ГОСТ ISO 3875-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ
Условия испытаний бесцентровых круглошлифовальных станков. Испытания на точность
Machine tools. Test conditions for external cylindrical centreless grinding machines. Testing of the accuracy
МКС 25.080.50
ОКП 381000
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе официального перевода на русский язык англоязычной версии указанного в пункте 5 стандарта, который выполнен ФГУП ""
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 ноября 2018 г. N 962-ст межгосударственный стандарт ГОСТ ISO 3875-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 3875:2004* "Станки. Условия испытаний бесцентровых круглошлифовальных станков. Проверка точности" ("Machine tools - Test conditions for external cylindrical centreless grinding machines - Testing of the accuracy", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Целью настоящего стандарта является стандартизация норм, правил и методов испытания точности бесцентровых круглошлифовальных станков общего назначения нормальной точности.
Основной функцией таких станков является формирование поверхностей цилиндрических заготовок. Настоящий международный стандарт устанавливает испытания проверки геометрической точности станка, необходимой для выполнения основной функции. Габаритный размер станка (толщина шлифовального круга) увеличился более чем на 300 мм по сравнению с ISO 3875:2004 для испытания М1, поскольку размер станка в производстве увеличился. Ссылки на ISO 230-1 и ISO 230-2 пересмотрены и заменены изданиями 2012 г. и 2014 г. [1].
1 Область применения
Настоящий международный стандарт со ссылками на ISO 230-1 и ISO 230-2 устанавливает нормы и правила испытаний точности общего назначения нормальной точности бесцентровых круглошлифовальных станков, как с числовым программным (ЧПУ), так и с ручным управлением. Настоящий стандарт устанавливает допустимые отклонения, соответствующие вышеупомянутым испытаниям.
Настоящий стандарт касается только проверки геометрической точности станка и не применяется ни для эксплуатационной проверки станка (вибрации, посторонний шум, скачкообразное движение элементов и т.д.), ни для проверки характеристик станка (таких, как скорости, подачи и т.д.), т.к. подобные проверки обычно выполняются до испытаний на точность.
Настоящий стандарт содержит общепринятую терминологию для основных элементов станка и обозначения осей со ссылкой на ISO 841.
2 Нормативные ссылки
В настоящем стандарте использованы следующие нормативные ссылки*. Для датированных ссылок применяют только указанное издание. Для недатированных - последнее издание, включая все изменения к нему.
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний станков. Часть 1. Геометрическая точность станков, работающих на холостом ходу или в режиме чистовой обработки)
ISO 230-2:2014, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning of numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
3 Термины и определения
В настоящем стандарте применены следующие термины и определения:
3.1 бесцентровое шлифование (centreless grinding): шлифовка для обработки внешних поверхностей у вращающейся детали. Деталь, поддерживаемая ножом, приводится во вращение и совершает поступательное движение с помощью ведущего круга.
[ISO 16089: 2015, определение 3.4.1]
3.2 бесцентрово-шлифовальный станок (сentreless grinding machine): Станок, предназначенный для механической обработки заготовок с помощью двух вращающихся шлифовальных кругов и опорного ножа.
4 Терминология и обозначение осей
Станки, рассматриваемые в настоящем стандарте, разделены на три основные конфигурации (см. рисунок 1):
Тип 1: станки с неподвижным шлифующим кругом и подвижным ведущим кругом с рабочей опорой.
Тип 2: станки с неподвижной рабочей опорой, подвижным ведущим кругом и регулируемым шлифующим кругом.
Тип 3: станки с неподвижным ведущим кругом, подвижным шлифующим кругом и регулируемой рабочей опорой.
Станки, рассматриваемые в настоящем стандарте, могут управляться ЧПУ. Возможные оси, управляемые ЧПУ: X1, X2, U, V, W, P и R (см. рисунки 1 и 2).
|
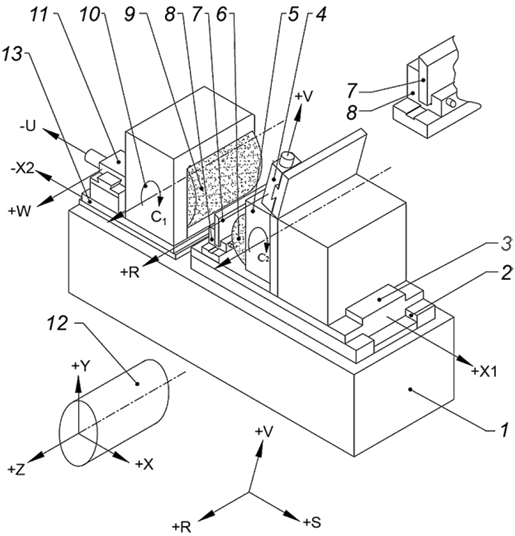
Рисунок 1 - Пример бесцентрового шлифовального станка
Таблица 1 - Терминология
N | Английский | Русский | Французский |
1 | Bed | Станина | Banc |
2 | Regulating wheel guideway | Направляющие ведущего круга | Guidage du chariot |
3 | Regulating wheel slide (Xl-axis) | Салазки ведущего круга (ось X) | Chariot (axe X1) |
3' | Regulating wheel auxiliary slide (P-axis) | Вспомогательные салазки ведущего круга (ось P) | |
4 | Regulating wheel dresser (R- and V-axis) | Устройства для правки ведущего круга (R- и V-оси) | Dispositif de dressage pour meule d’entrainement (axe R et V) |
5 | Regulating wheel head | Бабка ведущего круга |
|
6 | Regulating wheel (C2-axis) | Ведущий круг (ось С2) | Meule d’entrainement (axe C2) |
7 | Work support blade | Нож рабочей опоры | Lame support de |
8 | Work rest (plane S) | Рабочая опора (плоскость S) | Appui |
9 | Grinding wheel (C1-axis) | Шлифующий круг (ось С1) | Meule de travail (axe CI) |
10 | Grinding wheel head | Бабка шлифующего круга |
|
11 | Grinding wheel dresser (U- and W-axis) | Правка шлифующего круга (U- и W-оси) | Dispositif de dressage pour meule de travail (axe U et W) |
12 | Workpiece | Обрабатываемая заготовка |
|
|
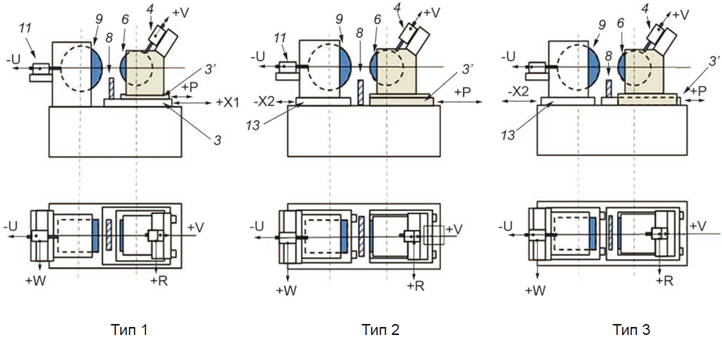
Рисунок 2 - Примеры конфигураций бесцентрового шлифовального станка
5 Общие положения
5.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры выражены в градусах, угловые отклонения и соответствующие допуски выражаются главным образом соотношениями, но в некоторых случаях для пояснения могут использоваться микрорадианы или угловые секунды. Следует использовать следующее выражение для перевода углов или допусков:
0,010/1000=10 мрад2".
5.2 Ссылка на ISO 230-1 и ISO 230-2
Для применения настоящего стандарта необходимо делать ссылки на ISO 230-1 и ISO 230-2, в частности по установке станка перед испытанием, по прогреву шпинделя и других подвижных элементов, а также по описанию методов измерения и рекомендуемой точности испытательного оборудования.
В "замечаниях" раздела испытаний, описанных в пунктах 5-7, рекомендации следуют после ссылки на соответствующий подпункт в ISO 230-1 и ISO 230-2 в тех случаях, когда проводимые испытания соответствуют техническим требованиям ISO 230-1 и ISO 230-2.
5.3 Последовательность проведения испытаний
Последовательность, в которой испытания приводятся в настоящем стандарте, не является обязательной для применения в практических условиях. Такие испытания можно проводить в любой последовательности, позволяющей облегчить установку инструментов и использование измерительных устройств.
5.4 Необходимые испытания
При испытании станка не всегда необходимо или возможно проводить все испытания, приведенные в настоящем международном стандарте. Если испытания требуются для целей приемки, то выбор испытаний определенных элементов и/или свойств станка зависит от пользователя при условии согласования с производителем/поставщиком. Эти испытания должны быть четко указаны при заказе станка. Простая ссылка на настоящий стандарт для целей испытаний без уточнений проводимых испытаний и без соглашения о соответствующих расходах не может рассматриваться в качестве обязательства для любой стороны договора.
5.5 Измерительные инструменты
Указанные в испытаниях измерительные инструменты в пунктах 5-7 являются только примерами. Другие инструменты, измеряющие те же величины и имеющие, по крайней мере, такую же точность, также могут применяться. Датчик линейного перемещения (как пример) должен иметь допуск 0,001 мм или точнее.
5.6 Испытания точности обработки
Испытания точности обработки должны быть проведены только на чистовых режимах. Черновой обработки следует избегать, так как она генерирует значительную силу резания.
5.7 Минимальные допуски
Если установленный допуск для измерения длины отличается от приведенного в настоящем стандарте (см. 4.1, ISO 230-1:2012), необходимо учесть, что минимальное значение допуска составляет 0,002 мм.
6 Испытания геометрической точности
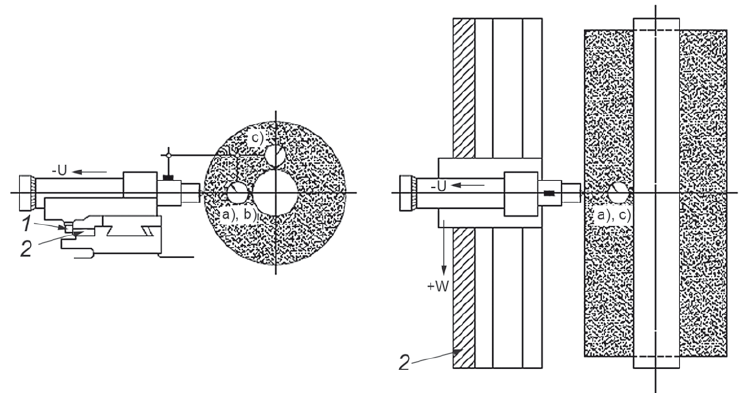
6.1 Правка шлифовального круга
Объект | G1 | ||
Проверка перемещения шлифовального круга по оси W: a) в прямолинейной плоскости обработки ( b) параллельной оси шпинделя шлифовального круга плоскости С1, перпендикулярной плоскости действия (YZ плоскости, c) параллельной оси шпинделя шлифовального круга С1 плоскости обработки (XZ плоскости, Примечание - Испытание c) относится только к станкам с неподвижным правящим устройством и ненастраиваемым эталоном. | |||
Схема измерения | |||
| |||
Обозначение 1 - копировальный щуп; 2 - базовый шаблон. | |||
Допуск a) 0,005 для измерения длины 300; b) 0,330/1000 (0,100/300); c) 0,100/1000 (0,030/300). Примечание - Допуски для >300 мм должны быть согласованы между производителем/поставщиком и пользователем. | Измеренные отклонения a) b) c) | ||
Измерительные инструменты Калибр с циферблатом, проверочная оправка и базовый шаблон. | |||
Примечания и ссылки на ISO 230-1:2012 (3.4.10, 3.6.2, 8.2.2.1 и 10.1.3) Стрелочный индикатор манометра должен быть установлен на инструмент со щупом на шлифовальном станке, связанный с контрольной оправкой, которая крепится на шпиндель шлифовального круга, в плоскостях испытания (ZX плоскостях) a), c) и в плоскости, перпендикулярной плоскости действия (YZ плоскости) b). Перемещение салазок должно осуществляться по оси движения W с нормальной рабочей подачей. Измерительная длина должна быть равной максимальной ширине шлифовального круга. Если станок снабжен механизмом копирования, копировальный ролик должен быть включен с нормальным рабочим давлением (заявленным производителем) с главным шаблоном. a) и c) данный допуск связан с положением алмазного наконечника. | |||
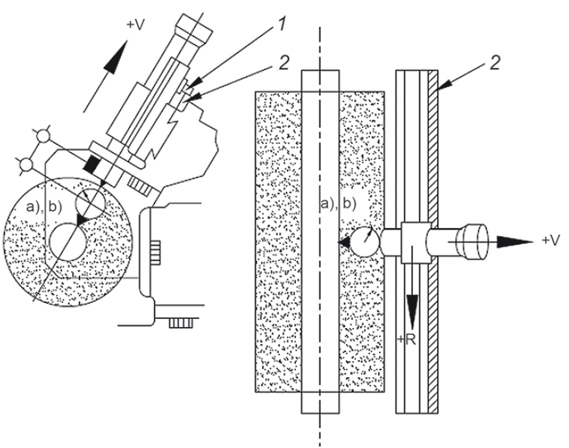
6.2 Правка ведущего круга
Объект | G2 | ||
Проверка перемещения ведущего круга по оси R: a) прямолинейно с плоскостью испытания (плоскость VR, b) параллельность оси шпинделя ведущего круга С2 (плоскость VR, Примечание - Испытание b) относится только к станкам с неподвижным правящим устройством и ненастраиваемым эталоном. | |||
Схема измерений | |||
| |||
Обозначение 1 - копировальный щуп; 2 - базовый эталон. | |||
Допуск a) 0,005 для измерения длины 300; b) 0,100/1000 (0,030/300). Примечание - Допуски для длины >300 мм должны быть согласованы между производителем/поставщиком и потребителем. | Измеренные отклонения a) b) | ||
Измерительные инструменты Калибр с циферблатом, проверочная оправка, базовый шаблон и проверочная линейка. | |||
Примечания и ссылки на ISO 230-1:2012 (3.4.10, 3.6.2, 8.2.2.1 и 10.1.3) Стрелочный индикатор манометра должен быть установлен на инструмент со щупом на шлифовальном станке, связанный с контрольной оправкой, которая крепится на шпиндель шлифовального круга в плоскости испытания (VR плоскости) a), b). Перемещение салазок должно быть проведено на типовой рабочей подаче. Измерительная длина должна быть равной максимальной ширине ведущего круга. Если станок снабжен механизмом копирования, то копировальный щуп должен находиться в зацеплении с нормальным рабочим давлением (заявленным производителем) против базового эталона. a) и b) указанные допуски связаны с положением алмазного наконечника. Измерительный метод дает суммарную ошибку R движения механизма правки. | |||
6.3 Рабочее положение поддерживающего лезвия
Объект | G3 | ||
Проверка параллельности: a) рабочей опорной плоскости (S) к оси шлифовального круга (C1) в вертикальной плоскости ( b) вертикальной опорной плоскости (S) к шпинделю ведущего круга в горизонтальной плоскости ( Примечание - Испытание b) применяется только для станков с фиксированной опорой, неподвижным правящим устройством и ненастраиваемым эталоном. | |||
Схема измерений | |||
|
| ||
Испытуемая шлифовальная бабка с двойной опорой подшипников | Испытуемая шлифовальная бабка, установленная на расстоянии от торца шпинделя на его конусе | ||
Допуск Для измерения длины 300: a) 0,05; b) 0,03. | Измеренные отклонения a) b) | ||
Измерительные инструменты Измерительный прибор с циферблатом, проверочная оправка. | |||
Примечания и ссылки на ISO 230-1:2012 (3.6.5 и 10.1.3) Стрелочный индикатор должен быть установлен на рабочей поверхности лезвия с помощью щупа, контактирующего с проверочной оправкой. | |||
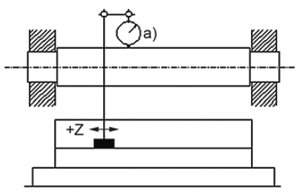
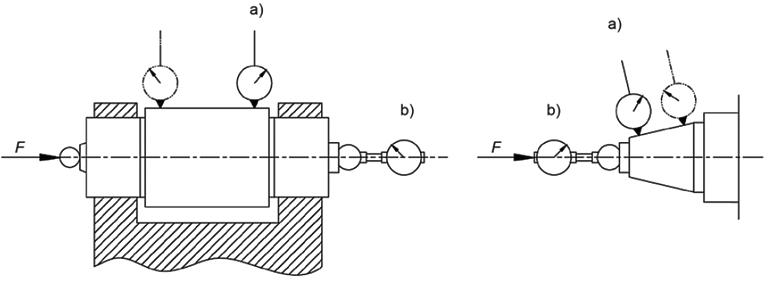
6.4 Шпиндель шлифовального круга
Объект | G4 | |
Проверка шпинделя шлифовального круга C1: a) биение (поверхности шлифовального круга/конуса); b) осевые погрешности движения. | ||
Схема измерений | ||
| ||
Допуски a) 0,005 в двух местах прикосновения; b) 0,008. | Измеренные отклонения a) b) | |
Измерительные инструменты Измерительный прибор с циферблатом. | ||
Примечания и ссылки на ISO 230-1:2012 (3.9.7 и 12.5) a) При проверке щуп стрелочного индикатора устанавливается по нормали к поверхности. Измерение биения производится на обоих концах опорной поверхности конического или цилиндрического шлифовального круга. b) Значение и направление осевой приложенной силы F должны быть указаны поставщиком/производителем. Когда используется предварительный натяг подшипников, нет необходимости использовать силу F. | ||
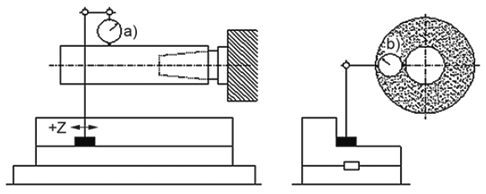
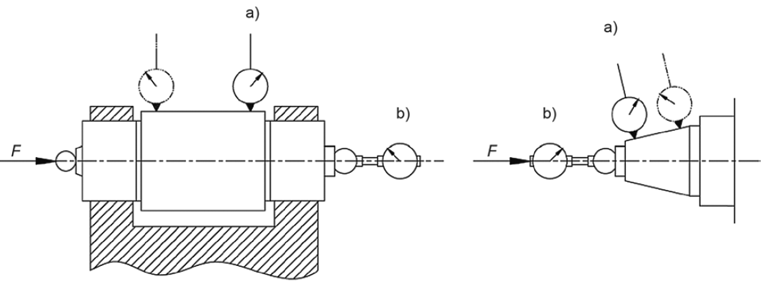
6.5 Шпиндель ведущего круга
Объект | G5 | |
Испытание шпинделя ведущего круга С2: a) биение (посадочной поверхности (шпинделя) шлифовального круга); b) осевые погрешности движения. | ||
Схема измерений | ||
| ||
Допуски a) 0,005 в двух местах прикосновения; b) 0,008. | Измеренные отклонения a) b) | |
Измерительные инструменты Измерительный прибор с циферблатом | ||
Примечания и ссылки на ISO 230-1:2012 (3.9.7 и 12.5) a) При проверке щуп стрелочного индикатора устанавливается по нормали к поверхности. Измерение биения производится на обоих концах конической или цилиндрической опорной поверхности регулируемого шпинделя. b) Значение и направление осевой приложенной силы F должны быть указаны поставщиком/производителем станка. Когда используется предварительный натяг подшипников, нет необходимости использовать силу F. | ||
7 Испытания точности позиционирования и повторяемости
7.1 Позиционирование линейных осей с автоматическим или ручным управлением (без числового программного управления)
Объект | P1 | |
Проверка последовательности последнего подхода и позиционирования шлифовальной бабки (Exx). Примечание - Данное испытание применяется только к станкам, предназначенным для выполнения шлифовальных операций методом врезания (подач). | ||
Схема измерений | ||
| ||
Допуски 0,002 | Измеренные отклонения | |
Измерительные инструменты Датчик линейного перемещения. | ||
Примечания и ссылки на ISO 230-1 (3.4.5) Провести пять последовательных испытаний позиционирования шлифовальной бабки, перемещение осуществляется путем быстрого подхода и следующего за ним медленного подхода. Ряд из пяти показаний должен быть записан. | ||
7.2 Позиционирование линейных осей с числовым программным управлением
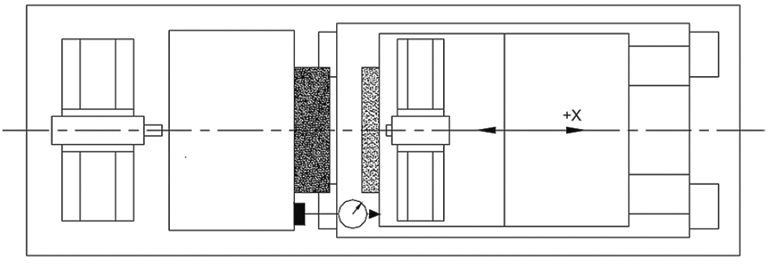
Объект | P2 | ||||
Проверка однонаправленной точности и последовательности перемещения движения по оси Х шлифовальной головки посредством числового программного управления ( | |||||
Схема измерений | |||||
| |||||
Основные слова: | |||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель; 4 - шлифовальная бабка; | 5 - шлифовальный круг; 6 - ведущий круг; 7 - шлифовальная бабка ведущего абразивного круга; T - толщина шлифовального круга. | ||||
Допуски | Измеренные отклонения | ||||
Длина измерения | |||||
Точность однонаправленного позиционирования оси |
| 0,016 | |||
Систематическая погрешность при однонаправленном позиционировании |
| 0,008 | |||
Точность повторяемости при однонаправленном позиционировании |
| 0,006 | |||
Измерительные инструменты Датчик линейного перемещения, лазерное измерительное оборудование или стандартная линейная шкала. | |||||
Примечания и ссылки на ISO 230-1:2012 (8.3) и ISO 230-2:2014 Требуется сравнительное измерение между позициями инструмента. Измерение позиционирования осей С1 и С2 должно быть сделано на высоте шпинделя. Примечание - Схема показывает пробную конфигурацию для типа 1. Для типа 2 (P или X2) и 3-го типа (X2) катафот должен быть закреплен на движущейся стороне компонента и интерферометр должен быть прикреплен к неподвижной стороне компонента. | |||||
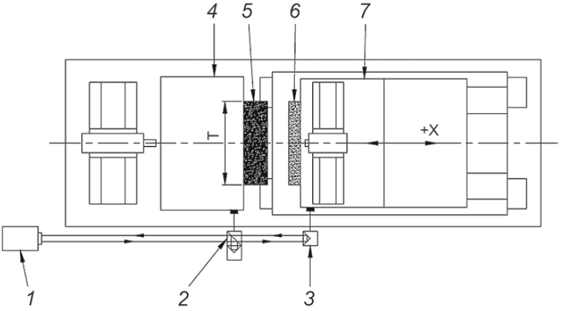
Объект | P3 | |||||
Проверка точности позиционирования и повторяемости: a) перемещение по оси W инструмента для правки шлифовального круга под числовым программным управлением ( b) перемещение по оси R инструмента к правке регулирующего круга под числовым программным управлением ( | ||||||
Схема измерений | ||||||
| ||||||
Основные слова: | ||||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель; 4 - шлифование правящим кругом; 5 - правящее устройство ведущего круга. | ||||||
Допуски | Измерен- ные | |||||
Длина измерения | отклоне- ния | |||||
| 500 | a) | b) | |||
Точность однонаправленного позиционирования оси | a) b) | 0,016 | 0,020 | |||
Систематическая погрешность при двунаправленном позиционировании оси | a) b) | 0,016 | 0,020 | |||
Систематическая погрешность при однонаправленном позиционировании оси | a) b) | 0,008 | 0,010 | |||
Значения погрешности при двунаправленном позиционировании оси | a) b) | 0,008 | 0,010 | |||
Точность повторяемости при однонаправленном позиционировании оси | a) b) | 0,008 | 0,010 | |||
Измерительные инструменты Стандартная линейная шкала или лазерное измерительное оборудование. | ||||||
Примечания и ссылки на ISO 230-1:2012 (8.3) и ISO 230-2:2014 Замеры нужно снять перед установкой в станок, если инструмент для правки движения такой же до и после установки. Примечание - Обычно эти замеры должны производиться между правкой шлифовального круга и шлифовальным кругом а), соответственно между регулируемым шлифовальным кругом и не регулируемым кругом b) станка из-за трудной фиксации, диаграммы показывают компромисс в оформлении оптики. | ||||||
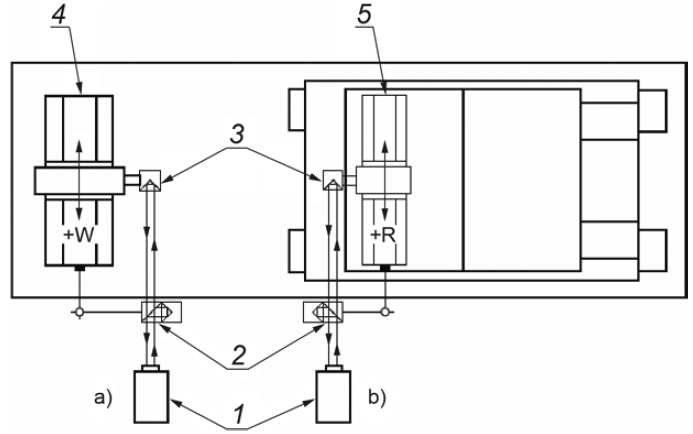
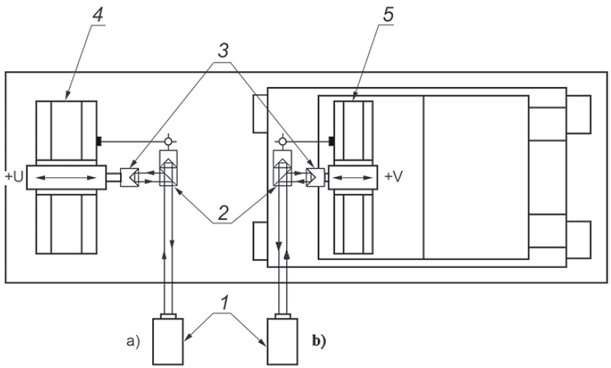
Объект | P4 | ||||
Проверка однонаправленной точности позиционирования и повторяемости: a) движения U-оси приспособления для правки шлифовального круга под числовым программным управлением ( b) движения V-оси приспособления для правки ведущего круга под числовым программным управлением ( | |||||
Схема измерений | |||||
| |||||
Основные слова: | |||||
1 - лазерная головка; 2 - интерферометр; 3 - отражатель; 4 - шлифование правящим кругом; 5 - регулирование правящего круга. | |||||
Допуски | Измеренные | ||||
Длина измерения | отклонения | ||||
| a) | b) | |||
Однонаправленная точность позиционирования оси | a) b) | 0,016 | |||
Однонаправленное систематическое отклонение оси | a) b) | 0,008 | |||
Однонаправленная повторяемость позиционирования оси | a) b) | 0,006 | |||
Измерительные инструменты Цифровой линейный датчик, лазерное измерительное оборудование или стандартная линейная шкала и шкала, считывающая устройство. | |||||
Примечания и ссылки на ISO 230-1:2012 (8.3) и ISO 230-2:2014 Примечание - Обычно эти замеры должны производиться между правкой шлифовального круга и шлифовальным кругом а), соответственно между регулируемым шлифовальным кругом и не регулируемым кругом б) станка из-за трудной фиксации, диаграммы показывают компромисс в оформлении оптики. | |||||
8 Испытание при обработке резанием
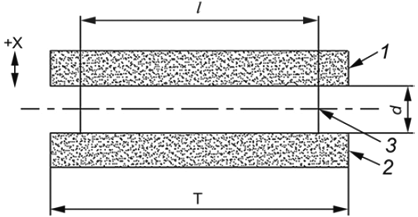
8.1 Врезное бесцентровое шлифование
Объект | M1 | ||||||||||
Проверка точности испытуемого цилиндрического образца при врезном шлифовании на: а) цилиндричность; б) постоянство диаметров. | |||||||||||
Схема измерений | |||||||||||
| |||||||||||
d | |||||||||||
| 15 |
| |||||||||
100 | 20 | ||||||||||
200 | 30 | ||||||||||
300 | 40 | ||||||||||
400 | 50 | ||||||||||
| Добавить | ||||||||||
Материал: сталь | |||||||||||
Обозначение: | |||||||||||
1 - ведущий круг; 2 - шлифовальный круг; 3 - заготовка. |
d - диаметр заготовки; T - ширина шлифовального круга; +X - направление подачи круга. | ||||||||||
Допуски | Измеренные отклонения | ||||||||||
a) |
| 0,002 | b) |
| 0,002 | Для | |||||
200 | 0,003 | 100 | 0,003 | а) | |||||||
500 | 0,004* | 200 | 0,004 | б) | |||||||
300 | 0,006 | ||||||||||
400 | 0,008 | ||||||||||
500 | 0,010* | ||||||||||
* Допуски для | |||||||||||
Измерительные инструменты Кругломер и микрометр. | |||||||||||
Примечания и ссылки на ISO 230-1:2012 (В.2.1 и 2.3) a) Испытания на круглость следует проводить в нескольких положениях заготовки и следует указать наибольшее значение отклонения. b) Измерение на постоянном диаметре должно проводиться в одной осевой плоскости как минимум 3 раза (на двух концах и в центре). Условия шлифования должны быть согласованы между производителем/поставщиком и потребителем. | |||||||||||
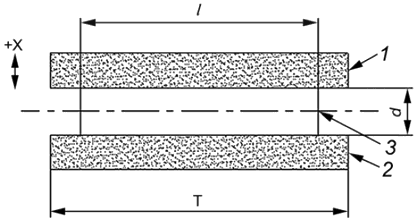
8.2 Шлифование напроход
Объект | M2 | |||||||||||
Проверка точности испытуемого образца при сквозном шлифовании (напроход): а) цилиндричности; б) постоянства диаметров. | ||||||||||||
Схема измерений | ||||||||||||
| ||||||||||||
d | ||||||||||||
| 15 |
| ||||||||||
100 | 20 | |||||||||||
200 | 30 | |||||||||||
500 | 40 | |||||||||||
Материал: сталь | ||||||||||||
Обозначение: | ||||||||||||
1 - ведущий круг; 2 - шлифовальный круг; 3 - заготовка. |
d - диаметр заготовки;
+X - направление подачи круга. | |||||||||||
Допуски | Измеренные отклонения | |||||||||||
a) |
| 0,002 | b) |
| 0,002 | Для | ||||||
200 | 0,003 | 200 | 0,003 | а) | ||||||||
500 | 0,004* | 500 | 0,005* | б) | ||||||||
* Допуски для | ||||||||||||
Измерительные инструменты Кругломер и микрометр. | ||||||||||||
Примечания и ссылки на ISO 230-1:2012 (В.2.1 и В.2.3) a) Испытания на круглость следует проводить в нескольких положениях заготовки и следует указать наибольшее значение отклонения. b) Измерение на постоянном диаметре должно проводиться в одной осевой плоскости как минимум 3 раза (на двух концах и в центре). | ||||||||||||
Приложение А
(справочное)
Эквивалентные термины на немецком языке
Таблица А.1 - Терминология
Ref. | German |
1 | Bett |
2 | Schlittenfuhrung |
3 | Schlitten (X-Achse) |
4 | Regelscheibenabrichter (R- and V-axis) |
5 | Regelscheibenspindelstock |
6 | Regelscheibe (C2-Achse) |
7 |
|
8 |
|
9 | Schleifscheibe (C1-Achse) |
10 | Schleifscheibenspindelstock |
11 | Schleifscheibenabrichter (U- and W Achse) |
12 |
|
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | * |
ISO 230-2:2014 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. | ||
Библиография
[1] | 841:2001 | Industrial automation systems and integration. Numerical control of machines. Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение осей) |
УДК 621.9.02-434.5:006.354 | МКС 25.080.50 | ОКП 381000 |
Ключевые слова: станки бесцентровые круглошлифовальные, геометрическая точность, методы проверок, средства измерений, схема измерений, отклонение, допуск, датчик линейного перемещения, оптические средства измерений, поверочная плита | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}