ГОСТ Р 57997-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ СВАРНЫЕ, СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded joints of reinforcement and inserts for reinforced concrete structures. General specifications
ОКС 91.190
Дата введения 2018-05-01
Предисловие
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им.А.А.Гвоздева АО "НИЦ "Строительство"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 ноября 2017 г. N 1835-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные соединения арматурных стержней, выполняемые при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций и изделий, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытания на растяжение
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-2012 Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
ГОСТ 23858-79 Соединения сварные стыковые и тавровые арматуры железобетонных конструкций. Ультразвуковые методы контроля качества. Правила приемки
ГОСТ 34028-2016 Прокат арматурный для железобетонных конструкций. Технические условия
ГОСТ Р 52544-2006 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 2601, ГОСТ 6727, ГОСТ 12004, ГОСТ 14098, ГОСТ 23279 и ГОСТ 34028, а также следующие термины с соответствующими определениями:
3.1 крестообразные сварные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений, подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.2 крестообразные сварные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже . Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты 1 м.
4 Виды и типы арматурных и закладных изделий
4.1 Сварные арматурные изделия подразделяют на следующие виды:
- отдельные стержни арматуры со сварными соединениями по длине стержня;
- арматурные сетки;
- арматурные каркасы;
- закладные сварные изделия с анкерами из арматуры.
4.2 Арматурные сетки. Типы
4.2.1 Сетки следует изготавливать плоскими или рулонными.
4.2.2 Рулонными изготавливают сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно, при поперечных стержнях - диаметрами до 12 мм включительно.
4.2.3 Плоскими изготавливают сетки с продольными и поперечными стержнями диаметрами от 3 до 12 мм включительно с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.2.4 Сварные арматурные сетки следует изготавливать из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки могут выполняться с квадратными или прямоугольными ячейками.
В одном направлении сетки должны иметь стержни одинакового диаметра.
4.2.5 Сетки следует изготавливать со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.3 Арматурные каркасы. Типы
4.3.1 Каркасы следует изготавливать плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости.
Пространственные каркасы следует изготавливать с поперечными стержнями, расположенными в разных плоскостях.
4.3.2 Сварные арматурные каркасы следует изготавливать из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов одного направления могут быть как одного диаметра, так и разных диаметров.
4.4 Закладные сварные изделия. Типы
Закладные сварные изделия подразделяют на два типа: открытые и закрытые.
В зависимости от расположения анкерных стержней относительно плоского элемента различают закладные изделия с перпендикулярным, наклонным, параллельным или смешанным расположениями анкерных стержней.
Типы закладных изделий и взаимное расположение их элементов приведены в приложении А.
4.5 Форма и размеры сварных арматурных сеток и каркасов, отдельных стержней арматуры со сварными стыковыми соединениями по длине стержня, закладных изделий, а также тип сварного соединения и способ сварки должны соответствовать требованиям, установленным стандартами, техническими условиями или проектной документацией на конкретные железобетонные конструкции или арматурные и закладные изделия.
4.5.1 Сварные плоские и рулонные арматурные сетки, изготавливаемые предприятиями на многоэлектродных сварочных машинах, должны соответствовать требованиям ГОСТ 23279.
4.5.2 Сварные рулонные сетки, изготавливаемые из арматурной проволоки диаметром 3-5 мм класса Bp-I (Вр500) ГОСТ 6727 должны соответствовать ГОСТ 23279.
4.5.3 Сварные рулонные и плоские сетки допускается изготовливать из арматуры классов А500, А500С и В500С диаметром от 4 до 12 мм, свойства и параметры которой должны удовлетворять требованиям ГОСТ 34028 и ГОСТ Р 52544.
4.6 Конструкции сварных соединений, выполняемых в заводских условиях и при монтаже сборных и возведении монолитных железобетонных конструкций, должны соответствовать требованиям ГОСТ 14098.
4.7 Крестообразные соединения с нормируемой прочностью типов К1 и К3 по ГОСТ 14098 должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений и подлежат выполнению в соответствии с 5.14 и 5.16.
Крестообразные соединения с нормируемой прочностью должны быть указаны в рабочих чертежах арматурных изделий.
4.8 Сварные крестообразные соединения с ненормируемой прочностью для обеспечения взаимного расположения стержней арматурных изделий в процессе их транспортирования, изготовления и бетонирования конструкций (при отсутствии указаний о нормируемой прочности этих соединений в рабочих чертежах изделий) должны выдерживать напряжение на срез не менее , независимо от диаметра арматуры.
4.9 Условные обозначения арматурных и закладных изделий, а также сварных соединений принимают в соответствии со стандартами, техническими условиями или проектной документацией на железобетонные конструкции или арматурные и закладные изделия конкретных типов и видов.
5 Технические требования
5.1 Сварные соединения арматуры и закладных изделий следует изготавливать в соответствии с требованиями настоящего стандарта по нормативным документам на железобетонные конструкции, арматурные и закладные изделия в соответствии с технологической документацией.
5.2 Для изготовления арматурных и закладных изделий следует применять арматуру и металлопрокат по ГОСТ 34028, ГОСТ 6727, ГОСТ 380 и ГОСТ 535 из углеродистой стали обыкновенного качества или низколегированной стали, классы и марки которых должны соответствовать требованиям стандартов, технических условий, проектной документации на конструкции или изделия конкретных типов и видов.
5.3 Действительные отклонения линейных размеров сварных арматурных и закладных изделий не должны превышать отклонений, указанных в проектной документации. При отсутствии таких указаний в проектной документации действительные отклонения линейных размеров не должны превышать предельных значений, установленных в таблице 1, в зависимости от класса точности железобетонных конструкций в соответствии с требованиями ГОСТ 21779.
Для изделий, поставляемых за пределы предприятия-изготовителя, класс точности железобетонной конструкции, для которой предназначены заказываемые изделия, необходимо указывать в заказе на их изготовление. В случае если класс точности конструкции в заказе не оговорен, арматурные и закладные изделия изготавливают по классу точности 8 по ГОСТ 21779.
5.4 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий не должно превышать 3 мм.
Угол между поверхностью плоского элемента и анкерным стержнем закладной детали должен быть в пределах требований, установленных ГОСТ 14098.
5.5 После огневой резки кромки плоских элементов закладных изделий должны быть очищены от грата и шлака.
5.6 На элементах арматурных и закладных изделий, а также сварных соединениях не должно быть отслаивающейся ржавчины и окалины, следов масла и других загрязнений.
5.7 Отклонения установленных ГОСТ 14098 или другими нормативными документами размеров конструктивных элементов сварных соединений и их взаимного расположения не должны превышать предельные значения, приведенные в таблице 2.
Таблица 1 - Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях
Линейный размер изделия и его номинальное значение | Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях | ||||||||||||||
сборных при их классе точности | моно- | ||||||||||||||
5 | 6 | 7 | 8 | ||||||||||||
1 Длина отдельных стержней ненапрягаемой арматуры, расстояние между крайними стержнями по длине, ширине или высоте изделия при их значениях: | |||||||||||||||
до | 60 | вкпюч. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | |||||||||
св. | 60 | " | 120 | " | ±1,5 | ±2,0 | ±3,0 | ±5,0 | |||||||
" | 120 | " | 250 | " | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||
" | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
" | 500 | " | 1000 | " | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||
" | 1000 | " | 1600 | " | ±3,0 | ±5,0 | +6,0 | +10 | |||||||
" | 1600 | " | 2500 | " | ±4,0 | ±6,0 | +8,0 | +12 | |||||||
" | 2500 | " | 4000 | " | ±5,0 | ±8,0 | +10 | +15 | +15 | ||||||
" | 4000 | " | 8000 | " | ±6,0 | ±10 | +12 | +20 | +20 | ||||||
" | 8000 | " | 16000 | " | ±8,0 | ±12 | +15 | +25 | +30 | ||||||
" | 16000 | ±10 | ±15 | +20 | +35 | +45 | |||||||||
2 Длина выпуска стержня в арматурных изделиях при длине выпуска: | |||||||||||||||
до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | |||||||||
св. | 60 | " | 120 | " | ±1,5 | ±2,0 | ±3,0 | ±5,0 | |||||||
" | 120 | " | 250 | " | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||
" | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
" | 500 | " | 1000 | " | ±2,5 | ±4,0 | ±6,0 | ±10 | ±12 | ||||||
" | 1000 | ±3,0 | ±5,0 | ±8,0 | ±12 | ±18 | |||||||||
3 Расстояние между двумя соседними продольными стержнями (кроме крайних) в арматурных каркасах при его значениях: | Независимо от класса точности конструкции | ||||||||||||||
до | 60 | включ. | ±4 | ±6 | |||||||||||
св. | 60 | " | 120 | " | ±5 | ±8 | |||||||||
" | 120 | " | 250 | " | ±6 | ±10 | |||||||||
" | 250 | " | 500 | " | ±8 | ±12 | |||||||||
" | 500 | " | 1000 | " | ±10 | ±15 | |||||||||
" | 1000 | ±12 | ±20 | ||||||||||||
4 Длина и ширина плоского элемента закладного изделия: | |||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||||
св. | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
" | 500 | 250 | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||||
5 То же при равенстве размеров плоского элемента закладного изделия и поперечного сечения железобетонной конструкции: | |||||||||||||||
до | 250 | включ. | -2,0 | -3,0 | -5,0 | ||||||||||
св. | 250 | " | 500 | " | -2,5 | -4,0 | -6,0 | ||||||||
" | 500 | -3,0 | -5,0 | -8,0 | |||||||||||
6 Расстояние от края плоского элемента закладного изделия до ближайшей точки поверхности анкерного стержня: | |||||||||||||||
до | 60 | включ. | +1,5 | +2,5 | +4,0 | +6,0 | |||||||||
св. | 60 | " | 120 | " | +2,0 | +3,0 | +5,0 | +8,0 | |||||||
" | 120 | " | 250 | " | +2,5 | +4,0 | +6,0 | +10 | |||||||
" | 250 | +3,0 | +5,0 | +8,0 | +12 | ||||||||||
7* Расстояние между наружными элементами закладного изделия до ближайшей точки поверхности анкерного стержня: | |||||||||||||||
до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||||
Св. | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
" | 500 | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||||
8 Длина анкерных стержней закладных изделий открытого типа при ее значении: | |||||||||||||||
до | 250 | включ. | ±10 | ||||||||||||
Св. | 250 | " | 500 | " | ±12 | ||||||||||
" | 500 | ±15 | |||||||||||||
Примечания | |||||||||||||||
________________
* Письмом Росстандарта от 16.06.2020 г. N 1698-ОГ/03 разъясняется, что "в пункте 7 таблицы 1 ГОСТ Р 57997-2017 присутствует опечатка, пункт 7 должен называться "Расстояние между наружными поверхностями плоских элементов закладных изделий закрытого типа". - .
Таблица 2 - Отклонения размеров конструктивных элементов сварных соединений и их взаимного расположения
Вид отклонения геометрического параметра | Предельное отклонение |
1 Смещение друг от друга осей стыкуемых стержней в стыковых соединениях, выполненных контактной сваркой, при номинальном диаметре стержней, мм: | |
10-18 |
|
20-28 |
|
32-50 |
|
2 Смещение друг от друга осей стыкуемых стержней в стыковых соединениях, выполненных ванной сваркой в инвентарных формах, ванно-шовной и дуговой на стальной скобе-накладке, а также дуговой сваркой многослойными швами при номинальном диаметре стержней, мм: | |
20-28 |
|
32-50 |
|
3 Смещение друг от друга осей стыкуемых стержней в стыковых соединениях, выполненных дуговой сваркой швами с накладками |
|
4 Смещение накладок из стержней из плоскости стыка при номинальном диаметре стержней, мм: | |
10-40 |
|
5 Продольное смещение накладки из стержня и стальной скобы-накладки относительно центра сварного стыка (за исключением стыков со смещенными накладками) при длине накладки: | |
| |
| |
| |
| |
| |
6 Отклонение длины накладки из стержня и стальной скобы-накладки |
|
7 Отклонение длины нахлестки при ее размере: | |
|
|
|
|
|
|
8 Отклонение ширины валиковых швов при номинальном диаметре свариваемых стержней, мм: | |
10-16 |
|
| |
18-80 |
|
Примечания |
5.8 Перелом осей стержней арматуры в стыковых соединениях (для соединений типов С5-С19 в плоскости, параллельной стенкам инвентарных форм или стальных скоб-наладок, и для соединений типа С21 по ГОСТ 14098 в плоскости, перпендикулярной к плоскости, проходящей через продольные оси накладок из стержней) должен быть не более 12 мм на базе 250 мм.
5.9 Стыковые и крестообразные соединения, выполненные контактной сваркой, должны быть окружены гратом. Смятие стержней электродами на глубину более 0,1 номинального диаметра стержня, подплавление и поджоги ребер периодического профиля стержней не допускаются.
5.10 Кольцевой венчик наплавленного металла при дуговой сварке под флюсом тавровых соединений анкерных стержней закладных изделий должен быть без разрывов. Допускается несимметричное расположение венчика относительно анкерного стержня при условии, что расстояние от края венчика до ближайшей точки на поверхности стержня, а также высота венчика составляют:
- не менее при автоматическом цикле сварки для соединений типа Т1-Мф по ГОСТ 14098;
- не менее при ручном цикле сварки для соединений типа Т2-Рз по ГОСТ 14098.
5.11 Соединения, выполненные дуговой, ванной и ванно-шовной сваркой, должны быть очищены от шлака и брызг металла.
5.12 Наплавленный металл в соединениях и основной металл в околошовных зонах не должен иметь трещин. Переход от наплавленного металла к основному должен осуществляться без подрезов основного металла. Все кратеры должны быть заварены.
Перерывы наплавленного металла и шлаковые включения в нем, прожоги плоских элементов закладных изделий, свищи, поверхностные поджоги основного металла и непровары не допускаются.
5.13 Размеры и число наружных допустимых дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой, представлены в таблице 3.
Таблица 3 - Размеры и число наружных дефектов в сварных соединениях, выполненных дуговой, ванной и ванно-шовной сваркой
Наименование дефекта | Допускаемые дефекты при диаметре свариваемых стержней, мм | |
10-28 | 32-50 | |
1 Число отдельных пор диаметром до 2 мм в соединениях, выполненных: | ||
- дуговой сваркой протяженными швами, на длине шва 100 мм; | 2 | 4 |
- при сварке другими способами | 4 | 5 |
2 Цепочки пор диаметром до 2 мм и длиной до 50 мм в соединениях, выполненных: | ||
- дуговой сваркой протяженными швами; | Не допускаются | 2 |
- при сварке другими способами | 1 | |
3 Глубина усадочных раковин наплавленного металла при выполнении стыковых соединений ванной, ванно-шовной, дуговой сваркой, мм | 2 | 3 |
5.14 Образцы сварных соединений при механических испытаниях на растяжение и срез до разрушения должны иметь минимальное временное сопротивление не менее указанного в таблице 4.
Таблица 4 - Минимальное временное сопротивление сварных соединений
Класс арматуры | Временное сопротивление сварных соединений |
А240, А240С | 320 |
А400, А400С* | 530 |
А500, А500С, В500С* | 550 |
А600, А600С, Ап600С | 700 |
А800С | 900 |
А1000С | 1100 |
* Временное сопротивление тавровых соединений с рабочими стержнями из арматуры классов А400, А400С, А500С и В500С должно быть не менее 500 Н/мм | |
5.15 Стыковые соединения стержней из термомеханически упрочненной арматурной стали класса А800С, выполненные контактной сваркой, при механических испытаниях на растяжение должны разрушаться вне зоны сплавления. При этом уменьшение исходного диаметра стержней в месте разрыва должно быть не менее 20%.
5.16 Крестообразные сварные соединения с нормируемой прочностью проволоки класса Bp-I (Вр500) со стержневой арматурой или с такой же проволокой при испытании на срез должны выдерживать без разрушения нагрузку , кН (кгс), не менее:
- 3,5 (355) - при номинальном диаметре проволоки 3 мм;
- 6,2 (630) - при номинальном диаметре проволоки 4 мм;
- 9,7 (985) - при номинальном диаметре проволоки 5 мм.
5.17 В тавровых соединениях, выполненных дуговой механизированной сваркой под флюсом, когда анкерные стержни расположены под углом к плоскости или торцу плоского элемента закладного изделия, а также в сварных соединениях других типов при арматуре диаметром 36 мм и более, предел прочности , указанный в таблице 4, допускается принимать на 5% меньше.
5.18 Контактная точечная сварка крестообразных соединений с ненормируемой и нормируемой прочностью не должна вызывать разупрочнение проволоки класса Bp-I (Вр500), применяемой в качестве рабочей арматуры железобетонных конструкций.
Проволока класса Bp-I (Вр500), имеющая по длине крестообразное соединение, при испытании на растяжение должна выдерживать нагрузку не менее
, указанной в 5.16.
5.19 Стержни рабочей арматуры классов А400, А500, В500С, А600 и А800С, имеющие по длине крестообразные соединения, не должны разупрочняться и при испытании на растяжение иметь предел прочности, равный или превышающий нормативное значение временного сопротивления разрыву арматуры соответствующего класса по ГОСТ 34028 и ГОСТ Р 52544.
5.20 Крестообразные сварные соединения с ненормируемой прочностью при испытании на срез должны иметь предел прочности не менее , где
- временное сопротивление разрыву арматуры соединения, принимаемое в соответствии с требованиями ГОСТ 34028 и действующими нормативными документами.
5.21 Каждый пакет сварных плоских арматурных сеток и каркасов, каждая пачка отдельных стержней арматуры со сварными стыковыми соединениями, а также контейнер (ящик) со сварными закладными изделиями должны иметь ярлык, на котором указывают:
- марку или условное обозначение арматурных или закладных изделий;
- число арматурных изделий в пакете (пачке) или закладных изделий в контейнере (ящике);
- номер партии и дату изготовления изделий;
- отметку ОТК о приемке партии изделий.
5.22 К каждому рулону сварных арматурных сеток и штабелю пространственных арматурных каркасов должен быть прикреплен ярлык с указанием:
- условного обозначения сетки или марки пространственного каркаса;
- номера партии и даты изготовления изделий;
- массы рулона, т (для рулонных арматурных сеток);
- отметки ОТК о приемке партии изделий.
5.23 Для арматурных и закладных изделий, поставляемых за пределы предприятия-изготовителя, в ярлыке дополнительно необходимо указывать наименование или товарный знак предприятия-изготовителя.
5.24 Взамен сварных стыковых соединений стержневой арматуры допускается применение стыковых механических соединений, а также вязаных нахлесточных соединений в соответствии с действующими нормативными документами.
6 Приемка
6.1 Арматурные и закладные изделия, сварные соединения арматуры, выполненные при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, должны быть приняты до бетонирования конструкций службой контроля предприятия-изготовителя или строительно-монтажной организации по результатам визуального осмотра, измерений, механических испытаний или ультразвукового контроля в соответствии с требованиями настоящего стандарта и действующих нормативных документов.
6.2 Приемку арматурных изделий монолитных конструкций начинают с осмотра целостности, наличия и проверки геометрических параметров сварных соединений арматуры, чистоты поверхности арматуры, обеспечения величины защитного слоя бетона на основании и боковых поверхностях конструкции, длины перепуска нахлесточных соединений стержней и количества их в одном сечении изделия.
Масляные пятна на арматуре не допускаются. Загрязнения на арматуре и закладных изделиях следует удалять механически при помощи ветоши с последующей продувкой сжатым воздухом.
6.3 Тонкий слой слабопачкающей ржавчины не является причиной для браковки арматурного изделия. Во время бетонирования конструкции эта ржавчина легко растворяется в щелочной среде бетонной смеси.
Сильно пачкающая и отслаивающаяся ржавчина до приемки арматурного изделия должна быть очищена с арматуры металлическими щетками и протерта ветошью или промыта сильной струей воды и продута сжатым воздухом.
6.4 При отрицательной температуре наружного воздуха на арматурном изделии не допускаются залежи снега и обледенение арматуры.
6.5 При приемке арматурного изделия проверяют класс арматуры, диаметры стержней и их число в соответствии с проектом. Проверяют наличие согласования с проектной организацией всех имеющихся отступлений от проекта по армированию конструкции.
6.6 Все недоделки по армированию конструкции, обеспечению толщины защитного слоя бетона, а также очистке основания блока и арматуры от мусора и загрязнений должны быть выполнены до приемки арматурного каркаса к бетонированию конструкции.
6.7 Готовые сварные арматурные и закладные изделия и сварные соединения арматуры следует принимать партиями.
6.8 Партия готовых сварных арматурных и закладных изделий должна состоять из изделий одного типоразмера (одной марки), изготовленных по единой технологии одним сварщиком.
6.9 При изготовлении и применении сварных арматурных и закладных изделий производственными участками одного предприятия в одну партию допускается включать следующие изделия, выполненные одним сварщиком:
а) при крестообразных соединениях с ненормируемой прочностью (см. 4.8), выполненных контактной точечной сваркой:
- сетки или каркасы независимо от классов и диаметров входящих в них стержней при рабочей арматуре периодического профиля,
- плоские каркасы из проволоки класса Bp-I (Вр500) с продольными стержнями одинакового диаметра,
- плоские или рулонные сетки из проволоки класса Bp-I (Вр500), рабочая арматура которых не отличается по диаметру;
б) при крестообразных соединениях с ненормируемой прочностью, выполненных дуговой сваркой прихватками, сетки или плоские каркасы со стержнями рабочей арматуры из арматурной стали одного класса и диаметра;
в) при крестообразных соединениях с нормируемой прочностью:
- плоские или пространственные каркасы с поперечными стержнями (хомутами) из арматурной стали одного класса, диаметры которых могут отличаться, но не более чем на один номер профиля арматуры,
- сетки из арматуры класса А240, в которых более тонкие стержни имеют одинаковый диаметр;
г) отдельные стержни арматуры из арматурной стали одного класса с соединениями, выполненными контактной стыковой сваркой, отличающиеся друг от друга по диаметру, но не более чем на один номер профиля арматуры;
д) закладные изделия с однотипными тавровыми соединениями анкерных стержней, выполненными дуговой сваркой в отверстие;
е) закладные изделия с однотипными сварными соединениями анкерных стержней из арматуры одного класса, диаметр которых может отличаться, но не более чем на один номер профиля арматуры.
6.10 Партия сварных стыковых соединений стержней арматуры сборных железобетонных и монолитных конструкций должна состоять из однотипных по конструкции соединений арматуры одного класса и диаметра, выполненных одним сварщиком по единой технологии.
Допускается включать в одну партию сварные соединения, выполненные несколькими сварщиками, при наличии исполнительной схемы сварки или их личного клейма на соединениях, а также соединения стержней, отличающихся по диаметру, но не более чем на один номер профиля арматуры.
6.11 Соединения, выполненные дуговой сваркой протяженными швами, включают в одну партию независимо от класса и диаметра свариваемой арматуры.
6.12 Объем партии, сформированной в соответствии с 6.8 и 6.9, не должен превышать числа изделий, изготовленных в течение одной смены. При изготовлении продукции на автоматических линиях или с применением оборудования, обеспечивающего автоматизацию цикла сварки, объем партии допускается увеличивать до числа изделий, изготовленных в течение двух смен работы.
6.13 Объем партии сварных стыковых соединений, сформированной по 6.10 и 6.11, не должен превышать 200 соединений. В случае приемки подряд пяти таких партий с первого предъявления объем партии может быть увеличен, но не более чем до 400 соединений. Первое забракование партии увеличенного объема влечет за собой возврат к формированию и приемке партий объемом до 200 соединений.
6.14 Соответствие арматурных и закладных изделий, а также сварных соединений требованиям настоящего стандарта устанавливают по результатам выборочного контроля, который должен проводиться:
а) при изготовлении товарных арматурных и закладных изделий - до передачи их на склад готовой продукции;
б) при изготовлении и применении сварных арматурных и закладных изделий производственными участками одного предприятия - до установки изделий в опалубку (форму);
в) при выполнении сварных соединений на строительных площадках - до бетонирования монолитных конструкций или выпусков арматуры в стыках сборных железобетонных элементов.
6.15 Выборку следует проводить методом случайного отбора (без преднамеренного отбора изделий и сварных соединений по какому-либо определенному признаку).
6.16 Соответствие арматурных и закладных изделий и сварных соединений требованиям 5.3 и 5.13 должно проверяться визуальным осмотром и измерением готовых изделий и сварных соединений, отобранных из контролируемой партии.
6.17 Число изделий, отбираемых из партии для визуального осмотра и измерений, должно быть не менее 3 шт.
6.18 Число сварных стыковых соединений выпусков арматуры сборных и арматуры монолитных железобетонных конструкций, отбираемых из партии для визуального осмотра и измерений, должно составлять не менее 10% их общего числа в партии.
6.19 В каждом отобранном арматурном изделии следует проверять:
а) класс, диаметры и марку арматурной стали по данным документа о качестве, а при его отсутствии - по результатам лабораторных механических испытаний арматурной стали и химического анализа;
б) длину отдельных стержней, расстояние между крайними стержнями по ширине, длине или высоте изделия, длину выпусков стержней в изделии (пункты 1 и 2 таблицы 1), а также расстояние между двумя соседними продольными стержнями в арматурных каркасах (пункт 3 таблицы 1);
в) по 6.21 все сварные соединения, выполненные дуговой, а также контактной стыковой сваркой, и не менее пяти соединений, выполненных контактной точечной сваркой.
6.20 В каждом отобранном закладном изделии необходимо проверить:
а) марку стали плоских элементов, класс и диаметр анкерных стержней по данным документа о качестве, а при его отсутствии - по результатам лабораторных механических испытаний арматурной стали и химического анализа;
б) отклонение от плоскостности лицевых поверхностей изделия;
в) линейные размеры плоских элементов, размещение и длину анкерных стержней;
г) расстояние между наружными плоскостями в изделиях закрытого типа;
д) состояние кромок плоских элементов и размер углов между плоскими элементами и анкерными стержнями;
е) все сварные соединения по 6.21.
6.21 Сварные соединения при проверке подвергаются визуально-измерительному контролю в соответствии с 7.1, 7.6-7.9 и с определением:
- размеров сварных швов и конструктивных элементов;
- наличия грата в соединениях, выполненных контактной сваркой;
- относительной осадки в крестообразных соединениях;
- дефектов, перечисленных в таблицах 2 и 3.
6.22 Если в результате визуального осмотра и измерений арматурных и закладных изделий, а также сварных соединений их элементов хотя бы одно изделие или одно соединение не будет соответствовать требованиям настоящего стандарта, то проводят повторную проверку удвоенного числа изделий.
Если при повторной проверке хотя бы одно изделие или сварное соединение его элементов не будет соответствовать требованиям настоящего стандарта, то все изделия этой партии подлежат поштучной приемке и исправлению.
6.23 Соединения с дефектами должны быть исправлены или усилены по согласованию с проектной организацией.
6.24 Результаты визуального осмотра и измерений изделий (визуально-измерительного контроля) должны быть оформлены актом.
6.25 Соответствие сварных соединений элементов арматурных и закладных изделий требованиям 5.14-5.20 должно проверяться механическими испытаниями контрольных образцов 7.10-7.17, отбираемых от партии изделий, принятых по результатам визуального осмотра и измерений.
При отсутствии требований в проектной документации сварные крестообразные соединения с ненормируемой прочностью допускается не испытывать на срез, данные испытания следует проводить по требованию потребителя при их приемке.
Нахлесточные соединения стержней арматуры друг с другом и с плоскими элементами проката допускается принимать только по результатам визуального осмотра и измерений, без проведения механических испытаний образцов.
При наличии требований в проектной документации тавровые сварные соединения арматуры, применяемые в конструкциях уникальных зданий и сооружений, следует подвергать испытаниям на изгиб в соответствии с требованиями 7.18.
6.26 Контрольные образцы для механических испытаний сварных соединений и стержней арматуры с крестообразными соединениями по длине по 6.25 отбирают в количестве 3 шт. в соответствии с 6.14.
6.27 Контрольные образцы крестообразных соединений и стержней рабочей арматуры рулонных сеток и арматурных изделий с крестообразными соединениями по длине, контрольные образцы тавровых и нахлесточных соединений элементов закладных изделий следует отбирать путем вырезки из готовых изделий. Допускаются вырезка образцов из одного готового изделия, а также использование образцов-свидетелей, выполненных теми же сварщиками в идентичных условиях при тех же режимах сварки и из таких же материалов.
6.28 Контрольные образцы крестообразных соединений и стержней рабочей арматуры с крестообразными соединениями по длине, используемые в плоских сетках, плоских и пространственных каркасах, должны изготавливаться в произвольный момент времени совместно с деловыми соединениями при тех же режимах сварки и из таких же материалов.
6.29 В арматурных изделиях, изготовленных с помощью многоэлектродных сварочных машин, должен обеспечиваться контроль качества сварки каждым электродом.
6.30 Сварные стыковые соединения, выполненные ванной под флюсом и дуговой сваркой в инвентарных формах, дуговой и ванно-шовной сваркой на стальной скобе-накладке и без нее, следует контролировать по ГОСТ 23858.
По согласованию с проектной организацией допускается вырезка контрольных образцов указанных сварных соединений для механических испытаний.
6.31 При механических испытаниях независимо от характера и места разрушения образцов временное сопротивление вычисляют делением значения разрушающей нагрузки на значение номинальной площади поперечного сечения арматурного стержня, к которому прикладывалась эта нагрузка. Номинальную площадь поперечного сечения стержней следует принимать по ГОСТ 34028 и ГОСТ Р 52544.
В стыковых соединениях двух стержней арматуры разного диаметра или класса арматурной стали пределы прочности вычисляют для стержня с меньшей площадью поперечного сечения или для стержня низшего класса арматурной стали.
6.32 Если хотя бы один образец из трех не соответствует требованиям таблицы 4 и 5.15-5.20, партию бракуют, выпуск продукции прекращают, а технологию сварки доводят до требуемого качества.
6.33 Каждая партия товарных арматурных и закладных изделий, поставляемых за пределы предприятия-изготовителя, должна сопровождаться документом о качестве, в котором указывают:
- наименование и адрес предприятия-изготовителя;
- номер и дату выдачи документа;
- номер партии;
- наименование изделий с указанием их марок и числа в партии;
- дату изготовления.
Документ о качестве должен быть подписан работником, ответственным за приемочный контроль.
7 Методы контроля
7.1 Размеры арматурных и закладных изделий, сварных соединений проверяют рулетками по ГОСТ 7502, измерительными линейками по ГОСТ 427, штангенциркулями по ГОСТ 166, поверенными в соответствии с действующими нормативными документами. Погрешность измерений - до 1,0 мм. Допускается применять специальные линейки, рейки, шаблоны, скобы и другие измерительные приспособления, обеспечивающие измерение с указанной погрешностью.
7.2 Расстояние между парой стержней измеряют в свету. Номинальное расстояние между стержнями определяют как сумму расстояний между стержнями в свету и полусумму номинальных диаметров этих стержней. Расстояния между стержнями измеряют в трех точках: у концов стержней и в средней их части.
7.3 Отклонение от линейных размеров выпусков стержней в арматурных изделиях проверяют измерением наибольшего и наименьшего расстояний от торцов стержней - выпусков до ближайшей точки на поверхности стержня другого направления.
7.4 Отклонение от номинального расстояния между наружными поверхностями плоских элементов закладных изделий закрытого типа проверяют в четырех точках по углам плоских элементов.
7.5 Отклонение от плоскостности наружных лицевых поверхностей плоских элементов закладных изделий проверяют измерением наибольшего расстояния от точек реальной поверхности до прилегающей плоскости.
7.6 Отклонение от перпендикулярности анкерных стержней проверяют измерением наибольшего зазора между ребром поверочного угольника 90° по ГОСТ 3749, установленного на плоский элемент закладного изделия, и ближайшей точкой на поверхности стержня.
7.7 Смещение и отклонение осей, перелом осей стержней арматуры в стыковых соединениях, а также отклонения из плоскости накладок из стержней и стыкуемых стержней определяют с помощью металлической рейки и измерительной линейки. Рейка в случае измерения отклонений оси должна иметь вырез для обхода грата, утолщения наплавленного металла или стальной скобы-накладки в месте сварки.
7.8 Наружный осмотр наплавленного металла в сварных соединениях должен проводиться с помощью лупы с четырехкратным увеличением в соответствии с требованиями действующих нормативных документов.
7.9 Осадку стержней и их смятие электродами в крестообразных соединениях, выполненных контактной точечной сваркой, следует измерять штангенциркулем и вычислять с погрешностью до 0,1 мм.
7.10 Механические испытания контрольных образцов сварных соединений проводят с использованием лабораторных разрывных машин любых систем с максимальным разрывным усилием до 1000 кН.
Скорость нагружения образцов - по ГОСТ 12004.
7.11 Контрольные образцы стыковых соединений стержней испытывают на растяжение при расстоянии между захватами разрывной машины не менее 20 диаметров стержня, если диаметр стержней не превышает 25 мм, и не менее 10 диаметров - при стержнях большего диаметра.
7.12 Уменьшение исходного диаметра стержня в месте разрыва при испытании образцов стыковых соединений стержней из арматурной стали классов А800 и Ат800 измеряют штангенциркулем с погрешностью до 0,1 мм.
7.13 Результаты механических испытаний контрольных образцов оформляются протоколом (приложения Б-Г).
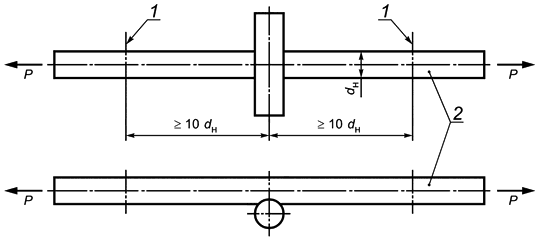
7.14 Размеры контрольных образцов крестообразных соединений, подлежащих механическим испытаниям на срез, представлены на рисунке 1 и в таблице 5.
Таблица 5 - Размеры контрольных образцов крестообразных соединений арматуры
В миллиметрах
3-10 | 15-50 |
|
|
12-25 | 25-40 |
|
|
28-40 | 40-60 |
|
|
Более 40 | 100-150 |
|
|
Примечание - | |||
7.15 Образцы крестообразных соединений испытывают на разрывных машинах по схемам, указанным на рисунке 2. По схеме, представленной на рисунке 2а, должно быть обеспечено прочное закрепление стержня диаметром , исключающее возможность его поворота вокруг своей оси. При испытании должна быть обеспечена также возможность свободного перемещения стержня диаметром
под действием усилия Р. Отгибание ненагруженного конца стержня диаметром
в сторону, противоположную сварному соединению, не допускается. Зажим, расположенный со стороны нагруженного усилием Р стержня, должен иметь вырез, обеспечивающий свободное перемещение стержня диаметром
под действием этого усилия. Зазор между боковыми стенками выреза и гратом в сварном соединении должен быть 2-3 мм.
|
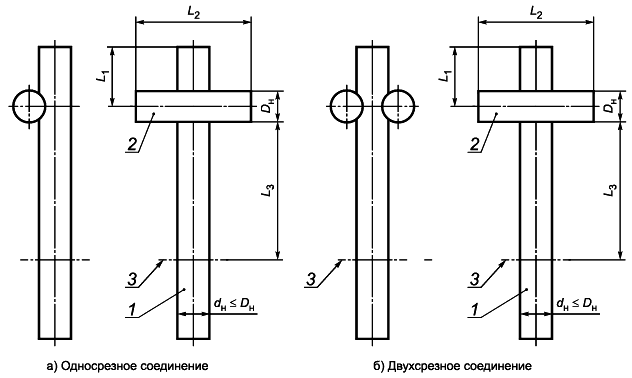
1, 2 - стержни арматуры; 3 - граница закрепления в захвате разрывной машины
Рисунок 1 - Форма и размеры образцов для испытания крестообразных соединений на срез
|
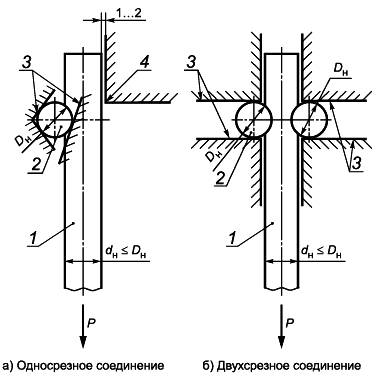
1, 2 - стержни арматуры; 3 - сжимы; 4 - упор, препятствующий отгибу конца стержня 1; Р - испытательная нагрузка
Рисунок 2 - Схемы испытаний крестообразных соединений на срез
7.16 Образцы сварных тавровых соединений арматурных стержней с плоскими элементами закладных изделий следует испытывать на отрыв стержня от плоского элемента по схеме, приведенной на рисунке 3, при расстоянии между сварным соединением и захватом разрывной машины не менее . Радиус вкладыша должен быть 150-200 мм, радиус отверстия во вкладыше - не более диаметра стержня.
Испытания тавровых соединений с наклонными стержнями следует выполнять в соответствии с отдельно разработанным регламентом.
7.17 Образцы нахлесточных соединений арматурных стержней с плоскими элементами закладных изделий испытывают на срез по схеме, приведенной на рисунке 4.
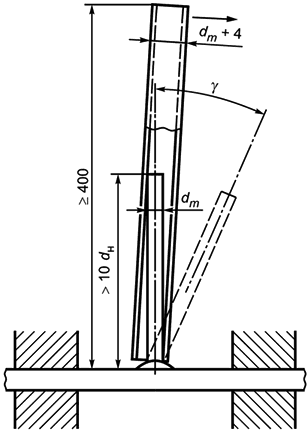
7.18 Образцы крестообразных соединений для проверки значения разупрочнения основного металла рабочей арматуры сваркой должны иметь форму и размеры, указанные на рисунке 5.
При недостаточной длине стержня рабочей арматуры допускается испытывать образцы с двумя и более поперечными стержнями.
|
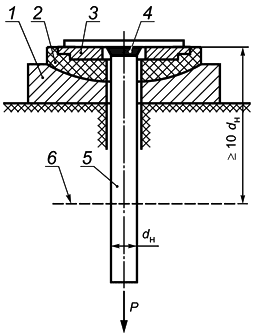
Р - испытательная нагрузка; 1 - сферическая опора; 2 - сферический вкладыш; 3 - сменное опорное кольцо; 4 - плоский элемент закладного изделия; 5 - анкерный стержень; 6 - граница закрепления в захвате разрывной машины; - номинальный диаметр анкерного стержня
Рисунок 3 - Схема испытания тавровых соединений анкерных стержней закладных изделий на отрыв
|
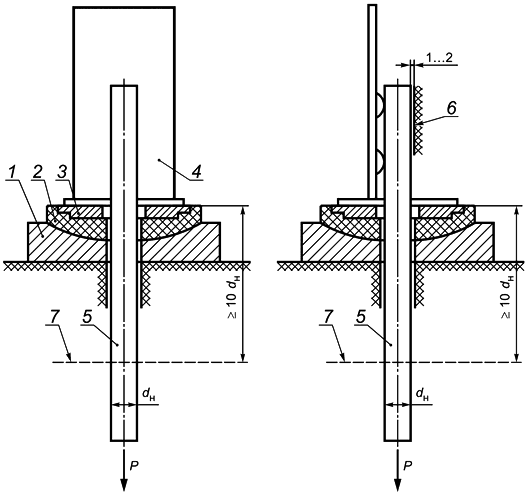
Р - испытательная нагрузка; 1 - сферическая опора; 2 - сферический вкладыш; 3 - сменное опорное кольцо; 4 - плоский элемент закладного изделия; 5 - анкерный стержень; 6 - упор, препятствующий изгибу образца; 7 - граница закрепления в захватах разрывной машины; - номинальный диаметр анкерного стержня
Рисунок 4 - Схема испытания нахлесточных соединений анкерных стержней закладных изделий на срез
|
Р - испытательная нагрузка; 1 - граница закрепления в захватах разрывной машины; 2 - стержень рабочей арматуры; - номинальный диаметр рабочей арматуры
Рисунок 5 - Схема и размеры образцов для испытания рабочей арматуры на разупрочнение сваркой
7.19 Испытания на изгиб образцов тавровых соединений стержней с пластинами проводят по ГОСТ 14019 вручную с помощью трубы, надеваемой на приваренный отрезок арматурного стержня в соответствии со схемой, приведенной на рисунке 6.
Результаты испытаний на изгиб тавровых соединений считают удовлетворительными, если после изгиба до угла 90° с последующим разгибом на угол не менее 20° образец не разрушился и не возникли видимые трещины.
7.20 Крестообразные соединения проверяют на плотность прилегания стержней и отсутствие зазоров в соединении.
|
- номинальный диаметр рабочей арматуры;
- максимальный размер поперечного сечения испытуемого арматурного проката
Рисунок 6 - Схема испытаний на изгиб тавровых сварных соединений
8 Транспортирование и хранение
8.1 Арматурные и закладные изделия следует хранить и транспортировать с соблюдением мер, исключающих появление остаточных деформаций в стержнях и механические повреждения изделий.
8.2 Плоские сварные арматурные сетки и каркасы следует транспортировать в горизонтальном положении, связанными в пакеты.
Пакет должен состоять из изделий одной марки.
Массу пакета устанавливает предприятие-изготовитель.
8.3 Закладные изделия транспортируют в контейнерах (ящиках), рассортированными по маркам. В каждом контейнере (ящике) должны находиться закладные изделия одной марки.
8.4 Арматурные и закладные изделия в пределах одного предприятия транспортируют имеющимися в наличии средствами.
8.5 Арматурные и закладные изделия, поставляемые за пределы предприятия-изготовителя, транспортируют автомобильным или железнодорожным транспортом в соответствии с правилами перевозок грузов, действующими на транспорте конкретного вида, а также нормативными документами на погрузку и крепление грузов.
Транспортирование арматурных изделий по железной дороге проводится повагонными или мелкими отправками в открытых или закрытых вагонах.
Загрузку и выгрузку вагонов проводят механизированным способом: открытых вагонов - кранами, крытых вагонов - автопогрузчиками.
При мелких отправках в крытых вагонах партиями не более 10 т для предохранения транспортных средств и грузов от механических повреждений рулоны арматурных сеток и их торцы должны быть обернуты бумагой по ГОСТ 8828 или упаковочной тканью и другими упаковочными материалами, не ухудшающими качество упаковки.
8.6 Транспортная маркировка должна содержать основные, дополнительные и информационные надписи по ГОСТ 14192.
8.7 Способы проведения погрузочно-разгрузочных работ должны соответствовать предусмотренным правилами техники безопасности.
8.8 Арматурные и закладные изделия должны храниться в крытых помещениях.
Пакеты плоских арматурных сеток и каркасов следует хранить раздельно по маркам в штабелях высотой не более 2 м. Рулоны сеток должны складироваться не более чем в три яруса.
При складировании между штабелями изделий должен быть обеспечен свободный проход шириной не менее 0,8 м.
Приложение А
(справочное)
Взаимное расположение элементов закладных изделий
|
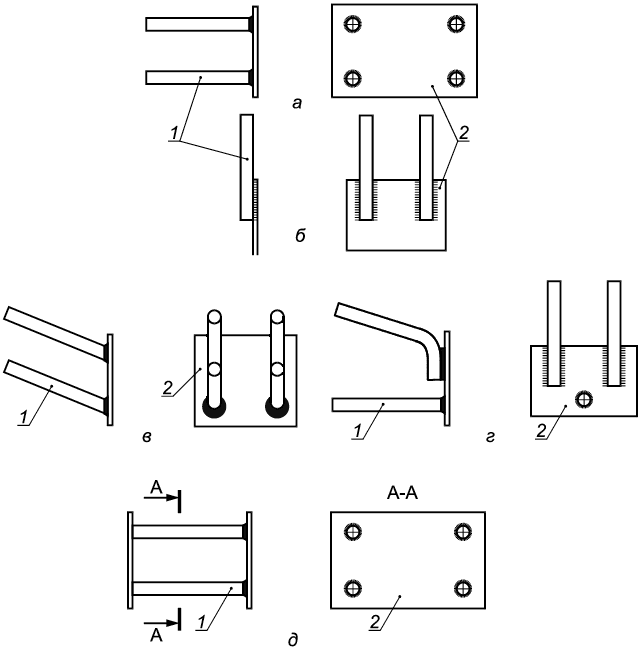
а, б, в, г - закладные изделия открытого типа (с перпендикулярным, параллельным, наклонным и смешанным расположением анкерных стержней соответственно); д - закладное изделие закрытого типа (с перпендикулярным расположением анкерных стержней); 1 - анкерные стержни; 2 - плоский элемент
Рисунок А.1 - Схемы взаимного расположения элементов закладных изделий
Приложение Б
(справочное)
Форма протокола механических испытаний на растяжение стыковых сварных соединений
Наименование | ПРОТОКОЛ N | ||||||||||||||||||||
контролирующего | механических испытаний сварных соединений | ||||||||||||||||||||
" | " | 20 | г. | ||||||||||||||||||
Данные о месте проведения сварочных работ | |||||||||||||||||||||
Ф.И.О. сварщика, квалификационный разряд | |||||||||||||||||||||
Тип соединения | |||||||||||||||||||||
Объем партии, число изделий | |||||||||||||||||||||
Номер выборки | |||||||||||||||||||||
Диаметр(ы) и класс арматурной стали | |||||||||||||||||||||
Марка сварочного материала | |||||||||||||||||||||
Площадь поперечного сечения стержня, мм | |||||||||||||||||||||
Результаты испытаний | Номер образца | Разрывное усилие P, Н (кгс) | Предел прочности | Место разрушения | Вид дефекта | ||||||||||||||||
1 | |||||||||||||||||||||
2 | |||||||||||||||||||||
3 | |||||||||||||||||||||
ЗАКЛЮЧЕНИЕ. Испытанные сварные соединения | требованиям ГОСТ Р 57997-2017. | ||||||||||||||||||||
Партия сварных соединений | |||||||||||||||||||||
Начальник контролирующего подразделения | |||||||||||||||||||||
(инициалы, фамилия) | |||||||||||||||||||||
Испытания проводил | |||||||||||||||||||||
(инициалы, фамилия) | |||||||||||||||||||||
Приложение В
(справочное)
Форма протокола механических испытаний крестообразных сварных соединений с нормируемой прочностью на срез
Наименование | ПРОТОКОЛ N | |||||||||||||||||
контролирующего | механических испытаний крестообразных сварных соединений с нормируемой прочностью на срез | |||||||||||||||||
" | " | 20 | г. | |||||||||||||||
Данные о месте проведения сварочных работ | ||||||||||||||||||
Ф.И.О. сварщика, квалификационный разряд | ||||||||||||||||||
Объем партии, число изделий | ||||||||||||||||||
Номер выборки | ||||||||||||||||||
Диаметр арматурной проволоки, к которой прикладывают контрольную нагрузку | ||||||||||||||||||
Результаты испытаний | Номер образца | Разрывное усилие P, Н (кгс) | Место разрушения | |||||||||||||||
1 | ||||||||||||||||||
2 | ||||||||||||||||||
3 | ||||||||||||||||||
ЗАКЛЮЧЕНИЕ. Испытанные крестообразные сварные соединения с нормируемой прочностью | ||||||||||||||||||
требованиям ГОСТ Р 57997-2017. | ||||||||||||||||||
Партия сварных соединений | ||||||||||||||||||
Начальник контролирующего подразделения | ||||||||||||||||||
(инициалы, фамилия) | ||||||||||||||||||
Испытания проводил | ||||||||||||||||||
(инициалы, фамилия) | ||||||||||||||||||
Приложение Г
(справочное)
Форма протокола механических испытаний крестообразных сварных соединений на разупрочнение сваркой арматурной стали
Наименование | ПРОТОКОЛ N | |||||||||||||||||||||
контролирующего | механических испытаний арматурной стали на разупрочнение сваркой | |||||||||||||||||||||
" | " | 20 | г. | |||||||||||||||||||
Данные о месте проведения сварочных работ | ||||||||||||||||||||||
Ф.И.О. сварщика, квалификационный разряд | ||||||||||||||||||||||
Объем партии, число изделий | ||||||||||||||||||||||
Номер выборки | ||||||||||||||||||||||
Диаметр(ы) и класс арматурной стали | ||||||||||||||||||||||
Марка сварочного материала | ||||||||||||||||||||||
Площадь поперечного сечения стержня, мм | ||||||||||||||||||||||
Результаты испытаний | Номер образца | Разрывное усилие P, Н (кгс) | Предел прочности | Место разрушения | ||||||||||||||||||
1 | ||||||||||||||||||||||
2 | ||||||||||||||||||||||
3 | ||||||||||||||||||||||
ЗАКЛЮЧЕНИЕ. Испытанные соединения | требованиям ГОСТ Р 57997-2017. | |||||||||||||||||||||
Партия сварных соединений по результатам испытаний на разупрочнение арматурной стали | ||||||||||||||||||||||
Начальник контролирующего подразделения | ||||||||||||||||||||||
(инициалы, фамилия) | ||||||||||||||||||||||
Испытания проводил | ||||||||||||||||||||||
(инициалы, фамилия) | ||||||||||||||||||||||
УДК 691.87-427.5:691.714:006.354 | ОКС 91.190 |
Ключевые слова: сварные соединения, арматурные стержни, арматурные изделия, закладные детали, размеры, отклонения | |
Электронный текст документа
и сверен по:
, 2018
{kind=link}