ГОСТ ISO 20623-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НЕФТЕПРОДУКТЫ
Жидкие смазочные материалы. Определение противозадирных и противоизносных свойств с использованием четырехшариковой машины (европейские условия)
Petroleum products. Liquid lubricants. Determination of the extreme-pressure and anti-wear properties by using four ball mashine (european conditions)
(Поправка*)
________________
* См. ярлык "Примечания"
МКС 75.100
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Всероссийский научно-исследовательский институт по переработке нефти" (ОАО "ВНИИ НП") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка)
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 1874-ст межгосударственный стандарт ГОСТ ISO 20623-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 20623:2003* "Нефть и нефтепродукты. Определение противозадирных и противоизносных свойств жидких смазочных материалов. Четырехшариковый метод (европейские условия)" ["Petroleum and related products - Determination of the extreme-pressure and anti-wear properties of fluids - Four ball method (European conditions)", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 28 "Нефтепродукты и смазочные материалы" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного документа для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ИЗДАНИЕ (август 2019 г.) с Поправками* (ИУС 4-2015, ИУС 7-2015)
_________________________
* См. ярлык "Примечания".
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение - Применение настоящего стандарта связано с использованием в процессе испытания опасных материалов, операций и оборудования. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по технике безопасности и охране труда, а также определяет целесообразность применения законодательных ограничений перед его использованием.
1 Область применения
Настоящий стандарт устанавливает методы испытания противозадирных и противоизносных свойств жидких смазочных материалов при критических нагрузках (ЕР) на четырехшариковой машине. Условия испытания соответствуют условиям, применяющимся в Европе и других регионах, которые имеют аналогичные характеристики электросетей (200-250 В, 50 Гц). Условия испытания не предполагают создания определенных эксплуатационных условий, а предоставляют необходимую информацию для исследовательских целей, разработки новых материалов, контроля качества и классификации жидких и пластичных смазочных материалов. Результаты испытаний используют в спецификациях на смазочные материалы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 683-17:1999, Heat-treated steels, alloy steels and free-cutting steels - Part 17: Ball and roller bearing steels (Стали термообработанные, легированные и автоматные. Часть 17. Стали для шариковых и роликовых подшипников)
________________
Заменен на ISO 683-17:2014.
ISO 3170, Petroleum liquids - Manual sampling (Нефтепродукты жидкие. Ручной отбор проб)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 износ (wear): Разрушение поверхностного слоя испытуемых образцов при трении.
Примечание - При малых нагрузках и незначительном трении износ вызывает только небольшие круговые царапины (пятна износа) на трех неподвижных шариках и кольцевые пятна на вращающемся шарике. Диаметры этих пятен немного больше, чем диаметр углубления в результате статической нагрузки (диаметр Герца).
3.2 схватывание (seizure): Локализованное сплавление металла между трущимися поверхностями испытуемых образцов.
Примечание - На заедание указывает увеличение трения и износа, в результате на шариках получаются грубые царапины и кольца.
3.3 сваривание (weld): Нагревание металла между трущимися поверхностями, достаточное для того, чтобы металл расплавился и шарики сварились между собой в форме пирамиды.
3.4 средняя нагрузка Герца; MHL (mean Hertz load, MHL): Усредненное численное представление диаграммы нагрузка/износ, охватывающее диапазон нагрузок от меньших, чем нагрузки схватывания, до нагрузок сваривания.
Примечание - MHL - в ньютонах.
3.5 кривая нагрузка-износ (wear-load curve): Логарифмический график зависимости среднего диаметра пятна износа от нагрузки.
3.6 параметр температуры вспышки (flash temperature parameter, FTP): Единичное численное значение, выражающее критическую температуру вспышки, выше которой данная жидкость в заданных условиях теряет свои свойства.
Примечание - В настоящем стандарте определяют по формуле
![]() , (1)
, (1)
где - приложенная нагрузка, Н;
- диаметр пятна износа при нагрузке
, мм.
3.7 начальная нагрузка схватывания (initial seizure delay load): Самая низкая нагрузка, при которой происходит схватывание.
3.8 нагрузка 2,5 с схватывания (2,5 second seizure delay load): Нагрузка, соответствующая моменту, характеризующему 2,5-секундную задержку между моментом начала движения (прогона) и фиксированием схватывания.
4 Сущность метода
Испытуемый смазочный материал используют для смазки шариков, один из которых вращается в контакте с тремя другими закрепленными шариками. Нагрузку к шарикам прикладывают с помощью рычага и измеряют нагрузки износа, трения и сваривания.
5 Реактивы и материалы
5.1 Очищающие растворители
Растворители выбирают в зависимости от испытуемого материала. Для нефтяных масел можно использовать легкие углеводороды и ацетон. Для некоторых гидравлических жидкостей на первой стадии очистки можно использовать спирт с низкой молекулярной массой.
6 Аппаратура
Предупреждение - В оборудовании применяют дисковые гири большой массы, поэтому необходимо внимательно относиться к их размещению или удалению с нагружающего рычага. В связи с тем, что оборудование включает незащищенные вращающиеся элементы, необходимо исключать контакт с вращающимися элементами, валом и избегать попадания в них волос и одежды.
6.1 Четырехшариковая испытательная машина для определения противозадирных и противоизносных свойств смазочных материалов
Используют устройство, посредством которого шарик подшипника может вращаться в контакте с тремя другими закрепленными шариками, погруженными в испытуемую жидкость, без контроля температурного режима. На рисунке 1 приведена схема испытательной машины. Нагрузки прикладывают к шарикам посредством дисковых гирь, помещаемых на рычаг. Верхний вращающийся шарик закрепляют в специальном патроне (рисунок 2) на нижнем конце вертикального шпинделя электродвигателя с постоянной частотой вращения, обеспечивающего установку рабочей частоты вращения в диапазоне от 147 до 157 рад/с (от 1450 до 1500 об/мин). Нижние закрепленные шарики удерживаются относительно друг друга в стальной чашке машины зажимным кольцом и стопорной гайкой. Опорой для чашки служит диск, расположенный выше нагрузочного рычага, который опирается на упорный подшипник, таким образом обеспечивая горизонтальное смещение и автоматическое выравнивание трех нижних шариков относительно верхнего шарика. Момент трения, действующий на три нижних шарика, измеряют с помощью калиброванного нагружающего чашку рычага, который соединен с пружиной устройства для регистрации трения (6.2).
|
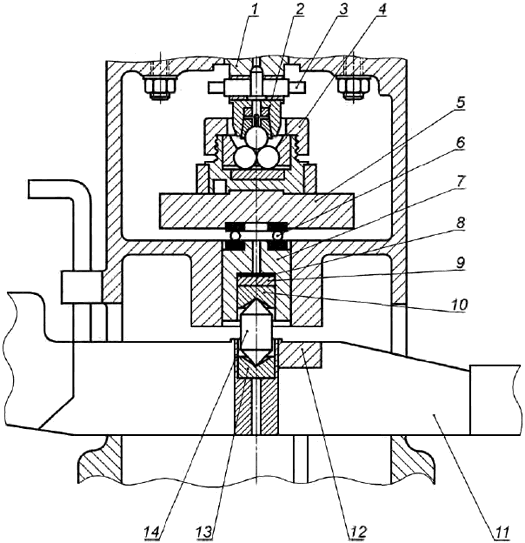
1 - держатель патрона шарика; 2 - патрон для шарика; 3 - кулачок для перемещения патрона шарика; 4 - чашка для шариков в сборе; 5 - установочный диск чашки; 6 - опорный подшипник; 7 - ползун; 8 - латунная прокладка; 9 - резиновая прокладка; 10 - упорный подшипник; 11 - плечо рычага противовеса; 12 - опорная призма; 13 - упорный подшипник; 14 - нажимной штифт
Рисунок 1 - Схема четырехшариковой испытательной машины
|
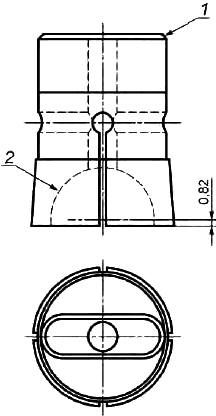
Материал - цанговая сталь.
1 - наружный размер, соответствующий размеру машины; 2 - радиус шлифованной и сужающейся сферы 6,33/6,35 для обеспечения тугой посадки стального шарика SKF N RB 12.7/3-10995А
Рисунок 2 - Патрон для верхнего шарика
Примечание - Важно отличать четырехшариковую машину для определения противозадирных свойств смазочных материалов, используемую в настоящем стандарте, и четырехшариковую испытательную машину для определения износа, ограниченную нагрузками до 500 Н.
6.2 Устройство для регистрации трения (рекомендуемое)
Устройство для регистрации трения, установленное на калиброванную линейку, состоит из пружины, надежно закрепленной на одном конце линейки, другой конец которой соединяют проволокой с калиброванным рычагом чашки в сборе. Удлинение пружины в результате сопротивления моменту трения передается связующим механизмом на самописец, регистрирующий перемещение пружины на барабане, вращающемся со скоростью приблизительно 0,1 рад/с (от 0,8 до 1,0 об/мин). Жесткость пружины и расстояние от записывающего устройства до вертикальной оси верхнего шарика являются переменными показателями и зависят от коэффициента трения и приложенных нагрузок. Пружина должна быть откалибрована методом по приложению В.
Примечание - Стандартные пружины имеют три жесткости - слабую, среднюю и сильную и каждую пружину калибруют при присоединении к другому записывающему устройству.
6.3 Нагружающие дисковые гири
Набор дисковых гирь, предназначенных для приложения нагрузок от 60 Н до 8 кН.
6.4 Микроскоп
Микроскоп, оснащенный градуированной измерительной шкалой, обеспечивающий измерение с точностью до ±0,01 мм.
6.5 Секундомер
Ручной или электронный секундомер, обеспечивающий измерение с точностью до 0,2 с.
6.6 Испытательные шарики
Полированные оксидом кальция шарики из хромированной легированной стали диаметром (12,7000±0,0005) мм, соответствующие требованиям ISO 683-17 для типа 1. Следует использовать шарики, специально предназначенные для испытания по настоящему стандарту.
Примечание - Шарики SKF RB 12.7/3-10995А можно приобрести у поставщиков или дистрибьюторов. Эта информация приведена для удобства пользователей настоящего стандарта и не свидетельствует о предпочтении ISO указанной продукции.
6.7 Устройство для сборки
Пластину с тремя штифтами прочно прикручивают к столу для облегчения установки и удаления нижних шариков из чашки машины. Штифты совмещают с отверстиями в нижней части чашки, чтобы затягивать или отпускать запорную гайку без вращения чашки.
7 Отбор проб
Если нет иных указаний, пробы отбирают по ISO 3170.
8 Подготовка оборудования
8.1 Перед началом серии испытаний проверяют работоспособность четырехшариковой машины (6.1) без нагрузки в течение не менее 15 мин. Очищают все детали машины растворителем (5.1) и сушат струей сухого воздуха или чистой сухой безворсовой тканью.
8.2 Для каждого испытания очищают четыре новых испытательных шарика (6.6) растворителем (5.1) и сушат струей сухого воздуха или чистой сухой безворсовой тканью.
9 Общий порядок проведения испытаний
9.1 Помещают чашку для шариков на устройство для сборки (6.7). Размещают три чистых шарика в чашке, закрепляют зажимным кольцом и затягивают стопорной гайкой до крутящего момента (68±7) Н·м. Заполняют чашку пробой (от 8 до 10 см), обеспечивая высоту пробы над шариками не менее 3 мм.
9.2 Закрепляют чистый шарик в патрон для верхнего шарика и проверяют, чтобы его невозможно было провернуть рукой внутри патрона. Патрон, в котором шарик закреплен неплотно, бракуют. Зажимают патрон в конус на конце шпинделя электродвигателя.
9.3 Устанавливают чашку с шариками в сборе по центру под шпинделем в контакте с четвертым шариком. Помещают установочный диск между опорным подшипником и чашкой так, чтобы при установке чашки в рабочее положение она опускалась прямо на установочный диск и могла свободно вращаться вместе с ним.
9.4 Подвешивают дисковую гирю массой 1 кг на паз нагрузочного рычага, для обеспечения требуемой нагрузки используют дополнительные гири (6.3).
9.5 Если требуется устройство регистрации трения (6.2), его устанавливают на направляющей линейке и по значениям на шкале, эквивалентным нагрузке, определяют значение трения. Устанавливают зажим на калиброванном рычаге на том же показании шкалы регистрирующего устройства. При нагрузках не более 1 кН устанавливают устройство для регистрации трения и зажим в положение 100, в этом случае наблюдаемое значение коэффициента трения умножают на 100, деленное на значение приложенной нагрузки. Наматывают на барабан регистрирующего устройства новый рулон бумаги, раскачивают пружину для получения положения нулевого отклонения и поворачивают барабан с бумагой на один оборот, чтобы получить базовую линию нулевого трения на графике.
9.6 Опускают нагрузочный рычаг и медленно прикладывают нагрузку к шарикам, исключая ударную нагрузку, которая может привести к необратимой деформации шариков. Проверяют, чтобы три нижних шарика были выровнены относительно верхнего шарика.
9.7 Включают двигатель, секундомер (6.5) и при необходимости барабан регистрирующего устройства.
9.8 После работы в течение определенного времени выключают двигатель, регистрирующее устройство, если его включали, и снимают нагрузку с шариков, подняв рычаг. Фиксируют рычаг в поднятом положении.
9.9 Отсоединяют регистрирующее устройство, если оно было подключено. Снимают чашку с машины. Удаляют образец из чашки и моют чашку очищающим растворителем. Извлекают шарики (см. примечание), снова моют их очищающим растворителем, сушат и помещают в маркированный контейнер для хранения и последующего измерения диаметров пятен.
Примечание - Если необходимо измерить диаметры пятен после испытания, измерение можно выполнить или до, или после извлечения шариков из чашки в зависимости от типа и оптической оси используемого микроскопа. Следует пометить поверхность шариков с помощью электрографа, чтобы указать положение пятен износа, особенно если их размеры незначительны, чтобы обнаружить следы износа при последующем измерении.
9.10 Если требуется значение коэффициента трения, по диаграмме трения считывают и записывают отклонение самописца в миллиметрах.
9.11 Моют запорную гайку, зажимное кольцо и другие детали аппарата при подготовке к новому испытанию. Вынимают патрон с верхним шариком из машины и с помощью штифта из закаленной стали и молотка извлекают шарик из патрона. Тщательно моют патрон.
9.12 Повторяют описанную выше процедуру, используя четыре новых шарика и свежую порцию образца, для каждого нового испытания, для всех определений и разных нагрузок, которые потребуются для завершения установленной процедуры испытания.
10 Проведение испытаний
10.1 Определение средней нагрузки Герца (MHL)
10.1.1 Форма для записи результатов испытания (протокол испытания) приведена в приложении А. Приложенные нагрузки приведены в ньютонах (Н), хотя фактические массы нагружающих дисковых гирь удобно приводить в килограммах; 1 кг9,806 Н.
Пользователям следует использовать ряд нагрузок, которые наиболее близко соответствуют примерам, приведенным в приложении А, и вычислять поправочные коэффициенты для нагрузки по формулам, приведенным в разделе 11. Например, для базовой нагрузки дополнительные 40 кг к 1 кг массы подвешенной дисковой гири дают приложенную нагрузку, равную 402,05 Н.
10.1.2 Выполняют серию испытаний, прикладывая начальную нагрузку (400±5) Н (помеченную словом "базовая") при работе машины под нагрузкой (10,0±0,2) или (60,0±0,5) с. Проводят последовательные испытания, постоянно повышая нагрузку, пока не произойдет сваривание шариков.
Примечание - Выбор времени испытания зависит от типа образца и технических требований.
10.1.3 При сваривании шариков отключают машину для предотвращения истирания патрона.
Примечание - В точке сваривания патрон будет прокручиваться вокруг верхнего шарика.
10.1.4 Проводят два испытания при нагрузке сваривания. Если при втором испытании не происходит сваривание, следующее испытание проводят с увеличенной нагрузкой и проверяют на сваривание.
10.1.5 Если сваривание происходит при нагрузке не более 3,55 кН, проводят дополнительные испытания с нагрузкой, постоянно уменьшающейся на 400 Н, чтобы количество испытаний без сваривания было 20. Если сваривание происходит при нагрузке выше 3,55 кН, дополнительные испытания с нагрузкой, постоянно уменьшающейся на 400 Н, не проводят.
10.1.6 После проведения каждого испытания с помощью микроскопа (6.4) с точностью до 0,01 мм измеряют диаметр пятна износа каждого из трех нижних шариков - в направлении истирания и под прямым углом к нему, записывают результаты в графе "Диаметр пятна износа" графы с 1-й по 6-ю по форме, приведенной в приложении А, таблица А.1 (см. примечание к 9.9).
Примечание - Можно обнаружить разные типы следов износа. При низких нагрузках до схватывания пятно износа обычно имеет круглую форму с четкими границами и измерение его диаметра не представляет трудности. При небольших нагрузках после схватывания пятно износа остается почти круглым, но часто его края неровные и иногда их покрывает металл, стершийся при работе машины и налипший на заднюю кромку. Для выявления настоящего края пятна стершийся металл можно легко удалить лезвием ножа.
10.2 Построение кривой "нагрузка-износ", определение нагрузки сваривания, температуры вспышки и начальной нагрузки схватывания
10.2.1 Выполняют серию испытаний продолжительностью (10,0±0,2) или (60,0±0,5) с с постоянным увеличением нагрузки по 100 Н до 1 кН, затем по 250 Н до 3 кН, далее по 500 Н до 8 кН. Минимальная нагрузка должна быть такой, чтобы не менее чем в трех испытаниях она была менее начальной нагрузки схватывания, а максимальная нагрузка должна быть нагрузкой сваривания, подтвержденной дополнительным испытанием с нагрузкой на 100 Н менее нагрузки сваривания.
Примечание - Результаты испытаний со средней нагрузкой Герца можно использовать как часть кривой "нагрузка-износ", но для определения более точной формы кривой следует проводить дополнительные испытания.
10.2.2 Значения диаметров пятен износа определяют по 10.1.6.
10.2.3 Строят график зависимости износа от нагрузки (см. рисунок 3 или 4).
Примечание - Начальная нагрузка схватывания может быть подтверждена сигналом устройства, регистрирующего трение, при использовании. Если требуется 2,5-секундное схватывание, применение устройства для регистрации трения обязательно.
10.3 Определение показателя износа
10.3.1 Выбирают продолжительность испытания, прикладываемую нагрузку и температуру в соответствии с установленными требованиями и проводят испытание по 10.1.
Примечание - Для гидравлических жидкостей испытание в течение 1 ч с нагрузкой, равной 150 Н, считают сопоставимым с износом при испытании насосов.
10.3.2 Измеряют диаметры пятен износа по 10.1.6.
11 Вычисления
11.1 Общие положения
Теоретический диаметр круга, образованного в результате упругой деформации материала при контакте сферических шариков под нагрузкой, называют диаметром Герца. График логарифмической зависимости диаметра Герца от нагрузки является прямой линией (см. рисунок 3) и известен как кривая Герца. Для четырехшариковой машины при нагрузках 392 Н и 3,10 кН точки на кривой являются диаметрами Герца и равны 0,300 и 0,597 мм соответственно.
|
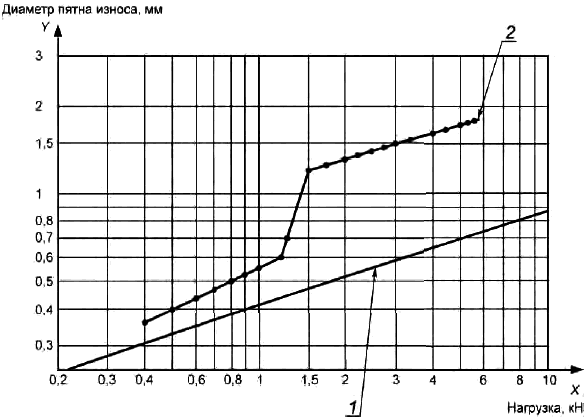
1 - кривая Герца; 2 - нагрузка сваривания
Рисунок 3 - График "нагрузка-износ"
11.2 Средняя нагрузка Герца
11.2.1 Вычисление поправочных коэффициентов нагрузки приведено ниже.
Скорректированную нагрузку , H, получают уменьшением фактической нагрузки
пропорционально отношению диаметра Герца при этой нагрузке к измеренному диаметру пятна износа
по формуле
 . (2)
. (2)
Поскольку фактические нагрузки и соответствующие им диаметры Герца известны, их произведение можно использовать как коэффициент для вычисления скорректированных нагрузок по измеренным диаметрам пятен износа.
Вычисляют среднюю нагрузку Герца (MHL) делением суммы скорректированных нагрузок на 20. Если некоторые из приложенных нагрузок более 3,10 кН, для вычисления средней нагрузки Герца используют альтернативный способ. При этом средняя нагрузка Герца равна сумме скорректированных нагрузок при значениях 3,10 кН и менее плюс среднее значение скорректированной нагрузки при значениях более 3,10 кН, деленной на 20. Способ вычисления коэффициентов нагрузки определяют в зависимости от типа образца и спецификации на него.
11.3 Построение кривой зависимости "нагрузка-износ", определение температуры вспышки и начальной нагрузки схватывания
11.3.1 По 10.2.3 получают график (см. рисунок 3 или 4).
11.3.2 Начальную нагрузку схватывания определяют по графику как точку, в которой наблюдают резкое увеличение износа. При сомнении правильности определения, как показано на рисунке 4, на диаграмме регистрации трения, при использовании, отмечают заметное временное увеличение трения в условиях схватывания.
11.3.3 Параметр температуры вспышки ![]() для каждого испытания вычисляют по формуле
для каждого испытания вычисляют по формуле
![]() , (3)
, (3)
где - фактическая приложенная нагрузка, Н;
- средний диаметр пятна износа при соответствующей нагрузке, мм.
можно регистрировать непосредственно по графику "нагрузка-износ" с помощью специального треугольника с углом 35°32' (cot
=1,4). Используя горизонтальную ось в качестве базы, прикладывают треугольник к точкам, соответствующим минимальным значениям нагрузки и диаметра, при этом остальная часть кривой расположена выше.
определяют по точке пересечения гипотенузы треугольника с кривой. Поскольку все точки на гипотенузе имеют одинаковые значения
![]() ,
, можно считать в точке, в которой гипотенуза пересекает кривую при значении диаметра пятна износа, равном 1 мм.
является максимальным вычисленным значением.
|
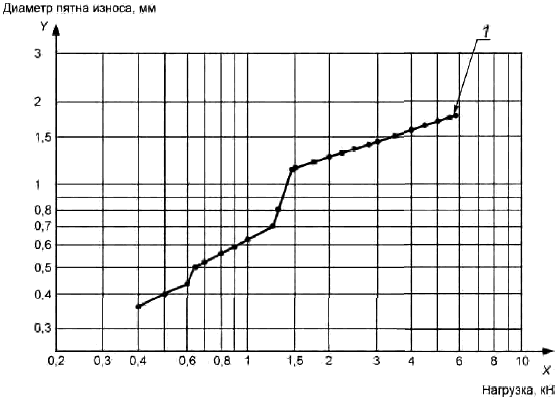
1 - нагрузка сваривания
Рисунок 4 - График нагрузка - износ
12 Обработка результатов
12.1 Записывают нагрузку сваривания до ближайших 100 Н: "нагрузка сваривания при 10 с" [WL (10 с)] или "нагрузка сваривания при 60 с" [WL (60 с)] в зависимости от условия проведения испытания.
12.2 Записывают среднюю нагрузку Герца до ближайших 10 Н: "средняя нагрузка Герца при 10 с" [MHL (10 с)] или "средняя нагрузка Герца при 60 с" [MHL (60 с)], при необходимости. При использовании альтернативного способа вычисления записывают: "средняя нагрузка Герца при 10 с по альтернативному способу" [MHLA (10 с)] или "средняя нагрузка Герца при 60 с по альтернативному способу" [MHLA (60 с)].
12.3 Записывают начальную нагрузку схватывания до ближайших 50 Н: "начальная нагрузка схватывания при 10 с" [ISL (10 с)] или "начальная нагрузка схватывания при 60 с" [ISL (60 с)] в зависимости от условия проведения испытания.
12.4 Записывают параметр температуры вспышки: "параметр температуры вспышки при 10 с" [FTP (10 с)] или "параметр температуры вспышки при 60 с" [FTP (60 с)] в зависимости от условия проведения испытания.
12.5 Записывают значение среднего диаметра пятна износа с точностью до 0,01 мм по результатам испытания на износ (10.3): "средний диаметр пятна износа" (MWSD) с указанием в скобках продолжительности, нагрузки и температуры, например, MWSD (1 ч, 150 Н, 20°С).
12.6 При необходимости предоставляют график зависимости "нагрузка-износ".
13 Прецизионность
13.1 Общие положения
Прецизионность, определенная по стандарту [1] при статистическом анализе результатов межлабораторных исследований на матрице смазочных масел и консистентной смазки на шариках, указанных в примечании к 6.6, приведена в 13.2 и 13.3. Данные прецизионности были впервые опубликованы в 1997 г.
13.2 Повторяемость (сходимость) r
Расхождение между двумя результатами испытания, полученными одним и тем же оператором на одном и том же испытательном оборудовании при постоянных рабочих условиях на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода испытания, может превышать значения, приведенные в таблице 1, только в одном случае из 20.
13.3 Воспроизводимость R
Расхождение между двумя отдельными и независимыми результатами испытания, полученными разными операторами, работающими в разных лабораториях, на идентичном испытуемом материале в течение длительного времени при нормальном и правильном выполнении метода испытания, может превышать значения, приведенные в таблице 1, только в одном случае из 20.
Таблица 1 - Показатели прецизионности
Характеристика | Повторяемость | Воспроизводимость |
Нагрузка сваривания, Н | 0,00477 | 0,00897 |
ISL, H | 0,150 | 0,381 |
MHL, H | 0,0134 | 0,0284 |
MWSD, мм | 0,176 | 0,296 |
Примечание - | ||
14 Протокол испытаний
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) тип и полную идентификацию испытуемого продукта;
c) результаты испытаний (раздел 12);
d) любое отклонение от процедуры испытаний по настоящему стандарту;
e) дату проведения испытаний.
Приложение А
(обязательное)
Форма записи результатов определения средней нагрузки Герца
А.1 В таблице А.1 приведена типовая форма записи данных по средней нагрузке Герца. Поправочные коэффициенты нагрузки приведены для указанных прилагаемых нагрузок, но пользователю стандарта следует вычислять эти коэффициенты для фактических нагрузок, используемых при проведении серии испытаний.
Таблица А.1 - Данные по средней нагрузке Герца
Приложенная нагрузка | Диаметр пятна износа, мм | Средний диаметр | Поправочный коэффициент нагрузки | Скорректи- | |||||
1 | 2 | 3 | 4 | 5 | 6 | ||||
60 | 0,954 | ||||||||
70 | 1,120 | ||||||||
80 | 1,400 | ||||||||
90 | 1,638 | ||||||||
100 | 1,880 | ||||||||
110 | 2,134 | ||||||||
130 | 2,685 | ||||||||
140 | 2,940 | ||||||||
160 | 3,520 | ||||||||
180 | 4,122 | ||||||||
200 | 4,740 | ||||||||
220 | 5,390 | ||||||||
250 | 6,375 | ||||||||
280 | 7,420 | ||||||||
320 | 8,864 | ||||||||
360 | 10,37 | ||||||||
400 (базовая) | 11,98 | ||||||||
450 | 14,00 | ||||||||
500 | 16,10 | ||||||||
560 | 18,70 | ||||||||
630 | 21,86 | ||||||||
710 | 25,70 | ||||||||
790 | 29,62 | ||||||||
890 | 34,71 | ||||||||
1000 | 40,50 | ||||||||
1120 | 47,15 | ||||||||
1260 | 55,19 | ||||||||
1410 | 64,01 | ||||||||
1580 | 74,58 | ||||||||
1780 | 87,40 | ||||||||
2000 | 102,2 | ||||||||
2240 | 118,8 | ||||||||
2510 | 138,3 | ||||||||
2820 | 161,6 | ||||||||
3160 | 188,0 | ||||||||
Итого: | |||||||||
3550 | 219,4 | ||||||||
3980 | 255,5 | ||||||||
4470 | 298,1 | ||||||||
5010 | 347,2 | ||||||||
5620 | 404,6 | ||||||||
6310 | 472,6 | ||||||||
7080 | 550,8 | ||||||||
7940 | 641,6 | ||||||||
Итого: | |||||||||
Средняя нагрузка Герца, ![]() .
.
Средняя нагрузка (альтернативный способ), ![]() .
.
Приложение В
(обязательное)
Калибровка пружин устройства для регистрации трения
В.1 Назначение
Фрикционные характеристики смазочных материалов, оцениваемые по настоящему стандарту, требуют использования пружин с разным шагом витков в зависимости от прилагаемой нагрузки. Для каждой пружины - слабой, средней или сильной для вычисления коэффициента трения требуется коэффициент жесткости пружины. Пружину калибруют повторно, если ее используют с другим записывающим устройством.
В.2 Проведение калибровки
В.2.1 Вставляют пружину между держателями и помещают бумагу на барабан записывающего устройства. Включают устройство и вращают барабан, чтобы провести на бумаге базовую линию.
В.2.2 Помещают регистрирующее устройство вертикально между двумя параллельными направляющими так, чтобы высота и расстояние между ними обеспечивали свободное перемещение подвижной гири, как приведено на рисунке В.1.
|
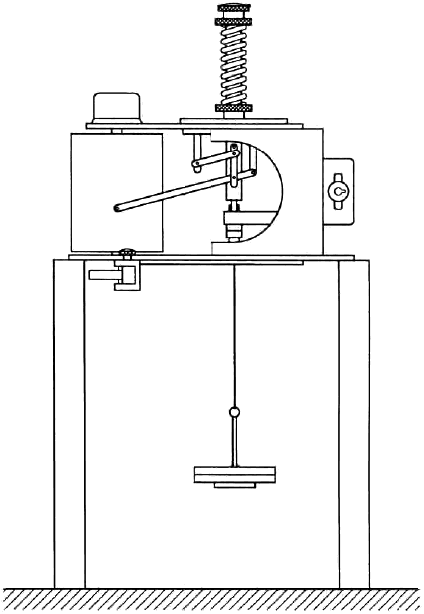
Рисунок В.1 - Оборудование для калибровки пружины устройства, регистрирующего трение
В.2.3 Присоединяют один конец тонкой стальной проволоки к колечку самописца и подвешивают груз (известной массы) на другой конец.
В.2.4 Помещают соответствующий груз на рычаг и измеряют расстояние, пройденное пером самописца, от базовой линии. Делением общей массы груза на значение этого расстояния получают коэффициент жесткости пружины.
В.2.5 Повторяют эту процедуру еще два раза.
В.2.6 Получают среднеарифметическое значение трех определений коэффициента жесткости пружины.
В.3 Вычисления
Момент трения на нижних шариках вычисляют по формуле (В.1) или (В.2)
![]() ; (В.1)
; (В.1)
![]() , (B.2)
, (B.2)
где - коэффициент трения;
- приложенная нагрузка, Н;
- расстояние от центра контактирующих поверхностей на нижних шариках до оси вращения (3,67 мм);
- усилие, действующее на пружину записывающего устройства, Н;
- длина плеча поворотного рычага, мм.
Объединением формул (В.1) и (В.2) получают формулы (В.3) и (В.4)
![]() ; (В.3)
; (В.3)
![]() , (B.4)
, (B.4)
где - жесткость пружины, Н/мм;
- отклонение индикатора (пера самописца), мм.
Коэффициент трения вычисляют по формуле
![]() . (B.5)
. (B.5)
Поскольку определяют для каждой нагрузки
согласно градуировке на поворотном рычаге и установке регистрирующего устройства, отношение
является постоянным, но для разных машин разным, поэтому его определяют для каждой машины. Так как
и
также являются постоянными, формулу (В.5) можно преобразовать
![]() , (B.6)
, (B.6)
где - постоянная пружины, определяемая по формуле (В.7)
![]() мм
мм. (В.7)
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 683-17:1999 | - | * |
ISO 3170 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 4259:1992 | Petroleum products - Determination and application of precision data in relation to methods of test (Нефтепродукты. Определение и применение показателей прецизионности методов испытаний) |
________________
Заменен на ISO 4259-1:2017 и ISO 4259-2:2017.
УДК 665.71:66.085:006.354 | МКС 75.100 |
Ключевые слова: нефть, нефтепродукты, противозадирные свойства, противоизносные свойства, четырехшариковая машина, европейские условия | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}