ГОСТ IEC 60745-2-17-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Машины ручные электрические
БЕЗОПАСНОСТЬ И МЕТОДЫ ИСПЫТАНИЙ
Часть 2-17
Частные требования к ручным фасонно-фрезерным машинам и машинам для обрезки кромок
Hand-held motor - operated electric tools. Safety. Part 2-17. Particular requirements for routers and trimmers
МКС 25.140.20
ОКП 483331
Дата введения 2015-06-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "ИНТЕРСКОЛ" (ЗАО "ИНТЕРСКОЛ") на основе собственного аутентичного перевода стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 30 июля 2014 г. N 68-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Молдова | MD | Молдова-Стандарт |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 октября 2014 г. N 1328-ст межгосударственный стандарт ГОСТ IEC 60745-2-17-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2015 г.
5 Настоящий стандарт идентичен международному стандарту IEC 60745-2-17:2010* Hand-held motor - operated electric tools - Safety - Part 2-17: Particular requirements for routers and trimmers (Электроинструменты ручные с приводом от двигателя. Безопасность. Часть 2-17. Частные требования к ручным фасонно-фрезерным станкам и машинам для обрезки кромок)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом Межгосударственной электротехнической комиссии IEC/TC 116 Safety of motor-operated electric tools (Безопасность ручного электрического механизированного инструмента).
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, имеются в ФГУП "".
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT).
Стандарт подготовлен на основе применения ГОСТ Р МЭК 60754-2-17-2010*.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р МЭК 60745-2-17-2010. - .
Настоящий межгосударственный стандарт взаимосвязан с техническими регламентами Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", ТР ТС 004/2011 "О безопасности низковольтного оборудования" и реализует их требования безопасности
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт относится к комплексу стандартов, устанавливающих требования безопасности ручных электрических машин и методы их испытаний.
Настоящий стандарт применяют совместно с ГОСТ IEC 60745-1 "Машины ручные электрические. Безопасность и методы испытаний. Часть 1. Общие требования", который идентичен международному стандарту IEC 60745-1 "Ручные электрические инструменты с приводом от электродвигателя. Безопасность. Часть 1. Общие требования".
Настоящий стандарт устанавливает частные требования безопасности и методы испытаний для ручных фасонно-фрезерных машин и машин для обрезки кромок, которые дополняют, изменяют или заменяют соответствующие разделы, подразделы, пункты, таблицы и рисунки IEC 60745-1
Номера разделов, пунктов, таблиц и рисунков соответствуют приведенным в IEC 60745-2-17:2010.
Пункты, дополняющие IEC 60745-1, имеют нумерацию, начиная со 101. Пункты, дополняющие IEC 60745-1:2006, приложение М, имеют нумерацию, начиная с 301.
В настоящем стандарте требования к методам испытаний ручных фасонно-фрезерных машин и машин для обрезки кромок выделены курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
Изменение наименования раздела 3 вызвано необходимостью приведения в соответствие с ГОСТ 1.5-2001.
1 Область применения
По IEC 60745-1 со следующим дополнением:
1.1 Дополнение
Настоящий стандарт распространяется на фасонно-фрезерные машины и машины для обрезки кромок (далее - машины).
2 Нормативные ссылки*
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
По IEC 60745-1.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
По IEC 60745-1 со следующими дополнениями:
3.101 фасонно-фрезерная машина (router): Машина, оснащенная вращающимся режущим инструментом и плитой основания, предназначенная для фрезерования пазов в различных материалах или обработки их кромок для придания им различной формы.
3.102 машина для обрезки кромок (trimmer): Машина, оснащенная вращающимся режущим инструментом и плитой основания, предназначенная для обработки кромок слоистых или аналогичных материалов.
4 Общие требования
По IEC 60745-1.
5 Общие условия испытания
По IEC 60745-1.
6 В стадии рассмотрения
7 Классификация
По IEC 60745-1.
8 Маркировка и инструкции
По IEC 60745-1 со следующими дополнениями:
8.1 Дополнение:
- номинальная частота вращения на холостом ходу в оборотах в минуту.
8.12.1.1 Дополнение:
- Держите машину за изолированные поверхности рукояток, так как режущий инструмент может касаться собственного кабеля. Повреждение токоведущего кабеля фрезой может привести к тому, что доступные металлические части окажутся под напряжением с риском поражения оператора электрическим током.
- Используйте струбцины или иные подходящие средства для гарантированного крепления обрабатываемой детали на устойчивом основании. Удержание во время работы обрабатываемой детали рукой или ее упор в туловище не обеспечивают постоянства и ведут к потере управления.
8.12.2 Дополнение перечисления а)
7) Подробности о типах фрез, применяемых в машине.
8) Указание о том, что допускается применение только фрезы, имеющей соответствующий диаметр хвостовика и пригодной по частоте вращения машины.
9) Информация, касающаяся диаметра хвостовика, на который рассчитана зажимная цанга.
9 Защита от контакта с токоведущими частями
По IEC 60745-1.
10 Пуск
По IEC 60745-1.
11 Потребляемая мощность и ток
По IEC 60745-1.
12 Нагрев
По IEC 60745-1 со следующим изменением:
12.4 Замена:
Машина работает в повторно-кратковременном режиме в течение 15 рабочих циклов. Каждый рабочий цикл состоит из времени работы в течение 1 мин и перерыва, составляющего 1 мин, в течение которого машина находится в выключенном состоянии. Во время работы машина нагружается с помощью тормоза до номинальной потребляемой мощности или номинального тока. Превышение температуры измеряют в конце 15-го интервала при работе под нагрузкой. В зависимости от выбора изготовителя машина может работать и в продолжительном режиме до установившегося состояния.
13 Ток утечки
По IEC 60745-1.
14 Влагостойкость
По IEC 60745-1.
15 Электрическая прочность
По IEC 60745-1.
16 Защита от перегрузки трансформаторов и соединенных с ними цепей
По IEC 60745-1.
17 Надежность
По IEC 60745-1.
18 Ненормальный режим работы
По IEC 60745-1.
19 Механическая безопасность
По IEC 60745-1 со следующими изменением и дополнениями:
19.1 Замена:
Фасонно-фрезерные машины должны быть оснащены плитой основания, охватывающей фрезу в плоскости плиты так, чтобы при нормальной работе было предотвращено непреднамеренное прикосновение к фрезе.
Соответствие требованию проверяют осмотром.
19.4.101 Если масса превышает 2 кг, то требуется наличие как минимум двух рукояток.
Рукоятки должны иметь такую форму или быть расположены так, чтобы опасность непреднамеренного прикосновения руки пользователя к вращающимся частям была сведена к минимуму. Например, непреднамеренное прикосновение руки пользователя считают предотвращенным в достаточной степени тогда, когда захватываемая рукой часть рукоятки оснащена соответствующим экраном (экранами) или барьером (барьерами), расположенными на концах рукояток у корпуса машины или когда расстояние от определенной установленной точки измерения на рукоятке до фрезы составляет не менее 120 мм.
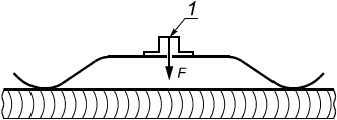
Соответствие требованию проверяют осмотром и измерением. Измерение следует осуществлять как измерение составного размера (рисунок 101).
Для определения местонахождения точки измерения на рукоятке следует применить нижеописанную методику, при этом опорная плита должна быть установлена на максимальную глубину фрезерования.
а) Определяют местоположение ближайшей А и наиболее удаленной В точек на рукоятке, если смотреть со стороны плоскости плиты основания. Между точками А и В на равном расстоянии между ними проведите линию пересечения плоскости, параллельной плите основания, и поверхности рукоятки.
b) Точка на линии пересечения поверхности рукоятки с наибольшим радиальным расстоянием от оси шпинделя и есть искомая точка измерения.
Корпус двигателя, если он соответствующим образом сформован, может рассматриваться как рукоятка.
Массу измеряют без принадлежностей, например, таких как зажимная цанга и фреза, и без сетевого кабеля.
Если корпус двигателя рассматривается как единственная захватываемая рукой поверхность, то он должен быть сформован и расположен так, чтобы опасность непреднамеренного прикосновения руки пользователя к вращающимся частям была сведена к минимуму. Непреднамеренное прикосновение руки пользователя считают предотвращенным в достаточной степени, когда между поверхностью захвата и фрезой имеется барьер высотой 6 мм или когда зона сетевого выключателя удалена от фрезы не менее чем на 120 мм с учетом любой возможной установки плиты основания. Элементы регулировок, которые могут быть переустановлены во время работы, например вращающийся ограничитель глубины, должны быть расположены так, чтобы не имело место прикосновение к вращающимся частям.
Соответствие требованию проверяют осмотром.
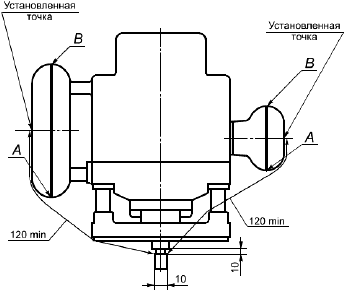
Рисунок 101 - Измерение расстояния между рукояткой и фрезой
19.101 Частота вращения шпинделя на холостом ходу при номинальном напряжении или при верхнем значении диапазона номинальных напряжений не должна превышать 110% номинальной частоты вращения на холостом ходу.
Соответствие требованию проверяют измерением частоты вращения после того, как машина отработала на холостом ходу 15 мин.
20 Механическая прочность
По IEC 60745-1.
21 Конструкция
По IEC 60745-1.
22 Внутренняя проводка
По IEC 60745-1.
23 Комплектующие изделия
По IEC 60745-1.
24 Присоединение к источнику питания и внешние гибкие шнуры
По IEC 60745-1.
25 Зажимы для внешних проводов
По IEC 60745-1.
26 Заземление
По IEC 60745-1.
27 Винты и соединения
По IEC 60745-1.
28 Пути утечки тока, воздушные зазоры и расстояния по изоляции
По IEC 60745-1.
29 Теплостойкость, огнестойкость и стойкость к образованию токоведущих мостиков
По IEC 60745-1.
30 Коррозионная стойкость
По IEC 60745-1.
31 Радиация, токсичность и подобные опасности
Приложения
По IEC 60745-1 со следующими изменениями:
Приложение К
(обязательное)
Аккумуляторные машины и аккумуляторные батареи
К.1 Дополнение:
Применяют все пункты настоящего стандарта, если иное не указано в данном приложении.
К.8.12.1 Дополнение:
- Используйте струбцины или иные подходящие средства для гарантированного крепления обрабатываемой детали на устойчивом основании. Удержание во время работы обрабатываемой детали рукой или ее упор в туловище не обеспечивают постоянства и ведут к потере управления.
К.12.4 Замена:
Данный пункт не применяется.
К.21.18.2 Замена:
Во избежание непреднамеренного срабатывания не допускается возможность пуска машины при приложении шара диаметром (100±1) мм к органу управления выключателя в любом направлении одним прямолинейным перемещением или включение должно осуществляться выполнением двух отдельных и разнородных действий (например, рабочий орган выключателя должен быть нажат, прежде чем его можно будет переместить в сторону для замыкания контактов с целью пуска электродвигателя).
Соответствие требованию проверяют осмотром и ручным опробованием.
Приложение L
(обязательное)
Аккумуляторные машины и аккумуляторные батареи, предусматривающие соединение с сетью или неизолированными источниками питания
L.1 Дополнение:
Применяют все пункты настоящего стандарта, если иное не указано в данном приложении.
L.21.18.2 Замена:
Во избежание непреднамеренного срабатывания не допускается возможность пуска машины при приложении шара диаметром (100±1) мм к органу управления выключателя в любом направлении одним прямолинейным перемещением или включение должно осуществляться выполнением двух отдельных и разнородных действий (например, рабочий орган выключателя должен быть нажат, прежде чем его можно будет переместить в сторону для замыкания контактов с целью пуска электродвигателя).
Соответствие требованию проверяют осмотром и ручным опробованием
Приложение М
(обязательное)
Безопасность рабочих опор, используемых при эксплуатации ручных электрических машин
Применяют все пункты приложения М IEC 60745-1, если иное не указано в данном приложении.
М.1 Область применения
Дополнение:
Данное приложение распространяется на рабочие опоры с максимальным диаметром отверстия стола 105 мм (место расположения режущего инструмента), предназначенные для оснащения фасонно-фрезерными ручными машинами для фрезерования древесины и подобных материалов.
М.3 Термины и определения
Дополнение:
М.3.301 стол для ручных фасонно-фрезерных машин (table for hand-held routers): Основание для установки ручной фасонно-фрезерной машины с целью ее применения в стационарном положении аналогично вертикальному фрезерно-модельному станку (рисунок М.301).
М.3.302 прямолинейная обработка (straight work): Механическая обработка заготовки, у которой одна поверхность соприкасается со столом, а вторая - с направляющим устройством, например с прямым или угловым упором, при этом обработка начинается с одного конца заготовки и непрерывно производится до другого конца.
М.3.303 фасонная обработка (curved work): Механическая обработка криволинейной заготовки, при которой одна сторона заготовки соприкасается со столом (либо в случае применения зажимного приспособления зажимное приспособление соприкасается со столом), а другая соприкасается с вертикальным направляющим устройством, например с опорой, заходным штифтом или кольцевым упором.
М.3.304 отбрасывание заготовки (kickback): Быстрое перемещение заготовки в направлении, противоположном подаче резания.
М.3.305 прерывистая прямолинейная или фасонная обработка (stopped straight or curved work): Механическая обработка на части длины заготовки.
М.3.306 направляющая (fence): Прямолинейный элемент, совместно с опорной поверхностью стола направляющий заготовку.
М.3.307 прижимное устройство (pressure device): Устройство для приложения силы к заготовке с целью удержания заготовки в контакте с направляющей или столом.
М.3.308 максимальный диаметр фрезы (maximum cutter diameter) (): Максимальный диаметр режущего инструмента.
М.8 Маркировка и инструкции
М.8.1 Замена:
Рабочие опоры для ручных фасонно-фрезерных машин должны иметь следующую маркировку:
- указание направления вращения режущего инструмента на столе или на ограждении рабочей опоры рельефной или утопленной стрелкой либо иными не менее различимыми и стойкими средствами;
- направление подачи заготовки;
- номинальное напряжение и максимальная потребляемая мощность или ток;
- - максимальный диаметр фрезы, мм;
- характеристики или перечень ручных фрезерных машин, которые допускается устанавливать на фрезерном столе.
Соответствие проверяют осмотром.
М.8.12.1 Дополнение:
В инструкции на рабочую опору должна быть отсылка к инструкции на ручную фасонно-фрезерную машину по поводу соответствующих предупреждений относительно нее. Дополнительно инструкция должна содержать предупреждения по поводу следующих опасностей и (или) опасных ситуаций и соответствующие указания по безопасному применению:
- указание о применении соответствующих кольцевых вставок стола в зависимости от размера режущего инструмента;
- необходимость обязательного ношения соответствующих средств индивидуальной защиты. Сюда входят:
средства защиты органов слуха для снижения опасности потери слуха,
средства защиты органов дыхания для снижения опасности от вдыхания вредной пыли,
перчатки во избежание возможных телесных повреждений при обращении с фрезерной головкой и с необработанным материалом, имеющим острые кромки,
защитные очки во избежание повреждений от разлета частиц (стружки, древесной пыли, осколков материала);
- предупреждение о возможном прикосновении к фрезерной головке руками и пальцами. Необходимо указание о применении надлежащих ограждений, а также способа регулирования каждого ограждения с целью исключения возможности доступа к нерабочей части режущего инструмента;
- предупреждение о возможном отбрасывании заготовки - внезапной резкой реакции на неуправляемое перемещение небольшой заготовки противоположно подаче резания. Необходимо указание по поводу специальных мер, например горизонтальных прижимных устройств для обеспечения безопасности обработки узких заготовок;
- предупреждение по поводу опасных ситуаций из-за неуправляемого подъема заготовки;
- указание о необходимости правильной подачи заготовки при фасонной обработке во избежание порезов.
Необходимо указание по поводу типа ограждения или системы ограждений, необходимых для обеспечения безопасной работы;
- предупреждение о том, что неправильное применение режущих инструментов, заготовки и направляющих устройств может привести к опасной ситуации. Необходимо указание оператору о том, как обращаться с заготовкой, применять, регулировать и использовать зажимные приспособления, направляющие устройства и выбирать ручную фасонно-фрезерную машину;
- предупреждение о том, что непроведение технического обслуживания машины может создавать непредвиденные ситуации. Необходимо указание по применению заточенных, прошедших техническое обслуживание и отрегулированных режущих инструментов в соответствии с инструкцией изготовителя машины;
- предупреждение о возможном прикосновении к движущимся частям. Необходимо указание о выключении машины и отсоединении ее от сети при замене или регулировании режущего инструмента;
- указание о необходимости держать руки как можно дальше от зоны реза при прямолинейной обработке.
Необходимо указание о применении, по возможности, прижимного приспособления совместно с направляющей;
- предупреждение о возможности отбрасывания заготовки при отсутствии упоров. Необходимо указание о применении задних и (или) передних упоров, прикрепленных к направляющей при выполнении прерывистой обработки.
Для иллюстрации способов работы могут использоваться рисунки.
М.8.12.2 Дополнение перечисления b):
301) Сведения о максимальном диаметре режущего инструмента, для которого рекомендуется рабочая опора.
302) Сведения о том, как монтировать и крепить ручную фасонно-фрезерную машину к столу рабочей опоры.
303) При обработке древесины - подробные указания по правильной установке пылесборного устройства.
304) Во избежание неправильной регулировки направляющих указания о том, как необходимо регулировать направляющие для различных заготовок, когда и как применять дополнительную направляющую для сведения к минимуму зазора между режущим инструментом и направляющей линейкой.
305) Указание о выборе режущего инструмента и о необходимости подачи заготовки против направления вращения шпинделя.
306) Указание о выборе частоты вращения в соответствии с применяемым инструментом и обрабатываемым материалом.
307) Сведения о размерах деталей, для которых предназначена рабочая опора. Сведения, как удерживать длинные заготовки.
М.17 Надежность
М.17.1 Дополнение:
Крепление кольцевых вставок стола должно обеспечивать предотвращение вибрации или выпадения их при нормальной работе.
Соответствие проверяют испытанием по М.17.2 с минимальным внутренним диаметром вставки .
М.19 Механическая безопасность
Дополнение:
М.19.1.301 Стол
Размеры стола (рисунок М.302) должны соответствовать рекомендуемому инструкцией на рабочую опору максимальному диаметру режущего инструмента :
![]() ;
;
![]() или 1/3
или 1/3 в зависимости от того, какая величина больше;
![]() или 1/3
или 1/3 в зависимости от того, какая величина больше;
![]() , но не более 500 мм.
, но не более 500 мм.
Метод крепления фасонно-фрезерной машины и толщина стола должны обеспечивать возможность ввода рекомендованных хвостовиков режущего инструмента в цанговые патроны всех фасонно-фрезерных машин, которые разрешается монтировать на фрезерном столе в соответствии с инструкцией на него.
Соответствие проверяют осмотром и измерением.
М.19.1.301.1 Отверстие стола, вставки стола
Диаметр отверстия стола должен составлять:
![]() 24 мм
24 мм![]() 4 мм.
4 мм.
В комплект поставки должны входить вставки для уменьшения диаметра отверстия ступенями не более 20 мм по внутреннему диаметру. Внутренний диаметр самой малой вставки должен быть не более 27 мм (рисунок М.303).
Соответствие проверяют осмотром и измерением.
М.19.1.302 Устройство направления заготовки
М.19.1.302.1 Прямолинейная обработка
Для прямолинейной обработки рабочая опора в качестве устройства направления заготовки должна иметь направляющий упор (рисунок М.304).
Соответствие проверяют осмотром.
М.19.1.302.1.1 Размеры направляющего упора
Для обеспечения вертикальной устойчивости заготовки направляющий упор должен иметь:
а) высоту 25 мм или 2/3
в зависимости от того, какая величина больше;
b) направляющие поверхности длиной 1/3
с входной и выходной сторон направляющего упора (
- длина стола, мм);
c) параллельность, которая либо должна быть регулируемой, либо при отсутствии регулировки должна быть менее 1 мм на 100 мм длины.
Соответствие проверяется осмотром и измерением. Параллельность измеряют на расстоянии 2 мм над плоскостью стола на концах направляющих.
М.19.1.302.1.2 Конструкция и регулирование направляющих упоров
Направляющие упоры должны соответствовать следующим требованиям:
a) Конструкция упоров должна допускать регулирование для установления радиального расстояния от режущего инструмента до направляющей менее 3 мм.
b) При возможности регулирования должна сохраняться параллельность входной и выходной направляющих в случае, если регулирование осуществляют совместно или по отдельности.
c) Направляющие упоры должны регулироваться в направлении, перпендикулярном к плоскости направляющей (рисунок М.312).
d) Проведение регулирования по перечислениям а), b) и с) должно быть возможным без применения инструмента.
e) Направляющая в сборе должна обеспечивать возможность надежного крепления к столу.
f) Часть направляющих упоров, к которой может случайно прикоснуться любой из рекомендуемых режущих инструментов в пределах диапазона регулирования, должна выполняться из легкого сплава, пластмассы, дерева или иного материала, не повреждающего режущий инструмент.
g) Направляющие упоры должны либо иметь устройство, обеспечивающее неразрывность направляющих линеек, либо оснащаться крепежными средствами, позволяющими устанавливать такое устройство (например, накладные направляющие).
Соответствие проверяют осмотром и измерением.
М.19.1.302.2 Фасонная обработка
Для фасонной обработки рабочие опоры с ![]() 27 мм должны оснащаться направляющей, имеющей заходное устройство, обеспечивающее плавную подачу заготовки на режущий инструмент, или заходный штифт, пригодный для фасонной обработки, используемый совместно с режущим инструментом, оснащенным шарикоподшипником, в соответствии с инструкцией по его применению (рисунок М.305).
27 мм должны оснащаться направляющей, имеющей заходное устройство, обеспечивающее плавную подачу заготовки на режущий инструмент, или заходный штифт, пригодный для фасонной обработки, используемый совместно с режущим инструментом, оснащенным шарикоподшипником, в соответствии с инструкцией по его применению (рисунок М.305).
Соответствие проверяют осмотром.
М.19.1.303 Ограждение вращающихся частей
М.19.1.303.1 Ограждение ниже стола
Не допускается доступ к режущему инструменту между основанием фасонно-фрезерной машины и нижней поверхностью стола.
Соответствие проверяют осмотром и испытанием стандартным испытательным пальцем (IEC 60745-1, рисунок 1).
М.19.1.303.2 Ограждение выше стола
Должно быть предусмотрено защитное ограждение для части режущего инструмента, находящейся над верхней поверхностью стола, и не используемое в процессе резания.
Соответствие проверяют осмотром.
М.19.1.303.2.1 Ограждение для прямолинейной обработки
М.19.1.303.2.1.1 Ограждение режущего инструмента (в зоне резания)
Ограждение должно быть в виде регулируемого вручную или саморегулируемого ограждения, устройства, такие как прижимные устройства и направляющие упоры по М.19.1.302.1.
Размеры периметра и высота саморегулируемого ограждения должны соответствовать максимально допустимым размерам режущего инструмента.
Регулируемое вручную ограждение должно иметь вертикальную регулировку от поверхности стола до высоты, по меньшей мере, равной высоте направляющего упора или максимально допустимой рабочей длине режущего инструмента, в зависимости от того, какая из величин больше, при этом оно должно охватывать не менее 180° окружности режущего инструмента, а диаметр ограждения должен быть меньше диаметра отверстия стола.
Соответствие проверяют осмотром, измерением и следующим испытанием.
После установки режущего инструмента, применение которого вероятнее всего приведет к самым неблагоприятным результатам, совмещают поверхность направляющего упора с осью шпинделя фасонно-фрезерной машины, при этом ограждение находится в нормальном положении закрытия режущего инструмента.
Установив испытательный щуп (рисунок М.306) перпендикулярно к столу, перемещают его к режущему инструменту перпендикулярно к столу. Далее щуп перемещают параллельно столу в направлении режущего инструмента. Щуп не должен прикасаться ни к одной части режущего инструмента.
Прижимные устройства должны обеспечивать удержание заготовки в контакте со столом и с направляющим упором во избежание доступа к режущему инструменту (рисунок М.304).
Рабочие опоры с ![]() 27 мм должны быть оснащены прижимным устройством направляющей. Рабочие площадки с
27 мм должны быть оснащены прижимным устройством направляющей. Рабочие площадки с ![]() 52 мм должны быть оснащены прижимными устройствами стола и направляющей.
52 мм должны быть оснащены прижимными устройствами стола и направляющей.
Прижимные устройства должны отвечать следующим требованиям:
а) прижимное устройство стола должно иметь вертикальную регулировку относительно стола. Проведение регулирования должно быть возможным без помощи инструмента;
b) прижимные устройства направляющей и стола должны быть расположены симметрично относительно шпинделя во всем диапазоне регулирования. Поверхность прижимного устройства направляющей, контактирующая с заготовкой, должна быть параллельна направляющему упору, а поверхность прижимного устройства стола, контактирующего с заготовкой, должна быть параллельна столу с допуском 10 мм на 100 мм длины;
c) прижимные устройства должны быть подпружинены для компенсации небольших отклонений толщины заготовки;
d) длина колодки прижимного устройства стола должна быть больше максимального просвета между направляющими упорами и должна обеспечивать контакт заготовки с прижимным устройством до того, как она коснется режущего инструмента;
e) конструкцией крепления прижимных устройств должно быть предусмотрено допущение перемещения прижимных устройств из рабочего положения в положение, при котором возможна замена инструмента без снятия прижимных устройств с машины. В нерабочем состоянии система крепления, прижимные устройства и опоры должны находиться в устойчивом положении;
f) система крепления прижимных устройств не должна крепиться к столу между направляющим упором и передним краем стола;
g) колодки прижимных устройств должны обеспечивать прижим заготовки с минимальным сечением 8х8 мм в вертикальном и горизонтальном направлениях по всей длине, приведенной в перечислении d);
h) колодки прижимного устройства должны быть изготовлены из следующих материалов: дерева, легкого сплава или пластмассы;
i) диапазон вертикального регулирования прижимного устройства направляющей должен быть таким, чтобы:
- при установке в крайнее нижнее положение нижняя сторона колодки прижимного устройства была на поверхности стола;
- при установке в крайнее верхнее положение верхняя сторона колодки прижимного устройства была, по меньшей мере, на той же высоте, что и верхний конец инструмента, когда шпиндель настроен на крайнее верхнее положение;
j) диапазон горизонтального регулирования прижимного устройства направляющей должен покрывать расстояние не менее 3 от оси шпинделя;
k) конструкцией колодок прижимного устройства должно быть предусмотрено обеспечение расстояния не менее 10 мм между точкой контакта прижимного устройства стола с заготовкой и точкой контакта прижимного устройства направляющей с заготовкой;
I) диапазон вертикального регулирования прижимного устройства стола должен обеспечивать возможность обработки заготовок высотой не менее 1,2.
Соответствие проверяют измерением, осмотром и испытанием машины при натурной работе.
М.19.1.303.2.1.2 Ограждение режущего инструмента (вне зоны резания позади направляющей).
Ограждение режущего инструмента позади направляющей должно быть прикреплено к направляющей или входить в ее состав.
Размер ограждения должен соответствовать максимально допустимым размерам режущего инструмента.
Конструкцией ограждения должно быть предусмотрено обеспечение стружкоудаления.
Доступ к режущему инструменту позади направляющей не допускается.
Соответствие проверяют осмотром и следующим испытанием.
Систему ограждения оценивают, установив плоскость поверхности ограждения по касательной к боковой поверхности режущего инструмента наибольшего диаметра. Щуп (рисунок М.306), устанавливаемый за ограждением сверху него, не должен прикасаться ни к одной части режущего инструмента.
М.19.1.303.2.2 Ограждение при фасонной обработке
Жестко закрепленное и находящееся в устойчивом положении заграждение не должно допускать прикосновения рук оператора к верхней части режущего инструмента.
Ограждение должно закрывать сверху инструмент самого большого размера.
Без ухудшения защитных свойств ограждения его форма должна обеспечивать направление пыли и стружки в систему пылеудаления.
Проведение регулирования или демонтаж ограждения должны быть возможны без помощи инструмента.
Соответствие проверяют осмотром.
М.19.201 Замена:
Рабочие опоры должны иметь достаточную устойчивость при установке на полу или на рабочей поверхности, например на верстаке.
Соответствие проверяют следующим испытанием.
На рабочую опору монтируют указанную изготовителем ручную фасонно-фрезерную машину, наиболее вероятно обеспечивающую самые неблагоприятные результаты при проверке выполнения данного требования. Рабочую опору устанавливают или монтируют в соответствии с указаниями по 8.12.2 а) 1) и М.8.12.2 а) 202).
Перпендикулярно к передней кромке верхней поверхности стола по линии, проходящей через центр отверстия стола, прикладывают горизонтальную силу, равную 6![]() (
( измеряют в миллиметрах). Не должно происходить опрокидывание рабочей опоры.
М.20 Механическая прочность
Дополнение:
М.20.1.301 Ограждения режущего инструмента следует выполнять из материалов с приведенными ниже характеристиками или из иных материалов с аналогичными или лучшими свойствами:
а) сталь:
Предел прочности на растяжение, Н/мм | Минимальная толщина, мм |
350 | 1,50 |
380 | 1,25 |
b) легкие сплавы, как указано ниже:
Предел прочности на растяжение, Н/мм | Минимальная толщина, мм |
160 | 3,0 |
200 | 2,0 |
с) поликарбонат толщиной не менее 3 мм или иная пластмасса с ударной прочностью не менее ударной прочности поликарбоната, толщиной не менее 3 мм.
Соответствие проверяют осмотром и измерением.
М.20.1.302 Прижимные устройства
Прижимные устройства должны иметь достаточную механическую прочность.
Соответствие проверяют следующим испытанием.
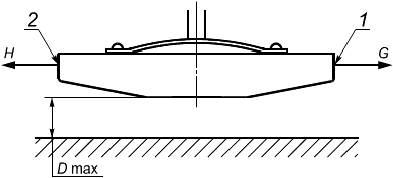
На рисунках М.307 и М.308 показаны направления приложения сил А, В, С, D и F к испытуемому прижимному устройству направляющей, а также положения точек приложения сил и измерения.
На рисунке М.309 показаны направления приложения сил G и Н к испытуемому прижимному устройству стола и их направление, а также положения точек приложения сил и измерения.
Прижимные устройства должны быть смонтированы в соответствии с требованиями 8.12.2 а) 2), и согласно рисункам М.307 и М.309. Необходимо выбирать свободный ход, вызванный изменением направления приложения сил.
Перемещение не должно превышать значений, приведенных в таблице М.301.
Таблица М.301 - Перемещение прижимных устройств направляющих и стола
Направление приложения силы | Сила, Н | Максимальное перемещение в направлении приложения силы, мм |
А и С | 30 | 7 |
В и D | 30 | 12 |
G и H | 30 | 7 |
F | 30 | 5 |
М.20.1.303 Регулируемое ограждение (защита рук)
Регулируемые ограждения должны быть достаточно устойчивыми.
Соответствие проверяют следующим испытанием.
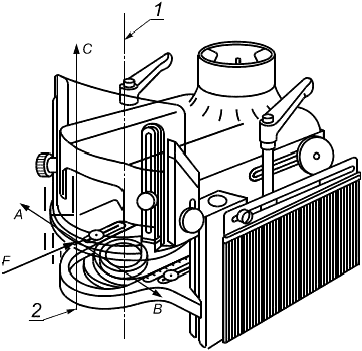
На рисунке М.310 показаны направления приложения сил А, В, С и F к испытуемому регулируемому ограждению, а также положения точек приложения сил и измерения.
Силу F прикладывают к регулируемому ограждению в направлении оси шпинделя.
Испытание проводят, установив защитные средства в положение, при котором возможно наибольшее перемещение.
Перемещение не должно превышать значений, приведенных в таблице М.302. Регулируемое ограждение не должно поворачиваться относительно горизонтальной оси.
Таблица М.302 - Перемещение регулируемого ограждения
Направление приложения силы | Сила, Н | Максимальное перемещение в направлении приложения силы (включая зазор), мм |
А | 20 | 3 |
В | 20 | 3 |
С | 20 | 6 |
F | 20 | 3 |
М.20.1.304 Направляющая опора
Направляющие опоры должны быть достаточно устойчивыми.
Соответствие проверяют следующим испытанием.
На рисунке М.311 показаны направления приложения сил А, В, С и F к испытуемой направляющей опоре, а также положение точек приложения сил и измерения.
Силу F прикладывают к направляющей опоре в направлении оси шпинделя.
Испытание проводят, установив защитные средства в положение, при котором возможно наибольшее перемещение.
Перемещение не должно превышать значений, приведенных в таблице М.303. Направляющая опора не должна поворачиваться относительно горизонтальной оси.
Таблица М.303 - Перемещение направляющей опоры
Направление приложения силы | Сила, Н | Максимальное перемещение в направлении приложения силы (включая зазор), мм |
А | 30 | 2 |
В | 30 | 2 |
С | 30 | 7 |
F | 30 | 0,5 |
М.20.1.305 Рабочая опора должна иметь достаточную прочность
Соответствие проверяют приложением нагрузки на рабочую опору массой, равной 0,5 кг (
измеряют в миллиметрах), приложенной в центре стола и равномерно распределенной внутри прямоугольника с размерами половины длины стола на половину его ширины. После удаления груза рабочая площадка не должна иметь признаков остаточной деформации.
М.21 Конструкция
М.21.18 Замена:
Рабочие опоры для ручных фасонно-фрезерных машин должны быть оснащены устройством для включения и выключения машины. Орган управления этого устройства должен быть легко доступен с рабочего места оператора.
Устройство должно допускать выключение машины оператором одним нажатием.
Соответствие проверяют осмотром.
М.21.18.301 Если ручная фасонно-фрезерная машина имеет выключатель с самовозвратом, рабочие опоры для таких машин должны быть оснащены устройством для фиксации включенного положения таких выключателей.
Это устройство должно отключаться при демонтаже ручной фасонно-фрезерной машины с рабочей опоры.
Соответствие проверяют осмотром и испытанием при натурной работе.
М.21.301 Любая ручная фасонно-фрезерная машина, которую разрешено устанавливать на столе рабочей опоры и которая смонтирована в соответствии с М.8.12.2 b) 302), должна выдерживать нагрузки и оставаться устойчивой при нормальной эксплуатации и практически ожидаемом небрежном обращении.
Соответствие проверяют следующим испытанием.
Прикладывают силу, равную 6![]() (
( измеряют в миллиметрах), перпендикулярно к цилиндрическому режущему инструменту, установленному в ручной фасонно-фрезерной машине; силу прикладывают на верхнюю поверхность стола в направлении, перпендикулярном к направлению подачи заготовки. Ручная фасонно-фрезерная машина не должна смещаться относительно стола.
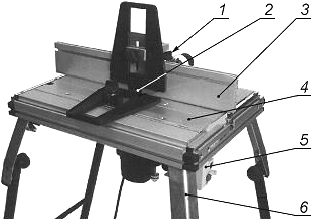
1 - выхлопной патрубок; 2 - вставка стола; 3 - параллельная направляющая; 4 - верх стола; 5 - выключатель с вилкой и розеткой; 6 - основной корпус
Рисунок М.301 - рабочий стол с установкой на ней ручной фасонно-фрезерной машиной
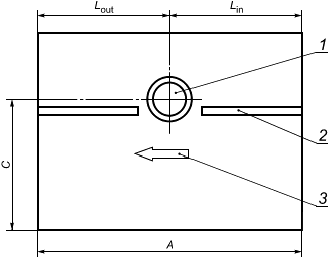
1 - отверстие стола; 2 - направляющая; 3 - направляющая подача
Рисунок М.302 - Размер стола
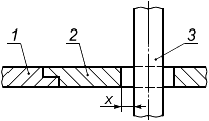
1 - стол;
2 - вставка стола; 3 - шпиндель режущего инструмента;
Х - радиальное расстояние между режущими инструментами и столом или вставкой стола
Рисунок М.303 - Размер вставок стола
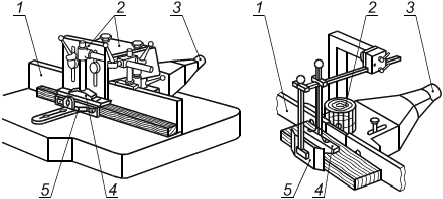
1 - направляющая; 2 - ограждение; 3 - патрубок выброса стружки; 4 - прижимное устройство стола; 5 - прижимное устройство направляющей
Рисунок М.304 - Направляющая
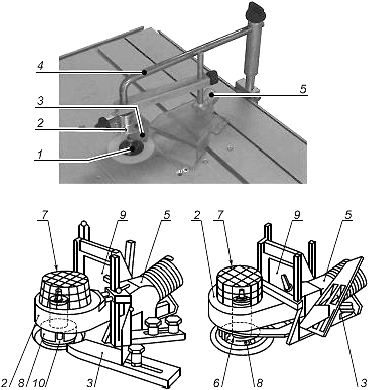
1 - режущий инструмент с подшипником; 2 - защита рук; 3 - заходное устройство; 4 - опора; 5 - патрубок выброса стружки; 6 - направляющая опора; 7 - верхнее ограждение; 8 - режущий инструмент; 9 - опора; 10 - направляющее сферическое кольцо
Рисунок М.305 - Примеры направляющих, пригодных для фасонной обработки
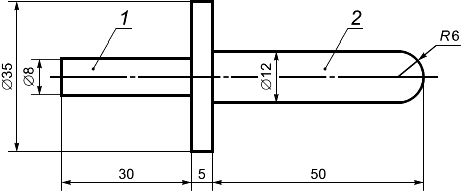
1 - рукоятка; 2 - зона испытания
Рисунок М.306 - Испытательный щуп
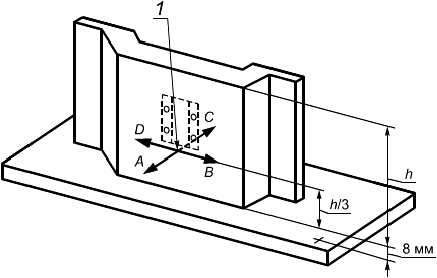
1 - точки приложения сил и измерения; А, В, С, D - направления приложения сил
Рисунок М.307 - Определение точки измерения перемещения прижимного устройства направляющей и направления приложения сил
1 - точки приложения сил и измерения; F - направление сил
Рисунок М.308 - Определение точки измерения перемещения прижимного устройства направляющей и направления приложения сил (вертикальная проекция)
1, 2 - точки приложения сил и измерения; Н, G - направления приложения сил
Рисунок М.309 - Определение точки измерения перемещения прижимного устройства стола и направления приложения сил (горизонтальная проекция)
1 - ось шпинделя; 2 - точки приложения сил и измерения на регулируемом ограждении (защита рук); А, В, С, F - направления приложения силы
Рисунок М.310 - Определение точки измерения смещения регулируемого ограждения и направления приложения сил
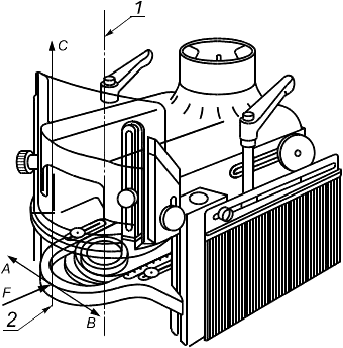
1 - ось шпинделя; 2 - точки приложения сил и измерения на направляющей опоре;
А, В, С, F - направления приложения силы
Рисунок М.311 - Определение точки измерения смещения направляющей опоры и направления приложения сил
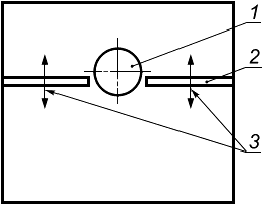
1 - режущий инструмент; 2 - направляющие упоры; 3 - регулирование в направлении, перпендикулярном к плоскости направляющей
Рисунок М.312 - Определение регулирования направляющих линеек в направлении, перпендикулярном к плоскости направляющей
Приложение Д.А
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
IEC 60745-1:2006 | IDT | ГОСТ IEC 60745-1-2011 Машины ручные электрические. Безопасность и методы испытаний. Часть 1. Общие требования |
Примечание - В настоящем стандарте использовано следующее условное обозначение степени соответствия стандарта: IDT - идентичный стандарт. | ||
Библиография
По IEC 60745-1.
________________________________________________________________________________
УДК 621.869:669.01:006.354 МКС 25.140.20 ОКП 483331 IDT
Ключевые слова: машины ручные электрические, фасонно-фрезерные, безопасность, испытания
________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2015
{kind=link}