ГОСТ 17065-94
Группа Д74
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАРАБАНЫ КАРТОННЫЕ НАВИВНЫЕ
Технические условия
Wound paperboard drums. Specifications
МКС 55.160
ОКП 54 7143
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации МК 223 "Упаковка"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21 октября 1994 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20 декабря 1994 г. N 320 межгосударственный стандарт ГОСТ 17065-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
Изменение N 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 13 от 28 мая 1998 г.)
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
4 ВЗАМЕН ГОСТ 17065-77
5 ИЗДАНИЕ с Изменением N 1, принятым в октябре 1998 г. (ИУС 1-99)
1 Область применения
Настоящий стандарт распространяется на навивные картонные барабаны цилиндрической формы, предназначенные для упаковывания, транспортирования и хранения порошкообразной, сыпучей, твердой и пастообразной продукции.
Обязательные требования к качеству барабанов изложены в пп.4.1.22-4.1.24.
(Измененная редакция, Изм. N 1).
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3916.1-96 Фанера общего назначения с наружными слоями из шпона лиственных пород. Технические условия
ГОСТ 3916.2-96 Фанера общего назначения с наружными слоями из шпона хвойных пород. Технические условия
ГОСТ 4598-86 Плиты древесно-волокнистые. Технические условия
ГОСТ 5631-79 Лак БТ-577 и краска БТ-177. Технические условия
ГОСТ 6617-76 Битумы нефтяные строительные. Технические условия
ГОСТ 7377-85 Бумага для гофрирования. Технические условия
ГОСТ 7420-89 Картон для плоских слоев гофрированного картона. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7933-89 Картон для потребительской тары. Общие технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17308-88 Шпагаты. Технические условия
ГОСТ 18211-72 (ИСО 12048-94) Тара транспортная. Метод испытания на сжатие
ГОСТ 18425-73 Тара транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 18992-80 Дисперсия поливинилацетатная гомополимерная грубодисперсная. Технические условия
ГОСТ 19113-84 Канифоль сосновая. Технические условия
ГОСТ 22245-90 Битумы нефтяные дорожные вязкие. Технические условия
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
ГОСТ 24104-88* Весы лабораторные общего назначения и образцовые. Общие технические условия
________________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001.
ГОСТ 25014-81 Тара транспортная наполненная. Методы испытания прочности при штабелировании
ГОСТ 25951-83 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
3 Классификация, основные параметры и размеры
3.1 Барабаны должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам.
Картонные барабаны должны изготовляться шести типов:
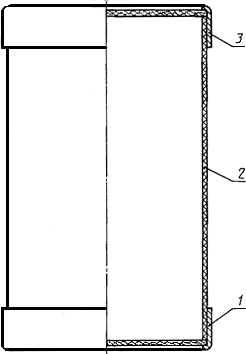
I - с закатанным дном из фанеры или древесноволокнистой плиты, съемной крышкой из металла, фанеры или древесноволокнистой плиты, закрепляемой на корпусе при помощи стяжного кольца (рисунок 1);
II - с закатанным дном из фанеры или древесноволокнистой плиты и съемной крышкой из металла, закрепляемой на корпусе при помощи прижимных лепестков (рисунок 2);
III - с двумя закатанными доньями из фанеры или древесноволокнистой плиты (рисунок 3);
IV - с двумя закатанными доньями из металла для пастообразной продукции (рисунок 4);
V - с дном из фанеры или древесно-волокнистой плиты, закрепленным на корпусе при помощи картонного обруча, и съемной крышкой из фанеры или древесно-волокнистой плиты и картонным обручем (рисунок 5);
VI - с закатанным дном из фанеры или древесно-волокнистой плиты для затвердевающей монолитной продукции (рисунок 6).
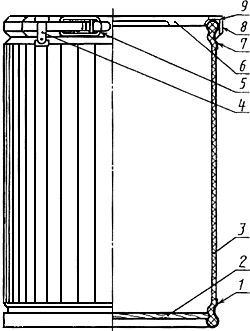
1 - нижний концевой обруч; 2 - дно; 3 - корпус; 4 - фиксатор; 5 - замок стяжного кольца; 6 - крышка;
7 - верхний концевой обруч; 8 - стяжное кольцо; 9 - прокладка
Рисунок 1
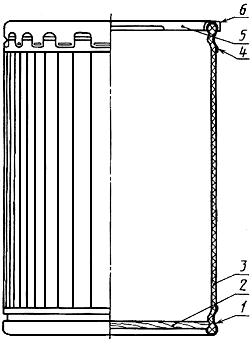
1 - нижний концевой обруч; 2 - дно; 3 - корпус; 4 - верхний концевой обруч; 5 - крышка; 6 - прокладка
Рисунок 2
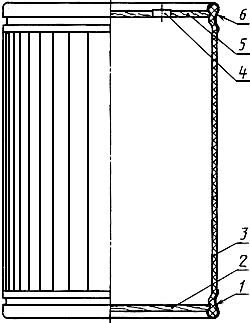
1 - нижний концевой обруч; 2 - нижнее дно; 3 - корпус; 4 - пробка; 5 - верхнее дно; 6 - верхний концевой обруч
Рисунок 3
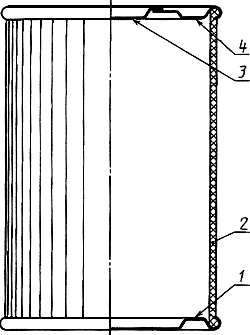
1 - нижнее дно; 2 - корпус; 3 - крышка; 4 - верхнее дно
Рисунок 4
1 - дно с концевым обручем; 2 - корпус; 3 - крышка с концевым обручем
Рисунок 5
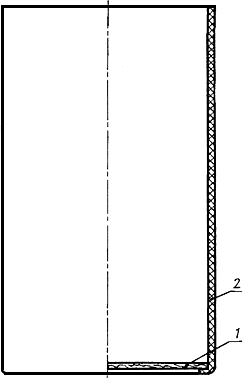
1 - корпус;
2 - дно
Рисунок 6
3.2 Основные параметры и размеры барабанов должны соответствовать указанным в таблице.
Таблица 1
Наружные размеры, мм | Толщина, мм | ||||
| дна и крышки | ||||
Вместимость барабанов, дм | Диаметр | Высота | стенки корпуса | из фанеры | из древесно- |
10 | 266±2 | 200 | 2,5 | От 3 | От 3,2 |
13 | 266±2 | 266 | |||
15 | 266±2 | 300 | |||
20 | 266±2 | 400 | |||
20 | 320 | 266 | |||
23 | 320 | 330 | 3,0 | От 4 | От 5 |
25 | 320 | 360 | |||
28 | 320 | 400 | |||
36 | 320 | 500 | |||
43 | 320 | 600 | |||
50 | 320 | 685 | 3,0 | От 4 | От 5 |
50 | 320 | 695 | 3,0 | ||
50 | 435±2 | 380 | 3,0 | ||
66 | 435±2 | 500 | 4,0 | ||
74 | 435±2 | 560 | 4,0 | От 6 | От 5 |
80 | 435±2 | 600 | |||
100 | 435±2 | 720 | |||
110 | 435±2 | 800 | |||
150±10 | 484±15 | 850±10 | 3,0 | От 6 | От 5 |
200±10 | 484±15 | 1150±10 | |||
________________ * Кроме барабанов 150, 200 дм Примечания: 1 Допускается увеличение на 5 мм наружного диаметра барабанов типа I. 2 Предельные отклонения по толщине фанеры - по ГОСТ 3916.1, ГОСТ 3916.2, по толщине древесно-волокнистой плиты - по ГОСТ 4598. 3 Допускается донья и крышки барабанов типа III вместимостью 50 дм 4 Барабаны типа IV изготовляют вместимостью до 50 дм 5 По согласованию с потребителем допускается изготовлять барабаны типов III и VI других размеров, позволяющих устанавливать барабаны один в другой. 6 Допускается изготовлять барабаны вместимостью до 50 дм 7 Допускается изготовлять барабаны типа VI с толщиной стенки корпуса (2,5±0,5) мм. | |||||
3.3 Условное обозначение барабанов должно состоять из обозначения типа барабана, влагостойкости, вместимости в кубических дециметрах и обозначения настоящего стандарта.
Пример условного обозначения картонного навивного барабана типа I вместимостью 10 дм:
БКНI-10 ГОСТ 17065-94
То же, влагостойкости:
БКНIВ-10 ГОСТ 17065-94
3.2, 3.3 (Измененная редакция, Изм. N 1).
3.4 Масса упаковываемой в барабаны продукции приведена в приложении А.
4 Общие технические требования
4.1 Характеристики
4.1.1 Корпус барабанов изготовляют прямой или спиральной навивкой на формующий вал нескольких слоев картона или спиральной навивкой на формующий вал нескольких слоев картона и бумаги.
4.1.2 Для изготовления корпуса барабанов применяют следующие материалы:
картон по ГОСТ 7420;
бумагу марок М-78А, М-78Б или Б-70 и Б-78 по ГОСТ 2228.
Для внутреннего слоя корпуса барабанов допускается применять картон марок В и Г по ГОСТ 7933, бумагу по ГОСТ 7377, бумагу марок А и Б по ГОСТ 8273, а также другие марки бумаги и картона, по качеству не ниже указанных.
4.1.3 Слои картона и бумаги корпуса барабана должны быть склеены жидким натриевым стеклом (силикатным клеем) по ГОСТ 13078, поливинилацетатной дисперсией по ГОСТ 18992 или другими материалами, обеспечивающими прочность склеивания.
4.1.4 Наружный слой корпуса барабанов, изготовленных спиральной навивкой, должен быть приклеен битумнополиизобутиленовым клеем, поливинилацетатной дисперсией по ГОСТ 18992 или другим водостойким клеем.
Для изготовления битумнополиизобутиленового клея применяют следующие материалы в процентах:
битум БНД 40/60 или БН 60/90 по ГОСТ 22245-72*;
_______________
* На территории Российской федерации действует ГОСТ 22245-90. - Примечание "КОДЕКС".
битум БН 90/10 по ГОСТ 6617-20*;
_______________
* Вероятно ошибка оригинала. Следует читать ГОСТ 6617-76. - Примечание "КОДЕКС".
канифоль сосновая по ГОСТ 19113-84;
полиизобутилен марки П-20 по нормативно-технической документации - 4.
По согласованию с потребителем допускается изготовлять барабаны без применения водостойкого клея.
4.1.5 Барабаны могут иметь влагозащитные покрытия: поливинилацетатной дисперсией по ГОСТ 18992, парафиновое по ГОСТ 23683, бумагой марки П-20 по ГОСТ 2228. Допускаются другие влагозащитные покрытия, обеспечивающие сохранность продукции.
Для упаковывания гигроскопичной и ароматизированной продукции допускается использовать алюминиевую кашированную фольгу.
4.1.6 При изготовлении корпуса спиральной навивкой внутренний и средние слои картона и бумаги должны укладываться встык. Допускается зазор на стыке не более 4 мм с перекрытием его в каждом последующем слое. Верхний слой бумаги, образующий наружную поверхность барабана, должен укладываться внахлестку. Размер нахлестки 5-10 мм.
4.1.7 При навивке корпуса барабанов слои картона и бумаги должны плотно склеиваться между собой по всей поверхности без вздутий, расслоений и морщин.
На наружной и внутренней поверхностях корпуса барабанов не должно быть потеков и наплывов клея. Общая площадь складок, задиров, вмятин, загрязнений и масляных пятен на внутренней и наружной поверхностях корпуса барабана не должна быть более 100 см на одном барабане.
Допускается по согласованию с потребителем в барабанах, предназначенных для нефтесмазок, минеральных удобрений и ядохимикатов общую площадь загрязнения и масляных пятен не учитывать.
4.1.8 Начало и конец навивного полотна картона при прямой навивке должны плотно прилегать к внутренней и наружной поверхностям корпуса и не должны отклеиваться.
4.1.9 Корпус барабанов по торцам должен быть окантован концевыми обручами, предназначенными для закрепления дна и крышки барабанов.
Концевые обручи изготовляют из листовой углеродистой качественной стали или стали обыкновенного качества толщиной 0,40-0,50 мм по ГОСТ 16523, ленты из низкоуглеродистой стали толщиной 0,40-0,50 мм по ГОСТ 503, тонколистовой оцинкованной стали холодного профилирования или общего назначения толщиной 0,40-0,50 мм 2-го класса цинкового покрытия нормальной разнотолщинности по ГОСТ 14918, стали, получаемой по импорту, по качеству не ниже отечественной или другого листового материала такой же толщины, обеспечивающего необходимые характеристики барабанов в соответствии с требованиями настоящего стандарта.
По согласованию с потребителем допускается изготовлять концевые обручи из кровельной стали толщиной 0,40-0,50 мм группы СТК-1.
4.1.10 Концевые обручи должны быть сварены контактной точечной или роликовой электросваркой по ГОСТ 15878 и должны плотно надеваться на корпус барабана.
Смещение кромок концов ленты обруча относительно друг друга на месте стыковки не должно превышать 1 мм.
На поверхности шва сварного соединения и околошовной зоны не должно быть прожогов и выплесков.
4.1.11 Концевые обручи должны крепиться на корпусе барабана зиговкой, при этом на металле и картоне не должно быть разрывов, складок и морщин.
Отслаивание обруча не должно превышать 3 мм.
Допускается применять другие виды крепления концевых обручей на корпусе, обеспечивающие прочность крепления.
4.1.12 Металлические крышки барабанов изготовляют из листовой углеродистой качественной стали или стали обыкновенного качества толщиной 0,40-0,50 мм по ГОСТ 16523, тонколистовой оцинкованной стали холодного профилирования или общего назначения толщиной 0,40-0,50 мм 2-го класса цинкового покрытия нормальной разнотолщинности по ГОСТ 14918.
4.1.13 Поверхности обручей и металлических крышек не должны иметь гофры и заусенцы более толщины металла.
4.1.14 Фанерные крышки и донья барабанов должны изготовляться из клееной фанеры марок ФСФ, ФК, ФБА и сортов и
по ГОСТ 3916.1 и
и
по ГОСТ 3916.2
Донья и крышки барабанов вместимостью до 50 дм включительно, предназначенных для упаковывания продукции со средней плотностью не более 1,0 кг/дм
, а также для барабанов вместимостью свыше 50 дм
, предназначенных для упаковывания продукции, затвердевающей после наполнения и несущей нагрузку при штабелировании, могут изготовляться из твердой древесно-волокнистой плиты марки Т групп качества А, Б по ГОСТ 4598 или твердой древесно-волокнистой плиты сухого способа производства марок
-350 и
-400 по нормативно-технической документации. При этом толщина дна и крышки должна соответствовать указанной в таблице.
Допускается донья и крышки барабанов изготовлять из двух слоев клееной фанеры или твердой древесно-волокнистой плиты, при этом внутренний слой может быть из двух сегментов, прочно склеенных между собой клеем. Общая толщина слоев должна быть не менее толщины дна и крышки, указанной в таблице.
Допускается по согласованию с потребителем изготовлять донья барабанов типа III, предназначенных для упаковывания твердой продукции, затвердевающей и сыпучей продукции, упакованной в полиэтиленовые вкладыши из 2 сегментов одного слоя фанеры или древесно-волокнистой плиты толщиной 6-8 мм. При этом сегменты должны быть плотно состыкованы друг с другом и обеспечивать необходимую механическую прочность барабанов.
4.1.15 Донья барабанов должны быть прочно закреплены закаткой.
Закатка должна обеспечивать плотность прижима доньев к кольцевому зигу корпуса.
Допускается вместе с одним или двумя доньями барабанов, покрытыми полиэтиленовой пленкой, закатывать вкладыш-рукав, вставленный в корпус барабана.
При этом должна применяться полиэтиленовая пленка толщиной 0,08-0,12 мм по ГОСТ 10354 или другой полимерный материал.
4.1.16 На одном из доньев барабанов типов III и IV могут быть сделаны одно-два загрузочно-разгрузочных отверстия, которые должны быть плотно закрыты крышками или пробками, исключающими потерю упакованной продукции при транспортировании.
Наружная часть крышки или пробки не должна выступать за пределы верхней кромки металлического обруча барабана.
4.1.17 В кольцевом пазу металлических крышек должна быть проложена эластичная уплотнительная прокладка из полимерных материалов.
Уплотнительная прокладка должна плотно прилегать к крышке, быть ровной и гладкой, без вздутий и впадин и обеспечивать плотное прилегание крышки.
По согласованию с потребителем в зависимости от характера упаковываемой продукции допускается изготовление барабанов без уплотнительных прокладок.
4.1.18 Стяжное кольцо с замком изготовляют из листовой углеродистой качественной стали или стали обыкновенного качества толщиной 0,80-1,00 мм по ГОСТ 16523, ленты из низкоуглеродистой стали толщиной 0,80-1,00 мм по ГОСТ 503, тонколистовой оцинкованной стали холодного профилирования или общего назначения толщиной 0,80-1,00 мм 2-го класса цинкового покрытия нормальной разнотолщинности по ГОСТ 14918, стали, получаемой по импорту, по качеству не ниже отечественной.
Для изготовления деталей замка должна применяться стальная низкоуглеродистая проволока диаметром 4,00 мм по ГОСТ 3282.
Прочность крепления замка стяжного кольца должна обеспечивать сохранность упакованной продукции при сбрасывании барабана.
4.1.19 Фиксаторы стяжных колец должны изготовляться из листовой углеродистой качественной стали или стали обыкновенного качества толщиной 0,50 мм по ГОСТ 16523, ленты из низкоуглеродистой стали толщиной 0,50 мм по ГОСТ 503, тонколистовой оцинкованной стали холодного профилирования или общего назначения толщиной 0,50 мм 2-го класса цинкового покрытия нормальной разнотолщинности по ГОСТ 14918, стали, получаемой по импорту, по качеству не ниже отечественной и должны обеспечивать возможность пломбирования барабанов.
4.1.20 Стяжное кольцо на барабане в закрытом состоянии не должно проворачиваться и должно плотно прижимать крышку к барабану.
4.1.21 Металлические детали барабанов должны иметь антикоррозионное покрытие по внешнему виду соответствующее классу VII ГОСТ 9.032, по условиям эксплуатации - классу УХЛ1 ГОСТ 9.104.
Общая площадь царапин, потертостей и непрокрасок на наружной и внутренней поверхностях металлических деталей барабана не должна быть более 50 см.
Допускается по согласованию с потребителем металлические детали барабанов типов I и IV одноразового использования изготовлять без антикоррозионного покрытия.
(Измененная редакция, Изм. N 1).
4.1.22 Барабаны, предназначенные для упаковывания пищевых продуктов, должны быть изготовлены из материалов, разрешенных органами санитарно-эпидемиологического надзора для контакта с пищевыми продуктами.
4.1.23 Барабаны должны выдерживать 5 сбрасываний (на кромку нижнего дна в любой точке; на нижнее дно; на боковую поверхность по образующей; на кромку крышки или верхнего дна в любой точке; на крышку или верхнее дно) с высоты от 30 до 75 см.
4.1.24 Барабаны должны выдерживать сжимающую нагрузку, равную значению расчетного сжимающего усилия () в ньютонах, которое вычисляют по формуле
![]() ,
,
где - коэффициент запаса прочности;
- масса барабана с упакованной продукцией, кг;
- высота штабеля, равная 300 см;
- наружная высота барабана, см.
При этом деформация не должна превышать 15 мм.
4.1.25 Показатели механической прочности барабанов определяют при разногласиях в оценке качества барабанов и при изменении технологического процесса и видов применяемых материалов.
4.1.26 Указания по эксплуатации картонных навивных барабанов приведены в приложении Б.
4.1.27 Барабаны могут быть влагостойкими. Водопоглощение труб корпуса барабанов не должно превышать 35%.
Метод определения водопоглощения приведен в приложении В.
4.1.28 По согласованию с потребителем наружная поверхность барабанов может иметь цветную печать с нанесением рекламы изготовителя барабанов, упакованной продукции или рисунка.
4.1.29 Слои картона и бумаги корпуса влагостойких барабанов должны быть склеены синтетическими бутадиен-стирольными латексами по нормативной документации. Допускается применять смесь латексов.
4.1.27-4.1.29 (Введены дополнительно, Изм. N 1).
4.2 Маркировка
4.2.1 На каждый барабан в соответствии с требованиями ГОСТ 14192 должна быть нанесена маркировка, характеризующая тару и содержащая:
товарный знак предприятия;
обозначение настоящего стандарта.
4.2.2 Транспортная маркировка - по ГОСТ 14192.
4.3 Упаковка
4.3.1 Барабаны не упаковывают. Донья, поставляемые в комплекте с барабаном, упаковывают в кипы. Масса кипы не должна превышать 20 кг.
Каждую кипу перевязывают крестообразно шпагатом по ГОСТ 17308 или другими обвязочными материалами, обеспечивающими сохранность кипы при транспортировании.
4.3.2 Барабаны типов I и II поставляют с надетыми закрепленными крышками, а барабаны типов III и IV - с закрытыми загрузочно-разгрузочными отверстиями.
По согласованию с потребителем допускается на барабаны типа III не устанавливать одно из доньев, а поставлять его в комплекте с барабаном, на который должен быть надет и призигован концевой обруч.
5 Правила приемки
5.1 Барабаны принимают партиями.
Партией считают количество барабанов одного типа, одного размера, изготовленных по одному технологическому режиму из сырья одного качества, оформленное одним документом о качестве.
5.2 Для контроля качества барабанов от партии отбирают выборку в количестве 1% (но не менее 10 шт.).
5.3 При получении неудовлетворительных результатов хотя бы по одному из показателей проводят повторную проверку на удвоенной выборке от той же партии.
По результатам контроля удвоенной выборки партию считают несоответствующей требованиям настоящего стандарта, если хотя бы один барабан не соответствует требованиям стандарта.
6 Методы контроля
6.1 Соответствие требованиям 4.1.6-4.1.8, 4.1.10, 4.1.11, 4.1.13, 4.1.17, 4.1.20 определяют визуально.
Для контроля качества склеивания слоев картона и бумаги из двух корпусов барабанов вырезают по два диаметрально расположенных образца размером 120x250 мм. Качество склеивания считают удовлетворительным, если при раздирании слоев картона и бумаги образцов нарушается волокнистая структура материала, а не клеевых слоев.
6.2 Наружные размеры барабанов контролируют линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502 с погрешностью не более 1,0 мм, а размеры деталей - штангенциркулем по ГОСТ 166 с погрешностью не более 0,1 мм.
6.3 Перед контролем качества барабаны выдерживают в течение 24 ч в помещении с температурой (20±2) °С и относительной влажностью воздуха (65±2)%.
При изготовлении барабанов в помещении с условиями, близкими к условиям кондиционирования, перед контролем качества барабаны выдерживают в этом же помещении не менее 3 сут со дня изготовления.
6.4 Контроль проводят в тех же условиях, в которых они выдерживались. Допускается проводить контроль в других условиях, если время от момента кондиционирования до момента окончания контроля не превышает 10 мин.
6.5 Для испытания барабанов на сопротивление ударам при свободном падении от выборки выбирают три барабана.
Испытания проводят по ГОСТ 18425. Барабаны сбрасывают пять раз (4.1.23). Барабаны типов III и V сбрасывают на дно и крышку.
Высоту сбрасывания в сантиметрах вычисляют по формуле
![]() ,
,
где - масса барабана с упакованной в него продукцией, кг.
Минимальная высота сбрасывания должна составлять 30 см, максимальная - 75 см.
Если масса барабана с упакованной в него продукцией составляет 60 кг и более, то высоту падения устанавливают 30 см.
Барабаны считают выдержавшими испытание, если после пяти сбрасываний не будет обнаружено повреждений барабана, влияющих на сохранность продукции.
6.6 Для испытания барабанов на соответствие показателю сопротивления сжатию или прочности при штабелировании от выборки отбирают три барабана.
Испытания проводят по ГОСТ 18211 или ГОСТ 25014 без продукции.
Барабаны устанавливают между горизонтальными плитами пресса в вертикальном положении.
Коэффициент запаса прочности принимают в зависимости от срока хранения упакованной продукции:
при хранении до 100 сут - 1,65;
при хранении свыше 100 сут - 1,85.
Испытания продолжают до достижения расчетной сжимающей нагрузки. Барабаны считают выдержавшими испытание, если деформация барабана не превышает 15 мм и не происходит нарушений целостности барабана, влияющих на сохранность продукции.
6.7 Барабаны, предназначенные для затвердевающей монолитной продукции, воспринимающей нагрузку, не испытывают по методам, указанным в 6.5 и 6.6.
(Измененная редакция, Изм. N 1).
7 Транспортирование и хранение
7.1 Барабаны транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида.
7.2 Транспортирование барабанов и доньев производят пакетами в соответствии с ГОСТ 26663.
Допускается по согласованию с потребителем транспортировать барабаны без формирования в пакеты.
7.3 Хранение - по условиям хранения 2 ГОСТ 15150. Барабаны хранят в вертикальном положении в штабелях не выше 4 ярусов.
8 Гарантии изготовителя
Изготовитель должен гарантировать соответствие барабанов требованиям настоящего стандарта.
Гарантийный срок эксплуатации - год со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Масса упаковываемого в барабаны груза
Вместимость барабана, дм | Масса груза, кг |
10 | 25 |
13 | 33 |
15 | 38 |
20 | 50 |
23 | 58 |
25 | 63 |
28 | 72 |
36 | 54 |
43 | 64 |
50 | 75 |
66 | 100 |
74 | 110 |
80 | 120 |
100 | 150 |
110 | 165 |
150 | 150 |
200 | 200 |
ПРИЛОЖЕНИЕ Б
(справочное)
Указания по эксплуатации картонных навивных барабанов
В заполненном виде картонные навивные барабаны целесообразно перевозить пакетами. Для пакетирования барабанов с продуктом может быть использован плоский поддон размером 1000x1200 мм по ГОСТ 9078.
В зависимости от упаковываемого продукта и высоты применяемых барабанов последние могут быть установлены в один, два или три ряда и объединены в одно укрупненное место в виде транспортного пакета, состоящего из 13-39 барабанов диаметром 266 мм; 8-16 барабанов диаметром 320 мм и 4-8 барабанов диаметром 435 мм.
Для крепления заполненных барабанов на поддоне применяют упаковочную стальную ленту по ГОСТ 3560 или ГОСТ 503, тканевую, пластмассовую ленту по нормативно-технической документации, мягкую стальную проволоку по ГОСТ 3282, термоусадочную пленку по ГОСТ 25951, обеспечивающие необходимую устойчивость сформированного пакета. Каждый ряд барабанов обвязывают по периметру одним из указанных материалов.
При формировании пакета барабанов в два и три ряда следует устанавливать между рядами и сверху пакета прокладку и производить дополнительную обвязку пакета вертикальными поясами.
Транспортирование картонных барабанов на поддонах в пакетах, погрузку и выгрузку их производят электропогрузчиками или другими средствами механизации. В процессе транспортирования при погрузочно-разгрузочных работах, складировании запрещается сбрасывать барабаны, катать, кантовать и укладывать в горизонтальном положении.
ПРИЛОЖЕНИЕ В
(справочное)
Метод определения водопоглощения картонных навивных барабанов
Отрезки труб барабанов длиной 200 мм взвешивают на весах по ГОСТ 24104 с погрешностью 1 г и герметизируют торцы битумным клеем по нормативной документации, лаком БТ-577 по ГОСТ 5631 или другим водостойким клеем по качеству не ниже указанных.
Отрезки труб погружают в воду в один ряд на 24 ч. Слой воды над трубами должен быть не менее 200 мм, температура воды должна быть 18-25 °С.
Водопоглощение , %, определяют по формуле
![]() ,
,
где - первоначальная масса трубы, г;
- масса трубы после выдержки, г.
Приложение В. (Введено дополнительно, Изм. N 1).
Текст документа сверен по:
Тара деревянная, картонная и комбинированная.
Часть 5. Ящики из картона: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
{kind=link}