ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ПРЕДВАРИТЕЛЬНЫМ
НАЦИОНАЛЬНЫЙ
СТАНДАРТ
РОССИЙСКОЙ
ФЕДЕРАЦИИ
пнет
227—
2017
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ.
Фитинги с осевой запрессовкой. Порядок установки и контроля
(SAE AS 5959:2013, NEQ)
Издание официальное
Москва
Спида ртинформ 2017
ПНСТ 227—2017
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Национальный исследовательский центр «Институт имени Н.Е. Жуковского» (ФГБУ «НИЦ «Институт имени Н.Е. Жуковского»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 323 «Авиационная техника»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2017 г. No 26-пнст
4 Настоящий стандарт разработан с учетом основных нормативных положений международного документа SAE AS 5959:2013 «Авиационная техника. Гидравлические системы. Фитинги с осевой запрессовкой. Порядок установки и контроля» (SAE AS 5959 «Axially Swaged Fittings. Installation and Inspection Procedure». NEQ)
Правила применения настоящего стандарта и проведения его мониторинга установлены в ГОСТ Р 1.16—2011 (разделы 5 и 6).
Федеральное агентство по техническому регулированию и метрологии собирает сведения о практическом применении наспюящего стандарта. Данные сведения, а также замечания и предложения по содержанию стандарта можно направить не позднее чем за четыре месяца до истечения срока его действия разработчику настоящего стандарта по адресу: 125167. Москва. ул. Викторенко. 7 и/или в Федеральное агентство по техническому регулированию и метрологии по адресу: 109074. Москва. Китайгородский пр-д. д. 7. стр. 1.
В случае отмены настоящего стандарта соответствующая информация будет опубликована в ежемесячном информационном указателе «Национальные стандарты» и также будет размещена на официальном сайте Федерального агентства по техническому регулированию и метрологии е сети Интернет ()
€> Стандартинформ. 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
и
ПНСТ 227—2017
Содержание
1 Область применения..................................................................1
2 Технические требования...............................................................1
3 Основные положения.................................................................1
4 Установка и сборка фитингов...........................................................2
5 Проверка фитинга в сборе.............................................................5
ПНСТ 227—2017
Введение
В целях развития промышленного производства и увеличения доли участия на международном рынке российской авиационной техники гражданского назначения важным условием является обеспечение соответствия создаваемой продукции наилучшим принятым на международном уровне требованиям и кормам.
Настоящий предварительный национальный стандарт разработан с учетом основных нормативных положений SAE AS 5959:2013. SAE AS 5959 наряду с другими стандартами Международного сообщества автомобильных инженеров (Society of Automotive Engineers. SAE International), устанавливающих требования в области гидравлических систем, применяемых в аэрокосмической отрасли, имеет положительный опыт успешного применения в международной практике авиастроения.
В целях приведения в соответствие с требованиями основополагающих стандартов национальной системы стандартизации Российской Федерации и российского законодательства текст настоящего стандарта по сравнению с исходным текстом SAE AS 5959 имеет технические отклонения и различия по форме представления, значения величин выражены в единицах СИ.
Учитывая объем изменений по сравнению с исходным текстом SAE AS 5959. настоящий стандарт разработан в целях предварительной апробации установленных в нем требований, накопления дополнительной информации об объекте стандартизации посредством производства и проведения необходимых испытаний данного объекта.
«V
ПНСТ 227—2017
ПРЕДВАРИТЕЛЬНЫЙ НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техника авиационная СИСТЕМЫ ГИДРАВЛИЧЕСКИЕ
Фитинги с осевой запрессовкой. Порядок установки и контроля
Aviabon equipment. Hydraulic systems. Axially swaged fittings. Installation and inspection procedure
Срок действия с 2018—07—01 до 2020—07—01
1 Область применения
Настоящий стандарт устанавливает порядок установки и проверки неразъемных фитингов с осевой запрессовкой, в том числе подготовку кромки труб.
2 Технические требования
Поставщик фитингов должен обеспечить взаимозаменяемость при сборке и калибровке двух образцов фитингов любого типоразмера и любого производителя. Фитинги в сборе должны пройти импульсные испытания. Потенциальные поставщики должны предоставить документацию, которая доказывает взаимозаменяемость фитингов.
3 Основные положения
3.1 Срез труб должен быть выполнен перпендикулярно, как показано на рисунке 1. На внутренней и внешней стенках труб не должно быть заусенец.
3.2 Места уплотнений труб должны проходить чистовую обработку. Не должно быть шероховатостей. царапин и других повреждений после обработки. На поверхности не должно быть следов краски, клея и других инородных примесей.
3.3 Предварительная маркировка торцов труб
Необходимо нанести как минимум две риски (установочную и инспекционную), как показано на рисунке 1. с учетом размеров, приведенных в таблице 1 для каждого торца труб, перед установкой фитинга. Может применяться несколько способов нанесения постоянной маркировки (например, несмываемая краска, гравировка). Если торцы труб не маркированы, то необходимые маркировки должны быть нанесены с использованием устройства для маркировки труб, как показано на рисунке 2. или с использованием специального маркера со стойкими чернилами.
Примечание — И>за возможного негативного воздействия на титановые трубы для маркировки не следует использовать чертила, содержащие свинец (максимальное содержание 25 ppm), или свободные галогены (максимальное содержание 225 ppm).
Издание официальное
1
ПНСТ 227—2017
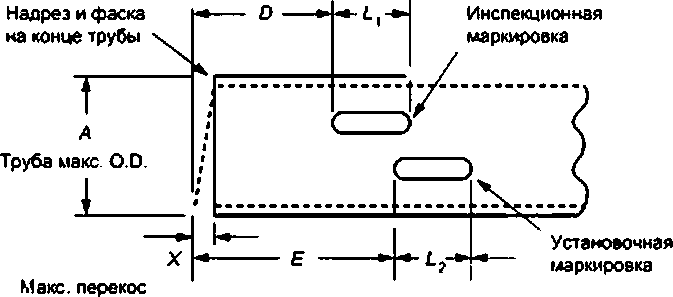
Рисунок 1 — Маркировка труб
Таблица 1 — Размеры шрифта при использовании несмываемой краски и гравировки
Типоразмер, д 1/16 | Диаметр А, им | Инспекционная маркировка, мм | Установочная маркировка, мм | О 10.254, мм | £ *0.254. мм | Максимальный перекос X. ни |
макс | длина | длина | ||||
04 | 6.426 | 7.620 | 7.620 | 8.382 | 10.211 | 0.076 |
06 | 9.601 | 7.620 | 7.620 | 13.157 | 15.723 | 0.076 |
06 | 12.802 | 8.890 | 8.890 | 16.840 | 20.168 | 0.127 |
10 | 15,977 | 8.890 | 8.890 | 22.835 | 27.635 | 0.127 |
12 | 19.152 | 8.890 | 8.890 | 26.467 | 31.293 | 0.127 |
16 | 25.502 | 10.160 | 10.160 | 32.995 | 38.049 | 0.305 |
20 | 31.852 | 10.160 | 10.160 | 39.929 | 45.237 | 0.381 |
$
Рисунок 2 — Инспекционная маркировка трубы
4 Установка и сборка фитингов
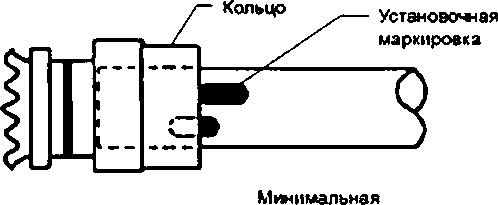
4.1.1 Установочная маркировка
Необходимо установить фитинг таким образом, чтобы край фитинга находился на установочной риске, как показано на рисунке 3. Допуск на установку определяется длиной установочной риски. Часть установочной риски должна быть видка.
2
ПНСТ 227—2017
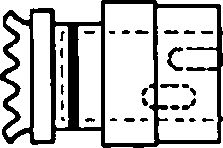
Максимальная
Рисунок 3 — Допустимая глубина установки трубы
4.1.2 Концевой фитинг
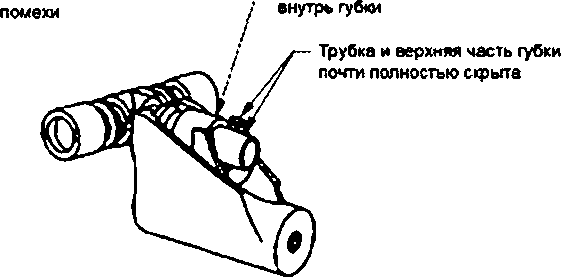
Труба должна быть промаркирована у торца соответствующими рисками для контроля минимальной глубины посадки в соответствии с рисунком 4.
Заглушка для труб
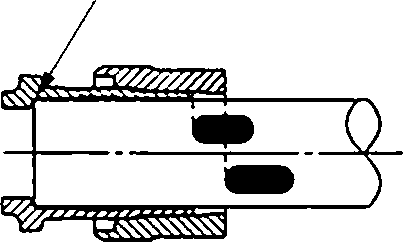
Рисунок 4 — Установка концевого фитинга на трубу
Примечание — Труба вставлена вовнутрь фитинга.
4.1.3 Установка на несовмещенные трубы
При раздельной установке труб в фитинг глубина посадки должна удовлетворять допускам на установку, при атом глубина может быть разной для обоих концов фитинга. Если один конец трубы установлен на максимальную глубину, то противоположный конец трубы может быть установлен на минимальную глубину, как показано на рисунке 5. Данный принцип установки применим только при возможности осевого сдвига совмещаемых труб на длину не менее половины фитинга во время ремонта.
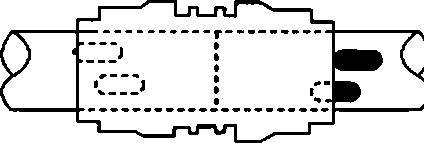
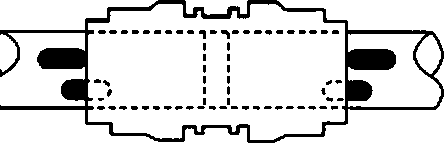
Рисунок 5 — Примеры допустимой глубины посадки перед запрессовкой
3
ПНСТ 227—2017
4.2 Сборка фитинга
4.2.1 Подбор инструмента для запрессовки
Подбор правильного инструмента для сборки зависит от типоразмера фитинга. На рисунке 6 по* казан стандартный инструмент для осевой запрессовки.
Примечание — В обязательном порядке синяя цеегомзркировха фитинга должна соответствовать цее-томаркироехе инструмента.
- Неподвижная губка Отверстие
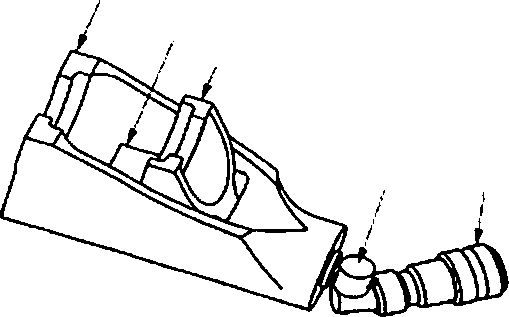
Подвижная губка
Быстроразъемный соединитель I
Шарнирное I
соединение /
Рисунок 6 — Инструмент для осевой запрессовки
4.3 Установка фитинга
При установке фитинга на трубу е соответствии с 4.1 необходимо выбрать соответствующий ин* струмент для установки. Инструмент, задвигающий кольцо фитинга на внутреннюю трубу по конусу, может быть использован для большинства операций по установке, однако является обязательным при выполнении установки е ограниченном пространстве.
Запрессовка может осуществляться ло обратной схеме, при которой неподвижная губка упирает* ся в торец подвижного кольца фитинга без касания тела фитинга, как показано на рисунке 7.
Запрессовка может осуществляться по прямой схеме, при которой неподвижная губка опирается на фланец трубы фитинга без касания тела фитинга, как показано на рисунке 7.
4.3.1 Насосное оборудование
Для завершения процесса сборки необходимо подвести к инструменту требуемое давление ги* дравлической жидкости от насосной станции, как показано на рисунке 8. Запрессовка считается завер* шенной. когда контрольная скоба или контрольный калибр проходит под краями обжимного кольца и фитинга. Длина контрольного калибра указана в таблице 2.
Инструменты, используемые для сборки, работают под высоким гидравлическим давлением. Ин* струмент имеет подвижную губку, которая может при приложении предельных нагрузок соприкоснуться с корпусом инструмента. Необходимо соблюдать осторожность при работе с инструментом, чтобы из* бежать травмирования верхних конечностей.
Фитинг должен надлежащим образом устанавливаться вглубь инструмента. Недостаточная ту* бина установки фитинга в инструмент может вызвать повреждение губок из*за чрезмерной нагрузки и привести к преждевременной поломке губок инструмента.
4.3.2 Повторное использование инструмента (при необходимости)
При выявлении неполного продвижения кольца к фланцу фитинга необходимо заново установить фланец е инструмент и дожать кольцо до требуемой глубины. Фитинг должен быть установлен вглубь инструмента, инструмент должен быть установлен с противоположной от трубы стороны относительно своего первоначального положения, чтобы задействовать при запрессовке все контактные поверхности фитинга. Для штатной работы инструмента необходимо давление не менее 703 кгс/см2 (10 000 psi).
4
ПНСТ 227—2017
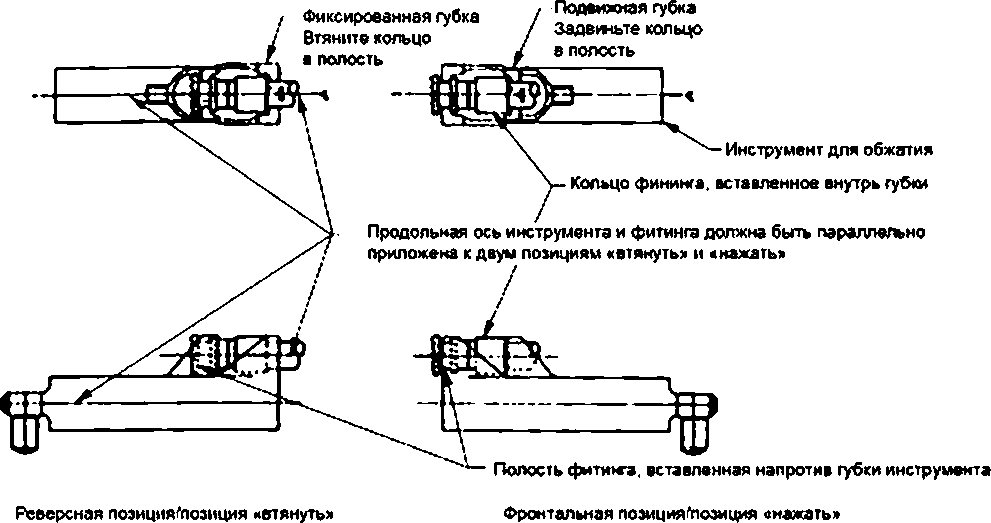
Рисунок 7 — Положение инструмента для осевой запрессовки перед началом работ
\ Подвижная трубка создает
\
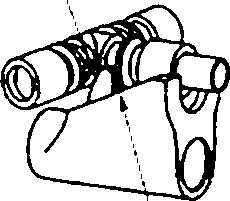
/ Кольцо финика вставлено
1— Полость фитинга не вставлена напротив инструмента для обжатия
Рисунок 8 — Использование инструмента для осевой запрессовки
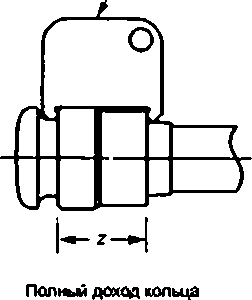
5 Проверка фитинга в сборе
5.1 После установки фитинга доход кольца должен быть проверен при помощи контрольной скобы минимум е трех местах по окружности запрессованного фитинга или при помощи контрольного калибра, как показано на рисунке 9. Стандартные конфигурации калибров показаны на рисунке 10. В случае, если использование калибров не представляется возможным, размер Z. показанный на рисунке 9. должен быть проверен как минимум в тех местах по окружности запрессованного фитинга.
5
ПНСТ 227—2017
— Контрольно-измерительный прибор
Мепогыый доход кольца
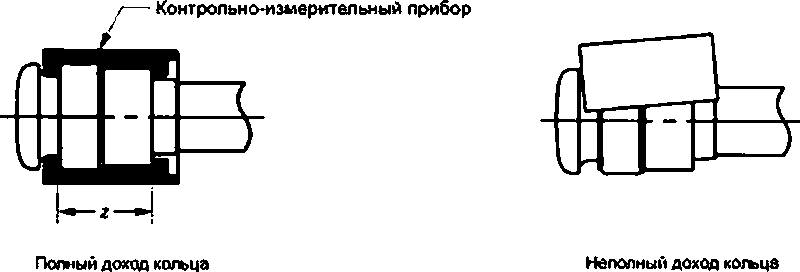
Рисунок 9 — Проверка фитинга в сборе
Таблица 2 — Максимальная длина контрольного калибра
Типоразмер. * 1Л6 | Длина 2 ыакс.. ни |
04 | 9.017 |
Об | 12.167 |
08 | 15.392 |
10 | 20.015 |
12 | 22.504 |
16 | 27.280 |
б
ПНСТ 227—2017
5.1.1 На рисунке 10 показаны различные типы контрольных калибров.
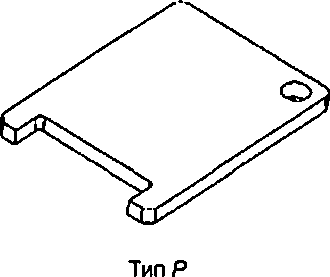
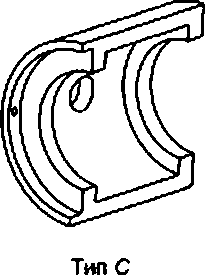
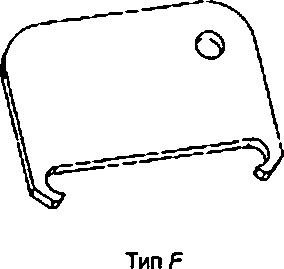
Рисунок 10 — Контрольные калибры 5.2 Местоположение инспекционной риски
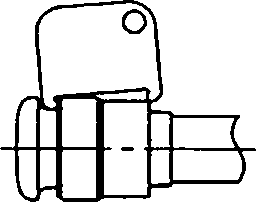
После сборки край фитинга должен находиться либо на инспекционной риске, либо закрывать ее. как показано на рисунке 11.
Установочная маркировка

3
Инспекционная маркировка на максимальной сборке трубы
Рисунок 11 — Проверка установки фитинга после запрессовки
7
ПНСТ 227—2017
УДК 006.354 ОКС 49.080
Ключевые слова: авиационная техника, гидравлические системы, фитинги
БЗ 11—2017/124
Редактор Е.А. Моисеева Технический редактор И.Е. Черепкова Корректор Е.Р. Ароян Компьютерная верстка Ю.8. Поповой
Слано ■ набор 31.10.2017 Подписано а почать 30.11.2017. Формат 00«84,/j. Гарнитура Арнал Уел. поч. л. 1.40. Уч.-изд. л. 1.26. Тираж 22 эка За*. 2401 Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
ИД «Юриспруденция», 115419. Москва, ул. Орджоникидзе. И. wwwjunsiidat.ru
Издано и отпечатано во . 123001. Москва. Гранатный пер.. 4. ru
{kind=link}