ГОСТ ISO 15609-6-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Технические требования и аттестация процедур сварки металлических материалов
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
Часть 6
Лазерно-дуговая гибридная сварка
Specification and qualification of welding procedures for metallic materials. Welding procedure specification. Part 6. Laser-arc hybrid welding
МКС 25.160.10
Дата введения 2018-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Национальная экспертно-диагностическая компания" (ООО "НЭДК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 августа 2017 г. N 932-ст межгосударственный стандарт ГОСТ ISO 15609-6-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15609-6:2013* "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 6. Лазерно-дуговая гибридная сварка" ("Specification and qualification of welding procedures for metallic materials - Welding procedure specification - Part 6: Laser-arc hybrid welding", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 10.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Май 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Международный стандарт ISO 15609 состоит из следующих частей под общим наименованием "Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки":
- часть 1. Дуговая сварка;
- часть 2. Газовая сварка;
- часть 3. Электронно-лучевая сварка;
- часть 4. Лазерная сварка;
- часть 5. Контактная сварка;
- часть 6. Лазерно-дуговая гибридная сварка.
1 Область применения
Настоящий стандарт устанавливает технические требования к процедуре процессов лазерно-дуговой гибридной сварки.
Параметры сварки, перечисленные в настоящем стандарте, влияют на качество и свойства сварного соединения.
Примечание - Подробная информация об ISO 15609 (все части) приведена в ISO 15607:2003, приложение А.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных - последнее издание (включая все изменения):
ISO 4063:2009, Welding and allied processes - Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 6947, Welding and allied processes - Welding positions (Сварка и родственные процессы. Положения при сварке)
ISO 11145, Optics and photonics - Lasers and laser-related equipment - Vocabulary and symbols (Оптика и фотоника. Лазеры и связанное с ними оборудование. Словарь и условные обозначения)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials - General rules (Технические требования и аттестация процедур сварки металлических материалов. Общие правила)
____________________
Заменен на ISO 15607:2019.
ISO/TR 25901:2007, Welding and related processes - Vocabulary (Сварка и родственные процессы. Словарь)
____________________
Заменен на ISO/TR 25901-1:2016, ISO/TR 25901-3:2016, ISO/TR 25901-4:2016.
3 Термины и определения
В настоящем стандарте применены термины в соответствии с ISO 11145, ISO 15607 и ISO/TR 25901, а также следующие термины с соответствующими определениями:
3.1 гибридная сварка (hybrid welding): Два или более процессов сварки плавлением, которые взаимодействуют в одной сварочной ванне
Примечание 1 - Гибридная сварка отличается от комбинации процессов наличием как минимум двух сварочных ванн, полностью разделенных твердым компонентом между фазами затвердевания. На рисунке 1 приведены примеры а) комбинированного процесса и б) гибридного процесса, с образованием одной сварочной ванны лазерным лучом и дополнительным источником - энергией дуги.
|
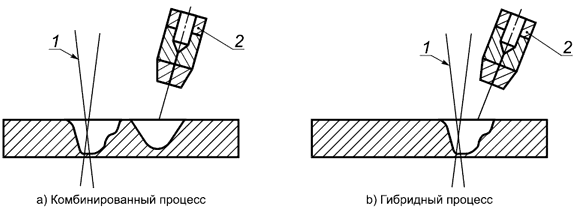
1 - лазерный луч; 2 - горелка
Рисунок 1 - Комбинация сварочных процессов
3.2 нарастание (slope up): Контролируемое увеличение мощности лазерного луча и/или мощности дуги в начале сварки.
[ISO/TR 25901:2007; 2.337, модифицированный]
3.3 спад (slope down): Контролируемое уменьшение мощности лазерного луча и/или мощности дуги в конце сварки.
[ISO/TR 25901:2007; 2.336, модифицированный]
3.4 рабочее расстояние (working distance): Расстояние между поверхностью заготовки и стандартной опорной точкой оборудования, относящейся к фокусирующей линзе или центру зеркала
[ISO/TR 25901:2007, 2.472].
Примечание 1 - Является справочной величиной.
3.5 геометрические параметры (geometrical parameters): Все размеры и допуски для описания относительных положений лазерного луча, дуги и соединения.
3.6 прихватка (tacking run): Шов для фиксации взаимного расположения подлежащих сварке деталей или узлов.
[ISO/TR 25901:2007, 2.370].
3.7 перекрытие (overlap): Участок сварного шва, переплавляемый на этапе спада
[ISO/TR 25901:2007, 2.249].
4 Содержание технических требований к процедуре сварки (WPS)
4.1 Общие положения
Технические требования к процедуре сварки (WPS) содержат сведения о сварочных операциях, их выполнении и всю необходимую информацию о сварочных работах.
Технические требования к процедуре сварки могут охватывать определенный диапазон толщин соединяемых деталей, основных металлов и присадочных материалов. Некоторые производители могут дополнительно разрабатывать рабочие инструкции для каждой конкретной работы как часть подробного производственного плана.
Информация, приведенная ниже, является достаточной для большинства сварочных операций. Для некоторых областей применения может потребоваться ее дополнение или сокращение. Соответствующая информация должна быть указана в WPS.
Диапазоны и допустимые отклонения должны быть установлены на основе опыта производителя.
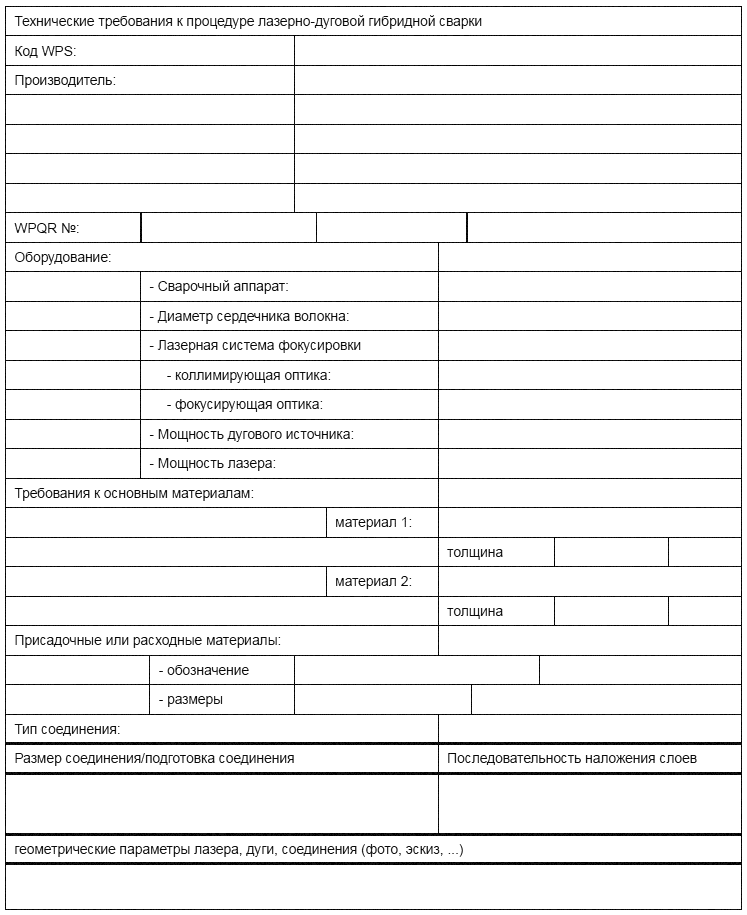
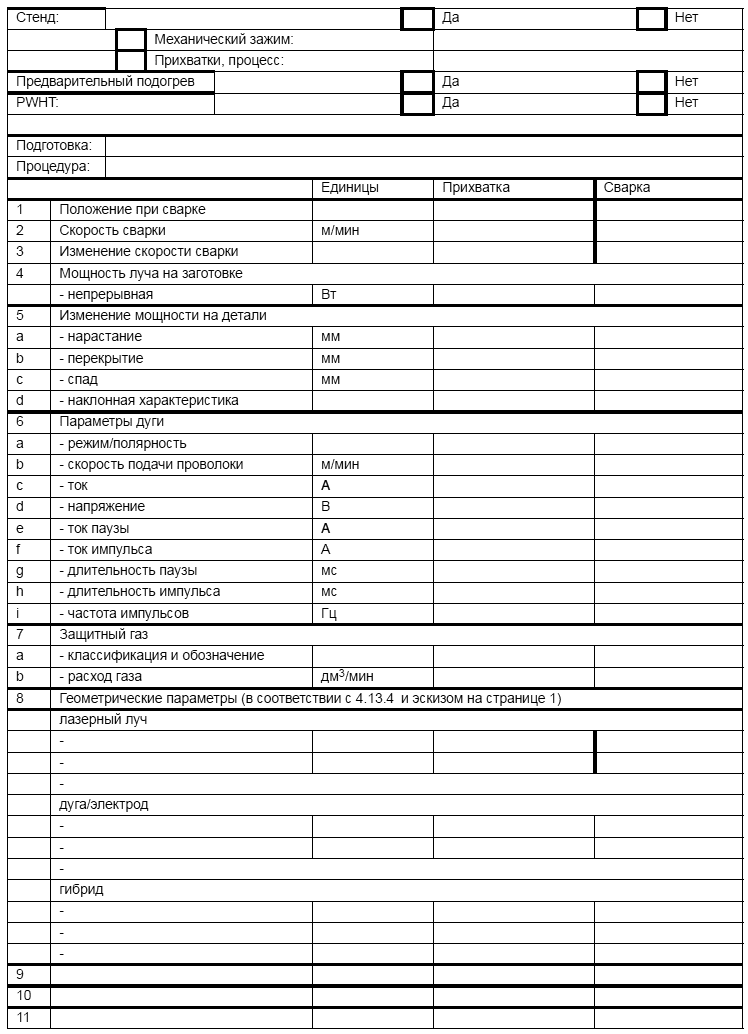
Пример формы WPS приведен в приложении А.
4.2 Производитель
- Идентификация производителя;
- идентификация WPS;
- ссылка на протокол аттестации процедуры сварки (WPQR) или другие требуемые документы.
4.3 Основной материал
4.3.1 Материал
Идентификация основных материалов (и, если применяется, остающейся подкладки), как правило, осуществляется ссылкой на соответствующий стандарт, а также указанием сведений о типе продукции (прокат, кованое изделие, литье и т.д.).
WPS может охватывать более одного материала.
4.3.2 Размеры материалов
Должны быть указаны следующие размеры:
- диапазон толщин соединения;
- диапазон наружных диаметров детали.
4.4 Сварочные процессы
Применяемые процессы должны быть описаны с использованием обозначений для каждого процесса, разделенных символом "+" (плюс) в соответствии с ISO 4063.
Например, для сварки твердотельным лазером в сочетании с дуговой сваркой сплошной проволокой в инертном газе: 521+131.
4.5 Конструкция соединения
Должен быть разработан эскиз, содержащий конструкцию/конфигурацию соединения, размеры и допустимые отклонения соединения, включая обработку поверхности, или ссылки на другой стандарт или нормативный документ с указанной информацией.
4.6 Положения при сварке
Положения при сварке должны быть указаны в соответствии с ISO 6947.
4.7 Подготовка соединения
Должна быть указана следующая информация о подготовке соединения:
- метод подготовки соединения, очистки, обезжиривания;
- защита подготовленного соединения (при необходимости).
4.8 Техника сварки
Эскиз, демонстрирующий технику сварки, должен показывать детали выполнения всех слоев (прихватки, заполняющий слой, облицовочный слой). Должна содержаться следующая информация:
- с колебаниями или без колебаний.
Для колебаний - величина колебаний, их амплитуда, частота и время паузы колебаний лазерного пучка и/или проволочного электрода.
4.9 Фиксаторы, зажимные приспособления и набор инструментов
Должны быть описаны способы, которые будут применять для фиксации заготовки (включая выполненные вручную прихватки, если выполняются) и, если используются устройства для подачи газа, защищающего обратную сторону шва.
4.10 Подкладка
Должна быть включена как характеризующая следующая информация:
- тип(ы) и характер подкладки (материал подкладки, защитный газ, защитный флюс и т.д.);
- размеры;
- материал подкладки;
- обозначение защитного газа и, при необходимости, поставщик и торговая марка;
- расход газа, при необходимости;
- классификация, тип материала флюса и, при необходимости, поставщик и торговая марка;
- необходимость прокалки или иной подготовки флюса, как правило со ссылкой на соответствующие стандарты.
4.11 Присадочный материал
Должна быть указана следующая информация:
- классификация, при необходимости, поставщик и торговая марка;
- диаметр электродной проволоки или ширина и толщина пластинчатого электрода (ленточного электрода);
- необходимость прокалки или иной подготовки присадочного материала, предпочтительно со ссылкой на соответствующие стандарты.
4.12 Применяемое оборудование
4.12.1 Оборудование для лазерной сварки
Должна быть предоставлена следующая информация:
- тип (например, Nd:YAG или СO), модель, производитель;
- номинальная мощность;
- непрерывное или импульсное излучение;
- количество лазеров в комбинации;
- должны быть определены номинальные значения для следующих параметров:
- качество луча;
- длина волны;
- поляризация луча.
4.12.2 Транспортировка луча и система фокусировки
Должны быть указаны следующие сведения:
- метод передачи (волокна, зеркала, включая коллиматор пучка, если применяется);
- расстояние от источника луча до системы фокусировки, если необходимо;
- диаметр луча на входе системы фокусировки;
- передача луча и системы фокусировки (например, диаметр волокна, коллимирующий размер, фокусное расстояние);
- номинальный размер фокусной точки.
4.12.3 Оборудование для дуговой сварки
Должны быть представлены следующие сведения:
- тип, модель, производитель.
4.12.4 Система управления
Должны быть представлены следующие сведения:
- тип, модель, производитель,
- тип, модель, производитель системы слежения за стыком, если применяется.
4.13 Сварочные параметры
4.13.1 Параметры лазерного пучка
Должны быть представлены следующие сведения:
- мощность лазерного пучка на детали, включая технические требования к процедуре измерения;
- параметры импульса в том числе (если применяется):
- пиковая мощность;
- частота повторения;
- длина импульса;
- форма импульса;
- рабочий/защитный газ (расход, обозначение, чистота), если применяется;
- изменение мощности на детали (включая период нарастания и спада, если применяется);
- параметры колебания, амплитуда, частота и время паузы (если применяется).
4.13.2 Параметры дугового процесса
Должны быть представлены следующие сведения:
- тип переноса металла (как указано в ISO 4063:2009, 2.2.2), полярность, род тока (AC/DC);
- изменение мощности на детали (включая период нарастания и спада, если применяется);
- параметры импульса и, при необходимости, синергетические настройки источника питания, в зависимости от способа сварки;
- скорость подачи проволоки;
- диапазон тока;
- диапазон напряжения;
- защитный газ (расход, обозначение, чистота и диаметр сопла).
4.13.3 Механические параметры
Должны быть представлены следующие сведения:
- скорость сварки;
- изменение скорости сварки детали, если применяется.
4.13.4 Геометрические параметры
Геометрические параметры должны быть указаны на эскизе или фотографии с указанием следующей информации, если это применимо:
- лазерный луч:
- фокусное расстояние;
- положения луча (поперечное смещение оси лазерного луча на поверхности детали, относительно оси шва);
- ориентация лазерного луча относительно соединения и направление сварки (углы в двух плоскостях);
- дуга/электрод:
- вылет (плавящиеся электроды) или длина дуги (неплавящиеся электроды);
- положение электрода (поперечное смещение оси электродов на поверхности детали, относительно оси шва);
- ориентация дуги, относительно соединения и направление сварки (углы в двух плоскостях);
- гибридный:
- направление сварки (направляющая дуга/следующая дуга);
- расстояние между лазерным лучом и осью электрода на рабочей поверхности детали, относительно оси шва;
- угол между лазерным лучом и осью электрода.
4.14 Температурные условия
4.14.1 Общие
Если требуется подогрев и/или последующая термообработка (PWHT), соответствующие условия должны быть определены в WPS. Если лазерный луч применяется для подогрева или последующей термообработки PWHT, соответствующие условия должны быть оформлены в соответствии с приложением А.
4.14.2 Предварительный нагрев
- Заданная температура в начале процесса сварки;
- если нет необходимости в подогреве, минимальная температура детали перед сваркой.
4.14.3 Межслойная температура
Максимальная межслойная температура должна быть указана.
4.14.4 Последующая термообработка
Любая последующая термообработка (PWHT) должна быть указана в соответствии со стандартами или правилами.
4.15 Операции между слоями и после сварки
Все требования к механической и/или химической обработке должны быть указаны в WPS.
Приложение А
(справочное)
Пример технических требований к процедуре лазерно-дуговой гибридной сварки
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного | Степень | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 4063:2009 | - | *, |
ISO 6947 | - | *, |
ISO 11145 | - | *, |
ISO 15607:2003 | - | *, |
ISO/TR 25901:2007** | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта, документа. | ||
____________________
В Российской Федерации действует ГОСТ Р ИСО 4063-2010 "Сварка и родственные процессы. Перечень и условные обозначения процессов".
В Российской Федерации действует ГОСТ Р ИСО 6947-2017 "Сварка и родственные процессы. Положения при сварке".
В Российской Федерации действует ГОСТ Р ИСО 11145-2016 "Оптика и фотоника. Лазеры и лазерное оборудование. Термины, определения и буквенные обозначения".
В Российской Федерации действует ГОСТ Р ИСО 15607-2009 "Технические требования и аттестация процедур сварки металлических материалов. Общие правила".
УДК 621.791:006.354 | МКС 25.160.10 |
Ключевые слова: сварка металлов, лазерно-дуговая гибридная сварка, аттестация процедур сварки, технические требования | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}