ГОСТ Р 56291-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКЛАДКИ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Rail fasteners pads of railway. Specifications
ОКС 45.080
ОКП 31 8500, 25 3940
Дата введения 2015-05-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН ООО "Бюро по качеству "Технотест".
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 45 "Железнодорожный транспорт"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 ноября 2014 г. N 1941-ст
4 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технического регламента Таможенного союза "О безопасности инфраструктуры железнодорожного транспорта".
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2016 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на прокладки рельсовых скреплений железнодорожного пути (далее - прокладки), предназначенные для установки на деревянных и железобетонных шпалах, брусьях стрелочных переводов и эксплуатации в звеньевом и бесстыковом железнодорожном пути в условиях грузового, скоростного, совмещенного со скоростным движения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 9.030-74 ЕСЗКС Резины. Методы испытаний на стойкость в ненапряжённом состоянии к воздействию жидких агрессивных сред
ГОСТ 9.902-81 Материалы полимерные. Методы ускоренных испытаний на коррозионную агрессивность
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 263-75 Резина. Метод определения твёрдости по Шору А
ГОСТ 265-77 Резина. Методы испытаний на кратковременное статическое сжатие
ГОСТ 267-73 Резина. Методы определения плотности
ГОСТ 270-75 Резина. Метод определения упруго-прочностных свойств при растяжении
ГОСТ 426-77 Резина. Метод определения сопротивления истиранию при скольжении
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6433.1-71 Материалы электроизоляционные твёрдые. Условия окружающей среды при подготовке образцов и испытаний
ГОСТ 6433.2-71 Материалы электроизоляционные твёрдые. Методы определения электрического сопротивления при постоянном напряжении
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 13808-79 Резина. Метод определения морозостойкости по эластическому восстановлению после сжатия
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24621-91 Пластмассы и эбонит. Определение твердости при вдавливании с помощью дюрометра (твердость по Шору А)
ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования
ГОСТ Р 50542-93 Изделия из черных металлов для верхнего строения рельсовых путей. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 выпрессовка: Излишки материала на поверхности формованного изделия в месте соединения частей пресс-формы.
3.2 динамическая жесткость: Отношение нагрузки на прокладку при циклическом нагружении с заданной амплитудой к соответствующей деформации в направлении воздействия нагрузки.
Примечание - В настоящем стандарте под динамической жесткостью понимается вертикальная динамическая жесткость.
3.3 жесткость на сжатие: Отношение вертикальной нагрузки, действующей на прокладку с заданной скоростью к соответствующей деформации в направлении действия нагрузки.
Примечание - в настоящем стандарте под статической жесткостью понимается вертикальная статическая жесткость.
3.4 изменение массы после воздействия агрессивной среды: Изменение свойств материала после воздействия агрессивной среды.
3.5 истираемость по абразивному материалу: износ поверхности материала, вызванный силой трения.
3.6 испытательный центр (лаборатория): Оснащенное необходимым испытательным оборудованием и средствами измерений, технически компетентное и признанное независимым от изготовителей (поставщиков, исполнителей) и потребителей либо только технически компетентное юридическое лицо, аккредитованное в установленном порядке.
3.7 контролируемая партия (партия продукции): Совокупность единиц однородной продукции, изготовленных в течение определенного интервала времени по одной и той же технологической документации (стандарту), одновременно предъявляемых на испытания и (или) приемку, при оценке качества которых принимают одно общее решение.
3.8 коррозионная инертность к металлу: Отсутствие химического воздействия материала прокладки, вызывающего коррозию подошвы рельса.
3.9 коэффициент жесткости: Отношение динамической жесткости при определенной испытательной частоте, амплитуде и температуре к статической жесткости, определенной при той же температуре.
3.10 коэффициент изменения статической жесткости: отношение статической жесткости прокладки при температуре минус (40)°С к статической жесткости прокладки при температуре (23±2)°С.
3.11 коэффициент трения скольжения: Отношение силы трения скольжения к нормальной силе, прижимающей испытуемый образец к опорной поверхности.
3.12 морозостойкость по эластическому восстановлению после сжатия: Способность образца, сжатого при температуре (23±2)°С и выдержанного при низкой температуре, восстанавливать свою высоту при низкой температуре после освобождения от нагрузки.
3.13 недопрессовка: Дефект, при котором материал не полностью воспроизводит форму изделия.
3.14 образец продукции: Единица конкретной продукции, используемая в качестве представителя этой продукции при испытаниях, контроле или оценке.
3.15 относительная деформация: Относительное изменение высоты образца после 10-кратного кратковременного статического сжатия под воздействием вертикальной нагрузки.
3.16 относительное удлинение при разрыве: Относительное удлинение рабочего участка испытуемого образца в момент разрыва.
3.17
периодические испытания: Контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативно-технической документацией, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска. [ГОСТ 16504-81, статья 48] |
3.18 потребитель: Предприятие, использующее продукцию в эксплуатации.
3.19 пресс-форма: Сложное устройство для получения изделий различной конфигурации из пластмасс, резин и других материалов.
Примечание - В пресс-форме одновременно может формироваться одно изделие (одноместная пресс-форма) и несколько (многоместная пресс-форма).
3.20
приемо-сдаточные испытания: Контрольные испытания продукции при приемочном контроле. [ГОСТ 16504-81, статья 47] 3.21 приемочные испытания: Контрольные испытания опытных образцов, опытных партий продукции или изделий единичного производства, проводимые соответственно с целью решения вопроса о целесообразности постановки этой продукции на производство и (или) использования по назначению. [ГОСТ 16504-81, статья 44] |
3.22 прокладка: Амортизирующий упругий элемент рельсового скрепления, служащий на железобетонных шпалах для обеспечения продольного сопротивления смещению рельсов, для предохранения их от износа, снижения динамических нагрузок и электроизоляции, на деревянных шпалах - для предохранения от износа.
3.23 стандартная жидкость для испытания резин, СЖР-3: Стандартное масло по ГОСТ 9.030-74.
3.24 твердость: Сопротивление материала вдавливанию индентора.
3.25 удельное объемное сопротивление: Отношение напряженности электрического поля к плотности тока, проходящего через объем образца материала.
3.26 условная прочность при растяжении: Отношение силы, вызывающей разрыв образца, к площади поперечного сечения образца до испытания.
4 Классификация прокладок
Прокладки подразделяют:
а) по назначению:
1) для железобетонного подрельсового основания;
2) для деревянных шпал и брусьев.
б) по типам:
1) подрельсовые;
2) нашпальные.
в) по исполнению:
1) ДД;
2) Д;
3) ПД.
г) по категории:
1) I;
2) II.
Прокладки I категории изготавливают в исполнении "ДД" - долговечное (ресурс эксплуатации 700 млн. тонн брутто пропущенного груза) и устанавливают на деревянных шпалах.
Прокладки II категории изготавливают: в исполнении "ДД" - долговечные (ресурс эксплуатации 700 млн. тонн брутто пропущенного груза) и устанавливают на деревянных шпалах; исполнении "Д" - долговечные (ресурс эксплуатации 700 млн. тонн брутто пропущенного груза) и исполнении "ПД" - повышенной долговечности (ресурс эксплуатации 1,1 млрд. тонн брутто пропущенного груза) и устанавливают на железобетонных шпалах.
Прокладки для стрелочных переводов изготавливают исполнения "ПД".
Прокладки I категории эксплуатируют на воздухе в интервале температур от минус 40 до плюс 60°С.
Прокладки II категории эксплуатируют на воздухе в интервале температур от минус 60 до плюс 60°С.
Пример условного обозначения прокладок категории II исполнения "ПД", изготавливаемых по чертежу ЦП 328, при заказе:
Прокладка ЦП 328 категория II, исполнение "ПД", ГОСТ Р
5 Технические требования
5.1 Общие требования
5.1.1 Прокладки изготовляют по требованиям настоящего стандарта по конструкторской и технологической документации, разработанной, согласованной и утвержденной в установленном порядке.
5.1.2 Предприятие-изготовитель должно иметь систему менеджмента качества не ниже требований ГОСТ ISO 9001.
5.1.3 Гамма-процентный ресурс прокладок для рельсовых скреплений должен составлять не менее 80% при наработке тоннажа 700 млн.т брутто (для исполнений Д и ДД) и 1,1 млрд.т брутто (для исполнения ПД).
5.2 Физико-механические показатели
По своим физико-механическим показателям прокладки должны соответствовать требованиям, приведённым в таблице 1.
Таблица 1 - Физико-механические показатели прокладок
Наименование показателя | Категория I и II | Категория II | |
Исполнение ДД | Исполнение Д | Исполнение ПД | |
1 Условная прочность при растяжении, МПа, не менее | 8,0 | 10,0 | 15,0 |
2 Относительное удлинение при разрыве, %, не менее | 200 | 300 | 400 |
3 Твердость по Шору А, усл.ед., в пределах | от 65 до 90 | от 65 до 90 | от 65 до 90 |
4 Удельное объёмное сопротивление для прокладок, применяемых для железобетонных шпал, Ом·см, не менее | - | 1·10 | 1·10 |
5 Изменение массы после воздействия агрессивной среды в течение (24±1) ч при температуре (23±2)°С, %, в пределах: | |||
- СЖР-3 | от -1,0 до 7,0 | от -1,0 до 5,0 | от -1,0 до 5,0 |
- воды | от 0 до 0,5 | от 0 до 0,5 | от 0 до 0,5 |
6 Морозостойкость по эластическому восстановлению после сжатия, %, не более | 30 | 30 | 30 |
7 Статическая жесткость на сжатие в интервале нагрузок от 20 до 90 кН, МН/м, в пределах: | 50-200 | 50-150 | 50-150 |
8 Относительная деформация после 10-кратного кратковременного статического сжатия, %, не более | 30 | 30 | 30 |
9 Истираемость по абразивному материалу, м | 140 | 140 | 140 |
10 Коррозионная инертность к металлу | Отсутствие коррозии | Отсутствие коррозии | Отсутствие коррозии |
11 Коэффициент трения скольжения подошвы рельса по прокладке (кроме нашпальных прокладок), не менее | 0,5 | 0,5 | 0,5 |
12 Изменение свойств прокладок после комплексного климатического старения по показателям от фактических значений, определенных до климатического старения: | |||
12.1 Условная прочность при растяжении, %, в пределах (но не менее 3,0 МПа) | ±30 | ±30 | ±20 |
12.2 Относительное удлинение при разрыве, %, в пределах | ±30 | ±30 | ±20 |
12.3 Твердость по Шору А, %, в пределах | ±30 | ±30 | ±20 |
12.4 Статическая жесткость на сжатие в интервале нагрузок от 20 до 90 кН, %, в пределах | ±30 | ±30 | ±20 |
12.5 Относительная деформация после 10-кратного кратковременного статического сжатия, %, в пределах | ±30 | ±30 | ±20 |
12.6 Удельное объёмное сопротивление для прокладок, применяемых для железобетонных шпал, Ом·см, не менее | - | 1·10 | 1·10 |
12.7 Коэффициент трения скольжения подошвы рельса по прокладке (кроме нашпальных прокладок), не менее | 0,5 | 0,5 | 0,5 |
13 Плотность, г/см | в соответствии с Приложением А | ||
14 Коэффициент жесткости при испытательной частоте (10±1) Гц при температурах: | |||
- плюс (50±2)°С | - | от 1,0 до 2,2 | от 1,0 до 2,2 |
- плюс (23±2)°С | - | от 1,0 до 2,2 | от 1,0 до 2,2 |
- минус (40 | - | от 1,0 до 7,0 | от 1,0 до 6,1 |
при этом: | |||
Коэффициент изменения статической жесткости при температуре минус (40 | - | 4,0 | 4,0 |
- для прокладок, входящих в комплектацию стрелочных переводов - не менее 11,0 МПа; - для прокладок всех исполнений из армированных материалов - не менее 4,0 МПа. - для прокладок, входящих в комплектацию стрелочных переводов - не менее 300%; - для прокладок всех исполнений из армированных материалов - не менее 40%. - для прокладок номинальной толщиной до 11 мм включительно - от 70 до 120 МН/м; - для прокладок номинальной толщиной более 11 мм - от 50 до 85 МН/м. | |||
5.3 Качество поверхности
Вид и значения параметров допускаемых дефектов поверхности прокладок приведены в таблице 2.
Таблица 2 - Допускаемые дефекты поверхности прокладок
Вид дефекта | Значение параметра допускаемого дефекта |
1 Возвышения (углубления): | |
- высота (глубина), мм, не более | 1 |
- общая площадь, мм | 30 |
- количество, шт., не более | 5 |
2 Наличие постороннего налета на поверхности прокладок (следы от антиадгезива, выцветание ингредиентов) | Не допускается |
3 Механические повреждения (царапины от инструмента при выемке): | |
- глубина, мм, не более | 1 |
- длина, мм, не более | 20 |
- количество, шт., не более | 2 |
4 Трещины, расслоения, раковины, пористость | Не допускаются |
5 Недопрессовка: | |
- глубина (по краю), мм, не более | 2 |
- длина, мм, не более | 15 |
- количество, шт., не более | 2 |
6 Выпрессовка: | |
- по контуру, мм, не более | 3 |
- по граням выемок, отверстий и маркировочных гнезд, мм, не более | 2 |
Примечание - Для оценки внешнего вида прокладок изготовителем допускается применять контрольные образцы, согласованные с потребителем. | |
5.4 Маркировка
Маркировка прокладок наносится оттиском гравировки пресс-форм. Маркировка должна быть читаема в течение всего срока службы прокладок.
Маркировка должна содержать:
- наименование предприятия-изготовителя или товарный знак;
- условное обозначение прокладки;
- категорию;
- исполнение;
- условное обозначение материала;
- год изготовления арабскими цифрами (последние две цифры), допускается каждый последующий год изготовления обозначать точкой (не более 5);
- номер пресс-формы и номер места (для многоместных пресс-форм).
5.5 Упаковка
Упаковка, маркировка транспортной тары должны быть согласованы с потребителем.
6 Правила приёмки
6.1 Для проверки соответствия прокладок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные и периодические испытания.
Приемку прокладок проводит служба технического контроля предприятия-изготовителя по результатам приемо-сдаточных испытаний.
6.2 Прокладки, принятые службой технического контроля предприятия-изготовителя, предъявляют представителю потребителя по его требованию.
6.3 Приемо-сдаточные испытания прокладок проводят для каждой партии.
Результаты приемки и контроля качества прокладок хранят на предприятии-изготовителе не менее 5 лет с момента их изготовления.
6.4 Прокладки предъявляют к приёмке партиями. Партией считают прокладки одного обозначения по чертежу (или комплекту чертежей для стрелочных переводов), произведенные в течение 24 часов, изготовленные из материала одного наименования по единому технологическому процессу. Размер партии определяется заказом, но не должен быть более 10000 прокладок или более 20 комплектов прокладок для стрелочных переводов.
6.5 Для проверки соответствия прокладок требованиям настоящего стандарта проводят испытания в соответствии с таблицей 3.
Таблица 3 - Наименование показателей и периодичность испытаний
Наименование показателей | Объём выборки и периодичность испытаний | Вид испытаний | ||
приёмо-сдаточные | периодические | |||
1 Качество поверхности п.5.3, маркировка п.5.4 | 100% | + | - | |
2 Контролируемые размеры по чертежу п.5.1.1 | не менее 5 изделий от партии | + | - | |
3 Размеры, обеспечиваемые оснасткой п.5.1.1 | При приёмке отремонтированных и новых пресс-форм (измерение радиусов и углов наклона допускается производить на пресс-формах) | - | + | |
4 Физико-механические показатели прокладок, п.5.2 таблица 1: | ||||
- п.п.1, 2, 3 | Не менее трех изделий в сутки | + | - | |
- п.4 | Не менее трех изделий | Не реже 1 раза в неделю | - | + |
- п.п.5, 7, 8 | Не реже 1 раза в месяц | - | + | |
- п.п.6, 9, 11, 12 | Не реже 1 раза в квартал | - | + | |
- п.10 | Не реже 1 раза в год | - | + | |
- п.13 | Не реже 1 раза в квартал | - | + | |
- п.14 | Не реже 1 раза в квартал | - | + | |
5 Гамма-процентный ресурс прокладок п.5.1.3 | Не менее десяти изделий | приемочные испытания | - | - |
| ||||
(Поправка. ИУС N 5-2016).
6.6 Приемо-сдаточные испытания прокладок проводят в испытательном центре (лаборатории), оснащенном необходимым испытательным оборудованием и средствами измерений, аттестованном (имеющем свидетельство о состоянии измерения) или аккредитованном на техническую компетентность.
Периодические испытания по п.п.4, 5, 7, 8 (таблица 1) проводят в испытательном центре (лаборатории), аккредитованном на техническую компетентность.
Периодические испытания по п.п.6, 9, 10, 11, 12, 13, 14 (таблица 1) проводят в испытательном центре (лаборатории), аккредитованном на техническую компетентность и независимость.
Приемочные испытания проводят на этапе освоения производства на опытных образцах в соответствии с ГОСТ Р 15.201. При проведении сертификационных испытаний прокладок испытания на соответствие требованиям п.5.1.3 настоящего стандарта не проводят.
6.7 Отбор прокладок для проведения приемо-сдаточных и периодических испытаний осуществляют из партии методом "вслепую" по ГОСТ 18321 в количестве, указанном в таблице 3.
6.8 Отбор прокладок для проведения периодических испытаний осуществляется предприятием-изготовителем совместно с представителем потребителя в соответствии с процедурой, согласованной с потребителем.
6.9 При получении неудовлетворительных результатов приемо-сдаточных испытаний прокладок хотя бы по одному из показателей проводят повторные испытания по этому показателю на удвоенном количестве прокладок или образцов, взятых от той же партии. При получении положительных результатов повторных испытаний партия прокладок подлежит приемке, а при отрицательных результатах - относится к окончательному браку.
При получении неудовлетворительных результатов периодических испытаний прокладок хотя бы по одному показателю, проводят повторные испытания данной партии по этому же показателю. В случае невозможности провести отбор проб от той же партии, пробы отбираются от другой партии, но в этом случае периодические испытания проводятся в полном объеме в соответствии с таблицей 1. При получении повторных неудовлетворительных результатов, производство прокладок из данной смеси (сырья) прекращается до выяснения причин получения неудовлетворительных результатов.
Предприятием-изготовителем разрабатывается план корректирующих и предупреждающих действий по устранению причин несоответствий и после его выполнения производятся новые периодические испытания прокладок в полном объеме. При получении положительных результатов периодических испытаний приемочный контроль данного типа прокладок возобновляется.
6.10 Каждая партия прокладок должна сопровождаться паспортом (приложение Б), в котором указывается:
- наименование предприятия-изготовителя или его товарный знак;
- обозначение прокладок по чертежу;
- обозначение настоящего стандарта;
- номер партии;
- категория;
- исполнение;
- дата изготовления (месяц, год);
- наименование материала;
- количество прокладок (шт.);
- количество упаковочных мест или пачек (шт.);
- масса нетто расчётная (кг);
- штамп ОТК;
- печать, подпись, фамилия и инициалы начальника ОТК;
- печать, подпись, фамилия и инициалы инспектора-приемщика потребителя (при его наличии).
Второй экземпляр паспорта отправляют потребителю.
7 Методы контроля
7.1 Общие положения
7.1.1 Испытания прокладок проводят не ранее, чем через 16 часов после изготовления. Для прокладок из термопластичных материалов допускается предварительное термостатирование.
7.1.2 Образцы перед испытанием нормализуют и кондиционируют при температуре (23±5)°С не менее 1 часа.
7.2 Контроль геометрических размеров
7.2.1 Геометрические размеры прокладок контролируют линейкой металлической по ГОСТ 427, штангенциркулем по ГОСТ 166, толщиномером индикаторным по ГОСТ 11358.
Количество образцов для испытаний должно быть не менее пяти.
7.2.2 Установленный контролируемый размер прокладки определяют соответствующими измерительными инструментами не менее чем по трем измерениям.
За результат испытаний принимают среднее арифметическое значение всех измерений.
7.3 Контроль качества поверхности
7.3.1 Контроль качества поверхности проводят для каждой прокладки визуально или сравнением с контрольными образцами.
7.3.2 Значения допускаемых дефектов поверхности прокладок контролируют линейкой измерительной металлической по ГОСТ 427 с ценой деления 1,0 мм, диапазоном измерения 150 мм; штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм, диапазоном измерения до 250 мм или другими измерительными средствами, погрешность которых соответствует требованиям ГОСТ 8.051.
7.4 Контроль условной прочности при растяжении, относительного удлинения при разрыве
7.4.1 Условия проведения испытаний для прокладок, изготовленных способом вулканизации по ГОСТ 270; прокладок, изготовленных способом литья под давлением, по ГОСТ 11262.
Испытание проводят на трех прокладках, из каждой вырубают не менее двух образцов.
7.4.2 Образцы для испытания должны иметь форму двусторонней лопатки. Образцы для испытания вырубают штанцевым ножом (тип I или II по ГОСТ 270) из тонкой части детали в соответствии с рисунком 1 - пазов (при их наличии). Если ширина паза не позволяет вырубить образец для испытаний, то вырубку проводят из равнотолщинной части детали в соответствии с рисунком 2.

Рисунок 1 - Вырубка образцов из пазов прокладки

Рисунок 2 - Вырубка образцов из равнотолщинной части прокладки
7.4.3 Измеряют толщину и ширину
образца в узкой части не менее чем по трем измерениям и рассчитывают среднее арифметическое значение.
Образец в форме лопатки закрепляют в захват машины по установочным меткам так, чтобы ось образца совпадала с направлением растяжения.
В момент разрыва образца фиксируют силу и расстояние между метками на лопатках. При разрыве образца за пределами меток результаты испытаний не учитывают.
7.4.4 Условная прочность в МПа (кгс/см
) образцов лопаток вычисляют по формуле
![]() , (1)
, (1)
где - сила, вызывающая разрыв образца, МН (кг·с);
- среднее значение толщины образца до испытания, см;
- среднее значение ширины образца до испытания, см.
7.4.5 Относительное удлинение образцов лопаток фиксируют с помощью устройства, градуированного в процентах, или вычисляют в процентах по формуле
![]() , (2)
, (2)
где - расстояние между метками в момент разрыва образца, мм;
- расстояние между метками образца до испытания, мм.
7.4.6 За результат испытаний партии принимают среднее арифметическое показателей всех испытанных образцов.
Если результаты испытаний отклоняются от средней величины прочности более чем на (±10)%, то их не учитывают, а среднее арифметическое вычисляют из оставшихся образцов, число которых должно быть не менее трех.
7.5 Контроль твердости прокладок по Шору А
7.5.1 Испытания прокладок, изготовленных способом вулканизации, проводят по ГОСТ 263, прокладок, изготовленных способом литья под давлением по ГОСТ 24621 на трех прокладках.
Твердость измеряют в трех местах равнотолщинной части прокладки в соответствии с рисунком 3.

Рисунок 3 - Определение твердости по Шору А
7.5.2 За результат испытаний прокладки принимают среднее арифметическое значение трех замеров. Допускаемое отклонение каждого измерения от среднего арифметического значения не должно превышать (±3) ед.
7.5.3 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех прокладок.
7.6 Определение удельного объемного сопротивления
7.6.1 Испытания проводят по ГОСТ 6433.2, условия проведения испытаний по ГОСТ 6433.1. Количество прокладок для испытаний должно быть не менее трех.
Прокладки не должны иметь видимых невооруженным глазом дефектов, препятствующих плотному прилеганию электродов. Допускается наличие рифлений, обусловленных формой прокладок.
Значение испытательного напряжения - 100 В по ГОСТ 6433.2.
Размеры, масса и материал электродов по ГОСТ 6433.2 (п.2).
Измерительное устройство должно обеспечивать измерение сопротивления с погрешностью, указанной в ГОСТ 6433.2.
Толщину образца измеряют штангенциркулем по ГОСТ 166 не менее чем по трем измерениям и по этим значениям вычисляют среднюю арифметическую величину.
Электроды подключают к клеммам измерительного электрического прибора - мегаомметра в соответствии с инструкцией (паспортом) на прибор. Испытываемый образец устанавливается на высоковольтный электрод. Сверху размещают измерительный и охранный электроды, так чтобы продольные оси высоковольтного и измерительного электрода совпадали. После включения и подготовки прибора согласно паспорту и ГОСТ 6433.2 проводят три измерения электрического сопротивления образца в соответствии с рисунком 4.
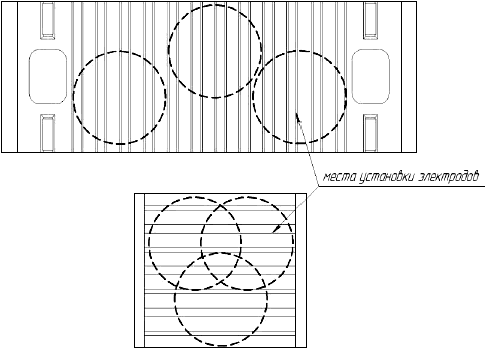
Рисунок 4 - Схема расположения электродов при определении удельного объемного сопротивления
7.6.2 Расчет удельного объемного сопротивления в Ом·см производят по ГОСТ 6433.2 по формуле
![]() , (3)
, (3)
где - измеренное сопротивление, Ом;
- толщина образца, см;
![]() , (4)
, (4)
где - диаметр измерительного электрода, см;
- внутренний диаметр охранного электрода, см.
7.6.3 В каждой из замеренных точек прокладки значение удельного объемного электрического сопротивления должно быть не менее нормативного значения, приведенного в настоящем стандарте.
За результат испытаний партии принимают среднее арифметическое значение показателя, вычисленное из результатов испытаний трех прокладок.
7.7 Контроль изменения массы прокладок после воздействия агрессивных сред
7.7.1 Изменение массы после воздействия СЖР-3 и воды (ГОСТ 6709) определяют по ГОСТ 9.030 (метод А) на образцах, вырубленных из массивной части прокладок в соответствии с рисунком 5. Образцы должны быть прямоугольной формы и объемом от 0,8 до 3,0 см.
Испытания проводят на трех прокладках, число образцов от одной прокладки должно быть не менее трех.

Рисунок 5 - Схема заготовки образцов для определения изменения массы после воздействия агрессивной среды, коррозионной инертности к металлу и плотности
7.7.2 Массу образцов определяют взвешиванием с предельной допускаемой погрешностью (±0,001) г на воздухе .
Емкость заполняют средой при соотношении объемов среды и образцов не менее 15:1. Уровень среды над образцами должен быть не менее 0,01 м. Образцы выдерживают при температуре (23±2)°С в течение 24 ч.
После окончания времени выдержки в агрессивной среде образцы извлекают из емкости, удаляют среду с поверхности образцов:
- после испытания в СЖР-3 образцы промывают погружением их в бензин или этиловый спирт не более чем на 30 сек. Промытые образцы вытирают фильтровальной бумагой или тканью.
- после испытания в воде образцы вытирают фильтровальной бумагой или тканью.
Массу образцов определяют взвешиванием на воздухе не менее чем через 30 с после извлечения их из среды и не более, чем через 3 ч.
7.7.3 Изменение массы образца в процентах вычисляют по формуле
![]() , (5)
, (5)
где - масса образца на воздухе до погружения в среду, г;
- масса образца на воздухе после извлечения из среды, г.
За результат испытаний принимают среднее арифметическое значение показателя, вычисленное из результатов испытаний не менее трех образцов от одной прокладки по ГОСТ 9.030.
Если результаты испытаний отклоняются от средней величины более чем на (±10)%, то их не учитывают, а среднее арифметическое вычисляют из оставшихся образцов, число которых должно быть не менее трех. Если после обработки результатов осталось менее трех образцов, испытания следует повторить.
7.7.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех прокладок.
7.8 Контроль морозостойкости по эластическому восстановлению после сжатия
7.8.1 Испытания проводят на готовых прокладках, количество которых должно быть не менее трех.
Первоначальную высоту прокладки измеряют штангенциркулем по ГОСТ 166 не менее чем по трем измерениям и вычисляют среднее арифметическое значение .
Прокладку помещают между пластинами струбцины толщиной не менее 15 мм в соответствии с рисунком 6 и подвергают сжатию до 100 кН, независимо от конструкции и размеров изделия, на испытательной машине, работающей на сжатие, и затягивают болты.
Пластины струбцины должны быть изготовлены из стали твердостью не менее 160 НВ (по Бринеллю). Шероховатость поверхностей струбцины, контактирующих с образцом, должна быть от 0,32 до 0,63 мкм в соответствии с ГОСТ 2789.

Рисунок 6 - Струбцина для проведения испытаний
Сжатые в струбцинах образцы помещают в термокамеру с рабочей температурой минус (40)°С (для прокладок категории I) или минус (60
)°С (для прокладок категории II) и выдерживают в течение (30±5) мин.
По истечении указанного времени образцы вынимают из струбцин и оставляют в свободном состоянии на "отдых" при температуре испытания на (30±5) мин.
После "отдыха", не вынимая образцов из термокамеры, штангенциркулем по ГОСТ 166 замеряют их высоту не менее чем по трем измерениям и вычисляют среднее арифметическое значение .
7.8.2 Морозостойкость по эластическому восстановлению после сжатия в процентах вычисляют в соответствии с ГОСТ 13808 по формуле
![]() , (6)
, (6)
где - высота образца до испытания, мм;
- высота образца после испытания, мм.
7.8.3 За результат испытаний партии принимают среднее арифметическое значение показателя, вычисленное из результатов испытаний трех прокладок.
7.9 Контроль статической жесткости на сжатие в интервале нагрузок от 20 до 90 кН
7.9.1 Испытания проводят не менее чем на трех прокладках.
Прокладка (образец) устанавливается в испытательную машину, работающую на сжатие, между металлической плитой толщиной не менее 15 мм и отрезком рельса Р65 длиной не менее нижней опорной плиты.
Размеры нижней опорной плиты должны соответствовать размерам опорной поверхности прокладки. Испытания нашпальных прокладок проводят без нижней опорной плиты.
Между металлической плитой и образцом, а также между отрезком рельса и образцом вкладывается абразивный материал со средним диаметром зерен от 50 до 63 мкм. При этом размер абразивного материала должен быть не менее размера испытуемого образца.
Нагрузка, прикладываемая к образцу при сжатии, составляет 100 кН, независимо от конструкции и размеров изделия.
Помещают образец в центр нижней площадки так, чтобы его продольная ось совпадала с направлением сжимающей силы и устанавливают скорость сближения между площадками испытательного пресса (120±10) кН/мин.
Проводят трехкратное сжатие прокладки до 100 кН. Показатель жесткости прокладки характеризуется величиной ее упругой деформации во время третьего нагрузочного цикла. Минимальную деформацию фиксируют при 20 кН, максимальную - при 90 кН.
7.9.2 Жесткость прокладки в кН/мм (МН/м) на сжатие в рабочем диапазоне нагрузок вычисляется по формуле
![]() , (7)
, (7)
где - максимальная нагрузка нагрузочного цикла, кН;
- минимальная нагрузка нагрузочного цикла, кН;
- значение деформации (изменение толщины опорной поверхности прокладки) при нагрузке 90 кН, мм;
- значение деформации (изменение толщины опорной поверхности прокладки) при нагрузке 20 кН, мм.
7.9.3 Жесткость узла рельсового скрепления, в состав которого входят подрельсовая и нашпальная прокладки, определяется по суммарной жесткости обеих прокладок по формуле
![]() , (8)
, (8)
где - жесткость нашпальной прокладки, кН/мм (МН/м);
- жесткость подрельсовой прокладки, кН/мм (МН/м).
7.9.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех прокладок.
7.10 Контроль относительной деформации после десятикратного кратковременного статического сжатия
7.10.1 Испытания проводят по ГОСТ 265, метод Б.
Количество прокладок для испытаний должно быть не менее трех.
Прокладка (образец) устанавливается в испытательную машину, работающую на сжатие, между металлической плитой толщиной не менее 15 мм и отрезком рельса Р65 длиной не менее нижней опорной плиты.
Размеры нижней опорной плиты должны соответствовать размерам опорной поверхности прокладки. Испытания нашпальных прокладок проводят без нижней опорной плиты.
Нагрузка, прикладываемая к образцу при сжатии, составляет 100 кН, независимо от конструкции и размеров изделия.
7.10.2 Первоначальную высоту прокладки измеряют штангенциркулем по ГОСТ 166 не менее чем по трем измерениям и вычисляют среднее арифметическое значение .
Помещают образец в центр нижней площадки так, чтобы его продольная ось совпадала с направлением сжимающей силы и устанавливают скорость сближения между площадками испытательного пресса (120±10) кН/мин.
Цикл "нагружение-разгрузка" проводят десять раз. На десятом цикле, когда сила сжатия достигнет заданного значения, измеряют расстояние между нижней площадкой и отрезком рельса, что соответствует высоте сжатого образца .
7.10.3 За результат испытания принимают относительную деформацию сжатия в процентах, которую вычисляют по формуле
![]() , (9)
, (9)
где - высота образца до испытания, мм;
- высота образца после десятикратного сжатия, мм.
7.10.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех прокладок.
7.11 Контроль истираемости по абразивному материалу
7.11.1 Образцы, изготовленные из прокладок, по форме и размерам должны соответствовать указанным на рисунке 7.

Рисунок 7 - Образцы для проведения испытаний
7.11.2 Испытания проводят по ГОСТ 426.
Количество испытуемых образцов должно быть не менее шести (три пары), по два образца из каждой прокладки.
Два образца закрепляют в рамках-держателях прибора и притирают до появления износа на всей поверхности их контакта в течение 300 с.
Притертые образцы освобождают из рамок-держателей, очищают от бахромки и пыли и взвешивают с погрешностью не более (±0,001) г.
Два притертых образца закрепляют в рамках-держателях в том же положении, что при притирке. Включают прибор и проводят испытание в течение 300 с.
По окончании испытания выключают прибор, вынимают образцы из рамок-держателей, очищают от бахромки и пыли и взвешивают с погрешностью не более (±0,001) г.
7.11.3 Истираемость , м
/ТДж (см
/кВт·ч), вычисляют по формуле
![]() , (10)
, (10)
где - убыль объема резины в см
двух испытуемых образцов, вычисленная по формуле
![]() , (11)
, (11)
где - масса двух образцов до испытания, г;
- масса двух образцов после испытания, г;
- плотность образцов определяется по ГОСТ 267 или ГОСТ 15139;
- работа трения, Дж (кгс·м), которую вычисляют по формуле
![]() , (12)
, (12)
где - среднее значение силы трения за время испытания, Н (кгс);
- путь трения, м, вычисляемый по формуле
![]() , (13)
, (13)
где - скорость скольжения по центру образцов, м/с;
- время испытания, с;
- расстояние между центрами образцов, м;
- число оборотов диска за время испытания;
- коэффициент, учитывающий истирающую способность шлифовальной шкурки, вычисляемый по формуле
![]() , (14)
, (14)
где - истираемость контрольной резины на данной шлифовальной шкурке, м
/ТДж (см
/кВт·ч), вычисляемая по формуле
![]() , (15)
, (15)
где - истираемость контрольной резины на шлифовальной шкурке, истирающую способность которой принимают равной 70 м
/ТДж (250 см
/кВт·ч).
7.11.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех пар образцов. Полученное значение округляют до целого числа.
7.12 Контроль коррозионной инертности к металлу
7.12.1 Испытание по определению коррозионной агрессивности материала, из которого изготовлены прокладки, по отношению к металлу проводится на трех прокладках следующим образом:
- из прокладки вырубается образец размером 50100 мм (рис.5) и зажимается между металлической пластиной толщиной не менее 3 мм и основанием темплета рельса соответствующего размера (сборка). Размещение образца в сборке в соответствии с рисунком 8.

Рисунок 8 - Схема размещения образца из полимерного материала в сборке
- одновременно готовится контрольная сборка металл-металл, в котором два темплета рельса соединены между собой основаниями в соответствии с рисунком 9.

Рисунок 9 - Схема соединения двух темплетов рельсов
7.12.2 Сборки помещают в термокамеру с рабочей температурой минус (40)°С (для прокладок категории I) или минус (60
)°С (для прокладок категории II) и выдерживают в течение (120±5) мин.
По окончании установленного времени образцы выдерживаются в течение (120±5) мин при температуре (23±5)°С.
Далее прокладки помещаются в термостат и выдерживаются при температуре (100±1)°С в течение (240±1)часов.
7.12.3 Оценка коррозионной агрессивности проводится по ГОСТ 9.902 (п.п.3.6.2, 3.6.3).
7.13 Контроль коэффициента трения скольжения подошвы рельса по прокладке
7.13.1 Испытания проводятся на двух прокладках по схеме, представленной на рисунке 10.
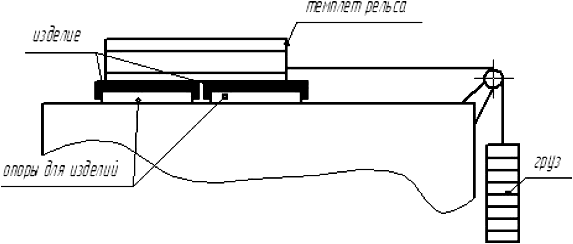
Рисунок 10 - Схема определения коэффициента трения скольжения подошвы рельса по прокладке
7.13.2 Предварительно к образцам три раза прикладывается нагрузка, равная 0,5 массы отрезка рельса.
Далее подбирают массу груза, под действием которой отрезок рельса Р65 за 3 мин проходит расстояние не более 1 см. Расстояние измеряют линейкой металлической по ГОСТ 427 или индикатором.
7.13.3 Коэффициент трения определяют по формуле
 , (16)
, (16)
где - масса груза, под действием которой отрезок рельса за 3 мин проходит расстояние не более 1 см, кг;
- масса отрезка рельса, кг.
7.13.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех пар прокладок.
7.14 Контроль сохранения свойств материала прокладок после комплексного климатического старения
7.14.1 Прокладки помещают в термокамеру с рабочей температурой минус (40)°С (для прокладок категории I) или минус (60
)°С (для прокладок категории II) и выдерживают в течение (120±5) мин.
По окончании установленного времени образцы выдерживаются в течение (120±5) мин при температуре (23±5)°С.
Далее прокладки помещаются в термостат и выдерживаются при температуре (100±1)°С в течение (240±1) ч.
Выдержка прокладок после комплексного климатического старения до проведения испытаний должна быть не менее 16 часов.
После комплексного климатического старения определяют значение следующих показателей прокладок (п.12 таблицы 1):
- условная прочность при растяжении (метод контроля по п.7.4 настоящего стандарта);
- относительное удлинение при разрыве (метод контроля по п.7.4 настоящего стандарта);
- твердость по Шору А (метод контроля по п.7.5 настоящего стандарта);
- статическая жесткость на сжатие в интервале нагрузок от 20 до 90 кН (метод контроля по п.7.9 настоящего стандарта);
- относительная деформация после 10-кратного кратковременного статического сжатия (метод контроля по п.7.10 настоящего стандарта);
- удельное объёмное сопротивление для прокладок, применяемых для железобетонных шпал (метод контроля по п.7.6 настоящего стандарта);
- коэффициент трения скольжения подошвы рельса по прокладке (кроме нашпальных прокладок) (метод контроля по п.7.13 настоящего стандарта).
7.14.2 Относительное изменение показателя после комплексного климатического старения , вычисляется в процентах по формуле
![]() , (17)
, (17)
где - значение показателя до старения;
- значение показателя после старения.
7.15 Контроль плотности
7.15.1 Плотность прокладок, изготовленных способом вулканизации, определяют по ГОСТ 267; прокладок, изготовленных способом литья под давлением, по ГОСТ 15139.
Испытания проводят на трех прокладках, количество образцов от каждой прокладки должно быть не менее трех. Образцы для испытаний должны иметь прямоугольную форму и массу от 2,5 до 5,0 г в соответствии с рисунком 5.
7.15.2 Определяют массу образца на воздухе с точностью до 0,0001 г.
На столик для весов устанавливают подставку со стаканом, наполненным дистиллированной водой по ГОСТ 6709 температурой (23±5)°С.
Испытуемый образец с помощью проволоки подвески подвешивают к коромыслу весов. После этого образец опускают в стакан с дистиллированной водой ниже ее уровня не менее чем на 10 мм.
Образец не должен касаться стенок и дна сосудов, и на его поверхности не должно быть пузырьков воздуха.
Проводят взвешивание, определяют массу .
Если на поверхности образца образуются пузырьки воздуха, образец вынимают из стакана, погружают в этиловый спирт, а затем проводят взвешивание.
Образец снимают с подвески, подвеску опускают в стакан с водой (подвеска не должна касаться стенок и дна стакана) и проводят взвешивание, определяя, таким образом, массу .
7.15.3 Плотность образца в г/см
вычисляют по формуле
![]() , (18)
, (18)
где - масса образца на воздухе, г;
- масса образца с проволокой в воде, г;
- масса проволоки в воде, г;
- плотность дистиллированной воды при температуре испытаний, г/см
.
За результат испытания принимают среднее арифметическое значение всех испытанных образцов, изготовленных из одной прокладки.
При этом допускаемое отклонение от среднеарифметического значения не должно превышать:
(±0,1)% для прокладок, изготовленных способом литья под давлением (ГОСТ 15139);
(±1)% для прокладок, изготовленных способом вулканизации (ГОСТ 267).
Результаты испытаний округляются до третьего десятичного знака. Результат записывают с тремя знаками после запятой.
7.15.4 За результат испытаний партии принимают среднее арифметическое значение результатов испытаний трех прокладок.
7.16 Контроль коэффициента жесткости
7.16.1 Определяют статическую жесткость прокладки по п.7.9 настоящего стандарта.
При определении статической жесткости при температурах, отличных от плюс 23°С, прокладки выдерживают в камере при заданной температуре не менее 4 часов. После окончания времени выдержки проводят испытания, не извлекая образца из камеры.
7.16.2 Для определения динамической жесткости:
- прокладка (образец) устанавливается между металлической плитой и отрезком рельса Р65 (или двумя металлическими плитами, при этом ширина верхней плиты должна соответствовать ширине отрезка рельса).
Размеры нижней опорной плиты должны соответствовать размерам опорной поверхности прокладки. Испытания нашпальных прокладок проводят без нижней опорной плиты.
- между металлической плитой и образцом, а также между отрезком рельса и образцом вкладывается абразивный материал со средним диаметром зерен от 50 до 63 мкм. При этом размер абразивного материала должен быть не менее размера испытуемого образца;
- образец подвергается воздействию циклической нагрузки с заданной частотой между минимальной нагрузкой нагрузочного цикла =20 кН и максимальной нагрузкой нагрузочного цикла
=90 кН.
Значение испытательной частоты составляет (10±1) Гц.
Через (10±1) с после начала нагружения регистрируют значения деформации образца (изменение толщины опорной поверхности) при =20 кН и
=90 кН.
- при определении динамической жесткости при температурах, отличных от плюс 23°С, образец выдерживают в камере при заданной температуре не менее 4 часов.
После окончания времени выдержки, испытания проводят при заданной температуре согласно п.п.7.16.1, 7.16.2 настоящего стандарта.
7.16.3 Значение динамической жесткости прокладки в кН/мм (МН/м) рассчитывается по формуле
![]() , (19)
, (19)
где - максимальная нагрузка нагрузочного цикла, кН;
- минимальная нагрузка нагрузочного цикла, кН;
- значение деформации (изменение толщины опорной поверхности прокладки) при
, мм;
- значение деформации (изменение толщины опорной поверхности прокладки) при
, мм
7.16.4 Коэффициент жесткости рассчитывают по формуле
![]() , (20)
, (20)
где - динамическая жесткость прокладки, кН/мм (МН/м);
- статическая жесткость прокладки, кН/мм (МН/м).
7.16.5 Коэффициент изменения статической жесткости при температуре минус (40
)°С рассчитывают по формуле
![]() , (21)
, (21)
где - статическая жесткость прокладки при температуре минус (40
)°С, кН/мм (МН/м);
- статическая жесткость прокладки при температуре плюс (23±2)°С, кН/мм (МН/м).
7.17 Контроль маркировки
Контроль маркировки прокладок проводят визуальным осмотром.
7.18 Контроль гамма-процентного ресурса прокладок
Данный вид испытаний включает ресурсные испытания (полигонные или лабораторные) для определения -процентного ресурса прокладок. Методика определения
-процентного ресурса рельсов должна быть согласована с владельцем инфраструктуры железнодорожного транспорта.
8 Транспортирование и хранение
Прокладки транспортируют всеми видами транспорта с соблюдением правил перевозки грузов.
Прокладки должны храниться в условиях, исключающих их повреждение и деформацию, на расстоянии не менее 1 м от нагревательных приборов.
Прокладки в процессе транспортирования и хранения должны быть защищены от попадания агрессивных жидкостей.
Монтаж и эксплуатация прокладок должны выполняться в соответствии с требованиями, утверждёнными потребителем.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие прокладок требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и эксплуатации в железнодорожном пути.
Гарантии изготовителя на прокладки, входящие в комплектацию стрелочных переводов, распространяются только в том случае, если комплектация стрелочного перевода осуществлена прокладками, изготовленными одним предприятием-изготовителем из одного материала.
Гарантийные обязательства определяют в соглашении (договоре) на поставку прокладок между сторонами. В зависимости от исполнения прокладок гарантийная наработка составляет от 700 млн. до 1,1 млрд. тонн брутто пропущенного груза.
9.2 Прокладки, изъятые из пути после эксплуатации не более 10% гарантированного ресурса и не более 2,5 лет, по физико-механическим показателям должны соответствовать п.п.1-13 таблицы 1; с наработкой более 10% гарантированного ресурса должны соответствовать п.п.1-6, 8-9, 11, 13 таблицы 1 (с учетом нормативных значений, указанных в п.12 таблицы 1).
9.3 Критерии отказа прокладок:
- несоответствие прокладок п.9.2 настоящего стандарта;
- увеличение максимально допустимого предела статической жесткости прокладки свыше 50% (таблица 1 п.7);
- сквозные трещины по толщине прокладки, разрывы;
- уменьшение толщины прокладки на 20% и более от минимального значения, указанного в конструкторской документации.
Качество поверхности и толщина прокладок должны оцениваться не менее чем на 10 прокладках каждого участка пути. Отбор прокладок производится по обеим рельсовым нитям. При получении неудовлетворительных результатов более чем на 20% прокладок обследование повторяется на удвоенном количестве образцов. При получении повторно отрицательных результатов, партия прокладок считается не выдержавшей условий гарантии и потребителем должна быть направлена претензия предприятию-изготовителю.
Приложение А
(рекомендуемое)
Значение плотности прокладок
Нормативные значения плотности прокладок по п.13 таблицы 1 настоящего стандарта приведены в таблице А.1.
Таблица А.1 - Значение плотности прокладок
Наименование материала, из которого изготовлены прокладки | Значение плотности прокладок, г/см | Допускаемое отклонение, г/см |
Полимерный материал "Эластолой 1500" | 1,200 | ±0,030 |
Полимерный материал "Скад 1435" | 1,220 | |
Полимерный материал "ПМ 1200" | 1,250 | |
Резиновая смесь 61-1348 | 1,330 | |
Резиновая композиция 1 Р/К | 1,330 | |
Полимерный материал КТ-700 | 1,280 | |
Полимерный материал КТ-1000 | 1,280 | |
Полимерный композит ПД-1 | 1,290 | |
Полимерный композит ТПК-5 | 1,290 | |
Полимерный композит ТПК-5ПД | 1,240 | |
Резиновая смесь 57-7628 | 1,210 | |
Резиновая смесь 57-7628-10 | 1,210 | |
Полиуретановый эластомер АПИ-5 | 1,090 | |
Резиновая смесь КРД-7 | 1,260 | |
Резиновая смесь РПИ-8 | 1,250 | |
Армированный композиционный материал РКМ-8 | 1,250 | |
Резиновая смесь 2-1053 | 1,240 | |
Полимерный материал ТПП-75А | 1,400 | |
Полимерный материал "Анвис 2010" | 1,400 | |
Полимерный материал "Пикалой" | 1,250 | |
Полимерный материал "Пикалой-1000" | 1,250 | |
Полимерный материал "Пикопан" | 1,230 | |
Резиновая смесь 18730-II | 1,280 | |
Резиновая смесь ПД-РЕ-Корд | 1,270 | |
"Эластомер" (резиновая смесь RP-1000) | 1,230 | |
"Эластомер" (резиновая смесь 5165 КТА) | 1,190 | |
Полимерный материал Ecollan-1520 | 1,215 | ±0,030 |
Примечание - Допускается корректировка плотности прокладок в случае представления предприятием-изготовителем необходимой доказательной базы. | ||
Приложение Б
(обязательное)
Форма паспорта качества
Наименование предприятия-изготовителя
Товарный знак | |||
предприятия-изготовителя | |||
Адрес предприятия-изготовителя | |||
ПАСПОРТ КАЧЕСТВА N ___ | Данные сертификата | ||
Ксерокопия данного документа является недействительной
Наименование продукции | |||||
Тип прокладки | |||||
Номер чертежа | |||||
Нормативный документ | |||||
Условное обозначение продукции | |||||
Наименование материала | |||||
Номер партии (заводской) | Дата изготов- | Количество упаковок, штук | Количество прокладок, штук | Номер чертежа | Кате- | Испол- | Наиме- |
Количество упаковок | шт. Масса нетто расчетная | кг. | ||||||
Перечисленная продукция прошла полный цикл изготовления и испытаний на заводе по требованиям | ||||||||
(номера документации, по которой изготовлена продукция ГОСТ, | ||||||||
и по результатам приёмочного контроля признана пригодной | ||||||||
(СТО, ТУ и др.) | ||||||||
для использования по назначению и отправке в адрес | ||||||||
Номер вагона (автомашины) | ||||||||
Результаты физико-механических показателей прокладок представлены в приложении в таблице Б.1 и свойств после комплексного климатического старения в таблице Б.2.
Начальник ОТК предприятия-изготовителя | Инспектор-приемщик | ||
(ФИО) | (ФИО) | ||
(подпись) | (подпись) | ||
Таблица Б.1 - Результаты физико-механических показателей
Номера партий (заводские) | Наименование показателей | ||||||||||||||||
Услов- | Относи- | Твер- | Удельное объемное сопротив- | Изменение массы после воздействия агрессивных сред, %, в пределах | Морозо- | Стати- | Относи- | Истира- | Коррози- | Коэф- | Плот- | Коэффициент жесткости при температурах, в пределах | Коэффициент изменения статической жесткости при температуре минус (40 | ||||
СЖР-3 | воды | плюс (50±2)°С | плюс (23±2)°С | минус (40 | |||||||||||||
Нормативные значения | |||||||||||||||||
Таблица Б.2 - Результаты изменения свойств подкладок после комплексного климатического старения по показателям от фактических значений
Номера партий (заводские) | Условная прочность при растяжении, %, в пределах | Относи- | Твердость по Шору А, %, в пределах | Статическая жесткость на сжатие, %, в пределах | Отн. деформация после 10-кратного статического сжатия, %, в пределах | Удельное объемное сопротивление прокладок, Ом·см, не менее | Коэффициент трения скольжения подошвы рельса по прокладке, не менее | Примечание |
Начальник ОТК предприятия-изготовителя | Инспектор-приемщик | ||
(ФИО) | (ФИО) | ||
(подпись) | (подпись) | ||
УДК 625.143.535:006.354 | ОКС 45.080 | ОКП 31 8500, 25 3940 |
Ключевые слова: прокладка, классификация, технические требования, правила приемки, методы контроля, транспортирование и хранение, гарантии изготовителя | ||
Электронный текст документа
и сверен по:
, 2015
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}