ГОСТ Р МЭК 61189-1-2012
Группа Э02
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Методы испытаний электрических материалов, структуры межсоединений и сборочных узлов
Часть 1
Общие методы испытаний и методология
Test methods for electrical materials, interconnection structures and assemblies. Part 1. General test methods and methodology
ОКС 31.180
Дата введения 2013-07-01
Предисловие
1 Подготовлен Негосударственным образовательным частным учреждением "Новая Инженерная Школа" (НОЧУ "Новая Инженерная Школа") на основе аутентичного перевода на русский язык международного стандарта, указанного в пункте 4, который выполнен Российской комиссией экспертов МЭК/ТК 91
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 420 "Базовые несущие конструкции, печатные платы, сборка и монтаж электронных модулей"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 сентября 2012 г. N 432-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61189-1:2001* "Материалы электрические, структуры межсоединений и скомпонованные узлы. Часть 1. Общие методы испытаний и методология (IEC 61189-1(2001) "Test methods for electrical materials, interconnection structures and assemblies - Part 1: General test methods and methodology"), включая изменения и техническую поправку А1:2001.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Настоящий стандарт устанавливает методы испытаний печатных плат и печатных узлов, а также надежности связанных с ними материалов или компонентов независимо от способа их изготовления.
Стандарт состоит из отдельных частей, содержащих информацию для разработчиков продукции, технологов и специалистов в области методологии испытаний. Каждая часть посвящена определенной основной теме; методы испытаний сгруппированы в соответствии с их использованием и пронумерованы последовательно в соответствии с порядком разработки и опубликования.
В некоторых случаях методы испытаний, разработанные другими техническими комитетами (например, ТК 50), были воспроизведены из действующих стандартов МЭК, чтобы предоставить читателю полный набор методов испытаний. В этих случаях соответствующие методы испытаний будут отмечены; если метод испытаний воспроизведен с незначительным изменением, то измененные пункты также будут идентифицированы.
Настоящий стандарт содержит методы испытаний по оценке печатных плат и других типов структур межсоединений. Описания обладают необходимой полнотой и содержат достаточно детальную информацию для унификации и воспроизводимости методологий испытаний и процедур.
Испытания, представленные в настоящем стандарте, сгруппированы следующим образом:
Р: методы испытаний по подготовке/кондиционированию;
V: визуальные методы испытаний;
D: размерные методы испытаний;
С: химические методы испытаний;
М: механические методы испытаний;
Е: электрические методы испытаний;
N: методы испытаний на воздействие внешних факторов;
X: другие методы испытаний.
В целях создания указателя конкретных видов испытаний, сохранения последовательности их предоставления и обеспечения дальнейшего расширения перечня применяемых типов испытаний каждое испытание идентифицировано последовательным номером, добавляемым к букве кода группы (например, Р или V, или др.), к которой принадлежит метод испытаний.
Номера методов испытаний не имеют значения для последовательности их проведения; данная функция реализуется в соответствующем техническом описании, предусматривающем использование определенного метода. В соответствующем техническом описании в большинстве случаев также приводятся критерии соответствия или несоответствия результатов испытания техническим требованиям.
Комбинация букв и цифр служит ссылкой в соответствующем техническом описании. Например, "3D02" представляет собой второй размерный метод испытаний, описанный в части 3 МЭК 61189.
Список методов испытаний, включенных в настоящий стандарт, а также методы, находящиеся на рассмотрении, представлены в приложении В, которое будет изменяться всякий раз при внесении новых методов испытаний.
Данные о методах испытаний по оценке печатных плат и других типов структур межсоединений в соответствии с национальными и межгосударственными стандартами, аналогичных методам испытаний по стандартам МЭК, приведены в дополнительном приложении ДБ.
1 Область применения и назначение
Настоящий стандарт содержит методы испытаний, представляющие методологии и процедуры, которые могут применяться при испытании материалов, используемых при производстве структур межсоединений (печатных плат) и печатных узлов.
2 Нормативные ссылки
Следующие стандарты*, целиком или частично, являются нормативными ссылками в настоящем стандарте, обязательными при его применении. При датированных ссылках применяется только упомянутое издание. При недатированных ссылках применяется последнее издание ссылочного документа (включая любые дополнения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60068-1:1988 Испытания на воздействие внешних факторов. Часть 1: Общие положения и руководство (IEC 60068-1:1988, Environmental testing - Part 1: General and guidance)
МЭК 60068-2-3:1969 Испытание на воздействие внешних факторов. Часть 2. Испытания. Испытание Са: Влажное тепло, постоянный режим (IEC 60068-2-3:1969, Environmental testing - Part 2: Tests - Test Ca: Damp heat, steady state) МЭК 60068-2-30:1980 Испытания на воздействие внешних факторов. Часть 2. Испытания. Испытание Db и руководство: Влажное тепло, циклическое (12+12-часовой цикл) [IEC 60068-2-30:1980, Environmental testing - Part 2: Tests - Test Db and guidance: Damp heat, cyclic (12+12-hour cycle)] |
3 Погрешность, точность и разрешающая способность
Погрешности и неопределенности свойственны всем процессам измерения. Информация, представленная ниже, позволяет должным образом оценить значения погрешности и неопределенности, которые необходимо учитывать.
Результаты испытаний используют для следующих задач:
- контроль процесса;
- увеличение степени уверенности в обеспечении качества;
- решение споров между потребителем и поставщиком.
В любом случае необходимо обратить особое внимание на достоверность полученных при проведении испытаний данных с точки зрения:
- погрешности - калибровки контрольно-измерительных приборов и/или систем;
- точности - повторяемости и неопределенности измерения;
- разрешающей способности - пригодности измерительных приборов и/или систем для проведения испытаний.
3.1 Погрешность
Режим проведения обычной калибровки испытательного оборудования должен быть четко определен в документации по управлению качеством поставщика или организации, проводящей испытание, и должен отвечать требованиям подраздела 4.11 ИСО 9002.
Калибровка должна проводиться организацией, имеющей аккредитацию национального или международного органа по метрологии. Калибровка должна проводиться регулярно в соответствии с национальными или международными стандартами.
В тех случаях, когда калибровка в соответствии с национальным или международным стандартом невозможна, методы межлабораторной поверки допускается использовать и документировать, чтобы увеличить степень достоверности погрешности измерения.
Интервал между калибровками должен, как правило, составлять один год. Оборудование, систематически выходящее за пределы допустимой погрешности, должно подвергаться более частой калибровке. Оборудование, которое систематически удовлетворяет требованиям к допустимым пределам погрешности, допускается калибровать через более продолжительные интервалы.
Необходимо осуществлять запись сведений о калибровке и техническом обслуживании для каждого измерительного прибора. Эти протоколы рекомендуется использовать для установления неопределенности технологии калибровки (отклонения в процентах) на основе группировки накопленных данных и использования ее результатов для определения указанной неопределенности.
Должна быть предусмотрена процедура для разрешения ситуаций, когда показатели измерительного прибора оказываются вне диапазона калибровки.
3.2 Точность
Неопределенности любой технологии измерений состоят как из систематических, так и из случайных неопределенностей. Все оценки должны быть основаны при едином уровне достоверности (минимум 95%).
Систематические неопределенности, как правило, преобладают и будут включать в себя все неопределенности, не относящиеся к случайным флуктуациям:
- неопределенности калибровки;
- погрешности из-за использования прибора в условиях, отличающихся от тех, при которых он был калиброван;
- погрешности градуировки шкалы аналогового прибора (погрешность шкалы).
Случайные неопределенности возникают по многим причинам, но могут также возникать при повторных измерениях эталонного изделия. Поэтому нет необходимости исключать из рассмотрения отдельные источники возникновения неопределенностей. К ним могут относиться:
- случайные флуктуации, например связанные с изменениями влияющего параметра. Как правило, изменения в атмосферных условиях уменьшают повторяемость результатов измерения;
- неопределенность разрешения, например при установке нулевой точки, или интерполяции показания между делениями аналоговой шкалы.
Суммирование неопределенностей
Векторное сложение (квадратный корень из суммы квадратов) неопределенностей допускается использовать в большинстве случаев. Погрешность интерполяции обычно прибавляется отдельно и может приниматься в размере 20% разницы между значениями соседних делений шкалы прибора.
![]() , (1)
, (1)
где - полная неопределенность;
- систематическая неопределенность;
- случайная неопределенность;
- погрешность интерполяции.
Определение случайной неопределенности
Случайная неопределенность может быть определена с помощью повторного измерения параметра и последующей статистической обработки данных измерений. Технология предполагает, что данные подчиняются нормальному распределению (Гаусса).
![]() , (2)
, (2)
где - случайная неопределенность;
- объем выборки;
- процентное значение
-распределения (см. 3.5, статистические таблицы);
- стандартное отклонение (
).
3.3 Разрешающая способность
Необходимо, чтобы используемое испытательное оборудование обладало достаточной разрешающей способностью. Используемые системы измерения должны иметь разрешающую способность 10% (или лучше) предельного допуска испытания.
Допускается, что некоторые технологии накладывают физическое ограничение на разрешающую способность (например, оптическая разрешающая способность).
3.4 Протокол
В дополнение к требованиям, указанным в техническом описании испытаний, протокол должен содержать:
- используемый метод испытаний;
- идентификацию образца(ов);
- перечень испытательного оборудования;
- заданный(е) предел(ы);
- оценку неопределенности измерения и получаемый(е) в результате рабочий предел(ы) для испытания;
- детальные результаты испытаний;
- дату проведения испытания и подпись лиц, проводивших испытания.
3.5  -распределение Стьюдента
-распределение Стьюдента
Значения коэффициента для 95%-ной и 99%-ной степеней достоверности как функции числа измерений приведены в таблице 1. Достаточно использовать 95%-ные пределы, как в случае с примерами, представленными в приложении А.
Таблица 1 - -распределение Стьюдента
Объем выборки | Значение | Значение |
2 | 12,7 | 63,7 |
3 | 4,3 | 9,92 |
4 | 3,18 | 5,84 |
5 | 2,78 | 4,6 |
6 | 2,57 | 4,03 |
7 | 2,45 | 3,71 |
8 | 2,36 | 3,5 |
9 | 2,31 | 3,36 |
10 | 2,26 | 3,25 |
11 | 2,23 | 3,17 |
12 | 2,2 | 3,11 |
13 | 2,18 | 3,05 |
14 | 2,16 | 3,01 |
15 | 2,14 | 2,98 |
16 | 2,13 | 2,95 |
17 | 2,12 | 2,92 |
18 | 2,11 | 2,9 |
19 | 2,1 | 2,88 |
20 | 2,09 | 2,86 |
21 | 2,08 | 2,83 |
22 | 2,075 | 2,82 |
23 | 2,07 | 2,81 |
24 | 2,065 | 2,8 |
25 | 2,06 | 2,79 |
3.6 Предлагаемые пределы неопределенности
Предлагаются следующие целевые неопределенности:
а) Напряжение менее 1 кВ: | ±1,5% |
b) Напряжение более 1 кВ: | ±2,5% |
с) Ток менее 20 А: | ±1,5% |
d) Ток более 20 А: | ±2,5% |
е) Сопротивление земли и целостности цепи: | ±10% |
f) Изоляционный материал: | ±10% |
g) Частота: | ±0,2% |
h) Временной интервал менее 60 с: | ±1 с |
i) Временной интервал более 60 с: | ±2% |
j) Масса менее 10 г: | ±0,5% |
k) Масса от 10 до 100 г включ. | ±1% |
l) Масса более 100 г: | ±2% |
m) Сила: | ±2% |
n) Размер менее 25 мм: | ±0,5% |
о) Размер более 25 мм: | ±0,1 мм |
р) Температура менее 100 °С: | ±1,5% |
q) Температура более 100 °С: | ±3,5% |
r) Влажность 30%-70%: | ±5% |
s) Толщины металлического слоя при методе обратного рассеяния: | ±10% |
t) Толщины металлического слоя для микрошлифа: | ±2 мкм |
u) Ионное загрязнение: | ±10% |
4 Перечень методов испытаний
Настоящий стандарт содержит подробные описания выполнения каждого конкретного метода испытаний с минимальным использованием перекрестных ссылок на другие процедуры. Когда такие ссылки используются, например при применении универсальных методов кондиционирования, установленных в МЭК 61189-1 и МЭК 60068, то они становятся обязательной частью стандартов на методы испытаний, в которых приведены такие ссылки.
Каждый метод имеет свои собственные наименования, номер и информацию о текущем статусе редакции документа, что позволяет оперативно вносить обновления и совершенствовать методы, поскольку требования отрасли меняются или требуют применения новой методологии. Весь комплекс методов испытаний состоит из методов, объединенных в группы, а также отдельных испытаний.
5 Р: Методы испытаний по подготовке/кондиционированию
5.1 Испытание 1Р01: Предварительное кондиционирование в нормальных атмосферных условиях
5.1.1 Цель
Стабилизировать окружающие условия печатной платы по теплу и влажности перед проведением определенных испытаний до степени, достаточной для получения достоверных и непротиворечивых результатов измерений.
5.1.2 Образец для испытаний
Как определено в соответствующем методе испытаний.
5.1.3 Испытательное оборудование и материалы
Закрытая камера для климатических испытаний, способная поддерживать температуру (23±2) °С и относительную влажность (45±5)%.
5.1.4 Метод
Испытательный образец должен храниться в нормальных атмосферных условиях перед проведением измерений и испытаний - при температуре (23±2) °С и относительной влажности (45±5)% в течение 24 ч.
5.1.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) идентификацию испытуемых материалов;
d) информацию о любом отклонении от данного метода испытаний.
5.1.6 Дополнительная информация
Не определена.
5.2 Испытание 1Р02: Предварительное кондиционирование при температуре 125 °С
5.2.1 Цель
Просушить образец до такой степени, чтобы влажность материала не влияла на результаты испытаний.
5.2.2 Образец для испытаний
Как определено в соответствующем методе испытаний.
5.2.3 Испытательное оборудование и материалы
Печь с циркуляцией воздуха, способная поддерживать температуру (125±5) °С.
5.2.4 Метод
Предварительно образец кондиционируют в течение времени, установленного в соответствующих технических условиях на материал образца.
Затем образец охлаждают в нормальных атмосферных условиях до температуры менее 35 °С. Время восстановления должно быть не более 8 ч.
5.2.5 Протокол
Протокол должен содержать:
a) номер испытания и индекс издания;
b) дату проведения испытания;
c) время предварительного кондиционирования;
d) идентификацию материалов;
e) информацию о любом отклонении от данного метода испытаний.
5.2.6 Дополнительная информация
Не определена
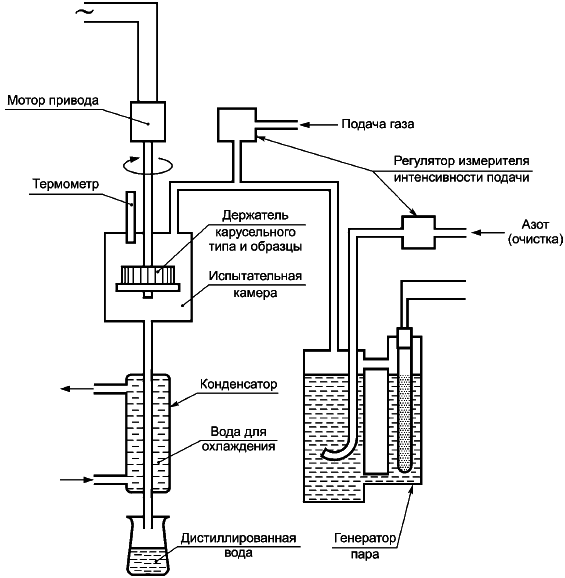
5.3 Испытание 1 Р03: Ускоренное старение. Пар/кислород. Метод А 5.3.1 Цель Использование атмосферы пар/кислород для сокращения продолжительности процесса старения печатных плат. Условия ускоренного старения, описанные в данном методе испытаний, эквивалентны условиям испытания на воздействие влажного тепла в течение 10 сут, которые подробно описаны в МЭК 60068-2-3 (испытание Са) или МЭК 60068-2-30 (испытание Db). Данное испытание предоставляет информацию о влиянии продолжительности хранения на паяемость печатных плат. Альтернативная допустимая технология испытания на ускоренное старение описана в 5.4 как метод испытаний 1Р04. При возникновении несоответствия между двумя альтернативными методами эталонный метод должен включать в себя помещение образца в климатические условия, описанные в МЭК 60068-2-3 (испытание Са) или МЭК 60068-2-30 (испытание Db), на 10 сут. 5.3.2 Образец для испытания Образец должен удовлетворять требованиям соответствующих технических условий или техническим требованиям документа на поставку потребителю. Также размеры образца выбирают исходя из физических размеров испытательных установок. 5.3.3 Испытательное оборудование и материалы Необходимо использовать следующие испытательное оборудование и материалы: - установка, используемая для проведения испытания на старение (пар/кислород) (см. рисунок 1);
- испытательная камера [Камера должна быть построена таким образом, чтобы испытательные образцы могли быть помещены в закрытый держатель образцов (карусельного типа) (далее - держатель) во время испытания. Рекомендуется проектировать испытательную камеру так, чтобы в ней помещался держатель с образцами и чтобы она закрывалась во время испытания. Рекомендуется, чтобы камера имела термоизоляционную рубашку. Камера должна быть сконструирована из материалов, не загрязняющих атмосферу, таких как боросиликатное стекло или нержавеющая сталь.]; - держатель образцов [Держатель может быть любой конструкции, удерживающей образцы в вертикальном положении с сохранением расстояния между ними, равного 6 мм. Конструкция держателя должна быть такой, чтобы пар и газы не задерживались и равномерно распределялись на поверхности испытуемых образцов. Детали держателя и вращающегося вала, находящиеся внутри камеры, следует изготовлять из нержавеющей стали и политетрафторэтилена (RTFE) или другого равноценного материала, не загрязняющего испытательную среду. Держатель образца должен вращаться соответствующим механизмом со скоростью от 5 до 50 об/мин]; - генератор пара [Генератор пара и резервуар с деионизированной водой должны быть способны подавать пар в испытательную камеру. Парозаборные трубы должны быть оснащены впускными клапанами.]; - регуляторы потока (Регуляторы потока должны регулировать поток азота и кислорода.); - конденсатор (Выходящие из камеры газ и кислород конденсируются с применением водяного охлаждения. Для определения скорости генерации пара рекомендуется собирать конденсат и измерять его количество.); - 20%-ный раствор соляной кислоты (HCI); - нейтральный органический растворитель. 5.3.4 Метод 5.3.4.1. Подготовка образца 5.3.4.1.1 Образец печатных плат без защитного металлического покрытия Образец печатных плат без защитного металлического покрытия должен быть обезжирен в течение 1 мин в нейтральном органическом растворителе при комнатной температуре, высушен, помещен на 15 с в раствор соляной кислоты, промыт в деионизированной воде и просушен на горячем воздухе. 5.3.4.1.2 Образец печатных плат с защитным металлическим покрытием Образец печатных плат с защитным металлическим покрытием должен быть обезжирен в течение 1 мин в нейтральном органическом растворителе при комнатной температуре и просушен на горячем воздухе. 5.3.4.1.3 Образец печатных плат с защитным органическим покрытием Образец печатных плат с защитным органическим покрытием недопустимо подвергать очистке. 5.3.4.1.4 Образец печатных плат с защитным противоокислительным флюсом Образец печатных плат с защитным противоокислительным флюсом должен быть очищен от флюса в нейтральном органическом растворителе при комнатной температуре. 5.3.4.2 Последовательность испытания a) Помещают образец в держатель. Плотно закрывают испытательную камеру. b) Подают азот при скорости потока приблизительно 500 мл/мин (азот действует как очиститель и предотвращает окисление образцов во время нагревания и последующего охлаждения). c) Включают вращающийся механизм, приводящий в движение держатель образцов. d) Включают генератор пара на полную мощность, пока температура внутри камеры не превысит 90 °С, и не появится конденсат из конденсатора. e) Необходимо поддерживать температуру на уровне (100±2) °С в течение, как минимум, 5 мин, что соответствует скорости потока конденсата 4 мл/мин. f) Прекращают подачу азота, а интенсивность подачи потока пара в камеру должна быть стабилизирована на уровне (5±0,5) л/мин. g) Обеспечивают подачу смеси кислорода и азота (20% кислорода и 80% азота) в камеру и поддерживают скорость потока, равную (100±10) мл/мин. Допускается использовать чистый кислород и скорость потока, равную (20±0,5) мл/мин. h) Время воздействия пара должно составлять (60±5) мин, после чего прекращают подачу смешанного газа и вращение образца. i) Очищают камеру с помощью азота при интенсивности подачи приблизительно 500 мл/мин, а генерацию пара прекращают. j) Испытательную камеру остужают до температуры в пределах от 40 °С до 50 °С, после чего допускается прекратить очистку азотом. 5.3.4.3 Испытание на паяемость Образец должен быть извлечен из испытательной камеры, просушен (погружением в изопропиловый спирт) и испытан на паяемость, как определено в соответствующих технических условиях или технических требованиях документа на поставку потребителю. Эталонную проверку проводят в течение 15 мин. Образец следует проверять только на паяемость, и образования вздутий и расслоения допускается не учитывать. 5.3.5 Протокол Протокол должен содержать: a) номер метода испытания и индекс издания; b) дату проведения испытания; c) идентификацию испытуемого материала; d) информацию о любом отклонении от данного метода испытаний; е) результаты испытания; f) информацию о специалисте, проводившем испытание. 5.3.6 Дополнительная информация Данный метод первоначально был обозначен как Испытание 20а МЭК 60326-2 ________________
5.4 Испытание 1Р04: Ускоренное старение, кондиционирование печатных плат. Метод В 5.4.1 Цель Кондиционирование печатных плат в атмосфере пара в рамках процедуры ускоренного старения, когда важно минимизировать общую продолжительность испытания. Испытание предоставляет информацию о влиянии продолжительности хранения на паяемость печатных плат. Технология применима только к печатным платам с оловянным или оловянно-свинцовым покрытием. Альтернативная технология, имеющая более широкое применение, детально описана в испытании 1Р03. При возникновении несоответствия между двумя альтернативными методами эталонный метод должен включать в себя помещение образца в климатические условия, описанные в МЭК 60068-2-3 (испытание Са) или МЭК 60068-2-30 (испытание Db), на 10 сут. 5.4.2 Образец для испытаний Образец должен удовлетворять требованиям соответствующих технических условий или техническим требованиям документа на поставку потребителю. Также размеры образца выбирают исходя из физических размеров испытательных установок. 5.4.3 Испытательное оборудование и материалы Необходимо использовать следующие испытательное оборудование и материалы. 5.4.3.1 Паровая ванна Паровая ванна должна представлять собой емкость, изготовленную из боросиликатного стекла или нержавеющей стали. Ванна может быть теплоизолированной и должна иметь достаточно малую теплоотдачу, чтобы обеспечить непрерывное кипение деионизированной воды. Конструкция ванны должна: - предотвращать чрезмерное повышение давления; - поддерживать соответствующий уровень воды; - обеспечивать охлаждение пара до температуры ниже температуры кипения воды; - минимизировать контакт конденсата с образцами. 5.4.3.2 Держатель образцов Держатель образцов должен быть изготовлен из материала, который препятствует повреждению образцов и самого держателя во время испытаний. 5.4.4 Метод 5.4.4.1 Подготовка образца Образец необходимо обезжирить, поместив его в нейтральный органический растворитель при комнатной температуре на 1 мин и высушить на горячем воздухе. По согласованию между изготовителем и клиентом допускается подвергнуть образец другим видам предварительной обработки. 5.4.4.2 Последовательность испытания Располагают образцы под углом от 45° до 90° к поверхности кипящей воды во время воздействия пара. Образцы должны быть подвешены так, чтобы любая их часть была выше уровня кипящей воды не менее чем на 38 мм. Добавляют постепенно небольшое количество воды для поддержания соответствующего уровня воды и минимизации возможности падения температуры ванны. Продолжительность воздействия должна составлять 8 ч. После испытания на старение паром и перед испытанием на паяемость нагревают образцы при температуре (105±5) °С в течение 60-75 мин для удаления влаги и других летучих веществ с поверхности. Перед проведением испытания на паяемость охлаждают образцы до комнатной температуры. 5.4.4.3 Испытание на паяемость Образец должен быть извлечен из испытательной камеры, просушен и испытан на паяемость, как определено в соответствующих технических условиях или технических требованиях документа на поставку потребителю. 5.4.5 Протокол Протокол должен содержать: a) номер метода испытания и индекс издания; b) дату проведения испытания; c) идентификацию испытуемого материала; d) информацию о любом отклонении от данного метода испытаний; e) результаты испытания; f) информацию о специалисте, проводившем испытание. 5.4.6 Дополнительная информация Не определена. |
6V: Визуальные методы испытаний
7D: Размерные методы испытаний
8С: Химические методы испытаний
9М: Механические методы испытаний
10Е: Электрические методы испытаний
11N: Методы испытаний на воздействие внешних факторов
12Х: Другие методы испытаний
Приложение А
(справочное)
Примеры оценки неопределенности
Ниже представлены примеры оценки неопределенности для различных испытаний печатных плат.
Пример 1
Метод: Измерения собственной массы 200 Н (номинальная масса) с помощью тензометра. (Метод сопоставим с испытанием на вырыв сквозного металлизированного отверстия.)
Исходные данные: | 198,50 | 198,50 | 198,75 | 198,75 | 198,75 |
198,00 | 198,50 | 198,50 | 198,50 | 198,75 | |
198,20 | 198,50 | 198,50 | 198,50 | 198,75 | |
198,20 | 198,50 | 198,50 | 198,50 | 198,50 | |
198,00 | 198,50 | 198,75 | 198,50 | 198,75 | |
Табличное значение " | |||||
Объем выборки (число измерений) | 25 | ||||
Деление шкалы: | 1,0 Н | ||||
Среднее значение: | 198,50 Н | ||||
Стандартное отклонение | 0,215 Н | ||||
| |||||
Таким образом, неопределенность измерения оценивается как ±1,1%. | |||||
Пример 2
Метод: Неоднократные измерения уровня ионного загрязнения испытательного раствора за счет сравнения с калибровочным раствором. Измерения проводились с помощью инструмента измерения ионного загрязнения, используемого в коммерческой практике.
Исходные данные: | 1,00 | 1,03 | 1,11 | 1,03 | 1,05 |
1,10 | 0,92 | 1,06 | 0,91 | 0,92 | |
Единица измерения: мкг/см | |||||
Табличное значение " | |||||
Объем выборки (число измерений) | 10 | ||||
Среднее значение: | 1,013 мкг | ||||
Стандартное отклонение ( | 0,074 мкг | ||||
| |||||
Таким образом, неопределенность измерения оценивается как ±7,29%. | |||||
Пример 3
Метод: Измерения поверхностного сопротивления изоляции испытательного образца (номинальное значение 100 МОм) с помощью мегомметра.
Исходные данные: | 68,00 | 102,50 | 105,00 | 108,75 | |
81,25 | 102,50 | 107,50 | 113,75 | ||
90,00 | 102,50 | 107,50 | |||
Табличное значение " | |||||
Объем выборки (число измерений) | 11 | ||||
Среднее значение: | 99,02 МОм | ||||
Стандартное отклонение ( | 13,73 МОм | ||||
Деление шкалы: | 1,25 МОм | ||||
| |||||
Приложение В
(справочное)
Переходная таблица номеров методов испытаний
Соответствия методов испытаний в новых и старых публикациях МЭК приведены в таблице В.1.
Таблица В.1
Новая публикация | Описание (название метода испытаний) | Старая публикация | ||
Стандарт | Метод испыта- | Стандарт | Метод испы- | |
МЭК 61189-1 | 1Р01 | Предварительное кондиционирование в нормальных атмосферных условиях | МЭК 60326-2/9.1.1 | 18а |
1Р02 | Предварительное кондиционирование при температуре 125 °С | МЭК 60326-2/9.1.2 | 18b | |
1Р03 | Ускоренное старение. Пар/кислород. Метод А | МЭК 60326-2/9.4 | 20а | |
МЭК 61189-2 | 2С01 | Сопротивление материалов основания к воздействию гидроокиси натрия | - | - |
2С02 | Время гелеобразования материалов препрега с эпоксидной смолой | - | - | |
2С03 | Содержание смолы в материалах препрега | - | - | |
2С04 | Содержание летучих веществ в материалах препрега | - | - | |
2С05 | Образование вздутий в результате термоудара | МЭК 60249/3.7 | - | |
2С06 | Горючесть, испытание жестких материалов на горение в вертикальном положении | МЭК 60249/4.3.4 | - | |
2С07 | Горючесть, испытание жестких материалов на горение в горизонтальном положении | МЭК 60249/4.3.3 | - | |
2С08 | Горючесть, гибкий материал | МЭК 60249/4.3.5 | - | |
2С09 | Вязкость расплавленного связующего препрега | - | - | |
2С10 | Содержание смолы в материалах препрега, определение методом возгонки | - | - | |
2D01 | Толщина материалов основания и печатных плат | МЭК 60249/3.14 | - | |
2Е01 | Состояние поверхности во влажных условиях | МЭК 60112 | - | |
2Е02 | Электрическая прочность под напряжением сети переменного тока | МЭК 60243 | - | |
2Е03 | Поверхностное сопротивление после влажного тепла в камере влажности | МЭК 60249/2.2 | - | |
2Е04 | Объемное удельное сопротивление и поверхностное удельное сопротивление | МЭК 60249/2.3 | - | |
2Е05 | Диэлектрическая проницаемость и тангенс угла диэлектрических потерь | МЭК 60250 | - | |
2Е06 | Объемное удельное сопротивление и поверхностное удельное сопротивление, три электрода | МЭК 60093 | - | |
2Е07 | Поверхностное удельное сопротивление и объемное удельное сопротивление при повышенной температуре | МЭК 60249/2.9 | - | |
2Е08 | Поверхностная коррозия | МЭК 60249/2.4 | - | |
2Е09 | Сравнительный показатель трекингоустойчивости | МЭК 60249/2.6 | - | |
2Е10 | Диэлектрическая проницаемость | МЭК 60249/2.7 | - | |
2Е11 | Электрическая прочность | МЭК 60249/2.8 | - | |
2Е12 | Сопротивление фольги | МЭК 60249/2.1 | - | |
2Е13 | Коррозия края | МЭК 60249/2.5 | - | |
2Е14 | Дугостойкость | - | - | |
2Е15 | Пробой диэлектрика | - | - | |
2Е16 | Контактные сопротивления кнопочной панели печатной схемы | - | - | |
2М01 | Изгиб и скручивание | МЭК 60249/3.1 | - | |
2М02 | Изгиб и скручивание после травления и нагревания | МЭК 60249/3.2 | - | |
2М03 | Фактор термоотверждения по DSC/TMA | МЭК 60249/3.3 | - | |
2М04 | Скручивание после нагревания | МЭК 60249/3.4 | - | |
2М05 | Прочность на отрыв контактной площадки | МЭК 60249/3.5 | - | |
2М06 | Прочность на отслаивание фольги после воздействия паров растворителя | МЭК 60249/3.6.4 | - | |
2М07 | Прочность на отслаивание фольги после воздействия растворителя | МЭК 60249/3.6.6 | - | |
2М08 | Прочность на изгиб | ИСО 178 | - | |
2М09 | Текучесть связующего препрега | - | - | |
2М10 | Температура стеклования материалов основания, метод сканирующей калориметрии (DSC) | - | - | |
2М11 | Температура стеклования материалов основания, метод термомеханического анализа (ТМА) | - | - | |
2М12 | Волнистость поверхности | - | - | |
2М13 | Прочность на отслаивание фольги в исходном состоянии | МЭК 60249/3.6.1 | - | |
2М14 | Прочность на отслаивание фольги после термоудара | МЭК 60249/3.6.2 | - | |
2М15 | Прочность на отслаивание фольги после сухого тепла | МЭК 60249/3.6.3 | - | |
2М16 | Прочность на отслаивание фольги после имитации металлизации | МЭК 60249/3.6.5 | - | |
2М17 | Прочность на отслаивание фольги при высокой температуре | МЭК 60249/3.6.7 | - | |
2М18 | Чистота поверхности | МЭК 60249/3.9 | - | |
2М19 | Штампуемость | МЭК 60249/3.8 | - | |
2М20 | Прочность на изгиб | МЭК 60249/4.1 | - | |
2М21 | Усталость от изгиба (стойкость к многократным перегибам) | МЭК 60249/3.12 | - | |
2М22 | Масса фольги на единицу площади | МЭК 60249/3.13 | - | |
2М23 | Прямоугольность нарезанных заготовок | МЭК 60249/3.15 | - | |
2М24 | Коэффициент линейного теплового расширения | МЭК 60249/4.5 | - | |
2М25 | Определение времени до расслоения, термомеханический анализ (ТМА) | - | - | |
2М26 | Коэффициент прессования препрега | - | - | |
2М27 | Текучесть смолы пленок, используемых при изготовлении гибких печатных плат | - | - | |
2N01 | Климатические испытания при повышенных давлении и температуре | МЭК 60249/4.2 | - | |
2N02 | Водопоглощение | МЭК 60249/4.4 | - | |
2Р01 | Сухое тепло | МЭК 60068-2-2 | Ва | |
2Р02 | Плавание образца в ванне с припоем | МЭК 60068-2-20 | Т | |
2X02 | Стабильность размеров тонких материалов | МЭК 60249/3.11 | - | |
МЭК 61189-3 | 3С01 | Горючесть. Жесткие печатные платы с удаленным металлом | МЭК 60326-2/8.4.1 | 16а |
3С02 | Горючесть. Жесткие печатные платы, метод раскаленной проволоки | МЭК 60326-2/8.4.2 | 16b | |
3С03 | Горючесть. Использование горелки игольчатого типа. Жесткие печатные платы | МЭК 60326-2/8.4.3 | 16с | |
3С04 | Электролитическая коррозия, твердая и тонкая пленка | МЭК 60326-2/8.5 | 17а | |
3С05 | Стойкость к воздействию растворителей и флюсов | МЭК 60426/все части | - | |
3С06 | Горючесть, испытание раскаленной проволокой жестких печатных плат | МЭК 60695-2-1 | - | |
3С07 | Горючесть, испытание тонким пламенем жестких печатных плат | МЭК 60695-2-2 | - | |
3С08 | Горение в вертикальном положении | ИCO R 1326 | - | |
3С09 | Водопоглощение | ИСО Std 62 | - | |
3С10 | Поверхностные органические загрязнения (внутренние) | - | - | |
3С11 | Удельное сопротивление растворителя (ионные загрязнители) | - | - | |
3С12 | Органические поверхностные загрязнители (инфракрасные) | - | - | |
3D01 | Оптический метод | МЭК 60326-2/5.2.2 | 2а | |
3D02 | Ширина проводника и зазор | - | - | |
3D03 | Автоматизированный оптический контроль | - | - | |
3D04 | Проверка размеров | МЭК 60326-2/5.2 | 2 | |
3Е01 | Короткое замыкание | МЭК 60326-2/6.2.1 | 4а | |
3Е02 | Целостность цепи | МЭК 60326-2/6.2.2 | 4b | |
3Е03 | Сопротивление изоляции на наружных слоях | МЭК 60326-2/6.4.1 | 6а | |
3Е04 | Сопротивление изоляции на внутренних слоях | МЭК 60326-2/6.4.2 | 6b | |
3Е05 | Сопротивление изоляции между слоями | МЭК 60326-2/6.4.3 | 6с | |
3Е06 | Уход частоты | МЭК 60326-2/6.6 | 8а | |
3Е07 | Полное входное сопротивление (импеданс) схемы | МЭК 60326-2/6.7 | 9а | |
3Е08 | Изменение сопротивления сквозных металлизированных отверстий, термоциклирование | МЭК 60326-2/6.1.3 | 3с | |
3Е09 | Электрическая прочность наружных слоев | МЭК 60326-2/6.5.1 | 7а | |
3Е10 | Испытание напряжением между слоями | МЭК 60326-2/6.5.2 | 7b | |
3Е11 | Сопротивление соединений, многослойные печатные платы | - | - | |
3Е12 | Сопротивление проводников | МЭК 60326-2/6.1.1 | 3а | |
3Е13 | Сопротивление межслойного соединения | МЭК 60326-2/6.1.2 | 3b | |
3Е14 | Токовая нагрузка, сквозное металлизированное отверстие | МЭК 60326-2/6.3.1 | 5а | |
3Е15 | Токовая нагрузка, проводники | МЭК 60326-2/6.3.2 | 5b | |
3Е16 | Изменение сопротивления сквозных металлизированных отверстий, термоудар | МЭК 60326-2/6.1.3 | 3с | |
3Е17 | Волновое сопротивление продукта, измеренное с помощью рефлектометрии временного интервала | - | - | |
3М01 | Прочность на отслаивание в нормальных атмосферных условиях | МЭК 60326-2/7.1.1 | 10а | |
3М02 | Прочность на отслаивание при повышенной температуре | МЭК 60326-2/7.1.2 | 10b | |
3М03 | Прочность на вырыв покрытий сквозных металлизированных отверстий без контактных площадок | МЭК 60326-2/7.2.2 | 11b | |
3М04 | Плоскостность | МЭК 60326-2/7.3 | 12а | |
3М05 | Прочность на отслаивание гибких печатных плат в нормальных атмосферных условиях | МЭК 60326-2/7.1.3 | 10с | |
3М06 | Усталость от изгиба гибких печатных плат | МЭК 60326-2/7.4 | 21а | |
3М07 | Прочность на отрыв контактных площадок неметаллизированных отверстий | МЭК 60326-2/7.2.1 | 11а | |
3М08 | Твердость органических поверхностных покрытий (сопротивление истиранию) | - | - | |
3М09 | Степень отверждения органического покрытия печатной платы | - | - | |
3N01 | Тепловой удар при погружении в жидкость | МЭК 60326-2/9.2.1 | 19а | |
3N02 | Термоудар при плавании образца в ванне с припоем | МЭК 60326-2/9.2.3 | 19с | |
3N03 | Тепловой удар при пайке паяльником | МЭК 60326-2/9.2.4 | 19d | |
3N04 | Термоудар, погружение в припой, 260 °С | МЭК 60326-2/9.2.5 | 19е | |
3N05 | Термоудар, плавание, ванна с припоем, 288 °С | МЭК 60326-2/9.2.6 | 19f | |
3N06 | Влажное тепло, установившееся состояние | МЭК 60068-2-3 | Са | |
3N07 | Термоциклирование | МЭК 60068-2-30 | Da | |
3N08 | Тепловой удар при погружении во флюидизированную песочную баню | МЭК 60326-2/9.2.2 | 19b | |
3N12 | Влагостойкость и сопротивление изоляции печатных плат | - | - | |
3V01 | Метод 3 | МЭК 60326-2/5.1.1 | 1а | |
3V02 | Метод 10 | МЭК 60326-2/5.1.2 | 1b | |
3V03 | Метод 250 | МЭК 60326-2/5.1.3 | 1с | |
3V04 | Общий визуальный контроль | МЭК 60326-2/5.1 | 1 | |
3X01 | Адгезия металлического покрытия, метод клеящей ленты | МЭК 60326-2/8.1.1 | 13а | |
3X02 | Адгезия металлического покрытия, метод полировки | МЭК 60326-2/8.1.2 | 13b | |
3X03 | Пористость покрытия, выдержка в газе | МЭК 60326-2/8.1.3 | 13с | |
3X04 | Пористость, электрографические испытания (золото по меди) | МЭК 60326-2/8.1.4 | 13d | |
3X05 | Пористость, электрографическое испытание покрытия золото по никелю | МЭК 60326-2/8.1.5 | 13е | |
3X06 | Толщина гальванического покрытия | МЭК 60326-2/8.1.6 | 13f | |
3X07 | Паяемость, краевой угол | МЭК 60326-2/8.2 | 14а | |
3X08 | Расслоение, термоудар | МЭК 60326-2/8.3.1 | 15а | |
3X09 | Шлифы (изготовление, контроль) | МЭК 60326-2/8.3.2 | 15b | |
3X10 | Паяемость, заполнение по окружности | МЭК 60326-2/8.2 | 14а | |
3X11 | Оценка качества внутренних переходов многослойных печатных плат после термоудара | - | - | |
3X12 | Адгезия органического покрытия печатной платы (липкая лента) | - | - | |
- часть 1. Общие методы испытаний и методология; - часть 2. Методы испытаний материалов и структур межсоединений; - часть 3. Методы испытаний структур межсоединений (печатных плат).
Р - подготовка или кондиционирование испытуемых образцов; V - визуальные методы испытаний; D - размерные методы испытаний; С - химические методы испытаний; М - механические методы испытаний; Е - электрические методы испытаний; N - методы испытаний на воздействие окружающих факторов; X - другие методы испытаний. | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
МЭК 60068-1 | - | * |
МЭК 60068-2-3 | - | * |
МЭК 60068-2-30:2005 | IDТ | ГОСТ Р МЭК 60068-2-30-2009 "Испытания на воздействие внешних факторов. Часть 2-30. Испытания. Испытание Db: Влажное тепло, циклическое (12 ч +12-часовой цикл)" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Приложение ДБ
(справочное)
Данные о методах испытаний по оценке печатных плат и других типов структур межсоединений в соответствии с национальными и межгосударственными стандартами, аналогичных методам испытаний по стандартам МЭК
Таблица ДБ.1 - Сравнительная таблица методов испытаний
МЭК | Описание (название метода испытаний) | ГОСТ | ||
Стандарт | Метод | Стандарт | Номер (пункт) метода | |
МЭК 61189-1 | 1Р01 | Предварительное кондиционирование в нормальных атмосферных условиях | 23752.1-92 | 18А (9.1.1) |
1Р02 | Предварительное кондиционирование при температуре 125 °С | 23752.1-92 | 18В (9.1.2) | |
1Р03 | Ускоренное старение. Пар/кислород. Метод А | 23752.1-92 | 20А (9.4) | |
1Р04 | Ускоренное старение, кондиционирование печатных плат. Метод В | - | - | |
МЭК 61189-2 | 2Р01 | Сухое тепло | Р МЭК 60068-2-2-2009 | Испытание В |
2Р02 | Плавание образца в ванне с припоем | 26246.0-89 | (3.6.3) | |
2D01 | Толщина материалов основания и печатных плат | 26246.0-89 | (3.13) | |
2С01 | Сопротивление материалов основания к воздействию гидроокиси натрия | - | - | |
2С02 | Время гелеобразования материалов препрега с эпоксидной смолой | 26246.14-91 | (5.4) | |
2С03 | Содержание смолы в материалах препрега | 26246.14-91 | (5.1) | |
2С04 | Содержание летучих веществ в материалах препрега | 26246.14-91 | (5.3) | |
2С05 | Образование вздутий в результате термоудара | 26246.0-89 | (3.6) | |
2С06 | Горючесть, испытание жестких материалов на горение в вертикальном положении | 26246.0-89 | (4.3.2) | |
2С07 | Горючесть, испытание жестких материалов на горение в горизонтальном положении | 26246.0-89 | (4.3.1) | |
2С08 | Горючесть, гибкий материал | 26246.0-89 | (4.3.3) | |
2С09 | Вязкость расплавленного связующего препрега | - | - | |
2С10 | Содержание смолы в материалах препрега, определение методом возгонки | 26246.14-89* | (5.1) | |
______________ * Вероятно ошибка оригинала. Следует читать: 26246.14-91. - . | ||||
2М01 | Изгиб и скручивание | 26246.0-89 | (3.1, 3.2) | |
2М02 | Изгиб и скручивание после травления и нагревания | 26246.0-89 | (3.3) | |
2М03 | Фактор термоотверждения по DSC/TMA | - | - | |
2М04 | Скручивание после нагревания | - | - | |
2М05 | Прочность на отрыв контактной площадки | 26246.0-89 | (3.4) | |
2М06 | Прочность на отслаивание фольги после воздействия паров растворителя | 26246.0-89 | (3.5.6) | |
2М07 | Прочность на отслаивание фольги после воздействия растворителя | 26246.0-89 | (3.5.8) | |
2М08 | Прочность на изгиб | - | - | |
2М09 | Текучесть связующего препрега | 26246.14-91 | (5.2) | |
2М10 | Температура стеклования материалов основания, метод сканирующей калориметрии (DSC) | - | - | |
2М11 | Температура стеклования материалов основания, метод термомеханического анализа (ТМА) | - | - | |
2М12 | Волнистость поверхности | - | - | |
2М13 | Прочность на отслаивание фольги в исходном состоянии | 26246.0-89 | (3.5.3) | |
2М14 | Прочность на отслаивание фольги после термоудара | 26246.0-89 | (3.5.4) | |
2М15 | Прочность на отслаивание фольги после сухого тепла | 26246.0-89 | (3.5.5) | |
2М16 | Прочность на отслаивание фольги после имитации металлизации | 26246.0-89 | (3.5.7) | |
2М17 | Прочность на отслаивание фольги при высокой температуре | 26246.0-89 | (3.5.9) | |
2М18 | Чистота поверхности | 26246.0-89 | (3.8) | |
2М19 | Штампуемость | 26246.0-89 | (3.7) | |
2М20 | Прочность на изгиб | - | - | |
2М21 | Усталость от изгиба (стойкость к многократным перегибам) | 26246.0-89 | (3.11) | |
2М22 | Масса фольги на единицу площади | 26246.0-89 | (3.12) | |
2М23 | Прямоугольность нарезанных заготовок | 26246.0-89 | (3.14) | |
2М24 | Коэффициент линейного теплового расширения | 26246.0-89 | (4.6) | |
2М25 | Определение времени до расслоения, термомеханический анализ (ТМА) | - | - | |
2М26 | Коэффициент прессования препрега | - | - | |
2М27 | Текучесть смолы пленок, используемых при изготовлении гибких печатных плат | - | - | |
2Е01 | Состояние поверхности во влажных условиях | 26246.0-89 | (2.7) | |
2Е02 | Электрическая прочность под напряжением сети переменного тока | - | - | |
2Е03 | Поверхностное сопротивление после влажного тепла в камере влажности | 26246.0-89 | (2.3) | |
2Е04 | Объемное удельное сопротивление и поверхностное удельное сопротивление | 26246.0-89 | (2.3) | |
2Е05 | Диэлектрическая проницаемость и тангенс угла диэлектрических потерь | - | - | |
2Е06 | Объемное удельное сопротивление и поверхностное удельное сопротивление, три электрода | - | - | |
2Е07 | Поверхностное удельное сопротивление и объемное удельное сопротивление при повышенной температуре | 26246.0-89 | (2.4) | |
2Е08 | Поверхностная коррозия | 26246.0-89 | (2.7) | |
2Е09 | Сравнительный показатель трекингоустойчивости | 26246.0-89 | (2.9) | |
2Е10 | Диэлектрическая проницаемость | - | - | |
2Е11 | Электрическая прочность | - | - | |
2Е12 | Сопротивление фольги | 26246.0-89 | (2.2) | |
2Е13 | Коррозия края | 26246.0-89 | (2.8) | |
2Е14 | Дугостойкость | - | - | |
2Е15 | Пробой диэлектрика | - | - | |
2Е16 | Контактные сопротивления кнопочной панели печатной схемы | - | - | |
2N01 | Климатические испытания при повышенных давлении и температуре | 26246.0-89 | (4.5) | |
2N02 | Водопоглощение | 26246.0-89 | (4.4) Метод А | |
2X02 | Стабильность размеров тонких материалов | 26246.0-89 | (3.10) | |
2X03 | Стабильность размеров жестких материалов | 26246.0-89 | (3.10) | |
МЭК 61189-3 | 3V01 | Метод 3 | 23752.1-92 | 1А (5.1.1) |
3V02 | Метод 10 | 23752.1-92 | 1В (5.1.2) | |
3V03 | Метод 250 | 23752.1-92 | 1С (5.1.3) | |
3V04 | Общий визуальный контроль | 23752.1-92 | 1(5.1) | |
3D01 | Оптический метод | 23752.1-92 | 2А (5.2.2) | |
3D02 | Ширина проводника и зазор | - | - | |
3D03 | Автоматизированный оптический контроль | - | - | |
3D04 | Проверка размеров | 23752.1-92 | 2(5.2) | |
3С01 | Горючесть. Жесткие печатные платы с удаленным металлом | 23752.1-92 | 16А (8.4.1) | |
3С02 | Горючесть. Жесткие печатные платы, метод раскаленной проволоки | 23752.1-92 | 16В (8.4.2) | |
3С03 | Горючесть. Использование горелки игольчатого типа. Жесткие печатные платы | 23752.1-92 | 16С (8.4.3) | |
3С04 | Стойкость к воздействию растворителей и флюсов | 23752.1-92 | 17А (8.5) | |
3С05 | Электролитическая коррозия, твердая и тонкая пленка | - | - | |
3С06 | Горючесть, испытание раскаленной проволокой жестких печатных плат | - | - | |
3С07 | Горючесть, испытание тонким пламенем жестких печатных плат | - | - | |
3С08 | Горение в вертикальном положении | - | - | |
3С09 | Водопоглощение | - | - | |
3С10 | Поверхностные органические загрязнения (внутренние) | - | - | |
3С11 | Удельное сопротивление растворителя (ионные загрязнители) | - | - | |
3С12 | Органические поверхностные загрязнители (инфракрасные) | - | - | |
3М01 | Прочность на отслаивание в нормальных атмосферных условиях | 23752.1-92 | 10А (7.1.1) | |
3М02 | Прочность на отслаивание при повышенной температуре | 23752.1-92 | 10В (7.1.2) | |
3М03 | Прочность на вырыв покрытий сквозных металлизированных отверстий без контактных площадок | 23752.1-92 | 11В (7.2.2) | |
3М04 | Плоскостность | 23752.1-92 | 12А (7.3) | |
3М05 | Прочность на отслаивание гибких печатных плат в нормальных атмосферных условиях | 23752.1-92 | 10С (7.1.3) | |
3М06 | Усталость от изгиба гибких печатных плат | 23752.1-92 | 21А (7.4) | |
3М07 | Прочность на отрыв контактных площадок неметаллизированных отверстий | 23752.1-92 | 11А (7.2.1) | |
3М08 | Твердость органических поверхностных покрытий (сопротивление истиранию) | - | - | |
3М09 | Степень отверждения органического покрытия печатной платы | - | - | |
3Е01 | Короткое замыкание | 23752.1-92 | 4А (6.2.1) | |
3Е02 | Целостность цепи | 23752.1-92 | 4В (6.2.2) | |
3Е03 | Сопротивление изоляции на наружных слоях | 23752.1-92 | 6А (6.4.1) | |
3Е04 | Сопротивление изоляции на внутренних слоях | 23752.1-92 | 6В (6.4.2) | |
3Е05 | Сопротивление изоляции между слоями | 23752.1-92 | 6С (6.4.3) | |
3Е06 | Уход частоты | 23752.1-92 | 8А (6.6) | |
3Е07 | Полное входное сопротивление (импеданс) схемы | 23752.1-92 | 9А (6.7) | |
3Е08 | Изменение сопротивления сквозных металлизированных отверстий, термоциклирование | 23752.1-92 | 3С (6.1.3) | |
3Е09 | Электрическая прочность наружных слоев | 23752.1-92 | 7А (6.5.1) | |
3Е10 | Испытание напряжением между слоями | 23752.1-92 | 7В (6.5.2) | |
3Е11 | Сопротивление соединений, многослойные печатные платы | |||
3Е12 | Сопротивление проводников | 23752.1-92 | 3А (6.1.1) | |
3Е13 | Сопротивление межслойного соединения | 23752.1-92 | 3В (6.1.2) | |
3Е14 | Токовая нагрузка, сквозное металлизированное отверстие | 23752.1-92 | 5А (6.3.1) | |
3Е15 | Токовая нагрузка, проводники | 23752.1-92 | 5В (6.3.2) | |
3Е16 | Изменение сопротивления сквозных металлизированных отверстий, термоудар | 23752.1-92 | 3С (6.1.3) | |
3Е17 | Волновое сопротивление продукта, измеренное с помощью рефлектометрии временного интервала | - | - | |
3N01 | Тепловой удар при погружении в жидкость | 23752.1-92 | 19А (9.2.1) | |
3N02 | Термоудар при плавании образца в ванне с припоем | 23752.1-92 | 19С (9.2.3) | |
3N03 | Тепловой удар при пайке паяльником | 23752.1-92 | 19Д (9.2.4) | |
3N04 | Термоудар, погружение в припой, 260 °С. Тепловой удар при пайке погружением | 23752.1-92 | 19Е (9.2.5) | |
3N05 | Термоудар, плавание, ванна с припоем, 288 °С | 23752.1-92 | 19F (9.2.6) | |
3N06 | Влажное тепло, установившееся состояние | - | - | |
3N07 | Термоциклирование | - | - | |
3N08 | Тепловой удар при погружении во флюидизированную песочную баню | 23752.1-92 | 19В (9.2.2) | |
3N12 | Влагостойкость и сопротивление изоляции печатных плат | - | - | |
3X01 | Адгезия металлического покрытия, метод клеящей ленты | 23752.1-92 | 13А (8.1.1) | |
3X02 | Адгезия металлического покрытия, метод полировки | 23752.1-92 | 13В (8.1.2) | |
3X03 | Пористость покрытия, выдержка в газе | 23752.1-92 | 13С (8.1.3) | |
3X04 | Пористость, электрографические испытания (золото по меди) | 23752.1-92 | 13Д (8.1.4) | |
3X05 | Пористость, электрографическое испытание покрытия (золото по никелю) | 23752.1-92 | 13Е (8.1.5) | |
3X06 | Толщина гальванического покрытия | 23752.1-92 | 13F (8.1.6) | |
3X07 | Паяемость, краевой угол | 23752.1-92 | 14А (8.2) | |
3X08 | Расслоение, термоудар | 23752.1-92 | 15А (8.3.1) | |
3X09 | Шлифы (изготовление, контроль) | 23752.1-92 | 15В (8.3.2) | |
3X10 | Паяемость, заполнение по окружности | 23752.1-92 | 14А (8.2) | |
3X11 | Оценка качества внутренних переходов многослойных печатных плат после термоудара | - | - | |
3X12 | Адгезия органического покрытия печатной платы (липкая лента) | - | - | |
_____________________________________________________________________________________________________
УДК 621.3.049.75:006.354 ОКС 31.180 Э02
Ключевые слова: материалы, структуры межсоединений, печатные узлы, методы испытаний, погрешность, точность, неопределенность, кондиционирование, ускоренное старение
_____________________________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}