ГОСТ ISO 15236-4-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Часть 4
Стыковка лент вулканизацией
Steel cord conveyor belts. Part 4. Joining of belts by vulcanization
МКС 53.040.20
Дата введения 2020-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 февраля 2018 г. N 87-ст межгосударственный стандарт ГОСТ ISO 15236-4-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15236-4:2004* "Металлокордные конвейерные ленты. Часть 4. Вулканизованные стыки ленты" ("Steel cord conveyor belts - Part 4: Vulcanized belt joints", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом CEN/TC 188 "Конвейерные ленты" Европейского комитета по стандартизации (CEN) в сотрудничестве с подкомитетом SC 3 "Конвейерные ленты" Технического комитета по стандартизации ISO/TC 41 "Шкивы и ремни (в том числе клиновые)" Международной организации по стандартизации ISO.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает конструкцию, размеры, требования и маркировку стыков металлокордных конвейерных лент, выполняемых вулканизацией.
2 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
2.1 вулканизованный стык (vulcanized joint): Область, в которой корды лент двух длин стыкованы (соединены) и окружены вулканизованной резиной.
3 Условные обозначения и единицы измерения
В настоящем стандарте применены условные обозначения и единицы измерения, приведенные в таблице 1.
Таблица 1 - Условные обозначения и единицы измерения показателей
Условное обозначение | Наименование показателя |
d | Диаметр корда, мм |
Номинальная (минимальная) прочность ленты при растяжении, Н/мм | |
| Сниженная прочность стыка при растяжении, Н/мм |
Длина области, в которой концы кордов расположены в шахматном порядке, мм | |
Длина переходной области кордов, мм | |
Зазор между стыкуемыми концами кордов, мм | |
Число ступеней | |
SG | Толщина резины между кордами в стыке (соединении), мм |
| Минимальная толщина резины между кордами в стыке, мм |
t | Шаг, мм |
Минимальный шаг кордов в ленте, мм |
4 Типы соединений
4.1 Общие положения
Существуют два типа стыковки (соединений), отличающиеся по способу передачи усилий от одной длины ленты к другой:
a) ступенчатые соединения, в которых усилия передаются через резину, окружающую корды;
b) пальцевые соединения, в которых усилия передаются через резину, окружающую корды, и поперечное армирование. Для этого типа соединений ленты должны иметь поперечное армирование.
Примечание 1 - Ступенчатые соединения обеспечивают максимально возможные динамические характеристики, но требуют больше времени, знаний и осторожности при их выполнении.
Примечание 2 - Большое значение для качества обоих типов соединений имеют физические свойства резины, особенно прочность связи с кордами.
4.2 Ступенчатые соединения
4.2.1 Основы конструкции
Соединяемые корды концов ленты очищают в области стыка от покрывающей резины. В соответствии с согласованной схемой соединения корды ступенчато разрезают или разделяют и при необходимости очищают от покрывающей резины. Совмещают друг с другом концы обработанных резиновым клеем кордов и покрывают резиновой обкладкой. После вулканизации появится возможность передавать усилия от одной длины ленты к другой через соединение.
В отличие от соединений конвейерных лент с текстильным армированием, для которых концы ленты, как правило, разрезают по диагонали, концы металлокордных лент для соединения разрезают по диагонали или перпендикулярно к краю ленты.
Число ступеней, длину соединения, длину ступеней и схему соединения, то есть последовательность разрезания кордов, устанавливает изготовитель ленты или указывают в стандартах организации или национальных стандартах.
В дополнение к практическому опыту качество ступенчатого соединения можно оценить путем расчета напряжений в резине и кордах в стыке или статическими и динамическими методами испытаний.
4.2.2 Толщина резины между кордами в стыке
Резина, заполняющая зазор между двумя соседними кордами разных длин, подвергается наибольшей деформации и наиболее высоким напряжениям. Поэтому необходимо обеспечивать минимальную толщину резины между кордами в стыке ![]() , определяемую по формуле
, определяемую по формуле
![]() . (1)
. (1)
4.2.3 Зазор между стыкуемыми концами кордов
Зазор между стыкуемыми концами кордов должен быть приблизительно равен 4d, но не менее 3d.
4.2.4 Ступени
Соединения могут быть одноступенчатыми, двухступенчатыми, трехступенчатыми или четырехступенчатыми; допускается большее число ступеней.
В соответствии с определенным числом ступеней последовательно разрезают корды по всей ширине ленты.
4.2.5 Переплетенное ступенчатое соединение
Для данного типа соединения характерно большее количество кордов, чем в самой ленте.
На обеих сторонах соединения оставляют длину для переходной области кордов, в зависимости от диаметра кордов. Предпочтительные длины переходной области кордов приведены в таблице 2, но длина должна быть не менее 16d.
Таблица 2 - Длина переходной области кордов
d, мм |
|
До 6,0 включ. | 100 |
Св. 6,0 до 8,5 включ. | 150 |
Св. 8,5 до 10,0 включ. | 200 |
Св. 10,0 до 11,5 включ. | 250 |
Примечание - Целесообразно располагать концы кордов в шахматном порядке с длиной , равной 50 мм.
Части переплетенного двухступенчатого соединения при прямоугольном и диагональном разрезах показаны на рисунке 1.
4.2.6 Простое ступенчатое соединение
4.2.6.1 Минимальный шаг кордов в ленте
В простом ступенчатом соединении число кордов должно быть таким, как в самой ленте. Минимальный шаг кордов в ленте определяют по формуле
![]() . (2)
. (2)
Примечание - Следует избегать небольшого шага кордов, так как при этом снижается качество стыка.
|
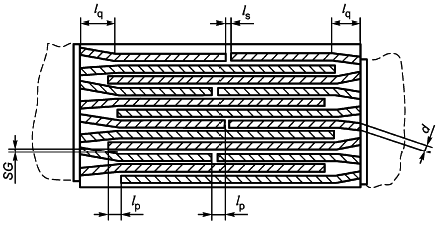
а - Прямоугольный разрез
|
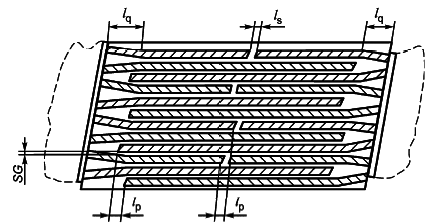
b - Диагональный разрез
Условные обозначения размеров приведены в таблице 1
Рисунок 1 - Части переплетенных двухступенчатых соединений прямоугольного и диагонального разрезов
4.2.6.2 Прочность стыка при растяжении
Фактическую прочность стыка при растяжении можно вычислить по числу ступеней в стыке между противоположными концами лент по формуле
![]() . (3)
. (3)
4.2.6.3 Схема расположения кордов
Простые ступенчатые соединения выполняют в виде "труб органа" или "елки", как показано на рисунке 2.
|
|
а - Соединение в виде "труб органа" | b - Соединение в виде "елки" |
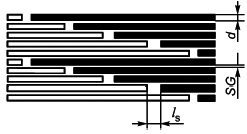
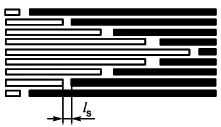
Рисунок 2 - Части типичных простых четырехступенчатых соединений
4.2.7 Поперечное армирование*
________________
* Расчеты показывают более низкие напряжения в соединении вида "трубы органа", чем в соединении вида "елка".
Пиковые напряжения в материале соединения можно снизить, применяя в месте соединения поперечное армирование, при этом напряжения выравниваются. Поперечное армирование должно заканчиваться на расстоянии не менее 50 мм от переходной области кордов.
4.3 Пальцевые соединения
Для выполнения пальцевых соединений корды должны быть такими, чтобы их можно было точно разрезать ножницами или инструментом, подобным ножницам. Поэтому данный тип соединений обычно применяют к лентам с диаметром кордов не более 3,3 мм.
Для выполнения пальцевого соединения удаляют обкладки и поперечное армирование на обоих концах ленты. Вырезают треугольные части ленты таким образом, чтобы остались "языки". Эти "языки", или "пальцы", обоих концов ленты совмещают друг с другом, покрывают поперечным армирующим прорезиненным слоем, листами обкладки и вулканизируют (см. рисунок 3).
Примечание 1 - Поперечное армирование имеет важное значение для качества области соединения.
Длина и ширина "пальцев" должны быть указаны изготовителем ленты или приведены в стандартах организации или национальных стандартах.
Примечание 2 - Неизбежны потери прочности при статической нагрузке в области стыка, степень потерь зависит от конструкции соединения.
|
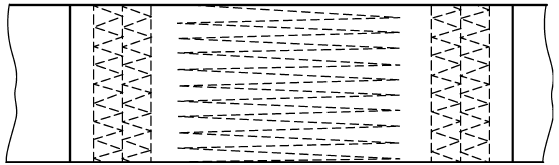
Рисунок 3 - Часть пальцевого соединения
5 Соединительный материал
Соединительный материал выбирают в соответствии с типами соединяемых лент, убеждаясь, что его качество не ухудшилось в результате старения.
6 Выполнение соединения
Нагревательные плиты (вулканизационный пресс) должны быть не менее чем на 150 мм больше длины стыка с обеих сторон в продольном направлении и должны как минимум закрывать боковые прокладки в поперечном направлении.
Нагревательные плиты следует равномерно нагружать давлением не менее 1 МПа. Следует использовать устройство для выравнивания приложенного давления.
При стыковке обеспечивают одинаковую толщину резины между кордами, если между изготовителем и покупателем не согласовано другое условие.
При выполнении стыковки соблюдают следующие общие указания:
- обеспечивают большую площадь сцепления путем скашивания переходной области обкладок;
- оставляют слой вулканизационной резины на кордах;
- аккуратно заполняют пространство между кордами вулканизационной резиной надлежащего качества;
- используют материал с высокой прочностью сцепления.
Кроме того, для переплетенного ступенчатого соединения:
- избегают кордов, расположенных впритык к краям ленты;
- переносят необходимые отклонения от схемы соединения к центру ленты.
Примечание - Подробную информацию о выполнении стыковки ленты и требования к вулканизации предоставляют изготовитель или компании, специализирующиеся на обслуживании конвейерных лент.
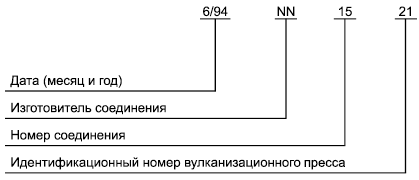
7 Маркировка стыка
Соединение (стык) должно иметь легко читаемую устойчивую маркировку. Буквы и цифры должны иметь высоту не менее 20 мм с шириной линии не менее 3 мм.
Данные маркировки следует располагать по схеме:
|
УДК 678-419:006.354 | МКС 53.040.20 | IDT |
Ключевые слова: металлокордные конвейерные ленты, стыковка лент вулканизацией | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}