ГОСТ ISO 7590-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Методы определения общей толщины и толщины обкладок
Steel cord conveyor belts. Methods for the determination of total thickness and covers thickness
МКС 53.040.20
Дата введения 2020-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52-2017)
За принятие проголосовали:
Краткое наименование страны по | Код страны | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 февраля 2018 г. N 90-ст межгосударственный стандарт ГОСТ ISO 7590-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 7590:2009* "Металлокордные конвейерные ленты. Методы определения общей толщины и толщины обкладки" ("Steel cord conveyor belts - Methods for the determination of total thickness and cover thickness", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 3 "Конвейерные ленты" Технического комитета по стандартизации ISO/TC 41 "Шкивы и ремни (в том числе клиновые)" Международной организации по стандартизации ISO
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает три метода определения общей толщины и толщины обкладок металлокордных конвейерных лент.
Методы А1 и А2 (методы с использованием микрометров) можно использовать для определения общей толщины и толщины обкладок всех металлокордных конвейерных лент.
Метод В (оптический метод) рекомендуется для определения толщины только обкладок. Его не используют для лент с текстильным или металлическим утком и если концы стальных кордов при разрезании скручиваются.
2 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
2.1 брекер (breaker): Армирование, включенное в обкладки.
2.2 уток (weft): Слой или слои поперечного армирования каркаса ленты, не рассматриваемые как часть слоев обкладок.
3 Сущность методов
Общую толщину ленты измеряют микрометром в нескольких заданных точках в зависимости от ширины ленты.
Толщину обкладок измеряют следующим образом:
a) удаляют обкладки, измеряют их толщину в тех же заданных точках и вычисляют толщину каждой обкладки вычитанием или
b) прямым измерением с использованием оптического измерительного прибора.
4 Аппаратура
4.1 Микрометр с циферблатом для методов А1 и А2
Прибор должен быть с ценой деления 0,1 мм и иметь плоскую круглую пятку диаметром 10 мм, прикладывающую давление к образцу для испытания (22±5) кПа.
4.2 Оптический измерительный прибор для метода В
Ручное увеличительное стекло со шкалой с ценой деления 0,1 мм. Увеличение должно быть не менее восьмикратного.
5 Проведение испытаний
5.1 Общие положения
При определении прочности связи между обкладкой и каркасом по стандарту [1] для определения толщины обкладки по методу А1 можно использовать те же образцы для испытаний.
При определении положения стальных кордов по стандарту [2] для определения толщины обкладки по методу А2 можно использовать тот же образец для испытаний.
Если использовать методы А1 и А2 не практично, для определения толщины обкладки по методу В можно использовать видимый конец ленты или конец лабораторного образца ленты.
5.2 Точки измерения
Если ширина ленты В не более 1000 мм, измеряют толщину в трех точках, расположенных на одинаковом расстоянии по ширине ленты (см. рисунок 1а).
Если ширина ленты В более 1000 мм, измеряют толщину в пяти точках, расположенных на одинаковом расстоянии по ширине ленты (см. рисунок 1b).
|
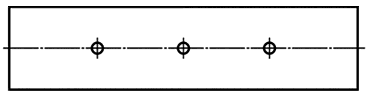
а - Ширина ленты В не более 1000 мм
|

b - Ширина ленты В не более 1000 мм
Рисунок 1 - Расположение точек измерения
5.3 Образцы для испытаний
5.3.1 Общие положения
Вырубают прямоугольный образец по всей ширине ленты под углом 90° к краю ленты размерами, как указано в 5.3.2-5.3.4, в зависимости от обстоятельств.
5.3.2 Образцы для метода А1
Длина образца для испытаний должен быть* приблизительно 150 мм. В зависимости от ширины ленты вырубают три или пять образцов в точках измерения, указанных в 5.2. Каждый образец должен быть шириной, равной двум шагам кордов [образец должен иметь два корда (см. рисунок 2)], и длиной приблизительно 150 мм.
________________
* Текст документа соответствует оригиналу. - .
5.3.3 Образцы для метода А2
Образец должен быть длиной не менее 50 мм и шириной, равной полной ширине ленты. Отмечают на нем точки измерения в соответствии с 5.2.
5.3.4 Образцы для метода В
Испытание проводят на конце конвейерной ленты на месте нахождения или на образце длиной не менее 50 мм. В любом случае обрезанный край должен быть под углом 90° к поверхности ленты, корды должны быть видимыми и без загрязнений. При необходимости очищают концы кордов. Отмечают на образце точки измерения в соответствии с 5.2.
|
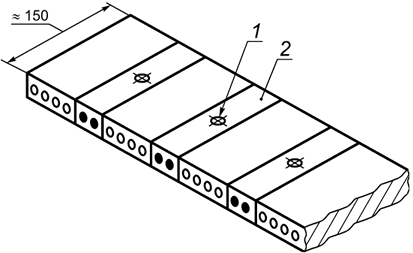
1 - точка измерения; 2 - образец
Рисунок 2 - Образцы, вырубленные в точках измерения из полной ширины образца ленты
5.4 Измерение толщины
5.4.1 Метод А1
5.4.1.1 Измерение общей толщины
Измеряют общую толщину образца в каждой из точек измерения, указанных в 5.2.
5.4.1.2 Измерение толщины верхней обкладки
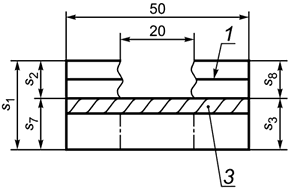
Удаляют верхнюю обкладку до двух кордов (см. рисунок 3). Измеряют толщину в точках измерения, указанных на рисунке 1. Измерения проводят непосредственно над кордом, убеждаясь, что пятка микрометра контактирует с поверхностью корда (см. рисунок 3а) или поверхностью утка (см. рисунок 3b).
Вычисляют толщину верхней обкладки в каждой точке измерения по формуле
![]() . (1)
. (1)
|
|
а - Поперечное сечение образца без утка с брекером или без него | b - Поперечное сечение образца с утком |
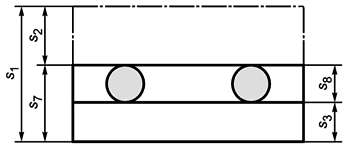
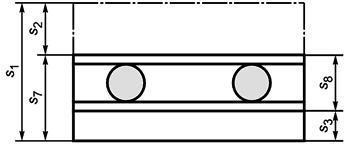
Рисунок 3 - Образцы для метода А1
5.4.1.3 Измерение толщины нижней обкладки
После проведения процедуры по 5.4.1.2 удаляют нижнюю обкладку. Измеряют толщину по 5.4.1.2, убеждаясь, что точки измерения расположены над кордами.
Вычисляют толщину нижней обкладки в каждой точке измерения по формуле
![]() . (2)
. (2)
5.4.1.4 Вычисление и оформление результатов
В зависимости от ширины ленты вычисляют среднеарифметическое значение трех или пяти толщин ,
и
, определенных по 5.4.1.1, 5.4.1.2 и 5.4.1.3. Результаты представляют в миллиметрах.
5.4.2 Метод А2
5.4.2.1 Измерение общей толщины
Измеряют общую толщину образца в каждой из точек измерения, указанных в 5.2.
5.4.2.2 Измерение толщины верхней обкладки
Удаляют секцию верхней обкладки длиной 20 мм по всей ширине испытуемого образца (см. рисунок 4). Измеряют толщину в тех же точках, что и в 5.4.2.1. Измерения проводят непосредственно над кордом, убеждаясь, что пятка микрометра контактирует с поверхностью корда (см. рисунок 4а) или поверхностью утка (см. рисунок 4b).
Вычисляют толщину верхней обкладки в каждой точке измерения по формуле (1).
|
|
а - Поперечное сечение образца без утка с брекером или без него | b - Поперечное сечение образца с утком |
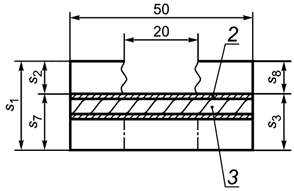
1 - брекер; 2 - уток; 3 - корд
Рисунок 4 - Испытуемые образцы для метода А2
5.4.2.3 Измерение толщины нижней обкладки
После проведения процедуры по 5.4.2.2 удаляют нижнюю обкладку. Измеряют толщину по 5.4.2.2, убеждаясь, что точки измерения расположены над кордами.
Вычисляют толщину нижней обкладки в каждой точке измерения по формуле (2).
5.4.2.4 Вычисление и оформление результатов
В зависимости от ширины ленты вычисляют среднеарифметическое значение трех или пяти толщин ,
и
, определенных по 5.4.2.1, 5.4.2.2 и 5.4.2.3. Результаты представляют в миллиметрах.
5.4.3 Метод В
5.4.3.1 Измерение толщины верхней и нижней обкладок
Оптическим измерительным прибором (4.2) измеряют расстояние между верхним краем корда и поверхностью ленты в каждой из точек измерения, указанных в 5.2, убеждаясь, что измерительная шкала физически контактирует с лентой. Регистрируют толщины верхней обкладки и нижней обкладки
в каждой точке измерения.
5.4.3.2 Вычисление и оформление результатов
В зависимости от ширины ленты вычисляют среднеарифметическое значение трех или пяти толщин и
, определенных по 5.4.3.1. Результаты представляют в миллиметрах.
6 Протокол испытаний
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) использованный метод (А1, А2 или В);
c) идентификацию испытуемой конвейерной ленты;
d) число точек измерения;
e) результаты испытаний по 5.4.1.4, 5.4.2.4 или 5.4.3.2;
f) дату проведения испытаний.
Библиография
[1] | ISO 8094, Steel cord conveyor belts - Adhesion strength test of the cover to the core layer (Металлокордные конвейерные ленты. Определение прочности связи между обкладкой и сердечником)* |
________________ * Официальный перевод этого стандарта находится в Федеральном информационном фонде стандартов. | |
[2] | EN 13827, Steel cord conveyor belts - Determination of the lateral and vertical displacement of steel cords |
УДК 678-419:531.717.11:006.354 | МКС 53.040.20 | IDT |
Ключевые слова: металлокордные конвейерные ленты, методы определения, общая толщина, толщина обкладок | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}