение цвета капли до голубого |
Примечания
1 Для покрытий Ан.Оке. краситель признаком неудовлетворительного покрытия является изменение цвета капли.
2 Раствор 66 применяют для фосфатных покрытий, полученных из раствора соли «Мажеф» без добавок ускорителей процесса или из растворов цинксодержащих фосфатирующих концентратов.
3 Растворы 67 и 69 применяют для контроля методами капли и погружения.
4 Для покрытий Хим.Фос.прм и Хим.Окс.прм время выдержки в растворе 67 составляет 2 ч.
Для покрытий Хим.Фос.прп, Хим.Окс.прп и Хим.Фос.гфж время выдержки в растворе 67 составляет 6 ч.
13.4.4 Время выдержки капли раствора 65 в зависимости от температуры приведено в таблице 15. Для остальных растворов температура при проведении контроля защитных свойств неметаллических неорганических покрытий должна быть в диапазоне от 12 °C до 30 °C.
13.4.5 Осмотр поверхности после испытания проводят, соблюдая условия по 5.2.
Защитные свойства покрытия считают удовлетворительными, если в течение времени, указанного в таблицах 14 и 15, не происходит изменение цвета капли или появление точек коррозии основного металла.
Если защитные свойства покрытия удовлетворительны, то разнотонность покрытия в месте нанесения капли не считают браковочным признаком.
Таблица 15 — Время выдержки раствора в зависимости от температуры при контроле защитных свойств анодно-окисных покрытий на алюминии и его сплавах методом капли
Температура, °C | Время выдержки капли раствора 65, мин, для сплавов | ||||||||||
деформируемых | литейных | ||||||||||
плакированных | неплакированных | ||||||||||
СО I 6 X о I | X I 6 О | S о X 6 О | СО -0 X О О • о т 5 ГО << & | X I 6 О Z | 5 О X 6 О | СО го 5 о ГО * О | СО X о о I | х" I 6 X о I | S о X о X О Z | ь о о X О | |
От 11 до 13 | 8,0 | 20 | 9,0 | 6 | 11 | 6 | 50 | 3,0 | 5,0 | 3,5 | 8,0 |
От 14 до 17 | 6,0 | 15 | 7,5 | 5 | 8 | 5 | 43 | 2,5 | 4,5 | 3,0 | 7,0 |
От 18 до 21 | 4,5 | 12 | 6,0 | 4 | 5 | 4 | 37 | 2,0 | 4,0 | 2,5 | 6,5 |
От 22 до 26 | 3,5 | 8 | 4,5 | 3 | 4 | 3 | 32 | 1,5 | 2,5 | 2,0 | 4,5 |
От 27 до 32 | 2,5 | 7 | 3,0 | 2 | 3 | 2 | 25 | 1,0 | 1,5 | 1,0 | 3,0 |
Примечание — Анодно-окисные покрытия на деформируемых сплавах Ан.Окс.тв и Ан.Окс.эиз должны выдерживать испытание в течение 30 мин в интервале температур от 12 °C до 30 °C.
56
ГОСТ 9.916—2023
13.5 Метод контроля защитных свойств хроматных покрытий на цинковых и кадмиевых покрытиях приведен в приложении Н.
14 Методы контроля структуры фосфатных покрытий
Некоторые свойства фосфатных покрытий (например, плотность, пористость, адгезия, пластичность и др.) частично или полностью обусловлены их структурой. Фосфатные покрытия, получаемые с использованием растворов фосфатов щелочных металлов или аммония, являются аморфными, а с использованием растворов фосфатов тяжелых металлов — кристаллическими.
Для определения структуры фосфатных покрытий может быть использован оптический микроскоп. Фосфатное покрытие считают макрокристаллическим, если при увеличении 6х можно различить отдельные кристаллы, микрокристаллическим — при гомогенной поверхности (отдельные кристаллы не различимы), аморфным — при блестящей переливающейся поверхности.
При необходимости более детального исследования используют электронный микроскоп или такие современные методы анализа, как сканирующая электронная микроскопия (СЭМ), инфракрасная спектроскопия (ИКС), дифференциальная сканирующая калориметрия (ДСК), акустическая эмиссия (АЭ), дифференциальный термический анализ (ДТА) и др.
15 Методы контроля наполнения анодно-окисных покрытий на алюминии и его сплавах
15.1 Методы окрашивания
15.1.1 Методы основаны на оценке изменения цвета покрытия в растворе красителя.
Подготовка образца — по 4.3.
15.1.2 Метод погружения
При проведении контроля образец погружают в раствор азотной кислоты 400 г/дм3, выдерживают 5 мин, извлекают, промывают и погружают на 5 мин в спиртовой раствор красителя концентрацией 5—20 г/дм3 при температуре (20 ± 5) °C или на 15 мин в водный раствор красителя той же концентрации при температуре (50 ± 3) °C. По истечении времени испытания образец извлекают, промывают и высушивают.
Наполнение покрытия считают удовлетворительным, если в течение испытания покрытие не окрасилось или окрасилось незначительно, что оценивают визуально.
15.1.3 Метод капли
При проведении контроля на участок образца, ограниченный с помощью любого подходящего изолирующего материала, наносят несколько капель раствора азотной кислоты. Толщина слоя испытательного раствора должна быть не менее 2 мм. По истечении 5 мин кислоту сливают, образец промывают. Затем испытуемую поверхность образца полностью заполняют спиртовым или водным раствором красителя. Спиртовой раствор красителя выдерживают на поверхности образца в течение 5 мин при температуре (20 ± 5) °C, водный — 15 мин при температуре (50 ± 3) °C. По истечении времени испытания раствор красителя удаляют, снимают изолирующий материал, образец промывают и высушивают.
Наполнение покрытия считают удовлетворительным, если в течение испытания покрытие не окрасилось или окрасилось незначительно, что оценивают визуально.
15.2 Метод определения разности масс
15.2.1 Метод основан на определении потери массы при травлении в испытательном растворе, приготовленном по 15.2.5.
Подготовка образца — по 4.3.
Масса образца должна быть не более 200 г, площадь поверхности — не менее 30 см2.
15.2.2 При проведении контроля образец выдерживают в растворе азотной кислоты массовой концентрацией 500 г/дм3 в течение 10 мин при температуре (20 ± 5) °C, после чего извлекают, промывают и высушивают теплым воздухом.
Если покрытие, окрашенное органическим красителем, обесцвечивается после выдержки в растворе азотной кислоты, наполнение покрытия считают неудовлетворительным и испытание прекращают.
57
ГОСТ 9.916—2023
Если покрытие не обесцвечено, то образец помещают в эксикатор на 20 мин, а затем взвешивают. Образец погружают в испытательный раствор при температуре (90 ± 2) °C на 20 мин, после чего извлекают, промывают, высушивают теплым воздухом, помещают в эксикатор на 20 мин и снова взвешивают.
15.2.3 Потерю массы покрытия Р, мг/дм2, вычисляют по формуле
р = т^ (19)
S
где т — масса образца до погружения в испытательный раствор, мг;
т1 — масса образца после погружения в испытательный раствор, мг;
S — площадь поверхности покрытия, дм2.
15.2.4 Наполнение покрытия считают удовлетворительным, если в результате испытания потеря массы покрытия не превышает норм по ГОСТ 9.301, на поверхности покрытия отсутствует осадок белого цвета, обесцвечивание окрашенных покрытий незначительно.
15.2.5 Испытательный раствор готовят растворением 10 г сернокислого натрия в 1 дм3 дистиллированной воды. pH раствора доводят уксусной кислотой до 3,6—3,8, затем раствором серной кислоты 500 г/дм3 — до 2,5.
Для испытания применяют свежеприготовленный раствор. Расход раствора составляет 2 дм3/м2 поверхности.
16 Методы контроля функциональных свойств покрытий
16.1 Метод контроля микротвердости
16.1.1 Метод контроля микротвердости металлических и неметаллических неорганических покрытий заключается во вдавливании алмазного наконечника (индентора) под воздействием определенного статического усилия, направленного перпендикулярно к поверхности покрытия и действующего в течение определенного промежутка времени, и измерении параметров полученного отпечатка с использованием микроскопа.
Подробно методы описаны ГОСТ 9450 (см. также [12]).
16.1.2 Метод применим к металлическим покрытиям, нанесенным способами электролиза, химического осаждения, напыления и анодно-окисным покрытиям на алюминии.
16.1.3 Для определения микротвердости металлических и анодно-окисных покрытий используют два варианта метода, отличающиеся формой индентора:
- правильная алмазная четырехгранная пирамидка с квадратным основанием и углом при вершине между противоположными гранями 136,0° ± 0,5° — индентор Виккерса;
- правильная алмазная четырехгранная пирамидка с ромбическим основанием и углами при вершине между противоположными гранями 172,5° ± 0,3° и 130,0° ± 0,3° — индентор Кнуппа.
Индентор Виккерса используют для мягких покрытий толщиной более 100 мкм или твердых покрытий толщиной более 80 мкм. Для покрытий меньшей толщины предпочтительней использовать индентор Кнуппа.
16.1.4 Испытания могут быть проведены как на поверхности покрытия, так и на поверхности поперечного среза покрытия. Шероховатость испытуемой поверхности Ra не должна превышать 0,1 мкм. При необходимости поверхность подвергают полированию, но при этом необходимо учитывать возможность теплового и механического упрочнения материала, чего следует избегать.
16.1.5 Выбор усилия, прилагаемого к индентору, зависит от материала и толщины покрытия. Усилие должно быть таким, чтобы глубина отпечатка на превышала десятой части толщины покрытия. При этом следует учитывать, что чем выше значение усилия, тем выше точность получаемых результатов, поэтому испытания необходимо проводить при максимально возможном для данной толщины усилии.
Если не указано иное, контроль микротвердости проводят, прикладывая следующие усилия:
- 0,981 Н — для покрытий твердостью по Виккерсу (HV) или Кнуппу (НК) более 300;
- 0,490 Н — для анодно-окисных покрытий на алюминии;
- 0,245 Н — для покрытий с HV или НК менее 300, таких как драгоценные металлы и их сплавы, а также для всех тонких покрытий.
58
ГОСТ 9.916—2023
16.1.6 Имеет значение скорость, с которой вдавливают индентор. Для большинства типов используемой в настоящее время аппаратуры она не превышает 15 мкм/с. Продолжительность удержания нагрузки обычно составляет от 10 до 15 с. Другую продолжительность удержания нагрузки необходимо указывать в протоколе испытаний.
16.1.7 На исследуемом участке поверхности покрытия необходимо получить не менее пяти отпечатков.
При использовании индентора Виккерса измеряют две диагонали отпечатка. Разница между ними не должна превышать 5 % большего значения. За результат измерения одного отпечатка принимают среднее арифметическое значение длины двух диагоналей.
При использовании индентора Кнуппа измеряют длинную диагональ отпечатка.
16.1.8 Микротвердость покрытия по Виккерсу HV или по Кнуппу НК вычисляют по формулам
HV = °-^02F- = 189,1 1q6_F_ (20)
НК = 2J2^_ = 1451,4-106 (21)
^к d2
где F — приложенное статическое усилие, Н;
Av — площадь боковых поверхностей отпечатка индентора Виккерса (площадь контакта), мм2;
Ак — площадь проекции отпечатка индентора Кнуппа, мм2;
d — среднее арифметическое значение длин двух диагоналей отпечатка индентора Виккерса в формуле (20) или длина большой диагонали отпечатка индентора Кнуппа в формуле (21), мкм.
За окончательный результат принимают среднее арифметическое значение результатов параллельных определений.
16.2 Метод контроля переходного электрического сопротивления
16.2.1 Метод основан на измерении переходного электрического сопротивления точечного контакта металлического образца с контролируемым покрытием и эталонного электрода.
16.2.2 При проведении контроля применяют приспособление, позволяющее закрепить образец с контролируемым покрытием и осуществить контакт эталонного электрода с образцом.
Сила нажатия эталонного электрода — от 0,1 до 1,0 Н.
Материал эталонного электрода — латунь позолоченная толщиной 1—3 мкм. Допускается применять свежеполированную латунь.
Форма рабочей поверхности эталонного электрода — сфера радиусом 1,5 мм.
16.2.3 Перед проведением контроля образец с контролируемым покрытием обезжиривают по 4.3.
16.2.4 Переходное электрическое сопротивление измеряют по четырехпроводной схеме с использованием токовых и потенциальных проводников. Одну пару проводников (токовый и потенциальный) соединяют с образцом (в разных точках), вторую пару — с эталонным электродом.
16.2.5 Переходное электрическое сопротивление определяют прибором для непосредственного измерения сопротивления или методом амперметра и вольтметра.
Прибор для измерения сопротивления должен иметь относительную погрешность не более (5 ± 10) %, пределы измерения от 10-5 до 10-1 Ом.
При измерении сопротивления методом амперметра и вольтметра применяют приборы класса точности не ниже 1,5. Входное сопротивление вольтметра должно быть не менее 100 Ом. Рекомендуемый ток — 50 мА.
16.2.6 Переходное электрическое сопротивление R, Ом, вычисляют по формуле о и
R = ~ (22)
где U — напряжение между потенциальными проводниками, В;
/ — ток, протекающий по токовым проводникам, А.
16.2.7 За результат измерения принимают среднее арифметическое значение не менее трех измерений.
59
ГОСТ 9.916—2023
16.2.8 Контроль переходного электрического сопротивления коммутационных изделий и электрических соединителей — по ГОСТ 24606.3.
16.3 Метод контроля электрического пробивного напряжения
16.3.1 Метод основан на измерении электрического напряжения, которое изменяется в зависимости от толщины покрытия.
Метод применяют для оценки изоляционных свойств анодно-окисных покрытий Ан.Окс.эиз на алюминии и его сплавах.
16.3.2 Для измерения напряжения применяют двухэлектродные системы двух типов:
- с электродами в виде шарика диаметром от 3 до 8 мм и точечного наконечника;
- с электродами в виде двух металлических шариков диаметром от 3 до 8 мм, расположенных на расстоянии 25 мм друг от друга.
16.3.3 Давление измерительного электрода на контролируемое покрытие не должно превышать 1 Н.
Скорость возрастания напряжения должна составлять 25 В/с.
16.3.4 Измерение проводят не ранее чем через 1 ч после получения покрытия.
16.3.5 За результат измерений принимают среднее арифметическое результатов не менее трех измерений.
16.4 Метод контроля паяемости
Контроль паяемости — по ГОСТ 20.57.406.
16.5 Метод контроля отражающей способности покрытий
16.5.1 Метод основан на определении четкости отражения поверхностью покрытия помещенных перед ней сетки или рисунка.
Метод не распространяется на покрытия зеркал.
16.5.2 Контроль проводят на деталях или плоских образцах размером 200 х 150 мм. Допускается уменьшение размеров образца, например, для покрытий драгоценными металлами.
16.5.3 Подготовка образца — по 4.3.
16.5.4 Для контроля применяют:
- приспособление для установки образца и пластины (см. рисунок 4);
- белую плоскую пластину без поверхностных дефектов с нанесенными на нее черной тушью сеткой или цветной тушью рисунком (см. рисунок 5), выполненным полужирным шрифтом 12-ПрЗ по ГОСТ 26.020.
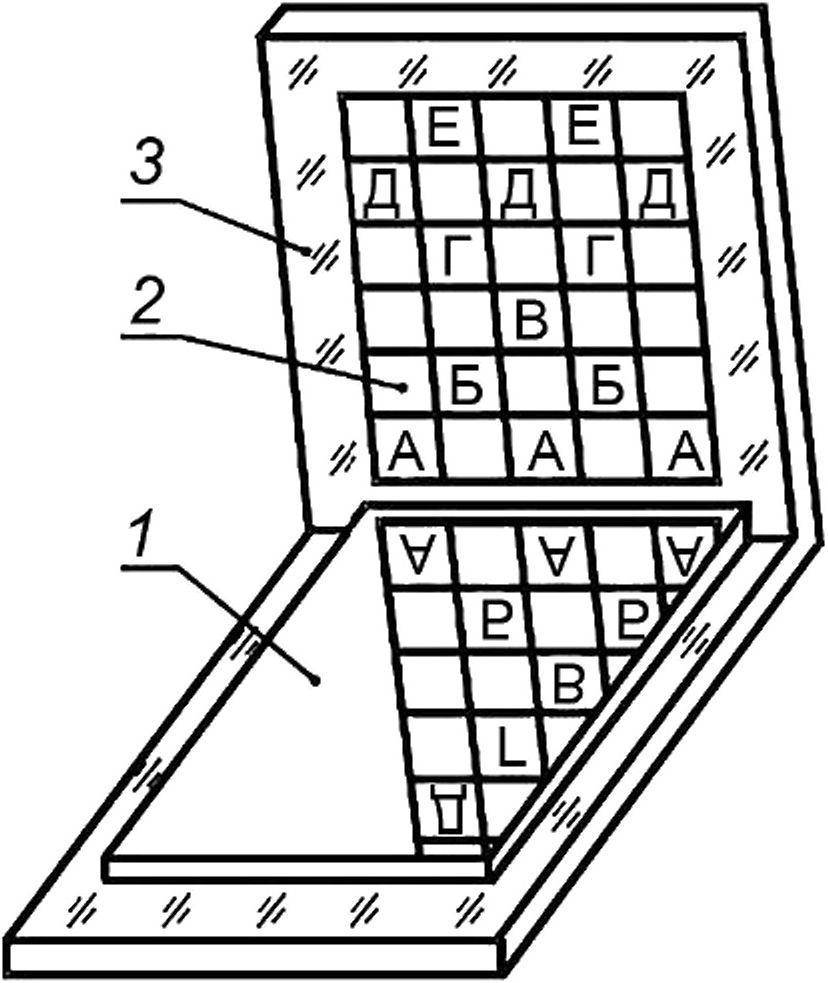
1 — образец, придвинутый вплотную к вертикальной поверхности приспособления; 2 — пластина с сеткой или рисунком; 3 — приспособление, состоящее из согнутого под прямым углом листа из органического стекла любого размера
Рисунок 4 — Приспособление для установки образца и пластины при контроле отражающей способности покрытий
60
ГОСТ 9.916—2023
16.5.5 Образец устанавливают перед пластиной так, чтобы отражение сетки или рисунка можно было наблюдать на расстоянии приблизительно 300 мм под углом 30°—45° (см. рисунок 5).
Свет должен падать на пластину слева и сзади.
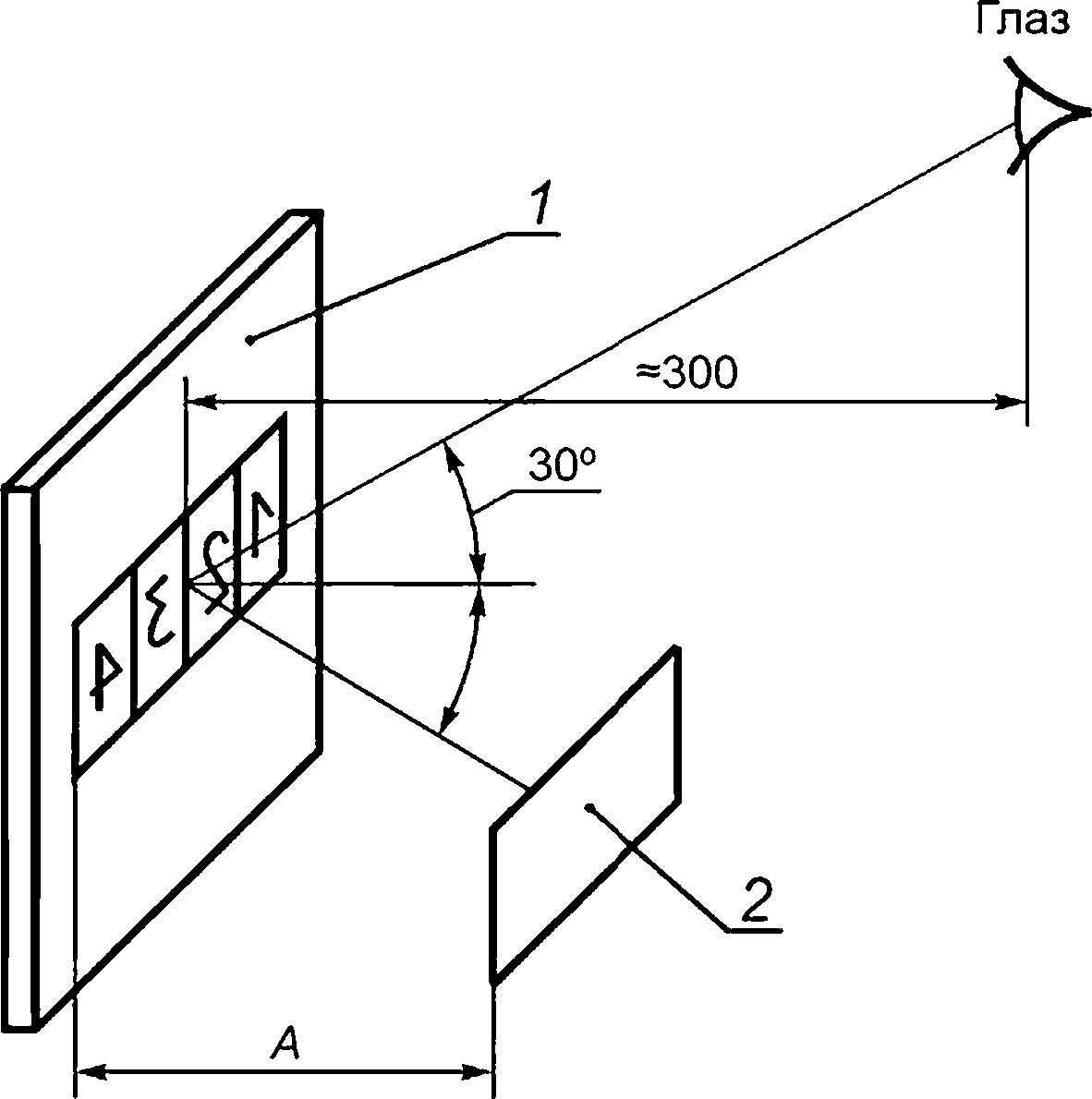
1 — образец; 2 — пластина с сеткой или рисунком; А — максимальное расстояние, при котором сетка или рисунок четко отражается на поверхности покрытия
Рисунок 5 — Схема проведения оценки отражающей способности покрытий
16.5.6 Отражающую способность покрытия оценивают при расположении образца в соответствии с рисунком 4 следующим образом:
- зеркальное покрытие — четкость отражения рисунка соответствует изображению в зеркале;
- блестящее покрытие — отражение рисунка четкое, но верхний конец отражения несколько размыт;
- полублестящее покрытие — отражение рисунка нечеткое;
- матовое покрытие — отражение рисунка заметно только на ближней части образца.
При расположении образца, как показано на рисунке 5, отражающую способность покрытия оценивают в соответствии с таблицей 16.
Таблица 16
Расстояние А, мм | Отражающая способность покрытия | Обозначение отражающей способности покрытия |
До 5 включ. | Очень малая | R1 |
Св. 5 до 100 включ. | Малая | R2 |
» 100 » 400 » | Средняя | R3 |
» 400 | Высокая | R4 |
61
ГОСТ 9.916—2023
17 Метод определения внутренних напряжений металлических электрохимических покрытий
17.1 Сущность метода
Сущность метода заключается в измерении изменения длины образца в течение осаждения покрытия и вычислении внутренних напряжений 1-го рода (далее — внутренние напряжения) металлических электрохимических покрытий.
17.2 Требования к образцам
Контроль проводят на плоских образцах размером (250 х ю х о,5—0,1) мм или проволочных образцах диаметром до 0,3 мм и длиной 250 мм.
Поверхность образцов должна быть чистой, без окислов, заусенцев и других дефектов.
Образцы должны быть ровными и не иметь искажений геометрической формы. При свободном подвешивании образцы не должны прогибаться или скручиваться.
17.3 Аппаратура, реактивы
17.3.1 Ванна электролитическая.
17.3.2 Устройство для закрепления образцов (далее — устройство), обеспечивающее:
- приложение к образцу предварительного растягивающего усилия примерно 5 Н;
- соосность закрепленного образца и индикатора изменения длины образца;
- симметричное прикрепление параллельно к образцу двух или четырех анодов (расстояние между анодами и образцами должно быть не менее 200 мм);
- равномерное, а при сравнительных испытаниях воспроизводимое движение электролита.
Рабочую часть устройства, которую при испытании погружают в электролит, изготавливают из коррозионно-стойких материалов, исключающих загрязнение электролита (например, выщелачиванием). Устройство должно быть защищено от коррозионного воздействия рабочей среды. Корпус устройства изготавливают из материала с низким коэффициентом теплового расширения.
17.3.3 Индикатор механический или электронный для непрерывного измерения изменения длины образца в течение осаждения покрытия с чувствительностью индикации не хуже 0,001 мм.
17.3.4 Регулятор для поддержания температуры электролита с погрешностью не более ±1 °C.
17.3.5 Источник постоянного тока (предпочтительно аккумуляторная батарея) с регулятором силы тока для каждого анода с погрешностью не более ±1 %.
17.3.6 Аноды в виде прутков диаметром 8—10 мм, изготовленные из материала, применяемого для нанесения покрытия (для плоских образцов применяют два анода, для проволочных — два или четыре анода).
17.3.7 Экран для подавления эффекта кромок (для особо важных испытаний с применением плоских образцов).
17.3.8 Стекло органическое.
17.3.9 Хлороформ.
17.4 Проведение испытания
17.4.1 Образец обезжиривают способом, исключающим насыщение его водородом, закрепляют в рабочей части устройства, затем активируют его поверхность, погружая образец на 20 с в 10 %-ный раствор серной кислоты, ч. д. а., и промывают в проточной воде.
17.4.2 К образцу прикладывают растягивающее усилие, соответствующее напряжению 4—10 МПа, и раствором органического стекла в хлороформе ограничивают участок поверхности образца длиной приблизительно 180 мм, подлежащий осаждению на нем покрытия. Аналогичным способом от осаждения покрытия защищают все металлические детали рабочей части устройства, если их изоляция не обеспечена другими способами.
17.4.3 Образец погружают в электролитическую ванну и после достижения температурного равновесия образца и устройства включают ток. Достижение температурного равновесия контролируют по индикатору изменений длины образца, показание которого должно стать постоянным. Покрытия на плоских образцах осаждают с обеих сторон.
62
ГОСТ 9.916—2023
17.4.4 Если заранее известна скорость осаждения покрытия, изменение длины образца отсчитывают после достижения заданных толщин покрытия, например 2, 3, 5, 10, 15 мкм и т. д.
17.4.5 Если скорость осаждения покрытия неизвестна, изменение длины образца отсчитывают в зависимости от продолжительности осаждения покрытия через определенные промежутки времени, а скорость осаждения покрытия определяют после осаждения покрытия одним из следующих методов:
- по средней толщине покрытия, вычисленной как разность средних толщин образца до и после осаждения покрытия. Среднюю толщину образца вычисляют как среднее арифметическое значение пяти местных толщин;
- по разности массы образца до и после осаждения покрытия, площади поверхности и плотности покрытия.
Толщину образца измеряют с погрешностью не более ±1 мкм, массу образца определяют на весах с ценой деления шкалы 0,1 мг.
Затем строят график зависимости изменения длины образца от продолжительности осаждения покрытия, дополненный прямолинейной шкалой для толщины покрытия. По графику определяют изменение длины образца для выбранного значения толщины покрытия (см. рисунок 6).
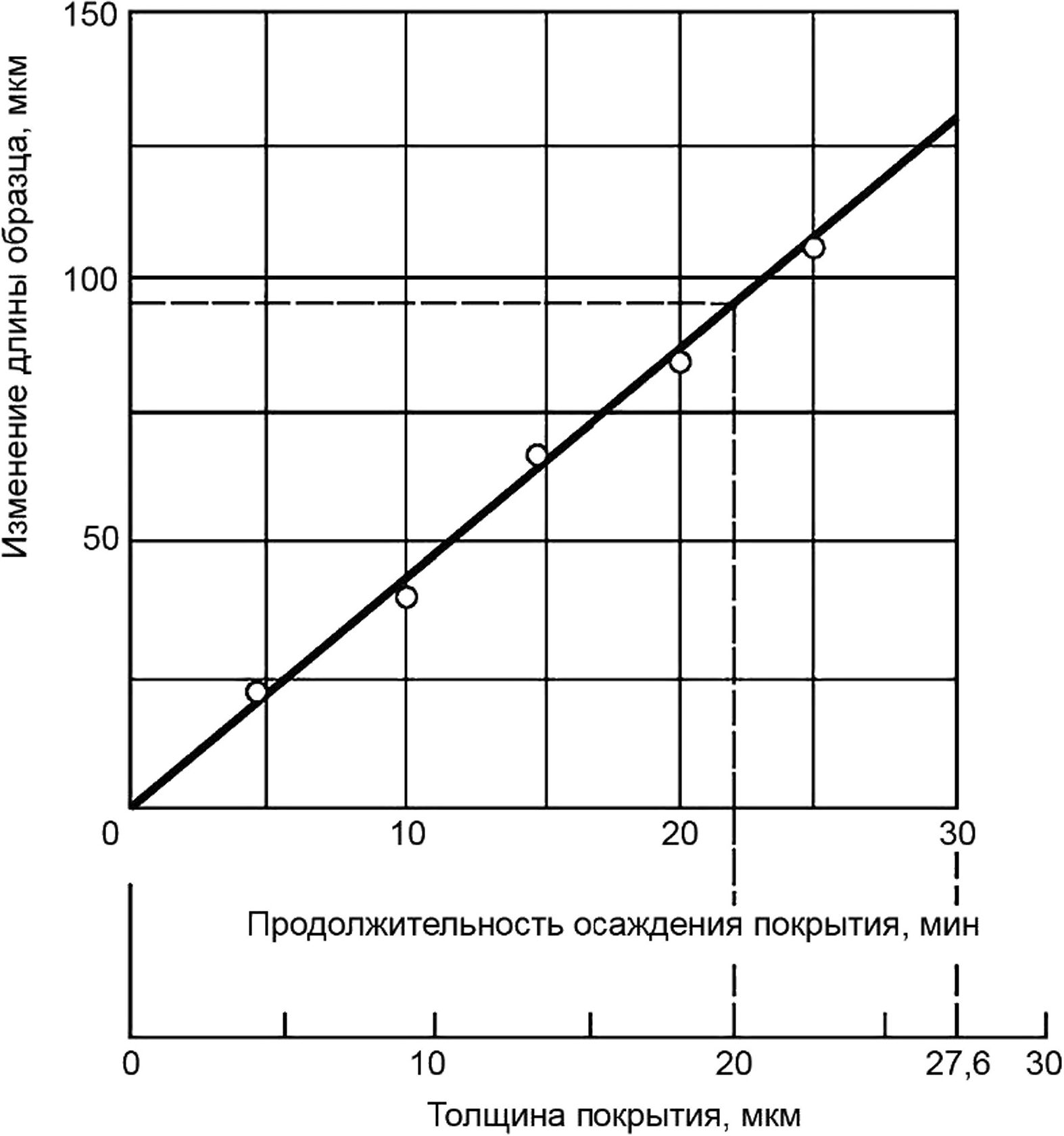
Рисунок 6 — График зависимости изменения длины образца от продолжительности осаждения покрытия с дополнительной шкалой для толщины покрытия
17.5 Обработка результатов
17.5.1 Внутреннее напряжение покрытия of, МПа, вычисляют по формулам: - для плоского образца
Evd + 2Ept 2^(1-Ц) ‘ ’
(23)
- для проволочного образца
63
ГОСТ 9.916—2023
G Evd2 + 4Ept(d + t) л/
f 4/of(d + O-(1-H) ’ (24)
где Ev — модуль упругости при растяжении металла образца, МПа;
Ер — модуль упругости при растяжении металла покрытия, МПа;
d — толщина или диаметр образца, мм;
t — толщина покрытия, мм;
/0 — длина покрытия части образца, мм;
А/ — укорочение или удлинение образца при данной толщине покрытия, мм;
ц — коэффициент Пуассона.
17.5.2 Если неизвестен модуль упругости при растяжении металла покрытия, допускается приближенное вычисление внутреннего напряжения af по формуле
21^ (25)
17.5.3 Внутренние напряжения покрытия вычисляют как среднее арифметическое значение трех параллельных определений, расхождение между которыми не превышает 20 %. Если это требование не выполняется, проводят два дополнительных измерения и при определении среднего арифметического значения отбрасывают наименьшее и наибольшее значения.
17.5.4 Если при осаждении покрытия образец укорачивается, то в покрытии возникают напряжения растяжения (положительные); если образец удлиняется, в покрытии возникают напряжения сжатия (отрицательные). Соответственно этому результаты, вычисленные по формулам (24) и (25), обозначают со знаком «+» или «-».
Материал и толщину покрытия выражают индексом, соответствующим химическому символу металла и толщине покрытия в микрометрах.
Пример — Внутренние напряжения сжатия 47 МПа в никелевом покрытии толщиной 5 мкм записывают следующим образом: aNj5 =-47 МПа.
18 Метод определения относительного удлинения никелевого покрытия
18.1 Сущность метода
Сущность метода заключается в изгибе образца вокруг оправки. Удлинение покрытия должно быть не более 8 %.
18.2 Отбор образцов
Для испытаний применяют образцы-свидетели размером 150 х 10 х 1 мм из металла, соответствующего основному металлу изделия, или металла, близкого по механическим свойствам. Если основным металлом является цинковый сплав, может быть использован лист из мягкой латуни. Размер листа должен быть таким, чтобы после обрезки по периметру полос шириной не менее 25 мм из него можно было вырезать образец.
18.3 Проведение испытания
18.3.1 На одну сторону листа наносят никелевое покрытие толщиной 25 мкм при условиях (режим и состав электролита), аналогичных нанесению никелевого покрытия на изделия.
От листа, покрытого никелем, на гильотинных ножницах отрезают образец для испытания. Продольные кромки со стороны покрытия скругляют или скашивают опиливанием или шлифованием.
18.3.2 Образец изгибают с постоянным усилием так, чтобы покрытие находилось под растягивающим напряжением, под углом 180° вокруг оправки диаметром 11,5 мм до тех пор, пока оба конца образца не станут параллельными. Во время испытания образец должен плотно прилегать к оправке.
64
ГОСТ 9.916—2023
18.4 Обработка результатов
Покрытие считают удовлетворительным, если после испытания не образуются трещины, проходящие поперек всей выпуклой поверхности образца. Небольшие трещины по краям образца не являются браковочным признаком.
19 Требования безопасности
19.1 При проведении контроля металлических и неметаллических неорганических покрытий необходимо соблюдать требования ГОСТ 12.3.008.
19.2 Организация рабочих мест должна соответствовать нормативным документам государства, принявшего настоящий стандарт.
Расстановка оборудования для проведения контроля покрытий должна соответствовать нормам технологического проектирования.
19.3 Классификация категории производства по степени пожарной опасности и класс помещения по исполнению электроустановок должны соответствовать требованиям нормативных документов государства, принявшего настоящий стандарт.
19.4 Метеорологические условия и содержание вредных веществ в рабочей зоне помещений не должны превышать норм, установленных ГОСТ 12.1.005.
Контроль воздуха рабочей зоны помещений на содержание вредных веществ следует осуществлять по методикам, соответствующим требованиям ГОСТ 12.1.016.
19.5 Уровни освещенности производственных помещений и рабочих мест должны соответствовать нормированным значениям, установленным нормативными документами государства, принявшего настоящий стандарт.
19.6 Оборудование должно соответствовать требованиям ГОСТ 12.2.003.
19.7 При контроле толщины покрытий радиационными методами необходимо выполнять требования нормативных документов, устанавливающих правила работы с радиоактивными веществами, ионизирующими излучениями и рентгеновским излучением, действующих в государстве, принявшем настоящий стандарт.
19.8 При определении массовой доли серы в никелевом покрытии (см. 10.2) необходимо предусмотреть кислородоподводящие коммуникации, соответствующие требованиям ГОСТ 12.2.052 с использованием труб по ГОСТ 10704.
19.9 Для предупреждения поражения электрическим током при эксплуатации контрольно-измерительной аппаратуры (см. приложение А) необходимо выполнять требования нормативных документов государства, принявшего настоящий стандарт, а также требования ГОСТ 12.1.019, ГОСТ 12.1.030 и ГОСТ 12.3.019.
19.10 Для предупреждения пожара и взрыва необходимо:
- предусмотреть сборники с плотно закрывающимися крышками для обтирочных материалов, загрязненных легковоспламеняющимися жидкостями (ЛВЖ), с надписью: «Огнеопасно»;
- выполнять требования нормативных документов государства, принявшего настоящий стандарт, а также требования ГОСТ 12.1.004 и ГОСТ 12.4.009.
19.11 Для предупреждения воздействия общетоксичных и раздражающих веществ следует предусмотреть:
- общеобменную приточно-вытяжную вентиляцию в помещениях, а также вытяжную вентиляцию на рабочих местах в соответствии с требованиями ГОСТ 12.4.021;
- сборники с плотно закрывающимися крышками для обтирочных материалов загрязненных растворами кислот, щелочей и другими общетоксичными материалами;
- средства индивидуальной защиты в соответствии с нормами, утвержденными в установленном порядке (перчатки по ГОСТ 20010, халаты по ГОСТ 12.4.131 и ГОСТ 12.4.132, очки защитные по ГОСТ 12.4.253, респираторы по ГОСТ 12.4.296).
65
ГОСТ 9.916—2023
Приложение А (справочное)
Реактивы и материалы, применяемые при контроле покрытий
Таблица А.1 — Реактивы и материалы, применяемые при контроле покрытий
Наименование | Химическая формула | Нормативный документ |
Акриламид | C3H5NO | По нормативным документам государства, принявшего настоящий стандарт |
Акролеин | С3Н4О | По нормативным документам государства, принявшего настоящий стандарт |
Ализариновый красный С | C14H7NaO7S | По нормативным документам государства, принявшего настоящий стандарт1) |
Аммиак водный, аммония гидроксид | NH4OH | ГОСТ 3760 |
Аммония ацетат | ch3coonh4 | ГОСТ 3117 |
Аммония бихромат | (NH4)2Cr2O7 | По нормативным документам государства, принявшего настоящий стандарт |
Аммония нитрат | nh4no3 | ГОСТ 22867 |
Аммония персульфат, аммоний надсернокислый | [(NH4)2S2O8 | ГОСТ 20478 |
Аммония сульфат | (NH4)2so4 | ГОСТ 3769 |
Аммония хлорид | nh4ci | ГОСТ 3773 |
Водорода перекись | h2o2 | ГОСТ 10929 |
Гематоксилин | ^16^14^6 | По нормативным документам государства, принявшего настоящий стандарт |
Диметилглиоксим | C4HgN2O2 | ГОСТ 5828 |
Динатриевая соль этилендиаминтетра-уксусной кислоты, дигидрат; трилон Б | CioHi40gN2Na2-2H20 | ГОСТ 10652 |
Железа (II) сульфат 7-водный | FeSO4-7H2O | ГОСТ 4148 |
Железа (III) хлорид | FeCI3 | ГОСТ 4147 |
Железо, порошок | Fe | ГОСТ 9849 |
Йод | h | ГОСТ 4159 |
Кадмия хлорид 2,5-водный | CdCI2-2,5H2O | ГОСТ 4330 |
Калия бихромат | K2Cr2O7 | ГОСТ 4220 |
Калий железистосинеродистый 3-во-дный | K4Fe(CN)6-3H2O | ГОСТ 4207 |
Калий железосинеродистый | K3Fe(CN)6 | ГОСТ 4206 |
1) В Российской Федерации действуют ТУ 6-09-07-1598-87 «Ализариновый красный C(S)».
66
Продолжение таблицы А. 1
ГОСТ 9.916—2023
Наименование | Химическая формула | Нормативный документ |
Калия йодат, калий йодноватокислый | кю3 | ГОСТ 4202 |
Калия йодид | KI | ГОСТ 4232 |
Калия нитрат | KNO3 | ГОСТ 4217 |
Калия перманганат | КМпО4 | ГОСТ 20490 |
Калия сульфат | k2so4 | ГОСТ 4145 |
Калия фторид | KF | ГОСТ 20848 |
Калия хлорид | KCI | ГОСТ 4234 |
Калия цианид | KCN | ГОСТ 8465 |
Каолин | — | ГОСТ 21286 |
Кислота азотная | HNO3 | ГОСТ 4461 |
Кислота борфтористоводородная | hbf4 | По нормативным документам государства, принявшего настоящий стандарт1) |
Кислота кремнефтористоводородная | H2SiF6 | По нормативным документам государства, принявшего настоящий стандарт |
Кислота ортофосфорная | h3po4 | ГОСТ 6552 |
Кислота серная | H2SO4 | ГОСТ 4204 |
Кислота соляная | HCI | ГОСТ 3118 |
Кислота уксусная | CH3COOH | ГОСТ 61 |
Кислота фтористоводородная | HF | ГОСТ 10484 |
Кислота щавелевая | C2H2O4-2H2O | ГОСТ 22180 |
Крахмал растворимый | (C6H10°5)> | ГОСТ 10163 |
Магнезон | C-12H9N3O4 | По нормативным документам государства, принявшего настоящий стандарт2) |
Магния оксид | MgO | ГОСТ 4526 |
Меди нитрат | Cu(NO3)2 | По нормативным документам государства, принявшего настоящий стандарт |
Меди (II) сульфат | CuSO4 | ГОСТ 4165 |
Меди хлорид 2-водный | CuCI2-2H2O | ГОСТ 4167 |
Мочевина, карбамид | CO(NH2)2 | ГОСТ 6691 |
Натр едкий технический | NaOH | ГОСТ 2263 |
Натрия ацетат 3-водный | CH3COONaH2O | ГОСТ 199 |
Натрия бисульфит | NaHSO3 | ГОСТ 902 |
Натрия гидроксид | NaOH | ГОСТ 4328 |
Натрия карбонат | Na2CO3 | ГОСТ 83 |
1> В Российской Федерации действуют ТУ 6-09-2577-88 «Кислота борфтористоводородная».
2) В Российской Федерации действуют ТУ 6-09-05-283-79 «Магнезон ХС».
67
ГОСТ 9.916—2023
Продолжение таблицы А. 1
Наименование | Химическая формула | Нормативный документ |
Натрия молибдат 2-водный | Na2MoO4-2H2O | ГОСТ 10931 |
Натрия нитрат | NaNO3 | ГОСТ 4168 |
Натрия нитрит | NaNO2 | ГОСТ 4197 |
Натрия сульфат | Na2SO4 | ГОСТ 4166 |
Натрия сульфид 9-водный | Na2S-9H2O | ГОСТ 2053 |
Натрия хлорид | NaCI | ГОСТ 4233 |
Натрия сульфит безводный | Na2SO3 | ГОСТ 5644 |
Никеля хлорид 6-водный | NiCI2-6H2O | ГОСТ 4038 |
Ниоксим (циклогексан-1,2-диондиоксим) | ^б^ю^г^г | По нормативным документам государства, принявшего настоящий стандарт |
1 -нитрозо-2-нафтол | c10h7no2 | По нормативным документам государства, принявшего настоящий стандарт |
Оксин, 8-оксихинолин | c9h7no | По нормативным документам государства, принявшего настоящий стандарт |
Олова (II) хлорид | SnCI2 | По нормативным документам государства, принявшего настоящий стандарт1) |
Олова (IV) хлорид обезвоженный | SnCI4 | По нормативным документам государства, принявшего настоящий стандарт |
Свинца (II) ацетат 3-водный | Pb(CH3COO)2 | ГОСТ 1027 |
Серебра нитрат | AgNO3 | ГОСТ 1277 |
Спирт этиловый | C2H5OH | ГОСТ 17299 |
Сурьмы (III) хлорид | SbCI3 | По нормативным документам государства, принявшего настоящий стандарт |
Сурьмы (III) оксид | Sb2O3 | По нормативным документам государства, принявшего настоящий стандарт2) |
Тиомочевина | CS(NH2)2 | ГОСТ 6344 |
Удалитель Лимеда УПОС-2 | — | По нормативным документам государства, принявшего настоящий стандарт |
Уротропин | c6h12n4 | ГОСТ 1381 |
1) В Российской Федерации действуют ТУ 6-09-5393-88 «Олово (II) хлорид 2-водное (олово двухлористое)».
2) В Российской Федерации действуют ТУ 48-14-1-88 «Сурьма трехокись техническая».
68
Окончание таблицы А. 1
ГОСТ 9.916—2023
Наименование | Химическая формула | Нормативный документ |
Формальдегид | сн2о | ГОСТ 1625 |
Хрома (VI) оксид | СгО3 | ГОСТ 3776 |
Бумага фильтровальная лабораторная | — | ГОСТ 12026 |
Бумага и картон для хроматографии и электрофореза марки С | — | По нормативным документам государства, принявшего настоящий стандарт |
Вата медицинская гигроскопическая | — | ГОСТ 5556 |
Лента поливинилхлоридная электроизоляционная | — | ГОСТ 16214 |
Лента полиэтиленовая с липким слоем | — | ГОСТ 20477 |
Паста алмазная | — | ГОСТ 25593 |
Шкурка шлифовальная бумажная водостойкая | — | ГОСТ 10054 |
69
ГОСТ 9.916—2023
Приложение Б (справочное)
Приборы, измерительная аппаратура и приспособления, применяемые при контроле покрытий
Таблица Б.1 — Приборы, измерительная аппаратура и приспособления, применяемые при контроле покрытий
Наименование и тип аппаратуры | Нормативный документ |
Анализатор жидкости потенциометрический | ГОСТ 27987 |
Бюретки | ГОСТ 29251 |
Весы лабораторные | ГОСТ OIML R 76-1 |
Лупы | ГОСТ 25706 |
Микроскопы инструментальные | ГОСТ 8074 |
Микрометр МП25-1 | ГОСТ 6507 |
Пипетки градуированные | ГОСТ 29227 |
Посуда и оборудование лабораторные стеклянные | ГОСТ 25336 |
Секундомеры механические | По нормативным документам государства, принявшего настоящий стандарт |
Термометры стеклянные жидкостные | ГОСТ 28498 |
Колориметр фотоэлектрический концентрационный КФК-2 | По нормативным документам государства, принявшего настоящий стандарт |
Штангенциркуль | ГОСТ 166 |
Электрошкаф СНОЛ 3,5.3,5.3,5/-ИЗ | По нормативным документам государства, принявшего настоящий стандарт |
70
Приложение В (справочное)
Применимость неразрушающих методов контроля толщины покрытий
Таблица В.1 — Неразрушающие методы контроля толщины различных покрытий на различных металлах
Основной металл или металл подслоя | Вид покрытия | ||||||||||||||
СЕ ф 2 | ф О ф со х -0 Ф s го с х го ФИ® * го ° И о | - Ф S ® о х 2 о х х о го х о ю Ф ф Ф о ГО X X Q Ф >, S о го 2 с ? О X о 1 с X | ф о со О 3 | ф о ф X ст го ^ | ф о со о о | (0 81 о го о | го ф" X о S со со о о X 3 m го ° § о | го ф ю О Ф X о. К Ф 0 8 8 | го н . о ° ° ° го с о | ф 2 го ш О Ф со го ГО q; го с | ф о со ф X X ГО го | ф о о о О X от | ф о 'ФО 2 О ГО го £ х 1- О X го ф х 1 q & ф X | S ОС К ГО fas = * i 2 CL ^ Ф от б ■& | |
Сталь ферромагнитная | вм | втм | М | BMP | BMP | м | ВМРТ | вми | BMP | BMP | ВМРТ | BMP | О | BMP | М |
Сталь немагнитная | в | мт | — | ВТ | ВТ | — | ВТ | — | ВРТ | ВРТ | РТ | BMP | О | РВ | — |
Сплав железо-никель-кобальт | BMP | мт | тм | РВМТ | РВМТ | м | РМТ | РМ | РВМТ | ВРМТ | р | — | О | РМ | — |
Медь и ее славы | — | РМТ | — | — | р | РТ | р | р | РВ | р | РТ | — | о | РВ | В |
Алюминий и его сплавы | р | РМ | РТ | р | р | РТ | р | р | р | р | РТ | — | во | в | в |
Никель | в | — | — | ВРТ | РТВ | РТ | ВРТ | р | РВТ | РВТ | р | — | РВО | РМ | — |
Цинк и его сплавы | — | мт | — | — | р | р | р | р | РВ | РВ | РТ | — | О | РВ | — |
Магний и его сплавы | РВ | РМТ | р | р | р | р | р | р | РВ | РВ | р | — | во | РВ | — |
Титан и его сплавы | РВ | РМТ | р | РВ | РВ | — | р | р | РВ | РВ | РТ | — | О | РВ | — |
Серебро | р | РМТ | р | р | — | р | р | р | — | р | — | — | О | РВ | в |
Неметаллический | РВ | РМ | р | РВ | РВ | р | РВ | р | РВ | РВ | РВ | — | О | — | — |
Примечания
1 Обозначения методов контроля толщины покртыий: М — магнитный, В — вихревых токов, Р — радиационный, Т — термоэлектрический, О — оптический.
2 Профилометрический и гравиметрический методы применимы для любых видов покрытий (без разрушения покрытия или детали).
ГОСТ 9.916—2023
ГОСТ 9.916—2023
Приложение Г (справочное)
Применимость разрушающих методов контроля толщины покрытий
Таблица Г.1 — Разрушающие методы контроля толщины различных покрытий на различных металлах
Основной металл или металл подслоя | Вид покрытия | ||||||||||
ф о I q ф 2 | си х о ^ ю 5 If о 2 СЕ си о | ф о со ф ф х I | ф ч X о So § 5 с 2 ф" § О о СО ф Ф т О S о 5 s S х X | ф о со О о X | ф о 00 О J | ф о со ф q си X | , 6 О Й ■ со о о. ° 5 ° 5 6 фо 811 К -? X со ф X О ® s ° □ о | ф о со О =г 00 о | 6 ю ф о со го го с; 5 о п ф" o’ о X ю ф ф о | ф о X о о 6 X q о X го | |
Сталь (в том числе коррозионностойкая) | КСКп | СКп | КСКп | К | КСКп | КСКп | КСКп | ККп | Кп | к | — |
Медь и ее сплавы | — | — | КСКп | К | ККп | ККп | КСКп | ККп | Кп | КС | — |
Алюминий и его сплавы | ККп | — | КСКп | к | — | К | К | — | — | к | — |
Цинк и его сплавы | С | — | — | — | ККп | — | — | — | — | — | — |
Никель | КСКп | — | — | — | КСКп | Кп | КСКп | ККп | — | КС | — |
Титан и его сплавы | — | — | КСКп | — | — | — | — | — | — | — | — |
Примечания
1 Обозначения методов контроля толщины покрытий: К — кулонометрический, С — метод струи, Кп — метод капли.
2 Гравиметрический, аналитический, профилометрический и металлографический методы применимы для любых видов покрытий.
3 Метод кратера применим к покрытиям из керамической эмали, а также к твердым металлическим покрытиям на любой основе, при условии, что шероховатость поверхности покрытия и основы составляет не более 20 % толщины покрытия.
4 Разрушающие методы применимы также для контроля толщины металлических покрытий на неметаллической основе.
72
ГОСТ 9.916—2023
Приложение Д (справочное)
Плотность металлов и сплавов
Таблица Д.1—Плотность металлов
Металл | Плотность, г/см3 | Металл | Плотность, г/см3 | Металл | Плотность, г/см3 |
Бор | 2,34 | Медь | 8,90 | Серебро | 10,5 |
Висмут | 9,80 | Никель | 8,90 | Сурьма | 6,62 |
Золото | 19,30 | Олово | 7,30 | Хром | 7,10 |
Железо | 7,87 | Палладий | 12,16 | Цинк | 7,20 |
Кадмий | 8,65 | Родий | 12,41 | — | — |
Кобальт | 8,90 | Свинец | 11,34 |
Плотность фосфора — 1,82 г/см3.
Плотность оксида алюминия — 2,6 г/см3 (за исключением сплавов системы АМц).
Плотность сплавов рспл, г/см3, вычисляют по формуле
Рспл
Pl Р2
Рртг + рг^!
(Д.1)
где р^ р2 — плотность металлов, входящих в состав сплава, г/см3; т^, т2 — массовые доли металлов в сплаве.
73
ГОСТ 9.916—2023
Приложение Е (обязательное)
Изготовление и подготовка шлифа для металлографического исследования
Е.1 Поверхность металлографического шлифа должна быть плоской и строго перпендикулярной к плоскости покрытия.
Е.2 Для предотвращения разрушения покрытия при изготовлении шлифа его следует защитить вспомогательным защитным покрытием толщиной не менее 10 мкм, обладающим хорошей прочностью сцепления с контролируемым покрытием. Для защитного покрытия следует применять металл, имеющий контрастную окраску по отношению к цвету (окраске) контролируемого покрытия и достаточную твердость.
Е.З Для предотвращения завала кромок заливают образец легкоплавкими металлическими сплавами. Допускается заливать образец шеллаком, органическим стеклом, серой, полистиролом, бутакрилом и т. п. Материалы для заливки должны иметь достаточную механическую прочность, чтобы исключить смазывание, разрушение и более интенсивное истирание их по сравнению с покрытием при последующем шлифовании и полировании.
При заливке образец помещают в заливочную форму перпендикулярно к плоскости ее основания. Плоские образцы допускается не заливать. В этом случае образец помещают в зажим.
Е.4 Подготовленные образцы шлифуют шлифовальной шкуркой с постепенным переходом от крупнозернистой к мелкозернистой (абразив марки 100, 180, 240, 320, 500, 600), не превышая время шлифования 30—40 с на шкурке каждой марки. При каждой смене шкурки следует изменять направление шлифования на 90°.
Е.5 Окончательное полирование в течение двух-трех минут проводят на фетровом или суконном круге при помощи алмазной пасты с величиной зерна 4—8 мкм или паст из окиси хрома, алюминия или магния в зависимости от материала покрытия.
Е.6 Для удаления отделившихся частиц металла и получения отчетливой границы между металлическими слоями после полирования проводят травление шлифа в течение 2—3 с.
При чрезмерном травлении граница между слоями может стать нечеткой или широкой, что может привести к ошибочным результатам измерний.
Растворы для травления шлифов приведены в таблице Е.1.
Е.7 Вся ширина шлифа при выбранном для измерения увеличении должна находиться в фокусе
Таблица Е.1— Растворы для травления металлографических шлифов при комнатной температуре
Материал покрытия | Материал основы | го Ф о 5 £ I го | Состав раствора | Примечание | |
Наименование компонента | Количество | ||||
Никель, хром | Сталь | 71 | Кислота азотная (HNO3), плотность 1,42 г/см3 Спирт этиловый (С2Н5ОН), раствор 95 % (по объему) | 5 см3 95 см3 | Происходит травление стали ВНИМАНИЕ — Раствор неустойчив и может быть взрывоопасным, особенно при нагревании. Применяют при комнатной температуре |
Золото, свинец, серебро, никель, медь | Сталь, медь и сплавы меди | 72 | Хлорид железа (III) шестиводный (FeCI3-6H2O) Кислота соляная (HCI), раствор плотностью 1,18 г/см3 Спирт этиловый (С2Н5ОН), раствор 95 % (по объему) | 10 г 2 см3 98 см3 | Происходит травление стали, меди и медных сплавов |
74
Окончание таблицы Е. 1
ГОСТ 9.916—2023
Материал покрытия | Материал основы | га Ф о 5 £ ° 5 I га | Состав раствора | Примечание | |
Наименование компонента | Количество | ||||
Никель (многослойный) | Сталь, сплавы меди | 73 | Кислота азотная (HNO3), плотность 1,42 г/см3 Кислота уксусная ледяная (СН3СООН), плотность 1,055 г/см3 | 50 см3 50 см3 | Позволяет различать слои никеля, идентифицируя их структуру. Происходит травление никеля. Чрезмерное травление стали и сплавов меди |
Олово, сплавы олова | Медь и сплавы меди | 74 | Аммоний надсернокислый [(NH4)2S2O8] Аммония гидроксид (NH4OH), плотность 0,88 г/см3 Вода | 10 г 2 см3 93 см3 | Происходит травление меди и сплавов меди |
Никель, медь | Алюминий и сплавы алюминия | 75* | Кислота азотная (HNO3), плотность 1,42 г/см3 Кислота фтористоводородная (HF), плотность 1,14 г/см3 Вода | 5 см3 2 см3 93 см3 | Происходит травление алюминия и его сплавов |
Анодноокисное | Алюминий и его сплавы | 76* | Кислота фтористоводородная (HF), плотность 1,14 г/см3 Вода | 2 см3 98 см3 | Происходит травление алюминия и его сплавов |
* Травление раствором, содержащим фтористоводородную кислоту, может быть заменено менее опасной процедурой полирования коллоидным диоксидом кремния.
75
ГОСТ 9.916—2023
Приложение Ж (обязательное)
Приготовление растворов
Ж.1 Общие сведения
Ж.1.1 Для приготовления растворов применяют обессоленную воду с электрической проводимостью не более 5 мкСм/см при температуре 20 °C (воду обессоливают дистилляцией или ионным обменом).
Ж.1.2 Реактивы, используемые для приготовления растворов, должны иметь квалификацию не ниже ч.
Ж.1.3 При приготовлении растворов допускается отклонение по составу ±5 %.
Ж.2 Процедуры приготовления растворов
Ж.2.1 Растворы 1,2, 12, 13, 15, 17, 26, 27, 36, 44, 46, 52, 55—57, 64, 67, 69 готовят последовательным растворением расчетных количеств реактивов в воде и разбавлением полученных растворов водой до необходимого объема.
При растворении в воде сульфата меди (растворы 26, 68) допускается нагревание до температуры 50 °C— 60 °C. Разбавление полученного раствора до требуемого объема проводят после его остывания до комнатной температуры.
Ж.2.2 Растворы 3, 4, 6 готовят растворением указанного количества твердого реактива в воде и разбавлением полученного раствора водой до 1 дм3. К полученному раствору добавляют указанный объем жидкого реактива.
Ж.2.3 Растворы 8, 14 готовят разбавлением указанного количества концентрированной кислоты в воде и доведением объема раствора водой после его охлаждения до 1 дм3. К полученному раствору добавляют указанное количество оставшегося компонента для растворения.
Ж.2.4 Растворы 10, 11, 58, 61—63, 71—76 готовят смешиванием указанных количеств компонентов.
Ж.2.5 Раствор 20 готовят следующим образом. Растворяют 300 г хлорида железа в 200—300 см3 воды. Отдельно в таком же объеме воды, подогретой до температуры 50 °C—60 °C, растворяют 100 г сульфата меди и после его охлаждения оба раствора сливают в мерную колбу вместимостью 1 дм3, доводят водой до метки и перемешивают.
Ж.2.6 Раствор 21 готовят следующим образом. Растворяют 60 г хлорида железа в 200 см3 воды. Отдельно в таком же объеме воды, подогретой до температуры 50 °C—60 °C, растворяют 30 г сульфата меди и после его охлаждения оба раствора сливают в мерную колбу вместимостью 1 дм3, добавляют 100 см3 этилового спирта, 220 см3 соляной кислоты, 100 см3 серной кислоты, доводят водой до метки и перемешивают.
Ж.2.7 Раствор 22 готовят растворением указанного количества йодида калия в воде. В полученном растворе растворяют металлический йод. Раствор доводят до 1 дм3 водой и перемешивают.
Ж.2.8 Раствор 23 готовят растворением указанного количества йодида калия в воде. В полученном растворе растворяют металлический йод и добавляют указанное количество азотной кислоты. Раствор доводят до 1 дм3 водой и перемешивают.
Ж.2.9 Раствор 25 готовят следующим образом. Хлорид железа растворяют в воде и переносят в мерную колбу вместимостью 1 дм3. Добавляют соляную, уксусную кислоты, доводят до метки водой и перемешивают. В полученном растворе растворяют указанное количество хлорида сурьмы.
Ж.2.10 Раствор 29 готовят следующим образом. Указанное количество хлорида железа растворяют в соответствующем количестве раствора соляной кислоты. Отдельно в 300—400 см3 воды, подогретой до температуры 50 °C—60 °C, растворяют указанное количество сульфата меди и после его охлаждения оба раствора сливают в мерную колбу вместимостью 1 дм3, доводят водой до метки и перемешивают.
Ж.2.11 Раствор 30 готовят следующим образом. 150 см3 борфтористоводородной кислоты растворяют в 600—700 см3 воды. К полученному раствору добавляют 100 г удалителя Лимеда УПОС-2. Раствор переносят в мерную колбу вместимостью 1 дм3, доводят водой до метки и перемешивают. Затем раствор фильтруют.
Ж.2.12 Раствор 31 готовят разбавлением водой раствора 30 в два раза.
Ж.2.13 Растворы 35, 39, 45, 49 готовят смешиванием указанных объемов концентрированных кислот и воды.
ВНИМАНИЕ — При разбавлении концентрированные кислоты приливают в воду осторожно, небольшими порциями, не допуская сильного нагрева. Не допускается приливать воду в концентрированные растворы кислот.
Ж.2.14 Раствор 47 готовят смешиванием 19 объемов концентрированной серной кислоты и одного объема концентрированной азотной кислоты.
76
ГОСТ 9.916—2023
Ж.2.15 Раствор 60 готовят растворением 3,5 г уротропина в 500 см3 концентрированной соляной кислоты и разбавлением водой до 1 дм3.
Ж.З Особенности применения и хранения растворов
Ж.3.1 Срок годности раствора 6 составляет 5 сут. Отдельно водные растворы нитрата аммония и тиомочевины (до смешивания) имеют срок годности 6 мес.
Ж.З.2 Раствор 18 допускается использовать неоднократно, пока концентрация цинка в нем не превысит 0,02 г/дм3.
Ж.3.3 Растворы 20—23, 29 используют не более четырех раз с промежуточным фильтрованием.
Ж.3.4 Растворы 43, 48, 49, 51,52, 71, 74 используют свежеприготовленными.
Ж.З.5 Растворы 20—23, 29 хранят в емкостях из темного стекла.
Ж.З.6 Растворы 30, 75, 76 хранят в полиэтиленовых емкостях.
Ж.З.7 Раствор 60 используют по прошествии не менее 24 ч после его приготовления.
77
Приложение И (справочное)
Применимость методов контроля пористости покрытий
ГОСТ 9.916—2023
Таблица И.1 — Применимость методов контроля пористости покрытий различными металлами и сплавами на разных основах (подслоях)
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | -0 к CD S си I О 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | н CD Щ | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Алюминий | 8.2.9, 8.2.18 | 8.2.9 | ||||||||||||
Анодированный алюминий | 8.2.4, вариант Б | |||||||||||||
Латунь | 8.2.14 | 8.2.9, 8.2.10, вариант А, 8.2.12, 8.2.20, 8.2.21 | 8.2.9, 8.2.10, вариант А, 8.2.12 | |||||||||||
Кадмий | Таблица 10 (пункт 6) | 8.2.4, вариант А, таблица 10 (пункт 6), 8.2.9, 8.2.18 | 8.2.4, вариант А, 8.2.9 | Таблица 10 (пункт 6) | ||||||||||
Хроматное конверсионное | 8.2.21 | 8.2.11 | 8.2.21 | 8.2.21 | ||||||||||
Хром | 8.2.1, 8.2.2, 8.2.5, 8.2.6, 8.2.17 | 8.2.3, таблица 10 (пункты 1, 3, 5) | 8.2.3, таблица 10 (пункты 1, 3, 5) | 8.2.3, 8.2.5, таблица 10 (пункты 1, 3, 5), 8.2.8 | 8.2.3, таблица 10 (пункты 1, 3, 5) | 8.2.5, 8.2.6, 8.2.9, 8.2.10, варианты Б, В, 8.2.12, 8.2.20, 8.2.21, 8.2.24 | 8.2.5, 8.2.6, 8.2.9, 8.2.10 вариант А, 8.2.12, | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17, 8.2.21 | 8.2.5 | 8.2.3, таблица 10 (пункт 1) | 8.2.2, 8.2.5, 8.2.6, 8.2.17, 8.2.21 | |||
Продолжение таблицы И. 1
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | -О к 05 I ё is О 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | н 05 Щ | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Хром на никель/ никеле | 8.2.1, 8.2.2, 8.2.5, 8.2.6, 8.2.17, 8.2.21 | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.5, 8.2.6, 8.2.9, 8.2.10, варианты А—В, 8.2.20, 8.2.21 | 8.2.5, 8.2.6, 8.2.9, 8.2.10, вариант А | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17, 8.2.21 | 8.2.2, 8.2.5, 8.2.6, 8.2.17, 8.2.21 | |||||
Хром на никель/ меди | 8.2.1, 8.2.2, 8.2.5, 8.2.6, 8.2.17, 8.2.21 | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.3, таблица 10 (пункт 5) | 8.2.5, 8.2.6, 8.2.9, 8.2.10, варианты А—В, 8.2.20, 8.2.21 | 8.2.5, 8.2.6, 8.2.9, 8.2.10, вариант А | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17, 8.2.21 | 8.2.2, 8.2.5, 8.2.6, 8.2.17, 8.2.21 | |||||
Кобальт | 8.2.1, 8.2.2, 8.2.17 | 8.2.7, вариант Б, 8.2.8 | 8.2.9, 8.2.10, вариант А, 8.2.12, 8.2.21 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17, 8.2.21 | 8.2.2, 8.2.17, 8.2.21 | ||||||||
Медь | 8.2.1, 8.2.5, 8.2.17 | 8.2.10, варианты А—В, 8.2.12, 8.2.20, 8.2.21, 8.2.24 | 8.2.10, вариант А, 8.2.12 | таблица 10 (пункт 7), 8.2.15, 8.2.17 | 8.2.7, вариант Б | 8.2.17 | ||||||||
ГОСТ 9.916—2023
g Продолжение таблицы И. 1
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | -О К CD S О 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | -0 I н ф с; | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Золото | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.11, 8.2.13, варианты А, Б, 8.2.16, 8.2.22, вариант А, 8.2.23, 8.2.25, 8.2.26 | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.11, 8.2.13, варианты А, Б, 8.2.16, 8.2.22, вариант А, 8.2.23, 8.2.25, 8.2.26 | 8.2.3, 8.2.7, вариант Б, таблица 10 (пункты 1—3, 5), 8.2.8, 8.2.11, 8.2.13, варианты А, Б, 8.2.16, 8.2.22, вариант А, 8.2.23, 8.2.25, 8.2.26 | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.11, 8.2.13, варианты А, Б, 8.2.16, 8.2.22, вариант А, 8.2.23, 8.2.25, 8.2.26 | 8.2.10, вариант А, 8.2.12, 8.2.20, 8.2.21, 8.2.27 | 8.2.10, вариант А, 8.2.12 | 8.2.1, 8.2.7, варианты А, Б, таблица 10 (пункты 2,4), 8.2.16, 8.2.23 | Таблица 10 (пункты 2, 4), 8.2.16, 8.2.23 | Таблица 10 (пункты 2,4), 8.2.16, 8.2.23 | 8.2.1, 8.2.3, 8.2.7, варианты А, Б, таблица 10 (пункт 1), 8.2.11, 8.2.13, варианты А, Б, 8.2.22, вариант Б, 8.2.25 | Таблица 10 (пункт 4), 8.2.16, 8.2.23 | 8.2.26 | ||
Индий | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.9, 8.2.10, вариант А, 8.2.12 | ||||||||||||
Свинец | 8.2.9, 8.2.10, вариант А, 8.2.12, 8.2.21, 8.2.22 | 8.2.9, 8.2.10, вариант А, 8.2.12 | ||||||||||||
Никель | 8.2.1, 8.2.2, 8.2.17 | 8.2.11, 8.2.25 | Таблица 10 (пункт 6), 8.2.11, 8.2.25 | 8.2.1, 8.2.7, варианты А, Б, 8.2.10, 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.1, таблица 10 (пункт 6), 8.2.9, 8.2.10, варианты А—В, 8.2.12, 8.2.20, 8.2.21, 8.2.24 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17 | Таблица 10 (пункт 6), 8.2.11, 8.2.25 | 8.2.2, 8.2.17, 8.2.21 | ||||
ГОСТ 9.916—2023
Продолжение таблицы И. 1
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | -0 к CD S ГО I о 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | 1-го с; | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Никель-бор | 8.2.1, 8.2.2, 8.2.17 | 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.8, 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.9, 8.2.10, вариант А, 8.2.12, 8.2.20, 8.2.21,8.2.24 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17 | 8.2.11, 8.2.25 | 8.2.2, 8.2.17, 8.2.21 | ||||
Никель-кобальт | 8.2.1, 8.2.2, 8.2.17 | 8.2.11 | 8.2.11 | 8.2.11 | 8.2.11 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17 | 8.2.2, 8.2.17, 8.2.21 | |||||||
Никель-железо | 8.2.1, 8.2.2, 8.2.17 | 8.2.11 | 8.2.11 | 8.2.11 | 8.2.11 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17 | 8.2.11 | 8.2.2, 8.2.17, 8.2.21 | ||||||
Никель-фосфор | 8.2.1, 8.2.2, 8.2.17 | 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.8, 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.9, 8.2.10, вариант А, 8.2.12, 8.2.20, 8.2.21,8.2.24 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.2, таблица 10 (пункт 7), 8.2.15, 8.2.17 | 8.2.11, 8.2.25 | 8.2.2, 8.2.17 | ||||
ГОСТ 9.916—2023
о® Продолжение таблицы И. 1
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | -0 к CD S О 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | т н 03 с: | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Палладий | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.13 варианты А, Б, 8.2.16, 8.2.23 | 8.2.3, 8.2.7, вариант А, таблица 10 (пункты 1—3, 5), 8.2.13, варианты А, Б, 8.2.16, 8.2.23 | 8.2.3, 8.2.7, вариант Б, таблица 10 (пункты 1—3, 5), 8.2.8, 8.2.11 8.2.13, варианты А, Б, 8.2.16, 8.2.23 | 8.2.3, 8.2.7, вариант А, таблица 10 (пункты 1—3, 5), 8.2.13, варианты А, Б, 8.2.16, 8.2.23 | 8.2.7, вариант Б, таблица 10 (пункты 2,4), 8.2.13, вариант Б, 8.2.16, 8.2.23 | Таблица 10 (пункты 2, 4), 8.2.13, вариант Б, 8.2.16, 8.2.23 | Таблица 10 (пункты 2,4), 8.2.13, вариант Б, 8.2.16, 8.2.23 | 8.2.3, таблица 10 (пункт 1), 8.2.11, 8.2.13, варианты А, Б | Таблица 10 (пункт 4), 8.2.23 | |||||
Платина | 8.2.3, таблица 10 (пункты 1—3, 5) | 8.2.3, таблица 10 (пункты 1—3, 5) | 8.2.3, таблица 10 (пункты 1—3, 5) | 8.2.3, таблица 10 (пункты 1—3, 5) | Таблица 10 (пункты 2,4) | Таблица 10 (пункты 2, 4) | Таблица 10 (пункты 2,4) | 8.2.3, таблица 10 (пункт 1) | Таблица 10 (пункт 4) | |||||
Родий | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.13, варианты А, Б | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.13, варианты А, Б | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.8, 8.2.13, варианты А, Б | 8.2.3, таблица 10 (пункты 1—3, 5), 8.2.13, варианты А, Б | Таблица 10 (пункты 2,4), 8.2.13, вариант Б | Таблица 10 (пункты 2, 4), 8.2.13, вариант Б | Таблица 10 (пункты 2,4), 8.2.13, вариант Б | 8.2.3, таблица 10 (пункт 1), 8.2.11, 8.2.13, варианты А, Б | Таблица 10 (пункт 4) | |||||
Серебро | Таблица 10 (пункт 2) | Таблица 10 (пункт 2), 8.2.14 | Таблица 10 (пункт 2), 8.2.14 | Таблица 10 (пункт 2) | 8.2.9, 8.2.10, варианты А—В | 8.2.9, 8.2.10, варианты А—В | Таблица 10 (пункт 2) | Таблица 10 (пункт 2) | Таблица 10 (пункт 2) | |||||
ГОСТ 9.916—2023
Окончание таблицы И. 1
Металл покрытия | Структурный элемент методов для металла основы или подслоя | |||||||||||||
Сплавы алюминия | Сплавы меди | Сплавы железа | со S CD I £ io О 2 | Сплавы никеля | О ю ф ф О | Олово-никель | Сплавы цинка | |||||||
Бериллий-медь | н СС Щ | Медь | Фосфор-бронза | Чугун, сталь | NiFeCo | Никель | Никель-бор | Никел ь-фосфор | ||||||
Олово | 8.2.19, 8.2.22, вариант В, 8.2.25 | Таблица 10 (пункт 6), 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.11, 8.2.13 вариант Б, 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.19, 8.2.22, вариант В, 8.2.25 | Таблица 10 (пункт 6), 8.2.9, 8.2.10, варианты А—В, 8.2.12, 8.2.20, 8.2.21,8.2.22, вариант В, 8.2.24 | 8.2.9, 8.2.10, вариант А, 8.2.12 | Таблица 10 (пункт 6), 8.2.11, 8.2.13, вариант Б, 8.2.25 | |||||||
Олово-свинец | 8.2.22, вариант В | 8.2.22, вариант В | 8.2.11, 8.2.13, вариант Б, 8.2.22, вариант В | 8.2.22, вариант В | 8.2.9, 8.2.10, варианты А—В, 8.2.12, 8.2.21,8.2.22, вариант В | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.11, 8.2.13, вариант Б | |||||||
Олово-никель | 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.13, вариант Б, 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.19, 8.2.22, вариант В, 8.2.25 | 8.2.9, 8.2.10, варианты А—В, 8.2.12, 8.2.20, 8.2.21, 8.2.22, вариант В, 8.2.24 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.13, вариант Б, 8.2.25 | |||||||
Олово-цинк | 8.2.19 | 8.2.19 | 8.2.19 | 8.2.19 | 8.2.9 | 8.2.9 | ||||||||
Цинк | Таблица 10 (пункт 6) | 8.2.4, вариант А, таблица 10 (пункт 6), 8.2.9, 8.2.18 | 8.2.4, вариант А, 8.2.9 | Таблица 10 (пункт 6) | ||||||||||
Керамическая эмаль | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.9, 8.2.10, вариант А, 8.2.12 | ||||||||||||
Органические пленки | 8.2.4 | 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.11, 8.2.25 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.9, 8.2.10, вариант А, 8.2.12 | 8.2.25 | ||||||
ГОСТ 9.916—2023
ГОСТ 9.916—2023
Приложение К (рекомендуемое)
Электрографические методы контроля пористости золотых покрытий
К.1 Методы основаны на выявлении пор в покрытии по реакции основы с реагентами бумаги для хроматографии (далее — бумага) с образованием окрашенных соединений.
К.2 Метод контроля бумагой, пропитанной сульфидом кадмия
К.2.1 Метод применяют для контроля покрытий на меди.
К.2.2 Бумагу выдерживают в течение 10 мин в свежеприготовленном 10 %-ном растворе хлорида кадмия, подкисленного 0,1 %-ным раствором соляной кислоты, извлекают и избыток раствора удаляют фильтровальной бумагой. Затем слегка высушивают, после чего выдерживают в течение 30 с в свежеприготовленном растворе сульфида натрия 50 г/дм3 и извлекают. Бумага должна быть равномерно окрашена в желтый цвет, что указывает на полное выпадение в осадок сульфида кадмия. Затем бумагу промывают в течение 1 ч проточной водой и высушивают.
К.2.3 Образец с покрытием очищают от загрязнений и обезжиривают по 4.3 настоящего стандарта.
К.2.4 Для проведения контроля на покрытие (анод) накладывают бумагу, подготовленную по К.2.2, на нее — влажную фильтровальную бумагу, соприкасающуюся с пластиной из алюминия высокой чистоты или нержавеющей стали (катод). Затем надавливают на них с такой силой, чтобы давление между образцом и бумагой с сульфидом кадмия было равномерным и равным 1,4—1,7 МПа, и пропускают постоянный ток от источника с напряжением не более 12 В. Устанавливают первоначальную плотность тока 7,5 мА/см2 по площади анода и пропускают ток в течение 30 с.
К.2.5 Электрограмму, полученную на бумаге с сульфидом кадмия, высушивают.
К.2.6 Поры в покрытии определяют по наличию на бумаге коричневых пятен. Полностью темное пятно указывает на слишком высокую пропитку бумаги или завышенную плотность тока.
К.З Метод контроля бумагой, пропитанной ниоксимом
К.3.1 Метод применяют для контроля покрытий на никелевом подслое или сплаве олово-никель.
К.3.2 Бумагу выдерживают в течение 10 мин в растворе ниоксима (циклогександион-1,2-диоксим) концентрацией 8 г/дм3. Затем бумагу извлекают, удаляют избыток раствора фильтровальной бумагой и высушивают.
К.3.3 Подготовка образца — по К.2.2 и К.2.3.
К.3.4 Бумагу с ниоксимом увлажняют дистиллированной водой и проводят испытание по К.2.4.
К.3.5 Электрограмму подвергают воздействию паров аммиака и высушивают.
К.3.6 Поры в покрытии определяют по наличию на бумаге розовых пятен. Для покрытий на меди с никелевым или олово-никелевым подслоем поры определяют по зеленым пятнам.
84
ГОСТ 9.916—2023
Приложение Л (справочное)
Применимость методов контроля прочности сцепления покрытий
Таблица Л.1 — Применимость методов контроля прочности сцепления различных покрытий
Метод контроля | Металл покрытия | |||||||||
’S си | 2 О X | Ф S | Ф | с 2 § а S X i | о ю ф ф О | о ф о О | 6 со о X О ф Ф S с О | =Г | о н о о со | |
Разглаживание под давлением | + | + | + | + | + | + | + | + | + | |
Шлифование шариками | + | + | + | + | + | + | + | + | + | + |
Дробеструйная обработка | + | + | ||||||||
Отслаивание (с припаиванием стальной полосы) | + | + | + | + | ||||||
Отслаивание (с приклеиванием клейкой ленты) | + | + | + | + | + | + | + | + | ||
Обработка напильником | + | + | + | + | ||||||
Шлифование и распиливание | + | + | + | + | ||||||
С использованием резца | + | + | + | + | + | |||||
Нанесение рисок | + | + | + | + | + | + | + | + | ||
Испытание на изгиб и испытание навивкой | + | + | + | + | + | |||||
Испытание на растяжение | + | + | + | + | + | + | + | |||
Термошок | + | + | + | + | + | + | ||||
Выдавливание (метод Эриксена) | + | + | + | + | + | |||||
Выдавливание (метод чаши с загнутыми кромками) | + | + | + | + | + | + | ||||
Катодное испытание | + | + | + | |||||||
Испытание по Роквеллу (HRC) | + | + | + | + | + | + | ||||
Испытание царапанием | + | + | + | + | + | + | + | |||
Кавитационное испытание | + | + | + | + | + | + | + | + | + | + |
85
ГОСТ 9.916—2023
Приложение М (рекомендуемое)
Установление интенсивности дробеструйной обработки серебряных покрытий для испытаний на адгезию по контрольным образцам Almen А
Для обработки образцов (контрольных и испытуемых) используют стальную дробь со средним диаметром 0,4 мм, изготовленную из стали твердостью не менее 350 HV (по Виккерсу). Размер дроби контролируют просеиванием не реже одного раза в неделю, отбирая для этой цели 100 г дроби. Остаток дроби на сите 0,707 мм должен составлять не более 10 %, а остаток на сите 0,354 мм — не менее 97 %.
Для установления требуемой интенсивности (продолжительности) обработки образцов дробью необходим датчик Альмена с набором контрольных образцов (образцы Almen А). Контрольные образцы представляют собой пластины из углеродистой стали с твердостью по Виккерсу от 400 до 500 HV прямоугольной формы с размерами сторон (76 ± 0,2) мм и (19 ± 0,1) мм, толщиной (1,30 ± 0,02) мм. Контрольные образцы должны быть плоскими, что проверяют измерением высоты дуги, образуемой профилем образца, обращенного своей длинной кромкой к наблюдателю (если расположить образец горизонтально на уровне глаз наблюдателя). Допускаемое отклонение от плоскостности должно составлять не более 38 мкм.
Образцы прочно закрепляют в держателе, как показано на рисунке М.1, и обрабатывают дробью, вылетающей из патрубка центрифуги дробеструйной установки. Испытанию подвергают несколько контрольных образцов, изменяя для каждого образца интенсивность обработки.
Обработанный вышеописанным способом образец помещают на измерительную площадку датчика Альмена с упором на четыре шарика диаметром 5 мм, расположенных в углях прямоугольника размером 32 х 16 мм, и с необработанной стороны образца измеряют высоту дуги, образуемой профилем искривленного под действием дроби образца.
Для каждой группы испытуемых образцов выбирают минимальную интенсивность обработки дробью, учитывая при этом максимальную толщину покрытия для данной группы образцов (см. рисунок М.1).
86
ГОСТ 9.916—2023
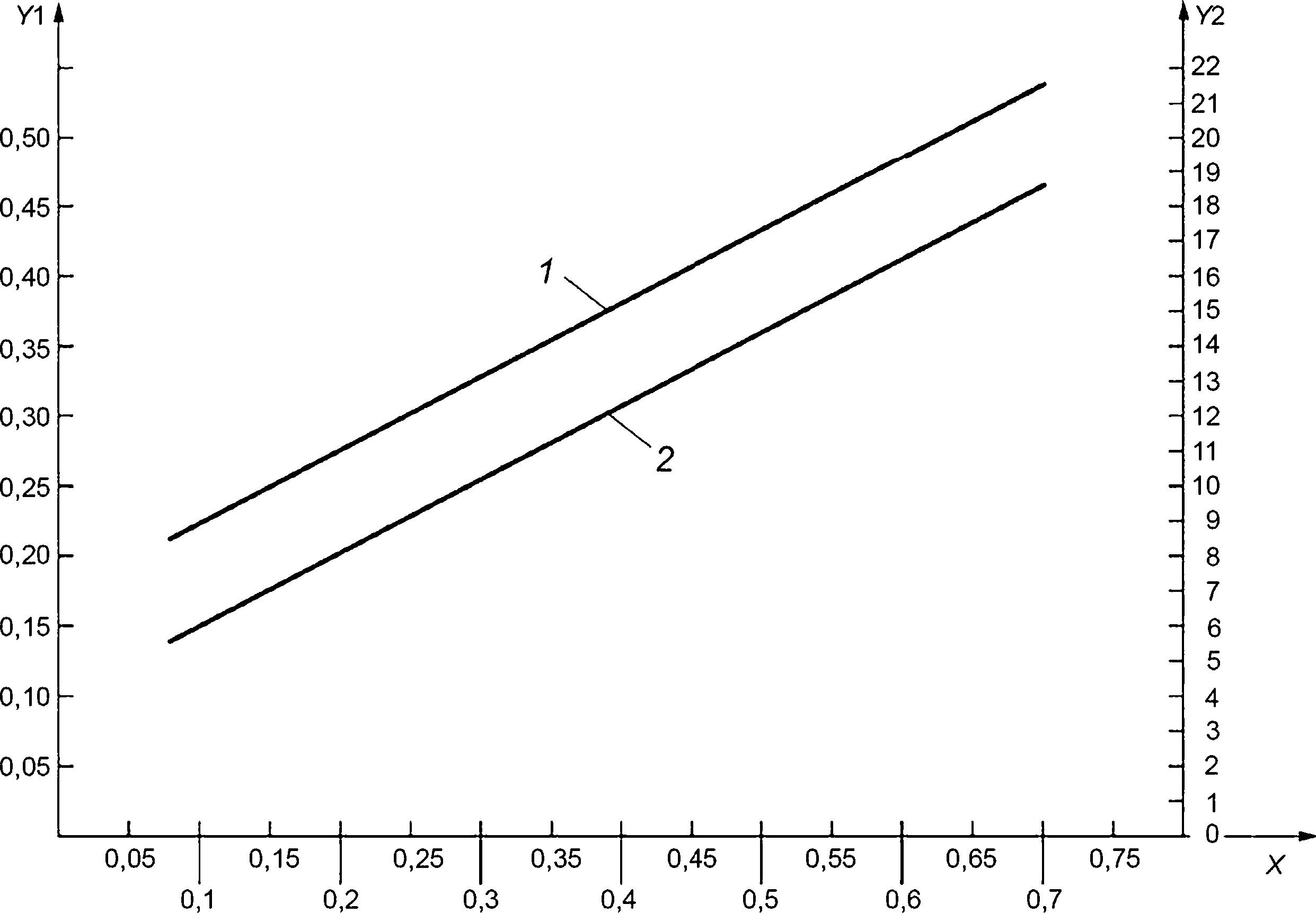
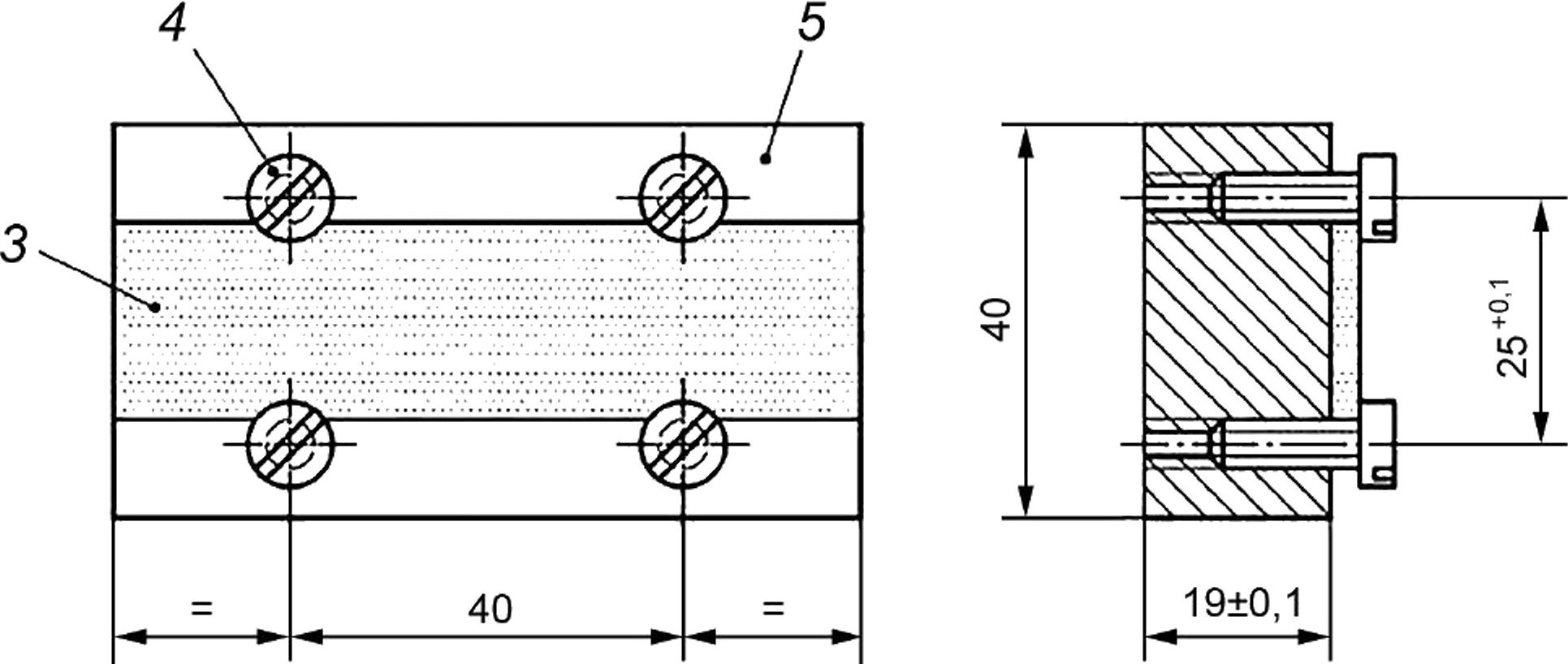
1 — максимальная высота дуги; 2 — минимальная высота дуги; 3 — испытуемый образец; 4 — закрепляющие болты диаметром 4—5 мм; 5 — подложка из инструментальной стали; X — толщина серебряного покрытия, мм; Y1 — высота дуги контрольного образца Almen А, мм; Y2 — интенсивность обработки по показаниям датчика Альмена
Рисунок М.1 — Установка образца для испытания дробеструйным методом
87
ГОСТ 9.916—2023
Приложение Н (рекомендуемое)
Метод контроля защитных свойств хроматных покрытий на цинковых и кадмиевых покрытиях
Н.1 Защитные свойства хроматных покрытий (полученных из составов без солей Ликонда) на цинковых и кадмиевых покрытиях контролируют методом капли с применением раствора уксуснокислого свинца 50 г/дм3.
Н.2 При проведении контроля три—пять капель раствора наносят на контролируемую поверхность и выдерживают в течение 5 с для хроматированного кадмиевого покрытия и 60 с — для хроматированного цинкового покрытия. Затем капли удаляют фильтровальной бумагой и проводят осмотр в соответствии с 5.2 настоящего стандарта.
Н.З Защитные свойства считают удовлетворительными, если появление сплошного темного пятна наступает по истечении указанного времени.
88
ГОСТ 9.916—2023
Библиография
[1] ISO 3882:2003, Metallic and other inorganic coatings — Review of methods of measurement of thickness (Металлические и другие неорганические покрытия. Обзор методов определения толщины)
[2] ISO 2128:2010, Anodizing of aluminium and its alloys — Determination of thickness of anodic oxidation coatings — Non-destructive measurement by split-beam microscope (Анодированный алюминий и его сплавы. Определение толщины анодно-окисных покрытий. Неразрушающий контроль с исследованием раздвоенного луча под микроскопом)
[3] ISO 26423:2009, Fine ceramics (advanced ceramics, advanced technical ceramics) — Determination of coating thickness by crater-grinding method [Тонкая керамика (керамика с улучшенными характеристиками, техническая керамика с улучшенными характеристиками). Определение толщины покрытия методом кратера]
[4] ISO 10111:2019, Metallic and other inorganic coatings — Measurement of mass per unit area — Review of gravimetric and chemical analysis methods (Металлические и другие неорганические покрытия. Измерение массы на единицу площади. Обзор гравиметрических и химических аналитических методов)
[5] ISO 10308:2006, Metallic coatings — Review of porosity tests (Металлические покрытия. Обзор методов определения пористости)
[6] ISO 10289:1999, Methods for corrosion testing of metallic and other inorganic coatings on metallic substrates — Rating of test specimens and manufactured articles subjected to corrosion tests (Методы коррозионных испытаний металлических и других неорганических покрытий на металлических основах. Оценка испытательных образцов и готовых изделий, подвергнутых коррозионным испытаниям)
[7] ISO 9227:2022, Corrosion tests in artificial atmospheres — Salt spray tests (Коррозионные испытания в искусственно созданных средах. Испытания соляным туманом)
[8] ISO 22479:2019, Corrosion of metals and alloys — Sulfur dioxide test in a humid atmosphere (fixed gas method) [Коррозия металлов и сплавов. Испытание с диоксидом серы во влажной атмосфере (газовый метод)]
[9] ISO 2819:2017, Metallic coatings on metallic substrates — Electrodeposited and chemically deposited coatings — Review of methods available for testing adhesion (Металлические покрытия на металлических основах. Электролитические и химически осажденные покрытия. Обзор методов, применяемых для оценки адгезии)
[10] ISO 26443:2008, Fine ceramics (advanced ceramics, advanced technical ceramics) — Rockwell indentation test for evaluation of adhesion of ceramic coatings [Тонкая керамика (керамика с улучшенными характеристиками, техническая керамика с улучшенными характеристиками). Испытание вдавливанием по Роквеллу для оценки адгезии керамических покрытий]
[11] ISO 20502:2005 (Cor.1:2009), Fine ceramics (advanced ceramics, advanced technical ceramics) — Determination of adhesion of ceramic coatings by scratch testing [Тонкая керамика (керамика с улучшенными характеристиками, техническая керамика с улучшенными характеристиками). Определение адгезии керамических покрытий методом нанесения царапин]
[12] ISO 4516:2002, Metallic and other inorganic coatings — Vickers and Knoop microhardness tests (Металлические и другие неорганические покрытия. Испытания на микротвердость по Виккерсу и Кнуппу)
89
ГОСТ 9.916—2023
УДК 66.018.8:006.354 МКС 25.220.40
Ключевые слова: металлические покрытия, неметаллические неорганические покрытия, методы контроля покрытий, неразрушающие методы контроля, разрушающие методы контроля, толщина покрытий, масса покрытия на единицу площади, пористость покрытий, прочность сцепления покрытий, защитные свойства покрытий, коррозионная стойкость покрытий, химический состав покрытий, масло-емкость покрытий, полнота промывки покрытий, наполнение анодно-окисных покрытий на алюминии, структура фосфатных покрытий, функциональные свойства покрытий, внутренние напряжения металлических электрохимических покрытий, относительное удлинение никелевого покрытия
Редактор Н.В. Таланова Технический редактор В.Н. Прусакова Корректор М.В. Бучная Компьютерная верстка А.Н. Золотаревой
Сдано в набор 06.09.2023. Подписано в печать 21.09.2023. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 10,70. Уч.-изд. л. 9,63.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
{kind=link}