ГОСТ Р МЭК 748-11-1-2001
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Приборы полупроводниковые
ИНТЕГРАЛЬНЫЕ СХЕМЫ
Часть 11
Раздел 1. Внутренний визуальный контроль полупроводниковых интегральных схем, за исключением гибридных схем
БЗ 2-99/11
ГОССТАНДАРТ РОССИИ
Москва
ГОСТ I’ МЭК 748-11-1-2001
Предисловие
I РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 303 «Изделия электронной техники, материалы и оборудование»
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 марта 2001 г. № 129-ст
3 Настоящий стандарт представляет собой полный аутентичный текст международного стандарта МЭК 748-11-1—92 «Приборы полупроводниковые. Интегральные схемы. Часть II. Раздел 1. Внутренний визуальный контроль полупроводниковых интегральных схем, за исключением гибридных схем»
4 ВВЕДЕН ВПЕРВЫЕ
•85 ИНК Издательство стандартов. 2001
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Госстандарта России
II
ГОСТ I» МЭК 748-11-1-2001
Содержание
1 Область применения........................................................
2 Оборудование.............................................................
3 Процедура для интегральных схем..............................................
3.1 Введение................................................................
3.2 Условия испытания.......................................................
3.3 Заданные условия.........................................................
Ill
ГОСТ Р МЭК 748-11-1-2001
Г О С У Д А 1» С Т В Е Н Н Ы Й СТАНДАРТ Р О С С И Й С К О Й ФЕДЕРА Ц И И
Приборы полупроводниковые
ИНТЕГРАЛЬНЫЕ СХЕМЫ
Часть II
Раздел 1. Внутренний визуальный контроль полупроводниковых интегральных схем, за исключением гибридных схем
Semiconductor devices. Integrated circuits. Part II. Section I. Internal visual examination for semiconductor integrated circuits excluding hybrid circuits
Дата введения 2002—07—01
1 Область применения
Настоящий стандарт устанавливает испытания, которые проводят с целью проверки внутренних материалов, изготовления и сборки интегральных схем (далее — приборов) на соответствие требованиям применяемых технических условий на изделия конкретных типов (далее — ТУ).
Такие испытания обычно проводят на основе сплошного контроля приборов до их установления в корпус или герметизации с целью обнаружения и изъятия приборов, имеющих внутренние дефекты, которые могут привести к отказу прибора в нормальных условиях эксплуатации. Испытания могут проводиться также на основе выборочного контроля до установления в корпус с целью определения эффективности применяемых изготовителем процедур контроля качества и монтажа полупроводниковых приборов.
2 Оборудование
Оборудование для испытания должно состоять из оптических устройств, дающих заданное увеличение, а также эталонов для визуального контроля (калибров, чертежей, фотографий и т.д.), необходимых для осуществления эффективного технического осмотра и позволяющих оператору принимать правильные решения о приемлемости исследуемых приборов. Должны быть обеспечены соответствующие приспособления, необходимые для осуществления манипуляций с приборами при их осмотре с наибольшей эффективностью и без их повреждения.
3 Процедура для интегральных схем
3.1 Введение
3.1.1 Общие положения
Прибор следует подвергать техническому осмотру в определенной последовательности при заданном увеличении, чтобы определить его соответствие требованиям применяемых ТУ на изделия конкретных типов и критериям заданных условий контроля. Требования и критерии данного метода должны рассматриваться как необходимые для всех приборов и всех случаев их применения. Если какой-либо критерий относится к конкретному прибору, процессу или технологии, это должно быть оговорено.
Для сложных приборов могут потребоваться альтернативные процедуры для отбраковки по критериям визуального контроля, относящимся к металлическому покрытию, окислу и дефектам диффузии, которые трудно или практически невозможно осуществить. Такие альтернативные методы и процедуры отбраковки приводят в соответствующих ТУ на изделия конкретных типов и применять их следует в случае необходимости.
И мание официальное
1
ГОСТ I’ МЭК 748-11-1-2001
Требования визуального контроля применимы к технологиям с шириной линии не менее 2 мкм.
3.1.2 Последовательность контроля
Порядок, в котором представлены критерии визуального контроля, не является требуемым порядком его проведения и может меняться по усмотрению изготовителя. Проверку на соответствие требованиям критериев визуального контроля, юзанных в З.2.1.2. 3.2.1.5, 3.2.1.7, 3.2.2; 3.2.7, перечисления 5) и 6): 3.2.8; 3.2.9. перечисления 1), 2) и 4), можно проводить до крепления кристалла без повторного осмотра после крепления. Проверку на соответствие требованиям критериев визуального контроля, приведенных в 3.2.6.2 и 3.2.6.3. можно проводить до сварки без повторной проверки после нее. Проверку на соответствие требованиям визуального контроля, приведенных в 3.2.1.1 и 3.2.3, можно проводить до крепления кристалла при большом увеличении, а при условии повторного осмотра после крепления кристалла — при малом увеличении. При использовании метода перевернутого кристалла при монтаже проверка на соответствие требованиям визуального контроля, упомянутым выше, которая может быть проведена после монтажа, должна быть проведена до крепления кристалла. Приборы, не отвечающие какому-либо из приведенных критериев испытания. считаются дефектными. Они должны быть забракованы и изъяты в процессе контроля.
3.1.3 Класс чистоты воздуха
В настоящем стандарте описываются два класса чистоты воздуха: 3.5 и 3500.
Классификация основана на подсчете на единицу объема максимально допустимого количества частиц размером 0,5 мкм и более или частиц размером 5.0 мкм и более.
Размер частины определяется либо максимальным линейным видимым размером частицы, либо ее диаметром.
Для подсчета частиц следует применять один из приведенных ниже методов:
1) для частиц размером 0.5 мкм и более следует использовать оборудование с источником рассеиваемого света;
2) для частиц размером 5,0 мкм и более может использоваться метод подсчета с ломошью микроскопа, когда частицы собираются на мембранном фильтре, через который берут пробу воздуха;
3) другие методы и оборудование могут использоваться лишь в том случае, если они обеспечивают точность и повторяемость не хуже тех. которые дают приведенные выше методы.
Методы с использованием микроскопа вручную пригодны для контроля воздуха класса 3500. Подсчет частиц следует проводить через заданные интервалы времени в течение периодов активной работы в том месте, где количество частиц в воздухе приблизительно равно количеству частиц в воздухе на рабочем месте. Предпочтительно проводить подсчет частиц на высоте рабочего уровня с помощью специального зонда, направленного на поток воздуха.
3.1.3.1 Класс 3,5
Количество частиц на литр не должно превышать 3.5 частиц размером 0,5 мкм и более или 0.35 частиц размером 5 мкм и более.
3.1.3.2 Класс 3500
Количество частиц на литр не должно превышать 3500 частиц размером 0.5 мкм и более или 25 частиц размером 5 мкм и более.
3.1.4 Процедура технического осмотра
Во всех случаях до окончательного контроля перед герметизацией следует проводить технический осмотр, осуществляемый по той же программе аттестации качества, которая требуется для окончательного контроля перед герметизацией. После контроля по 3.1.2 в процессе окончательного контроля перед герметизацией необходимо обеспечить обнаружение и изъятие приборов с дефектами. возникшими в результате манипуляций с этими приборами. После визуального контроля до подготовки к герметизации приборы все время должны находиться в контролируемых условиях окружающей среды.
3.1.5 Увеличение
Контроль при большом увеличении должен осуществляться в плоскости, перпендикулярной к поверхности кристалла, при нормальном падении света. Контроль при малом увеличении должен осуществляться с помощью монокулярного, бинокулярного или стереоскопического микроскопа под любым утлом при соответствующем освещении прибора. Контроль на соответствие требованиям критериев, приведенных в 3.2.4 и 3.2.6.1. может, по желанию изготовителя, осуществляться при большом увеличении.
3.1.6 Определения (только для контроля)
1 активная область схемы: Включает все виды функциональных элементов схемы, функциональную металлизацию или любые взаимные сочетания, за исключением балочных выводов.
ГОСТ I» МЭК 748-11-1-2001
Примечание — В данном контексте слово «активная» используется как антоним слою «неактивная» и не имеет отношения к активным и пассивным компонентам;
2 контролируемые условия окружающей среды: Условия, которые должны соответствовать требованиям класса 3,5 по чистоте воздуха. Использование в качестве окружающей среды инертного газа, такого как азот, должно удовлетворять требованиям по хранению в контролируемых условиях окружающей среды. Относительная влажность не должна превышать 50 %;
3 диффузионная область: Изолированный объем полупроводникового материала р- или п-типа, окруженный изоляционным материалом;
4 инородный материал: Любой материал, который не использовался при изготовлении микросхемы. или любой материал, смещенный со своего первоначального или предназначенного для него места внутри корпуса микросхемы. Материал следует считать закрепленным, если его нельзя удалить струей газа при давлении менее 140 кПа;
инородный проводящий материал: Любое вещество, не прозрачное при освещении и увеличении, используемое при обычном визуальном контроле.
Примечание — Частицу следует считать вкрапленной в слой пассивации при возникновении вокруг нее цветного окаймления;
5 функциональные схемные элементы: Активные и пассивные компоненты, такие как диоды, транзисторы, конденсаторы, резисторы, пересечения межсоединений и т.д.:
6 оксидный мост затвора: Область, расположенная между диффузионными областями стока и истока в МОП-структурах. При описании металлизации, покрывающей оксидный мост затвора, должны перечисляться все материалы, используемые для электрода затвора;
7 пассивация стеклом. Верхний слой изоляционного материала, который покрывает активную область схемы, в том числе металлизацию, за исключением контактных площадок и балочных выводов. Помутнение — наличие мельчайших трешин в слое пассивации;
X переход: Внешний край слоя пассивации, устанавливающий границы между полупроводниковыми материалами р- и п-типа;
9 многослойная металлизация (проводники): Два или более слоя металла или какого-либо другою материала, используемого для межсоединений, не изолированных друг от друга нанесенным или осажденным изоляционным материалом. Термин «нижележащий металл® должен относиться к любому слою, расположенному под верхним слоем металла;
К) многоуровневая металлизация (проводники); Два или более слоя металла или какого-либо другого материала, используемого для межсоединений, изолированных друг от друга нанесенным или осажденным изоляционным материалом;
II функциональная металлизация (проводники): Любой металл или любой другой материал, используемый для межсоединений, за исключением металлизированных линий скрайбирования, испытательных шаблонов, неподсоединенных схемных элементов, не задействованных контактных площадок и опознавательных маркировок;
12 осажденный из пара слой органического полимера (эпоксидная смола): Получаемый из полимера материал, образующийся на поверхности;
13 первоначальная ширина: Ширина или расстояние, предусмотренные конструкцией (например. первоначальная ширина металла, диффузионной области, балочного вывода и т.д.);
14 этап пассивации: Изменение толщины пассивирующего слоя для межсоединений металл-металл или металл-кремний, предусмотренное конструкцией, за исключением линий на поверхности, с которой пассивирующие слои удаляются в ходе обычной обработки прибора;
15 пассивация: Оксид или нитрид кремния или другой изоляционный материал, нанесенный или осажденный непосредственно на кристалл до осаждения металла;
16 периферийный металл: Весь металл, находящийся на сетке скрайбирования или непосредственно рядом с ней;
17 толстая пленка: Пленка, нанесенная, например, методом трафаретной печати с последующим отжигом при высокой температуре, который придает ей окончательную форму;
18 тонкая пленка: Пленка (толщиной менее 10 мкм), нанесенная на подложку одним из процессов наращивания, например, методом вакуумного напыления, распыления или пиролитического распада;
19 подложка: Материал, представляющий собой конструктивную основу, в которой и/или на которой размещаются слои пассивации, металлизации и схемные элементы;
20 наименьшая ширина резистора: Самая узкая часть резистора до его подгонки. Наименьшая ширина блок-резистора может быть указана в документации изготовителя;
3
ГОСТ I’ МЭК 748-11-1-2001
21 выемка: Часть резистора, из которой резистивный материал удален или изменен при подгонке;
22 скол: Часть первоначального или измененного лазером резистивного материала, оставшаяся в выемке;
23 блок-резистор: Листовой резистор, который в целях возможности подгонки проектируется значительно большей ширины, чем того требует плотность мощности, и который должен быть указан изготовителем в документации по проведению визуального контроля перед монтажом в корпусе;
24 вторичная пайка: Пайка, проводимая повторно между двумя контактными площадками mi и между контактной площадкой и выводом с целью замены первоначально припаянного провода, который либо был оборван, при этом паяный конец остался прикрепленным к контактной площадке или к выводу, либо был плохо припаян при первичной пайке;
25 царапина: Любой разрыв поверхности металлизации. Метки от зонда на поверхности металлизации считаются царапинами;
26 пустота: Область металлизации, в которой обнажен нижележащий материал, что не является результатом царапины.
3.1.7 Пояснение
Для контроля, проводимого при ПК) — 200-кратном увеличении, требование «2.5 мкм пассивации или металла* может быть выполнено посредством «линии разделения* или «линии металла». Требование «при наличии» должно считаться выполненным, если внешний вил осматриваемого прибора свидетельствует о наличии заданного условия, при этом не следует требовать подтверждения этого любым другим метолом испытания.
3.2 Условия контроля
Внутренний визуальный контроль каждой микросхемы и каждого кристалла интегральной схемы следует проводить в соответствии с 3.2.1 — 3.2.6. Кроме того, соответствующие области микросхем, где используются пассивация, диэлектрическая изоляция или пленочные резисторы, необходимо проверять на соответствие требованиям применяемых критериев, приведенных в 3.2.7— 3.2.9. Контроль при большом увеличении следует проводить при 100 — 200-кратном увеличении; контроль при малом увеличении следует проводить при 30 — 60-кратном увеличении.
3.2.1 Дефекты металлизации, большое увеличение
Прибор считают непригодным, если в функциональном слое металлизации имеются следующие дефекты:
3.2.1.1 Царапины на металлизации:
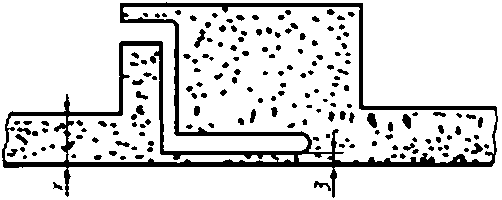
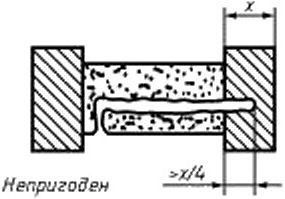
1) царапина на металлизации, при которой обнажается какой-либо участок нижележащего слоя пассивации и остается неповрежденной менее 50 % первоначальной ширины металла (см. рисунок I);
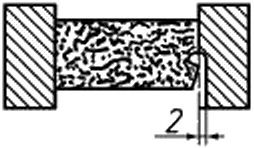
2) царапина, полностью пересекающая дорожку металлизации и повредившая поверхность какого-либо из располагающихся по обе стороны от нее слоя пассивации (для МОП-приборов размер дорожки должен быть равен L (см. рисунок 2);
3) царапина на многослойной металлизации, при которой обнажается какой-либо участок нижележащего слоя металла и остается неповрежденной менее 25 % первоначальной ширины верхнего слоя металла (см. рисунок 1).
П р и м с ч а н и с — Критерии ио перечислениям 1). 2) и 3) мот быть исключены для периферийной металли зации питания и заземления, где дорожки располагаются параллельно, и наличие царапины нс вызывает нежелательной изоляции дорожки металлизации;
4) царапина на металлизации на этапе пассивации, оставляющая неповрежденной менее 75 % первоначальной ширины металла на этом этапе.
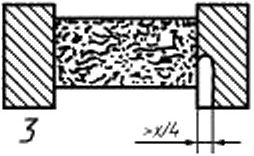
Примечание — Критерии по перечислениям I) — 4) могут быть исключены для последних 25 % линейной длины контактного окна и для всего металла дорожки металлизации, выходящего за пределы конца вывода. В лих случаях не менее 50 % поверхности контактной зоны должно быть покрыто металлизацией: нс менее 40 % периметра контактного окна должно быть покрыто сплошной неповрежденной металлизацией (см. рисунок 3);
5) любая царапина на металлизации оксидного моста затвора, при которой обнажается лежащий ниже стой пассивации и остается неповрежденной менее 50 % длины или ширины дорожки металлизации между диффузионными областями истока и стока (см. рисунок 2) — для МОП-структур;
6) царапина на металлизации, при которой обнажается диэлектрический материал тонкопленочного конденсатора или пересечения;
7) царапина на контактной площадке или кромке, при которой обнажается лежащий ниже
4
ГОСТ I» МЭК 748-11-1-2001
слой пассиваиии. а ширина дорожки металлизации, соединяющей контакт с металлизацией межсоединений, уменьшается более чем на 50 % самой узкой части входящей полосы металлизации межсоединений. Если в контактную площадку входят две или более полосы, каждую из них следует рассматривать отдельно;
8) царапины (метки от зонда и т.д.) в зоне контактной площадки, при которых лежащий ниже слой пассивации обнажается более чем на 25 % поверхности первоначальной непассивированной стеклом металлизации.
3.2.1.2 Пустоты в металлизации:
1) пустоты в металлизации, при которых остается неповрежденной менее 50 % первоначальной ширины металла (см. рисунок 4).
Г1 р и м с ч а н и с — Критерий может быть исключен для периферийной металлизации питания и заземления, где дорожки располагаются параллельно, так что наличие пустоты (пустот) нс вызывает нежелательной изоляции дорожки металлизации. Если исключение данного критерия вызывает или допускает при проектировании прибора превышение ограничения плотности тока, оговоренного в конструкторской документации. исключение данного критерия не допускается. Плотность тока должна определяться конструкцией, но нс визуальным контролем;
2) пустоты в металлизации на этапе пассивации стеклом, при которых остается неповрежденной менее 75 % первоначальной ширины металла на данном этапе.
П р и м с ч а и и с — Критерии по перечислениям 1) или 2) могут быть исключены для последних 25 % линейной .'шины контактного окна и для всего металла дрожки металлизации, выходящего за пределы конца вывода. В этих случаях металлизацией должно быть покрыто нс менее 50 % поверхности контактной зоны; нс менее 40 % периметра контактного окна должно быть покрыто сплошной неповрежденной металлизацией (см. рисунок 3);
3) пустоты в металлизации оксидиого моста затвора, оставляющие неповрежденной менее 75 % длины металлизации L между диффузионными областями истока и стока (см. рисунок 2). — для МО II-структур;
4) пустоты, оставляющие неповрежденной менее 60 % поверхности металлизации оксидного моста затвора, — для МОП-структур:
5) пустоты, оставляющие неповрежденной менее 75 % ширины металлизации, совпадающей с линией перехода диффузионных областей истока или стока (см. рисунок 2). — для МОП-структур;
6) пустоты в области контактной площадки, оставляющие неповрежденной менее 75 % поверхности первоначальной не пассивированной стеклом металлизации;
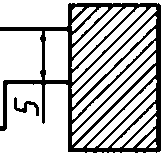
7) пустоты на контактной площадке или кромке, которые приводят к уменьшению ширины дорожки металлизации, обеспечивающей соединение с этой контактной площадкой, более чем на 50 % от ширины самой узкой части входящей полосы металлизации межсоединений (см. рисунок 5).
Примечание— Если в контактную площадку входят две или более полосы, каждую из них следует рассматривать отдельно;
8) пустоты в металлизации тонкопленочного конденсатора, сокращающие поверхность металлизации более чем на 25 %.
3.2.1.3 Коррозия металлизации:
- любая коррозия металлизации.
3.2.1.4 Прилипание металлизации:
- любое вспучивание, отслаивание или вздутие металлизации.
3.2.1.5 Зондирование металлизации:
- для определения повреждений от зондирования следует применять критерии по 3.2.1.1.
3.2.1.6 Перемычки металлизации:
- любые перемычки металлизации, когда расстояние между двумя дорожками металлизации уменьшается до 2.5 мкм и менее, за исключением случаев, предусмотренных конструкцией.
3.2.1.7 Выравнивание металлизации:
1) контактное окно, менее 50 % поверхности которого покрыто металлизацией;
2) контактное окно, менее 40 % периметра которого покрыто металлизацией.
Примечание — Если в соответствии с конструкцией металл полностью покрывает контактное окно, критерии по перечислениям I) или 2) могут быть исключены при условии выполнения требований конструкции;
5
ГОСТ I’ МЭК 748-11-1-2001
3) дорожка металлизации, не предназначенная для покрытия контактного окна, расположенная от него на расстоянии менее 2.5 мкм;
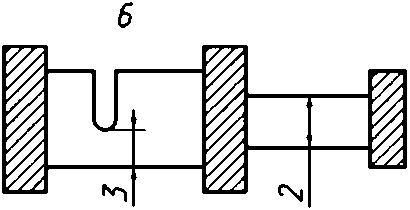
4) любое обнажение оксидного моста затвора от диффузионной области стока (см. рисунок 6) — для МОП-структур;
5) любое обнажение оксидного моста затвора, оставляющее неповрежденной менее 75 % металлизации, совпадающей с линией перехода диффузионных областей истока и стока. — для МО II-структур;
6) металлизация затвора, не совпадающая с диффузионных' охранным кольцом или выходящая за него.
Примечание — Данный критерий применим к MOII-структурам. имеющим диффузионное охранное колыю. МОП-нриборы без диффузионного охранного кольца должны иметь металлизацию затвора, выходящую за пределы оксидного моста затвора нс менее чем на 2,5 мкм (см. рисунки 2 и 6).
3.2.2 Дефекты слоев диффузии и пассивации, большое увеличение
Прибор считают непригодным при наличии следующих дефектов:
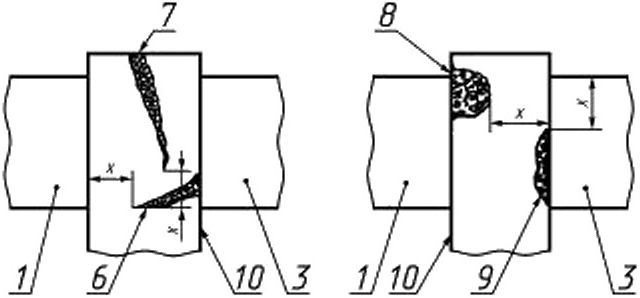
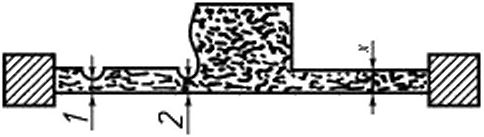
1) любые дефекты диффузии, приводящие к возникновению нежелательных перемычек между диффузионными областями (см. рисунок 7);
2) любое прерывание диффузии изоляции, за исключением изоляционных стенок вокруг незадействованных зон, контактных площадок или другой диффузионной области, при котором остается менее 25 % первоначальной ширины диффузионной области:
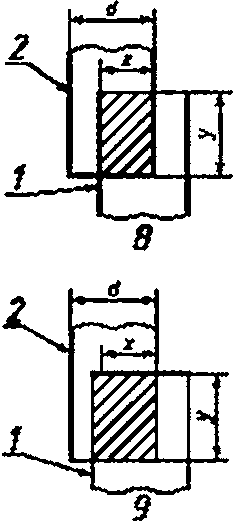
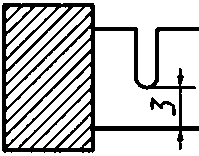
3) многочисленные линии или полное отсутствие слоя пассивации, наблюдаемое на краю кристалла и далее под слоем металлизации (см. рисунок 8).
Примечание — Удвоенные пли утроенные линии указывают на то. что дефект может иметь достаточную глубину и проникать непосредственно до кремния. Однако если в зоне дефекта отсутствует пассивация стеклом или характеристики имеющейся пассивации позволяют осуществить контроль наличия или отсутст вия насеивании по цвету или сравнению цветов, такие методы контроля могут быть использованы. Критерий по перечислению 3) может быть исключен, если второй слой насеивании нанесен в ходе отдельной операции с помощью другого процесса перед осаждением металлического покрытия;
4) активный переход не покрыт слоем пассивации, за исключением случаев, предусмотренных конструкцией.
3.2.3 Дефекты скрайбирования и кристалла, большое увеличение
Прибор считают непригодным при наличии следующих дефектов:
1) менее 25 мкм пассивации наблюдается между функциональной металлизацией или границей соединения и краем кристалла.
Примечание — Этот критерий может быть исключен для периферийной металлизации, включая контактные площадки, где металлизация имеет тог же потенциал, что и кристалл;
2) откол в активной области схемы (см. рисунок 9).
П р и м е ч а н и с — Этот критерий может быть исключен для периферийной металлизации, где металлизация имеет тот же потенциал, что и кристалл. При наличии откола кристалла нс менее 50 % ширины металлизации должно оставаться неповрежденной: критерии по ширине нс применяется в случаях, когда существуют параллельные дорожки, позволяющие избежать нежелательной изоляции дорожки металлизации;
3) любая трещина подложки или пассивации в активной области схемы или трещина длиной более 75 мкм (см. рисунок 9);
4) любая трешина. расположенная ближе 25 мкм от функциональной металлизации или другой активной области схемы на кристалле (см. рисунок 9).
П р и м с ч а нис — Этот критерий может быть исключен для периферийной металлизации, имеющей тот же потенциал, что и кристалл;
5) трещина длиной более 25 мкм внутри сетки скрайбирования или линии скрайбирования, направленная в сторону функциональной металлизации или функциональных схемных элементов (см. рисунок 9).
3.2.4 Контроль соединений, малое увеличение
Этот контроль и его критерии следует применять для типа(ов) соединений и их расположе-ния(ий) при рассмотрении сверху.
6
ГОСТ I» МЭК 748-11-1-2001
Примечание— Конец провода нс считают частью соединении при определении физических размеров последнего.
3.2.4.1 Соединения, выполненные золотым шариком
Прибор считают непригодным, если в нем имеются:
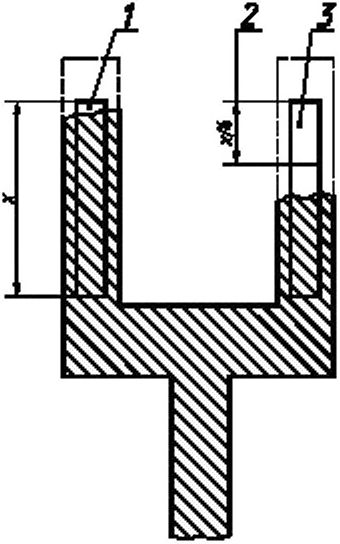
1) соединения, выполненные золотым шариком на кристалле или зажиме корпуса, в которых диаметр шарика в 2 раза менее или в 6 раз более диаметра провода;
2) соединения, выполненные золотым шариком, в которых выход провода находится не полностью в пределах шарика и в которых провод выходит не вертикально на расстоянии хотя бы одного диаметра провода до его изгиба;
3) соединения, выполненные золотым шариком, в которых центр выхода провода находится за пределами контактной площадки;
4) межметаллические образования, распространяющиеся радиально более чем на 2,5 мкм вокруг всего соединения, выполненного золотым шариком, так что часть этого соединения расположена на металле.
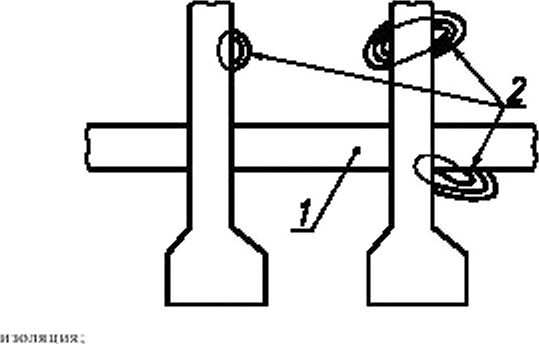
3.2.4.2 Соединения, выполненные сваркой клинообразным пуансоном
Прибор считают непригодным, если в нем имеются:
1) соединения, выполненные ультразвуковой сваркой клинообразным пуансоном на кристалле или зажиме корпуса, имеющие ширину в 1.2 раза менее или в 3 раза более диаметра провода или длину в 1,5 раза менее тити в 5 раз более диаметра провода (см. рисунок 10);
2) соединения на кристалле или зажиме корпуса, выполненные термокомпрессионной сваркой клинообразным пуансоном, ширина которых в 1.5 раза менее или в 3 раза более диаметра вывода или длина в 1.5 раза менее или в 5 раз более диаметра вывода (см. рисунок 10):
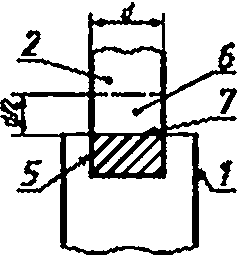
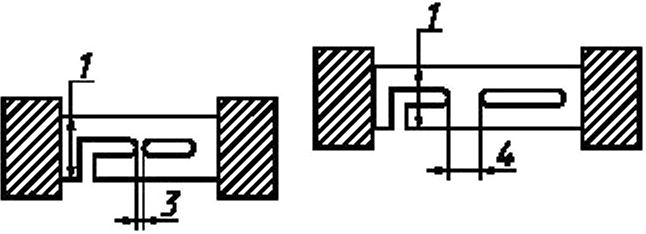
3) соединения, выполненные сваркой клинообразным пуансоном в точке, где металлизация выходит из контактной площадки, закрывая линию видимого неповрежденного металла между границей соединения и хотя бы одной стороной входящей полосы металлизации (см. рисунки 5 и 11).
Примечания
1 Критерии по перечислению 3) может быть исключен, если ширина входящей полосы металлизации более 50 мкм. а размер контактной площадки со стороны входящей металлизации превышает 90 мкм.
2 Требования относительно наличия видимой линии металла могут быть удовлетворены и в том случае, когда конец применяемого провода закрывает эту область, если соблюдаются следующие условия: соединение расположено на расстоянии более 2,5 мкм от линии пересечения входящей полосы металлизации и контактной площадки и отсутствуют видимые признаки нарушения металлизации контактной площадки в месте соединения контакта и конца провода.
3.2.4.3 Соединения наращиванием (без хвоста)
Прибор считают непригодным, если в нем имеются:
1) соединения на кристалле или зажиме корпуса, выполненные наращиванием, ширина которых в 1.2 раза менее или в 5 раз более диаметра провода или длина которых в 0.5 раза менее или в 3 раза более диаметра провода (см. рисунок 10);
2) соединения, выполненные наращиванием, в которых проекция соединения не покрывает полностью ширины провода;
3) соединения, выполненные наращиванием в точке, где металлизация выходит из контактной площадки, закрывая линию видимого неповрежденного металла между границей соединения и хотя бы одной стороной входящей полосы металлизации.
3.2.4.4 Общие критерии (для соединений, выполненных золотым шариком, клинообразным пуансоном и наращиванием)
Прибор считают непригодным, если в нем имеются:
1) соединения на кристалле, менее 50 % которых располагаются в депассивированной стеклом области контактной площадки;
2) соединения на зажиме корпуса, выступающие более чем на двойную ширину зажима (то есть наименьшую ширину зажима) от внутреннего края зажима корпуса, или соединения, которые не полностью расположены внутри пределов зажима корпуса;
3) соединения, расположенные таким образом, что провод, выходящий из одного соединения, пересекает другое соединение;
4) соединения, расположенные таким образом, что расстояние между соединениями или между соединением и функциональной металлизацией, к которой оно не подсоединено, менее 2.5 мкм;
5) концы проволочных соединений, которые располагаются нал любой металлизацией, не покрытой слоем пассивации и не соединенной с проводом, или соприкасаются с ней;
7
ГОСТ I’ МЭК 748-11-1-2001
6) кониы проволочных соединений, длина которых на контактной площадке превышает 2 диаметра провода или на зажиме корпуса — 4 диаметра провода:
7) соединение, менее 50 % которого расположено в области, где отсутствует материал крепления кристалла:
8) соединение, расположенное на другом соединении, на конце проволочного соединения или на оставшемся участке проволочного вывода.
Соединение, выполненное ультразвуковой сваркой клиновидным пуансоном рядом с предыдущим соединением, при котором наблюдаемая ширина первого соединения сокращается менее чем на 6 мкм. считают допустимым:
9) любые признаки починки проводников при помощи перемычек с использованием соединительного провода или ленты.
3.2.4.5 Повторное соединение
Повторное соединение допускается для монолитных интегральных схем, если:
1) не менее 50 % соединяющей поверхности повторного соединения расположено на неповрежденном металле (за исключением меток от зондирования, которые не обнажают лежащей ниже пассивации);
2) было предпринято не более одной попытки повторного соединения на одной контактной площадке или в зоне расположения крепления вывода;
3) поверхность контактной площадки достаточно велика для проведения повторного соединения;
4) повторное соединение располагается вблизи от выхода металлизации.
3.2.5 Внутренние выводы, малое увеличение
Этот контроль и его критерии следует применять для типа(ов) и расположения(ий), к которым они применимы.
3.2.5.1 Провода
Прибор считают непригодным, если в нем имеются:
1) провод, касающийся другого провода (за исключением общих проводов), зажима корпуса, непассивированной функциональной металлизации, кристалла или другой части корпуса;
2) излишний изгиб или провисание провода, при котором он приближается к другому проводу, зажиму корпуса, непассивированной функциональной металлизации или кристаллу, или части корпуса на расстояние менее двух диаметров провода. Однако это требование не применяют для объема, определяемого сферическим радиальным расстоянием, равным 125 мкм. от периметра соединения на поверхности кристалла — для соединений, выполненных шариком, или 250 мкм — для соединений, выполненных ультразвуковой сваркой или термокомпрессионной сваркой;
3) зазубрины, разрезы, неровности, заусенцы или сужения провода, уменьшающие диаметр провода более чем на 25 %;
4) концы провода, длина которых на контактной площадке превышает два диаметра провода, на зажиме корпуса — четыре диаметра провода;
5) разрыв на границе провода и соединения;
6) провод, проходящий по прямой линии без изгиба от контактной площадки кристалла до зажима корпуса |см. также 3.2.4.1. перечисление 2)|;
7) провод(а). пересекаюший(ие) другой(ие) провод(а) (за исключением общих проводников);
8) провод(а), не соответствующий не) монтажной схеме.
3.2.6 Корпусы, малое увеличение
Прибор считают непригодным, если в нем имеются:
3.2.6.1 Инородный материал
Инородный материал или частицы могут быть удалены при помощи обдува обычной струей газа (140 кПа). 'Затем прибор следует подвергнуть контролю и отбраковать, если в нем имеются:
Г) незакрепленный инородный материал на поверхности кристалла или внутри корпуса:
2) незакрепленный инородный материал на поверхности крышки.
Примечание— Требование по перечислению 2) может быть выполнено при помощи обдува обычной струей газа (140 кПа) или соответствующей очистки при условии, что крышки корпусов содержатся в контролируемых условиях окружающей среды до их установления:
3) закрепленный инородный материал, замыкающий дорожки металлизации, выводы корпуса, метал.4 и зап ию между выводом и корпусом, функциональные схемные элементы или переходы, или любые их комбинации;
4) паста на поверхности кристалла, покрывающая более 25 % поверхности контактной пло-
S
ГОСТ I» МЭК 748-11-1-2001
шадки или замыкающая депассивированную металлизацию, или расположенная на поверхности кремния.
3.2.6.2 Крепление кристалла:
1) излишки материала крепления кристалла, попавшие на верхнюю поверхность кристалла;
2) отсутствие видимого материала крепления кристалла на держателе не менее чем на 50 % периметра кристалла, кроме тех случаев, когда материал крепления располагается непрерывно по всей длине двух несмежных сторон кристалла (за исключением прозрачного кристалла);
3) прозрачный кристалл, закрепленный менее чем на 50 % своей поверхности;
4) отслаивание материала крепления кристалла;
5) излишки материала крепления кристалла, закрывающие более 50 % периметра кромки кристалла при наблюдении сверху (см. рисунок 12).
3.2.6.3 Сборка кристалла:
1) кристалл, установленный и ориентированный не в соответствии со сборочным чертежом прибора;
2) кристалл, угол наклона которого относительно контактной поверхности превышает 10 *;
3) кристалл, перекрывающий изоляционный материал;
4) кристалл, размеры и геометрия которого не соответствуют сборочному чертежу прибора.
3.2.7 Дефекты пассивирования стеклом, большое увеличение
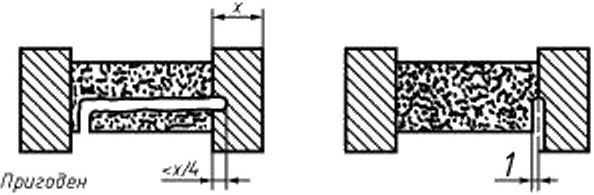
Примечание — Если дефекты являются результатом лазерной подгонки, то критерии, приведенные в данном пункте, могут быть исключены. В этом случае дефекты за пределами выемки, вызванные лазерной подгонкой, не должны превышать половины оставшейся ширины резистора и должны оставлять без дефектов пассивации первоначальную полосу резистора, нс менее половины наименьшей ширины резистора или 6 мкм — выбирают большее значение (см. рисунок 13). Если этот критерий нс применяют, то принимают образец, успешно прошедший это испытание.
Прибор считают непригодным, если в нем имеются:
1) повреждения, препятствующие визуальному обнаружению дефектов, перечисленных в настоящем стандарте;
2) любое вспучивание или отслоение пассивации.
П р и м с ч а н и с — Требования данного пункта могут не применяться к вспучиванию или отслаиванию пассивации, если последние распространяются на расстояние нс более 25 мкм от расчетного расположения пассивации, при условии, что металл обнажается только на смежных контактных площадках или на металлизации. отходящей от этих площадок;
3) две или более смежных активных дорожки металлизации не покрыты слоем пассивации, за исключением срезов контактных площадок;
4) депассивированные поверхности, размеры которых в любом направлении превышают 125 мкм. за исключением случаев, предусмотренных конструкцией:
5) депассивированные поверхности краев контактных площадок, обнажающие кремний;
6) пассивация стеклом, покрывающая более 50 % поверхности контактной площадки;
7) трещины на пленочном резисторе;
8) пустоты в слое пассивации, обнажающие часть тонкопленочного резистора или плавкой перемычки, за исключением случаев, предусмотренных конструкцией, когда в слое пассивации делается окно.
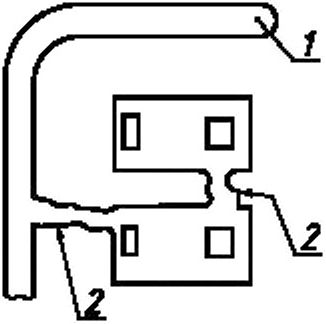
3.2.8 Диэлектрическая изоляция, большое увеличение
Прибор считают непригодным, если в нем имеются:
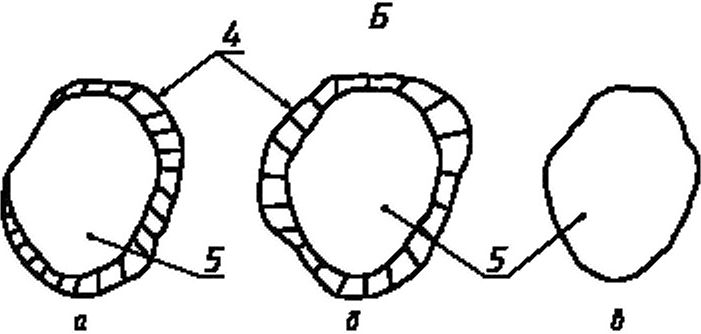
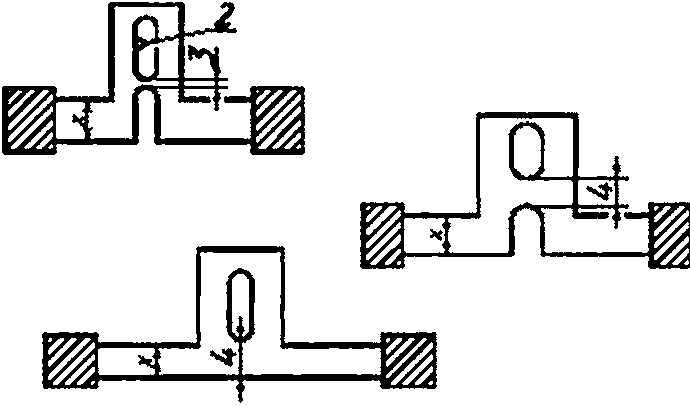
1) нарушение целостности линии изоляции (обычно черной линии) вокруг каждой диффузионной области с функциональными схемными элементами (см. рисунок 14);
2) отсутствие непрерывной линии изоляции между любыми смежными областями, содержащими функциональные схемные элементы;
3) наличие диффузионной области, перекрывающей диэлектрический изоляционный материал и подходящей на расстояние менее 2.5 мкм к смежной диффузионной области, или наложение нескольких диффузионных областей на диэлектрический изоляционный материал (см. рисунок 14);
4) контактное окно, касающееся или заходящее на диэлектрический изоляционный материал;
5) царапины или пустоты в металлизации на этапе диэлектрической изоляции, отличные от критериев, приведенных в 3.2.1.1, перечисление 4), и 3.2.1.2, перечисление 2).
3.2.9 Пленочный резистор, большое увеличение
Критерием для забракования должно быть наличие дефектов, обнаруженных в активно
9
ГОСТ I’ МЭК 748-11-1-2001
используемых частях пленочного резистора. Следует применять критерии по 3.2.1 для дефектов металлизации.
Прибор считают непригодным, если в нем имеются:
1) любая несогласованность между проводником и резистором, при которой действительная ширина перекрытия менее 50 % первоначальной ширины резистора (см. рисунок 15);
2) контактное перекрытие между металлизацией и пленочным резистором, при котором длина этого перекрытия менее 6 мкм (см. рисунок 15);
3) расстояние между двумя резисторами или между резистором и полосой металлизации менее 2.5 мкм. за исключением случаев, предусмотренных конструкцией;
4) пустота юи сужение, оставляющие неповрежденной менее 75 % ширины пленочного резистора на выводе;
5) любое резкое изменение цвета материала резистора на расстоянии не более 2.5 мкм от перехода резистор/проводник;
6) неактивный резистор, ошибочно подсоединенный к двум отдельным точкам активной схемы;
7) любой тонкопленочный резистор, пересекающий неоднородную часть подложки (например, линию диэлектрической изоляции, зону оксида или диффузии и т.д.) (см. рисунок 14);
8) любой резистор, ширина которого менее 6 мкм или половины наименьшей ширины (выбирают большее значение), что является результатом пустот, царапин или их комбинаций (см. рисунок 16).
3.2.10 Тонкопленочные резисторы с лазерной подгонкой, большое увеличение
Критерием для забракования должно быть наличие дефектов, обнаруженных в активно используемых частях пленочного резистора.
Прибор считают непригодным, если в нем имеются:
1) выемка шириной менее 2.5 мкм.
Примечание— Данное требование нс применимо к подгонке края;
2) выемка, содержащая частицы сколов;
3) выемка, содержащая не подвергшийся подгонке материал резистора, если этот материал не проходит через выемку сплошным слоем и ширина его неповрежденного слоя превышает половину наименьшей ширины резистора или 6 мкм (выбирают большее значение) (см. рисунок 17);
4) резистор, ширина которого сокращена при подгонке и составляет менее половины наименьшей ширины резистора или 6 мкм (выбирают большее значение), включая пустоты, царапины или их комбинацию в зоне подгонки (см. рисунки 16 и 18);
5) полоса подгонки заходит на металлизацию, исключение составляют блок-резисторы.
Примечание— Проводники или резисторы могут подгоняться в разомкнутом состоянии для изменения связей или если это предусмотрено конструкцией:
6) подгонка блок-резисторов. заходящая на металлизацию (за исключением контактных пло-щаюк) более чем на 25 % первоначальной ширины металла (см. рисунок 19);
7) углубления в выемке до слоя двуокиси кремния, где не просматривается граница между углублением и материалом резистора.
3.3 Заданные условия
При необходимости в применяемых ТУ на изделия конкретных типов должны быть приведены следующие данные:
1) любые отличия от аттестованной схемы, ее конструкции, топологии или проекта;
2) калибры, чертежи и фотографии, которые должны использоваться оператором в качестве эталонов для сравнения (см. раздел 2 настоящего стандарта);
3) заданное увеличение (см. 3.1.5 настоящего стандарта).
10
ГОСТ I» МЭК 748-11-1-2001
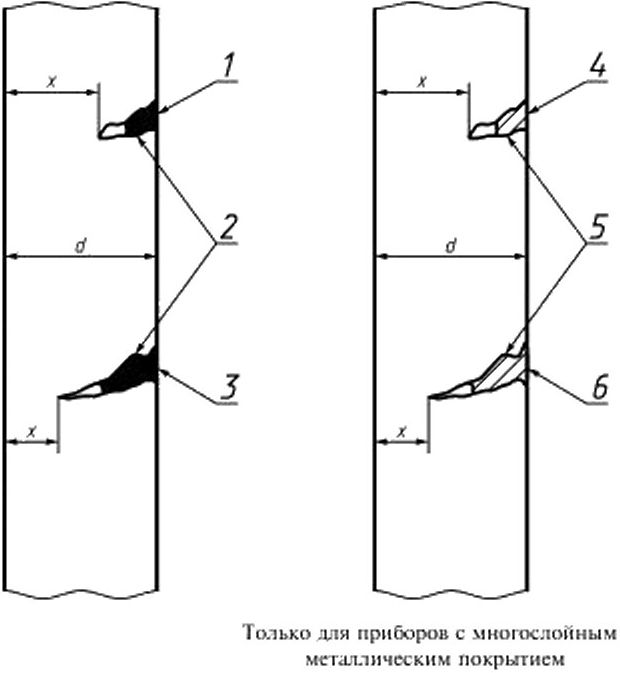
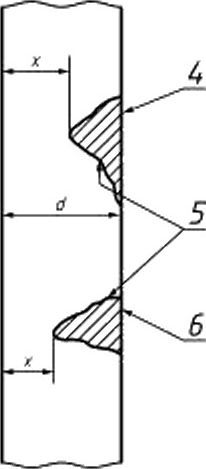
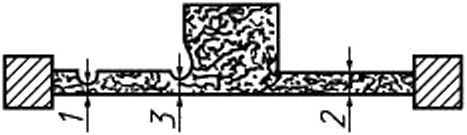
d — первоначальная ширина металла;
а — ширина неповрежденного металла;
I — царапина, обнажающая лежащий ниже слой пассивации; ширина оставшегося неповрежденным металла (х) превышает dil (50 %) — прибор пригоден;
2— лежащий ниже слой пассивации;
3 — царапина, обнажакпиая лежащий ниже слой пассивации; ширина оставшегося неповрежденным металла <х! менее dfl <5(1 %> — прибор непригоден;
4— царапина, обнажающая лежащий ниже слой пассивации; ширина оставшегося неповрежденным металла (х) превышает г//4 (25 %) — прибор пригоден;
5— лежащий ниже слой металла;
6— царапина, обнажающая лежащий ниже слой пассивации; ширина оставшегося неповрежденным металла (х) менее 4/4
<25 %> — прибор непригоден
Рисунок 1 — Критерии для отбраковки при наличии царапин
11
ГОСТ I’ МЭК 748-11-1-2001
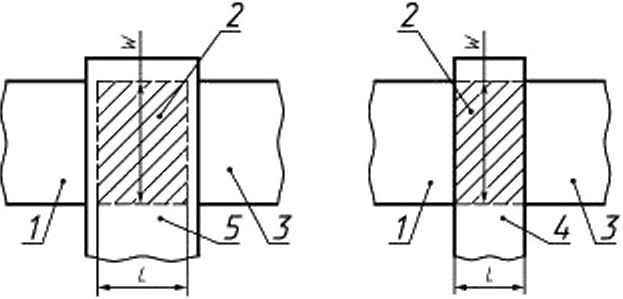
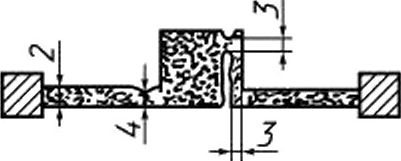
Примечание - При применении стандартных требований при наличии царапин и пустот в металлизации в зоне затвора размеры W и £ считаются первоначальными размерами - ширина и длина канала соответственно
! — исток:
2— оксидный мост затвора:
3— сток;
4— самосовмешеиный затвор;
S— несамосовмешснный затвор;
6— царапина, обнажающая лежащий ниже слой оксида; ширина оставшегося неповрежденным металла (л) менее Li2 (SA 'f l — прибор непригоден;
7— царапина, обнажающая лежащий ниже слой оксида; ширина оставшегося неповрежденным металла (х| менее №>2 150^1 — прибор непригоден:
S— пустота, обнажающая лежащий ниже слой оксина; ширина оставшегося неповрежденным металла (х! менее Vt ^ <7$ 551 — прибор непригоден;
9 — пустота, обнажающая лежащий ниже слой оксида; ширина оставшеюся неповрежденным металла {х} менее 3/а IV (75 'fl — прибор непригоден:
10 — металл затвора
Рисунок 2 — Критерии для МОП-приборов, имеющих царапины и пустоты
12
ГОСТ I» МЭК 748-11-1-2001
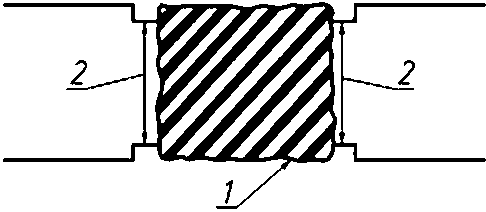
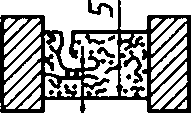
/ — пустота па какие контактов тоны менее х?4 — прибор пригоден;
2— расположение конин выполи;
3— пустота пи какие контактной тоны более х/А — прибор непригоден, х— длина контактной тоны
Рисунок 3 — Конпы вывода

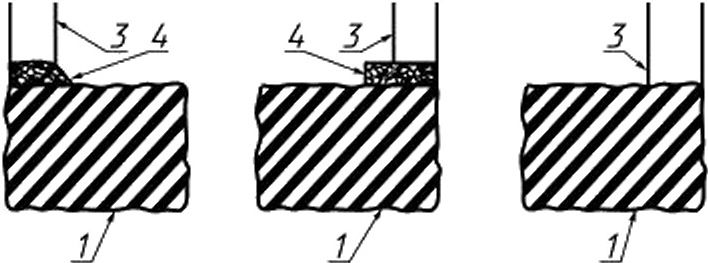
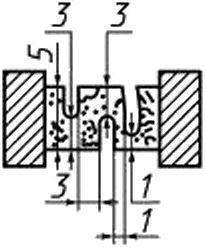
3 — первоначальная ширина металла;
х— ширина неповрежденного металла;
/ — пустота. обнажающая лежащий ниже слой пассивации; ширина оставшегося неповрежденным ме галла (л) более dll (50 % ) — прибор пригоден;
2— лежащий ниже слой пассивации;
3— пустота, обнажающая лежащий ниже слой пассивации; ширина оставшегося неповрежденным металла <х> менее d:2
<50 %> — прибор непригоден;
4 — пустота, обнажающая лежащий ниже слой пассивации: ширина оставшегося неповрежденным ме галла (х| более df2 (50 % ) — прибор пригоден;
S— лежаший ниже слой металла;
6— пустота, обнажающая лежащий ниже слон пассивации; ширина оставшегося неповрежденным металла (х> менее d;2 (56 5> — прибор непригоден
Рисунок 4 — Критерии для отбраковки при наличии пустот
13
ГОСТ I’ МЭК 748-11-1-2001
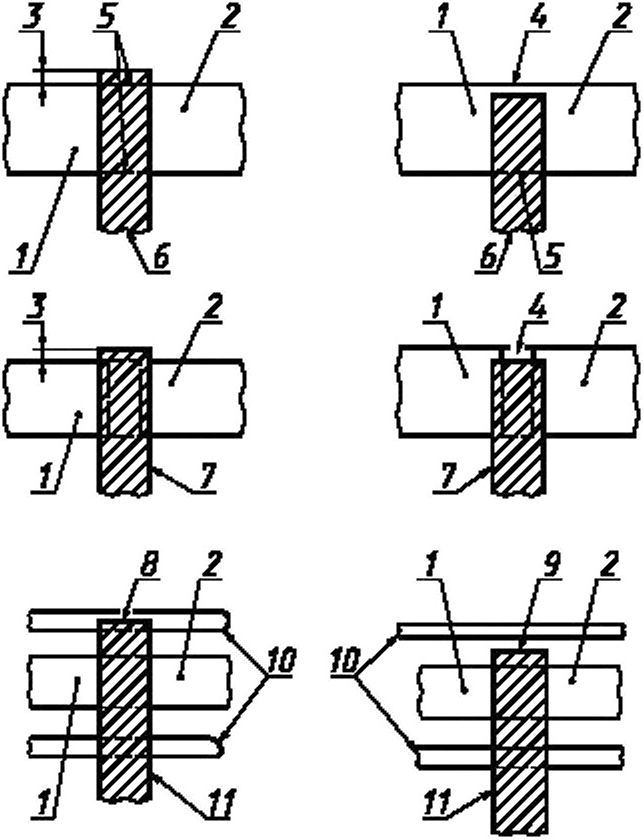
/ — контактная площадка;
2— «холяшая мсгаллшаиии;
3 — пхоляшах полоса металл» кннш;
4 — iioncpxHotti. кройки
Рисунок 5 — Зоны контактных площадок
14
ГОСТ I» МЭК 748-11-1-2001
I — исток;
2— сток;
J — испнияция татпора выходит за пределы оксидного мост затвора на расстояние нс менее 2.5 мкм или 0.25 L Iвыбирают меньшее значение» — прибор пригоден:
^— оксидный мост затвора. открытый от истока до стока — прибор непригоден;
5— линия зоны оксида:
6— метахт затвора (самосовмещениого);
7— металл затвора (несамосовмешенного);
S— затвор совмещен с охранным кольцом — прибор пригоден;
9 - затвор не совмещен с охранным кольцом или не выступает за него — прибор неприютен;
!0— охранное кольцо;
/ / - металл затвора
Рисунок 6 — Совмещение затвора МОП-структур
15
ГОСТ I’ МЭК 748-11-1-2001
I— иимяии»;
2— дефекты лиффутни между областями лиффулии — прибор непригоден;
Рисунок 7 — Дефекты диффузии
2— дефект пассивации пол металлизацией — прибор непригоден
Рисунок 8 — Дефекты пассивации
16
ГОСТ I» МЭК 748-11-1-2001
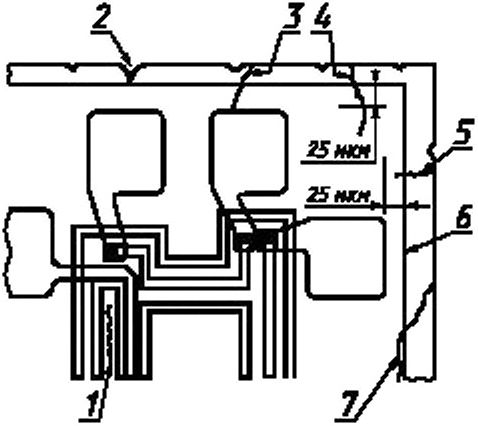
I — трещина подложки и активной области схемы — прибор непригоден;
2— откол кристалла ине активной области схемы — прибор пригоден;
.? — трещина на расстоянии менее 6 мкм от функциональной металлизации — прибор непригоден;
4 — трещина на расстоянии более 25 мкм внутри от линии скрайбирования — прибор непригоден;
5— трещина на расстоянии менее 25 мкм кнутри от линии скрайбирокании — прибор пригоден;
6— сетка или линия скрайбирования:
7— трещина длиной более 75 мкм — прибор непригоден
Рисунок 9 — Дефекты скрайбирования и кристалла
17
ГОСТ I’ МЭК 748-11-1-2001
Соединения выполненные наращиванием (без хвоста)
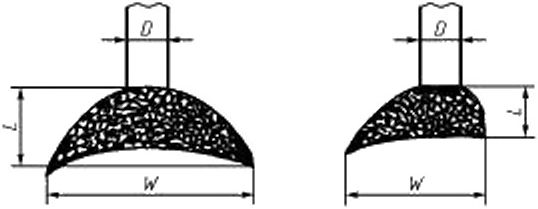
1.2O-: W-: 50- ширина: 0.50 £ £ £ 3D - длина (где D - диаметр провода)
Соединения, выполненные клинообразным пуансоном

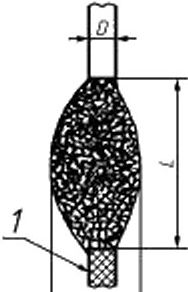
Ультразвуковая сварка 1,20 £ W s 30 - ширина: 1,5D< £ £ 50-длина
(где О - диаметр провода)
Термокомпрессионная сварка
1 50 s Ws 30-ширина
1 5D < £ < 50 - длина
/ — мштрихопанпия иона — конец прополи
Рисунок 10 — Размеры соединений
ГОСТ I» МЭК 748-11-1-2001
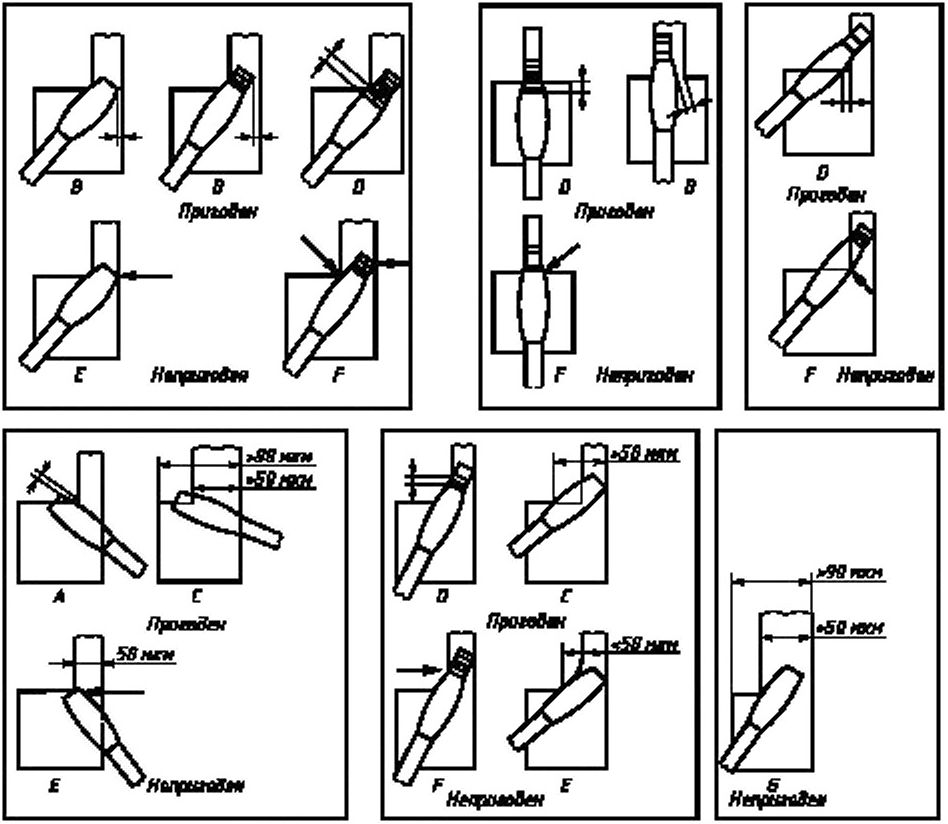
Примеры принятия решений о приемке или отбраковке:
-I — Пригоден, так как не менее 50 % поверхности соединения накопится на контактной площадке и соединение не накопится и точке, гас металл выходит из контактной площадки.
В — Пригоден, так как не менее 50 % поверхности соединения находится на контактной площадке и видимая линия неповрежденного соединительного металла между транипей и котя бы одной стороной входящего металла равна или более 2.5 мкм
С - Пригоден, хотя не видно линии соединительного металла, так как:
I) ширина входящего металла более 50 мкм;
2) размер контактной площадки со стороны входящего металла более 90 мкм;
3} нс менее 50 % поверхности соединения находится на контактной площадке.
О — Пригоден, хотя коней проволочного соединении закрывает линии» соединительного металла, гак как:
1} граница соединения, за исключением конин, расположена на расстоянии не менее 2.5 мкм от пересечения полосы входяшего металла и контактной площадки;
2) отсутствуют видимые признаки повреждений на пересечении металлической площадки соединения и конца проволочного соединения:
3) не менее 51} % поверхности соединения находится на контактной площадке.
Е — Непригоден, так как:
1} соединение находится в точке, где металл выходит из контактной площадки;
2} соединительная линия металла нс видна;
3} ширина входящею металла менее или равна 50 мкм.
Е — Непригоден, так как:
1} граница соединения (не считая конца проволочною соединения) находится на расстоянии менее 2.5 мкм от пересечения входящего металла и контактной площадки;
2} конем проволочного соединения закрывает возможную соединительную линию металла.
G — Непригоден, так как поверхность соединения занимает менее 50 % контактной площадки даже при условии выполнения требований остальных критериев.
Рисунок II — Соединения на границе металлизации и контактной площадки
19
ГОСТ I’ МЭК 748-11-1-2001
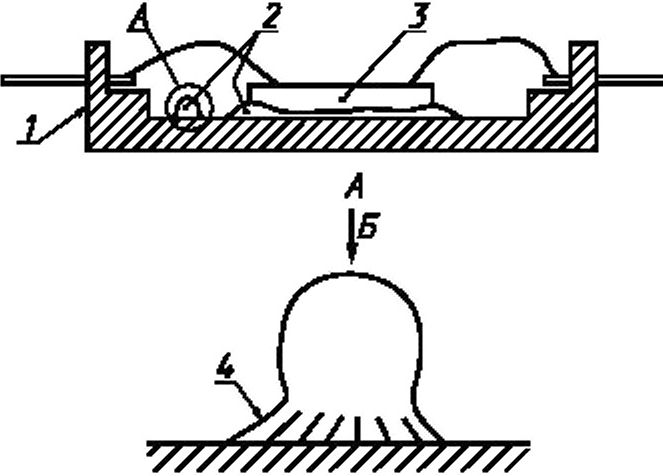
/ — корпус;
2— млгриял крепления кристалла;
J— кристалл;
4— кромка.
5— излишки материала крепления кристалла;
а — кромка составляет не менее 50 % периметра — прибор пришлем;
б — кромка видна — прибор пригоден;
л — кромка не пиана - прибор непригоден
Рисунок 12 — Излишки материала крепления кристалла
20
ГОСТ I» МЭК 748-11-1-2001
Цилиндрическая, извил истая или прямоугольная подгонка полинии L

/ — расстояние £ х/2 — прибор притален;
2 — расстояние i х/2 или 6 «хм (иыбираят большее значение) — прибор пригоден;
3— расстояние < х/2 или 6 мкм — прибор непригоден
Рисунок 13 — Дефекты пассивации стеклом при лазерной подгонке
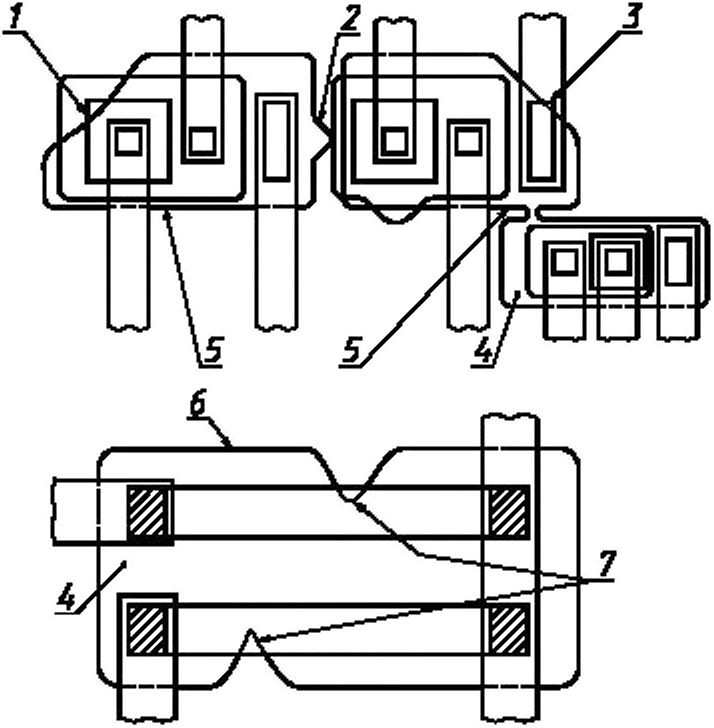
Рисунок 14 — Дефекты диэлектрической изоляции, лист I
21
ГОСТ I’ МЭК 748-11-1-2001
f— перекрыты несколько диффузионных областей — прибор непригоден;
2— слой диффузии расположен ближе чем на расстоянии 2.5 мкм от смежной области — прибор непригоден.
3— икры to контактное окно — прибор непригоден:
4— монокристаллический кремний;
S— прерывается линия изоляции — прибор непригоден;
6— линия диэлектрической изоляции;
7— диэлектрический материла выступает под тонкопленочным резистором — прибор непригоден
Рисунок 14, лист 2
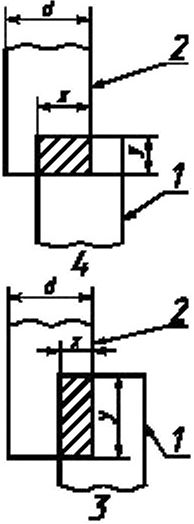
1 — проводник;
2 — резистор;
3 — х < d:2 — прибор непригоден;
4 — у < Ь мк.м — прибор непригоден;
5— поверхность перекрытии проводник/резистор;
6— расположение контактной площадки резистора;
7— граница проводник/резистор;
8 — у ^ (> мкм — прибор пригоден;
9 — д i d;2 — прибор пригоден
(гае d — первоначальная ширина резистора:
х— ширина перекрытия проводник,■'резистор;
Г — длина перекрытия проводник/резистор)
Рисунок 15 — Контактная поверхность тонкопленочного резистора
22
Резистор без подгонки
ГОСТ I» МЭК 748-11-1-2001
х— наименьшая ширина резистора;
/ — ширина резистора < х!2 или 6 мкм — прибор непригоден;
2 - ширина резнегара г х>2 или 6 мкм (выбирают большее значение) — прибор пригоден
Рисунок 16 — Критерии для отбраковки резисторов без подгонки, имеющих царапины и пустоты
Цилиндра«СЖМ ГПДПМИ1
Пряыоупх^ьнвя подлежа по лммш L
х — наименьшая ширина резистора;
/ — наименьшая ширина резистора х. если не указано иное;
2— неулаленный резистивный материал - прибор непригоден;
3— расстояние < х/2 или 6 мкм — прибор непригоден;
4— расстояние > х/2 или 6 мкм (выбирают большее значение) — прибор пригоаен
Рисунок 17 — Тонкопленочный резистор с лазерной подгонкой
23
ГОСТ I’ МЭК 748-11-1-2001
Цилиндрическая подгонка
Прямоугольная подгонка по линии L
Извилистая подгонка
/— ширина резистора < х/2 или 6 мхи — прибор йен ри годен:
2 — наименьшая ширина резистора х;
3— ширина резистора ^х/2 или 6 мкм (выбирают большее знамение} — прибор пригоден:
4— ширина резистора с пустотой или царапиной ^ х/2 или 6 мкм (выбирают большее значение) — прибор пригоден;
5— наименьшая ширина резистора х. если не указано иное;
6— два последовательных резистора с одинаковым проход ши им через них током
Рисунок IS — Критерии для отбраковки резисторов с подгонкой, имеющих царапины или пустоты
24
Подгонка в металле
ГОСТ I» МЭК 748-11-1-2001
/— mptimn непозосргшсгося подгонке резистивного материала, ширина выемки более 2.5 мкм — прибор пригоден;
2— наличие не подвергшегося подгонке резиспгвиого материала ■ выемке, ширина выемки менее 2,5 мкм — прибор непригоден;
3 — отсутствие лазерной подгонки в пленке резистора — прибор непригоден:
х— первоначальная ширина металла
Рисунок 19 — Критерии для отбраковки блок-рстистора
25
ГОСТ I’ МЭК 748-11-1-2001
УДК 621.3.049.77.0X3:006.354
ОКС 31.200
Э02
ОКИ 63 3000
Ключевые слова: контроль, дефекты, критерии, пассивация, металлизация, диффузия, соединения
Редактор Т.С. Ill с ко Технический редактор В.И. Прусакова Корректор Т.Н. Кононенко Компьютерных верстка С.В. Рябовой
Иза. лии. № 112354 ат 14.07.2000. Сдано в набор 05.04.2001. Подписано в печать 27.04.2001. Уея.псчл. 3.26. Уч.-изил. 2.65. Тирах 20S акт. С 888. Зак. 47J.
И ПК Издательства стандартов. 107076. Москва. Колодезный пер.. 14. Набрано и Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. "Московский печатник". 103062. Москва. Лялин пер.. 6. Пар М 030102
{kind=link}