ГОСТ IЕС 60974-5-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ СВАРКИ
Часть 5
Механизм подачи проволоки
Arc welding equipment. Part 5. Wire feeders
МКС 25.160
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным автономным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГАУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), Научно-производственной фирмой "Инженерный и технологический сервис" (НПФ "ИТС"), Обществом с ограниченной ответственностью "Шторм" (ООО "Шторм") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 августа 2014 г. N 69-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-стандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 мая 2015 г. N 496-ст межгосударственный стандарт ГОСТ IEC 60974-5-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60974-5:2013* "Оборудование для дуговой сварки. Часть 5. Механизмы подачи проволоки" ("Arc welding equipment - Part 5: Wire feeders", IDT).
_________________________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации TC 26 "Электросварка" Международной электротехнической комиссии (IEC).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает требования к эксплуатационным характеристикам и к безопасности промышленного и профессионального оборудования, предназначенного для подачи сварочной проволоки и используемого при дуговой сварке и родственных процессах.
Механизм подачи сварочной проволоки может быть выполнен в виде отдельного блока, который подключается к источнику сварочного тока, или представлять собой комплекс, где источник сварочного тока и механизм подачи проволоки находятся в общем корпусе.
Механизм подачи сварочной проволоки может работать с горелками, имеющими как ручное, так и автоматическое управление.
Настоящий стандарт не распространяется на горелки с установленными на них катушками, которые рассматриваются в IEC 60974-7.
Настоящий стандарт не распространяется на механизмы подачи проволоки, которые предназначены для бытового использования и в соответствии с IEC 60974-6.
Примечание 1 - Типичными родственными процессами являются электродуговая резка и электродуговое напыление.
Примечание 2 - Настоящий стандарт не устанавливает требований к электромагнитной совместимости (ЭМС).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IEC 60050-195, International Electrotechnical Vocabulary (IEV) - Part 195: Earthing and protection against electric shock [Международный электротехнический словарь (IEV). Часть 195. Заземление и защита от поражения электрическим током]
IEC 60529, Degrees of protection provided by enclosures (IP Code) [Степени защиты, обеспечиваемые корпусами (Код IP)]
IEC 60974-1:2012, Arc welding equipment - Part 1: Welding power sources (Оборудование для дуговой сварки. Часть 1. Источники сварочного тока)
______________________
Заменен на IEC 60974-1:2019.
IEC 60974-7, Arc welding equipment - Part 7: Torches (Оборудование для дуговой сварки. Часть 7. Горелки)
IEC 60974-10, Arc welding equipment - Part 10: Electromagnetic compatibility (EMC) requirements [Оборудование для дуговой сварки. Часть 10. Требования по электромагнитной совместимости (ЭМС)]
IEC 61140, Protection against electric shock - Common aspects for installation and equipment (Защита от поражения электрическим током. Общие аспекты, связанные с электроустановками и электрооборудованием)
3 Термины и определения
В настоящем стандарте применены термины в соответствии с IEC 60050-195, IEC 60974-1 и IEC 60974-7, а также следующие термины с соответствующими определениями:
3.1 приводной ролик (drive roll): Ролик, находящийся в контакте со сварочной проволокой, который передает ей механическую энергию.
3.2 источник сварочной проволоки (filler wire supply): Источник снабжения сварочной проволокой и средства для ее направления в механизм подачи.
3.3 направляющая втулка (liner): Сменный элемент, который направляет сварочную проволоку.
3.4 максимальная нагрузка (maximum load): Максимальное значение силы, необходимой для подачи указанных типов и размеров сварочной проволоки в пределах номинального диапазона скоростей.
3.5 номинальный диапазон скоростей (rated speed range): Диапазон скоростей подачи сварочной проволоки, определенный производителем оборудования для каждого из указанных размеров проволоки.
3.6 номинальный ток питания (rated supply current) : Среднеквадратическое значение тока питания механизма подачи проволоки, работающего в режиме максимальной нагрузки.
3.7 устройство управления подачей проволоки (wire-feed control): Электрическое или механическое устройство либо сочетание таких устройств, управляющее скоростью движения сварочной проволоки, последовательностью операций и, при необходимости, выполняющее другие функции.
Примечание - Устройство управления может быть встроено в механизм подачи проволоки или находиться в отдельном корпусе.
3.8 механизм подачи проволоки (wire-feeder): Оборудование, которое доставляет сварочную проволоку к месту формирования дуги или в зону сварки и имеет средства для сообщения движения сварочной проволоке.
Примечание - Механизм подачи проволоки также может содержать устройство управления, катушку со сварочной проволокой, элементы управления подачей газа, индикаторы и разъемы для подключения средств дистанционного управления.
4 Условия окружающей среды
В соответствии с разделом 4 IEC 60974-1.
5 Испытания
5.1 Условия проведения испытаний
В соответствии с пунктом 5.1 IEC 60974-1.
5.2 Измерительные приборы
Требования к точности измерительных приборов:
a) электроизмерительные приборы: класс 1 (±1% от полного значения шкалы), за исключением измерения сопротивления изоляции и диэлектрической прочности, в отношении которых точность приборов не определена, но должна учитываться в результатах измерений;
b) термометры: ±2 К;
c) тахометры: ±1% от полного значения шкалы;
d) приборы для измерения давления: класс 2,5 (±2,5% от полного значения шкалы).
5.3 Соответствие компонентов
В соответствии с пунктом 5.3 IEC 60974-1.
5.4 Типовые (периодические) испытания
Все приведенные ниже типовые испытания выполняются на одном и том же механизме подачи сварочной проволоки.
Условием для определения соответствия требованиям является проведение испытаний в указанной ниже последовательности:
a) визуальный осмотр (в соответствии с пунктом 3.7 IEC 60974-1);
b) сопротивление изоляции (в соответствии с пунктом 6.1.4 IEC 60974-1 [предварительная проверка]);
c) корпус (в соответствии с подразделом 14.2 IEC 60974-1);
d) средства для погрузки и разгрузки (в соответствии с пунктом 10.3);
e) стойкость к падению (в соответствии с 10.4);
f) защита, обеспечиваемая корпусом (в соответствии с 6.2.1);
g) сопротивление изоляции (в соответствии с пунктом 6.1.4 IEC 60974-1);
h) диэлектрическая прочность (в соответствии с пунктом 6.1.5 IEC 60974-1);
i) визуальный осмотр (в соответствии с пунктом 3.7 IEC 60974-1).
Прочие испытания, указанные в настоящем стандарте, но здесь не перечисленные, должны проводиться обязательно в любой удобной последовательности.
5.5 Стандартные (приемо-сдаточные) испытания
Все приведенные ниже стандартные испытания должны выполняться на одном и том же механизме подачи проволоки в следующей последовательности:
a) визуальный осмотр в соответствии с рекомендациями производителя;
b) целостность цепи защиты, если применимо (в соответствии с пунктом 10.5.3 IEC 60974-1);
c) диэлектрическая прочность (в соответствии с пунктом 6.1.5 IEC 60974-1).
6 Защита от поражения электрическим током
6.1 Изоляция
В соответствии с подразделом 6.1 IEC 60974-1.
6.2 Защита от поражения электрическим током в штатном режиме эксплуатации (прямой контакт)
6.2.1 Защита, обеспечиваемая корпусом
Механизм подачи проволоки должен обладать минимальной степенью защиты в соответствии с таблицей 1, определенной с использованием методов и условий испытаний по IEC 60529.
Таблица 1 - Минимальная степень защиты
Компонент | Исполнение для помещений | Исполнение для открытого воздуха |
Питание двигателя и устройства управления напряжением, меньшим или равным уровню безопасного низковольтного напряжения (SELV) | IP2X | IP23S |
Питание двигателя и устройства управления напряжением, превосходящим уровень безопасного низковольтного напряжения (SELV) | IP21S | IP23S |
Токоведущие элементы, имеющие потенциал сварочного напряжения для механизмов подачи проволоки, которые используются с горелками, направляемыми вручную (например, сварочная проволока, катушка с проволокой, приводные ролики) | IPXX | IPX3 |
Токоведущие элементы, имеющие потенциал сварочного напряжения для механизмов подачи проволоки, которые используются с механически направляемыми горелками (например, сварочная проволока, катушка с проволокой, приводные ролики) | IPXX | IPXX |
Примечание - Дополнительные требования, связанные с работой механизмов, приведены в 10.8. | ||
Механизмы подачи проволоки со степенью защиты IP23S допускается хранить на открытом воздухе, но нельзя эксплуатировать во время атмосферных осадков, если они не находятся под навесом.
В корпусе должны быть предусмотрены средства для отвода воды. Остатки воды не должны влиять на работу оборудования или создавать угрозу безопасности. Количество воды, которое может попасть внутрь корпуса при проведении испытания, не ограничено.
Соответствие требованиям необходимо проверить путем проведения следующего испытания:
Сварочная проволока должна подаваться в приводную систему. Все наружные разъемы должны быть подключены или закрыты крышками.
Механизм подачи сварочной проволоки подвергается соответствующему испытанию на водостойкость в обесточенном состоянии. Сразу же после проведения испытания необходимо переместить механизм подачи проволоки в безопасное место и провести проверку сопротивления изоляции в соответствии с 5.4g) и испытание диэлектрической прочности в соответствии с 5.4h).
На всех защищенных от атмосферных осадков токоведущих деталях, имеющих потенциал сварочного напряжения, после проведения испытаний механизма подачи проволоки, не должно быть видимых следов влаги.
6.2.2 Конденсаторы
В соответствии с пунктом 6.2.2 IEC 60974-1.
6.2.3 Автоматический разряд конденсаторов, установленных в цепи питания
В соответствии с пунктом 6.2.3 IEC 60974-1.
6.2.4 Изоляция цепи сварочного тока
В соответствии с пунктом 6.2.4 IEC 60974-1.
6.2.5 Величина тока прикосновения в сварочной цепи
Для отдельно стоящих механизмов подачи проволоки класса I, в соответствии с пунктом 6.2.5 IEC 60974-1.
6.2.6 Величина тока прикосновения в нормальных условиях
В соответствии с пунктом 6.2.6 IEC 60974-1.
6.3 Защита от поражения электрическим током в случае возникновения неисправности (косвенный контакт)
6.3.1 Средства защиты
Согласно стандарту IEC 61140, механизмы подачи проволоки, за исключением сварочных контуров, должны относиться к оборудованию класса I или класса II.
6.3.2 Изоляция между обмотками цепи питания и цепи сварочного тока
В соответствии с пунктом 6.3.2 IEC 60974-1.
6.3.3 Внутренние проводники и соединения
В соответствии с пунктом 6.3.3 IEC 60974-1.
6.3.4 Изоляция сварочной цепи от каркаса
Токоведущие элементы, имеющие потенциал сварочного напряжения (например, сварочная проволока, катушка с проволокой, приводные ролики), должны быть изолированы от каркаса механизма подачи проволоки или других элементов конструкции, к которым они прикреплены, при помощи основной изоляции (минимальные зазоры приведены в таблице 1 IEC 60974-1, а минимальные длины путей тока утечки указаны в таблице 2 IEC 60974-1).
Соответствие требованиям проверяется в соответствии с пунктами 6.1.2 и 6.1.3 IEC 60974-1.
6.3.5 Величина тока прикосновения при возникновении неисправности
Для механизмов подачи проволоки класса I, выполненных в виде отдельного блока, в соответствии с пунктом 6.3.6 IEC 60974-1.
6.4 Напряжение питания
Напряжение питания должно поступать от источника сварочного тока, как указано в пункте 11.5 IEC 60974-1, или от сети питания, при условии выполнения требований 6.5.
6.5 Средства защиты
Подключение открытых токопроводящих деталей к проводу защитного заземления не требуется, если напряжение питания поступает от цепи сварки или в случае использования безопасного низковольтного напряжения (safety extra low voltage - SELV).
Если механизм подачи проволоки питается напряжением, превышающим уровень SELV, то открытые токопроводящие детали необходимо подключить к проводу защитного заземления. Провод защитного заземления должен быть надежно прикреплен к каркасу или кожуху с помощью винта или крепежного приспособления, которое не потребует демонтажа во время проведения технического обслуживания. Для крепления провода защитного заземления использовать только пайку не допускается.
Сварочная цепь и токопроводящие элементы, соединенные со сварочной цепью, не должны подключаться к проводу защитного заземления.
При использовании провода заземления его необходимо защитить от повреждения блуждающими сварочными токами, например, с помощью устройства, которое может определить присутствие сварочного тока в проводе заземления при возникновении неисправности и отключить сварочную цепь, либо путем изоляции соответствующих металлических деталей, например, закрыв их корпусом механизма подачи проволоки.
Соответствие требованиям необходимо проверить путем внешнего осмотра и проведения моделирования следующих неисправностей:
a) подачи тока, величина которого не превышает номинальное значение тока, на который рассчитан провод защитного заземления;
b) пропускания максимально допустимого сварочного тока через провод защитного заземления без его повреждения.
6.6 Защита цепи питания от перегрузок по току
Внутренняя электропроводка должна быть защищена с помощью устройства защиты от перегрузок по току, например, путем использования плавких предохранителей или автоматического выключателя.
Если механизм подачи проволоки предназначен для использования с особым источником сварочного тока, то устройство защиты от перегрузок по току должно устанавливаться внутри этого источника.
Соответствие требованиям проверяется путем внешнего осмотра.
6.7 Крепление кабелей
Крепление кабеля питания механизмов подачи проволоки, которые питаются напряжением, превышающим уровень безопасного низковольтного напряжения (SELV), должно производиться в соответствии с пунктом 10.6 IEC 60974-1, за исключением случаев, когда питание осуществляется от цепи сварочного тока.
6.8 Вспомогательный источник питания
В соответствии с пунктом 11.6 IEC 60974-1.
6.9 Входные отверстия
В соответствии с пунктом 10.7 IEC 60974-1.
6.10 Цепи управления
В соответствии с разделом 12 IEC 60974-1:12.
6.11 Изоляция средств для подвешивания
При наличии специального приспособления для подвешивания механизма подачи проволоки во время сварки оно должно быть электрически изолировано от его корпуса.
В руководстве по эксплуатации должно присутствовать предупреждение, что при использовании альтернативных держателей они также должны быть изолированы от корпуса механизма подачи проволоки.
Соответствие требованиям проверяется путем внешнего осмотра.
7 Системы жидкостного охлаждения
Детали конструкции механизма подачи проволоки, через которые протекает охлаждающая жидкость, должны быть рассчитаны на входное давление до 0,5 МПа (5 бар) и температуру хладагента до 70°С без образования протечек.
Соответствие проверяется путем внешнего осмотра при создании давления 0,75 МПа (7,5 бар) в течение 120 с, при условиях испытаний, приведенных в 5.1.
8 Подача защитного газа
Детали конструкции механизма подачи проволоки, через которые проходит защитный газ и которые находятся под давлением при закрытом газовом клапане, должны быть рассчитаны на работу при входном давлении 0,5 МПа (5 бар) без образования утечек. В случае использования нескольких клапанов каждый из них подвергается отдельному испытанию.
Соответствие проверяется путем внешнего осмотра (например, путем контроля с помощью мыльной пены или испытанием на падение давления), при создании входного давления 0,75 МПа (7,5 бар) в течение 30 с.
9 Термические требования
Механизмы подачи проволоки, предназначенные для работы с ручными горелками, должны обеспечивать работу при максимальной нагрузке, соответствующей требованиям 10.7 при цикле нагрузки 60% (6 мин "вкл" и 4 мин "выкл"), без нагрева каких-либо элементов до температуры, превышающей допустимый уровень.
Если механизм подачи проволоки и источник сварочного тока находятся в общем корпусе, то механизм подачи должен обеспечивать работоспособность при максимальной нагрузке, определенной в 10.7, при цикле нагрузки, соответствующем максимально допустимому току сварочного аппарата.
Механизм подачи проволоки, предназначенный для работы с механическими горелками, должен обеспечивать работу при максимальной нагрузке, соответствующей требованиям 10.7 при цикле нагрузки 100%, без нагрева каких-либо элементов до температуры, превышающей допустимый уровень.
Для аппаратов с жидкостным охлаждением данное испытание проводится при минимальном расходе и максимальной температуре охлаждающей жидкости, в соответствии с рекомендациями производителя.
Кроме того, механизм подачи проволоки должен отвечать указанным выше требованиям, когда нагрузка включена в течение 4 с и выключена в течение 2 с в пределах 6-минутного интервала в режиме "вкл" для цикла нагрузки, приведенного выше.
Токоведущие компоненты должны выдерживать номинальный уровень сварочного тока без нагрева внешних поверхностей механизма подачи проволоки выше температур, указанных в таблице 7 IEC 60974-1. Температура внешних поверхностей в зонах ограниченного доступа, например, при использовании в составе роботизированного оборудования, или на закрытых участках в режиме обычной эксплуатации, например, температура сварочной цепи, может превышать пределы, указанные в таблице 7 IEC 60974-1, на величину до 60 К относительно температуры окружающего воздуха, если на оборудовании имеется следующий знак по IEC 60417-5041:
|

Соответствие требованиям проверяется путем проведения измерений в соответствии с подразделом 7.2 IEC 60974-1, при максимальной нагрузке механизма подачи проволоки, определенной в соответствии с 10.7.
10 Механические требования
10.1 Механизм подачи проволоки
Механизм подачи проволоки должен быть спроектирован и собран так, чтобы его прочность и жесткость выдерживали нагрузки, которые могут возникнуть в процессе штатной эксплуатации. Необходимо предусмотреть защиту от представляющих опасность движущихся частей (таких как шкивы, ремни, вентиляторы, зубчатые передачи и т.д.).
Открытые для доступа детали не должны иметь острых краев, шершавых поверхностей или выступающих частей, которые создают большую вероятность получения телесных повреждений.
После проведения испытаний согласно указаниям с 10.2 по 10.4 механизм подачи проволоки должен отвечать положениям, представленным в данном стандарте. Некоторая деформация элементов конструкции либо корпуса допускается при условии, что это не влечет за собой снижения уровня безопасности.
Соответствие требованиям необходимо проверить путем внешнего осмотра после выполнения требований 10.2-10.7.
10.2 Прочность корпуса
В соответствии с пунктом 14.2.2 IEC 60974-1.
10.3 Средства, обеспечивающие выполнение погрузочно-разгрузочных работ
В соответствии с подразделом 14.3 IEC 60974-1.
Соответствие требованиям проверяется в условиях, когда на механизме подачи находится катушка с максимальным весом сварочной проволоки, допустимым для данного типа устройства, а прочие приспособления отсутствуют.
10.4 Устойчивость к падению
В соответствии с пунктом 14.4 IEC 60974-1.
Соответствие требованиям проверяется в условиях, когда на механизме подачи находится катушка с максимальным весом сварочной проволоки, допустимым для данного типа устройства, а прочие приспособления отсутствуют.
Механизм подачи проволоки, предназначенный для стационарного монтажа, например, на механизированном оборудовании, данной проверке не подлежит.
10.5 Устойчивость к опрокидыванию
В соответствии с пунктом 14.5 IEC 60974-1.
10.6 Катушка со сварочной проволокой
10.6.1 Монтаж катушки со сварочной проволокой
Приспособление для монтажа катушки со сварочной проволокой должно иметь прочность и жесткость, необходимую для выдерживания веса проволоки, в соответствии с рекомендациями производителя.
Соответствие требованиям необходимо проверить путем внешнего осмотра после выполнения требований 10.4.
10.6.2 Устройство фиксации катушки с проволокой
Устройство фиксации катушки с проволокой должно иметь конструкцию, которая во время вращения, запусков и остановов не допускает разбалтывания или падения катушки с монтажного основания, для любых видов держателей катушек, в соответствии с требованиями производителя.
Примечание - Механизм подачи проволоки имеет конструкцию для монтажа на горизонтальной поверхности, подвесном устройстве или оба варианта.
Соответствие требованиям проверяется путем внешнего осмотра и проведения следующего испытания.
На катушке размещается сварочная проволока с максимальным весом, рекомендуемым производителем. Механизм подачи проволоки располагается под углом 15° к горизонтальной плоскости в направлении, при котором на устройстве фиксации катушки создается максимальная нагрузка, а также при использовании наиболее неблагоприятного опорного приспособления, в соответствии с рекомендациями производителя. Механизм подачи проволоки приводится в действие на максимальной скорости при выполнении 100 запусков и остановов и использовании всех возможных опорных приспособлений. При этом не должно наблюдаться ослабления устройства фиксации.
Примечание - В число неблагоприятных случаев может входить состояние механизма подачи проволоки с открытыми дверцами или корпусом.
10.6.3 Излишнее сматывание сварочной проволоки
Механизм подачи сварочной проволоки должен ограничить излишнее сматывание проволоки с катушки во время нормального вращения, при запуске и останове, а также поддерживать минимальные зазоры, как определено в таблице 1 стандарта IEC 60974-1.
Соответствие требованиям проверяется путем проведения испытания по 10.7.
10.7 Подача проволоки
Механизм подачи должен обеспечивать прохождение проволоки через горелку, в соответствии с указаниями производителя. Максимальная нагрузка определяется в условиях испытаний, описанных ниже.
Соответствие требованиям проверяется путем проведения следующего испытания при наиболее неблагоприятном сочетании размера и типа проволоки, а также веса катушки с проволокой, как рекомендовано производителем.
Скорость подачи проволоки измеряется (например, с помощью тахометра, энкодера или путем измерения расстояния, проходимого проволокой за определенный интервал времени) при минимальном и максимальном положении органа управления скоростью в следующих условиях:
a) при использовании газового шланга с кабелем в сборе (шланговый пакет) он должен располагаться так, чтобы образовывать петлю радиусом 0,3 м, начинающуюся непосредственно у механизма подачи проволоки. Если газовый шланг с кабелем в сборе (шланговый пакет) имеет длину, достаточную для образования одного полного витка, то оставшаяся часть должна быть прямой;
b) устройства фиксации катушки и предотвращения излишнего сматывания проволоки должны регулироваться в соответствии с 10.6.2 и 10.6.3;
c) все компоненты, например, приводные ролики, приспособления для выпрямления проволоки, наконечники, направляющие втулки и т.д. должны находиться на своих местах, быть отрегулированы, а их состояние должно соответствовать качеству, в котором они поставляются для сварки.
Механизм подачи сварочной проволоки соответствует требованиям, если проволока подается, а ее скорость при минимальном положении органа регулировки равна или меньше, чем минимально допустимое значение номинального диапазона скоростей, в то время как скорость при максимальном положении органа регулировки равна или больше максимально допустимого значения номинального диапазона скоростей.
10.8 Защита от опасностей, связанных с работой механизмов
Механизм подачи сварочной проволоки должен обеспечивать защиту от:
a) непреднамеренного опасного контакта с движущимися деталями (т.е. приводными роликами, зубчатыми передачами) во время работы.
Примечание - Контакт с движущимися деталями не всегда представляет опасность.
Пример 1
Защита может достигаться путем выбора специальной конструкции редуктора механизма подачи сварочной проволоки или путем углубления деталей за пределы плоскости возможного соприкосновения либо за счет использования откидной крышки или предохранительного щитка.
b) раздавливания конечностей человека во время:
1) заправки сварочной проволоки в механизм подачи.
Пример 2
Защита может обеспечиваться за счет:
- использования низкой скорости при заправке проволоки;
- кратковременного перемещения проволоки, которое продолжается до тех пор, пока нажата кнопка (управление типа "работа при нажатии");
- выбора конструкции механизма подачи, который обеспечивает заправку проволоки в приводную систему без необходимости включения двигателя.
2) вращения катушки с проволокой.
Пример 3
Защита может также достигаться путем разработки конструкции кожуха, закрывающего катушку с проволокой и указанием в инструкции о необходимости эксплуатации механизма подачи только с закрытым кожухом.
Для устройств, где катушка с проволокой не имеет кожуха, защита для исключения раздавливания пальцев между рамой и катушкой может обеспечиваться за счет выполнения как минимум одного из следующих требований:
- максимальное расстояние между рамой и катушкой с проволокой не превышает 6 мм;
- минимальное расстояние между рамой и катушкой не менее 30 мм;
- наличие ограничительных устройств, например, отражательной перегородки, для исключения зоны защемления (расстояние между рамой и катушкой менее 30 мм).
Соответствие требованиям проверяется путем внешнего осмотра.
11 Паспортная табличка
11.1 Общие положения
Паспортная табличка с четкой и нестираемой маркировкой должна быть надежно закреплена на каждом отдельно стоящем механизме подачи проволоки или напечатана на нем.
Соответствие требованиям проверяется путем визуального осмотра и проведением испытания, приведенного в пункте 15.1 IEC 60974-1.
11.2 Описание
Паспортная табличка содержит две части:
a) идентификационные данные отдельно стоящего механизма подачи проволоки;
b) сведения о питании механизма подачи проволоки в виде отдельного блока.
Порядок и последовательность расположения сведений должны соответствовать принципу оформления, представленному на рисунке 1 (пример заполнения приведен в приложении В).
Жесткие требования к размерам паспортной таблички отсутствуют, т.е. размеры могут выбираться по собственному усмотрению.
Примечание - При необходимости паспортная табличка может содержать дополнительную информацию. Остальная техническая информация приводится в технической документации, поставляемой изготовителем оборудования (см. раздел 13).
|
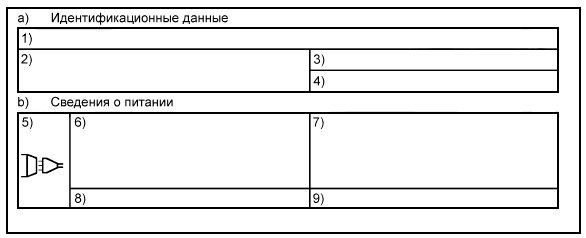
Рисунок 1 - Принцип оформления паспортной таблички отдельно стоящего механизма подачи проволоки
11.3 Содержание
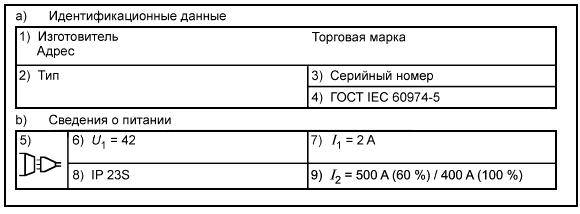
a) Идентификационные данные
Поле 1 Наименование и адрес изготовителя, дистрибьютора или импортера, и дополнительно, по запросу, торговая марка и страна изготовления.
Поле 2 Тип (идентификационные данные) присваемые изготовителем.
Поле 3 Указание на вариант исполнения и производственные данные (например, серийный номер).
Поле 4 Ссылка на настоящий стандарт, подтверждающая, что устройство подачи проволоки соответствует установленным требованиям.
b) Сведения о питании
Поле 5 ![]() Символ энергопитания (в соответствии с 6.4).
Символ энергопитания (в соответствии с 6.4).
Поле 6 U Номинальное напряжение (напряжения) питания.
Поле 7 I Номинальный потребляемый ток (токи) при максимальной нагрузке (не требуется для отдельно стоящего устройства подачи проволоки, предназначенного для работы с конкретным источником сварочного тока).
Поле 8 IP Степень защиты для двигателя и системы управления.
Поле 9 I Номинальный сварочный ток при цикле нагрузки 100% (постоянная нагрузка) или 60%, либо для обоих случаев при температуре окружающего воздуха 40°С. Эта характеристика приводится только в том случае, если устройство подачи проволоки является частью сварочной цепи.
12 Индикация скорости подачи проволоки
Если индикация скорости подачи проволоки производится в м/мин или, дополнительно, в дюймах в минуту, то точность показаний должна быть следующей:
a) в диапазоне между 100% и 25% максимального значения скорости: ±10% от истинного значения;
b) ниже 25% максимального значения скорости: ±2,5% от максимального значения скорости.
Если для максимального изменения скорости подачи проволоки в зависимости от нагрузки, величины питающего напряжения или повышения температуры указаны другие данные, то они определяются в соответствии с приложением А.
Соответствие требованиям проверяется путем проведения измерений и расчетов в диапазоне регулировок скоростей, с использованием условий, приведенных в 10.7.
13 Инструкции и маркировка
13.1 Инструкции
Руководство по эксплуатации, входящее в комплект поставки каждого механизма подачи проволоки, должно включать следующие сведения (если применимо):
a) общее описание;
b) правильные методы погрузки и разгрузки;
c) расшифровка обозначений, маркировки и графических символов;
d) требования к интерфейсу источника сварочного тока, например, управляющее напряжение, сигналы управления, статические характеристики и средства подключения;
e) размер, тип и максимальный вес подходящих катушек сварочной проволоки;
f) максимальный и минимальный диаметр сварочной проволоки;
g) номинальный диапазон скоростей;
h) максимальное давление газа, т.е. 0,5 МПа (5 бар);
i) методы правильной эксплуатации механизма подачи проволоки, например, диаметр проволоки, тип проволоки, технические характеристики приводных роликов и горелки;
j) возможности по выполнению сварки, ограничения по циклам нагрузок и сведения о теплоизоляции;
k) ограничения по использованию в соответствии с имеющейся степенью защиты;
I) указания по техническому обслуживанию механизма подачи проволоки, например, рекомендуемая периодичность проведения частичной и полной проверки, а также прочие операции (например, чистка);
m) перечень деталей, которые обычно подлежат замене вследствие износа;
n) меры предосторожности для предотвращения опрокидывания при установке механизма подачи проволоки на наклонной плоскости;
о) основные рекомендации по защите операторов от опасностей, связанных с работой механизмов, например, запрет на ношение рукавиц при заправке проволоки и замене катушки с проволокой;
p) классификация по ЭМС в соответствии с IEC 60974-10 (только для отдельно стоящих механизмов подачи проволоки).
Допускается также внесение прочей полезной информации, например, класса изоляции, степени загрязнения, правил подключения к компьютерным системам управления и т.д.
Соответствие требованиям проверяется путем ознакомления с инструкциями.
13.2 Маркировка
Входные и выходные патрубки для подключения охлаждающей жидкости и защитного газа должны иметь четкую, нестираемую маркировку с использованием следующих условных обозначений:
a) Вход для охлаждающей жидкости ![]()
В качестве альтернативы может использоваться цветовая маркировка.
b) Выход для охлаждающей жидкости ![]()
В качестве альтернативы может использоваться цветовая маркировка.
c) Вход для подачи защитного газа ![]()
d) Выход защитного газа ![]()
Приложение А
(обязательное)
Определение изменения скорости подачи проволоки
А.1 В зависимости от изменения нагрузки
Изменение скорости подачи проволоки в номинальном диапазоне установок при изменении нагрузки от половинной до максимальной, как указано в 10.7, определяется по формуле
![]() , (А.1)
, (А.1)
где - изменение скорости подачи проволоки при изменении нагрузки (%);
- скорость подачи проволоки при половинной максимальной нагрузке (м/мин);
- скорость подачи проволоки при максимальной нагрузке (м/мин).
Перед проведением данного испытания механизм подачи проволоки должен отработать в режиме половинной нагрузки не менее 30 мин.
В качестве результата принимается максимальное значение .
А.2 В зависимости от изменения напряжения питания
Изменение скорости подачи проволоки при любых нагрузках в пределах диапазона номинальных значений при изменении напряжения питания на +10% относительно номинального значения определяется по формуле
![]() , (A.2)
, (A.2)
где - изменение скорости подачи проволоки при изменении напряжения питания (%);
- скорость подачи проволоки при +10% относительно номинального напряжения питания (м/мин);
- скорость подачи проволоки при номинальном напряжении питания (м/мин).
Перед проведением данного испытания механизм подачи проволоки должен отработать в режиме половинной нагрузки не менее 30 мин.
В качестве результата принимается максимальное значение изменения .
А.3 В зависимости от повышения температуры
Изменение скорости подачи проволоки при максимальной нагрузке в пределах диапазона номинальных значений скоростей при повышении температуры механизма подачи от температуры окружающей среды до рабочей температуры определяется по формуле
![]() , (А.3)
, (А.3)
где - изменение скорости подачи проволоки при повышении температуры (%);
- скорость подачи проволоки при температуре окружающего воздуха (м/мин);
- скорость подачи проволоки при рабочей температуре (м/мин).
Температура окружающего воздуха устанавливается в пределах диапазона температур, указанных в разделе 4, и при проведении испытания поддерживается на этом уровне с точностью ±5°С.
В качестве результата принимается максимальное значение изменения .
Приложение В
(справочное)
Пример паспортной таблички для отдельно стоящего механизма подачи проволоки
|
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного |
IEC 60050-195 | - | *, |
IEC 60529 | - | * |
IEC 60974-1:2012 | - | *, |
IEC 60974-7 | IDT | ГОСТ IEC 60974-7-2015 "Оборудование для дуговой сварки. Часть 7. Горелки" |
IEC 60974-10 | IDT | ГОСТ IEC 60974-10-2017 "Оборудование для дуговой сварки. Часть 10. Требования электромагнитной совместимости (ЭМС)" |
IEC 61140 | IDT | ГОСТ IEC 61140-2012 "Защита от поражения электрическим током. Общие положения безопасности установок и оборудования" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
_____________________
В Российской Федерации действует ГОСТ Р 60050-195-2005* "Заземление и защита от поражения электрическим током. Термины и определения".
В Российской Федерации действует ГОСТ Р МЭК 60974-1-2012 "Оборудование для дуговой сварки. Часть 1. Источники сварочного тока".
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р МЭК 60050-195-2005. - .
Библиография
IEC 60417 | Graphical symbols for use on equipment (available at <https://www.grafical-symbols.info/equipment>) (Обозначения графические для аппаратуры (доступно на <https://www.grafical-symbols.info/equipment>)) |
IEC 60974-6 | Arc welding equipment - Part 6: Limited duty equipment (Оборудование для дуговой сварки. Часть 6. Оборудование для работы в ограниченном режиме) |
УДК 621.791:006.354 |
| МКС 25.160
|
Ключевые слова: дуговая сварка, оборудование, механизм подачи проволоки, сварочная проволока, сварочная горелка | ||
Электронный текст документа
и сверен по:
, 2020
{kind=link}