ГОСТ 23588-79
Группа Э02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОНТАЖ ЭЛЕКТРИЧЕСКИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ И ПРИБОРОВ
Технические требования к монтажу соединителей А и РП
Mounting of electric radioelectronic equipment and instruments.
Technical requirements for mounting of connectors A and РП
Дата введения 1980-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минобщемашем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.04.79 N 1534
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 14312-79 | 1 |
ГОСТ 21962-76 | 1 |
ГОСТ 23585-79 | 26 |
4. ПЕРЕИЗДАНИЕ, февраль 1998 г., с Изменениями N 1, 2, утвержденными в декабре 1983 г. и марте 1990 г.
1. Настоящий стандарт распространяется на электрический монтаж (далее - монтаж) радиоэлектронной аппаратуры и приборов.
Стандарт устанавливает требования к монтажу приборных частей электрических соединителей А и РП.
Термины, применяемые в стандарте, соответствуют ГОСТ 21962 и ГОСТ 14312.
2. Монтаж соединителей А и РП должен производиться в соответствии с требованиями настоящего стандарта, нормативной документации (НД), конструкторской и технологической документации, утвержденной в установленном порядке.
3. Монтаж однотипных соединителей в изделии должен быть идентичным.
4. Для обеспечения идентичности монтажа соединителей следует изготовлять контрольный образец монтажа, утвержденный в установленном порядке.
Для опытных образцов изделий контрольные образцы монтажа не устанавливают.
5. Требования к монтажу приборных частей соединителей А и РП, установленные настоящим стандартом, должны быть указаны в конструкторской документации.
Пример: "Технические требования к электромонтажу приборных частей соединителей А по ГОСТ 23588".
6. Дополнительные требования к монтажу соединителей, не снижающие его качество, должны указываться в конструкторской и технологической документации.
7. Площадь сечения проводов, подводимых к контакт-деталям (далее - контакт) соединителей А и РП, не должна превышать площади сечения, установленной в технических условиях на соединители конкретных типов.
8. Если в одно отверстие контакта соединителя необходимо впаять несколько проводов меньшего сечения, то жилы всех проводов должны быть скручены вместе, а суммарный диаметр облуженных проводов должен быть меньше диаметра соответствующего отверстия в контакте соединителя.
9. Длина паяной части провода, входящего в отверстие крепежной части контакта, должна быть равна длине монтажной части внутренней полости контакта.
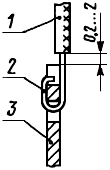
10. Заделка одного провода площадью сечения до 0,75 мм в контакт соединителя А должна соответствовать черт.1, 2. В этом случае на крепежную часть соединителей А трубки не надевать.
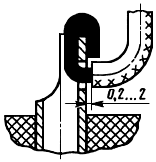
Черт.1
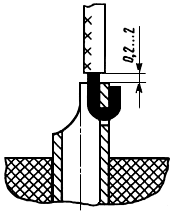
Черт.2
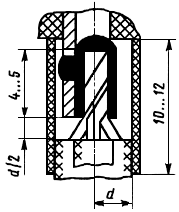
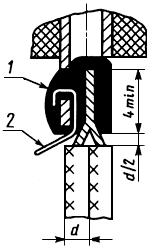
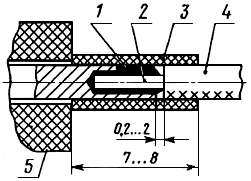
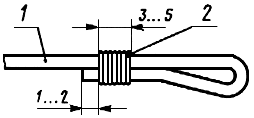
11. Заделка одного и более проводов общей площадью сечения от 0,75 до 2,50 мм в контакт соединителя А без перемычки должна соответствовать черт.3, с перемычкой - черт.4.
Черт.3
1 - припой;
2 - перемычка
Черт.4
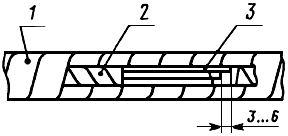
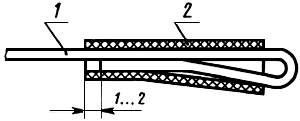
12. Заделка проводов в контакт соединителя РП должна соответствовать черт.5, 6.
1 - припой;
2 - жила; 3 - изоляционная трубка; 4 - провод; 5 - соединитель типа РП-15
Черт.5
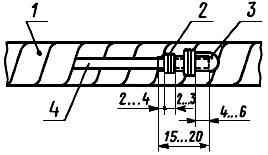
1 - провод;
2 - жила; 3 - контакт соединителя типа РП-14
Черт.6
13. При внутреннем диаметре хвостовика контакта свыше 2,0 мм, а также для проводов с полиэтиленовой изоляцией оголение провода от изоляции не должно быть более 3,0 мм.
14. Резервные контакты в соединителе запаивают отрезками проводов одной из марок, которыми производят монтаж. Рекомендуемая длина проводов 40-100 мм.
Необходимость запайки резервных контактов определяет разработчик технической документации.
(Измененная редакция, Изм. N 1).
15. Резервные контакты не следует запаивать в соединителях, заливаемых герметиком или работающих непродолжительное время (до 15 мин разового действия) при воздействии вибрации, соответствующей техническим условиям на соединители.
16. Концы резервных проводов следует заделать в общий жгут в соответствии с черт.7-10.
1 - жгут; 2 - изоляционная лента; 3 - резервные провода
Черт.7
1 - жгут; 2 - нитяной бандаж; 3 - изоляционная трубка; 4 - провод
Черт.8
1 - провод; 2- нитяной бандаж
Черт.9
1 - провод;
2 - изоляционная трубка
Черт.10
17. При монтаже соединителей не допускается применять провода, у которых наружный диаметр по изоляции вместе с надеваемой на провод изоляционной трубкой больше, чем расстояние между осями контактов в соединителе.
18. Провода, заделываемые в соединители, должны быть закреплены у корпуса соединителя.
При монтаже соединителя типа РП-14 каждый провод, подпаиваемый в контакт, следует крепить отдельно.
19. Рихтовка проводов после пайки не допускается.
20. Провода жгута должны быть связаны по рядам контактов соединителей в соответствии с черт.11, 12, при этом допускается перекрещивание отдельных проводов.
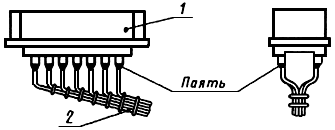
1 - соединитель; 2 - жгут
Черт.11
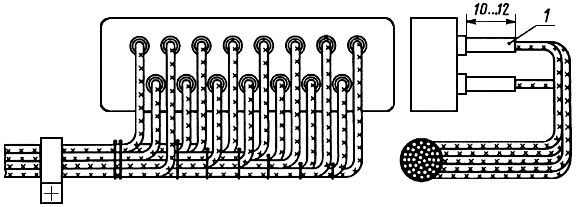
1 - изоляционная трубка
Черт.12
21. Перемычки в соединителе, выполненные монтажным проводом, следует выводить петлей в жгут. Петли перемычек следует располагать ступенчато. Длина петли перемычки в этом случае не должна превышать 100 мм от крепления жгута у соединителя.
Необходимость введения перемычек петлей в жгут определяет разработчик конструкторской документации.
(Измененная редакция, Изм. N 2).
22. При большом количестве перемычек в соединителе и малом количестве цепей (до 10 цепей) перемычки следует вводить ступенчато в ствол жгута. Длина части перемычки в стволе жгута не должна превышать 100 мм.
23. Провода к контактам соединителей должны подходить свободно без натяжения, быть отрихтованы и иметь залас по длине на одну перепайку. При заливке компаундом запас может отсутствовать.
24. Зачистку проводов от изоляции следует производить на длину 10-12 мм.
25. Жилы проводов следует скрутить в сторону повива, облудить и отрезать в размер.
26. При заделке в соединители экранированных проводов, разделанных по ГОСТ 23585, не допускается, чтобы оплетка экранов этих проводов входила в изоляционные трубки, надеваемые на контакты соединителей.
27. Перед пайкой концы проводов жгута следует продеть в отверстие специального шаблона (имитатор контактного поля соединителя) для предупреждения перекрещивания проводов в зоне монтажа.
28. Перед пайкой в контакты соединителей на провода должны быть надеты изоляционные трубки диаметром, обеспечивающим плотную посадку их после пайки на контакте и (или) проводе (проводах).
Если соединители подлежат заливке или обволакиванию, возможны два варианта:
а) с трубками;
б) без трубок.
(Измененная редакция, Изм. N 2).
29. Длина изоляционных трубок, надеваемых на контакты соединителей, должна быть 10-12 мм.
30. Соединитель при монтаже следует установить в положение, исключающее затеки флюса внутрь соединителя, так, чтобы срезанная часть контактов была направлена в сторону электромонтажника.
31. Пайку проводов к соединителю следует производить по рядам контактов, начиная с нижнего ряда в направлении слева направо.
32. В расчлененном состоянии контактная сторона соединителя должна быть закрыта технологической крышкой.
33. При пайке жил проводов в соединители выбор мощности паяльника следует производить в соответствии с указаниями НД на соединители.
34. Время пайки жил проводов в контакты соединителей устанавливают в соответствии с указаниями НД на соединители.
33, 34. (Измененная редакция, Изм. N 2).
35. Время пайки провода в контакт соединителя типа РП-14 не должно быть более 3 с.
36. Пайку в соединителях РП следует производить так, чтобы под припоем был виден контур подпаянных жил проводов.
37. Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин, раковин, острых выпуклостей и посторонних включений. Припой должен заливать место соединения со всех сторон, заполняя щели и зазоры между жилами проводов и контактами, с незначительными наплывами припоя на наружной поверхности контакта.
Количество припоя, необходимого для пайки, должно быть минимальным.
Качество пайки в соединителях следует проверять после пайки каждого ряда контактов.
38. При выполнении монтажа не должно нарушаться защитное покрытие деталей соединителя, а также покрытие деталей, на которых производится монтаж соединителей.
39. По окончании монтажа соединители должны быть очищены от остатков монтажных материалов и загрязнений.
Требование не распространяется на монтаж с применением флюсов, допускающих не производить очистку.
40. Качество пайки соединителей проверяется при межоперационном контроле до надевания на контакты изоляционных трубок.
41. После монтажа и проверки качества пайки изоляционные трубки должны быть надвинуты на контакты до упора в изолятор соединителя.
42. Прозвонку соединителей следует производить с применением технологической ответной части.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
{kind=link}