ГОСТ 16277-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДКЛАДКИ РАЗДЕЛЬНОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Plates of separate fastening for railway track. Specifications
МКС 45.080
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (ОАО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 января 2016 г. N 84-П )
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 мая 2016 г. N 323-ст межгосударственный стандарт ГОСТ 16277-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 16277-93 (ИСО 6305-2-83)
6 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технических регламентов: "О безопасности высокоскоростного железнодорожного транспорта" и "О безопасности инфраструктуры железнодорожного транспорта"
7 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на подкладки раздельного скрепления для железнодорожного пути на железобетонных и деревянных шпалах с рельсами Р 65 и Р 50, предназначенные для эксплуатации на железнодорожных путях общего и необщего пользования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 6631 Эмали марок НЦ-132. Технические условия
ГОСТ 7566 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 7661 Глубиномеры индикаторные. Технические условия
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 14019 Материалы металлические. Метод испытания на изгиб
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 подкладка раздельного скрепления: Стальное изделие, являющееся деталью раздельного рельсового скрепления и предназначенное для закрепления рельса на опоре.
3.2 подошва рельса: Элемент рельса, расположенный ниже его шейки и в процессе работы опирающийся на рельсовые опоры.
3.3 агрессивные жидкости: Жидкие химические соединения (растворы и смеси), способные разрушать различные материалы, а также вызывать химические повреждения кожных покровов и слизистых оболочек людей и животных.
3.4 владелец инфраструктуры: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру на праве собственности или ином праве и оказывающие услуги по ее использованию на основании соответствующей лицензии и договора.
3.5 минимально допустимые требования безопасности: Совокупность геометрических показателей подкладки, имеющих количественную оценку и обеспечивающих беспрепятственный монтаж узла скрепления.
3.6 типовой представитель продукции: Представитель группы изделий (продукции), выпускаемых по одному НТД и образующих типоразмерный ряд, по результатам оценки уровня качества которого оценивают все изделия (продукцию), входящие в данную группу.
4 Классификация подкладок по типам и основные параметры
4.1 Буквы в наименовании типа подкладки указывают на область ее применения:
К | тип раздельного скрепления "К"; |
Д | подкладки для деревянных шпал; |
Б | подкладки для железобетонных шпал; |
С | подкладки для стрелочных переводов. |
Подкладки типа КБ 65 и КБ 50 применяют в рельсовых скреплениях на железобетонных шпалах.
Подкладки типа КД 65 и КД 50 применяют в рельсовых скреплениях на деревянных шпалах, обеспечивают наклон рельсовых нитей внутрь колеи.
Подкладки типа СК 65 и СК 50 применяют в рельсовых скреплениях на деревянных шпалах и брусьях в конструкциях железнодорожного пути, где не предусмотрен наклон рельсовых нитей.
4.2 Подкладки с индексом "65" применяют для рельсов Р65 и Р75. Подкладки с индексом "50" применяют для рельсов Р50.
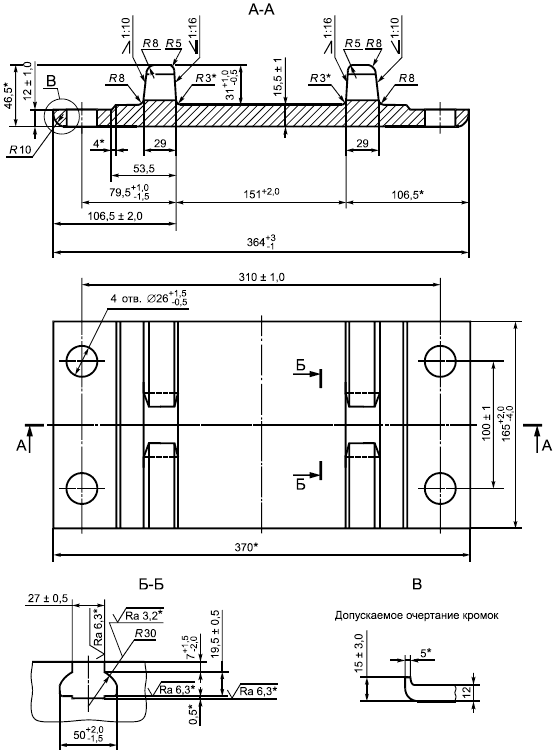
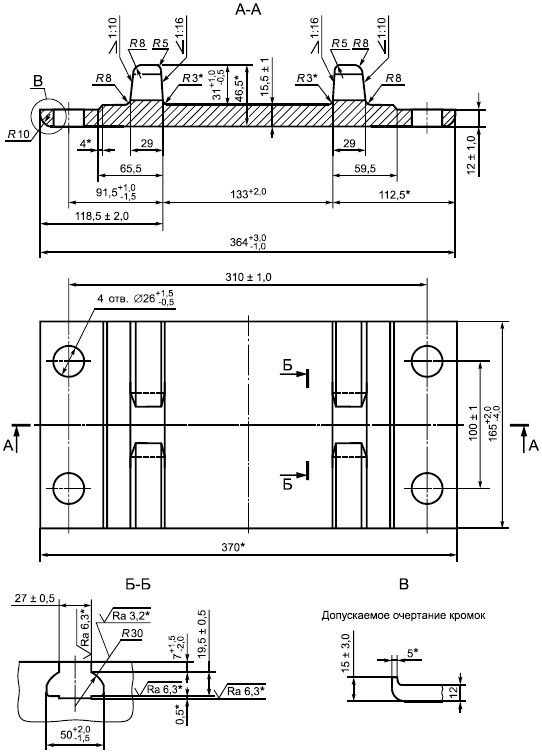
4.3 Конструкция и основные размеры подкладок КБ 65, КБ 50, СК 65, СК 50, КД 65 и КД 50 представлены на рисунках 1-6.
Примечание - Рисунки 1-6 не могут быть использованы в качестве чертежей.
4.4 Размеры, на которые не установлены предельные отклонения в готовых подкладках, не контролируют, но должны быть обеспечены технологией. В случае их проверки предельные отклонения не должны превышать ±1 мм.
5 Технические требования
5.1 Основные показатели
5.1.1 Конструкция и размеры подкладок должны соответствовать значениям, указанным на рисунках 1-6 и в таблице 1.
Площадь поперечного сечения и масса подкладок указаны в таблице А.1 (приложение А).
Пример условного обозначения подкладки типа КБ к рельсам Р 65 исполнения 1 нормальной точности:
Пример - Подкладка 1 КБ 65 ГОСТ ......
Пример условного обозначения подкладки исполнения 2, повышенной точности:
Пример - Подкладка 2 КБ 65 ГОСТ......
Пример условного обозначения подкладки типа СК к рельсам Р 65 нормальной точности:
Пример - Подкладка СК65 ГОСТ ....
Пример условного обозначения подкладки типа КД к рельсам Р 65:
Пример - Подкладка КД 65 ГОСТ ......
5.1.2 Поверхности прилегания подкладок к подошве рельса и к шпале должны быть плоскими (см.таблицу 2).
|
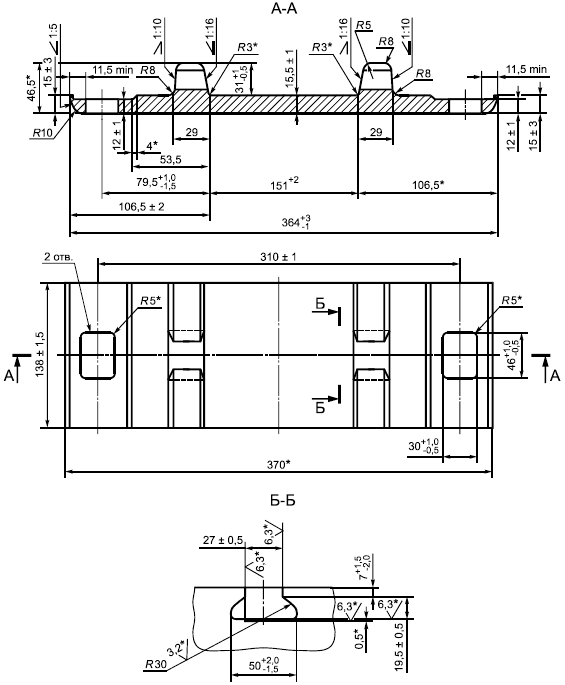
* Размеры для справок.
Рисунок 1 - Конструкция и размеры подкладок типа КБ 65
|
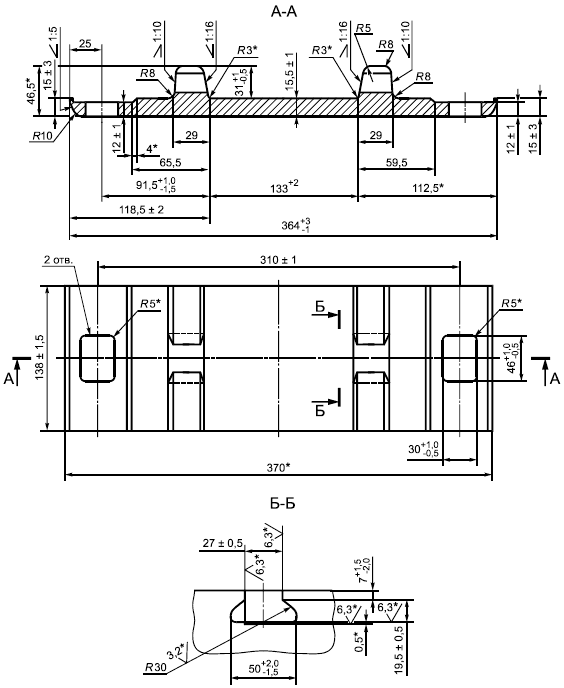
* Размеры для справок.
Рисунок 2 - Конструкция и размеры подкладок типа КБ 50
|
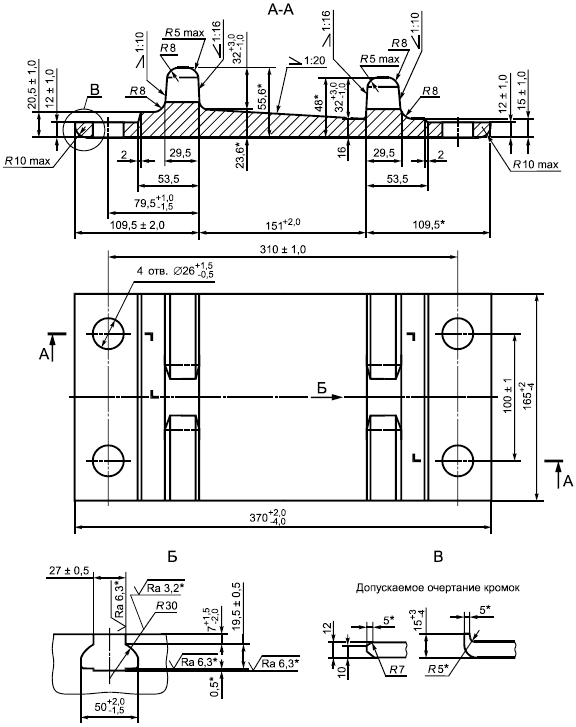
* Размеры для справок.
Рисунок 3 - Конструкция и размеры подкладок типа КД 65
|
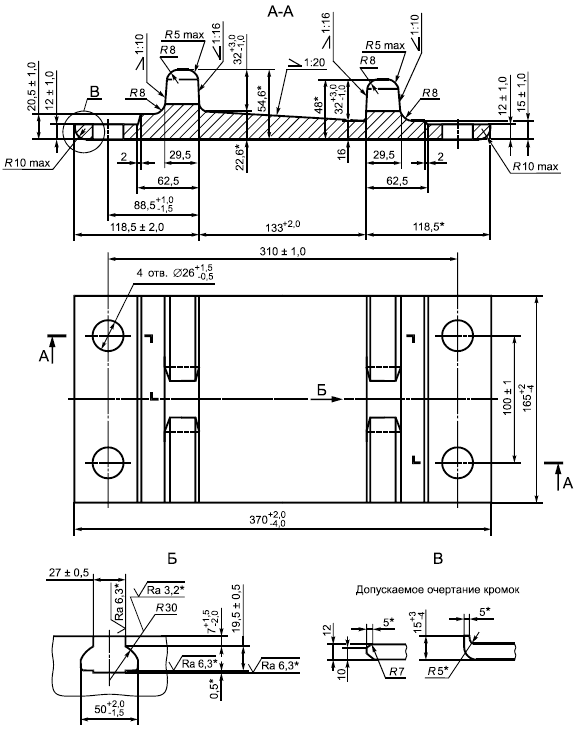
* Размеры для справок.
Рисунок 4 - Конструкция и размеры подкладок типа КД 50
|
* Размеры для справок.
Рисунок 5 - Конструкция и размеры подкладок типа CК 65
|
* Размеры для справок.
Рисунок 6 - Конструкция и размеры подкладок типа СК 50
Таблица 1 - Геометрические размеры подкладок
В миллиметрах
Наименование показателя | Вариант исполнения подкладки | ||||||
КБ 65 | КБ 50 | КД 65 | КД 50 | СК 65 | СК 50 | ||
Исполне- | Исполне- | ||||||
Ширина | |||||||
- внутренняя** для варианта изготовления с выступающей кромкой; | 364,0 | 364,0 | 364,0 | 370,0 | 370,0 | 364,0 | 364,0 |
- габаритная* | 370,0 | 370,0 | 370,0 | - | - | 370,0 | 370,0 |
Длина, g** | 140,0 | 138,0±1,5 | 138,0±1,5 | 165,0 | 165,0 | 165,0 | 165,0 |
Высота по краю подкладки | 15,0±3,0 | 15,0±3,0 | 15,0±3,0 | 15,0 | 15,0 | 15,0±3,0 | 15,0±3,0 |
Толщина подкладки по центру** | 15,5±1,0 | 15,5±1,0 | 15,5±1,0 | - | - | 15,5±1,0 | 15,5±1,0 |
Минимальная толщина подкладки на подрельсовой площадке | - | - | - | 16,0 | 16,0 | - | - |
Максимальная толщина подкладки на подрельсовой площадке | - | - | - | 23,6 | 22,6 | - | - |
Высота подкладки, Н | 47,5±1,0 | 46,5 | 46,5 | - | - | 46,5 | 46,5 |
Минимальная высота подкладки на подрельсовой площадке* | - | - | - | 48,0 | 48,0 | - | - |
Максимальная высота подкладки на подрельсовой площадке | - | - | - | 56,1 | 54,6 | - | - |
Ширина площадки под рельс (а) ** | 151,0+2,0 | 151,0+2,0 | 133,0+2,0 | 151,0+2,0 | 133,0+2,0 | 151,0+2,0 | 133,0+2,0 |
Расстояние от края подрельсовой площадки до ближнего края подкладки (b, f) | 106,5±2,0 | 106,5±2,0 | 118,5±2,0 | 109,5±2,0 | 118,5±2,0 | 106,5±2,0 | 118,5±2,0 |
Расстояние от центра отверстия до ближнего края подрельсовой площадки (с)** | 79,5 | 79,5 | 91,5 | 79,5 | 88,5 | 79,5 | 91,5 |
Расстояние от края подрельсовой площадки до края площадки для опирания тыльной стороны клеммы (d, е) | 53,5 | 53,5 | 65,5 | 53,5 | 62,5 | 53,5 | 65,5 |
Расстояние от края крепежного отверстия до боковой кромки подкладки, не менее* | 11,5 | 11,5 min | - | - | - | 11,5 | 11,5 |
Расстояние между центрами крепежных отверстий по ширине | 310,0 | 310±1,0 | 310±1,0 | 310±1,0 | 310±1,0 | 310±1,0 | 310±1,0 |
Расстояние между центрами крепежных отверстий по длине | - | - | - | 100,0±1,0 | 100,0±1,0 | 100,0±1,0 | 100,0±1,0 |
Диаметр крепежных отверстий | - | - | - | 26,0 | 26,0 | 26,0 | 26,0 |
Толщина подкладки по крепежному отверстию | 12,0±1,0 | 12,0±1,0 | 12,0±1,0 | 12,0±1,0 | 12,0±1,0 | 12,0±1,0 | 12,0±1,0 |
Высота реборды h | 32,0 | 31,0 | 31,0 | 32,0 | 32,0 | 31,0 | 31,0 |
Ширина основания клеммного паза** | 50,0 | 50,0 | 50,0 | 50,0 | 50,0 | ||
Ширина** вершины клеммного паза | 27,0±0,5 | 27,0±0,5 | 27,0±0,5 | 27,0±0,5 | 27,0±0,5 | 27,0±0,5 | |
Высота клеммного паза** | 19,0±0,5 | 19,5±0,5 | 19,5±0,5 | 19,5±0,5 | 19,5±0,5 | 19,5±0,5 | 19,5±0,5 |
Толщина края верхней части клеммного паза | 7,0 | 7,0 | 7,0 | 7,0 | 7,0 | 7,0 | |
* Размеры для справок. | |||||||
5.1.3 Допустимые отклонения от геометрической формы подкладок указаны в таблице 2. Для подкладок КБ 50, КД 50, КД 65, СК 50, СК 65, не имеющих категорий исполнения, допускаемые отклонения должны соответствовать исполнению 1.
Таблица 2 - Допустимые отклонения от геометрической формы подкладок
В миллиметрах
Наименование показателей | Допустимые отклонения | ||
Исполнение 1 | Исполнение 2 | ||
Продольная и поперечная выпуклость и вогнутость прилегания подкладок к шпале, не более | 1,2 | ||
Вогнутость поверхности прилегания подкладок к подошве рельса | 0,4 | ||
Вогнутость поверхности прилегания подкладок к подошве рельса на расстоянии от торца до 20 мм, не более | 1,5 | ||
Отклонение от перпендикулярности торцов подкладок | в вертикальной плоскости, не более | 2,0 | |
в горизонтальной плоскости, не более | 5,0 | 3,0 | |
Отклонение от симметричности расположения осей отверстий относительно поперечной оси, не более | 2,0 | 1,5 | |
5.1.4 Заусенцы, отпечатки на поверхности прилегания подкладок к подошве рельса и к шпале, а также на внутренних гранях реборд не должны выходить за пределы опорных поверхностей.
Не допускаются следы механической обработки глубиной более 0,5 мм.
5.1.5 Допустимые дефекты поверхности подкладок и их размеры приведены в таблице 3. Для подкладок КБ 50, КД 50, КД 65, СК 50, СК 65, не имеющих категорий исполнения, допустимые размеры дефектов должны соответствовать исполнению 1.
5.1.6 На поверхности торцов подкладок, крепежных отверстий и пазов для клеммных болтов (для подкладок типа КБ) не должно быть расслоений.
5.1.7 При прошивке крепежных отверстий подкладок допускается местное выпучивание металла на кромках не более чем на 1 мм. При этом допускается деформация верхней части клеммного паза.
Таблица 3 - Допустимые размеры дефектов поверхности подкладок
В миллиметрах
Наименование дефекта | Допустимые отклонения | ||
Исполнение 1 | Исполнение 2 | ||
Раскатанные загрязнения, пузыри, закаты, риски, рябизна, рванины, отпечатки и плены | на поверхности прилегания подкладок к подошве рельса и к шпале, на участке между ребордами, не более | 0,5 | 0,4 |
на боковых кромках, не более | 2,0 | 1,5 | |
на остальных поверхностях, не более | 1,0 | 0,8 | |
Риски, сколы, царапины, уступы | на опорной поверхности паза, не более | 1,0 | 0,5 |
на поверхности торцов подкладок, не более | 3,0 | 2,0 | |
Заусенцы | по периметру пазов для клеммных болтов, не более | 1,5 | 0,2 |
по периметру крепежных отверстий, выходящих за опорную верхнюю поверхность, не более | 0,5 | 0,2 | |
на остальных поверхностях, не более | 1,0 | 1,0 | |
Утяжка металла при рубке под ребордами у торцов подкладок, не более | 4,0 | 2,5 | |
На остальной поверхности | Не контролируется | Не контролируется | |
Утяжка металла при прошивке пазов для клеммных болтов (для подкладок КБ 65), не более | 8,0 | Не допускается | |
Отгиб концов реборд паза внутрь подкладок, не более | 1,5 | Не допускается | |
Плавное поднятие концов реборд паза при прошивке в холодном состоянии | 5,0 | Не допускается | |
Примечание - Заварка и заделка дефектов не допускаются. | |||
5.1.8 При изготовлении пазов для клеммных болтов (для подкладок типа КБ) допускается механическая обработка реборды до уровня нижней поверхности паза.
5.1.9 Подкладки должны выдерживать без излома, трещин и надрывов испытание на изгиб под углом 45°.
5.2 Требования к материалам
5.2.1 Подкладки изготавливают из полос, прокатанных из стали марок Ст4пс, Ст4кп, Ст4сп по ГОСТ 380, категорий 2 и 3 по ГОСТ 535.
5.2.2 Допускается изготавливать подкладки из полос, прокатанных из стали марок Ст3кп, Ст3пс, Ст3сп массовой долей углерода не менее 0,16% (при этом суммарное количество углерода и 1/4 марганца должно составлять не менее 0,28%). Подкладки следует изготавливать без термообработки.
5.2.3 Доля химических элементов в составе стали подкладок не должна превышать, %:
0,16-0,27 | углерода; |
0,30-0,70 | марганца; |
0,3 | кремния; |
0,04 | фосфора; |
0,05 | серы. |
5.3 Требования надежности
5.3.1 Удельный (на 100 млн т брутто перевезенного груза) выход из строя подкладок в эксплуатации должен быть не более 2,5%.
5.3.2 Показатели надежности представлены в таблице 4.
Таблица 4 - Показатели надежности подкладок
Наименование показателя | Обозначение показателя | Величина показателя |
Средняя наработка на отказ |
| 1000 млн т брутто |
Вероятность безотказной работы | P(t) | 85% |
| ||
5.3.3 Назначенный срок службы составляет 15 лет (подкладки неремонтопригодны).
5.4 Маркировка
5.4.1 На каждой подкладке на наружной стороне базовой полки должен быть выкатан товарный знак или условное обозначение предприятия-изготовителя.
5.4.2 На один из торцов подкладок, соответствующих второму сорту, должна быть нанесена полоса несмываемой красной эмалью НЦ-132 согласно требованиям ГОСТ 7566. Эмаль должна соответствовать ГОСТ 6631.
Допускается применение других красок и эмалей с характеристиками, обеспечивающими показатели не ниже установленных ГОСТ 6631.
5.4.3 На две подкладки каждой принятой партии навешивают металлические ярлыки, в которых должны быть указаны знаки маркировки:
- единый знак обращения продукции на рынке;
- товарный знак или условное обозначение предприятия-изготовителя;
- год и месяц изготовления подкладок;
- тип подкладок;
- номер партии;
- число подкладок в штуках или масса продукции в тоннах;
- клеймо технического контроля предприятия-изготовителя.
Форму ярлыка определяет предприятие-изготовитель в соответствии с ГОСТ 7566.
5.5 Упаковка
Подкладки отгружают заказчику партиями без упаковки.
6 Правила приемки
6.1 Основные положения
6.1.1 Для проверки соответствия подкладок требованиям настоящего стандарта проводят следующие категории испытаний по ГОСТ 15.309:
- приемо-сдаточные;
- типовые.
6.1.2 Подкладки, принятые службой технического контроля предприятия-изготовителя по результатам приемо-сдаточных испытаний, предъявляют для приемочного контроля представителю заказчика по требованию.
Результаты приемки подкладок хранят на предприятии-изготовителе не менее трех лет с момента их изготовления.
6.1.3 Подкладки, соответствующие требованиям 5.1.1-5.1.9, относят к первому сорту.
6.1.4 Ко второму сорту относят подкладки хотя бы с одним из следующих отклонений от требований:
- по допускаемым размерам дефектов поверхности подкладок, превышающим не более чем вдвое (за исключением расстояния между ребордами) предельные отклонения (см. 5.1.7, таблица 3);
- по выпуклости и вогнутости плоскостей прилегания подкладок к подошве рельса и к шпале, утяжкам, по отклонению от перпендикулярности торцов (см. 5.1.3, таблица 2) не более чем вдвое;
- по расслоениям металла в торцах (см. 5.1.6) - длиной не более 25 мм;
- по углу изгиба на 15° - менее установленного в 5.1.9.
6.1.5 Подкладки первого сорта или 2-й категории исполнения предназначены для использования на железнодорожных путях общего пользования. Подкладки второго сорта или 1-й категории исполнения могут быть использованы только на железнодорожных путях необщего пользования.
6.1.6 Удельный выход из строя подкладок в эксплуатации (см. 5.3.1) определяют по результатам эксплуатационных испытаний при постановке на производство.
6.1.7 В целях подтверждения соответствия испытания подкладок по 7.1-7.4, 7.6 проводят на 20 подкладках, по 7.5 - на одной и по 7.7 - на 100 подкладках отобранных методом "вслепую" по ГОСТ 18321-73 (подраздел 3.4) из партии прошедшей приемо-сдаточные испытания. По 7.6 контролируют по результатам анализа ковшовой пробы, приведенной в паспорте плавки.
Подкладки считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
6.2 Приемо-сдаточные испытания
6.2.1 При приемо-сдаточных испытаниях проверяют:
- химический состав и марку стали (см. 5.2.1-5.2.3);
- основные размеры (см. 5.1.1, таблица 1, рисунки 1-6);
- отклонение от геометрической формы подкладок (см. 5.1.2, 5.1.3, таблица 2);
- дефекты поверхности подкладок и их размеры (см. 5.1.5, 5.1.7, таблица 3);
- отсутствие следов расслоений на поверхности торцов, крепежных отверстий и пазов для клеммных болтов (см. 5.1.6);
- предельные отклонения по ширине подкладок, связанные с местным выпучиванием металла на кромках подкладок при прошивке крепежных отверстий (см. 5.1.7);
- уровень реборды относительно уровня нижней поверхности паза для клеммных болтов (см. 5.1.8);
- на изгиб под углом 45° (см. 5.1.9);
- маркировку (см. 5.4).
6.2.2 Подкладки предъявляют к приемке партиями. Партия должна состоять из подкладок одного типа, одной плавки в количестве от 500 до 3000 шт., при этом остаток менее 500 шт. присоединяют к одной из партий данной плавки. Допускается комплектовать партию не более чем из двух плавок.
6.2.3 При приемо-сдаточных испытаниях из партии отбирают подкладки методом "вслепую" (методом наибольшей объективности) по ГОСТ 18321-73 (пункт 3.4):
- 10 подкладок - для проверки основных размеров и дефектов поверхности (см. 5.1.1, таблицы 1 и 3, рисунки 1-6, 5.1.5-5.1.8);
- 20 подкладок - для контроля отклонений от геометрической формы подкладок (см. 5.1.2, 5.1.3, таблица 2);
- одну подкладку - для испытания на изгиб (см. 5.1.9).
Результаты испытаний распространяют на подкладки всей партии.
6.2.4 Химический состав стали по 5.2.1-5.2.3 контролируют по результатам анализа ковшовой пробы, приведенной в паспорте плавки.
6.2.5 При обнаружении в выборке хотя бы одной подкладки с вогнутостью поверхности прилегания к подошве рельса или имеющей другие дефекты, превышающие установленные в таблицах 2 и 3 нормы, или отклонения по размерам в двух и более подкладках или при отрицательных результатах испытаний на изгиб проводят повторные испытания удвоенного числа подкладок.
Если при повторной проверке будут обнаружены отклонения в размерах или отрицательные результаты испытания на одной подкладке, все подкладки такой партии бракуют.
Если в партии будут обнаружены отклонения, не допустимые для первого сорта, но находящиеся в пределах требований ко второму сорту, то такая партия подкладок должна быть отнесена ко второму сорту.
Если отклонения, обнаруженные в партии подкладок, превышают нормы, установленные для второго сорта, то такую партию подкладок бракуют (заливают известью для идентификации бракованных подкладок).
Подкладки, не соответствующие требованиям настоящего стандарта,, подлежат утилизации.
6.2.6 При положительных результатах приемо-сдаточных испытаний составляют сопроводительный документ (паспорт). Паспорт должен в соответствии с требованиями ГОСТ 7566 содержать:
- наименование предприятия-изготовителя и его адрес;
- тип и сорт подкладок;
- обозначение стандарта, по которым изготовлены и приняты подкладки;
- номер партии;
- число подкладок в штуках или массу продукции в тоннах (см. приложение А);
- штамп и подпись представителя ОТК изготовителя;
- печать и подпись представителя заказчика (при его наличии);
- дату отгрузки, номер вагона;
- номер заказа, адрес и наименование получателя.
По соглашению между заказчиком и изготовителем в паспорт могут быть внесены дополнительные сведения.
6.3 Типовые испытания
Для оценки эффективности и целесообразности внесения предлагаемых изменений в конструкцию выпускаемых подкладок и (или) технологию их изготовления проводят типовые испытания в соответствии с ГОСТ 15.309-98 (приложение А).
7 Методы контроля
7.1 Размеры, вогнутость, выпуклость подкладок, отклонение от перпендикулярности торцов подкладок, отклонение от симметричности расположения осей отверстий относительно поперечной оси (см. рисунки 1-6, таблица 1, 5.1.2, таблица 2) следует проверять при помощи шаблонов, изготовленных и аттестованных предприятием-изготовителем, аккредитованным в национальной системе аккредитации на право поверки (калибровки) средств измерений, и (или) при помощи штангенциркулей типов ШЦ-II-250-0,05 и ШЦ-II-250-630-0,1-1 ГОСТ 166 и линейками поверочными типа ШД длиной 630 и 1000 мм - ГОСТ 8026.
7.2 Наличие поверхностных дефектов (см. 5.1.4, 5.1.7-5.1.8) проверяют визуально. При обнаружении дефекта для определения его величины используют штангенциркуль типа ШЦ-I-125 ГОСТ 166.
7.3 Контроль допускаемых дефектов поверхности подкладки (см. 5.1.7, таблица 3) должен быть произведен при помощи штангенциркуля типа ШЦ-II-250-0,05 ГОСТ 166 и глубиномером индикаторным ГИ по ГОСТ 7661 без применения увеличительных приборов и пологой зачисти механическим инструментом.
7.4 Испытания подкладок на изгиб (см. 5.1.9) - по ГОСТ 14019.
При испытании на изгиб подкладку кладут нижней поверхностью на приспособление V-образной формы или на роликовые опоры и изгибают на угол 45° (внешний) при помощи оправки радиусом 10 мм. Угол между наклонными плоскостями приспособления должен быть 135°.
Допускается перед испытанием абразивная обработка кромок подкладок.
7.5 Маркировку подкладок (см. 5.4.1-5.4.3) проверяют визуальным осмотром.
7.6 Марку стали и химический состав стали (см. 5.2.1-5.2.3) контролируют по результатам анализа ковшовой пробы, приведенной в паспорте плавки.
7.7 Определение удельного выхода из строя подкладок по 5.3.1 проводят на испытательном полигоне. Испытания выполняют на типовом представителе подкладок раздельного скрепления КБ 65 и при условии соблюдения идентичности технологии производства и используемых марок стали, результаты испытаний распространяют на подкладки КБ 50, КД 50, КД 65, СК 50, СК 65.
На опытном участке протяженностью 25 м укладывают 100 шт. подкладок, которые испытывают в условиях, близких к условиям эксплуатации, до наработки не менее 100 млн т брутто. Результаты испытаний считают положительными, если удельный выход из строя подкладок составил не более 2,5%.
8 Транспортирование и хранение
8.1 Транспортирование подкладок может быть произведено любым видом транспорта при соблюдении правил перевозки грузов, действующих на соответствующих видах транспорта.
8.2 Подкладки допускается хранить на открытом воздухе в отведенных для хранения местах. Место хранения должно быть защищено от попадания агрессивных жидкостей.
9 Гарантии изготовителя
9.1 Предприятие-изготовитель гарантирует соответствие подкладок требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
9.2 Гарантийный срок службы подкладок с момента укладки в путь при условии соблюдения установленных правил транспортирования, хранения, укладки, эксплуатации и текущего содержания пути составляет 10 лет, или 300 млн.т брутто пропущенного тоннажа - для кривых радиусом 600 м и менее; 500 млн т брутто - для кривых радиусом более 600 м.
Приложение А
(обязательное)
Данные для определения массы партии подкладок
Таблица А.1 - Исходные данные и масса одной подкладки
Условное обозначение | Площадь сечения профиля А - А, см | Масса, кг | |
1 м проката | одной подкладки | ||
1 КБ 65 | 70,07 | 55,00 | 7,00 |
2 КБ 65 | 69,70 | 54,70 | 6,85 |
КБ 50 | 69,7 | 54,7 | 6,85 |
КД 65 | 79,57 | 62,46 | 9,7 |
КД 50 | 78,81 | 61,87 | 9,6 |
СК 65 | 69,7 | 54,7 | 8,3 |
СК 50 | 69,7 | 54,7 | 8,3 |
Примечание - Масса подкладки определена, исходя из номинальных размеров по плотности стали 7850 кг/м | |||
УДК 625.142.4:006 |
| МКС 45.080 |
Ключевые слова: подкладки раздельного скрепления, технические требования, конструкция и размеры, маркировка, правила приемки, методы испытаний | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}