ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫЙ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
пнет
236-
2017
Техника авиационная
СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Соединители проходные и переходные под осевую запрессовку на давление 35 МПа. Соединитель угловой, муфта — ниппель
(SAE AS 5977:2014, NEQ)
Издание официальное
Москва
Стандартмиформ
2017
ПНСТ 236—2017
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Национальный исследовательский центр «Институт имени Н.Е. Жуковского» (ФГБУ «НИЦ «Институт имени Н.Е. Жукоесхого»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
3 УТВЕРЖДЕН И 8ВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 31 октября 2017 г. N9 37-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного документа SAE AS5977:2014 «Сборки с фитингами, прямые, типа «вилка», не требующие развальцовки, с осевой запрессовкой, гидравлические, при давлении 5080 psi» (SAE AS5977:2014 «Fitting Assembly. 90е. Male Flareiess. Axially Swaged. Hydraulic. 5080 PSI». NEQ)
Правила применения настоящего стандарта и проведение его мониторинга установлены в ГОСТ 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении настоящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за 4 мес до истечения срока его действия разработчику настоящего стандарта по адресу; 125167 Москва, ул. Викторенко. 7 и/или е Федеральное агентство по техническому регулированию и метрологии по адресу: 109074 Москва. Китайгородский проезд, д. 7. стр. 1.
В случае отмены настоящего стандарта соответствующая информация будет опубликована е ежемесячном информационном указателе «Национальные стандарты». и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ('kvww.gosf.ruJ
© Стандартинформ. 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ПНСТ 236—2017
Введение
В целях развития промышленного производства и увеличения доли участия на международном рынке российской авиационной техники гражданского назначения важным условием является обеспечение соответствия создаваемой продукции наилучшим принятым на международном уровне требованиям и нормам.
Настоящий предварительный национальный стандарт разработан с учетом основных нормативных положений SAE AS 5977:2014. SAE AS 5977 наряду с другими стандартами Международного сообщества автомобильных инженеров (Society of Automotive Engineers, SAE International), устанавливающих требования к конструкции и размерам соединительных деталей трубопроводов гидравлических систем, применяемых е аэрокосмической отрасли, имеет положительный опыт успешного применения в международной практике авиастроения.
8 целях приведения в соответствие с требованиями основополагающих стандартов национальной системы стандартизации Российской Федерации и российского законодательства текст настоящего стандарта по сравнению с исходным текстом SAE AS 5977 имеет технические отклонения и различия по форме представления, в том числе изменено графическое представление конструкции детали, значения величин выражены в единицах СИ (кроме случаев, установленных Постановлением Правительства Российской Федерации от 31 октября 2009 г. № 879 «Об утверждении Положения о единицах величин, допускаемых к применению в Российской Федерации»), перечислены установленные в Российской Федерации технические условия, требования к маркировке, термообработке, покрытию деталей.
Учитывая объем изменений по сравнению с исходным текстом SAE AS 5977. настоящий стандарт разработан е целях предварительной апробации установленных е нем требований, накопления дополнительной информации об объекте стандартизации посредством производства и проведения необходимых испытаний данного объекта.
ПНСТ 236—2017
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Соединители проходные и переходные под осевую запрессовку на давление 35 МПа.
Соединитель угловой, муфта — ниппель
Aviation equipment. Hydraiiic systems. Pass-through connectors and transitional under axial pressure Ж ting for pressure 35 MPa. Angle connector, coupling — nipple
Срок действия — с 2018—07—01 до 2020—07—01
1 Область применения
Настоящий стандарт устанавливает требования к габаритным размерам угловых соединителей на давление 35 МПа для соединений труб через муфту осевой запрессовки с переходом в ниппель.
8 настоящем стандарте приведены таблицы с габаритными и монтажными размерами соединителей.
2 Нормативные ссылки
8 настоящем стандарте применены нормативные ссылки на следующие стандарты:
ПНСТ 228—2017 Техника авиационная. Системы гидравлические. Соединители прямые, крестообразные. тройные, проходные и переходные, под осевую запрессовку на давление 35 МПа. Технические условия
ГОСТ 25.020 Шрифты для средств измерений и автоматизации. Начертания и основные размеры.
ГОСТ 5949 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 26492 Прутки катаные из титана и титановых сплавов. Технические условия
ГОСТ 30893.1 (ИСО 2758-1—89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссыгкдоых стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ипч по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная осыпка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, а котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссыпку.
3 Технические требования
3.1 Конструкция и размеры соединителей должны соответствовать указанным на рисунке 1 и в таблицах 1—2.
Издание официальное
1
ПНСТ 236—2017
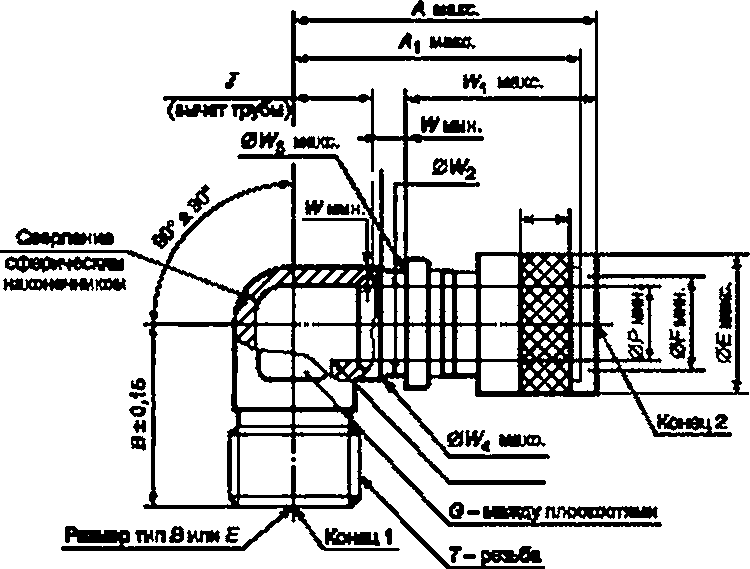
Примечание — Размер J определяет положение трубы при проектировании взаимного расположения компонентов системы {трассировке).
Рисунок 1 — Соединитель угловой муфта — ниппель
2
Таблица 1 — Размеры детали от А до J
Базовый размер детали | Номинальный размер грубы, конец 1 | Номинальный размер грубы. «иец 2 | Длине со* единителя до галресооеки А мене | длине соединителя после мпрессоеки Ау, мене. | в X 0015 | В X 0381 | Б макс | F мин | <3 | Уменьшение трубы J. дюйм | Умкиьшение трубы J. мм | |||||||||
ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | |||||
0404 | 0.2600 | 6.3500 | 0.2500 | 6.3500 | 0.935 | 23.749 | 0.848 | 21539 | 0.767 | 19.482 | 0.466 | 11636 | 0253 | 6426 | 0.348 — 0 380 | 8.839 -9652 | 0353 | х 0.1 S0 | 8.966 | 138Ю |
0Ю* | 0,3750 | 0.5250 | 0.2500 | 6 3500 | 0.998 | 25349 | 0911 | 23.139 | 0846 | 21.488 | 0466 | 11636 | 0253 | 6426 | 0.477 -0509 | 12.116— 12929 | 0416 | хО.160 | 10566 | 13610 |
0406 | 0.2500 | 6.3500 | 0.3750 | 9.5250 | 1.215 | 30 861 | 1.099 | 27915 | 0830 | 21.082 | 0.609 | 15.469 | 0378 | 9601 | 0.477 — 0509 | 12.116- 12929 | 0.416 | 10.150 | 10566 | 13810 |
0606 | 0.3750 | 9.5250 | 0.3750 | 9.5290 | 1.215 | 30661 | 1.099 | 27915 | 0646 | 21 488 | 0609 | 15469 | 0378 | 9601 | 0.477—0509 | 12.116— 12929 | 0416 | X 0.150 | 10566 | X 38Ю |
0606 | 0,5000 | 12.7000 | 0.3750 | 9.5250 | 1.308 | 33223 | 1.192 | 30277 | 1032 | 26.213 | 0.609 | 15.469 | 0376 | 9601 | 0.615 -0647 | 15.621 — 16.434 | 0509 | 10.150 | 12929 | х 3810 |
0608 | 0.3750 | 9.5250 | O.SOOO | 12.7000 | 1.S16 | 38506 | 1.370 | 34.796 | 0.939 | 23.851 | 0.783 | 19.888 | 0504 | 12.602 | 0.615 — 0647 | 15.621 — 16.434 | 0517 | X0.17S | 13.132 | X 4.44S |
0806 | 0.5000 | 12.7000 | 0.5000 | 12.7000 | 1.516 | 38 506 | 1.370 | 34.798 | 1032 | 26.213 | 0.783 | 19.888 | 0504 | 12.802 | 0.615 -0647 | 15.621 — 16.434 | 0517 | 10.175 | 1Э.1Э2 | 14.445 |
1008 | 0.6250 | 15.8750 | 0.5000 | 12.7000 | 1.579 | 40.106 | 1.433 | 36398 | 1.158 | 29.413 | 0.783 | 19.888 | 0504 | 12.802 | 0.751 —0.783 | 19.075 — 19.888 | 0580 | 10.175 | 14.732 | 14.445 |
0810 | 0.5000 | 12.7000 | 0.6290 | 158750 | 1.873 | 47574 | 1.669 | 42392 | 1095 | 27.813 | 0939 | 23.851 | 0629 | 15.977 | 0.751 —0.783 | 19.075 — 19.888 | 0580 | X 0.175 | 14.732 | X 4.445 |
1010 | 0.6250 | 156750 | 0.6250 | 156750 | 1.873 | 47574 | 1.669 | 42392 | 1.158 | 29.413 | 0939 | 23.851 | 0629 | 15.977 | 0.751 —0.783 | 19.075 — 19.888 | 0560 | 10.175 | 14.732 | 14.445 |
1210 | 0.7500 | 19.0499 | 0.6250 | 15 6750 | 1.998 | 50.749 | 1.794 | 4S567 | 1348 | 34.188 | 0939 | 23.851 | 0629 | 15.977 | 0.893—0925 | 22.682 — 23.495 | 0,705 | х 0.175 | 17907 | X 4.44S |
1012 | 0.6250 | 158750 | 0.7500 | 19.0499 | 2.149 | 54 584 | 1.9(4 | 49377 | 1283 | 32.588 | 1.122 | 28.499 | 0.754 | 19.152 | 0.893 -0925 | 22.682 - 23.495 | 0.712 | 10.175 | 18665 | 14.445 |
1212 | 0.7500 | 19.0499 | 0.7500 | 19.0499 | 2.146 | 54 584 | 1.944 | 49377 | 1346 | 34.188 | 1.122 | 28.499 | 0.764 | 19.152 | 0.893—0925 | 22.682 — 23.495 | 0.712 | 10.175 | 18.08S | X 4.445 |
1612 | 1.0000 | 253999 | 0.7503 | 19.0499 | 2.308 | 58623 | 2.103 | 53.416 | 1505 | 38.227 | 1.122 | 28.499 | 0.754 | 19.152 | 1.181 — 1213 | 29.997 — 30.810 | 0871 | Ю.175 | 22.123 | X 4.445 |
1216 | 0.7500 | 19.0499 | 1.0000 | 253999 | 2.606 | 66.192 | 2.392 | 60.757 | 1505 | 38.227 | 1495 | 37.973 | 1004 | 25.502 | 1.181 — 1213 | 29.997 — 30.810 | 0678 | 10300 | 22301 | X 5680 |
1616 | 1.0000 | 253999 | 1.0000 | 253999 | 2.606 | 66.192 | 2.392 | 60.757 | 1505 | 38227 | 1495 | 37.973 | 1004 | 25.902 | 1.181 — 1213 | 29.997 — 30.810 | 0878 | х 0200 | 22301 | х 5680 |
2016 | 1.2500 | 31.7499 | 1.0000 | 253999 | 2.728 | 69291 | 2.5U | 63655 | 1627 | 41.326 | 1495 | 37.973 | 1004 | 25.502 | 1.609 — 1.641 | 40.668 —41.681 | 1600 | 10200 | 25.400 | 15660 |
1620 | 1.0000 | 2S3999 | 1.2500 | 31.7499 | 3.020 | 76.708 | 2.796 | 71018 | 1627 | 41.326 | 1.758 | *4.653 | 125S | 31.877 | 1.609 — 1641 | 40.868—41.681 | 1.009 | 10200 | 25.629 | X 5680 |
2020 | 1.2500 | 31.7499 | 1.2500 | 31.7499 | 3.020 | 76.708 | 2.796 | 71016 | 1627 | 41.326 | 1.758 | 44.653 | 1255 | 31.877 | 1.609 — 1641 | *0.868 —41.681 | 1609 | 10200 | 25629 | 15660 |
ы
ПНСТ 236—2017
л Таблица 2 — Размеры детали от М до WA и масса
Базовым размер летали | Номинальный размер грубы, коней 1 | Номинальный размер грубы, коней 2 | U мин | Рмин | Дюймовая рейве " | W мин | IV, мвкС | *2 106015. ДЮЙМ | *2 * 0.0381. ММ | IVj мвкС | №4м*С. | Мессе | |||||||||
ДЮЙМ | им | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | дюйм | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | ДЮЙМ | ММ | фунт | КГ | ||||
0404 | 0250 | 6.350 | 0250 | 6.350 | 0643 | 1.092 | 0.198 | 5.029 | 0.4375-28 UNJEF-3A | 0.123 | 3.124 | 0.488 | 12.395 | 03005 | 7.633 | 0618 | 0.457 | 0665 | 1.651 | 0619 | 0609 |
0604 | 02» | 0.525 | 0250 | 6.350 | 0645 | 1.143 | 0.198 | 5.029 | 0.5625-24 UNJEF-3A | 0.123 | 3.124 | 0.468 | 12.395 | 03005 | 7.633 | 0618 | 0.457 | 0665 | 1.651 | 0.029 | 0613 |
0*06 | 0250 | 6.350 | 0275 | 9.525 | 0645 | 1.143 | 0.302 | 7.671 | 0.4375-28 UNJ6F-3A | 0.153 | 3.886 | 0675 | 17.145 | 0.4475 | 11.366 | 0633 | 0,838 | 0665 | 1.651 | 0.028 | 0613 |
0606 | 02» | 9.525 | 0275 | 9.525 | 0.045 | 1.143 | 0.302 | 7,671 | 0.5625-24 UNJEF-3A | 0.153 | 3.886 | 0675 | 17.145 | 04475 | 11.366 | 0633 | 0.838 | 0.065 | 1.651 | 0.038 | 0617 |
0806 | 0200 | 12.700 | 0275 | 9.525 | 0652 | 1221 | 0.302 | 7.671 | 0.7500-20 UNJEF-3A | 0.153 | 3.886 | 0675 | 17.1*5 | 04475 | 11.366 | 0633 | 0.838 | 0665 | 1.651 | 0660 | 0627 |
0608 | 0275 | 9.525 | 0200 | 12.700 | 06S2 | 1221 | 0.401 | 10.185 | 0,9325-24 UNJEF-3A | 0.16S | 4.191 | 0671 | 22.123 | 0 5945 | 15.100 | 0.033 | 0.838 | 0.129 | 3.277 | 0670 | 0632 |
0808 | 0200 | 12.700 | 0200 | 12.700 | 0652 | 1221 | 0.401 | 10.185 | 0.7500-20 UNJEF-3A | 0.165 | 4.191 | 0671 | 22.123 | 05945 | 15.100 | 0633 | 0.838 | 0.129 | 3.277 | 0676 | 0634 |
1008 | 0.62S | 15675 | 0200 | 12,700 | 0657 | 1448 | 0.401 | 10.185 | 0.8750-20 UNJEF-3A | 0.165 | 4.191 | 0671 | 22.123 | 05945 | 15.100 | 0633 | 0.838 | 0.129 | 3.277 | 0.121 | 0655 |
0810 | 0200 | 12.700 | 0.625 | 15275 | 0657 | 1.448 | 0.507 | 12278 | 0.7500-20 UNJEF-3A | 0.140 | 3.556 | 1.190 | 30.226 | 0.7365 | 18.707 | 0621 | 0.533 | 0678 | 1.981 | 0.095 | 0643 |
1010 | 0625 | 15875 | 0625 | 15275 | 0657 | 1.448 | а 507 | 12278 | 0.8750-20 UNJEF-3A | 0.140 | 3.556 | 1.190 | 30.226 | 0.7365 | 18.707 | 0.021 | 0.533 | 0678 | 1.981 | 0.121 | 0655 |
1210 | 0.750 | 19.0*99 | 0.625 | 1527S | 0.065 | 16S1 | 0.507 | 12278 | 1.0825-18 UNJEF-3A | 0.140 | 3.S56 | 1.190 | 30.226 | 0.736S | 18.707 | 0621 | 0.S33 | 0678 | 1.981 | 0.19S | 0688 |
1012 | 0625 | 15.8750 | 0.750 | 19.0*99 | 0665 | 1651 | 0.60* | 15242 | 0.8750-20 UNJEF-3A | 0.154 | 3.912 | 1327 | 33.706 | 0 6805 | 22365 | 0.024 | 0.610 | 0689 | 2.261 | 0.121 | 0655 |
1212 | 0.750 | 19.0*99 | 0.750 | 19.0*99 | 0665 | 16S1 | 0.60* | 15242 | 1.0625-18 UNJEF-ЗА | 0.154 | 3.912 | 1327 | 33.706 | 0680S | 22365 | 0.024 | 0.610 | 0689 | 2.261 | 0.19S | 0688 |
1612 | 1000 | 25.3999 | 0.750 | 19.0499 | 0684 | 2.134 | 0.60* | 15242 | 13125-16 UNJ-3A | 0.154 | 3.912 | 1327 | 33.706 | 06805 | 22365 | 0624 | 0.610 | 0.089 | 2.261 | 0.388 | 0.176 |
1216 | 0.750 | 19.0(99 | 1600 | 25.3999 | 0684 | 2.134 | 0.802 | 20371 | 1.0825-18 UNJEF-3A | 0.167 | 4.242 | 1612 | 40.9*5 | 1.1725 | 29.781 | 0627 | 0.686 | 0699 | 2.515 | 0.293 | 0.133 |
1616 | ЮОО | 25.3999 | 1600 | 25.3999 | 0.084 | 2.134 | 0.802 | 20371 | 13125-16 UNJ-3A | 0.167 | 4 242 | 1612 | 40.9*5 | 1.1725 | 29.781 | 0627 | 0.686 | 0.099 | 2.515 | 0.386 | 0.175 |
2016 | 1250 | 31.7499 | 1600 | 25.3999 | 0.174 | 4420 | 0.802 | 20371 | 16250-16 UNJ-3A | 0.167 | 4.242 | 1612 | 40.9*5 | 1.1725 | 29.781 | 0627 | 0.686 | 0699 | 2.515 | 0.665 | 0602 |
1620 | 1000 | 25.3999 | 12S0 | 31.7499 | 0.174 | 4.420 | 1611 | 25679 | 13125-16 UN.J-3A | 0.18S | 4.699 | 1686 | 47.904 | 1434S | 36436 | 0630 | 0.762 | 0.113 | 2.870 | 0.705 | 0620 |
2020 | 1250 | 31.7499 | 1250 | 31.7499 | 0.174 | 4.420 | 1611 | 25679 | 16250-16 UNJ-3A | 0.185 | 4.699 | 1686 | 47.90* | 14345 | 36436 | 0630 | 0.762 | 0.113 | 2.870 | 0.700 | 0618 |
''Унифицированная резьба повышенной то>е<осга UNJ (UN JC. UNJF. UNJEF. UN JS). Болоо подробное огисание резьбы профиля UN J гфедставлеио а (1).
ПНСТ 236—2017
ПНСТ 236—2017
3.2 Для деталей из титанового сплава следует применять следующие материалы:
• муфта, корпус, гайка — ВТ-6 по ГОСТ 26492;
• проволока — 08Х18Н10 по ГОСТ 5949.
3.3 Термообработка для деталей из титанового сплава: отжиг — а в. 110* кГ/мм2.
3.4 Для деталей из титанового сплава следует применять покрытие Ан.Окс 2-3.
Для деталей из нержавеющей стали следует применять покрытие Хим. Пас.
3.5 Наружная поверхность муфты должна иметь кольцевую полосу синего цвета шириной не менее 3.175 мм (0.125 дюйма), либо полностью окрашенную поверхность. Следует использовать устойчивые к воздействию рабочей жидкости краску или фторопластовое покрытие.
Допускается использование смазки на основе фторопласта. Смазочные материалы не должны контактировать с рабочей жидкостью.
3.6 Технические условия — по ПНСТ 228—2017.
Изготовление деталей и сборка соединителей должны производиться аккредитованным производителем.
3.7 Маркировку проводят гравированием по ГОСТ 26.020 в указанной области в соответствии с рисунком 1.
3.8 Допуски на линейные размеры составляют ± 0.1 мм (10.005 дюйма).
Допуски на угловые размеры составляют ± 0,50 ®.
Острые кромки следует притупить на величину от 0.1 до 0.2 мм (от 0.003 до 0.010 дюйма).
Неуказанные размеры и допуски контролируются изготовителем.
Неуказанные предельные отклонения размеров — по ГОСТ 30893.1 (ИСО 2768-1—89).
Если не указано иное, шероховатость поверхностей не должна превышать 1,25 Ra. шероховатость штампованных поверхностей не должна превышать 2.50 Ra.
3.9 Соединители должны быть совместимы с изделиями соответствующих типоразмеров.
Наличие контровочных отверстий не является обязательным.
Пример условного обозначения соединителя с первым концом типоразмера 08 и вторым концом типоразмера 06 из титанового сплава ВТ-6: «Соединитель 8-6-Т ГОСТ 5974—2016».
5
ПНСТ 236—2017
[1] SAE AS8879:2012
Библиография
Резьбы UNJ профиля, дюймовые (Screw threads — UNJ profile. Inch)
6
ПНСТ 236—2017
УДК 627.006.354 ОКС 49.080
Ключевые слова: авиационная техника, гидравлические системы, фитинги, сборки с фитингами
7
БЗ 11—2017/126
Редактор Е.А. Моисеева Технический редактор В.Н. Прусакова Корректор И.А. Королева Компьютерная верстка АЛ. Воронимой
СданоеиаборОЭ.11.2017. Подписано к печать 12.11.2017. Формат 60*в4,/в Гарнитура Ариал. Уел. поч л. 1.40. Уч.'Иад. л. 1.20. Тираж 21 экэ Зак. 22S5 Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано ео , 123001 Москва. Гранатный пер.. 4.
{kind=link}