ГОСТ 34664-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ, СВАРЕННЫЕ ТЕРМИТНЫМ СПОСОБОМ
Технические условия
Rails welded by thermite method. Specifications
МКС 45.080
Дата введения 2021-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 июня 2020 г. N 131-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 августа 2020 г. N 518-ст межгосударственный стандарт ГОСТ 34664-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2021 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на рельсы железнодорожные, сваренные термитным способом (алюминотермитной сваркой методом промежуточного литья) в любом сочетании соединяемых рельсов по категориям качества, способам выплавки стали и по прокату металлургических предприятий-изготовителей и предназначенные для эксплуатации на железнодорожных путях общего и необщего пользования во всех климатических районах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 12.4.103-83 Система стандартов безопасности труда. Одежда специальная защитная, средства индивидуальной защиты ног и рук. Классификация
ГОСТ 15.309-98 Системы разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10503-71 Краски масляные, готовые к применению. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ ISO/IEC 17025-2019 Общие требования к компетентности испытательных и калибровочных лабораторий
ГОСТ 18576-96 Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
_______________
В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением".
ГОСТ 32894-2014 Продукция железнодорожного назначения. Инспекторский контроль. Общие положения
ГОСТ 33184-2014 Накладки рельсовые двухголовые для железных дорог широкой колеи. Технические условия
ГОСТ 34222-2017![]() Рельсы железнодорожные. Общие технические условия
Рельсы железнодорожные. Общие технические условия
_______________
![]() В Российской Федерации действует ГОСТ Р 51685-2013 "Рельсы железнодорожные. Общие технические условия".
В Российской Федерации действует ГОСТ Р 51685-2013 "Рельсы железнодорожные. Общие технические условия".
ГОСТ 34663-2020 Стыки рельсов и стрелочных переводов сварные. Методы неразрушающего контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемых в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, а также следующие термины с соответствующими определениями:
3.1
термитная сварка: Сварка, при которой для нагрева используется энергия горения термитной смеси. [ГОСТ 2601-84, статья 33 |
_______________
![]() В части статьи 33 не действует на территории Российской Федерации. В Российской Федерации действует терминологическая статья из ГОСТ Р ИСО 857-1-2009 "Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения" (статья 4.2.2.2): "термитная сварка: Сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл".
В части статьи 33 не действует на территории Российской Федерации. В Российской Федерации действует терминологическая статья из ГОСТ Р ИСО 857-1-2009 "Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения" (статья 4.2.2.2): "термитная сварка: Сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл".
3.2 рельс, сваренный термитным способом; РТС: Рельс, имеющий один и более стыков, соединенных термитной сваркой, в которых образуется непрерывность структуры соединяемых металлов.
3.3 стык РТС: Участок рельса в месте соединения двух рельсов термитной сваркой, состоящий из сварного соединения, объединяющего шов, зону термического влияния и прилегающую часть основного металла.
3.4 контрольный образец: Стыковое соединение термитной сваркой двух заготовок рельсов общей длиной не менее 1150 мм со стыком РТС посередине, предназначенное для проведения контрольных операций и испытаний.
3.5 разработчик процесса термитной сварки: Организация, разработавшая и испытавшая процесс термитной сварки.
3.6 координатор сварки: Лицо, ответственное и компетентное для выполнения координации в сварке.
Примечание - Координировать действия по сварке в организации могут, например, главный сварщик или инженер по сварке, инструктор или иное должностное лицо, уполномоченное приказом по организации.
3.7 сварщик термитной сварки: Специалист, обученный в лицензированном учебном центре и аттестованный в соответствии с требованиями национальных нормативных документов государств, упомянутых в предисловии, для соединения рельсов термитной сваркой.
_______________
В Российской Федерации действует ГОСТ Р 58443-2019 "Аттестация операторов контактной стыковой сварки оплавлением и сварщиков термитной сварки железнодорожных рельсов" (пункт 3.10).
3.8
владелец инфраструктуры: Государственная организация, юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора. [ГОСТ 32894-2014, пункт 3.4] |
3.9 отклонение поверхности от прямолинейности: Наибольшее расстояние ![]() или
или ![]() от рабочих поверхностей стыка РТС до прилегающей прямой в пределах нормируемого участка (базовой длины) (см. рисунок 1).
от рабочих поверхностей стыка РТС до прилегающей прямой в пределах нормируемого участка (базовой длины) (см. рисунок 1).
|
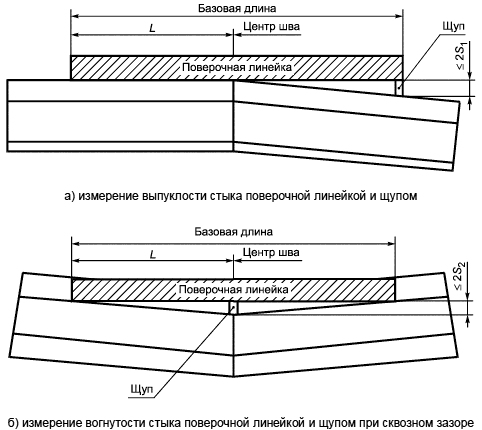
Рисунок 1 - Отклонение рабочих поверхностей стыка РТС от прямолинейности (L, мм - регламентируемое расстояние между краем поверочной линейки и центром сварного шва)
3.10 базовая длина: Длина поверочной линейки, регламентированная для каждого метода измерения выпуклости или вогнутости стыка РТС, местных неровностей, седловины сварного шва РТС.
3.11 выпуклость сварного шва: Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
3.12 седловина сварного шва РТС: Локальная вогнутость поверхности сварного шва и примыкающей поверхности основного металла в виде канавки из-за усадки металла или недостаточности присадочного металла при сварке.
3.13
сквозной зазор: Зазор, в котором возможно беспрепятственное прохождение щупа по всей плоскости опирания (прилегания) контролируемых поверхностей. [ГОСТ 7370-2015, пункт 3.1.58] |
3.14 местные неровности: Вогнутости поверхности катания (боковой рабочей грани головки рельса) на заданной базовой длине, образовавшиеся при шлифовке рабочих поверхностей рельса и расположенные вне сварного шва.
4 Технические требования
4.1 Требования к свариваемым рельсам
4.1.1 Термитной сварке подлежат рельсы, прошедшие инспекторский контроль согласно ГОСТ 32894, рельсы типа Р50, Р65, Р75, объемно-закаленные, незакаленные из мартеновской стали и дифференцированно термоупрочненные рельсы типа Р65 категории ДТ в соответствии с ГОСТ 34222.
4.1.2 Требования к сварке термитным способом рельсов типа Р65 и Р75 с выявленными износами определяет владелец инфраструктуры совместно с организацией, имеющей опыт работы по сварке рельсов с учетом требований настоящего стандарта.
Примечание - Допускается при необходимости только согласование требований при участии владельца инфраструктуры.
4.1.3 Рельсы одного типа под сварку могут состоять из проката разных металлургических предприятий-изготовителей и разных марок сталей.
Длина свариваемых рельсов должна быть не менее 6000 мм на прямых и кривых участках пути и 3000 мм - в пределах стрелочных переводов.
4.1.4 Расстояние от торца рельса до края ближайшего болтового отверстия должно быть:
- не менее 50 мм для рельсов Р65 и Р75 и не менее 23 мм для рельсов Р50, предназначенных для сварки с технологическим зазором (стандартным) от 24 до 26 мм включительно;
- не менее 270 мм для рельсов Р65, предназначенных для сварки с технологическим зазором (широким) свыше 26 до 80 мм включительно.
4.1.5 Рельсы перед сваркой подлежат обязательному неразрушающему контролю на длине 300 мм от их торцов. Концы свариваемых рельсов не должны иметь внешних и внутренних дефектов.
4.1.6 Наличие вдавленных клейм на каждом свариваемом рельсе на расстоянии менее 550 мм от торца не допускается.
Выпуклые маркировочные знаки на шейке свариваемого рельса должны быть механически удалены (зашлифованы) до уровня прокатного профиля на расстоянии от торца, мм:
150 - для сварки со стандартным зазором;
300 - для сварки с широким зазором.
4.1.7 Торцы готовых к сварке рельсов должны быть перпендикулярными к продольной оси. Косина торца рельса (отклонение плоскости торца рельса в любом направлении от перпендикулярности продольной оси рельса) не должна превышать 1 мм.
4.2 Требования к рельсам, сваренным термитным способом
4.2.1 Требования к сварке РТС в соответствии с приложением А.
4.2.2 Сварной шов после механической обработки в зоне головки рельсов должен соответствовать профилю сечения соединяемых рельсов.
Поверхность стыка РТС должна быть очищена от остатков форм, песка, заусенцев, литников и не иметь видимых дефектов.
4.2.3 Отклонение положения сварного шва от вертикальной плоскости, перпендикулярной к продольной оси рельса, не должно превышать 2 мм, а ее боковое отклонение от данной плоскости не должно превышать 3 мм.
4.2.4 На прямых участках железнодорожного пути отклонения от прямолинейности (см. 3.9) в зоне стыка РТС (после шлифовки головки рельса) по поверхностям катания и боковой рабочей грани не должны превышать значений, указанных в таблице 1.
Вогнутость стыка по поверхности катания (прогиб вниз) и седловина сварного шва (см. 3.12) не допускаются.
Таблица 1 - Допустимое отклонение от прямолинейности по поверхности катания и по боковой рабочей грани головки рельса в зоне стыка в прямых и кривых участках пути в зависимости от установленной скорости движения
В миллиметрах | |||||
Зона измерения на рельсе | Вид отклонения и его обозначение | Значение параметра допуска при скорости движения, км/ч | |||
До 40 включ. | Св. 40 до 80 включ. | Св. 80 до 160 включ. | Св. 160 | ||
По поверхности катания | Выпуклость стыка ( | 0,8 | 0,5 | 0,3 | 0,2 |
Местные неровности | 0,2 | 0,2 | 0,1 | 0,1 | |
По боковой рабочей грани головки | Вогнутость стыка ( | 0,5 | 0,5 | 0,3 | 0,3 |
Выпуклость стыка ( | 0,5 | 0,5 | 0,1 | 0,1 | |
Местные неровности | 0,2 | 0,2 | 0,1 | 0,1 | |
4.2.5 В кривых участках железнодорожного пути отклонения поверхности от прямолинейности (см. 3.9) в зоне стыка РТС (после шлифовки головки рельса) не должны превышать значений, указанных в таблице 1.
Вогнутость стыка по поверхности катания (прогиб вниз) и седловина сварного шва РТС не допускаются.
Примечание - На кривых железнодорожного пути под прямолинейностью понимают повторение дуги кривой, измеренной на расстоянии не менее 6 м от сварного стыка, с дугой в зоне стыка.
4.2.6 Стыки РТС не должны содержать внутренних дефектов.
4.2.7 Значение твердости металла поверхности катания РТС после чистового шлифования в измеряемых точках должно быть в диапазоне твердостей основного металла новых прокатных рельсов, установленных ГОСТ 34222.
_______________
В Российской Федерации действует ГОСТ Р 51685-2013.
Твердость металла в стыке РТС (сварном шве) и в зоне термического влияния (околошовной зоне), имеющих общую протяженность до 80 мм в обе стороны от центра сварного шва на поверхности катания, должна быть не менее 290 НВ и не более 409 НВ для термически упрочненных рельсов.
Для незакаленных рельсов твердость металла должна быть на уровне твердости основного металла с допустимым предельным отклонением ±20 НВ.
При сварке термоупрочненных рельсов с нетермоупрочненными твердость должна быть не менее 290 НВ и не более 409 НВ.
4.2.8 Стыки РТС должны иметь значения показателей прочности не ниже значений, указанных в таблицах 2 и 3.
Примечание - В качестве показателя прочности принимают величину нагрузки, которую выдерживает контрольный образец при изгибе до разрушения.
Таблица 2 - Наименьшие приемочные значения разрушающей нагрузки контрольных образцов при статическом трехточечном изгибе
В килоньютонах | |||
Наименование показателя | Классификация контрольных образцов рельсов типа Р65 по размеру технологического зазора между рельсами | ||
от 24 до 26 мм включ. | св. 26 до 80 мм включ. | ||
Разрушающая нагрузка | Подошва в растянутой зоне (нагрузка на головку) | 1500 | 1400 |
Головка в растянутой зоне (нагрузка на подошву) | 1350 | 1400 | |
Примечание - Допускается снижение разрушающей нагрузки до 2% на 1 мм износа рельса, но не более 30% при максимальном износе рельса до 15 мм. | |||
Таблица 3 - Наименьшие приемочные значения разрушающей нагрузки контрольных образцов, сваренных со стандартным зазором, при статическом трехточечном изгибе
В килоньютонах | |||
Наименование показателя | Тип рельса | ||
Р50 | Р75 | ||
Разрушающая нагрузка | Подошва рельса в растянутой зоне (нагрузка на головку) | 900 | 1500 |
Головка рельса в растянутой зоне (нагрузка на подошву) | 850 | 1500 | |
Примечание - Допускается снижение разрушающей нагрузки до 2% на 1 мм износа рельса, но не более 30% при максимальном износе рельса до 15 мм. | |||
4.2.9 Излом стыка в месте сварки не должен иметь трещин, пор, шлаковых и других твердых включений по ГОСТ 30242.
_______________
В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012.
4.2.10 Необходимость применения предохранительных накладок по ГОСТ 33184 при эксплуатации РТС на участках железнодорожного пути определяет владелец инфраструктуры.
4.3 Исправление дефектов сварного соединения
4.3.1 Стык РТС вырезают при выявлении дефекта в сварном соединении.
4.3.2 Вырезку дефектного места осуществляют на расстоянии не менее 15 мм от оси сварного шва и не менее 5 мм от края дефекта.
Если ширина зазора, образованного после вырезки дефектного стыка РТС, позволяет применить термитную сварку, допускается повторная термитная сварка по тому же месту.
4.3.3 Вырезка дефектного места между двумя смежными сварными швами, расположенными на расстоянии менее 3000 мм друг от друга, не допускается. В этом случае вырезают участок рельса со смежными швами. При этом длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 6000 мм для прямых участков пути и 3000 мм в пределах стрелочных переводов.
4.4 Маркировка
4.4.1 Стык РТС отмечают масляной краской по ГОСТ 10503 светлого тона двумя полосами шириной 20 мм на шейке и верхней части подошвы рельса на расстоянии 100 мм с обеих сторон шва.
4.4.2 Маркировку РТС наносят на расстоянии не ближе 500 мм и не далее 1500 мм от оси сварного соединения. Маркировку наносят с внутренней стороны колеи на шейке рельса справа от стыка РТС масляной краской по ГОСТ 10503 светлого тона. Высота знаков маркировки должна быть не менее 40,0 мм.
Схема нанесения маркировки РТС представлена на рисунке 2.
Маркировку наносят, разделяя точками, в следующем порядке:
- номер стыка РТС;
- дата сварки (две цифры);
- месяц сварки (две цифры);
- последние две цифры года сварки;
- код предприятия - производителя работ.
|
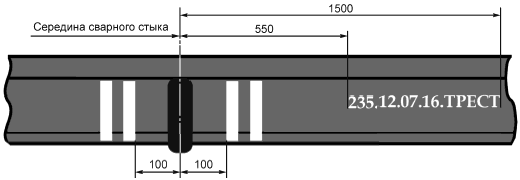
Рисунок 2 - Маркировка РТС (размеры указаны в миллиметрах)
5 Правила приемки
5.1 Общие положения
5.1.1 Для проверки соответствия РТС требованиям настоящего стандарта проводят следующие виды испытаний:
- приемо-сдаточные;
- периодические;
- типовые.
5.1.2 Испытания РТС проводит в соответствии с ГОСТ 15.309 служба технического контроля (СТК) организации, допущенной владельцем инфраструктуры к термитной сварке железнодорожных рельсов.
5.1.3 Взаимосвязь между проверяемыми показателями, видами испытаний и методами контроля приведена в таблице 4.
Таблица 4 - Показатели, виды испытаний и методы контроля
Наименование показателя | Виды испытаний | Пункт настоящего стандарта | |||||
приемо- | перио- | типовые | технических требований | методов контроля | |||
Длина свариваемых рельсов | + | - | - | 4.1.3 | 6.4 | ||
Расстояние от торца рельса до края ближайшего болтового отверстия | + | - | - | 4.1.4 | 6.4 | ||
Отсутствие дефектов на концах свариваемых рельсов | внешних | + | - | - | 4.1.5 | 6.3 | |
внутренних | + | - | - | 4.1.5 | 6.3 | ||
Расстояние от сварного шва до клейм | + | - | - | 4.1.6 | 6.4 | ||
Перпендикулярность торцов готовых к сварке рельсов | + | - | - | 4.1.7 | 6.5 | ||
Соответствие сварного шва профилю сечения соединяемых рельсов, отсутствие внешних дефектов | + | + | + | 4.2.2 | 6.6 | ||
Отклонение положения сварного шва | + | + | + | 4.2.3 | 6.7 | ||
Допускаемые отклонения РТС от прямолинейности по поверхности катания и по боковой грани головки в прямолинейных участках пути | + | - | - | 4.2.4 | 6.8 | ||
Допускаемые отклонения РТС от прямолинейности в кривых участках пути | + | - | - | 4.2.5 | 6.8 | ||
Отсутствие дефектов сварки | неразрушающий контроль | + | - | + | 4.2.6 | 6.9 | |
разрушающий контроль | - | + | + | 4.2.9 | 6.12 | ||
Твердость металла в сварном соединении | - | + | + | 4.2.7 | 6.10 | ||
Прочность стыков РТС | - | + | + | 4.2.8 | 6.11 | ||
Исправление дефектов сварки | + | - | - | 4.3 | 6.14 | ||
Маркировка | + | - | - | 4.4 | 6.15 | ||
| |||||||
5.1.4 Измерение твердости металла в сварном соединении (сварном шве и зоне термического влияния) по поверхности катания рельса (см. 6.10) и выявление дефектов излома стыка РТС (см. 6.12) допускается проводить лабораторией, аккредитованной по ГОСТ ISO/IEC 17025.
5.1.5 Каждое соединение рельсов, выполненное термитной сваркой, после проведения работ должно быть принято в эксплуатацию представителем владельца инфраструктуры.
5.2 Приемо-сдаточные испытания
5.2.1 Перечень показателей, проверяемых при проведении приемо-сдаточных испытаний РТС, приведен в таблице 4.
5.2.2 РТС при приемо-сдаточных испытаниях подвергают сплошному контролю (все сварные стыки).
5.2.3 РТС считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
5.2.4 При обнаружении в процессе неразрушающего контроля внутреннего дефекта в стыке РТС его вырезают.
5.2.5 При выявлении в ходе приемо-сдаточных испытаний превышения допускаемых отклонений от прямолинейности РТС в прямых (см. 4.2.4) и кривых (см. 4.2.5) участках железнодорожного пути исправляют дефектное место в соответствии с 4.3.
5.3 Периодические испытания
5.3.1 Перечень показателей, проверяемых при проведении периодических испытаний, приведен в таблице 4.
5.3.2 Периодические испытания проводит допущенная к термитной сварке железнодорожных рельсов организация с участием уполномоченного представителя владельца инфраструктуры ежегодно весной перед первой сваркой и перед сваркой каждой последующей сотни стыков РТС.
Периодические испытания выполняют на четырех специально изготовленных контрольных образцах.
Примечание - При проведении в пути термической обработки стыков РТС - нормализации - сварные стыки контрольных образцов также должны быть подвергнуты термической обработке - нормализации.
5.3.3 Контрольные образцы считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
5.3.4 В случае неудовлетворительных результатов испытаний на одном контрольном образце из четырех испытания проводят на двух дополнительных контрольных образцах.
В случае неудовлетворительных результатов испытаний хотя бы на одном дополнительном контрольном образце до выявления, совместно с разработчиком процесса термитной сварки, причин, отрицательно влияющих на качество сварки, и их устранения сварку на железнодорожных путях приостанавливают.
5.4 Типовые испытания
5.4.1 В случае внесения изменений в технологический процесс термитной сварки или замены применяемых сварочных материалов проводят типовые испытания, согласно требованиям ГОСТ 15.309-98 (приложение А).
5.4.2 Перечень показателей, проверяемых при проведении типовых испытаний, приведен в таблице 4.
6 Методы контроля
6.1 Применяемые при контроле средства измерений должны быть поверены (калиброваны) в соответствии с национальным законодательством об обеспечении единства измерений.
_______________
В Российской Федерации действует Федеральный закон от 26 июня 2008 г. N 102-ФЗ "Об обеспечении единства измерений".
6.2 Испытательное оборудование должно быть аттестовано в соответствии с требованиями национальных нормативных документов![]() государств, упомянутых в предисловии.
государств, упомянутых в предисловии.
_______________
![]() В Российской Федерации действует ГОСТ Р 8.568-97 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
В Российской Федерации действует ГОСТ Р 8.568-97 "Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения".
6.3 Концы свариваемых рельсов подвергают визуальному контролю на отсутствие внешних дефектов (см. 4.1.5).
Концевые участки рельсов проверяют на отсутствие внутренних дефектов (см. 4.1.5) неразрушающим контролем по ГОСТ 18576.
6.4 Измерение длины свариваемых рельсов (см. 4.1.3) выполняют рулеткой по ГОСТ 7502 со шкалой номинальной длины 10 м.
Измерение расстояния от торца рельса до края ближайшего болтового отверстия (см. 4.1.4) и расстояния от сварного шва до клейм (см. 4.1.6) выполняют при помощи измерительной линейки - 500 по ГОСТ 427 или рулеткой по ГОСТ 7502 номинальной длины в пределах от 1 до 10 м.
6.5 Перпендикулярность торцов готовых к сварке рельсов (см. 4.1.7) измеряют в вертикальной и горизонтальной плоскости с помощью угольника УП-1-250 по ГОСТ 3749 и набора плоских щупов в соответствии с рисунком Б.1 (приложение Б).
6.6 Качество механической обработки стыка РТС после завершения термитной сварки (см. 4.2.2) контролируют визуально. Осмотр шва со стороны головки проводят с применением лупы типа ЛП-1 по ГОСТ 25706 с увеличением от 2 до 4
, со стороны подошвы рельса - с помощью зеркала.
Соответствие сварного шва профилю свариваемых рельсов подтверждают отсутствием зазора между приложенной ко шву серединой линейки с пределом измерения 150 мм по ГОСТ 427 или ЛД-1-125 по ГОСТ 8026 и поверхностью катания или рабочей боковой гранью рельса.
6.7 Отклонения положения сварного шва от вертикальной плоскости (см. 4.2.3) измеряют с помощью угольника УП-1-250 по ГОСТ 3749 и штангенциркуля ШЦ-I-125-0,1 по ГОСТ 166. Схема измерения приведена на рисунке 3.
|
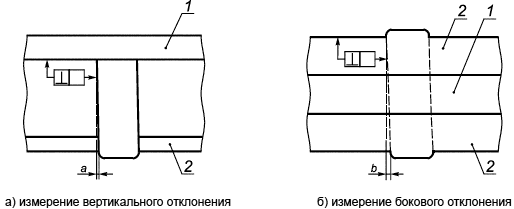
1 - головка рельса; 2 - подошва рельса; a - максимальное допускаемое вертикальное отклонение; b - максимальное допускаемое боковое отклонение
Рисунок 3 - Отклонения положения сварного шва относительно рельса
6.8 Прямолинейность РТС в месте сварки на прямых и кривых участках железнодорожного пути (см. 4.2.4 и 4.2.5) проверяют по поверхности катания и по боковой рабочей грани головки рельса.
Измерения проводят набором плоских щупов в соответствии с рисунком Б.1 (приложение Б) и поверочной линейкой типа ШД-2-1000 по ГОСТ 8026, прикладываемой серединой к центру сварного шва по схемам, приведенным на рисунке 1. Продольная ось линейки должна совпадать с продольной осью рельса по поверхности катания или с линией по боковой рабочей грани головки рельса, расположенной на 13 мм ниже уровня поверхности катания.
Выпуклость стыка (2![]() ) по поверхности катания или по рабочей грани головки рельса (см. рисунок 1, а) измеряют у приподнятого торца линейки типа ШД-2-1000 по ГОСТ 8026 при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение.
) по поверхности катания или по рабочей грани головки рельса (см. рисунок 1, а) измеряют у приподнятого торца линейки типа ШД-2-1000 по ГОСТ 8026 при прижатом другом торце без приложения к нему дополнительных усилий прижатия и вычисляют его фактическое значение.
Вогнутость стыка (![]() ) по рабочей грани головки рельса или по поверхности катания (см. рисунок 1, б) определяют по величине сквозного зазора (см. 3.13) в районе стыка РТС, измеренного при помощи набора плоских щупов в соответствии с рисунком Б.1 (приложение Б) при прижатых торцах поверочной линейки типа ШД-2-1000 по ГОСТ 8026.
) по рабочей грани головки рельса или по поверхности катания (см. рисунок 1, б) определяют по величине сквозного зазора (см. 3.13) в районе стыка РТС, измеренного при помощи набора плоских щупов в соответствии с рисунком Б.1 (приложение Б) при прижатых торцах поверочной линейки типа ШД-2-1000 по ГОСТ 8026.
В кривых по боковой рабочей грани головки значения отклонения вогнутости (![]() ) или выпуклости (
) или выпуклости (![]() ) стыка, приведенные в таблице 1, корректируют на величину поправки. Значение величин поправок определяют как стрелы изгиба рельса по рабочей грани головки (вогнутость, выпуклость), измеренные по центру линейки типа ШД-2-1000 по ГОСТ 8026 на целых рельсах правой и левой нитки на расстоянии от стыка РТС не менее 6 м.
) стыка, приведенные в таблице 1, корректируют на величину поправки. Значение величин поправок определяют как стрелы изгиба рельса по рабочей грани головки (вогнутость, выпуклость), измеренные по центру линейки типа ШД-2-1000 по ГОСТ 8026 на целых рельсах правой и левой нитки на расстоянии от стыка РТС не менее 6 м.
Глубину местных неровностей стыка РТС измеряют в пределах 500 мм в обе стороны от центра сварного шва, исключая зону контроля седловины сварного шва (см. 3.12). Измерения проводят при помощи поверочной линейки типа ШД-2-1000 по ГОСТ 8026, прикладываемой вдоль рельса нулевой отметкой к линии сплавления сварного шва с основным металлом рельса и при помощи набора плоских щупов в соответствии с рисунком Б.1 (приложение Б).
Отсутствие седловины сварного шва контролируют в пределах 62,5 мм в обе стороны от центра сварного шва при помощи поверочной линейки ЛД-1-125 по ГОСТ 8026, прикладываемой вдоль продольной оси рельса серединой к сварному шву, и при помощи набора плоских щупов в соответствии с рисунком Б.1 (приложение Б).
6.9 Неразрушающий контроль стыков РТС на отсутствие внутренних дефектов (см. 4.2.6) выполняют в соответствии с требованиями ГОСТ 34663.
Неразрушающий контроль стыков РТС выполняют при отсутствии предохранительных накладок, при температуре металла в области сварного стыка не более плюс 60°С и при температуре окружающего воздуха не ниже минус 5°С.
6.10 Твердость металла в сварном соединении (сварном шве и зоне термического влияния) по поверхности катания рельса (см. 4.2.7) измеряют по ГОСТ 9012 с погрешностью не более ±5%. Измерения проводят переносным твердомером по методике, приведенной в инструкции по эксплуатации соответствующего прибора.
Схема измерения твердости приведена на рисунке 4.
Твердость металла измеряют в центре сварного шва по поверхности катания, в точках на расстоянии 15 мм от центра в каждую сторону по ширине головки и вдоль рельса в точках 10, 20, 40 и 80 мм от центра сварного шва по поверхности катания в каждую сторону (направление 1 и 2).
|
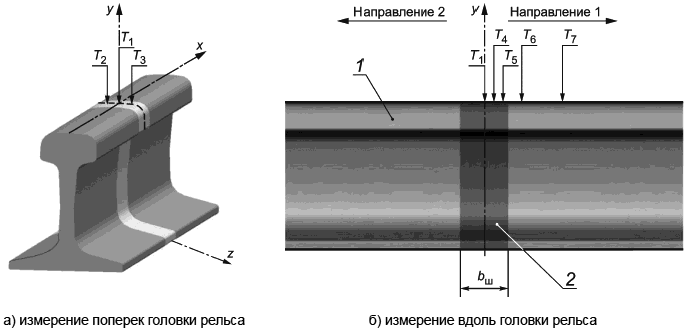
1 - рельс, 2 - сварной шов шириной ![]()
Рисунок 4 - Схема измерения твердости по поверхности катания рельса
6.11 Значение разрушающей нагрузки контрольного образца РТС определяют по схеме, приведенной на рисунке 5.
Испытания на статический поперечный трехточечный изгиб проводят при температуре сварных шлифованных стыков контрольных образцов не выше 50°С. Разрушающую нагрузку (см. 4.2.8) контрольных образцов определяют на прессе, оборудованном системой автоматической записи величины нагрузки на контрольный образец. За результат принимают значения в момент разрушения образца.
_______________
В качестве пресса применяют специализированное серийно выпускаемое испытательное оборудование, аттестованное в соответствии с 6.2.
|
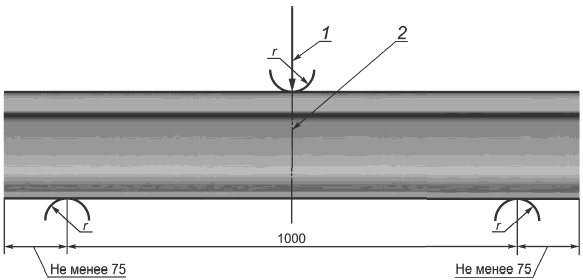
1 - нагрузка; 2 - сварной шов; r - радиус ролика пуансона и опор не менее 25
Рисунок 5 - Схема испытания контрольного образца при статическом трехточечном изгибе (размеры указаны в миллиметрах)
Перемещение плунжера пресса не должно превышать скорости 0,00025 м/с (15 мм/мин) и обеспечивать плавное нарастание нагрузки на контрольный образец в соответствии с ГОСТ 6996.
Требования к проведению испытаний:
- расстояние между опорами пресса, на которые укладывают контрольный образец, должно составлять (1000±5) мм;
- диаметр ролика пуансона, передающего нагрузку на середину испытываемого шва, должен быть не менее 50 мм;
- диаметр опор цилиндрической или полуцилиндрической формы должен быть не менее 50 мм;
- нагрузку прилагают в середине контрольного образца по центру шва;
- один образец испытывают с приложением нагрузки на головку рельса (подошва в растянутой зоне), второй - на подошву (головка в растянутой зоне).
6.12 Дефекты излома стыка РТС и их характер (см. 4.2.9) выявляют визуальным контролем с применением лупы типа ЛП-1 по ГОСТ 25706 с увеличением от 2 до 4
.
6.13 Наличие накладок (см. 4.2.10) проверяют визуально.
6.14 Расстояние от оси сварного шва и от края дефекта до места резки рельса (см. 4.3) измеряют с помощью измерительной линейки с пределом измерения 150 мм по ГОСТ 427, расстояние между двумя смежными сварными швами контролируют рулеткой по ГОСТ 7502 номинальной длины в пределах от 5 до 10 м.
6.15 Наличие маркировки (см. 4.4) проверяют визуально, а ее месторасположение и высоту знаков маркировки - при помощи измерительных линеек по ГОСТ 427.
7 Гарантии изготовителя
7.1 Организация, выполнившая сварку железнодорожных рельсов термитным способом, гарантирует соответствие качества РТС требованиям настоящего стандарта при соблюдении правил эксплуатации.
7.2 Срок гарантии РТС должен быть указан в миллионах тонн брутто пропущенного по ним груза и/или в установленном сроке эксплуатации с момента их сварки, но не менее 250 млн т брутто и/или не менее пяти лет с момента изготовления РТС.
Приложение А
(обязательное)
Требования к сварке
А.1 Рельсы сваривают на закрытом для движения поездов участке железнодорожного пути.
А.2 Сварочные работы на участке железнодорожного пути должна выполнять бригада сварщиков в составе не менее двух человек под руководством координатора сварки организации, допущенной владельцем инфраструктуры к термитной сварке железнодорожных рельсов.
А.3 Сварку могут выполнять только аттестованные сварщики термитной сварки.
При переходе от сварки рельсов со стандартным зазором к широкому зазору (см. 4.1.4) и наоборот для сварщиков требуется дополнительная аттестация.
Необходимость, сроки и порядок прохождения аттестации устанавливают по национальным нормативным документам государств, упомянутых в предисловии.
_______________
В Российской Федерации действует ГОСТ Р 58443-2019.
А.4 Персонал бригады должен быть обеспечен спецодеждой по ГОСТ 12.4.103, перчатками, защитными очками, индивидуальными средствами защиты органов дыхания по ГОСТ 12.4.028, средствами пожаротушения по ГОСТ 12.1.004, одет в сигнальные жилеты.
А.5 Персонал бригады при выполнении сварки должен соблюдать требования ГОСТ 12.3.036 по безопасности труда при газопламенной обработке металлов.
А.6 Сварочные материалы должны соответствовать типу (профилю), категории и качеству (марки стали) свариваемых рельсов.
Координатор сварки в бригаде сварщиков должен быть подготовлен и аттестован на право проведения приемо-сдаточных испытаний РТС в порядке, установленном организацией, допущенной владельцем инфраструктуры к термитной сварке железнодорожных рельсов.
А.7 Термитную сварку железнодорожных рельсов выполняют при температуре воздуха не ниже минус 5°С.
А.8 Для исключения попадания атмосферных осадков в зону термитной сварки рельсов применяют местное укрытие в виде зонта или навеса.
А.9 Допускается после сварки проведение нормализации (термической обработки) металла в подошве рельса в зоне стыка РТС.
Приложение Б
(обязательное)
Набор плоских щупов
|
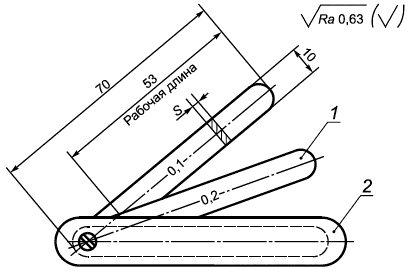
1 - щуп; 2 - обойма; S - 0,1-1 мм через 0,1 мм
Рисунок Б.1 - Набор плоских щупов
Допускаемые отклонения толщины щупов приведены в таблице Б.1.
Таблица Б.1
Толщина щупов, мм | Допускаемые отклонения толщины щупов S, мкм | ||
новых | изношенных | ||
Верх | Низ | ||
От 0,2 до 0,06 включ. | +5 | -3 | -5 |
Св. 0,06 до 0,10 включ. | +6 | -4 | -6 |
Св. 0,10 до 0,20 включ. | +8 | -4 | -8 |
Св. 0,20 до 0,30 включ. | +9 | -5 | -9 |
Св. 0,30 до 0,50 включ. | +11 | -6 | -11 |
Св. 0,50 до 0,60 включ. | +13 | -7 | -13 |
Св. 0,60 до 0,80 включ. | +14 | -8 | -14 |
Св. 0,80 до 1,00 включ. | +16 | -9 | -16 |
УДК 625.143:621.791:006.354 | МКС 45.080 |
Ключевые слова: рельсы железнодорожные, сварка термитная, технические требования, правила приемки, методы контроля | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}