ГОСТ ISO 12643-4-2017
Группа Т 34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОЛИГРАФИЯ
Требования безопасности для полиграфических машин, оборудования и систем
Часть 4
Машины, оборудование и системы для переработки бумаги и картона
Graphic technology. Safety requirements for graphic technology equipment and systems. Part 4. Converting equipment and systems
МКС 85.100
37.100.10
ОК 034-2014 (КПЕС 2008) 28.99.11
28.99.14
28.95.11
Дата введения 2019-06-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-исследовательский институт полиграфического машиностроения" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации ТК 237 "Оборудование полиграфическое"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 2 октября 2018 г. N 673-ст межгосударственный стандарт ГОСТ ISO 12643-4-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 12643-4:2010* "Полиграфия. Требования безопасности для полиграфических машин, оборудования и систем. Часть 4. Машины, оборудование и системы для переработки бумаги и картона" ("Graphic technology - Safety requirements for graphic technology equipment and systems - Part 4: Converting equipment and systems", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт ISO 12643-4 разработан Техническим комитетом по стандартизации ISO/TC 130 "Полиграфия".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДВ
6 В настоящем стандарте реализованы нормы Технического регламента Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", принятого Решением Комиссии Таможенного союза от 18 октября 2011 г. N 823
7 ВВЕДЕН ВПЕРВЫЕ
8 В данном стандарте возможно наличие некоторых элементов, которые могут быть предметом запатентованных прав. ИСО, Росстандарт и МГС не несут ответственности за выявление части или всех таких прав
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Цель настоящего стандарта, являющегося частью серии стандартов ISO 12643, состоит в том, чтобы уменьшить риск причинения вреда обслуживающему персоналу на машинах, оборудовании и системах для переработки бумаги и картона.
Настоящая часть ISO 12643 была подготовлена с целью гармонизации следующих региональных стандартов по безопасности США и Европы:
- ANSI/P MMI В155.1 Требования безопасности к упаковочным машинам и оборудованию и перерабатывающим машинам и оборудованию, связанным с упаковкой;
- EN 1010-4 Безопасность машин и оборудования. Требования безопасности для конструирования и изготовления печатных и бумагоперерабатывающих машин. Часть 4. Машины брошюровочно-переплетные и отделочные;
- EN 1010-5 Безопасность машин и оборудования. Требования безопасности для конструирования и изготовления печатных и бумагоперерабатывающих машин. Часть 5. Машины для изготовления гофрокартона и машины для переработки плоского картона и гофрокартона.
ISO 12643 состоит из следующих частей под общим названием "Полиграфия. Требования безопасности для полиграфических машин, оборудования и систем":
- Часть 1. Общие требования;
- Часть 2. Машины, оборудование и системы допечатные;
- Часть 3. Машины, оборудование и системы брошюровочно-переплетные и отделочные;
- Часть 4. Машины, оборудование и системы для переработки бумаги и картона;
- Часть 5. Машины печатные тигельные автономные.
1 Область применения
Настоящий стандарт, являющийся частью серии стандартов ISO 12643, устанавливает требования для конструирования и изготовления перерабатывающих машин и оборудования, используемых для печати на упаковке в перерабатывающей и полиграфической промышленности. Настоящую часть следует применять к перерабатывающим машинам и оборудованию, на которые не распространяются другие части ISO 12643. Данный стандарт применяют совместно с общими требованиями по ISO 12643-1.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты**. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание ссылочного стандарта (включая все изменения к нему)*.
_______________
* Некоторые из перечисленных датированных и недатированных стандартов могут быть заменены и иметь другой регистрационный номер и/или наименование. Для однозначного соблюдения требований настоящего стандарта рекомендуется использовать только указанное в соответствующей ссылке издание.
** Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 12643-1, Graphic technology - Safety requirements for graphic technology equipment and systems - Part 1: General requirements (Полиграфия. Требования безопасности к полиграфическим машинам и оборудованию. Часть 1. Общие требования)
ISO 13732-1:2006, Ergonomics of thermal environment - Methods for the assessment of human responses to contact with surfaces - Part 1: Hot surfaces (Эргономика горячей среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности)
ISO 13849-1, Safety of machinery - Safety related parts of control systems - General principles for design (Безопасность машин. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования)
ISO 13850, Safety of machinery - Emergency stop - Principles for design (Безопасность машин. Устройство аварийного останова. Принципы конструирования)
ISO 13855, Safety of machinery - Positioning of protective equipment with respect to the approach speeds of parts of the human body (Безопасность машин. Расположение защитных устройств с учетом скоростей приближения частей тела человека)
ISO 13857, Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs (Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону)
ISO 14119, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection (Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора)
ISO 14122-3, Safety of machinery - Permanent means of access to machinery - Part 3: Stairs, step-ladders and guard-rails (Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Лестницы, приставные и защитные поручни)
EN 60529, Degrees of protection provided by enclosures (IP code) [(Степени защиты, обеспечиваемые оболочками (код IP)]
IEC 62061, Safety of machinery - Functional safety of safety-related electrical, electronic and programmable electronic control systems (Безопасность машин. Функциональная безопасность электрических, электронных и программируемых электронных систем управления, связанных с безопасностью)
EN 619, Continuous handling equipment and systems - Safety and EMC requirements for equipment for mechanical handling of unit loads (Машины и системы для непрерывной транспортировки. Требования безопасности и ЭМС к оборудованию для механической транспортировки штучных грузов)
3 Термины и определения
В настоящем стандарте применены термины по ISO 12643-1*.
_______________
* Включая дополнительное приложение ДА к настоящему стандарту.
4 Машины и оборудование, на которые распространяется действие настоящей части ISO 12643
4.1 Общее положение
Настоящий стандарт распространяется на машины и оборудование, применяемые на полиграфических предприятиях и в процессах переработки бумаги и картона. Машины и оборудование, применяемые в основном в процессах переработки, перечислены в 4.2, в то время как машины и оборудование, на которые распространяется настоящий стандарт и которые могут быть применены в полиграфических процессах, перечислены в 4.3.
4.2 Машины и оборудование, применяемые в основном в процессах переработки бумаги и картона
Следующие машины и оборудование применяются в основном в процессах переработки:
- машины и оборудование для изготовления конвертов;
- машины и оборудование для изготовления гофрокартона;
- фальцевально-склеивающие машины;
- поточные линии для переработки плоского картона;
- плосковысекальные автоматы;
- станки для навивки гильз (втулок);
- машины для изготовления картонных коробок;
- отделочные машины и оборудование;
- станки для пробивки отверстий в стопе;
- машины для ламинирования/ламинаторы;
- автоматы для питания самонаклада (для предварительной подачи) с устройством для переворачивания стопы.
4.3 Машины и оборудование, применяемые как в полиграфических процессах, так и в процессах переработки бумаги и картона
Следующие машины и оборудование применяют как в полиграфических процессах, так и в процессах переработки:
- машины для печати на этикетках (см. также ISO 12643-1 и ISO 12643-2);
- машины для нанесения покрытий (см. также ISO 12643-3);
- машины для отверждения и сушки (см. также ISO 12643-2);
- резальные, рилевочные машины и высекальные прессы (см. также ISO 12643-3);
- оборудование для перемотки рулонов/оборудование для продольной резки и перемотки (см. также ISO 12643-1);
- оборудование для тиснения (см. также ISO 12643-2 и ISO 12643-5);
- оборудование для контроля натяжения (см. также ISO 12643-1).
5 Машины для изготовления гофрокартона
5.1 Машины в целом
5.1.1 Общие сведения
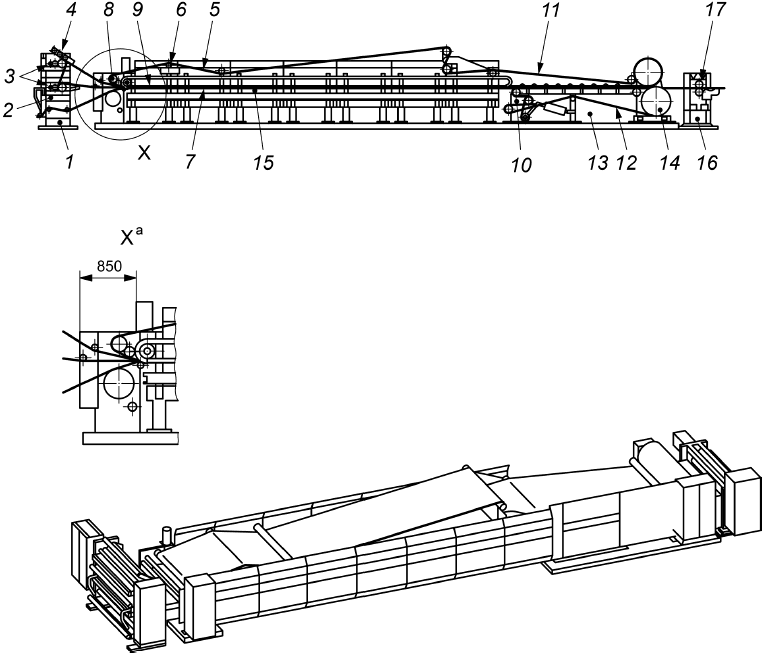
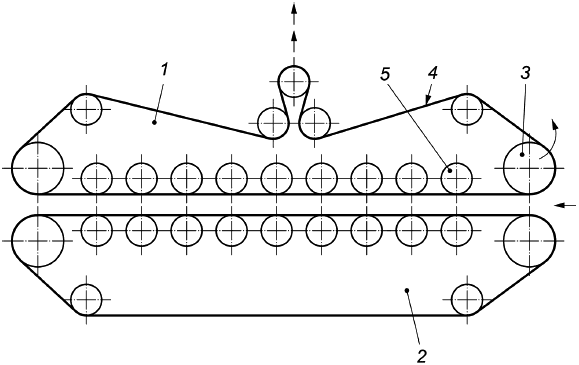
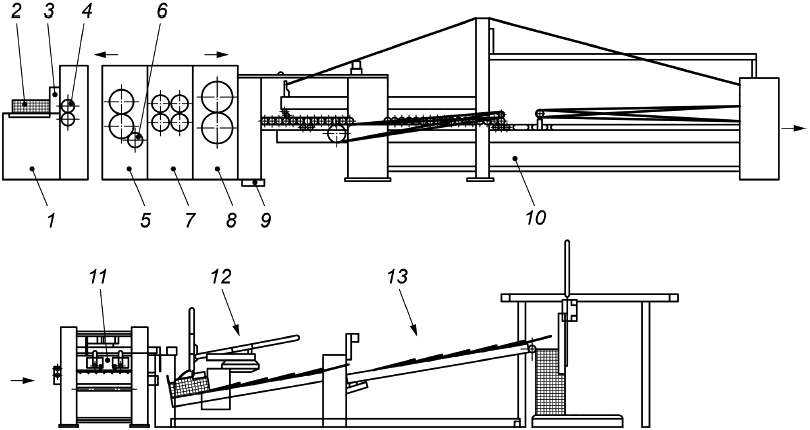
Пример машины для изготовления гофрокартона приведен на рисунке 1.
5.1.2 Аварийный останов
Устройства аварийного останова должны быть предусмотрены на каждом пульте управления и расположены на расстоянии не более чем 15 м друг от друга.
Устройства аварийного останова должны останавливать ход машины в целом.
Исключение - Клеевые валики клеевой секции могут продолжать вращаться, если опасные места клеевой секции защищены ограждениями.
|
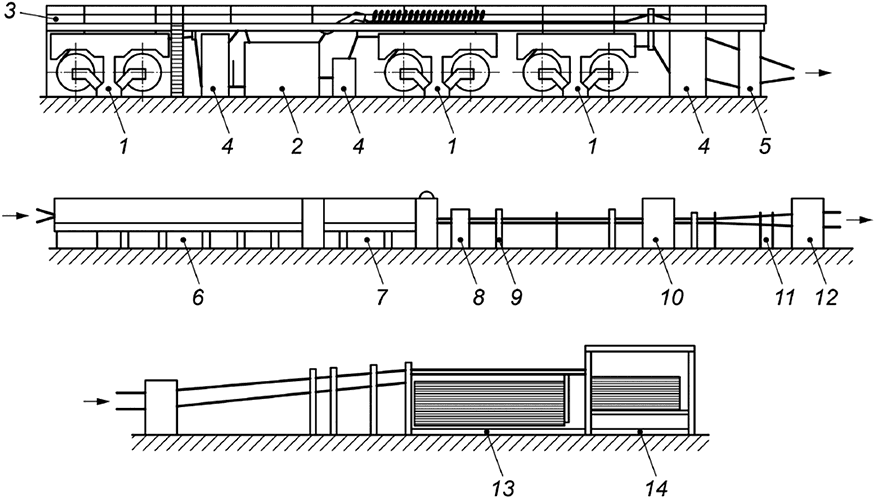
1 - установки для размотки рулонов (раскаты); 2 - гофроагрегат; 3 - накопительный мост; 4 - устройство для предварительного подогрева полотна; 5 - клеенаносящая машина; 6 - сушильно-охлаждающая секция (стол); 7 - секция натяжения (притормаживания) и выравнивания (правки) полотна; 8 - ротационное вырубное устройство; 9 - узел протяжки полотна; 10 - секция продольной резки-рилевки; 11 - устройство - отклонитель полотна; 12 - устройство для разрезки на листы; 13 - стопоукладчик с поднимающимся загрузочным транспортером; 14 - стопоукладчик с опускающимся приемным столом
Рисунок 1 - Принципиальная схема поточной линии для изготовления гофрокартона
5.1.3 Зонное управление с устройствами безопасного останова
В случае, когда предусмотрены устройства управления с безопасным остановом, применяют следующие требования:
- орган управления безопасным остановом должен иметь маркировку, четко обозначающую зону машины, на которую распространяется его действие;
- обработка сигналов должна соответствовать уровню эффективности защиты (УЭЗ) ![]() d по ISO 13849-1 или уровню полноты безопасности (УПБ) SIL 2 по IEC 62061.
d по ISO 13849-1 или уровню полноты безопасности (УПБ) SIL 2 по IEC 62061.
При наличии зон с безопасным остановом они должны быть выделены следующим образом (см. рисунок 2):
а) зона для каждой группы оборудования для изготовления двухслойного гофрокартона (установка для размотки плоского слоя гофрокартона с устройством для нагревания, агрегат для изготовления двухслойного гофрокартона; установка для размотки гофрируемого полотна бумаги);
б) зона от установки для размотки плоского слоя гофрокартона перед предварительным подогревом до стопоукладчика.
На каждой зоне управления должно быть предусмотрено одно или более устройств управления с безопасным остановом.
|

1 - первая зона управления для первой группы оборудования для изготовления двухслойного гофрокартона; 2 - вторая зона управления для второй группы оборудования для изготовления двухслойного гофрокартона; 3 - третья зона управления от установки для размотки плоского слоя гофрокартона до стопоукладчика
Рисунок 2 - Зоны управления с безопасным остановом
5.1.4 Лестницы для доступа, проходы (переходы, мостки)
Лестницы для доступа, проходы (переходы, мостки) должны соответствовать ISO 12643-1.
5.1.5 Паропроводы
Паропроводы, доступные с уровня обслуживания, должны быть изолированы для защиты от ожогов до высоты 2,7 м от уровня обслуживания.
5.1.6 Защита доступа между составными частями систем
Доступные участки между составными частями машин и систем должны быть защищены неподвижными или блокирующими ограждениями в соответствии с ISO 12643-1, если опасные места могут быть досягаемы, например участок между клеенаносящей машиной и секцией сушки и протяжки полотна.
5.1.7 Звуковой предупредительный сигнал о пуске
Машины для изготовления гофрокартона должны иметь систему звукового предупреждения о пуске согласно ISO 12643-1.
5.2 Установки для размотки рулонов (раскаты)
5.2.1 Общее положение
Должны быть предусмотрены меры для безопасного удаления втулок, вставленных в конус рулона, например, путем применения автоматического выталкивателя втулок из конуса.
5.2.2 Меры защиты при автоматической загрузке рулона
Зона автоматической загрузки рулона должна быть защищена согласно ISO 12643-1. На рисунке 3 показано размещение ЭЧПУ в этом оборудовании в соответствии с ISO 12643-1.
5.2.3 Зажимные конусы и лучи (рычаги) подъема
Скорость работы в режиме управления с удержанием при вставке зажимных конусов и перемещении лучей (рычагов) подъема рулонов может быть увеличена максимум до 15 м/мин, если кнопки управления в таком режиме расположены на расстоянии не менее 850 мм от лучей (рычагов) подъема.
5.2.4 Системы торможения
Вентиляторы системы торможения установки для размотки рулонов должны иметь степень защиты не ниже IP 23 согласно IEC 60529. Должны быть приняты меры, препятствующие накоплению горючей пыли в тормозах.
Примечание - Накопление горючей пыли в тормозах может быть уменьшено, если во время нахождения лучей подъема в рабочем положении жалюзийные отверстия кожуха вентилятора открываются вниз.
|
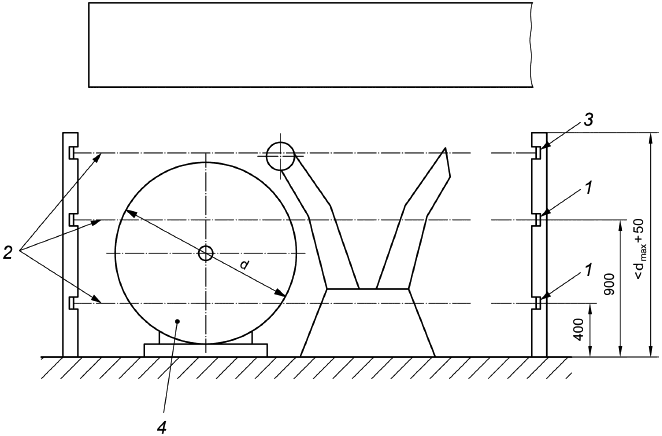
1 - ЭЧПУ; 2 - фотоэлектрический луч ЭЧПУ; 3 - дополнительное ЭЧПУ; 4 - рулон материала
Рисунок 3 - Установка для размотки рулонов (раскат), автоматическая загрузка рулона
5.3 Устройства автосклейки
5.3.1 Меры защиты опасных мест
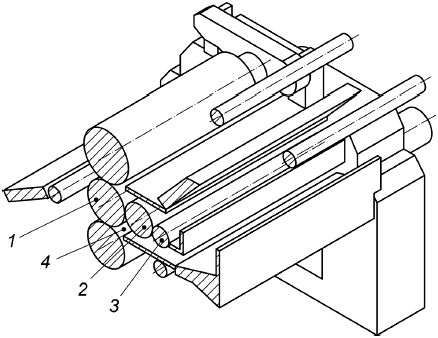
Любые опасные места в устройствах автосклейки между кареткой плавающего валика и направляющими валиками и между плавающим валиком и неподвижными частями машины должны быть исключены при конструировании машины или должны быть защищены (см. рисунок 4).
Если защита осуществляется безопасным расстоянием, применяются следующие требования:
- минимальное расстояние должно быть 25 мм, если опасные места находятся на высоте более 2,20 м;
- минимальное расстояние должно быть 120 мм, если опасные места находятся на высоте 2,20 м и менее.
Защита также может быть осуществлена применением ограждений согласно ISO 12643-1 или сенсорными предохранительными устройствами с реакцией на приближение - СПУ (например, нажимными сенсорными устройствами, ковриками, чувствительными к надавливанию, ЭЧПУ).
5.3.2 Плавающий валик
Движение плавающего валика в состоянии проводки полотна должно быть защищено.
Если для защиты используется режим управления с удержанием, скорость проводки не должна превышать 15 м/мин.
Места затягивания на шкиве каретки плавающего валика должны быть защищены неподвижными ограждениями согласно ISO 12643-1.
5.3.3 Устройства автосклейки
Опасные места в устройствах автосклейки между подвижной штангой с пневмоподсосом и неподвижными частями машины должны быть защищены предохранительными устройствами или иметь ограждение (см. рисунок 4). Защита может быть достигнута следующими мерами:
- применением минимального расстояния 25 мм от опасного места на высоте свыше 2,2 м и 120 мм при высоте менее или равной 2,2 м; и/или
- применением управления с удержанием в соответствии с требованиями ISO 12643-1, если имеется возможность визуально контролировать опасные места и опасные зоны с места управления; и/или
- ограничением усилия, создаваемого при перемещении подвижной клеевой штанги до 300 Н и скорости перемещения каретки до 15 м/мин.
Пульт управления работой клеевой штанги должен быть оборудован кнопкой аварийного останова.
|
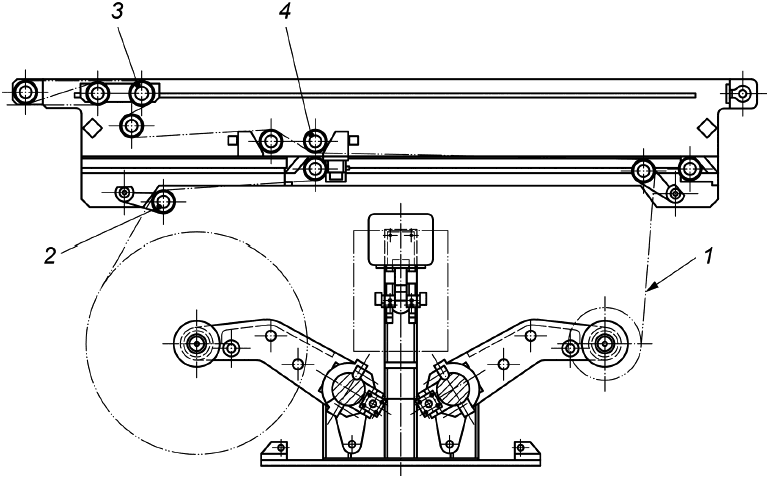
1 - бумажное полотно; 2 - направляющие валики; 3 - плавающий валик; 4 - узел склейки
Рисунок 4 - Устройство автосклейки
5.3.4 Нож
Режущая кромка ножа в исходном положении должна быть защищена.
5.3.5 Пневматические и гидравлические системы управления
Если для запуска процесса рубки применяются пневматические или гидравлические системы управления, для обеспечения безопасного положения ножей в случае утечки или повреждения шлангов должны быть предусмотрены обратные предохранительные клапаны.
5.3.6 Торцы станины
Если высота станины устройства автосклейки с боковых сторон менее двух метров, торцы станины должны иметь защиту от опасности удара из мягкого материла* с предупредительной разметкой в виде чередующихся полос черного и желтого цвета.
________________
* Текст документа соответствует оригиналу. - .
5.3.7 Высоко расположенные устройства автосклейки
Если заправка подвижной штанги с пневмоподсосом не может быть выполнена с уровня пола, к ней должен быть обеспечен безопасный доступ.
5.3.8 Предупредительные световые индикаторы
В течение 2 с до начала и в процессе всей операции автоматического склеивания полотен должен действовать предупредительный световой красный мигающий индикатор. Встраивание индикаторов в систему управления может быть выполнено в одноканальном режиме, т.е. через электронную систему управления.
5.4 Устройство для предварительного подогрева полотен
5.4.1 Места затягивания
Места затягивания между обхватывающим валиком и нагревательным цилиндром и между обхватывающим валиком и неподвижными частями устройства или направляющими валиками (см. рисунок 5) должны быть защищены следующими мерами:
- применением минимального расстояния в 120 мм и/или
- применением мер защиты по ISO 12643-1.
|
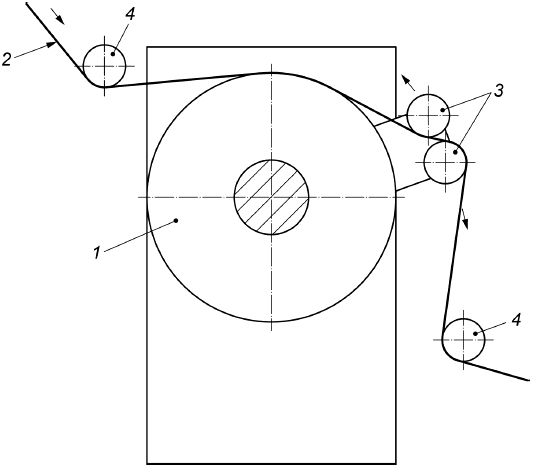
1 - нагревательный цилиндр; 2 - бумажное полотно; 3 - обхватывающие валики; 4 - направляющие валики
Рисунок 5 - Устройство для предварительного подогрева полотен (вид сбоку)
5.4.2 Места затягивания между нагревательным цилиндром и поперечными балками
Места затягивания между нагревательным цилиндром и любой поперечной балкой должны быть защищены применением минимального расстояния 300 мм.
5.4.3 Обхватывающий валик и поворотные рычаги
Приводы обхватывающих валиков должны быть защищены полностью закрывающими их неподвижными ограждениями.
Поворотные рычаги (см. рисунок 6, позиция 2) должны быть сконструированы так, чтобы любые отверстия в них не создавали опасности рассечения.
Расстояние ![]() (см. рисунок 6) между нагревательным цилиндром и поворотными рычагами должно быть не более 6 мм или не менее 30 мм.
(см. рисунок 6) между нагревательным цилиндром и поворотными рычагами должно быть не более 6 мм или не менее 30 мм.
Опасное место между поворотными рычагами и боковой стенкой станины машины (см. рисунок 6, позиции 2 и 4) должно быть защищено следующими мерами:
- применением системы управления в режиме управления с удержанием как минимум с уровнем эффективности защиты (УЭЗ) ![]() с по ISO 13849-1 или уровнем полноты безопасности (УПБ) SIL 1 по IEC 62061; и/или
с по ISO 13849-1 или уровнем полноты безопасности (УПБ) SIL 1 по IEC 62061; и/или
- применением минимального безопасного расстояния 120 мм и такой конструкции поворотного рычага или боковой стенки станины машины, при которой части тела отклоняются поворотным рычагом при окружной скорости поворотного рычага не более 5 м/мин.
|
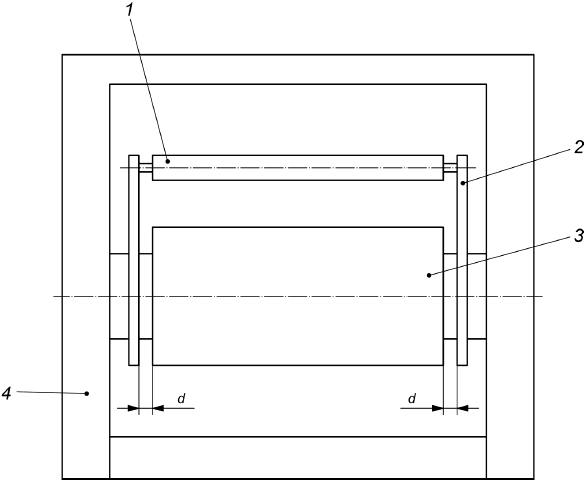
1 - обхватывающий валик; 2 - поворотный рычаг; 3 - нагревательный цилиндр; 4 - станина машины; ![]() - расстояние между нагревательным цилиндром и поворотным рычагом
- расстояние между нагревательным цилиндром и поворотным рычагом
Рисунок 6 - Устройство для предварительного подогрева полотен (вид со стороны подачи)
5.4.4 Горячие поверхности
Поскольку температура нагревательного цилиндра может быть выше 65°С, с обеих сторон устройства для предварительного подогрева должны быть знаки, предупреждающие о наличии горячих поверхностей. Операторы, работающие около устройства для предварительного подогрева, должны использовать необходимые средства индивидуальной защиты от ожогов.
5.4.5 Проходы
Если проходы вдоль устройства для подогрева оборудованы средствами защиты от падения, расстояние между средствами защиты от падения и подвижными частями устройства для предварительного подогрева должно быть не менее 120 мм.
О защите от падения и проходах см. ISO 12643-1.
5.5 Агрегат для изготовления двухслойного гофрокартона
5.5.1 Места затягивания
Если полотно в агрегате подается через соответствующий проем (окно), применяют, по возможности, безопасные расстояния согласно ISO 13857 (в соответствии с требованием ISO 12643-1), для проемов (окон) размером от 20 до 40 мм должны быть предусмотрены минимальные безопасные расстояния 300 мм.
Места затягивания между гофрировальными валами и неподвижными частями машины должны быть защищены неподвижными ограждениями. Опасное место между гофрировальным валом и поперечной штангой с шаберами считается защищенным, если расстояние между валом и штангой составляет не менее 25 мм, а между шаберами - не более 60 мм (см. рисунок 7).
|
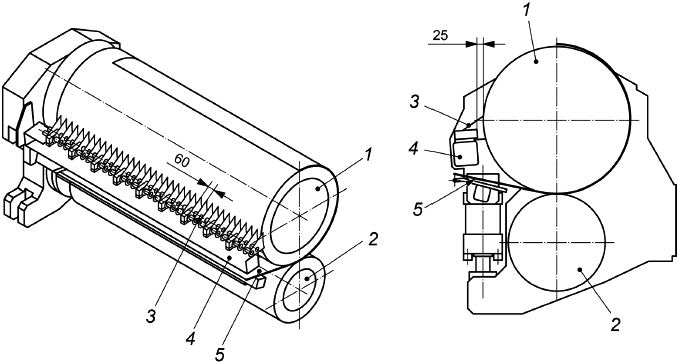
1 - верхний гофрировальный вал; 2 - нижний гофрировальный вал; 3 - шабер; 4 - поперечная штанга; 5 - ввод полотна бумаги
Рисунок 7 - Гофрировальные валы с шаберами (виды спереди и сбоку)
5.5.2 Гофрировальные валы
Для удобства и безопасности удаления гофрировальных валов при их замене должны быть предусмотрены средства их транспортировки.
В случае применения звукозащитных оболочек их конструкция не должна создавать затруднений при загрузке и выгрузке гофрировальных валов.
5.5.3 Опасные места в процессе смены валов
Любые опасные места, которые могут стать доступными в процессе смены и после удаления гофрировальных валов, должны быть защищены согласно ISO 12643-1.
Если гофрировальные валы установлены на поворотной установке, то любое ее перемещение должно выполняться посредством управления с удержанием с ограничением перемещения на расстояние не более 75 мм или с максимальной рабочей скоростью 5 м/мин.
5.5.4 Место затягивания между прижимным валом или прижимной лентой и гофрирующим валом
Место затягивания между прижимным валом или прижимной лентой и гофрировальным валом (см. рисунок 8) должно быть защищено неподвижными защитными ограждениями.
Место придавливания, образующееся при опускании прижимного вала, входящего в контакт с гофрировальным валом, должно быть защищено ограждением согласно ISO 12643-1 или применением безопасного расстояния 1000 мм по горизонтали от опасного места (см. рисунок 8).
Места затягивания на прижимной ленте должны быть защищены неподвижными защитными ограждениями.
5.5.5 Повреждение гофрированного полотна
На стороне вывода двухслойного гофрированного картона (сторона наклонного ленточного транспортера) должна быть предусмотрена защитная оболочка для устранения риска травмирования в случае повреждения ленты.
|
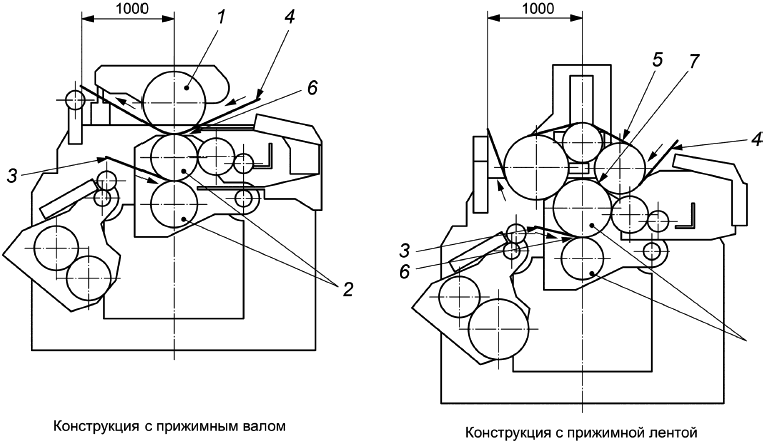
1 - прижимной вал; 2 - гофрировальные валы; 3 - гофрированное полотно; 4 - картон для приклейки (лайнер); 5 - прижимная лента; 6 - место затягивания; 7 - место затягивания на прижимной ленте
Рисунок 8 - Гофрировальная секция
5.5.6 Проходы
В проходах у наклонного ленточного транспортера (рисунок 9, позиция 7) должна быть предусмотрена защита от падения на гофрировальные валы. Поперечная балка для защиты от падения должна быть размещена на высоте 1,10 м (рисунок 9, позиция 6). Промежуточные ограждения или напольные ограждающие бортики не требуются.
5.5.7 Места затягивания между клеенаносящими валами
Места затягивания между клеенаносящими валами или между клеенаносящими валами и гофрировальными валами, доступные при опущенном клеенаносящем узле, должны быть защищены неподвижными защитными ограждениями в соответствии с ISO 12643-1 .
Если опускание и подъем осуществляются автоматически, клеенаносящий узел не должен создавать опасных мест, в противном случае это перемещение должно выполняться в режиме управления с удержанием со скоростью не более 5 м/мин.
Если операции технического обслуживания или чистка выполняются при открытом блокирующем ограждении, защищающем клеенаносящий узел (рисунок 10), вращение клеевых валов (клеенаносящего и ракельного) допускается с окружной скоростью не более 6 м/мин. Клеевые валы должны вращаться в одном направлении, при этом должен быть невозможен доступ в место затягивания между гофрировальным и клеенаносящими валами.
|
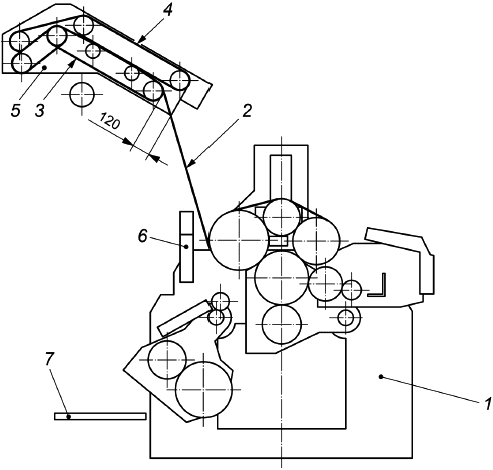
1 - агрегат для изготовления двухслойного гофрокартона; 2 - гофрированное полотно; 3 - нижняя лента транспортера; 4 - верхняя лента транспортера; 5 - накопительный мост; 6 - ограждение для защиты от падения; 7 - мостик
Рисунок 9 - Агрегат для изготовления двухслойного гофрокартона с наклонным ленточным транспортером
|
1 - гофрировальный вал; 2 - клеенаносящий вал; 3 - ракельный вал; 4 - место затягивания
Рисунок 10 - Клеенаносящий узел
5.5.8 Опасные места между перемещающимся клеенаносящим узлом и неподвижными частями машины
Опасные места между перемещающимся клеенаносящим узлом и неподвижными частями машины (станиной машины) должны быть защищены одной из следующих мер:
- применением режима управления с удержанием с системой управления, соответствующей как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061; или
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061; или
- применением блокирующих ограждений; или
- применением минимального безопасного расстояния 25 мм.
5.5.9 Клеенаносящий узел и кожух
Кожух клеенаносящего узла следует конструировать так, чтобы он был защищен от падения под действием собственного веса в соответствии с ISO 12643-1.
5.5.10 Места затягивания между шкивами и неподвижными частями машины
Места затягивания между шкивами и неподвижными частями машины должны быть защищены следующими мерами:
a) применением неподвижных защитных ограждений (планок, штанг), установленных в соответствующем месте поперек на всю рабочую ширину узла; и/или
b) применением безопасного расстояния не менее 120 мм между шкивами или валами и неподвижными частями машины.
В случае применения неподвижных защитных ограждений зазор между ограждением и соответствующей неподвижной частью машины не должен превышать 6 мм.
5.5.11 Паропроводы
В случае разъединения соединительных муфт паропровода защита от опасных выбросов пара под давлением должна быть обеспечена следующими мерами:
- применением предохранительных клапанов на соединительных устройствах паропровода на подводящей и отводящей сторонах соединения или
- применением устройств, обеспечивающих перекрытие подачи и безопасный выброс пара в рабочую зону.
Должны быть предусмотрены меры защиты, обеспечивающие отведение выброса пара от персонала.
5.5.12 Предупреждающие знаки
Агрегаты для изготовления двухслойного гофрокартона должны иметь знаки, предупреждающие о наличии риска получения ожога от пара или горячих частей.
5.5.13 Приводы и ведущие валы
Приводы и ведущие валы должны быть защищены неподвижными ограждениями, содержащими перемещаемые ограждения или дверцы, являющиеся частью неподвижных ограждений. Перемещаемые ограждения или дверцы должны быть блокированы в соответствии с ISO 12643-1.
5.5.14 Звукозащитные ограждения (оболочки)
Агрегаты для изготовления двухслойного гофрокартона должны находиться внутри звукозащитных ограждений (оболочек). Дверцы оболочек должны закрываться автоматически. На оболочках должны быть нанесены знаки, обращающие внимание на необходимость применения средств защиты органов слуха во время нахождения внутри оболочки. Проемы (окна) для ввода и вывода полотна в шумозащитных ограждениях следует конструировать так, чтобы обеспечить снижение до минимума проникание шума в рабочее помещение.
Примечание - В соответствии с европейскими требованиями агрегаты для изготовления двухслойного картона должны находиться в оболочке.
Шумозащитные оболочки должны иметь конструкцию, обеспечивающую легкий доступ для регулировки и осмотра.
5.6 Наклонный ленточный транспортер
5.6.1 Места затягивания
Места затягивания на лентах транспортера должны быть защищены неподвижными ограждениями.
Место затягивания между верхней и нижней лентами транспортера должно быть защищено путем разведения шкивов так, чтобы минимальное расстояние между двумя противостоящими валиками составляло 120 мм (рисунок 9). В этом месте не должно быть неподвижных частей и натяжение полотна должно быть достаточно слабым, чтобы уменьшить риск затягивания.
5.6.2 Доступные опасные места
Опасные места на наклонном ленточном транспортере, которые могут быть доступны с накопительного моста или из прохода, должны быть защищены неподвижными ограждениями по ISO 12643-1.
5.7 Накопительный мост
5.7.1 Места затягивания
Места затягивания на ленточных транспортерах должны быть защищены неподвижными защитными ограждениями согласно ISO 12643-1.
Места затягивания между приводными и направляющими валиками лент транспортера и неподвижными частями накопительного моста должны быть защищены неподвижными ограждениями согласно ISO 12643-1.
5.7.2 Прорези (выпускные окна)
Ширина прорезей (выпускных окон), предусмотренных на поверхности доступных частей накопительного моста, должна быть не более 50 мм. Это требование не распространяется на проходы (переходы) вдоль накопительного моста.
Примечание - Прорези (выпускные окна) необходимы для удаления пара из гофрированного картона.
5.7.3 Защита от падения
По обеим сторонам накопительного моста должна быть предусмотрена защита от падения в соответствии с ISO 14122-3.
5.7.4 Лестницы для доступа
В каждой секции накопительного моста должны быть предусмотрены лестницы для доступа. Угол наклона лестниц должен быть не более 45° согласно ISO 14122-3. Угол может быть увеличен максимум до 60° и только на основании результатов оценки рисков по ISO 12643-1. Конструкция лестниц должна соответствовать ISO 12643-1.
Если лестницы присоединены к переходам напрямую, т.е. без рабочей площадки, должно быть предусмотрено устройство (например, дверца) с автоматическим закрыванием для защиты от падения.
5.7.5 Высота прохода под накопительным мостом
Высота прохода под накопительным мостом должна быть не менее 2,10 м. Если эта высота не может быть обеспечена по техническим причинам, элементы конструкции, расположенные ниже высоты 2,10 м, должны иметь защиту из мягкого материала с предупредительной разметкой в виде чередующихся полос черного и желтого цвета для защиты от удара.
5.8 Секция натяжения (притормаживания) и выравнивания (правки) полотна
Места затягивания между валиками и между валиками и неподвижными частями должны быть защищены следующими мерами:
- применением защитных ограждений в соответствии с ISO 12643-1 или
- применением минимального безопасного расстояния 120 мм.
5.9 Клеенаносящая машина
5.9.1 Ступени и поручни
Для безопасной проводки полотна и удобного доступа к клеенаносящим узлам для чистки должны быть предусмотрены ступени и поручни в соответствии с требованиями ISO 12643-1.
5.9.2 Опасные места
Опасные места между клеенаносящими валами (см. рисунок 11, позиция 3) , клеевой ванной (см. рисунок 11, позиция 2) и доступными неподвижными частями машины, когда клеенаносящие валы вращаются или удалены или когда клеевая ванна откинута, должны быть защищены одной из следующих мер:
- применением режима управления с удержанием с системой управления, соответствующей как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061, или
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061, или
- ограничением скорости перемещения в автоматическом режиме до 0,5 м/мин.
Кнопка аварийного останова должна быть установлена в доступном месте для оператора, наблюдающего за работой.
|
1 - клеенаносящая машина; 2 - клеевая ванна; 3 - валы узла нанесения клея; 4 - прижимное устройство; 5 - верхняя лента транспортера; 6 - валик ленты транспортера; 7 - сушильные плиты; 8 - направляющий валик; 9 - прижимные устройства (башмаки); 10 - опасное место между верхней и нижней лентами транспортера; 11 - верхняя лента транспортера; 12 - нижняя лента транспортера; 13 - секция протяжки; 14 - приводные валы транспортера; 15 - устройство, отрывающее полотно; 16 - секция ротационных ножниц; 17 - приводной ножевой вал; ![]() - секция сушки и протяжки
- секция сушки и протяжки
Рисунок 11 - Клеенаносящая машина, секция сушки, охлаждения, протяжки, ротационное вырубное устройство
5.9.3 Подпружиненное устройство
Движение в автоматическом режиме подпружиненного устройства (см. рисунок 11, позиция 4), прижимающего полотно к клеевому слою, должно быть защищено следующими мерами:
- мерами защиты по ISO 12643-1 и/или
- обеспечением возможности отклонения прижимного устройства не менее чем на 25 мм под воздействием давления пружины не более 150 Н.
5.10 Секция сушки и протяжки полотна
5.10.1 Места затягивания
Место затягивания, имеющееся на вводе в секцию сушки (рисунок 11) между верхней лентой транспортера (см. рисунок 11, позиция 5) или направляющим валиком (рисунок 11, позиция 8) и сушильной плитой (рисунок 11, позиция 7), должно быть защищено ограждениями с минимальным безопасным расстоянием 850 мм. Безопасное расстояние должно измеряться от места, в котором расстояние между верхней лентой транспортера или направляющим валиком и сушильной плитой составляет 50 мм.
Должны быть устранены опасности затягивания на направляющем валике верхней ленты транспортера (рисунок 11, позиция 6) применением неподвижных защитных ограждений.
5.10.2 Опасные места
Опасные места между нижними транспортирующими валиками или сушильной плитой и верхним прижимным устройством (башмаком) (рисунок 11, позиция 9) должны быть защищены ограждениями с блокировкой согласно ISO 12643-1. Проемы (окна) в ограждениях и безопасные расстояния должны соответствовать ISO 13857.
Опасное место (рисунок 11, позиция 10) между верхней (рисунок 1,* позиция 11) и нижней лентами транспортера (рисунок 11, позиция 12) на переходном участке между узлами сушки и протяжки должно быть защищено ограждениями с блокировкой.
_______________
* Текст документа соответствует оригиналу. - .
5.10.3 Сушильные плиты
Знаки безопасности должны находиться на всех местах, где персонал может соприкасаться с сушильными плитами при открытых ограждениях.
5.10.4 Предотвращение опускания прижимного устройства
Если требуется доступ в зону под прижимным устройством, для предотвращения опускания прижимного устройства под действием собственного веса должны быть применены следующие средства:
- самоблокирующиеся валы привода; и/или
- обратные клапаны на гидро- и пневмоцилиндрах, которые автоматически принимают на себя их функции в условиях работы; и/или
- другие адекватные средства.
Для проведения осмотров требуется применение ручного механического приспособления, фиксирующего прижимное устройство в безопасном положении (например, фиксирующие штифты или предохранительные подпорки).
5.10.5 Опасности придавливания
Опасности придавливания, создаваемые механическими устройствами, отрывающими гофрированное полотно от сушильных плит (рисунок 11, позиция 15), должны быть устранены с помощью неподвижных ограждений или ограждений с блокировкой.
5.10.6 Вакуумные транспортирующие ленты
В случае применения вакуумных транспортирующих лент вытяжной вентилятор и вытяжные трубы и рукава для защиты от возгорания и взрыва должны соответствовать ISO 12643-1 в части средств и мер защиты от взрыва.
5.10.7 Проводка полотна в сушильной секции
В зоне сушильной секции должно быть предусмотрено устройство для проводки полотна с целью устранения риска получения ожога.
5.11 Секция ротационных ножниц
5.11.1 Ротационные ножницы
Должно быть предусмотрено ротационное резальное устройство для вырезки гофрополотна при смене формата и удаления отходов (брака) материала.
5.11.2 Дисковый нож
Приводной ножевой вал (рисунок 11, позиция 17) должен быть защищен со всех сторон неподвижными и блокирующими защитными ограждениями согласно ISO 12643-1.
Если существует риск травмирования персонала не остановившимся полностью ножом, требуется применение блокирующего ограждения с фиксацией закрытия. Разблокирование ограждения должно быть возможно только после полной остановки ножа.
Фиксация закрытия блокирующего ограждения должна соответствовать ISO 14119.
5.11.3 Защита от движения ножа после отключения двигателя
На дисковых ножницах, в случае наличия опасности от движения ножа после отключения двигателя (инерционное движение), защитные ограждения должны быть также сблокированы с работой тормоза так, чтобы нож оставался в неподвижном положении, пока защитное ограждение открыто.
Примечание - Опасность от движения не остановившегося полностью ножа может существовать, например, после устранения застревания материала.
5.11.4 Отделитель отходов
Опасные места на отделителе отходов должны быть защищены неподвижными или блокирующими защитными ограждениями в соответствии с ISO 12643-1. Доступ снизу должен быть защищен неподвижными защитными ограждениями.
5.11.5 Удаление отходов
Должны быть приняты меры предосторожности для безопасного удаления отходов.
Примечание - В числе мер для безопасного удаления отходов может быть, например, применение передвижных бункеров для отходов или ленточных транспортеров.
В случае если бункеры для отходов используются также как средство защиты, они должны быть сблокированы с опасным движением отделителя отходов.
5.11.6 Применение средств индивидуальной защиты персонала
При смене ножей должны применяться средства индивидуальной защиты персонала (например, перчатки, защищающие от порезов).
Об информации, которая должна быть приведена в инструкции по эксплуатации, см.13.1.7.
5.12 Узел протяжки
5.12.1 Места придавливания
Место придавливания между верхним и нижним протягивающим валом при перемещении верхнего вала в рабочее положение должно быть защищено.
Примечание - Защита может быть выполнена, например, следующими мерами:
- применением режима управления с удержанием с системой управления, соответствующей как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061; и/или
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061; и/или
- применением неподвижных или блокирующих ограждений согласно ISO 12643-1.
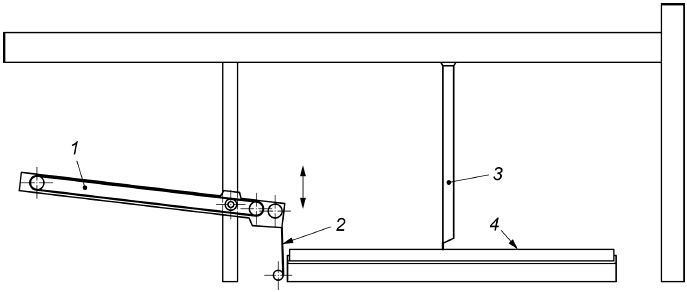
5.12.2 Опасные места под столом
Опасные места в зоне, расположенной под столом (зоны гофрополотна) (рисунок 12, позиция 2), должны быть защищены неподвижными ограждениями согласно ISO 12643-1.
|
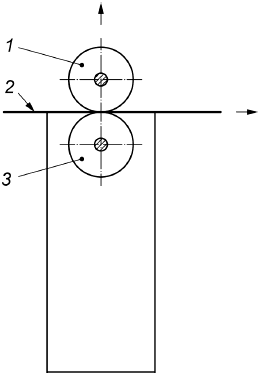
1 - верхний протягивающий вал; 2 - гофрополотно; 3 - нижний протягивающий вал
Рисунок 12 - Узел протяжки
5.13 Устройство продольной резки и рилевки (биговки)
5.13.1 Ограждения
Опасные места у инструментов для резки и рилевки должны быть защищены с помощью неподвижных ограждений согласно ISO 12643-1. С целью обеспечения безопасного доступа для наладки со стороны ввода и вывода гофрополотна должны быть предусмотрены дверцы с блокировкой.
Доступ в пространство под столами на вводе и выводе должен быть защищен неподвижными защитными ограждениями согласно ISO 12643-1.
5.13.2 Автоматическое позиционирование
Автоматическое позиционирование инструментов для резки и рилевки и колпака для отсоса отходов должно допускаться только при наличии блокирующих защитных ограждений в закрытом положении.
5.13.3 Всасывающие рукава
Всасывающие рукава для удаления отходов должны соответствовать ISO 12643-1.
5.13.4 Перемещение секций продольной резки и рилевки (биговки) управлением с удержанием
Автономное перемещение отдельных секций продольной резки и рилевки (биговки) допускается только при управлении с удержанием со скоростью не более 5 м/мин согласно ISO 12643-1. Система управления в режиме управления с удержанием должна соответствовать как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061. Места затягивания между ходовыми колесами и рельсами должны быть защищены неподвижными защитными ограждениями (отражателями). Расстояние между неподвижными защитными ограждениями и рельсами должно быть не более 15 мм.
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061. Места затягивания между ходовыми колесами и рельсами должны быть защищены неподвижными защитными ограждениями (отражателями). Расстояние между неподвижными защитными ограждениями и рельсами должно быть не более 15 мм.
При разведении секций обрабатывающие инструменты должны приводиться в движение только управлением с удержанием по ISO 12643-1. Система управления в режиме управления с удержанием должна соответствовать как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061.
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061.
5.14 Устройство, отклоняющее гофрополотно
Опасные места между устройствами, отклоняющими гофрополотно, и неподвижными частями должны быть защищены ограждениями согласно ISO 12643-1 (см. рисунок 13). Доступ снизу должен быть защищен неподвижными ограждениями согласно ISO 12643-1.
5.15 Листорезальные устройства
5.15.1 Места затягивания на прижимных валах
Места затягивания на прижимных валах должны быть защищены неподвижными ограждениями согласно ISO 12643-1.
5.15.2 Доступ к машине
Доступ в зону под транспортирующими столами должен быть защищен со всех сторон неподвижными защитными ограждениями согласно ISO 12643-1.
|
1 - неподвижные направляющие гофрополотна; 2 - подвижные направляющие гофрополотна; 3 - гофрополотно; 4 - ось поворота отклонителя гофрополотна
Рисунок 13 - Устройство, отклоняющее гофрополотно
5.15.3 Дисковые ножи
Опасные места на дисковых ножах должны быть защищены со всех сторон ограждениями с блокировкой согласно ISO 12643-1. В случае наличия риска возникновения опасности для оператора при остановке ножевого вала следует предусмотреть фиксацию закрытия блокирующего ограждения. Открытие защитного ограждения должно быть возможно только после полной остановки ножа.
Должны быть выполнены требования к фиксации закрытия блокирующего ограждения, установленные ISO 12643-1.
5.15.4 Шум
Риск, создаваемый воздушным шумом, излучаемым основными источниками шума, такими как транспортирующая система (состоящая из тянущих и обжимных валов на стороне разгрузки) и режущая система (состоящая из пар ножевых валов), должен быть снижен в соответствии с ISO 12643-1.
Примечание - Это может быть достигнуто, к примеру, частичным или полным ограждением основных источников шума звукопоглощающими материалами, например укрыванием листорезального устройства кожухом.
В случае применения оболочек в проемах (окнах) оболочки для подачи полотна и приемки заготовок должны быть предусмотрены шумопоглощающие элементы.
5.16 Стопоукладчики
5.16.1 Места затягивания
Места затягивания на лентах транспортирующей системы, обеспечивающей загрузку стопоукладчика, должны быть защищены неподвижными ограждениями.
5.16.2 Полный доступ (доступ всем телом)
Если во время работы машины требуется полный доступ к транспортирующей системе, обеспечивающей загрузку стопоукладчика, должны быть приняты следующие меры:
a) перед тем как оператор подойдет к ленте транспортера, скорость транспортера должна быть снижена до 1,5 м/с (90 м/мин) максимум. В течение этого времени система управления не должна допускать непреднамеренного увеличения скорости. После того как оператор отойдет от транспортера, для того чтобы снова повысить его скорость до рабочей, он должен привести в действие устройство разблокировки. Устройство разблокировки должно быть за пределами доступа работника, находящегося у ленты транспортера, и должно быть расположено в месте, с которого лента транспортера хорошо видна оператору.
Примечание - В числе мер по уменьшению скорости и предотвращению непреднамеренного ее увеличения может быть, например, открывание дверцы, сблокированной с ограничителем скорости, или применение ЭЧПУ;
b) визуальный предупредительный сигнал (индикатор) должен начать мигать не менее чем за 5 с до начала автоматического движения на пониженной скорости и до полного завершения состояния пониженной скорости;
c) по обеим сторонам ленточного транспортера должны быть предусмотрены поручни согласно ISO 12643-1. Здесь также должны быть смонтированы промежуточные ограждения на высоте 200 мм над уровнем ленты транспортера. Напольный ограждающий бортик в этом случае не требуется;
d) для защиты работника от падения должно быть предусмотрено передвижное ограждение поперек ленты транспортера на высоте не более 500 мм и на расстоянии не менее 1600 мм от передней стороны приемного устройства.
Устройство защиты от падения должно быть сблокировано с движением ленты транспортера и стопоукладчика и иметь предупредительную разметку в виде чередующихся полос черного и желтого цвета (см. рисунок 14).
|
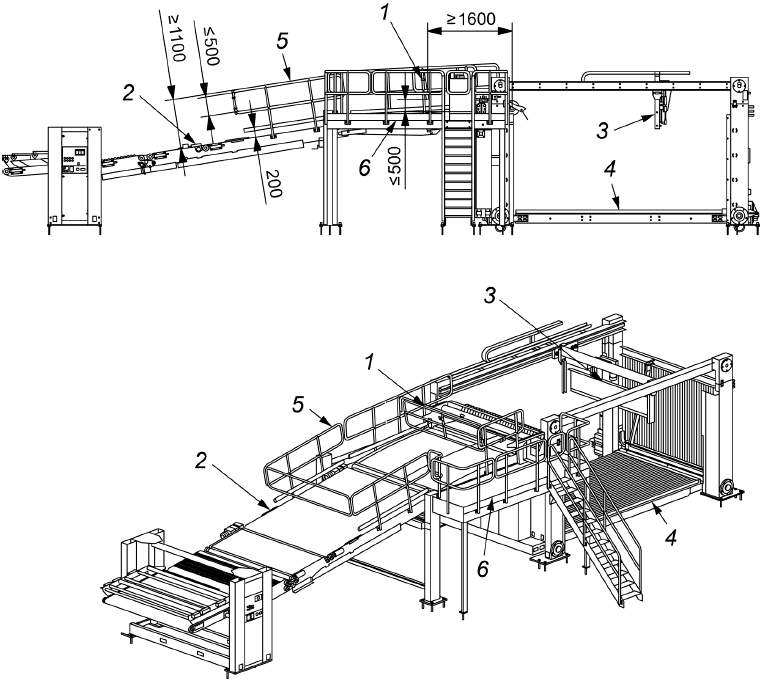
1 - передвижное устройство для защиты от падения; 2 - ленточный транспортер; 3 - передвижной задний упор; 4 - боковой вывод; 5 - поручни; 6 - мостик
Рисунок 14 - Ленточный транспортер с устройством для защиты от падения
5.16.3 Секции подачи и приемки
Стопоукладчики должны соответствовать ISO 12643-1.
В автоматических стопоукладчиках (автоматических штабелерах) с загрузкой на опускающийся приемный стол должны быть приняты дополнительные меры для того, чтобы движение подъема приемного стола могло быть начато только при отсутствии на нем работника (см. рисунок 15).
Это требование может быть выполнено применением следующих мер:
- обеспечением наличия параллельных фотоэлектрических лучей над приемным столом с расстоянием между отдельными лучами не более 300 мм и на высоте 150 мм по горизонтали при нахождении приемного стола в крайнем нижнем положении и/или
- установкой расположенного соответствующим образом лазерного сканирующего устройства.
Для защиты опасной зоны под приемным столом должны быть выполнены требования ISO 12643-1.
5.16.4 Техническое обслуживание и осмотр
Для выполнения технического обслуживания и осмотра стопоукладчики должны быть обеспечены механическим приспособлением для надежного предотвращения опускания приемного стола в стопоукладчике с подвижным приемным столом или выводного (загрузочного) ленточного транспортера в стопоукладчике с загрузкой поднимающимся транспортером. Это механическое приспособление должно вступать в действие при опускании приемного стола на расстояние не более 100 мм над ним.
Должны быть предусмотрены средства доступа в опасную зону, например дверцы с блокировкой.
|
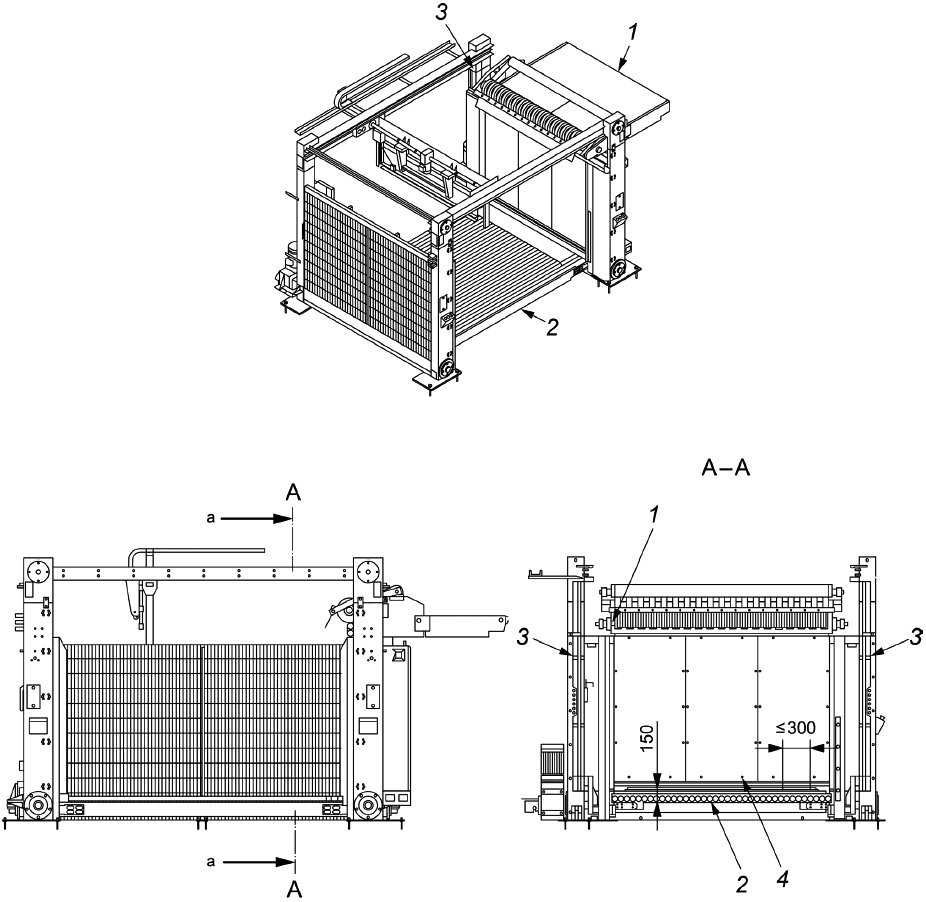
1 - загрузочный ленточный транспортер; 2 - приемный стол (роликовый конвейер); 3 - цепь; 4 - фотоэлектрический луч
Рисунок 15 - Стопоукладчик с загрузкой на опускающийся приемный стол (с нижней загрузкой)
Указания по надежному закреплению стола механическими приспособлениями для предотвращения его опускания под действием силы тяжести должны быть даны в инструкции по эксплуатации.
Об информации, которая должна быть приведена в инструкции по эксплуатации, см.13.1.7.
5.16.5 Средства защиты в стопоукладчиках с регулируемой высотой стопы
В стопоукладчиках с регулируемой высотой стопы (стопоукладчики с загрузкой поднимающимся транспортером) опасное место между опускающимся транспортером и роликовым транспортером или полом должно быть защищено (см. рисунок 16). Доступ к ленте транспортера при ее движении должен предотвращаться по бокам защитными оболочками и спереди с помощью шторок достаточной прочности и долговечности.
|
1 - ленточный транспортер; 2 - шторки; 3 - перемещаемые боковые упоры; 4 - роликовый транспортер
Рисунок 16 - Стопоукладчик с загрузкой поднимающимся транспортером (с верхней загрузкой)
Если требуется снятие гофрированных листов с ленты транспортера, загружающего стопоукладчик, неподвижные ограждения вдоль транспортера могут быть заменены следующими мерами:
- обеспечением высоты между нижним краем ленточного транспортера и полом не менее 500 мм;
- предупреждением на открытых участках транспортера, что проход запрещен (о предупреждающих надписях см. ISO 12643-1);
- применением цепной шторки под загрузочным транспортером, препятствующей проходу под транспортером;
- предотвращением доступа с обеих сторон в пространство под загрузочным транспортером с помощью щитков в начале и в конце открытой зоны на всю ширину загрузочного транспортера.
Защитные оболочки должны соответствовать требованиям ISO 12643-1.
5.16.6 Роликовые транспортеры
Опасные места между автоматически перемещающимися боковыми упорами и неподвижными частями на доступных роликовых транспортерах стопоукладчиков должны быть защищены применением безопасного расстояния не менее 500 мм. В тех случаях, когда это минимальное расстояние не может быть применено, должны быть предусмотрены соответствующие защитные ограждения по ISO 12643-1.
Требования к доступным роликовым транспортерам установлены в EN 619.
6 Фальцевально-склеивающие машины
6.1 Машина в целом
6.1.1 Звуковое предупреждение о пуске
Фальцевально-склеивающие машины должны иметь систему звукового предупреждения о пуске в соответствии с ISO 12643-1.
6.1.2 Аварийный останов
Кнопки аварийного останова должны быть предусмотрены по крайней мере на каждом пульте управления.
6.1.3 Приводные валы
Места затягивания на приводных валах должны быть защищены одной или более из следующих мер:
- применением раздвижных неподвижных защитных ограждений, самонастраивающихся по формату и не вращающихся вместе с валами; или
- применением любых других надлежащих мер.
6.1.4 Автоматическая установка формата
Если операция по установке формата обрабатываемых полуфабрикатов осуществляется в автоматическом режиме, опасные места должны быть защищены следующими мерами:
- применением управления с удержанием в соответствии с ISO 12643-1; система управления с удержанием должна соответствовать как минимум УЭЗ ![]() с по ISO 13849-1 или УПБ SIL1 по IEC 62061; и/или
с по ISO 13849-1 или УПБ SIL1 по IEC 62061; и/или
- ограничением установочной скорости до 0,5 м/мин.
6.2 Самонаклад
Места затягивания между лентой транспортера и направляющими, натяжными и ведущими (приводными) валиками должны быть защищены посредством неподвижных ограждений, конструкция которых не должна создавать дополнительных опасностей. Пример такого ограждения приведен на рисунке 17.
|
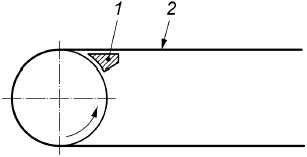
1 - профилированная деталь; 2 - лента транспортера
Рисунок 17 - Защита места затягивания лентой транспортера с помощью профилированной детали
6.3 Фальцевальная секция
6.3.1 Роликовые направляющие
Места затягивания между верхними и нижними роликовыми направляющими или фальцевальными ремнями (см. рисунок 18) должны быть защищены следующими мерами:
- применением отклонения первого ролика роликовой направляющей не менее чем на 25 мм при усилии контакта не более 70 Н;
- применением расстояния 100 мм между первым роликом (см. рисунок 18, позиция 3) и первым из последующих роликов (см. рисунок 18, позиция 5);
- применением для последующих роликов роликовой направляющей неподвижных защитных ограждений снаружи, по обеим сторонам с безопасными расстояниями по ISO 13857. Такие защитные ограждения не должны иметь острых кромок.
Опасные места, создаваемые движением роликовой направляющей, должны быть защищены применением управления с удержанием согласно ISO 12643-1 или другими мерами, способными обеспечить эквивалентный уровень защиты.
|
1 - верхняя роликовая направляющая; 2 - нижняя роликовая направляющая; 3 - первый ролик; 4 - фальцевальный ремень; 5 - последующие ролики
Рисунок 18 - Роликовые направляющие
6.3.2 Фальцевальный крюк
Опасные места, создаваемые фальцевальным крюком (рисунок 19), должны быть защищены блокирующими ограждениями или применением ЭЧПУ, установленным согласно ISO 13855.
|
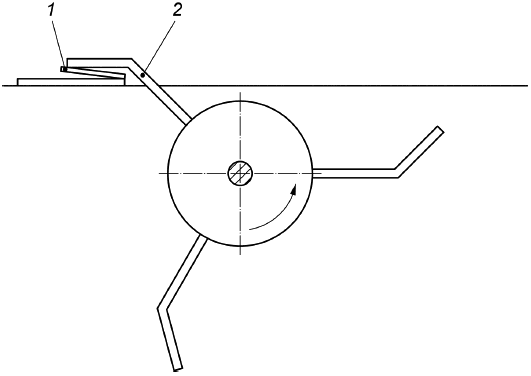
1 - сфальцованная заготовка; 2 - фальцевальный крюк
Рисунок 19 - Фальцевальный крюк
6.4 Клеевая секция
Места затягивания между клеенаносящим валиком и заготовкой должны быть защищены неподвижными ограждениями по ISO 12643-1 или любыми другими адекватными мерами.
В случае применения горячего клея требуется наличие устройства регулирования температуры и отдельного устройства контроля температуры клея.
Клеевая ванна должна быть изолирована.
Должны быть предусмотрены средства защиты персонала от разбрызгивания клея.
6.5 Фальцевальный ремень
Места затягивания между фальцевальным ремнем и шкивами должны быть защищены неподвижными ограждениями (рисунок 17).
Места затягивания между фальцевальным ремнем и прижимными валиками должны быть защищены следующими мерами:
- применением прижимных валиков, которые могут отклоняться не менее чем на 25 мм при контактном усилии не более 70 Н; и/или
- применением неподвижных или блокирующих ограждений в соответствии с ISO 12643-1; и/или
- применением ЭЧПУ на безопасном расстоянии от ближайшего опасного места по ISO 13857.
6.6 Секция обжимки
6.6.1 Шкивы
Опасное место затягивания между верхним и нижним шкивами обжимного ремня со стороны подачи должно быть защищено следующими мерами:
- ограничением обжимного усилия шкивов на стороне подачи до 500 Н;
- применением смещения шкивов не менее чем на 120 мм.
Примечание - Это может быть выполнено, например, расположением шкивов верхнего и нижнего обжимного ремня так, чтобы один не находился непосредственно под другим и между шкивами было расстояние не менее 120 мм (см. рисунок 20).
6.6.2 Обжимные валики
Места затягивания между обжимными валиками и обжимным ремнем должны быть защищены:
- неподвижными ограждениями по ISO 12643-1 и/или
- смещением шкивов не менее чем на 120 мм при усилии контакта до 100 Н.
Размеры в миллиметрах
|
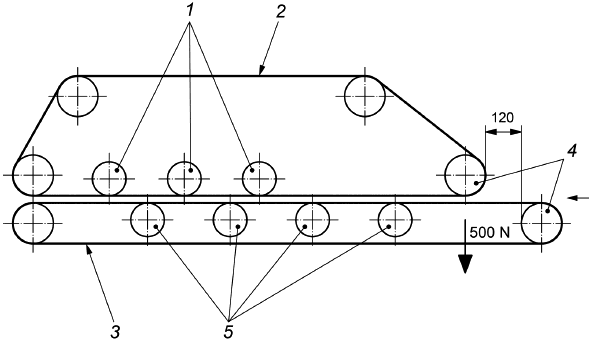
1 - обжимные валики, 2 - верхний обжимной ремень; 3 - нижний обжимной ремень, 4 - шкивы; 5 - направляющие ролики
Рисунок 20 - Секция обжимки
7 Автоматы для питания самонаклада (автопитатели)
7.1 Автомат для питания самонаклада с носителем стопы
7.1.1 Общее требование
Конструкция зоны самонаклада должна соответствовать требованиям к устройствам подачи, установленным ISO 12643-1.
7.1.2 Защита на стороне подачи
Опасные зоны на стороне подачи самонаклада должны быть защищены ЭЧПУ (или эквивалентной защитой) для предотвращения доступа всем телом согласно ISO 12643-1. ЭЧПУ должно быть установлено поперек питающего роликового транспортера или на уровне пола.
7.1.3 Защита самонаклада с боковых сторон
Для защиты самонаклада с боковых сторон должны быть предусмотрены неподвижные защитные ограждения согласно ISO 12643-1. Подобные ограждения должны иметь блокирующую дверцу для доступа при устранении неисправностей.
7.1.4 Проемы для перемещения поддонов
Проемы для удаления пустых поддонов должны соответствовать ISO 13857.
7.1.5 Защита на подающих и перегрузочных мостиках
Опасные движения на подающих и перегрузочных мостиках должны быть защищены следующими мерами:
a) применением управления с удержанием со скоростью не более 5 м/мин согласно ISO 12643-1 и/или
b) применением неподвижных боковых ограждений согласно ISO 13857.
Примечание - Опасными движениями могут быть подъем, опускание и выдвижное движение.
Опасные места между толкателями в конце подачи и перегрузочными мостиками должны быть защищены ограждениями или минимальным безопасным расстоянием 120 мм.
Опасные места между толкателями и стопой в магазине последующей линии должны быть защищены, например, ограничением усилия воздействия толкателей до 300 Н.
7.1.6 Защита на транспортирующих лентах
Там, где могут быть доступны места затягивания на транспортирующих лентах, эти места должны быть защищены согласно ISO 12643-1.
7.1.7 Защита от опасностей, вызываемых автоматической установкой формата
В случае наличия опасностей автоматическая установка формата может быть выполнена на скорости до 0,5 м/мин без дополнительных мер безопасности. Однако при наличии опасности придавливания головы или туловища установка формата должна выполняться только в режиме управления с удержанием. Расположение органа управления должно обеспечивать возможность оператору хорошо видеть опасные места.
Пример - К числу устройств для автоматической установки формата относятся, например, боковые выравнивающие упоры.
В случае необходимости принятия дополнительных мер безопасности в зоне устанавливаемого на формат устройства персонал должен быть защищен от перемещения соответствующего устройства (устройств) следующими мерами:
a) применением сенсорных предохранительных устройств с реакцией на приближение (СПУ); и/или
b) применением отдельного останавливающего устройства (тормоза), не входящего в цепь устройства аварийного останова печатной машины; и/или
c) применением зонного управления с использованием цепи аварийного останова.
7.1.8 Защита от опасностей при перемещении автомата для питания самонаклада (автопитателя)
Опасные места, образующиеся при перемещении автопитателя в состав поточной линии или из него, должны быть защищены. Защита считается достаточной при выполнении одного из следующих условий:
a) перемещение автопитателя возможно только в режиме управления с удержанием со скоростью не более 5 м/мин; имеется непрерывный звуковой предупредительный сигнал, действующий во время движения машины; имеется возможность визуально контролировать опасные места и опасные зоны с места расположения кнопки управления с удержанием;
b) опасная зона защищена неподвижным ограждением и ЭЧПУ.
7.2 Автомат для питания самонаклада с устройством для переворачивания стопы
7.2.1 Защита стороны подачи
Опасная зона устройства для переворачивания стопы на стороне подачи самонаклада должна быть защищена ЭЧПУ (или эквивалентной защитой) для предотвращения доступа всем телом согласно ISO 12643-1. Устройства безопасности должны быть расположены поперек питающего роликового транспортера или на уровне пола.
7.2.2 Защита устройства для переворачивания стопы с боковых сторон
Для защиты устройства для переворачивания стопы с боковых сторон должны быть предусмотрены неподвижные защитные ограждения согласно ISO 12643-1. Подобные ограждения должны иметь блокирующую дверцу доступа для устранения неисправностей.
7.2.3 Проемы для поддонов
Проемы для удаления пустых поддонов должны соответствовать ISO 13857.
7.2.4 Защита на подающих и перегрузочных мостиках
Опасные движения на подающих и перегрузочных мостиках должны быть защищены следующими мерами:
a) применением управления с удержанием со скоростью не более 5 м/мин согласно ISO 12643-1 или
b) применением неподвижных боковых ограждений согласно ISO 13857.
Примечание - Опасными движениями могут быть подъем, опускание и выдвижное движение.
7.2.5 Защита на транспортирующих лентах
Доступные места затягивания на транспортирующих лентах должны быть защищены согласно ISO 12643-1.
Опасные места между толкателями в конце подачи и перегрузочными мостиками должны быть защищены ограждениями или минимальным безопасным расстоянием 120 мм.
Опасные места между толкателями и стопой в магазине последующей линии должны быть защищены, например, ограничением усилия воздействия толкателей до 300 Н.
7.2.6 Защита от опасностей при автоматической установке формата
В случае наличия опасностей автоматическая установка формата может быть выполнена на скорости до 0,5 м/мин без дополнительных мер безопасности. Однако при наличии опасности придавливания головы или туловища установка формата должна выполняться только в режиме управления с удержанием. Расположение органа управления с удержанием не должно препятствовать оператору хорошо видеть опасные места.
В случае необходимости принятия дополнительных мер безопасности в зоне устройства (устройств) для установки формата персонал должен быть защищен от перемещения устройства (устройств) следующими мерами:
a) применением сенсорных предохранительных устройств с реакцией на приближение; и/или
b) применением отдельного останавливающего устройства (тормоза), не входящего в цепь устройства аварийного останова печатной машины; и/или
c) применением зонного управления с использованием цепи аварийного останова.
7.2.7 Защита от опасностей при движении автомата для питания самонаклада (автопитателя)
Опасные места, образующиеся при движении автомата для питания самонаклада (автопитателя), должны быть защищены. Защита считается приемлемой, если применено одно из следующих условий:
a) движение машины возможно только в режиме управления с удержанием со скоростью не более 5 м/мин; имеется непрерывный звуковой предупредительный сигнал, действующий во время движения машины; имеется возможность визуально контролировать опасные места и опасные зоны с места расположения кнопки управления с удержанием;
b) опасная зона защищена неподвижным ограждением или ЭЧПУ.
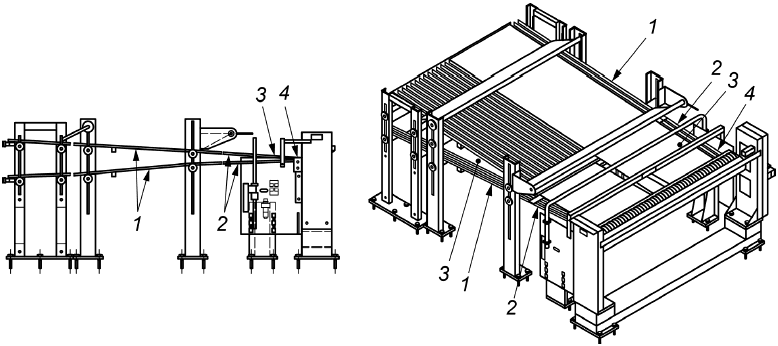
Типичные примеры подвижных автопитателей приведены на рисунках 21 и 22.
|
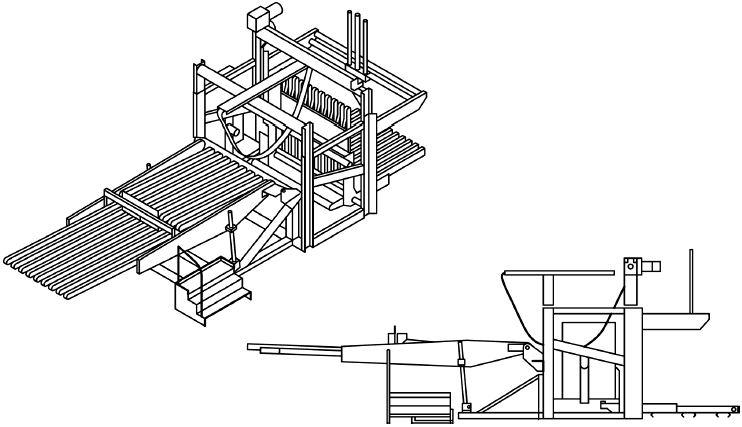
Рисунок 21 - Автомат для питания самонаклада с устройством для переворота стопы
|
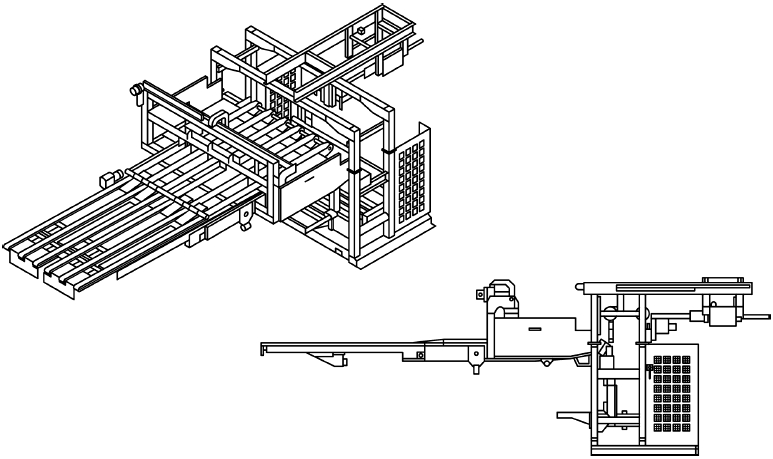
Рисунок 22 - Автомат для питания самонаклада с носителем стопы
8 Поточные линии для переработки плоского картона (рисунок 23)
|
1 - секция подачи заготовок; 2 - пачка заготовок; 3 - устройство бокового равнения; 4 - подающие валики; 5 - печатная секция; 6 - красочный валик; 7 - секция продольной резки, рилевки (биговки); 8 - ротационное высекальное устройство; 9 - лента транспортера для удаления отходов; 10 - фальцевальная секция; 11 - проволокошвейная секция; 12 - секция счетно-выталкивающая, выравнивающая сгиб картонных коробок; 13 - приемное устройство
Рисунок 23 - Поточная линия для переработки плоского картона
8.1 Поточная линия в целом
8.1.1 Звуковой предупредительный сигнал о пуске
Поточные линии для переработки плоского картона должны иметь систему звукового предупреждения о пуске согласно ISO 12643-1.
8.1.2 Аварийный останов
На каждом пульте управления должны быть предусмотрены кнопки аварийного останова.
8.1.3 Смыкание секций
В процессе смыкания секций поточной линии для совместной работы опасные места, образующиеся между боковыми стенками станины машины, можно считать достаточно защищенными при выполнении следующих условий:
- перемещение секций возможно только в режиме управления с удержанием с максимальной скоростью 5 м/мин;
- орган управления с удержанием расположен в таком месте, с которого до опасного места нельзя дотянуться рукой с растопыренными пальцами;
- предохранительное устройство подает непрерывный звуковой сигнал во время смыкания секций машины;
- в проходах между отдельными секциями предусмотрены устройства безопасного останова, если оператор не имеет возможности следить за проходами между отдельными секциями с места расположения органа управления пуском. Любое движение должно быть остановлено при приведении в действие устройства безопасного останова. Устройствами безопасного останова могут быть автоматически запирающиеся органы управления или тросы аварийного отключения. Расстояние между двумя соседними органами управления должно быть не более 1,5 м. Должны быть выполнены требования ISO 13850. Обработка сигнала должна соответствовать ISO 12643-1.
Об указаниях по остаточному риску, которые должны быть приведены в инструкции по эксплуатации, см.13.1.9.
8.1.4 Разведение секций
Разведение секций должно происходить только после остановки опасного движения.
8.1.5 Вращающиеся инструменты на разведенных секциях
Не допускается непрерывная работа вращающихся частей и обрабатывающих инструментов после разведения секций.
Примечание - Примерами подобных вращающихся инструментов являются ножи, диски, ротационные вырубные штампы.
8.1.6 Ходовые колеса
Места затягивания между ходовыми колесами и полом или рельсами должны быть защищены, например неподвижными ограждениями для ног, так, чтобы расстояние между рельсами и нижним краем ограждения не превышало 15 мм.
8.2 Секция подачи заготовок
8.2.1 Подающие валики
Места затягивания между подающими валиками и неподвижными частями машины должны быть защищены отражающими перегородками, отражающая плоскость которых должна находиться под прямым углом к поверхности вращающихся частей и на расстоянии не более 4 мм.
8.2.2 Вакуумные плиты и направляющие планки
Опасные места между вакуумными плитами/направляющими планками и неподвижными частями должны быть защищены следующими мерами:
- применением неподвижных ограждений по ISO 12643-1 и/или
- применением устройств контроля остатка стопы (пачки) согласно ISO 12643-1.
8.2.3 Устройства бокового выравнивания
Опасные места между устройствами бокового выравнивания (боковые толкатели) (рисунок 23, позиция 3) и неподвижными частями машины должны быть защищены ограждениями или минимальным расстоянием 120 мм.
Опасные места между устройствами бокового выравнивания (рисунок 23, позиция 3) и пачкой заготовок в магазине (рисунок 23, позиция 2) должны быть защищены. Защита может быть обеспечена ограничением усилия воздействия толкателей до 300 Н.
8.2.4 Боковые выравнивающие упоры магазина заготовок
Боковые выравнивающие упоры магазина заготовок создают при перемещении опасные места у неподвижных частей машины. Защита может быть выполнена следующими мерами:
- применением ручного управления перемещением; и/или
- применением управления с удержанием со скоростью не более 5 м/мин; и/или
- ограничением скорости перемещения до 0,5 м/мин и применением устройства аварийного останова, расположенного на стороне приемки.
8.2.5 Подающие валики
Места затягивания на подающих валиках (рисунок 23, позиция 4) должны быть защищены следующими мерами:
- применением неподвижных защитных ограждений и/или
- применением автоматического контроля остатка стопы в соответствии с ISO 12643-1 с защитными ограждениями, расположенными снаружи боковых упоров для предотвращения доступа к месту затягивания при любом формате продукции.
В порядке исключения из требований ISO 13857 для вводных проемов (окон) размером не более 30 мм допускается минимальное безопасное расстояние 200 мм. В других случаях требуется применение безопасного расстояния 850 мм.
8.2.6 Транспортирующие валики
Места затягивания на транспортирующих валиках должны быть защищены неподвижными защитными ограждениями согласно рисунку 17.
8.3 Печатная секция
8.3.1 Вращающеся валики и элементы привода
Перед разведением печатных секций все опасные движения должны быть остановлены.
8.3.2 Разведенные печатные секции
Если секции разведены, печатная секция должна приводиться в движение только в режиме управления с удержанием согласно ISO 12643-1. Скорость движения при этом должна быть не более 5 м/мин. Система управления в режиме управления с удержанием должна соответствовать ISO 12643-1. Для управления работой в режиме управления с удержанием может быть использована педаль, что дает возможность оператору использовать обе руки при установке печатных форм.
8.3.3 Смена печатных форм
8.3.3.1 Общее положение
Смена печатных форм должна выполняться с помощью подходящих средств подъема или перемещения форм, обеспечивающих удобную и безопасную их установку и выемку.
8.3.3.2 Автоматическая смена печатной формы
При смене печатных форм в автоматическом режиме эта операция может быть выполнена без разведения печатных секций.
Если при установке печатной формы формный цилиндр вращается автоматически, опасные места между формным цилиндром и неподвижными частями машины (станиной машины) должны быть защищены следующими мерами:
a) применением ограждений согласно ISO 12643-1; и/или
b) применением ЭЧПУ согласно ISO 12643-1; и/или
c) применением сенсорных предохранительных устройств с реакцией на приближение (например, сенсорных предохранительных устройств).
8.3.3.3 Смена печатной формы в полуавтоматическом режиме
При смене печатных форм в полуавтоматическом режиме (т.е. когда оператор участвует в установке печатной формы на формный цилиндр и формный цилиндр не вращается автоматически) опасные места между формным цилиндром и неподвижными частями машины (станиной машины) должны быть защищены следующими мерами:
a) применением ограждений согласно ISO 2643-1; и/или
b) применением режима управления с удержанием. Система управления при этом должна соответствовать как минимум УЭЗ ![]() d по ISO 13849-1 или УПБ SIL 2 по IEC 62061; и/или
d по ISO 13849-1 или УПБ SIL 2 по IEC 62061; и/или
c) если оператору необходимо использовать обе руки для установки печатной формы, применением педали, работающей как устройство управления с удержанием, с системой управления, соответствующей как минимум УЭЗ ![]() d по ISO 13849-1 или УПБ SIL 2 по IEC 62061. Перемещение должно быть ограничено скоростью не более 5 м/мин или расстоянием не более 75 мм.
d по ISO 13849-1 или УПБ SIL 2 по IEC 62061. Перемещение должно быть ограничено скоростью не более 5 м/мин или расстоянием не более 75 мм.
8.3.4 Защита на вращающихся валиках
Воздействие на орган управления аварийным остановом не должно вызывать остановку красочных валиков, если продолжение их движения необходимо по условиям производства и если все места затягивания на красочных валиках защищены блокирующими ограждениями (допустимо совместно с неподвижными ограждениями) согласно ISO 12643-1.
Если печатные секции находится в разведенном положении и валики, например красочные (рисунок 23, позиция 6), должны по условиям производства продолжать принудительное вращение, опасные места должны быть защищены ограждениями с блокировкой.
Если красочные валики должны продолжать принудительное вращение, должен быть обеспечен зазор между красочным валиком и формным цилиндром во избежание возникновения фрикционного контакта между красочным валиком и формным цилиндром.
8.4 Секция продольной резки, рилевки (биговки), ротационное высекальное устройство
8.4.1 Автоматическая установка формата
Автоматическая установка формата обрабатываемой продукции должна быть возможна только при сомкнутых секциях. Если секции находятся в разведенном положении, установка обрабатывающих инструментов должна быть возможна только в режиме управления с удержанием согласно ISO 12643-1 с ограничением скорости до 5 м/мин. Система управления в режиме управления с удержанием должна соответствовать ISO 12643-1.
8.4.2 Удаление отходов
Опасные места у инструментов для отделения обрезков от заготовок должны быть защищены, например, с помощью защитного ограждения туннельного типа, которое не препятствует удалению отходов и в то же время предотвращает доступ к инструменту.
8.4.3 Ленточный транспортер для удаления отходов
Опасные места на ленточном транспортере для удаления отходов (рисунок 23, позиция 9) должны быть защищены с помощью неподвижных ограждений в соответствии с EN 619.
Падение на ленточный транспортер для удаления отходов, например с уровня пола, должно быть предотвращено с помощью средств защиты от падения с платформ, лестниц для доступа, проходов (переходов, мостков) и приподнятых рабочих мест в соответствии с ISO 12643-1.
8.4.4 Шум
Риск от воздушного шума, излучаемого основными источниками шума, должен быть снижен в соответствии с ISO 12643-1.
Это может быть достигнуто, например, частичным или полным ограждением основных источников шума звукопоглощающими материалами, например полным укрытием ротационного перфорирующего устройства. В проемах (окнах) ограждения, необходимых для подачи полотна обрабатываемого материала и приемки заготовок, должны быть предусмотрены шумопоглощающие элементы.
Для уменьшения опасностей, создаваемых вибрацией, между машиной и полом должны быть предусмотрены демпфирующие устройства.
8.5 Фальцевальная (фальцевально-склеивающая) секция (рисунок 23, позиция 10*)
______________________
* Цифра 10 в наименовании пункта 8.5 в оригинале выделена курсивом. - .
8.5.1 Заготовки гофроящиков
Зона транспортирования заготовок должна быть защищена неподвижными и блокирующими ограждениями или ЭЧПУ для исключения риска травмирования заготовками гофроящиков.
8.5.2 Места затягивания
Места затягивания на клеевых валиках и между клеевыми валиками и клеевой ванной должны быть защищены согласно ISO 12643-1.
8.5.3 Фальцевальные стержни
Опасная зона между двумя фальцевальными стержнями должна быть защищена защитными оболочками с блокирующими дверцами для доступа согласно ISO 12643-1. Допускается движение фальцевальных стержней при открытых блокирующих дверцах только в режиме управления с удержанием согласно ISO 12643-1 и если оператор имеет возможность наблюдать за всеми опасными местами и зонами. Система управления в режиме управления с удержанием должна соответствовать ISO 12643-1.
8.5.4 Приводные валы
Приводные валы должны быть защищены неподвижными ограждениями в соответствии с ISO 12643-1.
8.6 Клеевая лента
Машина должна иметь такую конструкцию, чтобы смену и заправку клеевой ленты можно было выполнять за пределами опасных зон.
8.7 Проволокошвейная секция (рисунок 23, позиция 11)
8.7.1 Опасные места между верхним и нижним проволокошвейными инструментами
Опасные места между верхним и нижним проволокошвейными инструментами должны быть защищены неподвижными и блокирующими ограждениями или другими способами защиты опасных зон по ISO 12643-1.
8.7.2 Перемещение швейной секции
Перемещение швейной секции должно быть защищено следующими мерами:
- применением управления с удержанием в соответствии с ISO 12643-1 и/или
- применением мер защиты опасной зоны в соответствии с ISO 12643-1 в случае автоматического перемещения.
8.7.3 Смена и заправка сшивающего материала
Конструкция машины должна обеспечивать смену и заправку сшивающего материала за пределами опасных зон.
8.7.4 Приводные валы
Приводные валы должны быть защищены неподвижными ограждениями согласно ISO 12643-1.
8.7.5 Приемное устройство
Приемное устройство должно быть защищено согласно ISO 12643-1.
9 Плосковысекальные автоматы
9.1 Машина в целом
9.1.1 Обрабатывающий инструмент
До тех пор, пока защитное ограждение остается открытым, изменение положения подвижной части обрабатывающего инструмента (например, нижней части секции высечки или инструмента для отделения обрезков), в том числе путем неприводного перемещения или самопроизвольного опускания под действием собственного веса, не допускается. Это достигается на пневматических и гидравлических цилиндрах с помощью регулируемых обратных клапанов.
9.1.2 Устройства автоматической высечки
Устройства автоматической высечки, в которых при застревании заготовки происходит, например, разъединение замыкания штампа между червячной передачей и маховиком, должны быть обеспечены средствами безопасности.
Примечание 1 - Такими средствами безопасности могут быть:
- тормоза или
- механические, пневматические или гидравлические предохранительные устройства.
Повреждение муфты маховика не должно вызывать опасных движений. Этого можно избежать применением автоматической блокировки штанги захватов с системой управления, соответствующей УЭЗ ![]() с по ISO 13849-1 или УПБ SIL 1 по IEC 62061.
с по ISO 13849-1 или УПБ SIL 1 по IEC 62061.
Примечание 2 - Примером этого является применение блокирования цепи захватов для предотвращения ее движения из-за механической неисправности маховика или другого элемента в системе привода, что могло бы привести к неожиданному движению цепи захватов.
Должен быть предусмотрен предупредительный звуковой сигнал о пуске согласно ISO 12643-1.
О рекомендациях, которые должны быть даны в инструкции по эксплуатации, см. 13.1.10.
Типичный пример плосковысекального автомата показан на рисунке 24.
|
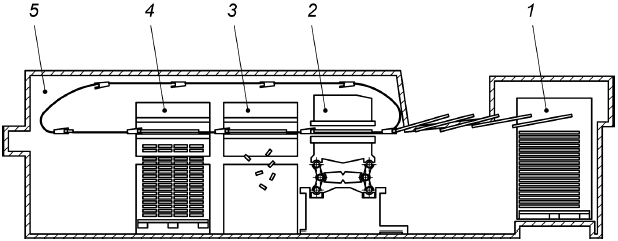
1 - самонаклад; 2 - высекальная (штанцевальная) секция; 3 - секция отделения (выламывания) облоя; 4 - секция разделения заготовок, приемное устройство; 5 - секция обрезки и удаления кромки захватов
Рисунок 24 - Плосковысекальный автомат
9.1.3 Устройства аварийного останова
Устройство аварийного останова должно быть предусмотрено на каждом пульте управления.
9.2 Самонаклад
9.2.1 Контроль остатка стопы
При срабатывании устройства для контроля остатка стопы опасное движение самонаклада должно быть остановлено.
9.2.2 Опасности защемления
Должна быть предусмотрена защита от опасностей защемления между подвижными передними и боковыми упорами и неподвижными частями машины с помощью защитных ограждений.
9.2.3 Подающие валики
Опасности на подающих валиках должны быть защищены неподвижными ограждениями.
В порядке исключения из требований ISO 13857, если подающие проемы (окна) в неподвижных ограждениях не более 30 мм, допускается минимальное безопасное расстояние не менее 200 мм. В других случаях требуемое минимальное безопасное расстояние составляет 850 мм.
9.3 Высекальная (штанцевальная) секция
9.3.1 Опасные места между захватами листов и накладным столом
Опасные места между листопередающими захватами и накладным столом должны быть защищены ограждениями согласно ISO 12643-1. Безопасное расстояние в зависимости от ширины проема (окна) для подачи заготовок должно соответствовать ISO 13857.
9.3.2 Опасные места между верхним (штамп) и нижним (ответная плита) высекальными инструментами
Опасные места между верхним (штамп) и нижним (ответная плита) высекальными инструментами должны быть защищены неподвижными и блокирующими защитными огражденииями согласно ISO 12643-1. Для смены высекальных инструментов должны быть предусмотрены блокирующие защитные ограждения, сблокированные с опасным движением.
9.3.3 Высекальные инструменты
При смене высекальных инструментов требуется принятие следующих мер:
a) высекальные инструменты (высекальный штамп и заключная рама) должны устанавливаться в секцию высечки и выниматься с помощью шарнирных кронштейнов; и
b) конструкцией шарнирных кронштейнов должно быть предусмотрено применение, например, лебедки, автопогрузчика с вилочным захватом или других специальных механизмов для подъема и опускания инструментов; и
c) должна быть предусмотрена защита от падения инструмента под действием собственного веса в процессе его выемки.
Механизированное перемещение в секцию высечки и из нее должно быть возможно только в режиме управления с удержанием.
Для выполнения приправки высекальных инструментов должны быть предусмотрены следующие средства:
- приспособление на шарнирных кронштейнах для поворачивания верхнего и нижнего инструментов без чрезмерных усилий;
- отдельный стол для приправки высекальных инструментов за пределами машины.
9.4 Секция отделения (выламывания) облоя
9.4.1 Зона под секцией отделения облоя
Если зона под секцией отделения облоя визуально не контролируется с места, с которого может быть запущено опасное движение, должны быть выполнены требования дополнительных мер защиты по ISO 12643-1.
9.4.2 Удаление отходов
Места затягивания на лентах транспортера для удаления отходов должны быть защищены неподвижными ограждениями. Опасные места в пределах машины не должны быть доступны от ленты транспортера. Защита может быть обеспечена ограждениями в соответствии с ISO 12643-1.
Вытяжные вентиляторы для удаления отходов, рукава и трубопроводы должны соответствовать ISO 12643-1.
9.5 Секция разделения заготовок, приемное устройство
Опасные места должны быть защищены неподвижными или блокирующими защитными ограждениями или ЭЧПУ. В тех местах, где требуется доступ в опасную зону, должна быть предусмотрена защита применением защитного ограждения или ЭЧПУ по ISO 12643-1.
Опасные места на приемном устройстве должны быть защищены в соответствии с ISO 12643-1.
9.6 Секция отделения и удаления кромки, зажимаемой захватами
Опасные места должны быть защищены ограждениями, сблокированными с опасным движением. Контейнер для сбора отходов может быть частью этого защитного устройства. Если при удалении контейнера для разгрузки могут оказаться доступными опасные места, контейнер должен быть сблокирован с опасным движением.
10 Ротационные высекальные прессы
Ротационные высекальные прессы должны соответствовать требованиям по защите по ISO 12643-1. Предохранительное устройство с реакцией на приближение (отключающая планка) должно быть предусмотрено на входе в зону высечки и выходе из нее для защиты места доступа к месту затягивания, образующемуся между высекальным валом и высекальным штампом.
11 Станки для навивки гильз (втулок)
11.1 Катушки навиваемого материала
Катушки навиваемого материала при размотке должны быть надежно закреплены. На консольных катушках это требование выполняется с помощью механического приспособления (например, шплинта), препятствующего выпадению катушки.
11.2 Места затягивания на подшипниках шпинделей
На разматывающих устройствах с вставными разматывающими шпинделями подшипники шпинделей должны иметь конструкцию, предотвращающую образование мест затягивания. В других случаях для защиты необходимы блокирующие ограждения.
11.3 Место затягивания между навивающим ремнем и навиваемым сердечником
Место затягивания между навивающим ремнем и навиваемым сердечником (рисунок 25, позиция 2, и рисунок 26, позиция 2) должно быть защищено неподвижными и блокирующими ограждениями.
|
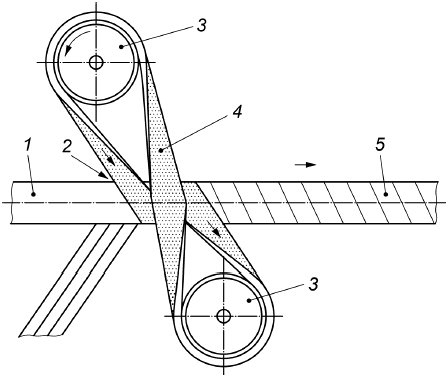
1 - навиваемый сердечник; 2 - место затягивания; 3 - вал привода ремня (приводной барабан); 4 - навивающий ремень; 5 - гильза
Рисунок 25 - Место затягивания на навивающем ремне станка для навивки гильз/втулок (вид со стороны барабана)
|
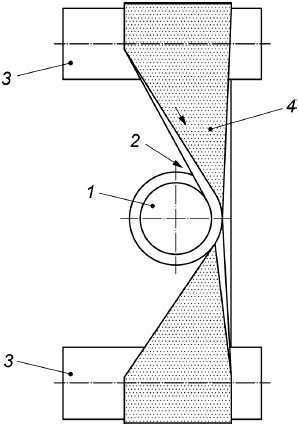
1 - навиваемый сердечник; 2 - место затягивания; 3 - вал привода ремня (приводной барабан); 4 - навивающий ремень
Рисунок 26 - Место затягивания у навивающего ремня станка для навивки гильз/втулок (вид со стороны навиваемого сердечника)
В станках, в которых бумага удерживается и прижимается к навиваемому сердечнику при заправке двумя руками и при этом защитные ограждения для заправки навиваемого материала находятся в открытом положении, рабочая скорость должна быть ограничена до 5 м/мин. Если защитные ограждения не были закрыты в течение 60 с, машина должна остановиться. Поблизости должно быть предусмотрено дополнительное устройство аварийного останова, которое может быть приведено в действие иными частями тела, кроме рук (например, коленями или животом).
Приведение в действие устройства аварийного останова должно немедленно ослаблять натяжение навивающего ремня и тем самым устранять место затягивания.
11.4 Места затягивания
Защитные ограждения мест затягивания должны соответствовать всем возможным параметрам навивки (диаметр гильзы, диаметр навивки, угол навивки, ширина навиваемого материала, число слоев, ширина навивающего ремня и т.д.).
Примечание - Такая защита может быть достигнута посредством регулируемого защитного ограждения.
11.5 Места затягивания между клеевыми валиками
Места затягивания между клеевыми валиками должны быть защищены ограждениями или другими способами в соответствии с ISO 12643-1.
11.6 Секции обрезки и распиловки гильз (втулок)
Опасные места в секции обрезки и распиловки гильз должны быть защищены блокирующими ограждениями. Такие ограждения могут иметь конструкцию туннельного типа с безопасными расстояниями не менее 850 мм со сторон подачи и вывода.
11.7 Перемещение гильзы (втулки)
Опасная зона, образующаяся между транспортирующими механизмами и неподвижными частями станка в процессе перемещения гильзы, должна быть защищена.
Примечание - Подобная защита может быть обеспечена применением ограждений туннельного типа.
12 Машины и оборудование для изготовления конвертов
12.1 Защита в печатной секции
Зоны затягивания в печатной секции должны быть защищены блокирующими ограждениями в соответствии с ISO 12643-1.
После открытия блокирующего ограждения продолжение движения формного цилиндра и/или анилоксового (растрового) вала должно быть возможно только в случае, если выполнены следующие требования:
a) зона затягивания между формным цилиндром и анилоксовым валом должна быть защищена неподвижным защитным ограждением согласно ISO 12643-1;
b) окна с обеих сторон ограждения для введения инструмента с целью измерения расстояния между анилоксовым валом и формным цилиндром должны быть шириной не более 33 мм и высотой не более 20 мм.
Примечание 1 - Окна в ограждении необходимы для введения измерительного инструмента во время остановки машины для точного измерения расстояния между анилоксовым валом и формным цилиндром;
c) должен быть предусмотрен предупредительный знак около источника опасности внутри блокирующего ограждения;
d) окружная скорость ограничена 5 м/мин.
Примечание 2 - После открытия блокирующих защитных ограждений валики/цилиндры должны продолжать вращение для предотвращения высыхания краски на них.
12.2 Секция поперечной и продольной биговки
Зоны затягивания и места пореза в секции поперечной биговки должны быть защищены блокирующими ограждениями в соответствии с ISO 12643-1.
Дисковые ножи для продольной биговки должны иметь защиту согласно ISO 12643-1.
12.3 Секция фасонной высечки
Опасные зоны на ноже должны быть защищены блокирующими ограждениями согласно ISO 12643-1.
При конструировании вводных и выводных проемов (окон) должны быть соблюдены безопасные расстояния, установленные ISO 13857.
12.4 Приводные ведущие валики
12.4.1 Защита зон затягивания
Зоны затягивания на приводных ведущих валиках должны быть защищены неподвижными ограждениями согласно ISO 12643-1. Если бумаговедущие направляющие проходят от места ввода до места вывода, высота вводного проема (окна) на ведущих валиках на стороне затягивания должна быть не более 10 мм, безопасное расстояние - не менее 15 мм.
Для устранения неисправностей должна быть обеспечена возможность удаления бумаговедущих направляющих без демонтажа защитного ограждения.
12.4.2 Защитные ограждения на стороне вывода
Защитное ограждение на стороне вывода должно доходить снизу не менее чем до половины высоты приводного ведущего валика, не создавая здесь новых зон затягивания между ограждением и приводным ведущим валиком.
Примечание - Это требование необходимо для удаления бумаги при смене формата или при обрыве бумажного полотна.
12.5 Секция высечки окошек
Опасные зоны у ножа в секции высечки окошек должны быть защищены блокирующими ограждениями согласно ISO 12643-1. При конструировании проемов (окон) для ввода и вывода материала должны быть соблюдены безопасные расстояния по ISO 13857.
12.6 Секция подачи материала для окошек с устройством для размотки рулонного материала
12.6.1 Защита мест затягивания
Места затягивания должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1. При конструировании проемов (окон) для ввода и вывода материала должны быть соблюдены безопасные расстояния по ISO 13857.
Место затягивания между осью размотки и подшипниками оси должно быть защищено блокирующим ограждением согласно ISO 12643-1.
12.6.2 Валик размотки
Во избежание риска захвата или наматывания валик размотки должен иметь гладкую поверхность.
12.6.3 Защита на ноже автосклейки
Зоны пореза и защемления на ноже автосклейки должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.7 Ракельный клеевой аппарат
12.7.1 Защита мест затягивания
Места затягивания между валиками клеевого аппарата должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.7.2 Выемка клеевых аппаратов
Если клеевые аппараты вынимаются вверх, они должны надежно фиксироваться в поднятом положении. Движение выемки должно быть сблокировано с приводом машины.
Примечание - Примерами фиксирующих приспособлений являются предохранительные защелки, самофиксирующиеся приспособления.
12.8 Секция разъединяющей рубки
12.8.1 Ножи
Опасные зоны ножей должны быть защищены неподвижными или блокирующими ограждениями в соответствии с ISO 12643-1.
12.8.2 Сегментный валик
Сегментный валик должен быть защищен неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.8.3 Проемы (окна) на вводе и выводе
Вводной проем (окно) должен быть сконструирован в соответствии с требованиями к безопасным расстояниям по ISO 13857.
Если из-за наличия последующих частей машины проем (окно) на сегментном валике со стороны вывода не может быть сконструирован с учетом требований для безопасных расстояний по ISO 13857, необходимых для надежной передачи изделий, проем (окно) должен быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямому доступу обычно препятствуют последующие части машины.
12.9 Секция загибки нижнего клапана
12.9.1 Защита мест затягивания
Место затягивания между валиками загибки нижнего клапана должно быть защищено неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.9.2 Проемы (окна) на вводе и выводе
Проемы (окна) на вводе заготовок должны соответствовать требованиям к безопасным расстояниям по ISO 13857. Если вводной проем (окно) не может быть выполнен с применением безопасных расстояний по ISO 13857, он должен быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
В конструкции выводного проема (окна) должны быть соблюдены безопасные расстояния по ISO 13857.
12.10 Транспортирующие валики
Места затягивания на транспортирующих валиках должны быть защищены неподвижными защитными ограждениями согласно ISO 12643-1.
При диаметре транспортирующих валиков не более 40 мм место затягивания будет достаточно защищено, если они имеют возможность смещаться не менее чем на 25 мм при усилии воздействия 70 Н.
12.11 Каскадное колесо
12.11.1 Защита от опасностей на каскадном колесе
Опасные зоны между каскадным колесом и частями машины должны быть защищены неподвижными ограждениями в соответствии с ISO 12643-1.
При наличии зазоров между отдельными дисками каскадного колеса наружная поверхность дисков должна быть гладкой для уменьшения опасности захвата.
Примечание - Каскадные колеса используют для укладки конвертов каскадом.
12.11.2 Защита мест затягивания между бумагонаправляющими опорами и каскадным колесом
Места затягивания между бумагонаправляющими опорами и каскадным колесом должны быть устранены применением минимального расстояния 25 мм. Там, где это невозможно, должна быть предусмотрена предохранительная отключающая планка, которая срабатывает, как только палец оказывается затянутым между бумагонаправляющими опорами и каскадным колесом.
12.12 Валковый клеевой аппарат
12.12.1 Защита мест затягивания
Места затягивания между дозирующим и дукторным валиками (см. рисунок 27) должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1.
В случае применения ракеля вместо дозирующего валика образования зоны затягивания между ракелем и дукторным валиком можно избежать установкой ракеля под углом около 90° к поверхности дукторного валика и на расстоянии между ними не более 4 мм, даже при отведенном ракеле (см. рисунок 27 и рисунок 28). Место затягивания между дукторным и наносящим валиком должно быть защищено неподвижными или блокирующими ограждениями в соответствии с ISO 12643-1.
|
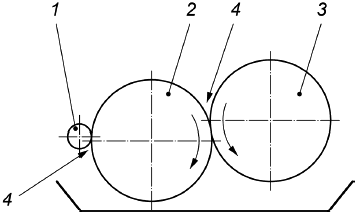
1 - дозирующий валик; 2 - дукторный валик; 3 - клеенаносящий валик; 4 - зона затягивания
Рисунок 27 - Валковый клеевой аппарат с дозирующим валиком
|
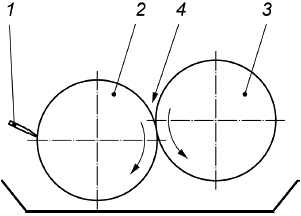
1 - ракель; 2 - дукторный валик; 3 - клеенаносящий валик; 4 - зона затягивания
Рисунок 28 - Валковый клеевой аппарат с ракелем на дукторном валике
12.12.2 Проемы (окна) для подачи
Проемы (окна) для подачи должны быть сконструированы с учетом безопасных расстояний по ISO 13857. Если вводной проем (окно) не может быть выполнен с соблюдением безопасных расстояний по ISO 13857, проем (окно) должен быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямому доступу к месту затягивания препятствует каскадное колесо, расположенное непосредственно перед клеевым аппаратом.
12.12.3 Вращение валиков после приведения в действие команды на останов
Открытие блокирующего ограждения или приведение в действие устройства аварийного останова не должно вызывать останов дозирующего и дукторного валиков при условии, что все опасные зоны при этом защищены.
Примечание - Продолжение вращения дозирующего и дукторного валиков необходимо для предотвращения засыхания клея.
Об указаниях, которые должны быть даны в инструкции по эксплуатации, см. 13.2.3.
12.13 Устройства для сушки горячим воздухом
12.13.1 Защита мест затягивания
Места затягивания на ленточных транспортерах должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1.
Зоны защемления приводных качающихся сопел должны быть защищены неподвижными или блокирующими ограждениями в соответствии с ISO 12643-1.
12.13.2 Горячие части машины
Там, где возможен доступ к горячим частям машины, температура поверхности горячих частей машины не должна превышать предельных величин, установленных ISO 13732-1. Контакт с горячими частями должен быть предотвращен ограждениями.
Примечание - Средствами защиты от контакта с нагретыми частями может быть изолирование или защита расстоянием.
12.14 Разделяющий валик перед секцией выравнивания
12.14.1 Защита места затягивания
Место затягивания должно быть защищено неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.14.2 Вводной проем (окно)
Проем (окно) для подачи заготовок должен быть сконструирован в соответствии с требованиями к безопасным расстояниям, установленными ISO 13857. Если при конструировании вводного проема (окна) безопасные расстояния, установленные ISO 13857, не могут быть соблюдены, проем (окно) должен быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямому доступу обычно препятствуют последующие части машины.
12.15 Секция выравнивания
Места затягивания должны быть защищены неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.16 Секция загибки закрывающего клапана
12.16.1 Защита опасных зон между валиками, загибающими клапан
Опасная зона между двумя валиками, загибающими закрывающий клапан, должна быть защищена неподвижными или блокирующими ограждениями согласно ISO 12643-1.
12.16.2 Вводной проем (окно)
Проем (окно) для ввода заготовок должен быть сконструирован в соответствии с требованиями к безопасным расстояниям, установленными ISO 13857. Если при конструировании вводной проем (окно) не может быть выполнен с соблюдением безопасных расстояний по ISO 13857, проем (окно) должен быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямому доступу обычно препятствуют последующие узлы машины (транспортирующие валики).
12.17 Разделительный дисковый выклад
Место затягивания между разделительным диском и находящимся перед ним валиком должно быть защищено следующими мерами:
a) неподвижными боковыми ограничителями, закрывающими места затягивания таким образом, чтобы исключить попадание в них пальцев. В дополнение к этому, по обеим сторонам снаружи разделительных дисков должны быть предусмотрены неподвижные ограждения для предотвращения непреднамеренного доступа к дискам сбоку.
Примечание 1 - Расположение разделительных дисков обычно препятствует любому непреднамеренному попаданию в зоны затягивания;
и/или
b) блокирующим ограждением по ISO 12643-1, которое закрывает разделительный диск с выводным проемом (окном), соответствующим по ширине наибольшему формату обрабатываемой продукции. Высота выводного проема (окна) должна составлять не более 220 мм. Безопасное расстояние между выводным проемом (окном) и разделительным диском должно составлять не менее 550 мм.
Опасная зона между дисками разделительного выклада и приемным столом должна быть защищена.
Примечание 2 - Защита может быть обеспечена, например:
- применением минимального безопасного расстояния 25 мм между обеими частями или
- применением откидывающейся вниз крышкой стола* шириной не менее 25 мм при надавливании на нее с усилием более 50 Н.
_______________
* См. рисунок ДБ.1.
12.18 Пуск машины с открытыми блокирующими защитными ограждениями
12.18.1 Управление с удержанием при скорости более 10 м/мин
Пуск машины с открытыми блокирующими ограждениями в режиме управления с удержанием при скорости более 10 м/мин допускается только с помощью устройства управления двумя руками и только если выполнены следующие условия:
- должны быть закрыты ограждения во всех зонах с ограниченным обозором для оператора с места управления; и
- для этого режима управления предусмотрен селекторный переключатель режимов; и
- скорость работы в режиме управления с удержанием является максимально низкой по технологическим требованиям.
12.18.2 Предупредительное устройство о пуске
Машина для изготовления конвертов должна иметь звуковую предупредительную систему о пуске в соответствии с ISO 12643-1.
12.18.3 Снижение шума
На машине должны быть приняты меры по снижению уровня шума, особенно в секциях загибки клапанов, согласно ISO 12643-1.
13 Инструкция по эксплуатации
13.1 Машины для изготовления гофрокартона
13.1.1 Проводка бумажного полотна
В инструкции по эксплуатации должно быть приведено подробное описание процедуры проводки бумажного полотна в устройствах автосклейки и подогрева.
13.1.2 Остаточные риски из-за горячих частей
В случае, когда защитные ограждения или барьеры для предотвращения контакта с горячими частями машины по техническим причинам не могут быть предусмотрены, в руководстве по эксплуатации должно быть отражено наличие остаточного риска.
13.1.3 Защита органов слуха
В инструкции по эксплуатации должно быть указано о необходимости применения средств защиты органов слуха при входе в шумозащитную оболочку машины.
13.1.4 Гильзы для рулонов материала
В инструкции по эксплуатации должно быть указано, что для рулонов материала в рулонной установке (раскате) допускается применение только целых гильз.
13.1.5 Остаточный риск на лентах транспортера
Если ленточный транспортер стопоукладчиков может продолжать движение, в инструкции по эксплуатации должно содержаться предупреждение о наличии остаточного риска получения травмы.
13.1.6 Предупреждение о горячих поверхностях
В инструкции по эксплуатации должно содержаться предупреждение о возможности наличия горячих поверхностей.
13.1.7 Указание о необходимости применения перчаток при смене ножей
В инструкции по эксплуатации должно быть указание о необходимости применения индивидуальных средств защиты персонала, например перчаток, защищающих от порезов, при смене ножей.
13.1.8 Указания о применении механических приспособлений в приемных устройствах
В инструкции по эксплуатации должны быть изложены способы применения механических приспособлений в процессе выполнения операций по техническому обслуживанию в качестве надежных средств предотвращения опускания приемного стола. В ней также должно быть указано, что приспособления должны вступать в действие, когда приемный стол опустится на расстояние не более 100 мм над механическим приспособлением.
13.1.9 Поточные линии для переработки плоского картона
В инструкции должно быть установлено, что до начала смыкания секций поточной линии для совместной работы оператору необходимо убедиться в отсутствии людей между секциями.
В инструкции должно быть установлено, что при смене формных пластин и стереотипов требуется обеспечить необходимый по результатам оценки риска зазор между красочным валиком и формным цилиндром, с тем чтобы в этом месте не создавалась опасность затягивания.
13.1.10 Плосковысекальные автоматы
В инструкции по эксплуатации должно содержаться описание действия звукового предупредительного сигнала. Должно быть указано, что во время действия звукового сигнала не допускается ручное вмешательство в работу машины.
13.2 Машины для изготовления конвертов
13.2.1 Общее положение
В инструкции по эксплуатации должно содержаться предупреждение об остаточных рисках.
13.2.2 Остаточные риски между каскадными колесами
В инструкции по эксплуатации должно содержаться предупреждение об остаточном риске, имеющемся между каскадными колесами, находящимися рядом с направляющими бумаги, если при пуске машины требуется вмешательство оператора.
13.2.3 Дозирующий и дукторный валики
В инструкции по эксплуатации должно содержаться указание о том, что дозирующий и дукторный валики будут продолжать вращаться после аварийного останова. В ней должно также быть указание о том, что при проверке и ремонте главный выключатель должен быть отключен и защищен от повторного включения.
Приложение ДА
(справочное)
Дополнения к терминам и определениям, приведенным в ISO 12643-1
1 характерная опасность (relevant hazard): Опасность, присущая машине или связанная с процессом ее эксплуатации.
[EN IEC 12100-1:2003, статья 3.7]
2 существенная опасность (significant hazards): Опасность, которая была определена как характерная и которая требует конкретных действий от конструктора по ее устранению или снижению риска в соответствии с его оценкой.
[EN ISO 12100-1:2003, статья 3.8]
3 сенсорное предохранительное оборудование (устройство), устройство предохранительное с реакцией на приближение; СПУ (trip device, sesitive protective device): Вид предохранительных устройств для обнаружения присутствия человека или части его тела в опасной зоне, приводящих в действие блокирующую систему безопасности машины путем генерирования соответствующего сигнала в систему управления с целью снижения риска для лиц, попавших в эту зону.
Типы сенсорного предохранительного оборудования: световые завесы; сканирующие устройства, например лазерные сканеры; ЭЧПУ; коврики, реагирующие на давление; подвижные нажимные отключающие устройства (стержни, проволока, планки, скобы, штанги и т.п.).
[ГОСТ ISO 12100-2013, статья 3.28; 6.3.2.5]
4 подвижное нажимное отключающее устройство (trip bar, trip nip bar; stange): Сенсорное предохранительное устройство (подвижное) с механически активируемым отключением, состоящее из сенсора (стержни, проволока, планки, скобы, штанги и т.п.), вырабатывающего сигнал при механическом воздействии (нажатии) на него, и системы управления, воспринимающей сигнал от сенсора и формирующей выходной сигнал в блокирующую систему безопасности машины, приводя таким образом ее в действие.
[ISO 13856-2, статья 3.2; ISO 12643-1, статья 3.63]
5 электрочувствительное предохранительное устройство; ЭЧПУ (Electrosensitive protective device; ESPD): Сенсорное предохранительное устройство (комплект устройств) для предохранительного выключения или для обнаружения присутствия человека или части его тела, включающее, как минимум, устройство обнаружения, контролирующие/управляющие устройства и коммутационные устройства выходного сигнала.
[EN IEC 61496-1, статья 3.5; EN 999:1998, статья 3.3]
6 уровень эффективности защиты; УЭЗ (performance level, PL): Дискретный уровень, используемый для определения способности систем управления, связанных с обеспечением безопасности, осуществлять функции безопасности в прогнозируемых условиях.
[ГОСТ ISO 13849-1-2014, статья 3.1.23]
7 требуемый уровень эффективности защиты (required performance level, ![]() ): Уровень эффективности защиты (PL), применяемый для установления предела требуемого снижения риска для каждой функции безопасности.
): Уровень эффективности защиты (PL), применяемый для установления предела требуемого снижения риска для каждой функции безопасности.
[ГОСТ ISO 13849-1-2014, статья 3.1.24]
8 уровень полноты безопасности; УПБ (safety integrity level, SIL): Дискретный уровень, принимающий одно из четырех возможных значений, определяющих требования к полноте безопасности для каждой функции безопасности; уровень безопасности, равный 4, характеризует наибольшую полноту безопасности, уровень, равный 1, - наименьшую.
[ГОСТ ISO 13849-1-2014, статья 3.1.33; IEC 61508-4, статья 3.5.6]
Приложение ДБ
(справочное)
Откидывающаяся крышка приемного стола*
(к п.2.17)
_______________
* По EN 1010-4, рисунок 25.
|
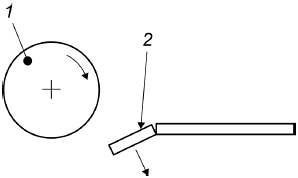
1 - каскадный диск; 2 - откидывающаяся крышка приемного стола
Рисунок ДБ.1 - Откидывающаяся крышка приемного стола
Приложение ДВ
(справочное)
Сведения о соответствии ссылочных международных и европейских стандартов межгосударственным стандартам
Таблица ДВ.1
Обозначение ссылочного международного, европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 12643-1 | - | * |
ISO 13732-1 | IDT | *, |
ISO 13849-1 | IDT | ГОСТ ISO 13849-1-2014 "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" |
ISO 13850 | IDT | *, |
ISO 13855 | IDT | ГОСТ ИСО 13855:2006 "Безопасность оборудования. Расположение защитных устройств с учетом скоростей приближения частей тела человека (ISO 13855:2002)" |
ISO 13857 | IDT | ГОСТ ISO 13857:2012 "Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону" |
ISO 14119 | IDT | *, |
ISO 14122-3 | IDT | *, |
IEC 60529 | IDT | ГОСТ 14254-2015 (IEC 60529-2013) "Степени защиты, обеспечиваемые оболочками (код IP)" |
EN 62061 | IDT | *, |
EN 619 | * | |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного/европейского стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
_______________
В Российской Федерации действует ГОСТ Р ИСО 13732-1-2008* "Эргономика термальной среды. Методы оценки реакции человека при контакте с поверхностями. Часть 1. Горячие поверхности".
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р ИСО 13732-1-2015 . - .
![]() В Российской Федерации действует ГОСТ Р 51336-99 "Безопасность машин. Устройства аварийного отключения. Принципы проектирования".
В Российской Федерации действует ГОСТ Р 51336-99 "Безопасность машин. Устройства аварийного отключения. Принципы проектирования".
![]() В Российской Федерации действует ГОСТ Р 51345-99 "Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора".
В Российской Федерации действует ГОСТ Р 51345-99 "Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора".
![]() В Российской Федерации действует ГОСТ Р ИСО 14122-3-2009 "Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила".
В Российской Федерации действует ГОСТ Р ИСО 14122-3-2009 "Безопасность машин. Средства доступа к машинам стационарные. Часть 3. Лестницы и перила".
![]() В Российской Федерации действует ГОСТ Р МЭК 62061-2013 "Безопасность оборудования. Функциональная безопасность систем управления электрических, электронных и программируемых электронных, связанных с безопасностью".
В Российской Федерации действует ГОСТ Р МЭК 62061-2013 "Безопасность оборудования. Функциональная безопасность систем управления электрических, электронных и программируемых электронных, связанных с безопасностью".
Библиография
[1] | ISO 12643-2 | Graphic technology - Safety requirements for graphic technology equipment and systems - Part 2: Prepress and press equipment and systems (Полиграфия. Требования безопасности для полиграфических машин, оборудования и систем. Часть 2. Машины, оборудование и системы допечатные) |
[2] | ISO 12643-3 | Graphic technology - Safety requirements for graphic technology equipment and systems - Part 3: Binding and finishing equipment and systems (Полиграфия. Требования безопасности для полиграфических машин, оборудования и систем. Часть 3. Машины, оборудование и системы брошюровочно-переплетные и отделочные) |
[3] | ISO 12643-5 | Graphic technology - Safety requirements for graphic technology equipment and systems - Part 5: Stand-alone platen presses (Полиграфия. Требования безопасности для полиграфических машин, оборудования и систем. Часть 5. Машины печатные тигельные автономные) |
УДК 676.056 676.056.723 676.84.05 681.6-64 676.056.73 | МКС 85.100 37.100.10 | Т 34 | ОК 034-2014 (КПЕС 2008) | 28.99.11 28.99.14 28.95.11 |
Ключевые слова: машины и оборудование для переработки бумаги и картона, требования безопасности; меры защиты от опасностей | ||||
Электронный текст документа
и сверен по:
, 2018
{kind=link}