ГОСТ Р 51045-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
РЕЛЬСЫ ДЛЯ ПУТЕЙ ПРОМЫШЛЕННОГО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
Общие технические условия
Rails of ways technological railways transport. General specifications
ОКС 45.080
ОКПД2 24.10.75.111*
________________
* Измененная редакция, Изм. N 1.
Дата введения 2015-07-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Уральский институт металлов" (ОАО "УИМ"), Закрытым акционерным обществом "ПРОМТРАНСНИИПРОЕКТ" (ЗАО "ПРОМТРАНСНИИПРОЕКТ"), Открытым акционерным обществом "Объединенный Западно-Сибирский металлургический комбинат" (ОАО "ЕВРАЗ ЗСМК"), Открытым акционерным обществом "Челябинский металлургический комбинат" (ОАО "ЧМК")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 367 "Чугун, прокат и металлоизделия".
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 ноября 2014 г. N 1877-ст
4 ВЗАМЕН ГОСТ Р 51045-97
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 21.06.2018 N 353-ст c 01.11.2018
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 8, 2018 год
Введение
Разработка нового стандарта взамен ГОСТ Р 51045-97 осуществлена в целях обеспечения выполнения требований Свода Правил СП 37.13330.2012 "Промышленный транспорт". Новый Свод Правил приводит основные правила и требования, предъявляемые при проектировании и реконструкции железнодорожной колеи 1520 мм, и распространяется на новое строительство, реконструкцию, техническое переоснащение и капитальный ремонт путей необщего пользования (путей промышленного железнодорожного транспорта).
СП 37.13330.2012 "Промышленный транспорт" подразделяет пути необщего пользования (подъездные и (внутренние) технологические) на категории в зависимости от назначения, годового объема перевозок, осевых нагрузок и скорости движения, устанавливая определенные требования к типам используемых рельсов.
Настоящий стандарт разработан на базе требований ГОСТ Р 51685-2013 на магистральные рельсы для путей общего пользования и учитывает специфику условий эксплуатации промышленного железнодорожного транспорта, характеризующихся меньшими скоростями, широким диапазоном осевых нагрузок, наличием участков кривых малых радиусов и отсутствием пассажирских перевозок
1 Область применения
Настоящий стандарт распространяется на железнодорожные рельсы широкой колеи 1520 и 1524 мм (далее - рельсы), предназначенные для эксплуатации на подъездных и технологических путях необщего пользования железнодорожного промышленного транспорта, а также для изготовления стрелочных переводов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 8.563-2009 Государственная система обеспечения единства измерений. Методики (методы) измерений
ГОСТ Р ИСО 14284-2009 Сталь и чугун. Отбор и подготовка образцов для определения химического состава
ГОСТ Р 50542-93 Изделия из черных металлов для верхнего строения рельсовых путей. Термины и определения
ГОСТ Р 51685-2013 Рельсы железнодорожные. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ Р 54153-2010 Сталь. Метод атомно-эмиссионного спектрального анализа
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Методы испытаний и оценки макроструктуры
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.10-88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22536.11-87 Сталь углеродистая и чугун нелегированный. Методы определения титана
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 28033-89 Сталь. Метод рентгенофлюоресцентного анализа
СП 37.13330.2012 Промышленный транспорт
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 50542, ГОСТ Р 51685, ГОСТ 21014, СП 37.13330.2012, а также следующие термины с соответствующими определениями:
3.1 промышленный железнодорожный транспорт: Комплекс технических средств и сооружений железнодорожного транспорта необщего пользования, обеспечивающий транспортное обслуживание производственных процессов и предоставление транспортных услуг, а также связь с другими организациями и транспортом общего пользования.
3.2 категория (подкатегория) пути: Подразделение промышленных железнодорожных путей в зависимости от их назначения, годового объема перевозок, осевых нагрузок и скорости движения.
3.3 пути подъездные железнодорожные необщего пользования: Железнодорожные подъездные пути, примыкающие непосредственно к железнодорожным путям общего пользования и предназначенные для обслуживания определенных пользователей услугами железнодорожного транспорта.
3.4 пути технологические железнодорожные (внутренние): Железнодорожные пути, расположенные на территории промышленных предприятий, портов, лесных и торфяных разработок, электро-, тепло- и атомных станций, складских баз, карьеров и других предприятий; пути промышленных станций и постов; пути станций промышленных узлов; погрузочно-разгрузочные пути, отдельные пути предприятий или отдельных производств, расположенных на обособленных площадках.
(Измененная редакция, Изм. N 1).
3.5 пути технологические специальные: Железнодорожные пути, на которых перевозки и погрузочно-разгрузочные операции осуществляются в специальном подвижном составе (думпкары, трансферкары, чугуновозные и сталеразливочные ковши, шлаковые чаши, тележки для перевозки слябов, вагоны-термосы, хопперы для перевозки горячего агломерата и т.п.).
3.6 пути соединительные: Железнодорожные пути, связывающие пути промышленных станций или отдельных производств, расположенных на обособленных площадках, между собой или с погрузочно-разгрузочными путями грузовых фронтов, с путями локомотивно-вагонного хозяйства, вагонных весов и других сооружений.
4 Классификация
4.1 Рельсы подразделяют:
по типам:
- РП50;
- РП60Е1;
- РП65;
- РП65К;
- РП75;
по способу выплавки стали:
- К (в конвертере);
- Э (в электропечи);
по классу точности изготовления профиля (классу профиля):
- X;
- У;
по термическому упрочнению:
- ДТ (термоупрочненные, подвергнутые дифференцированному упрочнению по сечению рельса);
- ОТ (термоупрочненные, подвергнутые объемной закалке и отпуску);
- НТ (нетермоупрочненные);
по классу прочности (твердости):
- 400 (термоупрочненные);
- 370 (термоупрочненные);
- 350 (термоупрочненные);
- 320 (нетермоупрочненные);
- 300 (нетермоупрочненные);
- 260 (нетермоупрочненные);
по качеству на категории:
- ДТ370, ДТ350, ДТ400ИК (дифференцированно-термоупрочненные с прокатного/отдельного нагрева);
- ОТ370, ОТ350 (объемнозакаленные и отпущенные);
- НТ320, НТ300 и НТ260 (нетермоупрочненные);
по наличию болтовых отверстий на концах:
- с отверстиями;
- без отверстий;
по качеству поверхности и загрязненности неметаллическими включениями (НВ) на классы:
-1;
-2.
(Измененная редакция, Изм. N 1).
5 Конструкция и размеры
5.1 Конструкция рельсов
5.1.1 Форма и основные (контролируемые) размеры поперечного сечения рельсов должны соответствовать указанным на рисунке 1 и в таблице 1.
Размеры рельсов, используемые для построения прокатных калибров и не контролируемые при приемке рельсов, приведены в приложении А.
Расчетные параметры конструкций рельсов приведены в приложении Б.
Примеры условного обозначения рельсов приведены в приложении В.
5.2 Предельные отклонения контролируемых размеров и формы
5.2.1 Предельные отклонения контролируемых размеров и формы поперечного сечения рельсов должны соответствовать указанным в таблице 2.
|
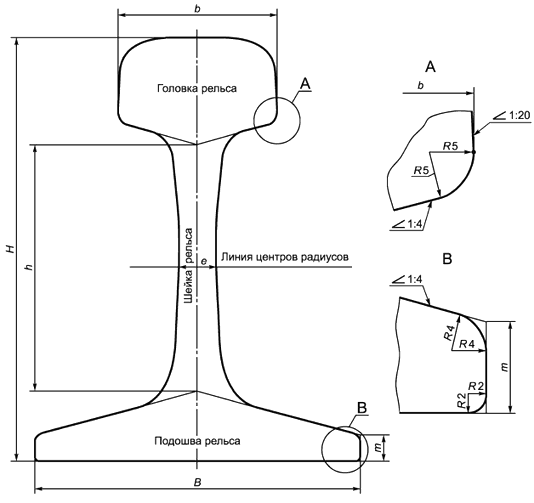
Рисунок 1* - Основные размеры поперечного сечения рельса
________________
* Измененная редакция, Изм. N 1.
Таблица 1 - Основные размеры поперечного сечения рельсов
В миллиметрах
Размер поперечного сечения | Обозначение | Значение размера для рельса типа | ||||
РП50 | РП60Е1 | РП65 | РП65К | РП75 | ||
Высота рельса | 152,00 | 172,00 | 180,00 | 181,00 | 192,00 | |
Высота шейки | 83,00 | 89,50 | 105,00 | 105,00 | 104,40 | |
Ширина головки | 71,59 | 74,10 | 74,59 | 75,00 | 74,59 | |
Ширина подошвы | 132,00 | 150,00 | 150,00 | 150,00 | 150,00 | |
Толщина шейки | 16,00 | 16,50 | 18,00 | 18,00 | 20,00 | |
Высота пера подошвы | 10,50 | 11,50 | 11,25 | 11,25 | 13,55 | |
Таблица 1 (Измененная редакция, Изм. N 1).
Таблица 2 - Предельные отклонения размеров и формы поперечного сечения рельсов
В миллиметрах
Наименование показателя | Обозначе- | Предельное отклонение рельсов класса точности | ||
X | Y | |||
Высота рельса | РП50 | Н | ±1,0 | ±1,5 |
РП60Е1, РП65, РП65К, РП75 | ±1,5 | +2,0 | ||
Высота шейки | h | ±1,0 | ||
Ширина головки | b | ±1,0 | +1,0 | |
Ширина подошвы | В | ±1,5 | +1,0 | |
Толщина шейки | е | +1,5 | +2,0 | |
Высота пера подошвы | т | + 1,0 | ||
Отклонение формы поверхности катания от номинальной | - | +1,5 | ||
Несимметричность рельса | - | ±1,5 | ±2,1 | |
Выпуклость основания подошвы, не более | - | 0,8 | 1,0 | |
Вогнутость основания подошвы, не более | - | 0,2 | 0,2 | |
Таблица 2 (Измененная редакция, Изм. N 1).
5.3 Длина рельсов
5.3.1 Мерные рельсы изготовляют длиной 12,50; 25,00; 50,00 и 100,00 м. Предельные отклонения рельсов по длине ±30 мм.
По согласованию сторон изготовляют рельсы другой мерной длины.
5.3.2 Немерные рельсы изготовляют длиной от 6,00 до 99,00 м.
5.3.3 Рельсы для сварки изготовляют длиной не менее 6,00 м. Допускается изготовление рельсов длиной от 4,00 до 6,00 м, количество указанных рельсов в партии устанавливают по согласованию сторон.
Примечание - Длина рельсов указана при температуре 15°С. Результаты измерений, проведенных при других температурах, должны быть скорректированы с учетом температурного линейного расширения рельсов.
5.4 Болтовые отверстия
5.4.1 Расположение, количество и диаметр болтовых отверстий в шейке на концах рельсов должны соответствовать приведенным на рисунке 2 и в таблице 3.
Болтовые отверстия должны иметь фаски размером от 1,0 до 3,0 мм.
По согласованию заказчика с изготовителем рельсы могут быть изготовлены с другим расположением, количеством и диаметром болтовых отверстий, а также с болтовыми отверстиями на одном конце.
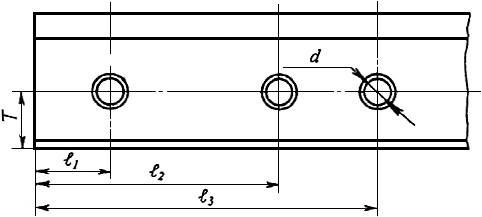
,
,
- расстояние от торца рельса до центра болтового отверстия;
d - диаметр отверстия;
Т - расстояние от низа подошвы до центра болтовых отверствия.
Рисунок 2 - Расположение болтовых отверстий
Таблица 3 - Расположение и размеры болтовых отверстий
В миллиметрах
Тип рельса | Т | d | Предельное отклонение | ||||
Номинальный размер | Предельное отклонение | Номинальный размер | |||||
РП50 | 68,5 | ±1,0 | 34,0 | 66,0 | 216,0 | 356,0 | ±2,0 |
РП65, | 78,5 | 36,0 | 96,0 | 316,0 | 446,0 | ||
РП75 | 80,4 | 36,0 | 96,0 | 316,0 | 446,0 | ||
Примечание - Расположение и размеры болтовых отверстий для рельсов типа РП60Е1 устанавливают по согласованию потребителя и изготовителя. | |||||||
5.5 Косина торцов
5.5.1 Концы рельсов должны быть ровно обрезаны. Косина торцов не должна превышать 2 мм.
5.6 Прямолинейность и скручивание
5.6.1 Отклонение от прямолинейности рельсов в целом в вертикальной плоскости (кривизна рельса, лежащего на подошве или головке) не должна превышать:
- для рельсов длиной 25,00 м и более - 20 мм;
- для рельсов длиной менее 25,00 м - 1/1250 длины рельса.
5.6.2 Отклонение от прямолинейности в концевых зонах рельсов (участках длиной 1,50 м от торца) в горизонтальной и вертикальной плоскости не должно превышать 3 мм на базовой длине 1,50 м.
5.6.3 Отклонение от прямолинейности в основной части рельсов в горизонтальной и вертикальной плоскости не должно превышать 2 мм на базовой длине 1,50 м.
5.6.4 Скручивание рельсов относительно продольной оси не должно превышать:
- 2 мм - для рельсов длиной до 12,50 м включ.;
- 3 мм - для рельсов длиной свыше 12,50 до 25,00 м включ.;
- 5 мм - для рельсов длиной свыше 25,00 м.
6 Технические требования
6.1 Общие требования
6.1.1 Рельсы изготовляют в соответствии с требованиями настоящего стандарта по конструкторской и технологической документации, разработанной и утвержденной в установленном порядке.
Для производства рельсов используют непрерывнолитые заготовки из стали конвертерного или электропечного производства, подвергнутой внепечной обработке и вакуумированию.
6.1.2 Рекомендуемые сферы рационального применения рельсов приведены в приложении Г.
6.2 Химический состав
6.2.1 Марки и химический состав стали по ковшевой пробе должны соответствовать указанным в таблице 4.
Таблица 4 - Химический состав стали
Марка стали | Массовая доля элементов,% | ||||||||
углерод | марганец | кремний | ванадий | хром | азот | фосфор | сера | алюми- | |
не более | |||||||||
76Ф | 0,71-0,84 | 0,75- | 0,18- | 0,03- | не более 0,30 | - | 0,025 | 0,025 | 0,005 |
76ХФ | 0,71-0,82 | 0,75- | 0,25- | не более 0,15 | 0,20-0,80 | - | 0,025 | 0,025 | 0,005 |
76АФ | 0,71-0,82 | 0,75- | 0,25- | 0,05- | не более 0,30 | 0,008- | 0,025 | 0,025 | 0,005 |
76ХАФ | 0,71-0,82 | 0,75- | 0,25- | не более 0,15 | 0,20- | 0,008- | 0,025 | 0,025 | 0,005 |
76ХСФ | 0,71-0,82 | 0,75- | 0,40- | 0,05- | 0,50- | - | 0,025 | 0,025 | 0,005 |
78ХСФ | 0,74-0,82 | 0,75- | 0,30- | 0,05- | 0,40- | - | 0,025 | 0,025 | 0,005 |
90АФ | 0,83-0,95 | 0,75- | 0,25- | 0,08- | не более 0,30 | 0,010- | 0,025 | 0,025 | 0,005 |
90ХАФ | 0,83-0,95 | 0,75- | 0,20- | не более 0,15 | 0,20- | не более 0,020 | 0,020 | 0,020 | 0,005 |
100Ф | 0,95-1,30 | 0,75- | 0,20- | не более 0,15 | не более 0,30 | - | 0,025 | 0,025 | 0,005 |
Примечания | |||||||||
Таблица 4 (Измененная редакция, Изм. N 1).
6.2.1.1 Массовая доля остаточных элементов в стали не должна превышать:
- меди и никеля - 0,30% каждого;
- суммарная меди и никеля - 0,40%;
- титана - 0,015%.
Суммарная массовая доля меди, никеля, титана и хрома, если он не является легирующим элементом, в стали не должна превышать 0,80%.
6.2.2 В рельсах допускаются отклонения от норм, установленных в таблице 4, по массовой доле элементов:
- углерода | ±0,03%; | |
- марганца | ±0,10%; | |
- кремния | +0,05%; | |
- фосфора | +0,01%; | |
- серы | +0,01%; | |
- ванадия | +0,03%; | |
- хрома | ±0,01%; | |
- алюминия | +0,002%; | |
- азота | ±0,004%. |
6.2.3 Массовая доля общего кислорода в рельсах не должна превышать 0,0040% (40 ppm).
________________
В соответствии с [1] массовая доля компонента выражается в процентах (%), миллионная доля массовой доли компонента имеет русское обозначение "млн
", международное - "ррm".
6.2.4 Массовая доля водорода в жидкой стали в промежуточном ковше не должна превышать 0,00025% (2,5 ppm).
6.3 Загрязненность неметаллическими включениями
6.3.1 Класс загрязненности 1:
- размер наибольшего диаметра (P) отдельных включений (группа ED по [2]) не должен превышать 44 мкм при оценке максимального диаметра по каждому из шести шлифов и 30 мкм при оценке максимального диаметра, усредненного по шести шлифам.
- размер наибольшей длины (P) строчечных глобулярных включений (группа ЕВ по [2]) не должен превышать 1410 мкм при оценке максимальной длины по каждому из шести шлифов и 705 мкм при оценке максимальной длины, усредненной по шести шлифам.
6.3.2 Класс загрязненности 2:
- размер наибольшей длины (P) строчечных глобулярных включений (группа ЕВ по [2]) не должен превышать 2500 мкм при оценке максимальной длины по каждому из шести шлифов.
6.4 Внутренние дефекты, макро- и микроструктура
6.4.1 В рельсах не допускаются флокены, расслоения, внутренние трещины, закалочные трещины, корочки, пятнистая ликвация, инородные металлические и шлаковые включения.
При необходимости вид, характер, место расположения и размер других допустимых и недопустимых дефектов макроструктуры рекомендуется установить в шкале макроструктур предприятия-изготовителя, согласованной с заказчиком.
6.4.2 По требованию заказчика рельсы подвергают ультразвуковому контролю. При этом в рельсах не допускаются выявляемые при ультразвуковом контроле внутренние дефекты, амплитуда эхо-сигналов от которых или ослабление донного сигнала которыми превышают установленный уровень, согласованный с заказчиком.
6.4.3 Микроструктура головки термоупрочненных рельсов должна представлять собой пластинчатый перлит не выше балла 5 по шкале 1 ГОСТ 8233. В микроструктуре рельсов допускаются мелкие участки феррита не выше балла 3 по шкале 7 ГОСТ 8233. Бейнит и мартенсит не допускаются.
В микроструктуре рельсов классов прочности 370 и 400 из стали марок 90АФ, 90ХАФ и 100Ф допускаются участки карбидной сетки не выше балла 3 по шкале 5 ГОСТ 8233.
Микроструктура нетермоупрочненных рельсов не нормируется.
(Измененная редакция, Изм. N 1).
6.5 Качество поверхности
6.5.1 На рельсах класса поверхности 1 не допускаются раскатанные загрязнения, трещины, рванины, подрезы, закаты, вмятины, продиры, поперечные риски и поперечные царапины.
На рельсах класса поверхности 1 допускаются:
- раскатанные пузыри и волосовины глубиной до 2 мм, а на средней трети основания подошвы - до 1 мм;
- продольные риски, царапины и морщины глубиной до 1 мм.
На рельсах класса поверхности 2 не допускаются морщины длиной более 4 м.
На рельсах класса поверхности 2 допускаются дефекты поверхности глубиной до 4 мм, а на средней трети основания подошвы - до 1 мм.
6.5.2 На поверхности рельсов, предназначенных для сварки, на длине менее 200 мм от торцов не допускаются раскатанные пузыри, волосовины и морщины.
6.5.3 Допускается удаление недопустимых дефектов пологой зачисткой абразивным инструментом вдоль рельса, без прижогов, на глубину, не выводящую профиль рельсов за предельные отклонения размеров.
6.5.4 На шейке рельса вне зоны сопряжения с накладками допускаются выпуклые отпечатки высотой до 5 мм. В зоне сопряжения с накладками выпуклые отпечатки допускается удалять пологой зачисткой абразивным инструментом вдоль направления прокатки при обеспечении размеров шейки.
6.5.5 Поверхность торцов рельсов должна быть без рванин, расслоений и трещин. Кромки торцов рельсов должны быть без заусенцев и наплывов металла.
По контуру торцов рельсов допускается зачистка дефектов снятием фаски размером не более 5 мм.
6.5.6 Поверхность болтовых отверстий и фасок должна быть без рванин, задиров и винтовых следов от сверления.
6.6 Механические свойства
6.6.1 Механические свойства рельсов должны соответствовать нормам, указанным в таблице 5.
Таблица 5
Категория рельсов | Временное сопротивление | Относительное удлинение | Ударная вязкость KCU, Дж/см |
не менее | |||
ДТ400ИК | 1280 | 7 | 10 |
ДТ370, ОТ370 | 1200 | 8 | 10 |
ДТ350, ОТ350 | 1080 | 6 | 15 |
НТ320 | 1000 | 6 | - |
НТ300 | 900 | 6 | - |
НТ260 | 850 | 6 | - |
Примечание - Знак "-" означает, что параметр не нормируется. | |||
Таблица 5 (Измененная редакция, Изм. N 1).
6.7 Твердость рельсов
6.7.1 Твердость на поверхности катания термоупрочненных рельсов должна быть:
- для рельсов категории ДТ400ИК - от 380 до 461 НВ включительно;
- для рельсов категории ДТ370, ОТ370 - от 311 до 420 НВ включительно;
- для рельсов категории ДТ350, ОТ350 - от 311 до 401 НВ включительно.
Разность значений твердости на поверхности катания по длине рельса должна быть не более 50 НВ.
(Измененная редакция, Изм. N 1).
6.8 Копровая прочность рельсов
6.8.1 Полнопрофильные пробы рельсов должны выдерживать испытания на копровую прочность без излома и трещин.
Высота падения груза и температура пробы должны соответствовать нормам, указанным в таблице 6.
Таблица 6 - Условия испытаний рельсов на копровую прочность
Категория рельсов | Высота падения груза, м, для рельсов типа | Температура пробы,°С | |||
РП50 | РП60Е1 | РП65, | РП75 | ||
ДТ370, ОТ370, ДТ350, ОТ350 | 3,0 | 3,0 | 4,2 | 4,5 | Минус (60±5) |
НТ320, НТ300, НТ260 | 6,1 | 6,1 | 7,3 | 8,2 | 0-40 |
Рельсы категории ДТ400ИК из стали марки 100Ф испытаниям на копровую прочность не подвергают.
(Измененная редакция, Изм. N 1).
6.9 Остаточные напряжения в шейке рельсов
6.9.1 В термоупрочненных рельсах допускаются остаточные напряжения в шейке, приводящие к расхождению паза на торце полнопрофильной пробы рельса после ее прорезания, не превышающему 3,7 мм.
Допускаются остаточные напряжения, приводящие к схождению паза.
6.10 Маркировка
6.10.1 На средней части шейки с одной стороны каждого рельса в горячем состоянии выкатывают выпуклую маркировку, содержащую:
- обозначение предприятия-изготовителя;
________________
Условные обозначения предприятий - изготовителей рельсов: "АО "ЕВРАЗ ЗСМК" - "К", АО "ЕВРАЗ НТМК" - "Т", ПАО "ЧМК" - "Ч".
- месяц (римскими цифрами) и последние две цифры года изготовления (арабскими цифрами);
- тип рельса (кроме буквы "П");
- обозначение направления прокатки стрелкой (острие стрелки указывает на передний конец рельса по ходу прокатки).
Маркировку выкатывают с периодичностью не более 4 м по длине рельсов. На рельсах с болтовыми отверстиями маркировка должна располагаться на расстоянии не менее 0,6 м от торцов рельса.
Маркировочные знаки должны быть высотой от 20 до 25 мм и выступать на 0,5-1,3 мм с плавным переходом к поверхности шейки.
Допускается нанесение при необходимости дополнительных знаков маркировки.
Допускается удалять путём пологой зачистки абразивным инструментом выпуклую маркировку в месте расположения болтовых отверстий. В случае нанесения нечеткой выпуклой маркировки на отдельных рельсах по согласованию с заказчиком допускается ее дублировать нанесением холодным клеймением на торце рельса.
(Измененная редакция, Изм. N 1).
6.10.2 На средней части шейки каждого рельса со стороны, противоположной выпуклой маркировке, клеймовочной машиной в горячем состоянии наносят:
- обозначение способа выплавки буквой:
"К" - для конвертерной стали;
"Э" - для электропечной стали;
- номер плавки;
- обозначение каждого участка рельса, длиной кратной 12,5 м или 25 м, в раскате латинскими буквами (A, B, ... Y), при этом буквой "Y" обозначается каждый последний участок в раскате;
- номер ручья;
- номер заготовки в ручье.
Маркировку наносят на расстоянии более 1 м от торцов рельса с периодичностью не более 12,5 м по длине рельсов. Расстояние между знаками, за исключением пробела, должно быть в пределах от 20 до 40 мм.
Маркировочные знаки должны иметь высоту около 16 мм, глубину от 0,4 до 1,5 мм, угол наклона около 10° к вертикальной оси рельса. Знаки должны быть четкими, без острых очертаний контуров и вершин.
Не допускается наносить на шейке и исправлять клеймением в холодном состоянии маркировочные знаки, нанесенные горячим клеймением.
Допускается при необходимости нанесение дополнительных знаков маркировки и восстановление нечеткой или отсутствующей маркировки холодным клеймением на торце рельса.
(Измененная редакция, Изм. N 1).
6.10.3 Маркировку по 6.10.2 для рельсов звеньевого пути по согласованию с потребителем допускается наносить холодным клеймением на торец рельса.
6.10.4 На торце подошвы каждого принятого рельса наносят приемочные знаки службы технического контроля предприятия-изготовителя.
6.10.5 На шейке рельса наносят маркировку различной краской в зависимости от категории рельса. Вид, цвет и место нанесения маркировки краской устанавливают по соглашению сторон.
6.10.6 Дополнительную маркировку при необходимости допускается наносить на торце рельсов в холодном состоянии.
7 Правила приемки
7.1 Общие положения
7.1.1 Приемку рельсов проводит служба технического контроля предприятия-изготовителя в соответствии с ГОСТ 15.309.
7.1.2 Рельсы принимают партиями. Партией считают рельсы, изготовленные из стали одной марки, одной или нескольких плавок, одного типа, одной категории качества, одного класса точности изготовления профиля в количестве не более 300 шт.
7.1.3 Отгружаемая партия рельсов должна сопровождаться документом о качестве, содержащим:
- наименование или условное обозначение предприятия-изготовителя;
- обозначение настоящего стандарта;
- тип рельсов;
- категорию рельсов;
- класс точности изготовления профиля;
- марку стали;
- класс качества поверхности;
- класс загрязненности неметаллическими включениями;
- количество рельсов с указанием длины, массы и номеров плавок;
- информацию о соответствии рельсов требованиям настоящего стандарта по результатам приемо-сдаточных испытаний;
- описание маркировки рельсов краской;
- дату оформления документа о качестве рельсов;
- номер вагона или другого транспортного средства;
- наименование и адрес покупателя;
- номер заказа (договора).
Документ о качестве рельсов должен быть подписан службой технического контроля предприятия-изготовителя.
По требованию потребителя ему должны быть предоставлены результаты приемо-сдаточных испытаний.
7.2 Приемо-сдаточные испытания
7.2.1 Периодичность и объем приемо-сдаточных испытаний рельсов приведены в 7.2.2 и в таблице 7.
Таблица 7 - Порядок проведения первичных приемо-сдаточных испытаний
Показатель качества рельсов | Периодичность испытаний | Объем выборки |
Химический состав стали | Каждая плавка | Одна ковшевая проба |
Массовая доля общего кислорода* | Первая и последняя плавка из серии | Одна проба |
Массовая доля водорода** | Каждая плавка | Одно измерение |
Загрязненность Неметаллическими включениями* | Последняя плавка из серии | По одному рельсу с индексом Y из последних заготовок каждого ручья |
Макроструктура* | Первая плавка из серии | По одному рельсу с индексом А из первых заготовок каждого ручья |
Отсутствие флокенов | Каждая плавка с массовой долей водорода более 2 ppm | Один рельс |
Механические свойства при растяжении | Последняя плавка из серии | Один рельс |
Ударная вязкость | Каждая плавка | Один рельс |
Твердость на поверхности катания головки | Каждая плавка | Один рельс |
Разность значений твердости на поверхности катания по длине рельсов (для термоупрочненных рельсов) | Не реже 1 раза в месяц | Один рельс |
Копровая прочность | Последняя плавка из серии | Один рельс |
Остаточные напряжения в шейке (для термоупрочненных рельсов) | Не реже одного раза в сутки | Один рельс |
Микроструктура (для термоупрочненных рельсов) | Одна плавка из серии | Один рельс |
* Результаты испытаний, полученные на нетермоупрочненных рельсах, распространяются на рельсы, подвергнутые в дальнейшем термоупрочнению. | ||
7.2.2 Сплошной контроль проводят на каждом рельсе по следующим показателям:
- основные размеры и форма поперечного сечения;
- длина;
- прямолинейность;
- скручивание;
- косина торцов;
- расположение и размеры болтовых отверстий;
- отсутствие внутренних дефектов по результатам неразрушающего контроля (при наличии требования в заказе);
- наличие и полнота маркировки.
7.2.3 При условии обеспечения технологией производства требований настоящего стандарта по расположению и размерам болтовых отверстий, косине торцов рельсов, качеству поверхности торцов и болтовых отверстий допускается проводить выборочный контроль этих показателей. Объем выборочного контроля устанавливают по согласованию сторон.
7.3 Отбор проб и изготовление образцов
7.3.1 Отбор проб и изготовление образцов для испытаний рельсов производят по ГОСТ Р 51685.
7.3.1.1 Отбор проб для определения химического состава стали и готовых рельсов проводят по ГОСТ 7565 и ГОСТ Р ИСО 14284. Пробы для определения химического состава стали (кроме массовой доли кислорода и водорода) отбирают в середине разливки каждой плавки из промежуточного ковша (ковшевая проба).
7.3.1.2 Для выборочного разрушающего контроля отсутствия флокенов отбирают пробу длиной от 200 до 250 мм.
7.3.1.3 Пробы для контроля макроструктуры отбирают от передних концов контрольных рельсов с индексом А, прокатанных из первой заготовки каждого ручья, или от прилегающей технологической обрези.
7.3.1.4 Пробы для определения механических свойств при растяжении и ударной вязкости отбирают от любого конца контрольного рельса. Для контроля механических свойств при растяжении изготовляют один образец, для контроля ударной вязкости - два образца.
7.3.1.5 Пробы для определения массовой доли общего кислорода отбирают на первой плавке серии от переднего или заднего конца любого раската (рельса) и в последней плавке серии - от заднего конца раската (рельса).
Допускается в качестве заготовок образцов для анализа кислорода использовать образцы, испытанные на растяжение.
Допускается проводить отбор заготовок проб для определения массовой доли общего кислорода с помощью пил горячей резки.
7.3.1.6 Определение массовой доли водорода в жидкой стали в промежуточном ковше проводят в середине разливки каждой плавки, при этом на первой плавке в серии дополнительно проводят ее определение в начале разливки.
7.3.1.7 Пробы для контроля копровой прочности и остаточных напряжений в шейке отбирают от любого рельса плавки, в состоянии поставки, способом холодной механической резки.
Отбор проб для контроля копровой прочности нетермоупрочненных рельсов допускается проводить с помощью пил горячей резки.
7.3.1.8 Для определения твердости термоупрочненных рельсов используют любой рельс.
Для контроля твердости на поверхности катания рельса отбирают пробы на расстоянии не менее 150 мм от торца рельса.
Для контроля разности значений твердости на поверхности катания по длине рельса отбирают пробы в трех местах: по одной пробе на расстоянии не менее 150 мм от торцов и одну пробу в середине рельса.
Допускается проводить контроль твердости и разности значений твердости на поверхности катания по длине рельса непосредственно на рельсах. При этом зачистка на глубину до 0,5 мм и отпечаток шарика, нанесенный при определении твердости на поверхности катания, не являются браковочным признаком при оценке качества поверхности.
Твердость на поверхности катания нетермоупрочненных рельсов обеспечивается химическим составом стали и технологией производства и контролю на готовых рельсах не подлежит.
Примечание - Твердость рельсов категории НТ260 обеспечивается применением стали марки 76Ф, категории НТ300 - марки 76ХФ, категории НТ320 - марки 76ХФС.
7.3.1.9 Контроль загрязненности рельсов неметаллическими включениями проводят на шести образцах. Для контроля загрязненности рельсов неметаллическими включениями отбирают по одной пробе от задних концов рельсов с индексом Y, прокатанных из последней заготовки каждого ручья или от прилегающей технологической обрези. Из каждой пробы изготовляют один образец (шлиф). Недостающие для регламентированного количества (шесть штук) образцы изготовляют из тех же проб.
7.3.1.10 Пробы для контроля микроструктуры отбирают от переднего или заднего конца любого рельса.
7.3.1.11 При документально подтвержденном отсутствии контрольных рельсов для изготовления проб допускается использовать один любой рельс данной плавки.
7.3.1.12 Все отобранные пробы клеймят по 6.10.2 и/или другими идентификационными клеймами по технической документации предприятия-изготовителя.
7.3.1.13 Рельсы подвергают ультразвуковому контролю на наличие внутренних дефектов. Контролю подвергается каждый рельс. При выявлении условно-дефектного рельса проводят повторный контроль этого рельса. При неудовлетворительных результатах повторного контроля рельс считают несоответствующим требованиям настоящего стандарта. Допускается дефектные участки этого рельса вырезать, при этом длина оставшейся части рельса должна соответствовать требованиям 5.3 настоящего стандарта.
По результатам неразрушающего контроля проводится маркировка рельсов. Маркировка условно-дефектного рельса наносится на дефектные сечения рельса, а маркировка годного рельса наносится на задний (по направлению прокатки) торец рельса. Маркировка рельсов производится в соответствии с системой, принятой на предприятии-изготовителе. Допускается ручная маркировка (нанесение отметки краской) рельсов, при этом вид отметки определяет изготовитель.
7.4 Порядок приемки рельсов при неудовлетворительных результатах первичного контроля
7.4.1 В случае неудовлетворительного результата контроля массовой доли общего кислорода проводят повторный контроль на удвоенном количестве проб, взятых от противоположного конца данного контрольного рельса. При неудовлетворительном результате повторного контроля хотя бы на одной пробе все рельсы данной плавки считают не соответствующими требованиям настоящего стандарта.
7.4.2 При обнаружении флокенов все рельсы данной плавки считают несоответствующими требованиям настоящего стандарта.
7.4.3 В случае неудовлетворительных результатов контроля загрязненности рельса неметаллическими включениями хотя бы по одному параметру все контрольные рельсы с индексом У данной плавки считают не соответствующими требованиям настоящего стандарта и проводят повторный контроль на пробах, взятых:
- от заднего конца предыдущего участка кратной длины 12,5 м (для рельсов длиной 25 м и более);
- противоположных концов рельсов, не выдержавших контроля (для рельсов длиной менее 25 м), или от передних концов смежных рельсов.
При удовлетворительных результатах повторного контроля остальные рельсы плавки считают соответствующими требованиям настоящего стандарта.
В случае неудовлетворительных результатов повторного контроля все рельсы контролируемой плавки признают не соответствующими требованиям настоящего стандарта и проводят последовательно контроль на рельсах из стали предыдущей по разливке плавки данной серии до получения удовлетворительного результата.
7.4.4 В случае неудовлетворительных результатов контроля макроструктуры рельса с индексом А все контрольные рельсы контролируемой плавки с данным индексом признают не соответствующими требованиям настоящего стандарта. На остальных рельсах этих плавок допускается проводить последовательный повторный контроль макроструктуры на смежных рельсах до выявления рельсов, макроструктура которых соответствует требованиям настоящего стандарта.
7.4.5 При неудовлетворительных результатах определения твердости на поверхности катания проводят повторное определение твердости на удвоенном количестве проб, отобранных от того же рельса, или на том же контрольном рельсе с удвоенным количеством измерений.
В случае неудовлетворительных результатов повторного определения твердости рельсов хотя бы по одному измерению все рельсы данной плавки допускается рассортировывать поштучно по твердости.
Термоупрочненные рельсы с твердостью менее 311 НВ допускается переводить в соответствующую категорию нетермоупрочненных рельсов.
7.4.6 В случае получения при приемо-сдаточных испытаниях неудовлетворительного результата контроля остаточных напряжений в шейке проводят повторные испытания на удвоенном количестве проб, отобранных от того же контрольного рельса.
В случае получения неудовлетворительного результата повторного контроля остаточных напряжений в шейке контролируемые рельсы признают несоответствующими требованиям настоящего стандарта и проводят контроль последующих рельсов поштучно до получения удовлетворительных результатов на трех рельсах подряд.
7.4.7 В случае получения неудовлетворительных результатов при приемо-сдаточных испытаниях на растяжение, ударный изгиб или копровых испытаниях проводят повторные испытания по тому виду, по которому получен неудовлетворительный результат, на удвоенном количестве образцов (проб), отобранных от того же контрольного рельса.
При неудовлетворительных результатах повторного контроля копровой прочности, или механических свойств при растяжении, или ударной вязкости последующий контроль рельсов по контролируемому показателю проводят поплавочно до получения устойчивых удовлетворительных результатов, при которых у четырех подряд прокатанных или термически упрочненных и подвергнутых контролю плавок этот показатель удовлетворяет требованиям настоящего стандарта.
Рельсы с неудовлетворительными результатами повторного контроля механических свойств при растяжении допускается переводить в соответствующую категорию качества.
7.4.8 В случае неудовлетворительных результатов контроля микроструктуры проводят повторный контроль на удвоенном количестве проб, отобранных от того же контролируемого рельса. При получении неудовлетворительных результатов повторного контроля, допускается проведение контроля последующих рельсов поштучно до получения удовлетворительных результатов на трех рельсах подряд.
8 Методы контроля
8.1 Размеры и форму поперечного сечения рельсов контролируют автоматизированными средствами контроля. Допускается проведение контроля средствами допускового контроля - шаблонами, прошедшими метрологический контроль в установленном порядке.
При контроле шаблонами размеры и форму поперечного сечения рельсов контролируют на расстоянии от 100 до 500 мм от торца, толщину шейки - у торца.
Контроль косины торцов рельсов проводят с помощью угольника поверочного с углом 90 градусов по ГОСТ 3749 и набора щупов или шаблона, прошедшего метрологический контроль в установленном порядке.
8.2 Длину рельсов измеряют лазерным измерителем длины, рулеткой измерительной металлической по ГОСТ 7502 или другим способом, обеспечивающим требуемую точность измерения.
8.3 Равномерную кривизну рельсов в целом оценивают визуально.
При необходимости кривизну рельса в целом определяют вручную по стреле прогиба, которую измеряют по хорде (по наибольшему зазору между поверхностью рельса и стальной струной, натянутой между его концами).
8.4 Отклонение от прямолинейности в основной части и концевых зонах рельсов определяют с помощью автоматизированных средств контроля по методикам, аттестованным по ГОСТ Р 8.563, или с применением соответствующих утвержденных типов СИ, включенных в государственный реестр СИ.
Допускается отклонение концов рельсов от прямолинейности и местную кривизну рельсов контролировать по наибольшему зазору между поверхностью рельса и контрольной линейкой (по хорде или касательной) вручную с помощью контрольных линеек и щупов по методике предприятия-изготовителя.
8.5 Скручивание рельса определяют по зазору между краем основания подошвы и поверхностью стеллажа с помощью автоматизированных средств контроля или щупов по методике предприятия-изготовителя.
8.6 Определение химического состава стали проводят по ГОСТ 22536.1 - ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.12, ГОСТ 17745, ГОСТ 18895, ГОСТ 28033, ГОСТ Р 54153.
Массовую долю общего кислорода определяют по ГОСТ 17745.
Массовую долю водорода в жидкой стали определяют по равновесному парциальному давлению водорода с применением системы зондового измерения.
Химический состав стали допускается определять по другим методикам (методам), аттестованным в соответствии с ГОСТ Р 8.563 и не уступающим стандартизованным методикам (методам) по точности измерений (доверительным границам погрешности измерений).
Потребитель имеет право определять химический состав стали анализом проб, отобранных от готовых рельсов, с учетом требований 6.2.1 и 6.2.2.
8.7 Для выборочного контроля рельсов на отсутствие флокенов из полнопрофильной пробы длиной от 200 до 250 мм методами холодной механической резки и обработки в соответствии с требованиями ГОСТ 10243 изготовляют продольный темплет головки рельса в вертикальной продольной плоскости симметрии рельса. Контроль отсутствия флокенов проводят визуально на подготовленной поверхности темплета после ее глубокого травления по ГОСТ 10243.
8.8 Образцы для контроля неметаллических включений изготовляют в соответствии с рисунком 3, при этом черновую поверхность рельса не удаляют.
Допускается снятие фасок размером не более 3x3 мм на углах боковых граней шлифов. Область на полированной плоскости шлифа, на которой проводят контроль, должна быть размером не менее 15x15 мм. Края шлифа на ширину до 3 мм не контролируют.
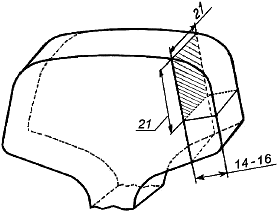
Рисунок 3 - Схема расположения шлифа для контроля неметаллических включений
8.9 Загрязненность рельсов неметаллическими включениями определяют методом оценки Р с определением параметров и
на металлографическом микроскопе с применением автоматической системы анализа изображений или визуальным путем сравнения с серией эталонных изображений по [2].
(Измененная редакция, Изм. N 1).
8.10 Для проверки отсутствия внутренних дефектов используют сплошной неразрушающий ультразвуковой контроль рельсов по методике приложения К ГОСТ Р 51685 или по методике предприятия-изготовителя. Допускается применение механизированных и ручных средств неразрушающего контроля.
При подозрении наличия дефекта допускается вскрывать дефект путем механических испытаний с оценкой дефекта по излому.
Макроструктуру рельсов выявляют на поперечных темплетах полного сечения рельсов по ГОСТ 10243 методом травления.
Допускается выявлять макроструктуру снятием серных отпечатков по Бауману по методике ГОСТ 10243 с поперечных темплетов полного сечения рельса или непосредственно с торцов контролируемых рельсов после соответствующей их подготовки по ГОСТ 10243.
Классификация недопустимых дефектов - по ГОСТ 10243, оценка других дефектов - по шкале макроструктур предприятия-изготовителя.
8.11 Контроль качества поверхности рельсов выполняют средствами неразрушающего контроля и/или визуально по методике предприятия-изготовителя. Качество поверхности торцов, болтовых отверстий и фасок контролируют визуально.
При необходимости используют пробную вырубку дефектов крейцмейселем или другой способ, гарантирующий правильность определения вида и размеров дефекта. Раздвоение стружки при вырубке крейцмейселем считают признаком дефекта.
8.12 Определение механических свойств рельсов при испытании на растяжение проводят при комнатной температуре по ГОСТ 1497 на цилиндрических образцах типа III диаметром 6 мм и начальной расчетной длиной рабочей части 30 мм.
Определение ударной вязкости стали рельсов проводят при комнатной температуре по ГОСТ 9454 на образцах типа 1. Надрез на образце наносят со стороны поверхности катания головки рельса. Оценку производят по наименьшему значению ударной вязкости двух образцов.
Заготовки для изготовления образцов для испытаний на растяжение и ударный изгиб вырезают из головки проб из зоны выкружки возможно ближе к поверхности катания вдоль направления прокатки. Образцы перед испытанием на растяжение и на ударный изгиб допускается выдерживать до 6 ч при температуре не более 200°С.
(Измененная редакция, Изм. N 1).
8.13 Твердость и разность значений твердости на поверхности катания рельсов контролируют методом Бринелля по ГОСТ 9012 шариком диаметром 10 мм при величине испытательной нагрузки 29,42 кН (3000 кгс) и продолжительности выдержки под нагрузкой от 10 до 15 с с использованием автоматизированных систем или ручного определения.
Разность твердости на поверхности катания по длине рельсов определяют на средней линии поверхности катания по трем измерениям, проводимым на каждой из трех проб, отбираемых от концов и средней части рельса, или на рельсе. Расстояние между соседними отпечатками должно быть не менее 25 мм.
Допускается определять твердость с использованием твердосплавного шарика диаметром 2,5 мм при испытательной нагрузке 1839 Н (187,5 кгс) и продолжительности выдержки под нагрузкой от 10 до 15 с. В спорных случаях и при арбитраже следует использовать стационарные приборы Бринелля с шариком диаметром 10 мм.
Места определения твердости на поверхности катания рельса или темплетов, вырезанных из проб рельса, должны быть зачищены для удаления окалины и обезуглероженного слоя металла на глубину не более 0,5 мм. Шероховатость зачищенной поверхности должна быть не более Rz 25,0 по ГОСТ 2789.
(Измененная редакция, Изм. N 1).
8.14 Контроль копровой прочности рельсов проводят на полнопрофильной пробе длиной (1300±50) мм. Пробу устанавливают горизонтально головкой вверх на две цилиндрические опоры с радиусами закругления (125±2) мм и расстоянием между осями опор (1000±5) мм и подвергают однократному удару грузом массой (1000±3) кг, падающим с заданной высоты. Радиус закругления бойка падающего груза - (125±2) мм.
8.15 Контроль остаточных напряжений в шейке рельса проводят на полнопрофильной пробе длиной (600±3) мм. Пробу прорезают в холодном состоянии по нейтральной оси рельса на длину (400±3) мм. Ширина прорезаемого паза должна быть (6±1) мм.
Остаточные напряжения в шейке рельса определяют по расхождению паза как разницу высоты рельса (Н-H
) по оси у торца пробы после и до прорезания паза в соответствии со схемой, приведенной на рисунке 4.
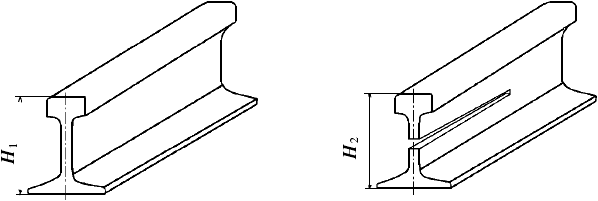
Рисунок 4 - Схема определения остаточных напряжений в шейке рельсов
8.16 Микроструктуру металла контролируют по ГОСТ 8233 на поперечном шлифе, изготовленном из области выкружки головки рельса в зоне, находящейся на расстоянии более 2 мм от поверхности рельсов.
Контроль проводят по ГОСТ 8233 с использованием оптического микроскопа при увеличении, соответствующем применяемой шкале. Оценку дисперсности перлита и количества феррита проводят по преобладающей структуре. Отсутствие бейнита и мартенсита контролируют по методике предприятия-изготовителя.
(Измененная редакция, Изм. N 1).
8.17 Контроль маркировки рельсов проводят на каждом рельсе визуальным осмотром.
9 Транспортирование и хранение
9.1 Рельсы транспортируют железнодорожным, автомобильным, речным или морским видами транспорта при соблюдении правил перевозок, действующих на соответствующем виде транспорта.
9.2 Погрузку и крепление рельсов проводят в соответствии с техническими условиями размещения и крепления грузов, утвержденными соответствующими федеральными органами исполнительной власти.
9.3 При погрузке и транспортировании не допускается повреждение рельсов.
Не допускается падение рельсов с высоты более 1 м. Рельсы, упавшие с высоты более 1 м, считают не соответствующими требованиям настоящего стандарта.
9.4 При хранении рельсы должны быть уложены таким образом, чтобы не возникали деформация и ухудшение прямолинейности рельсов.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель в соответствии с законодательством Российской Федерации гарантирует соответствие рельсов требованиям настоящего стандарта при соблюдении потребителем требований настоящего стандарта в части условий разгрузки и хранения рельсов.
10.2 Гарантийные обязательства определяют в соглашении (договоре) между изготовителем и потребителем на поставку рельсов.
Приложение А
(справочное)
Размеры рельсов, используемые для построения прокатных калибров
Размеры в миллиметрах
|
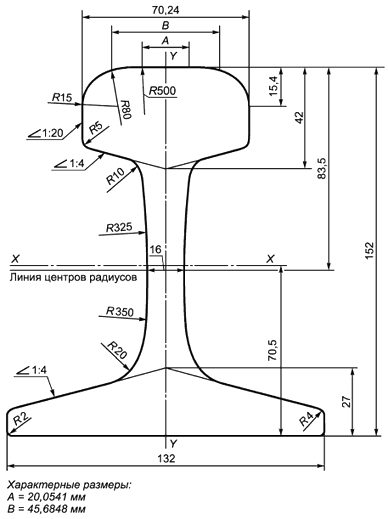
Рисунок А.1* - Рельс типа РП50
Размеры в миллиметрах
|
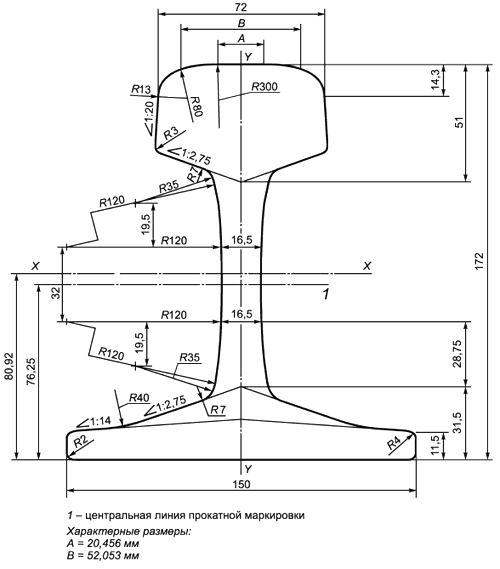
Рисунок А.2* - Рельс типа РП60Е1
Размеры в миллиметрах
|
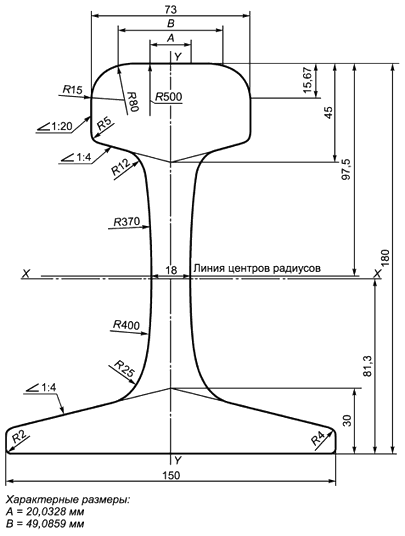
Рисунок А.3* - Рельс типа РП65
Размеры в миллиметрах
|
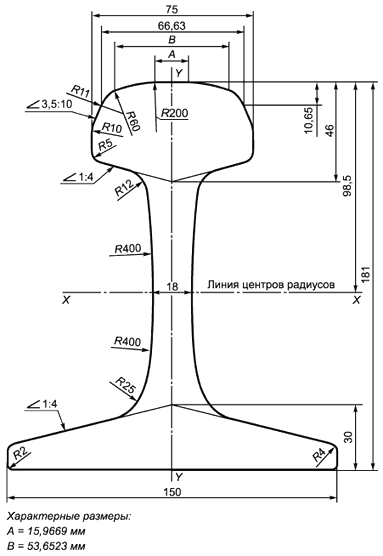
Рисунок А.4* - Рельс типа РП65К
Размеры в миллиметрах
|
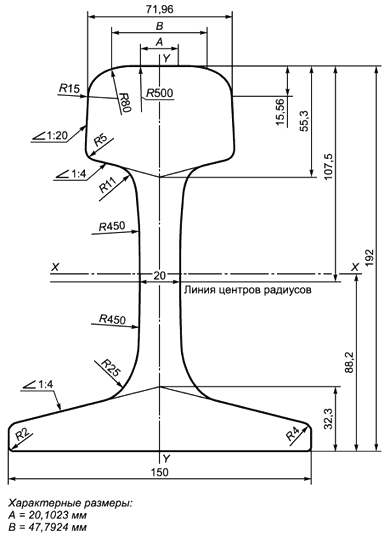
Рисунок А.5* - Рельс типа РП75
________________
* Рисунки А.1-А.5 Измененная редакция, Изм. N 1.
Приложение Б
(справочное)
Расчетные параметры конструкций рельсов
Таблица Б.1
Наименование параметра | Значение параметра для рельса типа | ||||
РП50 | РП60Е1 | РП65 | РП65К | РП75 | |
Площадь, поперечного сечения рельса, см | 65,99 | 76,70 | 82,65 | 82,38 | 95,037 |
Расстояние от центра тяжести, мм: | |||||
до низа подошвы | 70,50 | 80,92 | 81,30 | 80,60 | 88,20 |
до верха головки | 81,50 | 91,08 | 98,70 | 100,40 | 103,80 |
Расстояние от центра кручения, мм: | |||||
до низа подошвы | 40,10 | - | 39,40 | 38,20 | 45,80 |
до верха головки | 111,90 | - | 140,60 | 141,80 | 146,20 |
Момент инерции рельса относительно вертикальной оси, см | |||||
всего рельса | 375 | 512 | 564 | 557 | 665 |
головки | 91 | - | 106 | 103 | 143 |
подошвы | 278 | - | 445 | 439 | 508 |
Момент инерции рельса относительно горизонтальной оси, см | |||||
всего рельса | 2011 | 3038 | 3540 | 3495 | 4491 |
головки | 986 | - | 1728 | 1698 | 2198 |
подошвы | 915 | - | 1539 | 1532 | 2005 |
Момент сопротивления, см | |||||
по низу подошвы | 285 | 375 | 435 | 434 | 509 |
по верху головки | 245 | 333 | 358 | 348 | 432 |
по боковой грани подошвы | 55 | 68 | 75 | 73 | 89 |
Момент инерции рельса при его | |||||
кручении, см | 201 | - | 288 | 285 | 401 |
Секториальный момент инерции, см | 1,0х10 | 1,9x10 | 1,84x10 | 2,6x10 | |
Жесткость поперечного сечения рельса, кН/см | |||||
при его чистом кручении | 163,2х10 | - | 233,5х 10 | 229,4х10 | 325,0х10 |
при его стесненном кручении | 144,0х10 | - | 180,0х10 | 177,0х10 | 234,0х10 |
Теоретическая линейная масса одного метра рельса (при плотности стали 7850 кг/м | 51,80 | 60,21 | 64,88 | 64,67 | 74,60 |
Площадь элементов сечения рельса, % от общей площади: | |||||
головка | 38,12 | - | 34,11 | 33,52 | 37,42 |
шейка | 24,46 | - | 28,52 | 28,78 | 26,54 |
подошва | 37,42 | - | 37,37 | 37,70 | 36,04 |
Температурный коэффициент линейного расширения, | 11,8 | ||||
Приложение В
(обязательное)
Схема и примеры обозначения рельсов при заказе
При заказе рельсов следует использовать схему, показанную на рисунке В.1, и примеры условного обозначения рельсов, приведенные ниже:
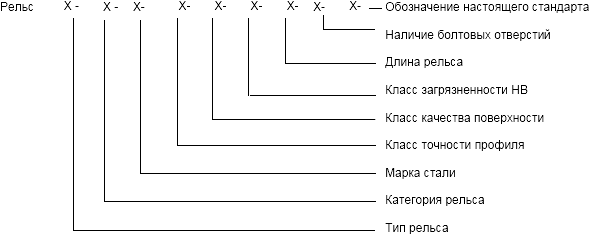
Рисунок В.1 - Схема условного обозначения рельсов при заказе
Примеры условных обозначений
Рельс типа РП50, категории НТ260, из стали марки К76Ф, класс точности профиля Y, класс качества поверхности 1, класс загрязненности НВ2, длиной 12,50 м, без болтовых отверстий:
Рельс РП50-НТ260-К76Ф-У-1-2-12,50-0-ГОСТ Р 51045-2014,
Рельс типа РП65, категории ОТ370, из стали марки Э90АФ, класс точности профиля X, класс качества поверхности 1, класс загрязненности НВ1, длиной 25,00 м, с тремя болтовыми отверстиями на обоих концах рельса:
Рельс РП65-ОТ370-Э90АФ-Х-1-1-25,00-З/2-ГОСТ Р 51045-2014,
Рельс типа РП65, категории ДТ350, из стали марки К76ХФ, класс точности профиля X, класс качества поверхности 1, класс загрязненности НВ1, длиной 50,00 м, без болтовых отверстий:
Рельс РП65-ДТ350-К76ХФ-Х-1-1-50,00-0-ГОСТ Р 51045-2014,
Рельс типа РП65, категории НТ320, из стали марки Э76ХСФ класс точности профиля X, класс качества поверхности 1, класс загрязненности НВ1, длиной 100,00 м, без болтовых отверстий:
Рельс РП65-НТ320-Э76ХСФ-Х-1-1-100, 00-0-ГОСТ Р 51045-2014.
Приложение Г
(справочное)
Рекомендуемые сферы рационального применения рельсов
Г.1 Классификация путей на категории (подкатегории) и условия их эксплуатации по СП 37.13330.2012 приведены в таблице Г.1.
Таблица Г.1
Категория пути | Подкатегория пути | Условия эксплуатации | ||
Осевая нагрузка, кН | Скорость движения, км/ч | Объем перевозок, млн т брутто/ год | ||
Специальные технологические пути | ||||
СП | СП1 | Более 450 | - | - |
СП2 | Особые технологические и эксплуатационные условия | |||
Подъездные и технологические пути | ||||
I-п | I-п1 | 294-450 | 40-80 | 10 и более |
265-294 | Более 25 | |||
I-п2 | 294-450 | 3-10 | ||
265-294 | 10-25 | |||
I-п3 | До 265 | Более 25 | ||
II-п | II-п1 | 294-450 | 25-40 | 1-3 |
256-294 | 3-10 | |||
До 265 | 10-25 | |||
II-п2 | 294-450 | До 1 | ||
256-294 | 3-10 | |||
До 265 | 10-25 | |||
III-п | III-п1 | До 265 | До 25 | 1-3 |
III-п2 | До 1 | |||
Г.2 Рекомендуемые сферы рационального применения рельсов в соответствии с СП 37.13330.2012 приведены в таблице Г.2.
Таблица Г.2 - Рекомендуемые типы рельсов в зависимости от категории качества рельсов и категории пути
Категория рельсов | Категория (подкатегория) пути по СП 37.13330.2012 | ||||||||
СП | I-п | II-п | III-п | ||||||
СП1 | СП2 | I-п1 | I-п2 | I-п3 | II-п1 | II-п2 | III-п1 | III-п2 | |
ДТ400, ДТ370 | РП75 | РП65 | РП65 | РП60Е1 | - | ||||
НТ320 | - | - | РП65 | РП65 | |||||
НТ300 | - | - | - | РП50 | |||||
Примечание - Допускается без ограничения заменять легкие типы рельсов более тяжелыми типами рельсов и рельсы нетермоупрочненные - термоупрочненными. | |||||||||
Таблица Г.2 (Измененная редакция, Изм. N 1).
Библиография
[1] ГОСТ 8.417-2002 | Государственная система обеспечения системы измерений. Единицы величин |
[2] DIN EN 10247:2017* | Металлографическое определение содержания неметаллических включений в сталях с использованием эталонной шкалы (Metallographische |
Библиография (Измененная редакция, Изм. N 1).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
УДК 625.143:006.354 | OKC 45.080 | ОКПД2 24.10.75.111 |
Ключевые слова: рельсы железнодорожные, промышленный железнодорожный транспорт, подъездные пути, технологические пути, классификация, конструкция и размеры, технические требования, правила приемки, методы испытаний, транспортирование и хранение | ||
(Измененная редакция, Изм. N 1).
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}