
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
АРМАТУРА САНИТАРНО-ТЕХНИЧЕСКАЯ ВОДОСЛИВНАЯ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 23289-78 (СТ СЭВ 233-75)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН Министерством промышленности строительных материалов СССР
ИСПОЛНИТЕЛИ
О. П. Ммхеее, каид. техн, наук (руководитель темы); Н. Н. Репин, камд. техн, наук; С. В. Ежлаков, камд. техн, наук, 8. И. Фельдман, канд. техн, наук; Л. В. Воронкова, В. П. Ладыженская
ВНЕСЕН Министерством промышленности строительных материалов СССР
Зам. министра Н. П. Кабанов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 4 октября 1978 г» № 191
УДК 421А43А : 494,1 4 = МАЛМ Группа Ж21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСТ
23289-78
АРМАТУРА САНИТАРНО-ТЕХНИЧЕСКАЯ ВОДОСЛИВНАЯ
(СТ СЭВ 233-75)
мен
1ST—45,
1807—44,
О&цме rwrwiFiTinifi условна
Waste water driza sanitary accessories.
General ternnkal requirements
ГОСТ 4244—48 N ГОСТ 13743—73
в части технических требований, методов испытаний, маркировки, упаковки, транспортирования и хранения
Постановлением Государи i вши ого комитета СССР по делам строительства от 4 октября 1978 г. Ms Т91 срок введения установлен
с 01Л 1979 г.
Несоблвсдаме стандарта преследуется по хамону
Настоящий стагдарт распространяется на выпуски, переливы а сифоны, предназначенные для отведения в канализационную сеть сточных вод из санитарно-технических приборов (ванн, душевых поддонов, умывальников, моек), устанавливаемых в жилых домах, общественных н производственных зданиях.
Настоящий стандарт соответствует СТ СЭВ 233—75 в части, указанной в спраээтэом приложении.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Водослигзуэо арматуру следует изготовлять в соответствии с требованиями аагтг-ящего стандарта, а также стандартов или технических. услоз«й га арматуру конкретных типов и размеров по рабочим чертежам, утвержденным в установленном порядке.
1-2- Водосливная арматура должна обеспечивать отведение сточных вод с рае&з&эд. л/с, не менее;
0,15 — выпуск е сэфояом для умывальников;
0,60 — выпуск, с сьфоном для моек;
0.80— выпуск с сифоном для ванн;
0.60 — выпуск г сифоном для глубоких душевых поддонов; 020 — выпуск с *г фоном для мелких душевых похдояоз;
офкцмаеьмм
Стр. 2 ГОСТ 23289—78
0,40 — перелив для ванн и глубоких душевых поддонов.
1.3. Высота водяного затвора в сифонах для умывальников и моек должна быть не менее 60 мм, в сифонах для ванн н душевых поддонов — не менее 55 мм.
1.4. Крышки переливов н выпуски должны иметь «встроенные решетки для предотвращения засорения сифоноз.
1.5. Свободное проходное сечение выпускного патрубка сифона должно быть больше свободного проходного сечения выпуска.
1.6. Конструкция сифонов должна обеспечивать возможность монтажа и демонтажа детален, предусмотренных для прочистка сифонов, преимущественно без применения инструмента.
1.7. Бутылочные сифоны должны обеспечивать возможность вертикального перемещения их отзодов относительно выпуска, а двухоборотные — новорота отвода для изменения расстояния между его осью и осью выпуска.
1.8. Отвод сифона для ванн и глубоких душевых поддонов должен обеспечнззть возможность поворота его под трубой перелива в горизонтальной плоскости.
1.9. Предельные отклонения свободных размеров металлических деталей арматуры не должны превышать установленных в ОСТ 1010 и ГОСТ 2589—54 для изделий 7-го класса точности, пластмассовых — в ГОСТ 11710—66.
1.10. Сифоны в собранном виде с выпусками и соединения выпусков и крышек переливов с санитарно-техническими приборами должны быть герметичными при давлении воды 0,01 МПа (ОД кгс/см2).
1.11. Пробка должна плотно закрывать отверстие выпуска.
1.12. Цепочка а капроновая нить для пробки должны выдерживать нагрузку 1ОДН {10 кгс).
1.13. Для изготовления пластмассовой аодослизной арматуры необходимо примезгть следующие материалы:
гранулированный полиэтилен низкого давления марок 203, 205 и 206 перззго ® гдлсшего сортов с добавками по рецептурам 04, 05, 07, 17ь 19 -ж 57, окрашенный в белый цзет по рецептуре 002 или цвет кости по рецептуре 305 по ГОСТ 16338—77;
гранулированные композиции полипропилена литьевых марок, окрашенные в белый цвет или цзет слоновой кости по техническим условиям — длл »ыт. усков. крышек переливов и сеток;
гранулироза'ггый тдлизтилен высокого давления марок 106 я 153 первого и высшего сортов с добавками по рецептурам 09, 10, 12 и 14, окраще? в белый цэет во рецептурам 001, 002 и 003 по ГОСТ 16337—77 — для пробок к выпускам;
трубы из низкого или высокого давления либо
полипропилена то ГОСТ 22689.3—77 — для труб переливов и отводов сифонов;
гост mar— тв стр. з
гранулированный полиэтилен низкого давления марок 203, 205 и 2(fc первого и высшего сортов с добавками по рецептурам 04, 05, 07, 17, 19 и 57, окрашенный в белый цвет по рецептуре 002 нля цвет слоновой кости по рецептуре 305, полиэтилен тех же марок с добавками по рецептурам 04, 05, 07, 11, 12, 17, 19 и 57, окрашенный в черный цвет по рецептуре 901 по ГОСТ 1633S—77; гранулированные композиции полипропилена литьевых марок, окрашенные в белый цвет, либо другие цвета светлых тонов, или в черный цвет — для корпусов сифонов, отстойников, гаек, колец и облицовочных шайб;
капроновая нить по ГОСТ 15897—7Q, капроновая леска по отраслевому стандарту или цепочка из полиэтилена по ГОСТ 16338—77 — для деталей крепления пробки выпуска.
Выпуски, крышки переливов, сетки и цепочки к пробкам выпусков высшей категории качества должны быть белого цвета.
Для укомплектовывания санитарно-технических приборов, покрытых цветными эмалями (глазурями), допускается по4 согласованию между потребителем и предприятием-изготовителем крышки переливов, выпуски и пробки к ним изготовлять из цветной пластмассы, соответствующей по цвету эмалевому (глазурному) покрытию санитарно-технического прибора.
1.14. Для изготовления металлической водосливной арматуры необходимо применять следующие материалы:
латунь марок ЛС 59—1Л, ЛС 59—1ЛД и ЛК 80—ЗЛ по ГОСТ 17711—72 — для выпусков, крышек переливов, накидных гаек и корпусов сифонов для умывальников и моек;
латунь марок Л 62 и Л 59—1 по ГОСТ 17711—72 или готовые керамические стаканы по ГОСТ 9387—73 — для отстойников сифонов для умывальников;
латунные трубы по ГОСТ 494 —76 — для вертикальных п горизонтальных компенсационных патрубков;
серый чугун марок СЧ 12—28 и СЧ 15—32 по ГОСТ 1412—70— для тройников, патрубков, накидных гаек, корпусов переливов и корпусов сифонов для ванн и душевых поддонов;
стальные трубы по ГОСТ 3262—75 — для труб переливов и патрубков для присоединения к сети канализации;
латунь марки ЛС 59—1Л по ГОСТ 17711—72 — для пробок к выпускам;
углеродистая сталь обыкновенного качества по ГОСТ 380—71 с защитным покрытием по ГОСТ 9.073—77 и полиэтилен по ГОСТ 16338—77 — для облицовочных шайб;
латунь марок ЛС 59—1 и Л 63 по ГОСТ 15527—70 — для деталей присоединения пробки (колец, цепочек).
1.15. Для изготовления прокладок и упорных шайб для пластмассовой водослизной арматуры и прокладок для металлической следует применять резиновые пластины по ГОСТ 7338—71
Стр. 4 ГОСТ 23289—78
1.16; В качестве уплотнительных колец для металлической арматуры необходимо применять резиновые уплотнительные кольца по ГОСТ 9833—73.
1.17. Пробки к выпускам, в том числе к выпускам высшей категории качества, допускается ^изготовлять из полипропилена или пластика АБС по техническим условиям с двумя (верхней и нижней) накладками с защитно-декоративным гальваническим покрытием верхней (видимой) накладки.
1.18. Детали пластмассовой водосливной арматуры, соединяемые методом сварки, следует изготовлять нз однородного материала.
1.19. Пластмассовая водосливная арматура должна быть:
стойкой к воздействию переменных температур — обеспечивать «справную работу при переменном воздействии на нее горячей (с температурой до 75°С и кратковременно до 803С) н холодной (с температурой 17i:5cC) «оды;
стойкой к воздействию внутренних напряжений;
ударопрочной;
пластичной.
1.20. Детали арматуры, изготовленные нз пластмассы, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и видимых без применения увеличительных приборов посторонних включений.
Выступы и углубления в местах удаления литников не должны превышать 1 мм.
Не допускается коробление деталей, влияющее на качество их сопряжений, а также матовость на лицевой поверхности деталей общей площадью более 10% общей площади их поверхности.
На лицевых поверхностях деталей высшей категории качества матовость не допускается.
1.21. Литые латунные детали арматуры не должны иметь трещин, следов литников, наплывов и шлаковых включений.
Детали, отлитые в металлических и песчаных формах, должны быть очищены от пригоревшей формовочной и стержнеэой смесей.
На невидимых после установки арматуры внешних поверхностях литых деталей незаделанных раковин диаметром до I мм не должно быть более 5.
Местная литейная пористость, заваренные и зашляфозанные раковины не должны ухудшать внешний вид деталей после нанесения на них гальванического покрытия.
1.22. Детали арматуры, изготовленные методом штамповки, должны быть гладкими и очищенными от смазочных материалов.
1.23. Внешняя видимая после монтажа поверхность латунных деталей должна иметь двуслойное антикоррозионно-декоративное покрытие вида Н9.Х.6 по ГОСТ 9.073—77.
Допускается однослойное хромовое покрытие толщиной 6±0Д мкм из тетрахроматного электролита.
Видимые поверхности стальных деталей должны иметь покрытие видов: НЗО.б; НЗО.Х.б; M18.HI2.X.6; Н6.М12.Н 12.Х.6, а невидимые — видов: Н18; Ц18.хр; Кд!8.хр; Ц24.хр по ГОСТ 9.073—77.
Параметр шероховатости видимых поверхностен деталей перед гальваническим покрытием должен быть Яа^О.63 мкм по ГОСТ 2789—73, невидимых — соответствовать указанному на чертежах детален.
Параметр шероховатости видимых поверхностей деталей арматуры высшей категории качества должен быть /?а^0,32 мкм по ГОСТ 2789—73.
1.24. Гальваническое покрытие должно быть блестящим, сплошным. иметь прочное сцепление с основным металлом, не должно иметь вздутий, трещин, забоин, царапин и других дефектов, снижающих защитную способность покрытая и ухудшающих внешний вид изделия.
1.25. Чугунные детали арматуры должны быть очищены от пригоревшей формовочной и стержневой смесей и не должны иметь наростов, газовых, шлаковых «и других раковин, трещин, пористости, зализов.
1.26. Внутренняя поверхность чугунных сифонов должна быть покрыта силикатными эмалями любого цвета, внешняя — окрашена водоустойчивой краской любого цвета или лаком марки БТ 577 по ГОСТ 5631—70.
1.27. Поверхность резиновых деталей должна быть гладкой, не должна иметь неровностей и заусенцев. Нелараллельность уплотняющих поверхностей не должна превышать 0.5 мм.
1.28. Основные размеры трубной резьбы на металлических деталях должны соответствовать требованиям ГОСТ 6357—73 (класс точности В), основные размеры метрической резьбы — требованиям СТ СЭВ 182—75 с допусками по ГОСТ 16093—70 (грубый класс точности).
Резьба должна быть чистой и не должна иметь поврежденных ниток. На отдельных деталях допускаются зашлифованные нитки общей длиной не более 10% длины резьбы.
На трубной резьбе допускается уменьшение высоты профиля за счет вершины, но не более чел* на 15%.
1.29. Резьба на пластмассовых деталях должна быть полного профиля без сорванных и недооформленных иаток в обеспечивать возможность свинчивания деталей вручную.
1.30. Комплектность поставки должна соответствовать указанной в стандартах или технических условиях на арматуру конкретных типов н размеров,
Стр. 6 ГОСТ ИДО-78
X ПРА8ИЛА ПРИЕМКИ
2.1. Водосливную арматуру принимают и поставляют партия-ми. Размер партии для металлической арматуры устанавливают не -более 200 и для пластмассовой не более 500 агчделий' одного типа.
2.2. Для проверки соответствия водосливной арматуры н ее деталей требованиям настоящего стандарта и стандартов или технических условий на арматуру конкретных типов к размеров предприятие-изготовитель проводит приемочный контроль, а также периодические и типовые испытания.
2.3. Приемочный контроль
2.3.1. При ■приемочном контроле водосливной арматуры проверяют каждое изделие на соответствие требованием пл. 1.13— 1.18; 1.20—1.22; 1.24—1.30.
2.3.2. Проверке на соответствие требованиям аз. 1.1; 1 ;9— 1.12; 1.23 и п. 1.28 в части класса точности резьбы подвергают 5% изделий, но не менее 10 шт., отбираемых от партии.
2.3.3. Приемочный контроль пластмассовой водосливной арматуры следует проводить не ранее чем через 5 ч после ее"изготовления.
2.3.4. Если при приемочном контроле хотя бы одно изделие не будет соответствовать требованиям настоящего стандарта или стандарта (технических условий) на арматуру конкретных типов и размеров, то проводят повторную проверку по этому показателю удвоенного количества изделий, взятых из той же партии. В случае неудовлетворительных результатов повторной проверки пар? тия арматуры приемке не подлежит.
Примечание. При ьеуд^ьлетворнгельиых результатах Глозторной проверки по размерам изделий допускается кж поштучная по этому
показателю.
2.3.5. Потребитель имеет право прозоднть проверку люб эго показателя качества, соблюдая порядок отбора язделзй, приведенный в пп. 2.3.1—2.3.4, и прзтменяя методы испытана*!, указанные в разд. 3.
2.4. Периодические испытания
2.4.1. Периодические испытания арматуры та соответствие требованиям пп. 1.2 и 1.19 следует проводить не ме?:е^ чем нз трех изделиях, прошедших приемо-сдаточные испытания.
2.4.2. Периодические испытания следует проводить =е реже ра*> за в год.
2.4.3. При неудовлетворительных результатах периодических испытаний хотя бы одного изделия проводят повторные испытания на удвоенном количестве изделий.
При подтверждении неудовлетворительных результатов повторных испытаний приемка арматуры, а также оггртзха грииягой
ранее должны быть приостановлены до устранения причин брака. Допускается проводить повторные периодические испытания не в полном объеме, а только по тем показателям, по которым получены неудовлетворительные результаты.
2.5. Типовые испытания
2.5.1. Типовые испытания проводят перед началом изготовления изделий нз измененных композиций сырья и при изменении технологических режимов н оснастки.
2.5.2. Типовые испытания арматуры проводят по программе и в объемах, согласованных с базовой организацией по стандартизации.
2.6. Арматура, подвергшаяся периодическим или типовым испытаниям, поставке не подлежит.
X МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний вид а качество поверхности арматуры и ее деталей (пп. 1.20—1.22; 1.24—1.29) проверяют визуально без применения увеличительных приборов при естественном или искусственном освещении, обеспечивающем освещенность не менее 200 лк, сравнением внешнего эида и качества поверхностей проверяемой арматуры с внешним зилом и качеством поверхностен, образцов-эталонов, утвержденных в установленном порядке.
* 3.2. Размеры арматуры и ее деталей проверяют универсальным или специальным измерительным инструментом и шэблона-.ми; размеры резьб на металлических деталях (п. 1.23) — резьбовыми калибрами. Размеры резьб на пластмассовых деталях должны обеспечиваться точностью формующего инструмента и их контролируют при приемке технологической оснастка или по требованию потребителя.
3.3. Проверка толгдииы гальванического покрытия — по-ГОСТ 16875—71.
3.4. Герметичность Сафонов в собранном виде с выпусками и
соединения выпусков г крышек переливов с санитарно-техническими приборами (п. проверяют на специальном стенде водо
проводной водой при температуре 20±15°С и давлении 0.01 МПа (0,1 кгс/смг) в течение 33 с.
Арматуру считают выдержавшей испытания, если при осмотре мест соединения не будут обнаружены течь воды или запотевание.
3.5. Плотность закрывания выпуска пробкой (а. 1.11) проверяют наполнением сз^зтарно-технического прибора или специальной емкости с установленной в выпуске пробкой водой при температуре 20±г15°С.
Отверстие выпуске считают плотно закрытым пробкой, если через нее й течение 39 с просочится не более 10 капель вады.
Стр. 8 ГОСТ 2328^-78
3.6. Прочность цепочки (капроновой «нити) (п. 1.12) проверяют подвешиванием к ней груза массой 10 кг и удержанием в подвешенном состоянии в течение 1 мин.
Цепочку (капроновую нить) считают выдержавшей испытание, если на -ней после снятия груза не будет обнаружено видимой деформации или разрушения.
3.7. ’Расход сточной воды через выпуск с сифоном для умывальников и выпуск с сифоном для .мелких душевых поддо^оз |п. 1.2) определяют подачей в прибор с установленными з нем выпуском и сифоном воды из водоразборной арматуры в количествах, предусмотренных п. 1.2.
Если сток воды через выпуск происходит с образованием устойчивой незатопляемой воздушной воронки и средняя высота слоя воды перед выпуском, определяемая измерением ее в нескольких местах линейкой, не превышает 0,33 диаметра выпуска, считают, что выпуск с сифоном обеспечивают необходимый расход сточной воды.

5
2
2
5
4 j | |
Г75 |
Черт. 1
3.8. Расход сточной воды через выпуски с сифонами для ванн и глубоких душевых поддонов и выпуск с сифоном для мойки (п. L2) определяют по времени истечения полезного объема воды из прибора с установленными в нем выпуском с сифоном. Время истечения воды определяют секундомером.
3.9. Расход сточной воды через переливы ванн и глубоких .душевых поддонов (п. 1.2) определяют при выпуске прибора, закрытом пробкой, по расходу воды через зодоргз-борную арматуру (кран, смеситель) при постоянном давлении в водопроводной сети и установившемся в приборе
мм ниже верхней кромка огзер-
уровне воды, находящемся на стая перелива.
•
Расход воды определяют по трубопроводе, питающем водоразборную арматуру, способом путем деления измеренного объема воды в лжтра.х. го-ступившей в прибор, на время измерения э секундах. Вргмя гз-мерегия должно быть не менее 10 с, при этом измерение должна
ротаметру, установленному' на или весовым
гост am-та стр. 9
быть начато не ранее чем через 10 мин после установившегося уровня воды в приборе.
За величину фактического расхода сточной волы через перелив принимают среднее арифметическое значение результатов трех измерений.
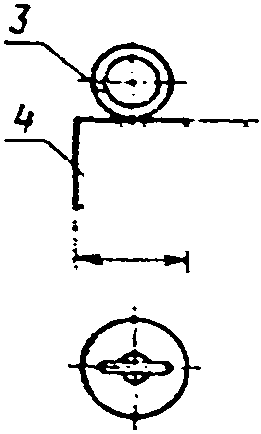
3.10. Ударную прочность деталей пластмассовой водосливной арматуры (п. 1.19) определяют при помощи устройства, схема которого приведена на черт. 1.
Устройство состоит из каркасной рамы 2, в которой закреплена направляющая труба 1 с продольным пазом по образующей, и груза 4 с •ввернутой в него серьгой 3.
Испытание проводят в последовательности, приведенной ниже.
Деталь закрепляют на нижнем основании рамы 5 и при помощи серьги груз поднимают в верхнее положение, выводят его из паза и отпускают. Падая из верхней точки трубы на деталь, груз должен создать кинетическую энергию 22 Дж (2.2 кге-м).
Деталь считают выдержавшей (испытание, если вмятина, оставшаяся на ней после падения груза, исчезнет не позднее чем через 24 ч.
3.11. Стойкость пластмассовых деталей арматуры к воздействию внутренних напряжений (п. 1.19) проверяют в последовательности, приведенной ниже.
Детали помещают в емкость с кипящим 20%-ным раствором вещества ОП-Ю по ГОСТ 8433—57 и выдерживают в нем в течение 30 мин. Во избежание всплывания детален к ним прикрепляют груз (свинец или другой инертный материал).. По окончании испытания детали охлаждают и подвергают визуальному осмотру.
Деталь считают выдержавшей испытание, если при осмотре не будут обнаружены расслоения, пузыри, трещины. В месте расположения литника расхождения линий холодного спая не должны превышать половины толщины стенки, а трещины или расслоения не должны проникать в стенку на глубину более 20%.
Глубину расхождения линий холодного спая, а также трещин или расслоений определяют распиливанием деталей поперек направления дефекта и измерения его штангенциркулем по ГОСТ 166—73.
^3.12, Стойкость пластмассовой арматуры к воздействию переменных температур (и. 1.19) проверяют попеременным, возденет-вием на нее горячей и холодной воды. Для этого изделие подсоединяют к емкостям с холодной и горячей водой н при помощи двухходового клапана обеспечивают чередующуюся подачу по 25 л воды из каждой емкости.
Температура холодной воды должна быть I7zt5cC, горячей— 80±2°С (для арматуры высшей категории качества — ’93 ± + 5°С).
стр. to гост ms?—
Во время испытаний температура окружающей среды должна быть I7zt5°C.
После 2500 циклов попеременного воздействия холодной и горючей зоды изделие выдерживают в лечение 15 мин и подвергают казуальному осмотру, проверяют его сборность и разборность.
Изделие считают выдержавшим испытание, если в нем не нарушена герметичность, не произошло ухудшение его внешнего вида к его можно сзободно вновь разобрать и собрать.
3.13. Пластичность деталей пластмассовой арматуры (п. 1.19) определяют прибором, схема которого приведена на черт. 2.
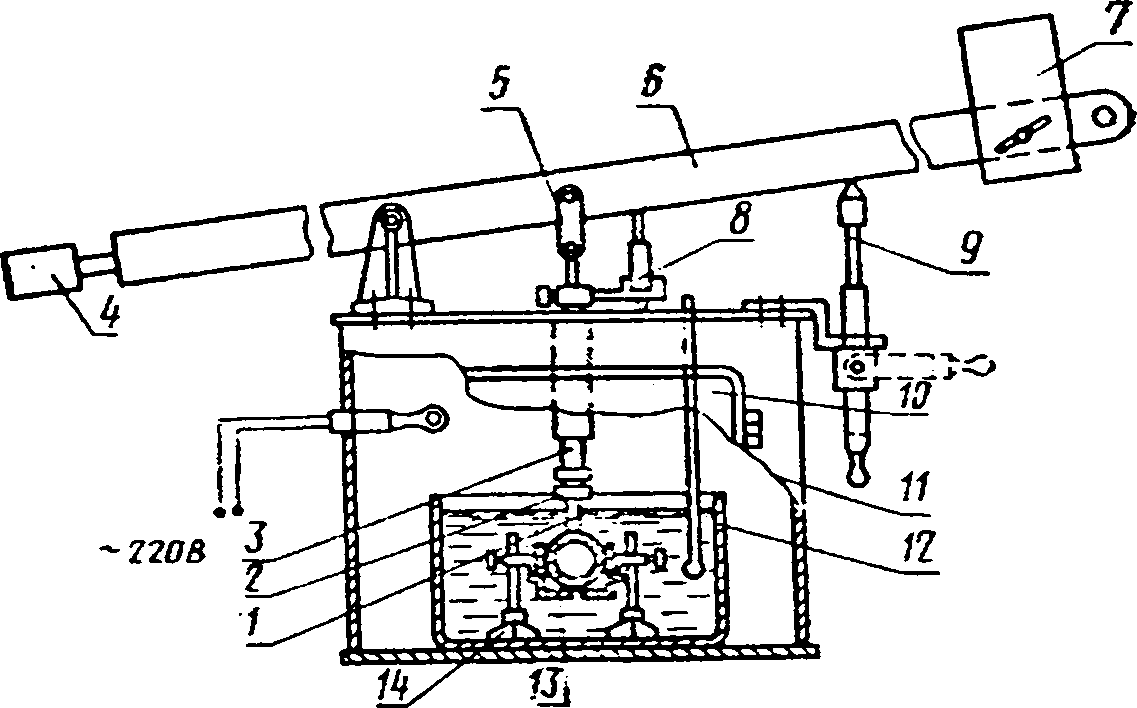
X -стержень: 7—гайкз: 3—оправа: 4—верньер: 5—серьга: 6—рыяажкое устрой-•гво; 7—груз; *—кядикатор: 9—регу.т»рув>ший упор; /0—стеклянная хверав: //—металлический корпус; /Г—резервуар; J3—испытуемая деталь; /4—4)лкся-рующее прсскособлеяие
Черт. 2
Прибор состоит из резервуара /2, помещенного в металлический корпус 11 со стеклянной дверцей 10, фиксирующих приспособлений 14, рычажного устройства 6 с регулирующим упором 9, передающим усилие груза через стержень 1 на испытуемую деталь 13* Стержень представляет собой цилиндрический штифт диаметром 6 мм со срезанным под углом 90э конусом и плоской площадкой рабочей поверхности диаметром 3 мм. В опразе 3 стержень зажимается двумя гайками 2.
Испытание проводят в последовательности, приведенной ниже.
Деталь закрепляют в фиксирующих приспособлениях 14 так» чтобы рабочая поверхность стержня 1 соприкоснулась с испытуе-
ыым участком детали 13, при этом не допускается закреплять или располагать фиксирующие держатели или их части внутри детали.
При помощи груза 7, устанавливаемого на рычаге 6, и верньера 4 создают давление на стержень, равное 10 МПа (100 кгс/смг). Затем резервуар заполняют водой при температуре 20:±2аС до полного погружения детали и выдерживают в течение 30 мин. После этого конус индикатора 8 устанавливают на нуль, спокойно без удара опускают стержень и через 25 с снимают показание индикатора 8, определяющее глубину вдавливания стержня в испытуемую деталь.
Нева деления индикатора должна быть не более 0,1 мм.
Деталь считают выдержавшей испытание, если глубина вдав-лизания стержня в испытуемую деталь не превышает 9 мм.
4. МАРКИРОВКА. УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На водосливную арматуру должен быть нанесен товарный знак предприятия-изготовителя, а на арматуру, которой в установленном порядке дрксзоен государственный Знак качества, — также его изображение со ГОСТ 1.9—67.
Маркировка должна быть четкой и прочной и не должна ухудшать внешний вид арматуры.
4.2. Маркировку следует наносить на наружной стороне одной из деталей арматуры. Способ нанесения определяет предприятие-изготовитель.
4.3. Резьба на металлических деталях арматуры, не имеющих гальванического похрытия, должна быть покрыта равномерным слоем нейтральной сказки.
4.4. Водосливную арматуру упаковывают комплектно.
4.5. Пластмассовую водосливную арматуру и латунные детали уклодызают в дошитые ящики по ГОСТ 2991—76 или картонные корХчи с переклалхой бумажными жгутами или дрезесной стружкой по ГОСТ 5244—73. Латунные детали предварительно завертывают ъ оберточную бумагу по ГОСТ 8273—75.
Мзсса брутто не должна превышать 56 кг.
4.6. При поегаалл: арматуры в торговую сеть каждый комплект завертывают в оберточную бумагу и поштучно упаковывают в картонные коробка или полиэтиленовые мешочки, а затем в ища к.
На крышку коробки наклеивают, а в полиэтиленовый мешочек вкладывают этикетку, содержащую:
наименование аха товарный знак предприятия-изготовителя; наименование и условное обозначение изделия;
обозначение стандарта или технических условий на арматуру кс-вкретвого типа н размера;
Стр. 12 ГОСТ 232S9—7S
розничную цену;
штамп технического контроля.
Этикетку допускается заменять трафаретом, напечатанным на крышке коробки или на полиэтиленовом мешочке.
Масса брутто не должна превышать 35 кг.
4.7. На каждом ящике с арматурой несмываемой краской или на этикетке, наклеенной на ящик влагостойким клеем, должны быть указаны:
наименование или товарный знак предприятия-изготовителя; условное обозначение изделий;
количество изделий;
масса брутто.
На ящике с арматурой, в который вложены инструкция .по монтажу н эксплуатации и паспорт, должно быть указано «Документация».
4.8. Каждую партию арматуры следует сопровождать инструкцией по монтажу и эксплуатации и паспортом, в котором указывают:
наименование министерства или ведомства, в систему которого входит предпрнятие-азготовятель;
наименование и адрес предприятия-изготовителя; условное обозначение изделий;
количество изделий:
розничную цену (при поставке арматуры в торговую сеть);
обозначение стандарта или технических условий па изделие конкретного типа а размера;
номер и дату выдачи паспорта.
При поставке арматуры в торгозую сеть инструкцию по монтажу и эксплуатация я паспорт вкладывают в упаковку для каждого изделия.
4.9. Вся тозароеодровэдительная документация (паспорт, инструкция, этикетка! на изделия, которым в установленном порядке присвоен государственный Знак качества, должна содержать его изображение по ГОСТ. .1.9—67.
4.10. Трансдортвр;еавис арматуры допускается транспортом любого типа, обег.’-ечЕЗ^ющим сохранность ее от механических повреждений и воздх^гтзжя атмосферных осадков.
4.11. Арматуру следует хранить в упакованном виде в сухих закрытых помегд<5Ехх или под навесом при условии надежной защиты от меха2-£ЭД5С5г«х. химических и атмосферных воздействий.
х гарантии изготовителя
5.1. Предпрлжг.Фхнг.-^гоэи^ель должно гарантировать соответствие арматуры настоящего стандарта и стандартов
или технических усди-фу* за изделие конкретного типа и размера при соблюдении условий транспортирования к хранения, установленных настоящим стандартом.
5.2. Гарантийным срок эксплуатации арматуры — один год со дня сдачи объекта в эксплуатацию, но не более полутора лет со дня ее отгрузки предприятием-изготовителем.
Гарантийный срок эксплуатации арматуры высшей категории кэчестза— два года со дня сдачи объекта в эксплуатацию или продажи (яри реализации арматуры через торговую сеть), но не более двух с половиной лет со дня отгрузки предприятием-изготовителем.
Стр. 14 ГОСТ 23289—78
ПРИЛОЖЕНИЕ Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ ГОСТ 23289—71 СТ СЭВ 233—75
Пункт 12 ГОСТ 23289—78 соответствует пункту 22 СТ СЭВ 233—75..
Пункт 1.3 ГОСТ 23289—78 соответствует пункту 2.5 СТ СЭВ 233—75.
Пункт 1.4 ГОСТ 23289—78 соответствует пункту 2.3 СТ СЭВ 233—Та.
Пункт 1.5 ГОСТ 23289—78 соответствует пункту 2.4 СТ СЭВ 233—75.
Пункт 1.6 ГОСТ 23289—78 соответствует пункту 26 СТ СЭВ 233—75-
Пункт 1.10 ГОСТ 23289—78 соответствует пункту 2.1 СТ СЭВ 233—75 в части требований к давлению воды.
Пункты 1.13—1.18 ГОСТ 23289—78 соответствуют такту 2.7 СТ СЭВ 233—75.
Пункт 1.19 ГОСТ 23289—78 соответствует пункту 2.1 СТ СЭВ 233—75 в части требований к температуре воды.
Пункты 1.20 и 1.24 ГОСТ 23289—78 соответствтхуг пункту 2.8 СТ СЭВ 233—75.
Пункт 1.23 ГОСТ 23289—78 соответствует пункту 2.7 СТ СЭВ 233—75. Пункт 1.30 ГОСТ 23289—78 соответствует пункту 5-5 СТ СЭВ 233—75.
Разделы 2 и 3 ГОСТ 23289—78 соответствуют разделу 3 СТ СЭВ 233—75.
Пункты 4.1 и 4.2 ГОСТ 23289—78 соответствуют ш'гктам 4.1 и 42 СТ СЭВ 233—75.
Пункты 4.4—4.6 ГОСТ 23289—78 соответствуют пункту 5.1 СТ СЭВ 233—75 в части требований к упаковке арматуры.
Пункты 4.6 и 4.7 ГОСТ 23289—78 соответствуют пункту 5.2 СТ СЭВ 233—75 в части требований к маркировке упаковке.
Пункт 4.8 ГОСТ 23289—78 соответствует пункту 5.6 СТ СЭВ 233—
Пункт 4.10 ГОСТ 23289—78 соответствует пункту 5.3 СТ СЭВ 233—75.
Пункт 4.11 ГОСТ 23289—78 соответствует пунхту 5.4 СТ СЭВ 233—75.
Редактор Л. Л. Бурмистрове
Технический редактор О. Я. Нлххгина Корректор О. В. Тучолском
Сязво в наб. 23.11.78 Подл в оев. 1801.79 1.0 в. а. 0.75 уч-г*.* л. Тир. З’УТО Li-к* 5 жоо.
Ордена «Звак Почета» Издательство етаадаргоа. Москва. Д>457. Ноаолреслевсхжй вер.. 3
Тип. «Московский аечашякэ. Москва. Являв т*гф-. 6. Зак. 1654
{kind=link}